Шпиндель 1К62, подшипники шпинделя 1К62
Шпиндель в сборе для токарно-винторезного станка 1К62 1К62-02-130. Также Вы можете приобрести подшипники шпинделя 1К62-02-130.
Шпиндель — вал металлорежущего станка, передающий вращение закрепленному в нем инструменту или обрабатываемой заготовке. Весьма иажным является выбор материала шпинделя. Средненагруженные шпиндели изготовляют обычно из стали 45 с улучшением (закалка и высокий отпуск). При повышенных силовых нагрузках применяют сталь 45 с низким отпуском. Для шпинделей, требующих высокой поверхностной твердости и вязкой сердцевины, применяют сталь 45 с закалкой ТВЧ и низким отпуском. При повышенных требованиях применяют стали 40Х, 38ХМЮА (шпиндели быстроходных станков), 20Х с цементацией, закалкой и отпуском, 12ХНЗ (быстроходные и тяжелонагруженные шпиндели) и другие низколегированные стали. Сталь 65Г применяют для крупных шпинделей.
Конструктивная форма шпинделей зависит от способа крепления на нем зажимных приспособлений или инструмента, посадок элементов привода и типов применяемых опор.
Опоры. В качестве опор шпинделей станков применяют подшипники качения и скольжения. Так как от шпинделей требуется высокая точность, то подшипники качения, используемые в опорах шпинделей, должны быть высоких классов точности. Выбор класса точности подшипника определяется допуском на биение переднего конца шпинделя, который зависит от требуемой точности обработки. Обычно в передней опоре применяют более точные подшипники, чем в задней.
Конструктивное оформление шпиндельных узлов весьма разнообразно. На рис. 2.12 показан шпиндельный узел токарновинторезного станка с двухрядным роликовым подшипником с коническим отверстием внутреннего кольца в качестве передней опоры. При осевом перемещении внутреннего кольца подшипника коническая шейка шпинделя деформирует кольцо, и его диаметр увеличивается. При этом устраняются радиальные зазоры между роликами и кольцами и создается предварительный натяг.
Предварительный натяг осуществляют различными способами. В радиально-упорных шарикоподшипниках и конических роликовых подшипниках при парной установке предварительный натяг получают регулировкой во время сборки, а в радиальных шарикоподшипниках — смещением внутренних колец относительно наружных. На рис. 2.13 представлены конструктивные способы создания предварительного натяга шарикоподшипников вследствие сошлифовывания торцов внутренних колец (рис. 2.13, а), установки распорных втулок между кольцами (рис. 2.13, б), применения пружин, обеспечивающих постоянство предварительного натяга (рис. 2.13, в). На рис. 2.13, г показан способ создания предварительного натяга вследствие деформации внутреннего кольца при установке его на конической шейке шпинделя в роликоподшипниках с цилиндрическими роликами. Подшипники скольжения, применяемые в качестве опор шпинделей, бывают нерегулируемые (применяют их редко, при практически полном отсутствии изнашивания в течение длительного срока эксплуатации), с радиальным, осевым регулированием зазора, гидростатические (в них предусматривают подвод масла под давлением в несколько карманов, из которых оно вытесняется через зазор между шейкой шпинделя и подшипником), гидродинамические и с газовой смазкой.
В прецизионных станках используют гидростатические подшипники, которые создают высокую точность вращения шпинделя. Их несущая способность, жесткость и точность зависят от величины зазоров, давления, схемы опоры. На рис. 2.14 схематически показана конструкция гидростатической опоры. Масло под давлением подводится в карманы 1 через отверстия 2. При вращении масло вытесняется из этих карманов через зазор между шейкой и подшипником и из отверстия 3 в резервуар. При увеличении внешней силы, стремящейся уменьшить зазор, возрастает давление масла в резервуаре, и зазор восстанавливается. Гидростатические подшипники стабилизируют режим трения со смазочным материалом при самых малых скоростях вращения.
Самоустанавливающийся гидродинамический подшипник скольжения, применяемый в шлифовальных станках, показан на рис. 2.15. В обойме 4 расположено пять самоустанавлива-ющихся вкладышей 5. Каждый вкладыш имеет одну сферическую опору в виде штыря 3. Штыри закрепляют в обойме винтами 2 и 8 с шайбами 1, проходящими через крышку 7. Между крышкой и обоймой предусмотрены уплотнительные кольца 6.
