|
||||
|
||||
|

 420200, 420250, 420550, 420750, 420770, 421750, 421900, 423000, 423010
420200, 420250, 420550, 420750, 420770, 421750, 421900, 423000, 423010 транспортными компаниями и курьерскими службами.
транспортными компаниями и курьерскими службами.Лабораторная работа №2(мсс) Тема: поверка микрометра
Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
Владимирский государственный университет
им. А.Г. и Н.Г. Столетовых
Кафедра – Управление качеством и техническое регулирование
Цель работы:
– изучить устройство и принцип действия микрометра;
– получить первичные практические навыки в выполнении поверки СИ,
– осуществить поверку микрометра,
– определить
пригодность микрометра к использованию.
После выбора СИ (средства измерения) производится его подготовка к использованию. Это может быть выполнено двумя операциями:
– поверкой и
– калибровкой.
Поверка (калибровка) – это комплекс мероприятий (проверок) по установлению пригодности СИ к использованию, путем определения его фактических метрологических характеристик и сравнения их с допустимыми значениями. Поверка и калибровка технически выполняются одинаково, но оформляются по-разному.
Поверке подлежат
СИ, связанные с обеспечением безопасности
и учетом расхода материальных ресурсов.
Перечень СИ, подлежащих поверке, ежегодно
утверждается правительством РФ. Поверку
выполняют специальные люди – поверители,
имеющие разрешение на эту работу в
специальных госучреждениях. У нас –
владимирский ЦСМ (центр стандартизации
и метрологии). По результатам поверки
оформляется юридический документ –
акт поверки (поверочный листок), куда
записываются фактические значения
метрологических характеристик и делается
заключение о пригодности СИ к использованию.
Калибровке подлежат остальные СИ. Калибровку выполняют специалисты каждого предприятия. По результатам принимается решение о годности СИ и делается запись в журнале учета.
Поверка (калибровка) бывают:
– первичная – при приеме нового СИ на заводе,
– периодическая – в процессе использования СИ через установленные интервалы времени.
Основной метрологической характеристикой СИ является его погрешность – разность измеренного СИ и точного (эталонного) параметра:
= Хизм – Q = Хизм – Хд
Поверкой называется комплекс мероприятий
(проверок) по определению пригодности
СИ к использованию путем определения
фактических (полученных
путем измерений) метрологических характеристик и
сравнения их с допустимыми (взятыми
из нормативных документов).
Микрометр относится к классу микрометрических измерительных инструментов, принцип действия которых основан на использовании винтовой пары (винт – гайка), позволяющей преобразовать вращательное движение микровинта в поступательное.
Приборостроительная промышленность изготавливает микрометры в соответствии с требованиями ГОСТ 6507-90 с пределами измерений от 0 до 300 мм с интервалом 25
мм. (0-25, 25-50 и т.д. до 275-300). При необходимости микрометры могут быть укомплектованы специальной стойкой с зажимом, позволяющей исключить дополнительную погрешность из-за нарушения температурных условий измерений.Устройство микрометра изображено на рис.1.
Рис.1. Устройство микрометра с диапазоном измерения от 0 до 25 мм
Основанием
микрометра является скоба 1, а передаточным
механизмом служит винтовая пара,
состоящая из микрометрического винта
3 и микрометрической гайки, расположенной
в стебле 5. В скобу 1 запрессована пятка
2 и стебель 5. Измеряемая деталь охватывается
измерительными поверхностями микровинта
и пятки. Барабан 6 присоединен к микровинту
установочным колпачком 8. Вращение
барабана должно осуществляться с помощью
трещотки 9 для создания одинакового
калибровочного и измерительного усилия,
которое для микровинта равно
В скобу 1 запрессована пятка
2 и стебель 5. Измеряемая деталь охватывается
измерительными поверхностями микровинта
и пятки. Барабан 6 присоединен к микровинту
установочным колпачком 8. Вращение
барабана должно осуществляться с помощью
трещотки 9 для создания одинакового
калибровочного и измерительного усилия,
которое для микровинта равно
Отсчетное устройство микрометра состоит из двух шкал (Рис.2.):
– продольной (на стебле измерительной системы) и
– круговой (на круговой поверхности барабана).
