Сведения о производителе круглошлифовального станка полуавтомата 3М175, 3М174, 3М173Производитель круглошлифовального станка полуавтомата 3М175, 3М174, 3М173 – Лубенский станкостроительный завод “Коммунар” Завод “Феникс” основан в 1915 году и в 1918 году получил наименование “Коммунар”. С 1957 году завод специализируется на производстве универсальных и специальных круглошлифовальных станков с различным уровнем автоматизации, от станков с ручным управлением до станков с современными ЧПУ. Станки, выпускаемые Лубенский станкостроительным заводом Коммунар3М175 станок круглошлифовальный универсальный полуавтомат. Назначение и область примененияКруглошлифовальные полуавтоматы 3М175, 3М174, 3М173 предназначены для наружного шлифования цилиндрических и пологих конических поверхностей в условиях единичного, серийного и крупносерийного производства. Принцип работы и особенности конструкции станкаКласс точности станков П по ГОСТ 11654—65. Шероховатость обрабатываемой поверхности по ГОСТ 2789—59-VI0. Шлифование на полуавтоматах производится в неподвижных центрах. Верхняя часть стола выполнена поворотной, что обеспечивает шлифование конических поверхностей. Гидравлический привод продольного перемещения стола позволяет плавно регулировать скорости перемещения и изменять величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола. Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках. Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи. Полуавтоматы комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации. На полуавтоматах автоматизированы врезной и продольный методы шлифования с изменением в процессе шлифования поперечной и продольной подач и оборотов вращения изделия. Шлифование может вестись в полуавтоматическом и ручном цикле. Обеспечивается высокая точность и чистота обработки. Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости. Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке. Полуавтоматы удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения изделия, охлаждения и быстрый подвод шлифовального круга к изделию производятся одной рукояткой. Пиноль задней бабки перемещается от электромеханического привода. Обеспечивается быстрое установочное перемещение шлифовальной бабки. Полуавтоматы комплектуются навесной индикаторной скобой для замера шлифуемого диаметра изделия. По особому заказу на полуавтоматах может устанавливаться прибор для автоматической правки круга с компенсацией его износа и прибор активного контроля. Высокая жесткость полуавтоматов, достаточные размеры шлифовального круга и мощный привод его обеспечивают высокую производительность. Габаритные размеры рабочего пространства круглошлифовального станка 3М175Габаритные размеры рабочего пространства станка 3м175 Посадочные и присоединительные базы круглошлифовального станка 3М175Шпиндель круглошлифовального станка 3м175 Рабочий стол круглошлифовального станка 3м175 Общий вид круглошлифовального станка 3М175Фото круглошлифовального станка 3м175 Фото круглошлифовального станка 3м175 Установочный чертеж шлифовального станка 3М175Установочный чертеж круглошлифовального станка 3м175 3М175 станок круглошлифовальный универсальный полуавтомат. Видеоролик.Технические характеристики станка 3М175
Список литературы:Связанные ссылки Каталог справочник круглошлифовальных станков Паспорта к круглошлифовальным станкам Купить каталог, справочник, базу данных: Прайс-лист информационных изданий | ПродукцияНовости |
stanki-katalog.ru
Полуавтоматический круглошлифовальный станок 3М175 отзывы, характеристики с фото, инструкция, видео
Полуавтоматический круглошлифовальный станок 3М175 предназначен для наружного и внутреннего шлифования цилиндрических, конических и торцевых поверхностей ротационных деталей типа валов, осей, шпинделей, втулок, фланцев, крышек, а также плоских фланцевых поверхностей изделий. Возможны следующие режимы работы: ручной, автоматический врезной цикл, автоматический продольный цикл.
На полуавтомате автоматизированы и механизированы: врезной и продольный методы шлифования, изменение поперечных, продольных и круговых подач; пуск и остановка изделия; включение и отключение охлаждающей жидкости; быстрый подвод и отвод шлифовальной бабки и пиноли задней бабки; перегон шлифовальной бабки по винту; балансировка шлифовального круга.
По согласованию с заказчиком полуавтоматы могут выпускаться налаженными на шлифование конкретного изделия. Полуавтоматы имеют полуавтоматическое управление и имеют возможность ручного управления. Полуавтоматический цикл обеспечивается механическим устройством с электрогидроуправлением.
На полуавтомате 3М175 производится шлифование поверхностей шейки и подступичной части железнодорожной оси РУ1Ш за одну установку заготовки как при изготовлении, так и при выполнении ремонта колесных пар. ЧПУ на данных станках не устанавливается.
| Характеристика | Значение |
|---|---|
| Размеры устанавливаемой заготовки, max, мм | диаметр/длина 400/2800 |
| Размеры шлифования, max, мм | диаметр/длина 400/2520 |
| Масса 3М175 устанавливаемой заготовки, max, кг | 1000-15 |
| Длина перемещения стола, max, мм | 2800 |
| Высота центров над столом, мм | 210 |
| Класс точности по ГОСТ 8 | П |
| Конус в шпинделе передней и пиноли задней бабок по ГОСТ 25557 | Морзе 6 |
| Конец шлифовального шпинделя по ГОСТ 2323 (конусность 1:5), мм | |
| – номинальный диаметр | 100h21 |
| – диаметр опорных шеек | 110f7 |
| Размеры шлифовального круга, max, мм | |
| – диаметр наружный/внутренний | 750/305 |
| – высота | 80; 100* |
| Частота вращения шпинделя шлифовальной бабки, мин-1 | 1270 |
| Частота вращения заготовки (регулируется бесступенчато), мин-1 | |
| – наибольшая | 180; 360* |
| – наименьшая | 20; 40* |
| Окружная скорость шлифовального круга, м/с | 35*; 50 |
| Угол поворота верхнего стола, max, градус | |
| – по час. стрелке/против час. стрелки | 2/4 |
| Суммарная мощность эл/двигателей, кВт | 26,19; 23,98* |
| Питающая сеть | |
| – Род тока | перем 3-фазн |
| – Напряжение, В | 380; 220*; 400*; 415*; 440* |
| Частота тока, Гц | 50; 60* |
| Габаритные размеры с отдельно расположенным оборудованием (ДхШхВ), мм | 8310х3690х2135 |
| Масса нетто, кг | 13850 |
* – Поставляются по особому заказу
rustan.ru
Круглошлифовальный станок 3М151: технические характеристики, паспорт
Большое распространение в сфере металлообработки получили круглошлифовальные станки, которые используются для проведения шлифования торцевых, цилиндрических, конических поверхностей. Условно можно разделить рассматриваемое оборудование на две основные категории: универсальные и простые станки. Простые станки могут использоваться для шлифования конусные поверхности с малым уклоном, которые составляет не более 6°, универсальные варианты исполнения применяются для обработки деталей с большой конусностью за счет поворота шлифовальной и передней бабки. Круглошлифовальный станок можно охарактеризовать наибольшим диаметром обрабатываемой заготовки, а также ее длиной. В паспорте, как правило, указываются все важные моменты, схема позволяет определить особенности конструкции. Станки этой группы могут работать в автоматическом и полуавтоматическом режиме.