Между крышкой и обоймой предусмотрены уплотнительные кольца 6.
Вкладыши самоустанавливаются сферическими опорами в направлении вращения шпинделя и в направлении его оси. Это создает надежные условия трения со смазочным материалом в опоре и устойчивые масляные клинья, а также позволяет избежать кромочных давлений, вызываемых несоосностью рабочих поверхностей, упругими или тепловыми деформациями шпинделя. Конструкция подшипников обеспечивает высокую точность вращения шпинделя вследствие центрирования его гидродинамическими давлениями, которые возникают в нескольких зонах по окружности.
Шпиндельные подшипники должны быть надежно защищены от загрязнения и вытекания смазочного материала. Манжетные уплотнения (рис. 2.16, а) из кожи, пластмассы или маслостойкой резины помещают в металлический кожух и прижимают к валу браслетной пружиной. В шпинделях станков более целесообразно применять лабиринтные уплотнения (рис. 2.16, б), которые не имеют трущихся поверхностей и могут работать при высокой частоте вращения. Они обеспечивают защиту подшипников в результате сопротивления протеканию жидкости через узкие щели. На рис. 2.16, в показаны уплотнения для вертикальных валов, уплотнения с кольцами типа поршневых и комбинированное фетровое уплотнение с отражательным кольцом, отбрасывающим масло.
Они обеспечивают защиту подшипников в результате сопротивления протеканию жидкости через узкие щели. На рис. 2.16, в показаны уплотнения для вертикальных валов, уплотнения с кольцами типа поршневых и комбинированное фетровое уплотнение с отражательным кольцом, отбрасывающим масло.
1к62 подшипники | Станок токарный винторезный
Обсудить
1К62 (2)
Схема расположения подшипников дана на рис. 1.
Рисунок 1 – Схема расположения подшипников станка 1к62
Таблица – Перечень подшипников качения
Наименование | Класс точности | Куда входит | Позиция на рис. 1 | Количество
|
Подшипники ГОСТ 8338—75 |
|
|
|
|
203 | 0 | Коробка подач | 37, 38 | 4 |
|
| фартук | 53, 62 | 4 |
204 | 0 | Передняя бабка | 23 | 1 |
205 | 0 | Передняя бабка | 24
| 6 |
|
| коробка подач | 31 | 6 |
|
| фартук | 55, 57, 67, 63 | 6 |
206 | 0 | Передняя бабка, | 22, 25 |
|
|
| коробка подач | 29, 48 | 4 |
208 | 0 | Передняя бабка | 7, 9, 10, 15 | 4 |
209 | 0 | Передняя бабка | 1, 2, 3, 4 | 4 |
709 | 0 | Коробка подач | 46, 47 | 2 |
7000106 | 0 | Коробка подач | 27, 33, 35
| 11 |
|
| фартук | 64, 65, 66, 67, 56, 58, 59, 60 | 11 |
7000107 | 0 | Коробка подач | 42, 43 | 2 |
7000108 | 0 | Передняя бабка | 5, 6 | 2 |
Подшипник 5—4-215Л ГОСТ 831 -75 | 4 | Передняя бабка | 20, 21 | |
Подшипники ГОСТ 6874—75 6-8100 | 0 | Коробка подач | 35 | 1 |
8107 | 0 | Фартук | 52 | 1 |
Подшипники ГОСТ 6874—75 8205 | 0 | Задняя бабка | 68 | 1 |
6-8206 | 0 | Коробка подач | 34 | 1 |
Подшипники ГОСТ 333—79 7208 | 6 | Коробка подач | 32 | 2 |
|
| фартук | 54 | 2 |
7204 К1 | 6 | Коробка подач | 28, 30, 39, 49, 50 | 5 |
7205 К1 | 6 | Коробка подач | 40, 41, 45, | 4 |
|
| фартук | 51 | 4 |
7206 К1 | 6 | Передняя бабка | 8 | 1 |
7306 К1 | 6 | Передняя бабка | 11,16 | 2 |
7308 | 6 | Передняя бабка | 17 | 1 |
7506 | 6 | Коробка подач | 26 | 1 |
7309 | 6 | Передняя бабка | 18 | 1 |
7509 | 6 | Передняя бабка | 14 | 1 |
7604 | 6 | Передняя бабка | 12 | 1 |
7605 | 6 | Передняя бабка | 13 | 1 |
2007106 | 6 | Коробка подач | 44 | 1 |
Подшипник 3182120У ГОСТ 7634—75 | 5 | Передняя бабка | 19 | 1 |
Как в старину нарезали смазочные канавки «восьмёркой» в подшипниках скольжения?
