Конструкция и применение делительных головок для фрезерных станков
Существует ряд специальных приспособлений, которые помогают или же сами закрепляют заготовки. К таким приспособлениям относятся и фрезерные головки. А все эти действия совершаются на шлицефрезерном станке, закрепленном на столе. Именно такое приспособление позволяет говорить о том, что они не только имеют какую-то укрепляющую функцию, но, прежде всего, помогают расширить все возможности такого станка, делая работа на нем более практичной и удобной.Так в чем же заключается назначение делительной головки для фрезерных станков? Такие головки необходимы для того, чтобы не только закреплять саму заготовку, но еще и помогать поворачивать ее, чтобы осуществлять непрерывное вращение для обработки какой-то детали. Но вот такие головки могут быть разной конструкции и, соответственно, они могут быть разделены или на равные части, или на неравные. Но это зависит от того, что именно обрабатывается: сверла, развертки.
Использование фрезерных головок
Делительная головка, позволяющая станку совершать повороты заготовки на разные углы, хорошо выполняет фрезеровку канавок, которые могут быть и прямолинейные, и конические, и цилиндрические. Если же устройство правильно настроить для работы, то тогда по всей окружности необходимой заготовки канавки будет размещаться так, как вам это нужно.
Такие головки можно найти чаще всего на станках, которые называются горизонтально-фрезерными, но при условии, что этого потребует сам заказчик. А вот на универсальных фрезерных станках такая деталь обязательна, иначе работать такое оборудование просто не сможет.
Виды делительных головок
Чтобы работоспособность фрезерных станков была высокой, очень часто на большом производстве применяют такие делительные головки, как многошпиндельные. Но существуют и другие деления такой обязательной детали для изготовления и обработки заготовки.
- Простые.
- Универсальные.
- Оптические.
Немного охарактеризуем каждый из этих видов. Итак, простые являются самым простейшим видом по своей конструкции. Управляться с такой делительной частью очень просто, она не требует никаких других особых знаний и умений. С такой головой сможет работать даже человек, который лишь только начинает свою работу на фрезерном оборудовании.
Характеристика простой делительной головки
Обычно такая просто часть хорошо подходит для того, чтобы производить и обрабатывать те заготовки, которые необходимо выпустить в больших количествах и в краткие сроки.
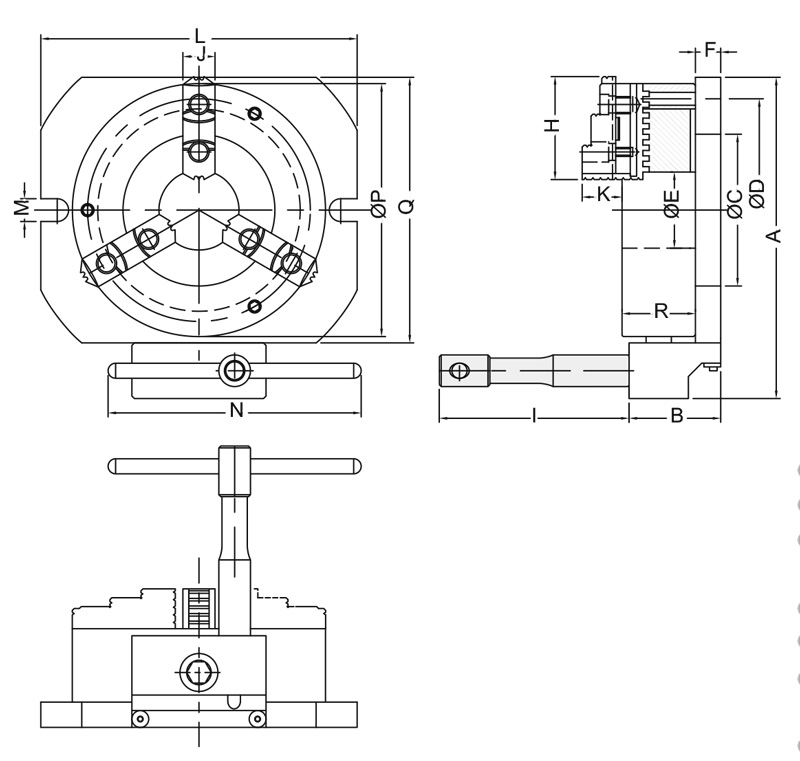
Элементы делительной части:- Шпиндель.
- Лимб.
- Трехкулачковый патрон.
Теперь кратко о назначении каждого элемента, которые применяется во фрезерном станке. Конец шпинделя помогает закреплять ту деталь, которая будет подвергаться обработке. На шпинделе крепится и лимб.
Все мастера фрезерного дела знают, что лимб — это делительный диск, который позволяет головки делить заготовку на определенное количество частей, которые будут равными. Но можно постараться и изменить это значение так, чтобы происходило деление уже на неравные промежутки.