Ключевые особенности
Существует довольно много различных вариантов исполнения круглошлифовальных станков, которые позволяют проводить обработку цилиндрических и конических поверхностей. Вариант исполнения с шлифовальной бабкой 3м151 используется довольно часто, в паспорте указаны все важные технические характеристики, а также в схеме указываются важные моменты расположения элементов конструкции.
Скачать паспорт шлифовального станка 3М151
Круглошлифовальный станок модели 3м151 используются для обработки наружной цилиндрической поверхности. Зачастую обработке на станке 3м151 подвергают изделия типа вал. При этом также могут подвергать обработке конические заготовки при смещении шлифовальной бабки. Паспорт станка содержит информацию о том, какой конусности может быть поверхность. Стоит отметить, что круглошлифовальный станок модели 3м151 имеет повышенную точность. При его использовании можно осуществлять следующие типы работ:
- схема конструкции обуславливает возможность проведения продольного и поперечного шлифования при использовании ручной подачи. в паспорте указывается максимальная продольная и поперечная ручная подача;
- модель 3м151 может использоваться для врезного и продольного шлифования при полуавтоматическом цикле работы;
- некоторые варианты исполнения имеют систему ввода программы обработки заготовки, работа проводится в автоматическом режиме.
Производство модели 3м151 началось в прошлом тысячелетии. Информация с паспорта и схемы определяет возможность использования модели 3м151 в мелкосерийном, серийном и крупносерийном производстве. За многие годы использования оборудования было отмечено то, что установленная шлифовальная бабка позволяет проводить снятие металла с конической поверхности с большой точностью.
Применение
При рассмотрении шлифовального оборудования следует отметить то, какие работы можно проводить при его использовании. Особенности бабки, крепежных и других элементов определяют следующие возможности:
- шлифовальное оборудование может использоваться для снятия небольшого количества металла для достижения определенной шероховатости поверхности. стоит отметить, что 3м151 предназначена именно для выполнения подобной работы. электрическая схема управления позволяет проводить работу с высокой точностью. документы, связанные с технологическим процессом, содержат информацию о том, какой класс шероховатости должна иметь поверхность. этот момент определяет возможность использования 3м151 для получения необходимой детали;
- для образования канавок и выемок. при сильной поперечной подаче и при правильном подборе абразивного материала можно провести врезание на большую глубину. В паспорте указана возможная максимальная поперечная подача. однако стоит не забывать о том, что абразивный материал может нагреваться при значительной поперечной подаче;
- модель 3м151 может использоваться также для изменения формы поверхности. при большом усилии и продольном перемещении абразивного круга можно провести снятие большого слоя металла, что приведет к появлению волнистости , а также изменению формы тела вращения.
При правильной установке бабки можно провести грубую и чистовую обработку. Тип установленного абразивного материала также определяет возможность проведения той или иной обработки.
Технические характеристики
При рассмотрении данных в паспорте следует учесть, что существует несколько главных технических характеристик, которые определяют возможность использования оборудования. К ним можно отнести:
- наибольший показатель диаметра устанавливаемого изделия для обработки.
- в схеме и в паспорте указывается расстояние между центрами. этот момент определяет то, какой длины заготовка может использоваться;
- число оборотов, которое может совершать заготовка за одну минуту;
- число оборотов абразивного круга.

Технические характеристики 3М151
Вышеприведенные моменты следует учитывать при рассмотрении круглошлифовальных станков. К техническим характеристикам рассматриваемой модели можно отнести:
- класс точности согласно установленным нормам гост – П;
- наибольший показатель диаметра цилиндрических изделий составляет 200 миллиметров;
- наибольшая длина устанавливаемого изделия составляет 700 миллиметров;
- наименьший диаметр шлифования составляет 10 миллиметров;
- высота изделия над столом составляет 125 миллиметров;
- наибольший вес заготовки составляет 55 килограмм;
- наибольшее расстояние перемещения стола 705 миллиметров;
- максимальное значение высоты устанавливаемого круга 100 миллиметров;
- частота вращения задней бабки 1590 об/мин.
Скачать руководство шлифовального станка 3М151
Кроме этого следует учитывать габаритные размеры конструкции, а также максимальный вес. Эти показатели определяют возможность использования модели в той или иной ситуации. Вес конструкции составляет 5 600 килограмм, что усложняет ее размещение. Только при наличии специального основания можно обеспечить наилучшие условия для размещение, крепления конструкции.
Скачать руководство приемки 3М151
Применение системы числового программного управления — ЧПУ
На базе рассматриваемой модели проводится создание станка 3м151Ф2, который имеет программное управление. Бабки в этом случае перемещается под управлением заданной программы. Наличие программного управления не принесло больших изменений в конструкцию. Она состоит из следующих элементов:
- переднюю, заднюю, шлифовальную бабку;
- устройство, которое связано с перемещением стола;
- прибор правки;
- устройство, которое используется для управления элементами конструкции при работе в ручном режиме или при наладке системы.