bcall2043
Активный пользователь
- #1
Я подумал, что некоторые из вас могут заинтересоваться этой темой о машинах. Машинка не для хобби, но все равно крутая.
Задумывались ли вы когда-нибудь, как они вырезают красивые канавки для масла или консистентной смазки в виде «восьмерки» в подшипниках скольжения, которые используются в некоторых машинах, которые вы используете в своей мастерской? Я знаю, что в современном мире станков с ЧПУ это просто вопрос программирования, но как это делалось в старые времена? Если вы выполните поиск, то обнаружите, что этот вопрос уже поднимался много раз. Следующая ссылка взята с другого форума и является одной из многих по этой теме. На многих плакатах были мысли и воспоминания, но мало о реальных живых старых станках, предназначенных для обработки внутренних смазочных канавок.
Вот два интересных видеоролика о каналах, которые нарезает талантливый молодой европейский машинист.
Обработка канала смазки в бронзовом подшипнике внутри на токарном станке 1К62 – экстремальная обработка – YouTube
Обработка канала смазки в бронзовом подшипнике внутри на токарном станке 1K62 – как я это сделал – YouTube
Я недавно читал эту тему и думал об этом но выбросил это из головы на некоторое время, прежде чем отправиться на прошлой неделе в Форт-Уэрт, штат Техас, на каникулы. Находясь там, я посетил старого друга, с которым я работал много лет назад, и теперь он владеет собственной механической мастерской. У него много старых машин всяких и провел мне экскурсию. Он нашел и притащил домой ранний станок, который, по-видимому, был предназначен только для обработки этих смазочных канавок. На фотографиях ниже показан станок и кусок пластиковой трубы, который он использовал для настройки и тестирования станка перед вырезанием нового подшипника для токарного станка, который он ремонтировал. Судя по фото машина используется не часто, но на всякий случай он ее держит.
Станок представляет собой комбинацию токарного станка и формовочного станка. Шпиндель удерживает и вращает подшипник, в то время как каретка удерживает режущий инструмент и перемещает его вперед и назад в отверстии подшипника, вырезая канавку. Мой друг говорит, что теперь он жульничает, когда ему нужно нарезать канавку. Он оснастил шлифовальный станок шарообразным жерновом, чтобы работа шла быстрее.
У меня есть видео (мое первое) о движении машины, но я не знаю, как его прикрепить, так как оно может быть слишком большим. Я могу попробовать и опубликовать его, если кто-нибудь может сказать мне, как.
Бенни
Приют никогда не закрывается
Последнее редактирование модератором:
АББ
Зарегистрировано
- #2
Спасибо, что поделились этим. На днях я чистил отверстие конусного шкива SB и задавался вопросом, как это делается… Круто!
OlCatBob
Активный пользователь
- #3
Бенни,
спасибо за создание этой темы, я бы хотел увидеть ваше видео. Надеюсь, администратор здесь будет работать с вами, чтобы разместить его на доске. Удивительно, что задолго до ЧПУ или ЧПУ кто-то был достаточно инновационным, чтобы придумать что-то подобное.
Надеюсь, администратор здесь будет работать с вами, чтобы разместить его на доске. Удивительно, что задолго до ЧПУ или ЧПУ кто-то был достаточно инновационным, чтобы придумать что-то подобное.
Увидимся,
Боб
OldMachinist
Бронза
- #4
Вот страница из книги 1919 года о машинах для накатки канавок.