Продольная (грубого отсчета) шкала имеет два ряда
штрихов, расположенных по обе стороны
горизонтальной линии и сдвинутых один
относительно другого на 0,5 мм. Оба ряда
штрихов образуют одну продольную шкалу
с ценой деления 0,5 мм, равной шагу
микровинта. Отсчет снимается по последнему
делению, которое видно.
Отсчет снимается по последнему
делению, которое видно.
Круговая (точного отсчета) шкала имеет 50 делений с ценой деления 0,01 мм (при шаге винта S – 0,5 мм), нанесенных на поверхности барабана по окружности. Индексом для снятия отсчета служит продольная линия грубой шкалы. По продольной шкале отсчитывают число целых миллиметров и 0,5 мм, по круговой – десятые и сотые доли миллиметра. Третий десятичный знак отсчитывают приближенно, зрительно интерполируя цену деления шкалы барабана до 0,1 деления (до 0,001 мм).
Результат получают суммированием отсчетов по шкале стебля и отсчета по шкале барабана.
Например, на рис.2 полный отсчет показания микрометра равен:
Lm = LCT + Lб = 2,5 + 0,317 = 2,817 мм.
Для обеспечения
нормированной точности использования
СИ необходимо проведение поверочных
(калибровочных) работ, содержащих ряд
отдельных проверок и регулировок.
К числу общих относятся:
– установка (проверка) прибора на нуль (начало отсчета) и
– определение инструментальных погрешностей.
К индивидуальной для микрометра – проверка параллельности (непараллельности) измерительных поверхностей.
Ступенчатый микрометр | Микрометр Микроскоп
Предназначенные для автоматической калибровки и коррекции затенения предметные микрометры Clemex поставляются с отслеживаемым сертификатом NIST. Калибровка системы анализа изображений с помощью соответствующего предметного микрометра обеспечит получение точных результатов. Этот предметный микрометр можно использовать для калибровки любого твердомера или микроскопа в проходящем или отраженном свете.
Матрица квадратов размером 250 микрон, используемая для проверки оптических искажений
Вложенные прямоугольники прослеживаемых размеров NIST, используемые во время калибровки горизонтального или вертикального положения линейки
Линейная шкала по оси X 50 мм с ценой деления 100 микрон. Включает круг диаметром 1 мм со 100 делениями. Идеально подходит для калибровки малых увеличений.
Включает круг диаметром 1 мм со 100 делениями. Идеально подходит для калибровки малых увеличений.
Серийный штрих-код для отслеживания калиброванного значения в сертификате. Штрих-код определяется во время автокалибровки.
ХАРАКТЕРИСТИКИ АВТОМАТИЧЕСКАЯ КАЛИБРОВКАПрограммное обеспечение Clemex автоматически определяет ряд концентрических прямоугольников. Штрих-код на микрометре предметного столика и значения из соответствующего сертификата NIST используются для присвоения точного значения калибровки для каждого увеличения микроскопа без какого-либо вмешательства пользователя. Эту процедуру можно легко выполнить перед каждым сеансом анализа.