Единственным отличием можно назвать наличие устройства, которое отвечает за ввод программы и ее корректировки. Также отличие заключается в типе механизмов поперечной и продольной подачи.
В заключение отметим, что 3м151 встречается довольно редко в продаже из-за появления современных вариантов исполнения. Старые технологии производства, которые использовались для создания оборудования, определяют малую надежность. При этом ремонтопригодность конструкции велика, но найти необходимые детали довольно сложно.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Круглошлифовальные станки – Поставки станков
Область применения
Круглошлифовальные станки применяются для наружной обработки цилиндрических и конических деталей из черного и цветного металла методом продольного, врезного и глубинного шлифования в условиях единичного, серийного и массового производства в сфере металлургии, машиностроения на производственных участках в цехах предприятий. Также упомянутое оборудование нередко можно встретить в лабораториях и исследовательских подразделениях заводов и фабрик.
Компактные круглошлифовальные станки активно используются в ремонтных мастерских, на станциях обслуживания транспортных средств, в гаражах. Помимо этого, агрегаты применяются в мастерских профессионально-технических учебных заведений, готовящих специалистов станочников.
Особенности круглошлифовальных станков
Конструкция оборудования включает в себя следующие элементы:
- станина;
- верхние и нижние столы;
- устройство для внутренней шлифовки;
- пиноль;
- крепления для шлифовальных кругов;
- передняя бабка;
- электрошкаф;
- механизм правки абразивного круга;
- пульт управления.
Мы предлагаем купить станок круглошлифовальный, который дает возможность с высокой точностью обрабатывать любые металлические поверхности. Примечательно, что рабочие столы этих агрегатов могут быть оснащены дополнительными ребрами жесткости для повышения прочности и получения возможности работы с крупногабаритными деталями, демонстрирующими значительную массу. Гидравлические системы подачи заготовок обеспечивают циклическую обработку деталей с минимальными временными затратами.
В каталоге нашей компании можно купить круглошлифовальный станок с направляющими скольжения, которые закрыты специальными кожухами для предотвращения загрязнения. По ним перемещаются столы, приводимые в движение ручным механизмом или гидравлической системой. Наличие откидного индикаторного устройства на передней части высокопрочной станины позволяет с высокой точностью контролировать перемещения стола. Сегментные самоустанавливающиеся подшипники, на которые монтируется шпиндель шлифовальной бабки, обеспечивает жесткость опоры и повышенную точность вращения.
Компания «Стандарт», поставляющая заказчикам из России и ближнего зарубежья оборудование для обработки металлических деталей, дает клиентам возможность купить станок круглошлифовальный с электроблокировкой двигателя шлифовальной бабки, защищающей оборудование от перегрузок. Примечательно и то, что наклонная рабочая поверхность агрегата помогает перемещать заднюю и переднюю бабки без потери соосности. В качестве инструмента для абразивной обработки деталей применяются шлифовальные круги различной зернистости и твердости. Для их правки используются специальные устройства с твердосплавными дисками.
Преимущества круглошлифовальных станков
Мы советуем посетителям купить круглошлифовальный станок, демонстрирующий такие плюсы, как:
- безопасность в использовании при соблюдении всех правил работы с оборудованием;
- автоматическая система смазки шпиндельных бабок, снижающая износ и увеличивающая срок эксплуатации шпинделей;
- система, дающая возможность регулировать скорость продольной передачи без рывков;
- ускоренная подводка и отведение шлифовального круга для экономии времени и увеличения производительности;
- высокая надежность в применении, обусловленная безупречным качеством комплектующих, из которых собираются круглошлифовальные промышленные станки;
- наличие эффективной системы охлаждения, позволяющей снижать температуру шлифовального круга в ходе вращения и продлевающей срок его использования;
- гидравлическое или ручное (механическое) высокоточное перемещение рабочих столов и шпиндельных бабок;
- устойчивость формы рабочей зоны при колебаниях нагрузки;
- приспособления, обеспечивающие быстрый съем фланцев и при необходимости их замену;
- наличие брызгозащитных щитков, предохраняющих попадание загрязненной металлическими частицами жидкости на одежду оператора;
- возможность установки магнитных сепараторов или бумажных фильтров для охлаждающей шлифовальный круг системы;
- надежные и долговечные электрические двигатели, умеренно потребляющие электроэнергию;
- стабильное качество обработки;
- ремонтопригодность и возможность замены узлов.
Плюсы заказа в компании «Стандарт»
Клиенты обращаются к нам, чтобы купить станок круглошлифовальный или иное оборудование для обработки выполненных из металла деталей, потому что мы создали для них выгодные условия. Кроме этого, компания поддерживает высокие стандарты обслуживания как постоянных, так и новых заказчиков и неукоснительно соблюдает все обязательства, предусмотренные договором.
Можно выделить следующие преимущества сотрудничества с нашей фирмой:
- профессиональная помощь в подборе оборудования для предприятий машиностроения, исходя из требований и финансовых возможностей покупателей;
- предоставление услуг по монтажу, пуску и наладке круглошлифовальных универсальных станков;
- удобные способы оплаты, продажа оборудования в лизинг, выгодные схемы расчетов;
- доставка во все регионы Российской Федерации и стран СНГ на предприятия заказчиков;
- оказание услуг по сервисному обслуживанию станков;
- большой выбор техники для машиностроительных заводов, ремонтных организаций, использующих станочное оборудование;
- система скидок и рассрочки;
- модели от ведущих производителей.
Стоимость и условия поставки
Воспользовавшись удобным каталогом компании «Стандарт», вы сможете выбрать и купить круглошлифовальный станок в соответствии с требуемыми параметрами по приемлемой цене. Отметим, что мы поставляем станки ведущих производителей, на которые распространяется гарантия сроком 12 месяцев. Уточняйте цены и узнавайте условия сотрудничества у представителей нашей компании, которые готовы ответить на ваши вопросы и предоставить всю нужную информацию.
По всем вопросам звоните по телефону +7(4852) 66-40-25 или пишите на электронную почту [email protected].