Джордж Уилсон
Глобальный модератор
- #5
Смазочные канавки можно было вырезать с помощью специальной токарной насадки, которая была зацеплена со скользящей пастой.
bcall2043
Активный пользователь
- #6
ОлКотБоб сказал:
Бенни,
………..хотел бы посмотреть ваше видео…………..
Увидимся,
БобНажмите, чтобы развернуть…
Боб,
Я перенесу его на ноутбук и положу в грузовик, так что в следующий раз, когда мы поедем каждый раз, он будет у меня под рукой.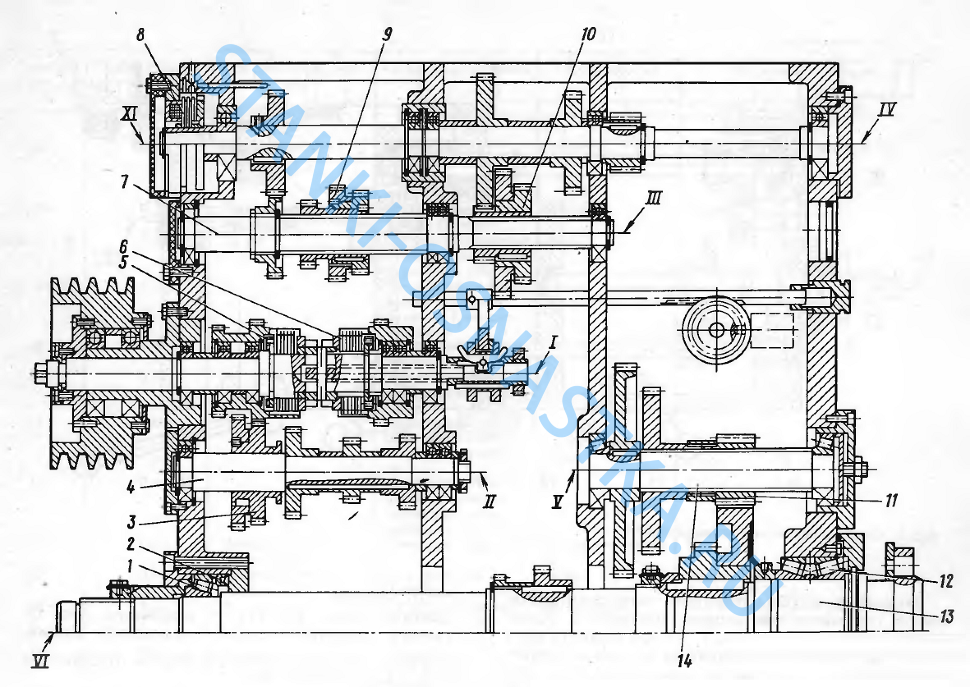 Или я мог бы отправить его вам по электронной почте. Не уверен, насколько большой файл вы можете получить, файл около 64000 КБ. Между тем, сегодня я разговаривал с Чарли, и он рассказал мне, как размещает здесь видео, и я постараюсь попробовать его метод.
Или я мог бы отправить его вам по электронной почте. Не уверен, насколько большой файл вы можете получить, файл около 64000 КБ. Между тем, сегодня я разговаривал с Чарли, и он рассказал мне, как размещает здесь видео, и я постараюсь попробовать его метод.
OldMachinist сказал:
Вот страница из книги 1919 года о станках для накатки канавок.
Нажмите, чтобы развернуть…
Дон,
Спасибо за размещение страницы книги. Это та же компания, которая произвела машину на фото. На фото как раз показана “более новая улучшенная версия”. Искал на машине mfg. имени и ничего не нашел. Гэри, владелец, сказал мне, что машина прорежет различные канавки, показанные в книге, но я забыл упомянуть об этом.
Сегодня я думал о том, как грустно, что когда такие люди, как мой друг Гэри, уходят, кто-то, скорее всего, выкинет все старые машины, которые он приютил. Мы с ним обсуждали, откуда взялись некоторые из его новых машин, и он упомянул местную (для него) авиастроительную компанию. Компания больше не производит определенную модель самолета для правительства и списала соответствующие инструменты/машины и установила новые для текущих моделей самолетов. Большинство владельцев бизнеса сегодня не хотят, чтобы старая машина использовалась только время от времени, а у нас, любителей, нет места, чтобы сохранить специализированную машину, подобную этой.