Но можно постараться и изменить это значение так, чтобы происходило деление уже на неравные промежутки.
Трехкулачковый патрон может быть только на шпинделе делительной головки, если он будет располагаться вертикально. Если же расположение шпинделя, то тогда такой элемент простой конструкции головки и не нужен.
Характеристика универсальной делительной головки
Для универсальной части характерна сложная конструкция. И это указывает на то, что такую делительную часть для фрезерного станка можно применять лишь для единичных заготовок, но не получиться выполнять большой серии таких заготовок, как это было с частью простой конструкции. Можно даже сказать, что для такого типа используют заготовки, которые идут только для каких-либо экспериментов.Но зато вот для ремонта такие универсальные делительные головки просто идеальны. Существует несколько моделей делительных частей подобной конструкции: УДГ -200, УДГ – 320 и другие. Но все они выпускаются примерно с 1980 года.
Характеристика оптической делительной головки
Прежде всего, стоит отметить, что делительные головки для фрезерных станков оптической конструкции необходимы для того, чтобы производить точные угловые отсчеты, которые позволяют правильно разворачивать заготовки. При такой конструкции делительной головки можно изготовить режущие инструменты, которые будет содержать много лезвий.В состав оптической делительной конструкции могут входить следующие элементы: две гитары сменных колес, задняя бабка, передний центр, поводок для него, домкрат, и подкладки разного типа, обязательно должна быть и оправка для того, чтобы закреплять детали.
Как наладить делительную головку для фрезерного станка
Чтобы станок работал исправно и без перебоев необходимо правильно отнестись к подготовке делительной части для работы фрезерного станка. Для этого стоит имеющуюся у вас заготовку зубчатого колеса закрепить, используя гайки. Закрепляют такую заготовку на оправке.
А для этого оправку начинают зажимать в трехкулачковом патроне, который потом постепенно навинчивается на горизонтальный или вертикальный шпиндель самой делительной головки. Другой же конец оправки поддерживают, использую заднюю бабку. После этого диск фреза также закрепляют на оправке шпинделя и устанавливают ее прямо по самому центру заготовки.
Но это может получиться лишь только в том случае, если же поднимать стол. Его нужно поднять на такую высоту, чтобы центральная часть оправки необходимой заготовки не окажется на уровне фрезы, точнее ее нижней части. После этого стол начинают двигать в поперечном направлении так, чтобы центральная часть совпала еще и с вершиной фрезерного зуба.Вот после этого стол можно опустить и уже подводить фрезерную заготовку, но так, чтобы лист, который находится между ними, обязательно закусывался. Но не спешите сразу выполнять нарезку, а проверьте еще раз наладку и, соответственно, настройку станка.
Оцените статью: Поделитесь с друзьями!как пользоваться, таблица деления УГД, как работать, виды, устройство, настройка, принцип работы, таблица, расчет
01. 07.2020
07.2020
Сегодня под прицелом внимания один из самых популярных вариантов оснастки. Рассмотрим, что такое делительная головка для фрезерного станка, главные особенности агрегата, каких видов бывает, где используется, как правильно ее эксплуатировать и так далее. Мы постараемся привести максимальное количество фактов, чтобы вы понимали, устанавливать ее для выполнения актуальных для вас операций или нет.
Отметим, что она также может быть важной составной частью долбежных, расточных, сверлильных, строгальных моделей оборудования. С ее помощью нарезают зубья, шлицы и канавки, делают разметку, позиционируют стол, обрабатывают многогранники и межзубные впадины, согласовывают вращение с осевой подачей.
Теперь определение: простая или универсальная делительная головка (УДГ) – это оснастка, то есть дополнительное станочное приспособление, причем горизонтально ориентированное, служащее для надежного закрепления заготовки, а также для ее поворота на нужный угол и/или ее деления на требуемое число частей, равных или нет.
Она расширяет технологические возможности оборудования и открывает новые варианты и положения обработки деталей. Это обуславливает широту ее современного применения в массовом и единичном производстве, наряду с удобством установки, легкостью ввода в эксплуатацию, надежностью функционирования даже при значительной загруженности.
Особенности конструкции и устройства делительной головки
- • Угол при повороте может быть как фиксированным (одинаковым), так и переменным (разным) – на выбор оператора, для оптимальной точности позиционирования.
- • Заготовка закрепляется в патроне. Если она слишком длинная, для обеспечения должного качества контакта следует использовать заднюю бабку, но так, чтобы не отклоняться от начальной базы.
- • Введение данного приспособления в эксплуатацию целесообразно только в том случае, когда проводить какую-либо работу без него сложнее или невозможно.
- • Допустимо ориентировать устройство на последовательное решение нескольких задач – на нарезание канавок, впадин и зубьев, на расточку многогранников и так далее.