ЗЕРКАЛО ДЛЯ КОРРЕКЦИИ ЗАТЕНЕНИЯ Программное обеспечение Clemex имеет встроенный инструмент для компенсации неравномерного освещения под микроскопом, что делает обнаружение и измерение особенностей образца еще более точным. Зеркальная поверхность предметного столика-микрометра может быть использована для настройки Shading Corrector.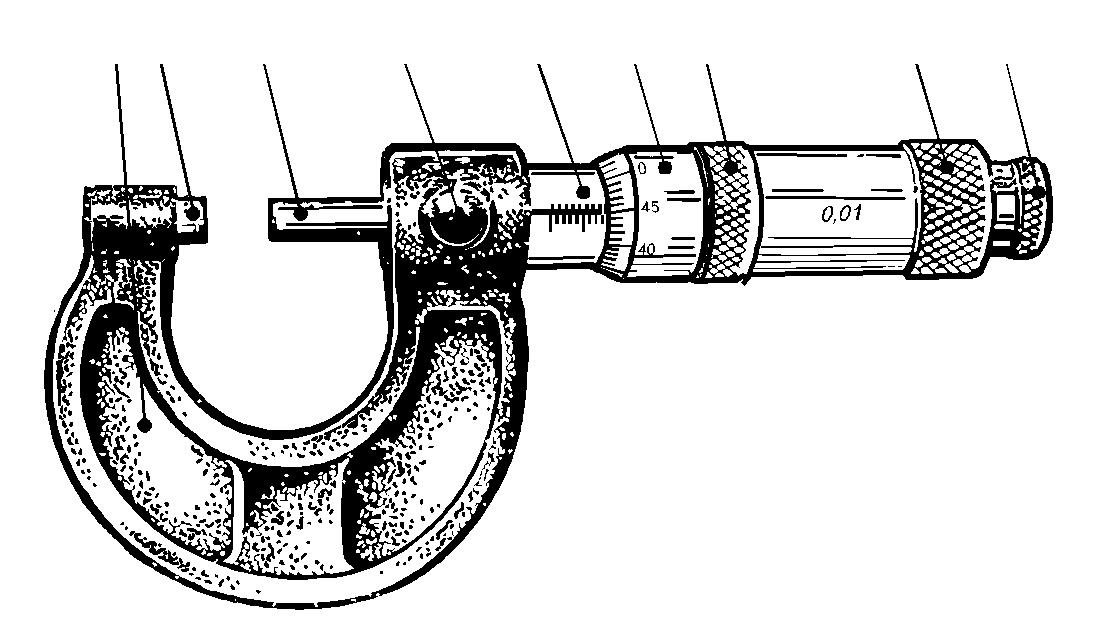
Калибровочные значения сохраняются вместе с именем пользователя, датой и временем анализа, что позволяет отслеживать действия конкретных пользователей в контрольном журнале модуля 21 CFR, часть 11.
ДРУГИЕ ХАРАКТЕРИСТИКИ- Отслеживается NIST
- Печатная копия сертификата NIST включена
- Определение парфокальности на моторизованном микроскопе
- Проверка оптического искажения
- Высокоточная линейка с делением 1/100 мм
- Разрешить автоматическую проверку допуска перед каждым испытанием
КАЛИБРОВКА
СИСТЕМЫ АНАЛИЗА ИЗОБРАЖЕНИЙ АВТОМАТИЧЕСКАЯ КАЛИБРОВКА
Программное обеспечение Clemex и микрометр для предметного столика позволяют лаборантам легко проводить периодическую калибровку в соответствии с политикой компании, частью 1 или отраслевыми стандартами. Микрометр предметного столика обеспечивает надежную автоматическую калибровку с помощью программного обеспечения Clemex независимо от того, используется моторизованное оборудование или нет. Микроскопу с моторизованной турелью требуется около 40 секунд для калибровки четырех объективов.
Микрометр предметного столика обеспечивает надежную автоматическую калибровку с помощью программного обеспечения Clemex независимо от того, используется моторизованное оборудование или нет. Микроскопу с моторизованной турелью требуется около 40 секунд для калибровки четырех объективов.
Калибровка каждого предметного микрометра выполняется на системе Clemex, откалиброванной NIST, которая может быть прослежена до эталонного эталона калибровки NIST. Наши серийные микрометры проходят тщательную калибровку и поставляются с электронным или распечатанным отчетом о калибровке, выпущенным Clemex.
СВЯЖИТЕСЬ С НАШИМИ СПЕЦИАЛИСТАМИ
ПОСМОТРЕТЬ НАШУ ПРОДУКЦИЮ
Проверка измерений скорости потока с помощью термометров микрометрического порядка
. 2021 10 декабря; 11 (1): 23778.
doi: 10.1038/s41598-021-02877-w.
Наоки Такегава 1 , Масахиро Исибаси 2 , Ая Иваи 3 , Нориюки Фуруичи 3 , Тосихиро Мориока 3
Принадлежности
Принадлежности
- 1 Национальный метрологический институт Японии (NMIJ), Национальный институт передовых промышленных наук и технологий (AIST), 1-1-1, Умезоно, Цукуба, Ибараки, 305-8563, Япония. такегава-наоки@aist.go.jp.