Мы с ним обсуждали, откуда взялись некоторые из его новых машин, и он упомянул местную (для него) авиастроительную компанию. Компания больше не производит определенную модель самолета для правительства и списала соответствующие инструменты/машины и установила новые для текущих моделей самолетов. Большинство владельцев бизнеса сегодня не хотят, чтобы старая машина использовалась только время от времени, а у нас, любителей, нет места, чтобы сохранить специализированную машину, подобную этой.
Бенни
Детский дом никогда не закрывается
Известия Эстонской академии наук
СОДЕРЖАНИЕ & РЕЗЮМЕ
Труды Эстонская академия наук.
Машиностроение
Том 10 № 4 Декабрь 2004 г.
Избранные доклады 4-го Международная конференция DAAAM INDUSTRIAL ENGINEERING INNOVATION AS КОНКУРЕНТНОЕ ПРЕИМУЩЕСТВО ДЛЯ МСП
Предисловие; 235
Джри Папстел
А сравнительный анализ процедур глобального поиска; 236250
Александр Янушевскис, Теодор Акинфиев, Янис Аузиных и
Александр Бойко
Аннотация. В данной статье представлены
краткий обзор и сравнение методов глобальной оптимизации и их
программное обеспечение. Путем решения набора признанных тестовых задач надежность
сравнивается получение глобальных экстремумов. Показано, что Эдаопт
алгоритм, разработанный ранее авторами, более эффективен, чем современный
генетические алгоритмы. В большинстве случаев алгоритм Edaopt также заметно берет
меньше времени вычислений.
В данной статье представлены
краткий обзор и сравнение методов глобальной оптимизации и их
программное обеспечение. Путем решения набора признанных тестовых задач надежность
сравнивается получение глобальных экстремумов. Показано, что Эдаопт
алгоритм, разработанный ранее авторами, более эффективен, чем современный
генетические алгоритмы. В большинстве случаев алгоритм Edaopt также заметно берет
меньше времени вычислений.
Ключевые слова: оптимизация, стохастический глобальный поиск, генетические алгоритмы.
А 3Д токарная система для уменьшения геометрических погрешностей гибких роторов; 251260
Томас Видмайер, Петри Куосманен, Янне Хайкио и
Пекка Вннен
Резюме. Увеличение скорости вращения и снижение допустимых уровней вибрации
в бумагоделательных машинах выдвинули новые требования к округлости и цилиндричности бумаги.
рулоны бумагоделательной машины. Изменение диаметра в основном вызвано направляющей
ошибка прямолинейности станка. Ошибки вращения во время
Процесс обработки происходит из-за изменения расстояния между валками
ось и инструмент и копируются в ошибку округлости в валке. А
3D-токарная система, включая измерительное устройство, была разработана для
компенсировать систематические ошибки геометрии валка. Метод некруговой токарной обработки был
наносится на вал суперкаландра. Переход на 3D снизил средний показатель
погрешность круглости в тестовом валке на 62 %, изменение диаметра в
осевое направление было уменьшено на 83 %, а погрешность 3D-геометрии — на
78 %.
Ошибки вращения во время
Процесс обработки происходит из-за изменения расстояния между валками
ось и инструмент и копируются в ошибку округлости в валке. А
3D-токарная система, включая измерительное устройство, была разработана для
компенсировать систематические ошибки геометрии валка. Метод некруговой токарной обработки был
наносится на вал суперкаландра. Переход на 3D снизил средний показатель
погрешность круглости в тестовом валке на 62 %, изменение диаметра в
осевое направление было уменьшено на 83 %, а погрешность 3D-геометрии — на
78 %.
Ключевые слова: валок, округлость, измерение, некруговое точение.
Моделирование и оптимальное проектирование процесса пошагового формования; 261269
Меэлис Похлак, Рейн Кттнер и Джри Маяк
Аннотация. В последнее время появилась новая технология формовки листового металла, пошаговая формовка,
был введен. Он основан на использовании универсального сферического инструмента,
который перемещается по траектории инструмента, управляемой ЧПУ. Для оптимальной конструкции
пошаговый процесс формовки, применение нелинейного математического программирования
предлагается. Для оценки ограничений и основных параметров процесса
разработана комплексная модель проектирования процессов. Инкрементальное формование
процессы исследуются с помощью экспериментов и анализа методом конечных элементов.