Воспользуйтесь формой обратной связи, чтобы заказать звонок и получить больше сведений о круглошлифовальных станках, а также оставить заявку для их приобретения. Наши сотрудники предоставят вам квалифицированную консультацию и оперативно выполнят заказ!
standart-st.ru
Круглошлифовальные станки: технические характеристики, назначение
Существует достаточно много различного оборудования по обработке металла, которые могут использоваться для шлифования поверхности. Шлифование – механическая обработка, которая позволяет изменить показатель шероховатости поверхности и особенности формы детали. Некоторые модели можно назвать универсальными, их назначение является шлифование деталей различной формы. Наибольшее распространение получили круглошлифовальные станки, назначение которых заключается в шлифовании заготовок цилиндрической формы.
 Круглошлифовальный станок 3М151
Круглошлифовальный станок 3М151Назначение
Круглошлифовальные станки используется для обработки наружной цилиндрической поверхности, крепление заготовки проводится в центрах и патроне. При этом может проводиться продольная и поперечная подача для достижения необходимого результата. Универсальный вариант исполнения подходит для различных размеров, некоторые виды могут применяться в промышленности для получения особо крупных деталей.
Во время работы универсального станка с центрами направление вращения заготовки противоположно направлению вращения абразивного материала. Подобные модели могут использоваться в различных видах производства.
Стоит отметить, что круглошлифовальный станок используется при конечном этапе производства. Бесцентровые и другие типы моделей проводят шлифование после токарной обработки, фрезерования, сверления и так далее.
Основные параметры
При выборе оборудования следует учитывать его тип, который определяет многие важные параметры шлифования. К основным параметрам можно отнести:
- Возможные размеры устанавливаемого центра. В случае бесцентровой модели важным показателем можно назвать размер стола.
- Диаметр круга и скорость его вращения. Универсальные варианты исполнения можно применять для получения деталей различной формы, они могут быть конусными.
В паспорте указывается вся важная информация. Чертеж и паспорт позволяют определить то, какие технические характеристики имеет конструкция. Чертежи составляются с учетом ГОСТ, как и паспорт.
Вышеприведенная информация должна учитываться при выборе модели, схема круглошлифовального станка отражает все его особенности. Поэтому для определения важных моментов следует рассматривать чертежи и паспорт, составленные по ГОСТ.
Классификация
Определенные моменты, указанные в чертеже и паспорте, определяют следующую классификацию шлифовального оборудования:
- Универсальные имеют поворотный рабочий стол, есть возможность провести поворот заготовки и самого шлифовального круга. Универсальный вариант исполнения снабжается дополнительной бабкой.
- Простые позволяют обрабатывать только определенные заготовки.
Универсальные модели имеют паспорт и чертежи, которые отражают все особенности круглошлифовального станка. По ГОСТ проводится оформление всех подобных документов.
Основные технические характеристики
Существуют основные технические характеристики, которые отражаются в паспорте и чертеже. На основании ГОСТ проводится отображение следующей информации:
- Мощность указывается в кВт. Определяет производительность машины.
- Питаемое напряжение определяет возможность использования в той или ситуации оборудование. ГОСТ определяет то, что показатель указывается в Вольтах. Для промышленного применения подходит модель с питанием 380 В, а вот для бытового применения с питанием 220 В.
- Размер рабочего стала. Бесцентровые шлиф-станки могут использоваться в определенных случаях.
- Диаметр шлифовального круга. Круг имеет стандартные размеры, которые выбираются согласно ГОСТ.
- Номинальное число оборотов также часто определяется в ГОСТ. Оно имеет важное значение, так как определяет скорость вращения круга.
Подобные моменты следует учитывать при выборе круглошлифовального станка.
ЧПУ
Отдельные варианты исполнения имеют систему автоматизации работы.

Круглошлифовальный станок с ЧПУ
Числовое программное управление позволяет в несколько раз повысить степень автоматизации работы. При этом выделим следующие моменты:
- Высокая точность шлифования. Механизм, который используется для крепления и подачи круга, при автоматической подаче позволяет получать размеры, которые могут иметь отклонение всего несколько сотых миллиметра.
- Значительно повышается производительность. Большая часть этапов технологического процесса выполняются автоматически, а значит – не требуют вмешательства оператора.
- Снижается вероятность возникновения брака. Если снизить то, сколько этапов будет выполнять человек, можно снизить вероятность возникновения проблем.
- Уменьшаются затраты за счет того, что один оператор может обслуживать несколько рабочих мест.
Круглошлифовальный станок с ЧПУ встречается довольно редко, так как он используется в редких случаях в крупносерийном и массовом производстве. Стоимость из-за включения в конструкцию системы числового программного управления значительно повышается, поэтому использовать его нужно только при крупном производстве.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
3Б153 станок круглошлифовальный универсальныйСхемы, описание, характеристики
Сведения о производителе круглошлифовального станка 3Б153
Производитель универсального круглошлифовального станка 3Б153 – Вильнюсский завод шлифовальных станков.
Станки, выпускаемые Вильнюсским заводом шлифовальных станков
3Б153 станок круглошлифовальный универсальный. Назначение и область применения
Универсальный круглошлифовальный станок полуавтомат 3Б153 предназначен для шлифования наружных цилиндрических и конических поверхностей в условиях индивидуального и мелкосерийного производства.
Технические характеристики круглошлифовального станка 3Б153
Станок разработан в 1973 году.
Разработчик: Ленинградское СКБ прецизионного станкостроения, СКБ ПС, г Ленинград.
Изготовитель: Вильнюсский завод шлифовальных станков, г Вильнюс.
Основные параметры и размеры по ГОСТ 11654.
- Наибольший диаметр устанавливаемой заготовки – Ø 140 мм
- Рекомендуемый диаметр шлифуемой заготовки – Ø 20..60 мм
- Наибольшая длина устанавливаемой заготовки – 500 мм
- Наибольшая длина шлифуемой заготовки – 450 мм
- Максимальный вес устанавливаемой заготовки – 20 кг
- Мощность главного привода – 5,5 кВт
- Вес станка полный – 4,1 т
Шлифование производится в неподвижных центрах.