- 2 Японская ассоциация производителей газовых счетчиков, 1-8-13, Тораномон, Минато, Токио, 105-0001, Япония.
- 3 Национальный метрологический институт Японии (NMIJ), Национальный институт передовых промышленных наук и технологий (AIST), 1-1-1, Умезоно, Цукуба, Ибараки, 305-8563, Япония.


- PMID: 34893647
- PMCID: PMC8664851
- DOI: 10.1038/с41598-021-02877-в
Бесплатная статья ЧВК
Наоки Такегава и др. Научный представитель .
Бесплатная статья ЧВК
. 2021 10 декабря; 11 (1): 23778.
doi: 10.1038/s41598-021-02877-w.
Авторы
Наоки Такегава 1 , Масахиро Исибаси 2 , Ая Иваи 3 , Нориюки Фуруичи 3 , Тосихиро Мориока 3
Принадлежности
- 1 Национальный метрологический институт Японии (NMIJ), Национальный институт передовых промышленных наук и технологий (AIST), 1-1-1, Умезоно, Цукуба, Ибараки, 305-8563, Япония. такегава-наоки@aist.go.jp.
- 2 Японская ассоциация производителей газовых счетчиков, 1-8-13, Тораномон, Минато, Токио, 105-0001, Япония.
- 3 Национальный метрологический институт Японии (NMIJ), Национальный институт передовых промышленных наук и технологий (AIST), 1-1-1, Умезоно, Цукуба, Ибараки, 305-8563, Япония.
 такегава-наоки@aist.go.jp.
такегава-наоки@aist.go.jp.- PMID: 34893647
- PMCID: PMC8664851
- DOI: 10.1038/с41598-021-02877-в
Абстрактный
При измерении скорости потока разрешение, миниатюризация и точность измерительных устройств являются важными вопросами, поскольку измерительные устройства существенно влияют на поток в микропространстве, звуковой поток и турбулентный поток. Мы изучили анемометрию температуры восстановления (RTA) с использованием термометров микрометрового порядка и оценили ее достоверность в двух диапазонах скоростей (40–90 и 315-420 м/с) путем проведения двух экспериментов и численного моделирования. Результаты подтвердили, что разница между эталонной скоростью и RTA была в пределах 5% в диапазоне скоростей 60-90 м/с как для термопары, так и для платинового термометра при одинаковом коэффициенте восстановления температуры 0,83. Ценным открытием является то, что измерение скорости с помощью RTA не зависит от типа используемого термометра. Это говорит о том, что точность около 5 % может быть гарантирована даже без калибровки путем задания коэффициента восстановления температуры в соответствии с геометрией термометра, что является превосходным преимуществом, которого нет у других анемометров. Кроме того, сверхзвуковой поток, измеренный с помощью RTA, хорошо согласуется с результатами моделирования и теоретическими тенденциями. Наши результаты гарантируют, что точечное измерение скорости потока микрометрового порядка, что сложно с помощью существующих анемометров, с использованием RTA возможно в широком диапазоне скоростей потока.
Мы изучили анемометрию температуры восстановления (RTA) с использованием термометров микрометрового порядка и оценили ее достоверность в двух диапазонах скоростей (40–90 и 315-420 м/с) путем проведения двух экспериментов и численного моделирования. Результаты подтвердили, что разница между эталонной скоростью и RTA была в пределах 5% в диапазоне скоростей 60-90 м/с как для термопары, так и для платинового термометра при одинаковом коэффициенте восстановления температуры 0,83. Ценным открытием является то, что измерение скорости с помощью RTA не зависит от типа используемого термометра. Это говорит о том, что точность около 5 % может быть гарантирована даже без калибровки путем задания коэффициента восстановления температуры в соответствии с геометрией термометра, что является превосходным преимуществом, которого нет у других анемометров. Кроме того, сверхзвуковой поток, измеренный с помощью RTA, хорошо согласуется с результатами моделирования и теоретическими тенденциями. Наши результаты гарантируют, что точечное измерение скорости потока микрометрового порядка, что сложно с помощью существующих анемометров, с использованием RTA возможно в широком диапазоне скоростей потока.