Классификация УДГ для фрезерного станка, используемых для установки угла
По типу конструкции выделяют такие их разновидности:
- • упрощенные – в них нет промежуточных механизмов;
- • универсальные – с дополнительными колесами, ориентированные на решение широкого круга задач;
- • оптические – обеспечивающие повышенную точность позиционирования в самых ответственных случаях.
Наиболее распространенным на практике является второй вариант, так как он оказывается уместен почти во всех ситуациях. И по сравнительной стоимости он средний и окупается быстрее всего, особенно в перспективе частой эксплуатации. Отдавая ему предпочтение, вы не ошибетесь.
Виды деления
- • Непосредственное – в нем не задействованы какие-либо вспомогательные узлы, оно осуществляется напрямую.
- • Простое – нарезание выполняется с участием неподвижного диска, очень популярный метод (в силу своей быстроты и отсутствия факторов негативного влияния).
- • Дифференциальное – возможно тогда, когда оснастка обладает дополнительным комплектом зубчатых колес.
- • Комбинированное – одно приспособление последовательно реализует сразу несколько способов.
- • Непрерывное – здесь уже 2 устройства, оптическое и универсальное, кинематическим образом связанные со шпинделем и винтом оборудования и поддерживающие продольную подачу.

План простого деления
Основное назначение схемы ниже – являться наглядным разъяснением принципа выполнения технологических операций.
И, для закрепления, алгоритм нарезки винтовых канавок:
Виды делительных фрезерных головок
Существует 3 их варианта, которыми можно дополнять самое разное оборудование – горизонтально ориентированное, вертикальное, комбинированное. Рассмотрим каждый по порядку.
Обычная
Актуальна в тех случаях, когда требуется разбить окружность на несколько секторов. Решает эту задачу за счет диска с насечками – лимба, закрепленного на шпинделе оснастки и обладающего шлицами с отверстиями в количестве от 12 до 30 (в каждом из них можно зафиксировать защелку).
Решает эту задачу за счет диска с насечками – лимба, закрепленного на шпинделе оснастки и обладающего шлицами с отверстиями в количестве от 12 до 30 (в каждом из них можно зафиксировать защелку).
Таким образом, в рамках одного цикла (вращения заготовки вокруг своей оси), получается выполнить 2, 3, 4, 5, 6, 12, 15, 24 или даже 30 равных элементов, и это в самой стандартной ситуации. А характеристики делительных головок УДГ, оснащенных нетиповыми дисками, и вовсе позволяют делать секции неодинаковыми по размеру.
Оборот шпинделя осуществляется за счет червячного механизма: колесо здесь выступает в роли трехфазного средства позиционирования. Положение можно изменить от руки, вращая расположенный на валу вентиль. Благодаря этому движение вполне реально наращивать постепенно (а не рывками), что позволяет попасть даже в сравнительно небольшое отверстие.
Удобно, что для успеха операции не требуется никаких добавочных узлов или аппаратов – достаточно только диска, действующего прямым (непосредственным) методом.
Многофункциональная
Применение делительной головки данного типа оправдано в тех случаях, когда заготовку требуется и располагать под нужным углом по отношению к столу, и одновременно поворачивать вокруг своей оси. На практике это требуется, например, при нарезке винтовых каналов.
Хотя в целом с ее помощью выпускают такие изделия металлопроката:
- • плоские прямоугольники, в том числе и крупногабаритные;
- • зубцы с циклическим расположением;
- • многоугольники с равными сторонами;
- • детали более сложных форм (параметры которых способны совпадать с насечками на лимбе).
Кроме того, оборудование с многофункциональной оснасткой также может обеспечивать непрерывное вращение выбранной части объекта (и вокруг собственной оси тоже) и регулярные повороты (в соответствии с заданным алгоритмом, на определенные доли окружности), что только расширяет границы эксплуатации.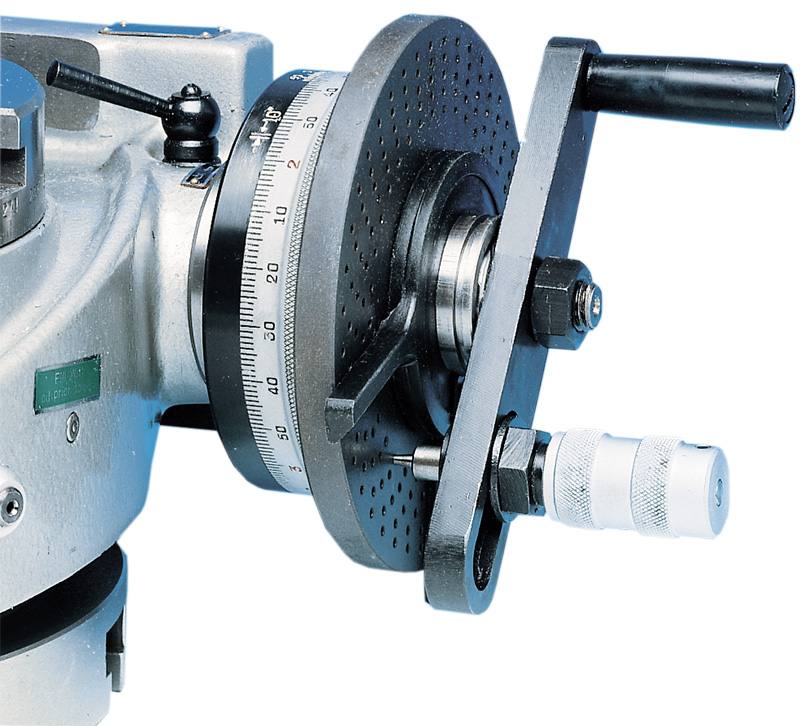
Зрительная (оптическая)
Это делительная головка, принцип работы которой ориентирован на обеспечение высокой точности результатов фрезеровки деталей больших размеров.