Станок имеет поворотный верхний стол и поворотную шлифовальную бабку. Это дает возможность шлифовать не только цилиндрические, но и пологие конические поверхности. Индикаторное приспособление, облегчает точный отсчет угла поворота стола при шлифовании конусов.
Управление станком — однорукояточное. При помощи рукоятки управления включаются быстрый подвод-отвод шлифовальной бабки, врезная подача, включение и выключение вращения изделия и подачи СОЖ, включение хода стола и разгрузка насоса (в перерывах между обработкой деталей).
На станке можно выполнять следующие виды обработки:
- продольное и врезное шлифования при ручном управлении до упора или с прибором активного контроля в полуавтоматическом цикле;
- продольное шлифование до упора с поперечной автоматической периодической подачей, осуществляющейся при реверсе стола;
- шлифование торцевых поверхностей периферией круга.
Станок укомплектован магнитным сепаратором для очистки охлаждающей жидкости.
Шероховатость обработанных деталей при продольном шлифовании не ниже V9, при врезном V7—V/8.
Постоянство диаметра в любом сечении обработанной детали не более 0,008 мм.
Нецилиндричность в любом поперечном сечении не более 0,0032 мм.
Класс точности полуавтомата П.
Полуавтомат 3Б153 имеет следующие гидрофицированные движения:
- Продольное перемещение стола с бесступенчато регулируемой скоростью;
- Периодическая подача шлифовальной бабки в момент реверса стола;
- быстрый подвод-отвод шлифовальной бабки;
- врезная подача;
Отвод пиноли задней бабки с педальным управлением.
Модификации круглошлифовального станка 3Б153
3Б153у – упрощенный вариант станка, отличающийся отсутствием механизированной врезной подачи и полуавтоматического врезного цикла работы.
3Б153т – торцекруглошлифовальный станок применяется в серийном и крупносерийном производстве
Габарит рабочего пространства шлифовального станка 3Б153
Габарит рабочего пространства шлифовального станка 3Б153
Присоединительные и посадочные базы шлифовального станка 3Б153
Присоединительные и посадочные базы шлифовального станка 3Б153
Общий вид круглостанка 3Б153
Фото шлифовального станка 3Б153
Схема гидравлическая круглошлифовального станка 3Б153. Смотреть в увеличенном масштабе
Фото шлифовального станка 3Б153
Фото шлифовального станка 3Б153
Гидроконструктивная схема круглошлифовального станка 3Б153
Гидроконструктивная схема круглошлифовального станка 3Б153. Рис. 35.
Схема гидравлическая круглошлифовального станка 3Б153. Смотреть в увеличенном масштабе
Перечень основных узлов круглошлифовального станка 3Б153
- насос гидравлический типа Г12-23А;
- крановые распределители;
- дроссель регулировки скорости стола;
- цилиндр отключения муфты механизма ручного перемещения стола;
- распределитель управления;
- гидропанель типа Г31-12;
- цилиндр перемещения стола;
- цилиндр отвода шлифовальной бабки;
- гидрозамок;
- распределитель;
- цилиндр пиноли задней бабки;
- распределитель;
- цилиндр механизма врезания;
- распределитель;
- цилиндр периодической подачи шлифовальной бабки;
- трехпозиционный поворотный распределитель;
- дроссель быстрого подвода;
- дроссель чистовой подачи типа Г77-31В;
- дроссель черновой подачи типа Г77-31В;
- напорный золотник типа Г54-12;
- распределитель типа БГ73-51;
- распределитель;
- крановые распределители;
- обратный клапан;
- дроссель реверса;
- распределитель;
- распределитель;
- предохранительный клапан;
- фильтр
Быстрый отвод и подвод шлифовальной бабки
Подвод осуществляется с помощью груза, а отвод — с помощью гидроцилиндра 8. Управление отводом и подводом шлифовальной бабки осуществляется от рукоятки распределителя 16.
При включении насоса 1 масло поступает под торец гидрозамка 9 и открывает его. Через фильтр 29, распределитель 16, установленный в положение I, гидрозамок 9 масло поступает в гидроцилиндр 8 и отводит шлифовальную бабку, преодолевая сопротивление груза. Когда давление в гидросистеме падает, гидрозамок 9 перекрывает выход маслу из цилиндра 8 и поршень цилиндра 8 держит бабку в отведенном положении.
Для быстрого подвода шлифовальной бабки необходимо рукоятку распределителя 16 установить в положение II. При этом масло из цилиндра 8под действием груза вытесняется в бак, и шлифовальная бабка подводится в рабочее положение.
Движение стола
Чтобы включить движение стола, надо открыть крановый распределитель 2 гидропанели 6, а рукоятку распределителя 16 повернуть направо. При этом масло попадает под правый торец золотника распределителя27 и далее через крановый распределитель 2 в гидропанель 6. Затем масло поступает в правую полость гидроцилиндра 7 перемещения стола и перемещает стол влево. Из левой полости гидроцилиндра через распределители 26, 5, дроссель 3, крановый распределитель 2 масло сливается в бак.
В конце хода стола упор поворачивает рычаг и золотник распределителя управления 5 перемещается вправо. При этом масло через золотник распределителя 5 и обратный клапан 24 попадает под левый торец золотника распределителя 26 и перемещает его вправо. Левая полость гидроцилиндра 7соединяется с давлением, а правая полость через распределители 26, 5, дроссель 3, крановый распределитель 2 – со сливом. Направление движения стола меняется. Далее процесс происходит аналогично описанному выше.
При включении хода стола рукояткой распределителя 16 обе полости гидроцилиндра 7 соединяются через распределитель 27, что облегчает передвижение стола при помощи механизма ручного перемещения.
Автоматическая периодическая подача шлифовальной бабки
Установка нужной автоматической периодической подачи шлифовальной бабки производится крановым распределителем 23, который может быть установлен в одно из следующих положений: «Подача на каждый ход», «Подача задней бабки», «Подача бабки изделия», «Нет подачи». На рис. 35 крановый распределитель показан в положении «Подача задней бабки».