© 2021. Автор(ы).
Заявление о конфликте интересов
Авторы заявляют об отсутствии конкурирующих интересов.
Цифры
Рисунок 1
Концептуальная диаграмма температуры застоя…
Рисунок 1
Концептуальная диаграмма температуры застоя T 0 и температура восстановления T r .…
Рисунок 1 Концептуальная диаграмма температуры торможения T 0 и температуры восстановления T r . И T 0 , и T r являются точками на стенке, поэтому скорость потока равна нулю. Однако T r ниже, чем T 0 из-за влияния градиента температуры в основном потоке. Скорость потока в основном потоке пропорциональна квадрату разности между T 0 и T r .
Однако T r ниже, чем T 0 из-за влияния градиента температуры в основном потоке. Скорость потока в основном потоке пропорциональна квадрату разности между T 0 и T r .
Рисунок 2
Концептуальная схема сравнения…
Рисунок 2
Концептуальная схема сравнительного эксперимента с эталонной скоростью. ( a ) Термометры…
фигура 2 Концептуальная схема сравнительного эксперимента с эталонной скоростью. ( a ) Термометры для измерения температуры восстановления. Диаметр контакта термопары составляет примерно 300 мкм. Диаметр датчика платинового термометра составляет приблизительно 300 мкм, а длина датчика составляет приблизительно 1,5 мм. ( б ) Концептуальная схема испытательного участка. Эталонная скорость была получена путем деления расхода эталонных сопел, установленных перед тестовой секцией, на площадь поперечного сечения выходного отверстия аэродинамической трубы. Эталонные сопла могут генерировать постоянный расход, потому что скорость потока в горловине с наименьшей площадью поперечного сечения становится равной скорости звука, когда воздуходувка прикладывает перепад давления определенного уровня или выше. Термопара или платиновый термометр, используемые для измерения скорости потока (температуры восстановления), прикреплены к поперечному устройству на выходной стороне аэродинамической трубы; измеренное значение RTA сравнивается со значением эталонной скорости.
( б ) Концептуальная схема испытательного участка. Эталонная скорость была получена путем деления расхода эталонных сопел, установленных перед тестовой секцией, на площадь поперечного сечения выходного отверстия аэродинамической трубы. Эталонные сопла могут генерировать постоянный расход, потому что скорость потока в горловине с наименьшей площадью поперечного сечения становится равной скорости звука, когда воздуходувка прикладывает перепад давления определенного уровня или выше. Термопара или платиновый термометр, используемые для измерения скорости потока (температуры восстановления), прикреплены к поперечному устройству на выходной стороне аэродинамической трубы; измеренное значение RTA сравнивается со значением эталонной скорости.
Рисунок 3
Экспериментальные результаты сравнения RTA с…
Рисунок 3
Экспериментальные результаты сравнения RTA с эталонной скоростью. Опыты проводились трижды при…
Опыты проводились трижды при…
Экспериментальные результаты сравнения RTA с эталонной скоростью. Опыты проводились трижды в одинаковых условиях. Графики показывают средние значения, а планки погрешностей показывают стандартные ошибки. ( и ) Сравнение и REF и и RTA на основе абсолютных значений. В верхней левой части графика показан пример преобразования скорости потока в стандартную скорость в этом эксперименте. Разница между T 0 и T r приведена для справки в условиях скоростей потока приблизительно 40 м/с и 90 м/с. ( б ) Сравнение между и REF и по сравнению с RTA на основе соотношений. Красная пунктирная линия указывает на отличие ± 5% от эталонной скорости. ( c ) Изменение во времени T 0 и T r , измеренное с использованием платиновых термометров при скорости потока 39 и 76 м/с. ( d ) Связь между разностью температур между T 0 и T r и скоростью потока. Удельная теплоемкость постоянного давления C p и температурный коэффициент регенерации r установлены равными 1006 (Дж кг -1 K -1 ) и 0,83 соответственно. Отношение было рассчитано с использованием уравнения. (3). Также представлены диапазоны скоростей двух экспериментов, проведенных в этом исследовании.