Для оптимальной конструкции
пошаговый процесс формовки, применение нелинейного математического программирования
предлагается. Для оценки ограничений и основных параметров процесса
разработана комплексная модель проектирования процессов. Инкрементальное формование
процессы исследуются с помощью экспериментов и анализа методом конечных элементов.
Ключевые слова: добавочная формовка листового металла, анализ методом конечных элементов, оптимальный дизайн, нелинейное программирование.
Расширенные динамические модели для оценки точность обработки на токарных станках; 270280
Геннадий Арясов, Тауно Отто и Светлана Громова
Реферат: В статье описано влияние вибраций токарного станка на точность
и шероховатости обрабатываемых деталей. В расчетных схемах участвуют системы с
с одной и двумя степенями свободы, представляющие собой колебания заготовки как жесткого
корпус, шарнирно закрепленный в шпинделе и упруго поддерживаемый в задней бабке
токарный станок. Экспериментальные измерения проводились на токарных станках типа 1К62 при
различные скорости резания, подачи и глубины резания. Анализ шероховатости
данные измерений подтвердили правильность предложенной расчетной модели.
Параметры шероховатости поверхности заготовки удовлетворительно согласуются с
соответствующие данные теоретического исследования. Для изучения влияния
гироскопические силы на шероховатости поверхности, расчетная модель с двумя
использовались степени свободы. Результаты экспериментальных и теоретических
исследования совпали удовлетворительно.
Экспериментальные измерения проводились на токарных станках типа 1К62 при
различные скорости резания, подачи и глубины резания. Анализ шероховатости
данные измерений подтвердили правильность предложенной расчетной модели.
Параметры шероховатости поверхности заготовки удовлетворительно согласуются с
соответствующие данные теоретического исследования. Для изучения влияния
гироскопические силы на шероховатости поверхности, расчетная модель с двумя
использовались степени свободы. Результаты экспериментальных и теоретических
исследования совпали удовлетворительно.
Ключевые слова: токарный станок , вибрация, расчет модель, собственная частота, шероховатость поверхности.
Линейный расчет устойчивости гибких на сдвиг тонкостенных балок; 281289
Домагой Ланц, Горан Туркаль и Йосип Брни
Резюме. В этой статье представлены численные решения, основанные на методе конечных элементов.
расчет устойчивости тонкостенных балочных конструкций. Используя линеаризованный виртуальный
принцип работы с допущением больших перемещений, больших вращений, но
при малых деформациях выводится уравнение конечных элементов. Эффекты поперечного сечения
также учитываются сдвиговые деформации. Включить большое вращение
эффекты, используется нелинейное поле перемещений поперечного сечения. новый
двухузловой изгибаемый на сдвиг конечный элемент с семью степенями свободы на узел
разработан. Полные точные 1414 упругих и геометрических матриц жесткости
оценивается. Разработана оригинальная компьютерная программа THINWALL-SHEAR. Полученный
результаты сравниваются с аналитическими и численными результатами других авторов.
Используя линеаризованный виртуальный
принцип работы с допущением больших перемещений, больших вращений, но
при малых деформациях выводится уравнение конечных элементов. Эффекты поперечного сечения
также учитываются сдвиговые деформации. Включить большое вращение
эффекты, используется нелинейное поле перемещений поперечного сечения. новый
двухузловой изгибаемый на сдвиг конечный элемент с семью степенями свободы на узел
разработан. Полные точные 1414 упругих и геометрических матриц жесткости
оценивается. Разработана оригинальная компьютерная программа THINWALL-SHEAR. Полученный
результаты сравниваются с аналитическими и численными результатами других авторов.
Ключевые слова: балка тонкостенная большая смещения, большие повороты, сдвиговые деформации.
Крутящий момент распределительный блок управления в автомобильных силовых установках; 2
Юрий Ресев и Лембит Рузимдер
Резюме. В статье рассматривается моделирование потока энергии
в автомобильных двигательных установках, чтобы предоставить основные данные для выбора
параметры дифференциала с учетом его воздействия на автомобиль
латеральная динамика. Характеристики
и условия работы самоблокирующегося
обнаружены дифференциальные зубчатые передачи. Виртуальный
создан дифференциал (алгоритм потока энергии).