В момент реверса стола при перемещении золотника распределителя 5поочередно соединяются с давлением средние сечения кранового распределителя 23 и масло через распределитель 22 попадает в цилиндр 15периодической подачи шлифовальной бабки, перемещая поршень влево (по схеме) и тем самым поворачивая храповое колесо.
После перемещения золотника распределителя 26 вместе с поршнем цилиндра 7 золотник распределителя 22 занимает другую позицию и поршневая полость цилиндра 15 соединяется со сливом. Механизм подачи получает импульсы в момент реверса. В зависимости от положения кранового распределителя 23можно получить одну из четырех вышеуказанных подач.
Врезная подача шлифовальной бабки
Включение врезной подачи осуществляется установкой рукоятки распределителя 16 в положение III. В штоковую полость цилиндра 13 поступает масло. Масло из поршневой полости цилиндра 13 через распределитель 16, дроссель 17 и напорный золотник 20сливается в бак. Поршень цилиндра 13 перемещается вправо (по схеме). Рейка, нарезанная на штоке поршня, сцепляется с шестерней и поворачивает винт подачи. Шлифовальная бабка ускоренной подачей подводится к изделию. При врезании шлифовального круга в изделие увеличивается нагрузка электродвигателя шлифовальной бабки, срабатывает реле максимального тока, включающее электромагнит распределителя 21. Золотник распределителя 21перекрывает проход маслу к напорному золотнику 20, который закрывается. Слив масла через дроссель 17 прекращается. Масло из цилиндра 13 механизма врезания начинает сливаться через дроссель 19 черновой подачи и распределитель 14. Когда остается определенный припуск для чистового шлифования, кулачком перемещается золотник распределителя 14 чистовой подачи, который перекрывает поступление в дроссель 19 черновой подачи. Масло из цилиндра 13 начинает сливаться только через дроссель 18 чистовой подачи. Скорость подачи уменьшается.
При достижении заданного размера изделия от прибора активного контроля подается команда, и электромагнит распределителя 21 выключается. Масло через распределители 21 и 14 под давлением поступает под торец золотника распределителя 16 и отводит рукоятку управления в исходное положение. Шлифовальная бабка быстро отводится назад. Цилиндр 13 механизма врезания резервируется, его шток передвигает золотник распределителя 12, и масло через золотник распределителя 12 попадает под торец золотника распределителя 14 и перемещает его в исходное положение. Полость под торцом золотника распределителя 16 соединяется со сливом. Все механизмы снова подготовлены для повторения цикла. Цилиндр 11 пиноли задней бабки и распределитель 10обеспечивают зажим детали.
Расположение гидроаппаратуры на станке 3Б153. Рис. 36.
- а — станок;
- б — гидробак;
- в — гидропанель Г31-12;
- дроссель реверса;
- дроссель регулировки скорости стола;
- дроссель реверса;
- распределитель;
- дроссель чистовой подачи;
- дроссель ускоренного хода;
- дроссель черновой подачи;
- распределитель управления;
- крышка;
- обратный клапан;
- обратный клапан;
- крышка;
- предохранительный клапан;
- напорный золотник;
- распределитель
Возможные неисправности гидропривода круглошлифовального станка модели 3Б153
Перед отысканием неисправностей надо проверить и отрегулировать давление в гидросистеме; давление устанавливается равным 0,8 — 1,3 МПа предохранительным клапаном 13.
- Неисправен предохранительный клапан 13 – Устранить неисправности предохранительного клапана
- Утечки масла через трубопровод, соединяющий предохранительный клапан 13 с распределителем 8 управления – Подтянуть соединения, при необходимости заменить трубопровод
- Низкий уровень масла в гидробаке – Заполнить бак маслом до отметки маслоуказателя
- Неисправен насос – Заменить насос
- Наличие воздуха в гидросистеме – Удалить воздух из гидросистемы
- Застревание пластин в роторе насоса – Разобрать и промыть насос, при необходимости притереть пластины
- Заедание предохранительного клапана 13 – Разобрать и промыть предохранительный клапан 13
- Застрял золотник включения гидропанели в распределителе 4, ослабла или сломалась его пружина – Снять распределитель 4, вынуть верхний золотник, промыть, при необходимости притереть, заменить пружину
- Застрял золотник распределителя гидропанели Г31-12 – Снять крышку 9 или 12, вынуть золотник, промыть, при необходимости притереть
- Утечка масла через уплотнения штока или поршня – Заменить уплотнения
- Застрял золотник в распределителе 4 – Снять распределитель, вынуть верхний золотник, промыть, при необходимости притереть, заменить пружину
- Наличие воздуха в гидросистеме – Выпустить воздух
- Утечка масла через уплотнения штоков гидроцилиндра – Заменить уплотнения
- Недостаточное смазывание направляющих – Отрегулировать смазывание дросселем (находится на гидробаке)
- Не отрегулированы дроссели 1, 3 – Дросселем 1 установить необходимую задержку с правой стороны, а дросселем 3— с левой
- Не работает обратный клапан 10 или 11 – Разобрать клапан, промыть, осмотреть шарик, пружину, при необходимости заменить
- Засорился дроссель 2 –
- – Промыть дроссель 2
- Застрял золотник в распределителе 4 – Снять распределитель 4, разобрать и промыть средний золотник
- Сломалась пружина поршня механизма периодической подачи – Заменить пружину
- Застрял напорный золотник 14 – Разобрать, промыть
- Затянута пружина напорного золотника 14 – Ослабить пружину
- Засорился дроссель 6 – Промыть дроссель
- Застрял золотник распределителя 5 или сломалась его пружина, неисправен толкатель электромагнита – Разобрать, промыть, заменить пружину, проверить толкатель электромагнита
- Засорился дроссель 5 чистовой подачи – Разобрать, промыть
- Засорился дроссель 7 черновой подачи – Разобрать, промыть
- Застрял золотник в распределителе 4 или сломалась его пружина – Снять распределитель 4, вынуть верхний золотник, промыть, заменить пружину
- Сломалась пружина поршни цилиндра (поз. 4 на рис. 35) блокировки ручного перемещения стола – Заменить пружину
Отсутствует давление в гидросистеме
Колебание давления в гидросистеме
Не включается ход стола распределителем 8
Не выключается ход стола распределителем 8
Неравномерное прерывистое движение стола
Нет плавности реверса стола
При увеличении подачи дросселем подача не увеличивается
Нет периодической подачи шлифовальной бабки
Нет быстрого подвода шлифовальной бабки
Нет отвода шлифовальной бабки
Не регулируется врезная подача: черновая, листовая
При выключении хода стола распределителем 8 стол вручную не перемещается
3Б153 станок круглошлифовальный универсальный. Видеоролик.