( d ) Связь между разностью температур между T 0 и T r и скоростью потока. Удельная теплоемкость постоянного давления C p и температурный коэффициент регенерации r установлены равными 1006 (Дж кг -1 K -1 ) и 0,83 соответственно. Отношение было рассчитано с использованием уравнения. (3). Также представлены диапазоны скоростей двух экспериментов, проведенных в этом исследовании.
Рисунок 4
Обзор эксперимента и…
Рисунок 4
Обзор эксперимента и численное моделирование течения в звуковом сопле.…
Рисунок 4 Обзор эксперимента и численное моделирование течения в звуковом сопле. ( a ) Концептуальная схема экспериментальной установки. Перед траверсным аппаратом устанавливалась 90-градусная насадка без диффузора. T r измеряли от выхода из сопла с помощью термопары или платинового термометра, прикрепленного к траверсе аппарата. T 0 измерялась в области, где скорость потока перед соплом была достаточно низкой. Манометры, установленные до и после сопла, использовались для проверки приблизительного коэффициента противодавления. ( b ) Область моделирования. Пространство между областями желтого цвета представляет сопло под углом 90°, а форма сопла воспроизводится, как в эксперименте. ( c ) Контур скорости через 0,005 с после начала моделирования. Генерация ударной волны наблюдается ниже по потоку от горловины сопла.
( a ) Концептуальная схема экспериментальной установки. Перед траверсным аппаратом устанавливалась 90-градусная насадка без диффузора. T r измеряли от выхода из сопла с помощью термопары или платинового термометра, прикрепленного к траверсе аппарата. T 0 измерялась в области, где скорость потока перед соплом была достаточно низкой. Манометры, установленные до и после сопла, использовались для проверки приблизительного коэффициента противодавления. ( b ) Область моделирования. Пространство между областями желтого цвета представляет сопло под углом 90°, а форма сопла воспроизводится, как в эксперименте. ( c ) Контур скорости через 0,005 с после начала моделирования. Генерация ударной волны наблюдается ниже по потоку от горловины сопла.
Рисунок 5
Сравнение ДТП и моделирования…
Рисунок 5
Сравнение результатов ДТП и моделирования с теоретическими значениями скорости потока при…
Рисунок 5 Сравнение результатов RTA и моделирования с теоретическими значениями скорости потока в центре горловины сопла. Опыты проводились трижды в одинаковых условиях. Графики показывают средние значения, а планки погрешностей показывают стандартные ошибки. Критический коэффициент обратного давления 90° звукового сопла составляет примерно 0,53.
Опыты проводились трижды в одинаковых условиях. Графики показывают средние значения, а планки погрешностей показывают стандартные ошибки. Критический коэффициент обратного давления 90° звукового сопла составляет примерно 0,53.
Рисунок 6
Измерение скорости потока в поперечном направлении…
Рисунок 6
Траверсное измерение скорости потока в звуковом сопле в осевом и…
Рисунок 6 Траверсное измерение скорости потока в звуковом сопле в осевом и радиальном направлениях. Опыты проводились трижды в одинаковых условиях. Графики показывают средние значения, а планки погрешностей показывают стандартные ошибки. Результаты эксперимента и моделирования были получены при коэффициенте противодавления 0,4. ( a ) Распределение осевой скорости от центра горловины до 10 мм вниз по потоку. ( c ) Распределение лучевой скорости на расстоянии 1 мм ниже по течению от горла. Радиус горловины сопла составляет приблизительно 6,7 мм.
( a ) Распределение осевой скорости от центра горловины до 10 мм вниз по потоку. ( c ) Распределение лучевой скорости на расстоянии 1 мм ниже по течению от горла. Радиус горловины сопла составляет приблизительно 6,7 мм.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Двухпроводной датчик для измерения скорости неизотермических потоков.
Соча К., Ямроз П. Соча К. и др. Датчики (Базель). 2021 27 декабря; 22 (1): 162. дои: 10.3390/s22010162. Датчики (Базель). 2021. PMID: 35009707 Бесплатная статья ЧВК.