Характеристики
и условия работы самоблокирующегося
обнаружены дифференциальные зубчатые передачи. Виртуальный
создан дифференциал (алгоритм потока энергии).
Ключевые слова: планетарная передача, ограниченная скольжение, передача момента, потери энергии, моделирование.
Дизайн сэндвич-несущих конструкций; 300307
Мартин Эрме, Март Энок, Лембит Роосимдер и Рейн Kttner
Резюме. В современном
машиностроение снижение веса несущих конструкций машин
важный. Одной из возможностей достичь этого является использование сэндвич-структур.
Механические свойства сэндвич-конструкций характеризуются более высокими
Соотношение прочность/вес и жесткость/вес больше, чем у усиленного стального листа
структуры. В данной работе исследуется возможность замены сварных конструкций
многослойными с использованием оптимизации топологии. На концептуальной стадии
проведена топологическая оптимизация, позволившая найти структурно
надежная исходная модель для дальнейшего проектирования и параметрической оптимизации. Топологическая и параметрическая оптимизация была выполнена с использованием коммерческого
Программная система ФЭМ. Этот метод является гибким за счет разработки продуктов с
различные конфигурации, что важно для сокращения времени выхода на рынок
новые продукты. Стальные сварные конструкции, состоящие из стенок и ребер.
обдуманный. Прочностные характеристики в зависимости от конфигурации ребер и от
длина сварных швов была проверена. Технология изготовления сэндвича
кадры описаны. Например, конструкция и уменьшение массы
была исследована кусторезная машина.
Топологическая и параметрическая оптимизация была выполнена с использованием коммерческого
Программная система ФЭМ. Этот метод является гибким за счет разработки продуктов с
различные конфигурации, что важно для сокращения времени выхода на рынок
новые продукты. Стальные сварные конструкции, состоящие из стенок и ребер.
обдуманный. Прочностные характеристики в зависимости от конфигурации ребер и от
длина сварных швов была проверена. Технология изготовления сэндвича
кадры описаны. Например, конструкция и уменьшение массы
была исследована кусторезная машина.
Ключевые слова: металлоконструкции , оптимизация, МКЭ.
Производительность твердых сплавов в условиях абразивно-эрозионного и скользящего изнашивания; 308314
Якоб Кбарсепп, Генрих Клаасен и Велло Вайнола
Резюме. Износ некоторых карбидов
композиты различного состава и структуры (твердые сплавы WC, TiC и Cr 3 C 2 металлокерамика), исследовалась при абразивно-эрозионном и скользящем изнашивании. условия. Сравнительные испытания в тех же условиях с инструментальными сталями,
дополнены исследованиями SEM. Было показано, что в
абразивно-эрозионных, а также в условиях износа скольжения производительность
твердого сплава (карбидного композита, инструментальной стали) определяется в первую очередь его
карбидная фаза (ее свойства и количество в сплаве).
условия. Сравнительные испытания в тех же условиях с инструментальными сталями,
дополнены исследованиями SEM. Было показано, что в
абразивно-эрозионных, а также в условиях износа скольжения производительность
твердого сплава (карбидного композита, инструментальной стали) определяется в первую очередь его
карбидная фаза (ее свойства и количество в сплаве).
Ключевые слова: абразивно-эрозионный износ, износ скольжения, твердые сплавы, инструментальные стали .
Переработанный порошки на основе твердых сплавов для термического напыления; 315325
Валдек Микли, Прийт Кулу, Рихо Тарбе, Прийду Петсалу и
Сергей Зимаков
Аннотация. В статье основное внимание уделяется недорогому вольфрамовому
аэрозольные порошки на карбидной основе с размером частиц 1550 мкм, изготовленные из
переработанный твердый металл. Их свойства сравнимы с промышленно выпускаемыми
(Tafa Inc., Sulzer Metco Inc. и др.) порошки. Различные методы WC-Co
подготовка порошка твердого сплава (нанесение покрытия, измельчение и смешивание) использовались для производства
спрей-порошки.