Технические характеристики станка 3Б153
| Наименование параметра | 3Б12 | 3Б153 | 3М153 |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | П | П | П |
| Наибольший диаметр обрабатываемого изделия, мм | 200 | 140 | 140 |
| Наибольшая длина обрабатываемого изделия (РМЦ), мм | 500 | 500 | 500 |
| Диаметр шлифования, мм | 8..200 | 8..120 | |
| Наибольшая длина шлифования, мм | 450 | 450 | 450 |
| Рекомендуемый диаметр шлифования, мм | 20..60 | 20..60 | 50 |
| Наибольшая рекомендуемая масса изделия, кг | 20 | ||
| Диаметр шлифуемого отверстия, мм | 25..50 | – | – |
| Расстояние от оси шпинделя передней бабки до зеркала стола – высота центров, мм | 120 | 80 | 90 |
| Расстояние от подошвы станка до оси изделия, мм | 1060 | 1060 | |
| Стол станка | |||
| Наибольшее продольное перемещение стола механическое / ручное, мм | 500 / 550 | 550 / 550 | 500 / 500 |
| Наименьший ход стола между упорами, мм | 4 | 4 | |
| Ручное замедленное/ ускоренное перемещения стола за один оборот маховика, мм | 1,59 / 31,9 | 1,6 / 32 | 1,2 / 14,27 |
| Скорость перемещения стола от гидросистемы, м/мин | 0,1..5 | 0,1..5 | 0,03..5 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 6° | 6° | 8,5° |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 7° | 7° | 8,5° |
| Шлифовальная бабка | |||
| Наибольшее перемещение шлифовальной бабки от маховика, мм | 110 | 110 | 100 |
| Перемещение шлифовальной бабки относительно верхних салазок, мм | 180 | – | |
| Перемещение шлифовальной бабки во время быстрого подвода, мм | 40 | 40 | 55 |
| Поворот шлифовальной бабки, град | 90° | – | – |
| Шлифовальный круг по ГОСТ 2424-67 | 200..300 х 40 х 127 | 400 х 50 х 203 | 350..500 х 63 х 203 |
| Диаметр конца шлифовального шпинделя по ГОСТ 2323-67 (конусность 1:5), мм | Ø 50 | Ø 50 | Ø 80 |
| Частота вращения шпинделя наружного шлифования, об/мин | 2250 | 1670 | 1920 |
| Скорость шлифовального круга – изношенного / неизношенного, м/с | 35 / 50 | ||
| Толчковая подача на диаметр – периодическая подача с реверсированием стола, мм | 0,002..0,024 12 подач | 0,005..0,05 | |
| Скорость врезной подачи, мм/мин | 0,05..1,5 | ||
| Цена деления лимба поперечной подачи, мм | 0,005 | ||
| Величина перемещения шлифовальной бабки за один оборот маховика, мм | 0,5 | 0,5 | 0,25 |
| Величина перемещения шлифовальной бабки на одно деление лимба, мм | 0,002 | ||
| Величина ручной толчковой подачи шлифовальной бабки, мм | 0,001 | ||
| Величина хода автоматической импульсной подачи шлифовальной бабки, мм | 0,002..0,060 через 0,002 мм | ||
| Скорость быстрого установочного перемещения шлифовальной бабки, м/мин | 1,2 | ||
| Время быстрого установочного перемещения (подвода и отвода) шлифовальной бабки, с | 3 | 3 | |
| Приспособление для внутреннего шлифования | |||
| Наибольший диаметр заготовки, устанавливаемой в патроне, мм | – | – | |
| Наибольшая длина шлифуемого отверстия, мм | – | – | |
| Диаметр внутришлифовальной головки, мм | 17 х 20 х 6 30 х 25 х 10 40 х 32 х 16 | – | – |
| Число оборотов внутришлифовального шпинделя | 16750 | – | – |
| Передняя бабка (бабка изделия) | |||
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 78..780 | 80..800 | 55..900 |
| Угол поворота в сторону шлифовального круга, град | 90 | – | – |
| Угол поворота в сторону от шлифовального круга, град | 30 | – | – |
| Конус шпинделя передней бабки по ГОСТ 2847-67 | Морзе 3 | Морзе 3 | Морзе 3 |
| Задняя бабка | |||
| Величина отвода пиноли задней бабки от руки, мм | 25 | 25 | 30 |
| Конус шпинделя пиноли задней бабки по ГОСТ 2847-67 | Морзе 3 | Морзе 3 | Морзе 3 |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 7 | 6 | 6 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 3,0 (2М) | 5,5 | 7,5 |
| Электродвигатель внутришлифовального шпинделя, кВт | 1,1 (7М) | – | – |
| Электродвигатель привода изделия, кВт | 1,0 (1М) | 0,7 | 0,7 |
| Электродвигатель насоса гидросистемы, кВт | 1,0 (3М) | 1,1 | 3,0 |
| Электродвигатель насоса системы смазки шпинделя, кВт | 0,27 (4М) | 0,27 | 0,25 |
| Электродвигатель насоса системы охлаждения, кВт | 0,15 | 0,15 | 0,15 |
| Электродвигатель магнитного сепаратора, кВт | 0,15 | 0,12 | 0,12 |
| Общая мощность всех электродвигателей, кВт | 7,84 | ||
| Габаритные размеры и масса станка | |||
| Габаритные размеры станка (длина х ширина х высота), мм | 2600 х 1750 х 1750 | 2650 х 1600 х 1650 | 2260 х 1920 х 1780 |
| Масса станка с электрооборудованием и охлаждением, кг | 3000 | 3000 | 4100 |
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки
Каталог справочник круглошлифовальных станков
Паспорта к круглошлифовальным станкам
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
4. Наладка шлифовальных станков
Перед наладкой необходимо ознакомиться с картой обработки заготовки, установленной на станке.