[Измерение температуры барабанной перепонки инфракрасной и термопарной термометрией. Сравнительное исследование].
Натан Н., Гийом А.
, Фейсс П.
Натан Н. и др.
Анн Фр Анест Реаним. 1995;14(4):336-9. doi: 10.1016/s0750-7658(05)80600-8.
Анн Фр Анест Реаним. 1995.
PMID: 8572389
Французский.Локальный датчик для совместного измерения температуры и скорости в турбулентных течениях.
Salort J, Rusaouën É, Robert L, du Puits R, Loesch A, Pirotte O, Roche PE, Castaing B, Chillà F. Салорт Дж. и др. Преподобный Научный Инструм. 2018 Январь;89(1):015005. дои: 10.1063/1.4989430. Преподобный Научный Инструм. 2018. PMID: 29390662
Оценка эффективности инфракрасной термопары.
Чен С., Венг Ю.К., Шен Т.С. Чен С и др. Датчики (Базель). 2010;10(11):10081-94. дои: 10.3390/s101110081. Epub 2010 10 ноября. Датчики (Базель).
2010.
PMID: 22163458
Бесплатная статья ЧВК.[Измерение температуры тела в повседневной практике].
Сермет-Годелюс I, Шадела I, Ленуар Г. Сермет-Гауделус I и др. Арка Педиатр. 2005 авг; 12 (8): 1292-300. doi: 10.1016/j.arcped.2005.01.034. Арка Педиатр. 2005. PMID: 15993044 Обзор. Французский.
 , Фейсс П.
Натан Н. и др.
Анн Фр Анест Реаним. 1995;14(4):336-9. doi: 10.1016/s0750-7658(05)80600-8.
Анн Фр Анест Реаним. 1995.
PMID: 8572389
Французский.
, Фейсс П.
Натан Н. и др.
Анн Фр Анест Реаним. 1995;14(4):336-9. doi: 10.1016/s0750-7658(05)80600-8.
Анн Фр Анест Реаним. 1995.
PMID: 8572389
Французский. 2010.
PMID: 22163458
Бесплатная статья ЧВК.
2010.
PMID: 22163458
Бесплатная статья ЧВК.Посмотреть все похожие статьи
Рекомендации
- Klopfenstein R., Jr Измерение скорости и расхода воздуха с помощью трубки Пито. ИСА Транс. 1998;37(4):257–263. doi: 10.1016/S0019-0578(98)00036-6. – DOI
- Ковашнай, Л. С. Г. Исследование следа за цилиндрами при малых числах Рейнольдса с помощью горячей проволоки. проц. Р. Соц. Лонд. сер. А. Мат. физ. Sci.198 (1053), 174–190 (1949).
- Ковашнай, Л.
- Лиграни П.М., Брэдшоу П. Пространственное разрешение и измерение турбулентности в вязком подслое с использованием сверхминиатюрных термоанемометрических зондов. Эксп. Жидкости. 1987;5(6):407–417. дои: 10.1007/BF00264405. – DOI
- Хатчинс Н., Никелс Т.Б., Марусик И., Чонг М.С. Проблемы пространственного разрешения с горячей проволокой в турбулентности, ограниченной стенкой. Дж. Жидкостная механика. 2009; 635: 103–136. дои: 10.1017/S002211200
21.
- Хатчинс Н., Никелс Т.Б., Марусик И., Чонг М.С. Проблемы пространственного разрешения с горячей проволокой в турбулентности, ограниченной стенкой. Дж. Жидкостная механика. 2009; 635: 103–136. дои: 10.1017/S002211200
 С. Г. Исследование следа за цилиндрами при малых числах Рейнольдса с помощью горячей проволоки. проц. Р. Соц. Лонд. сер. А. Мат. физ. Sci.198 (1053), 174–190 (1949).
С. Г. Исследование следа за цилиндрами при малых числах Рейнольдса с помощью горячей проволоки. проц. Р. Соц. Лонд. сер. А. Мат. физ. Sci.198 (1053), 174–190 (1949).