Перед установкой заготовки на круглошлифовальном станке следует проверить чистоту ее центровых гнезд и центров, убедиться, что на них нет забоин, заусенцев.
Перед работой на плоскошлифовальном станке начисто протереть установочные поверхности заготовки и электромагнитной плиты. После установки заготовки обязательно проверить надежно ли она закреплена: на центрах она должна сидеть без зазора, на электромагнитной плите – не двигаться от усилия руки.
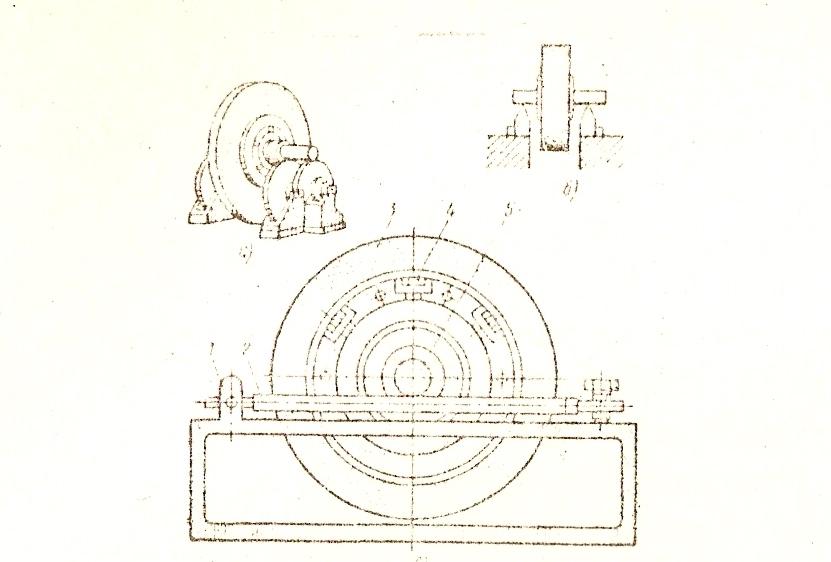
Рис.8 Балансировочные стенды: а) – с вращающимися дисками;
Б) – с каплевидными линейками; в) – с гладкими цилиндрическими валиками.

Рис.9 Способы правки круга: а-г) – алмазная; д-е) – безалмазная.
а) – установка оправки на станке; б) – алмазно-металлические карандаши типов С, Ц, Н; где 1 – алмазоносные вставки; 2 – оправка;
в-г) – правка шлифовальных кругов алмазными роликами.
4.1. Наладка кругло- и плоскошлифовальных, станков
Наладку круглошлифовального станка на обработку конической поверхности выполнять в следующей последовательности:
– для обработки длинной конической поверхности с 2 < 16 o на заготовке, установленной в центрах, открепить верхний стол 3 (рис.2) повернуть его относительно нижнего 2 на угол и закрепить. Угол поворота отсчитать по градусной шкале, закрепленной на нижнем столе.
После закрепления заготовки отрегулировать упоры 4. При их правильном положении на плоскошлифовальном станке перебег стола l1 = 30 – 50 мм (рис.1 б), а на круглошлифовальном – в зависимости от конфигурации заготовки (l1 0 ÷ 30 мм). Регулировку упоров выполнить при отведенном от заготовки шлифовальном круге. Проверку хода стола делать только после закрепления упоров 4.
Используя соответствующие рукоятки, установить заданные картами обработки частоту вращения заготовки и соответствующие подачи. Назначение рукояток указано на станке.
Заданную глубину резания установить следующим, образом. Включить вращение ШК. На круглошлифовальном станке включить круговую подачу заготовки и рукоятке ручной продольной подачи установить правый конец обрабатываемой поверхности напротив ШK. Рукояткой ручной поперечной подачи подвести ШK к обрабатываемой поверхности до легкого касания, которое определяется по появлению искр в зоне обработки. Установить лимб рукоятки поперечной подачи на нуль. Затем включить продольную подачу заготовки и в тот момент, когда заготовка будет находиться в крайнем положении, поворачивать рукоятку поперечной подачи на
К – t / A делений лимба (где t – заданная глубина резания, мм; Δ – цена деления, указанная на лимбе).
На плоскошлифовальном станке для установки заданной глубины резания включить продольную подачу стола рукояткой ручной поперечной подачи установить крестовки суппорт в такое положение, когда ШК будет находиться под заготовкой в одном из крайних положения. Рукояткой ручной вертикальной подачи опустить ШК до касания с заготовкой, поставить лимб на нуль и в одном из крайних положений стола установить по лимбу заданную глубину резания, описанным выше способом.
Размеры обработанной поверхности контролировать штангенциркулем или микрометром по указанию учебного мастера после полной остановки станка и на снятой заготовке.
Перед шлифованием убедиться в наличии СОЖ в бачке и подаче её в зону обработки. При этом поступление СОЖ должно быть равномерным, обильным и непрерывным.
Давление жидкости поддерживать в пределах 0,03 – 0,15 Мн/м2 , а расход – 0,6 – 1,0 л/мин. на I мм ширины ШК. Ширина струи должна быть не меньше ширины круга.
Установка для подачи СОЖ должна обеспечить правильное направление струи и минимальное разбрызгивание. Направление струи должно быть под углом 15 ÷ 25 к горизонтальной плоскости.
При обработке большого диаметра или высокоточном и высокопроизводительном шлифовании применяют подачу СОЖ дополнительно снизу.
studfile.net