Она обладает собственной маркировкой (правила нанесения которой мы рассмотрим ниже), дающей сведения об основных ее параметрах. Также отличается ценой деления на диске, составляющей 15 градусов. Может быть универсальной, тогда цикл полного поворота шпинделя совершается за 40 шагов. Это подходит для тех предметов, максимальный радиус которых не превышает 250 мм.
Основная ниша – выполнение прецизионных операций, в том числе и там, где требуется улучшить результаты отдельно взятого оборудования.
По своей конструкции зрительная (часто называют еще и визуальной) ДГ практически не отличается от устройства универсальной фрезерной головки. Есть лишь три оригинальных элемента:
- • закрепленное на шпинделе стекло;
- • окуляр микроскопа в верхней части;
- • реализовано иммобилизованное градуирование.

За счет таких решений число шагов в течение полного цикла увеличено до 60, что соответствует формуле 1. При этом все насечки четко просматриваются, поэтому не проблема задать один поворот за 15 секунд или другой подходящий режим. Вычисление угла вращения осуществляется так же, как в случае с обычной или многофункциональной оснасткой (о чем ниже).
Основные маркировки
У каждой модели есть целый ряд показателей разной степени важности – передаточное отношение, наибольшая нагрузка, высота центров и так далее – но «на борт» попадают далеко не все из них. Поэтому посмотрим, по каким принципам должна в общем случае называться делительная головка для фрезерного станка, инструкция предписывает указывать:
- • тип – универсальная, зрительная и так далее;
- • передаточное число – общее количество шагов в рамках полного цикла вращения;
- • максимальный диаметр устанавливаемой детали.
Таким образом, аббревиатура УДГ-40-Д350 указывает на принадлежность к многофункциональному типу, на 40 оборотов в течение поворота и на возможность растачивать заготовки с двойным радиусом до 350 мм.
В конкретных ситуациях маркировка может содержать и дополнительные параметры. Например, оптические модели обладают цифрой сразу после ОДГ – это показатель д.ц., определяемый производителем.
Также есть характеристики, которые записываются в паспорт и означают особенности эксплуатации или точность результата, и это:- • биение по диаметру;
- • ДхШхВ;
- • максимальная нагрузка;
- • величина отклонения оси опоры;
- • углы шпиндельного поворота – от горизонтали и от линии центра;
- • радиальное конусное биение (замеряется в 300 мм от передней части и возле основания).
И, наконец, есть показатели, которые следует учитывать при использовании: это номер конуса Морзе и диаметр фланца для монтажа. Если выбрать их неправильно, пострадает качество навешивания оснастки, что может спровоцировать ее поломку.
Преимущества
Работа с делительной головкой фрезерного станка позволяет:
- • В несколько раз увеличить ассортимент производимых действий (по сравнению с ее отсутствием).
- Обеспечить максимально точное и актуальное положение заготовки по отношению к столу, как горизонтальному, так и вертикальному.
- • Упростить все операции, связанные с металлическими объектами различных габаритов.

Помимо этого, следует отметить практические достоинства, характерные для самого оборудования. Так, оно достаточно надежное и способно выдерживать даже интенсивную эксплуатацию, а потому подходит для объектов высокой производительности. Плюс, оно довольно простое в освоении – немного практики, и обслуживать его не составит труда, особенно для опытного мастера. Благодаря этим преимуществам оно сравнительно быстро окупается. В современных условиях это однозначно важная и нужная оснастка.
Порядок настройки и применения
Как пользоваться делительной головкой на фрезерном станке и осуществлять переходы? Это зависит от приобретенной модели, цены деления шкалы и других характеристики.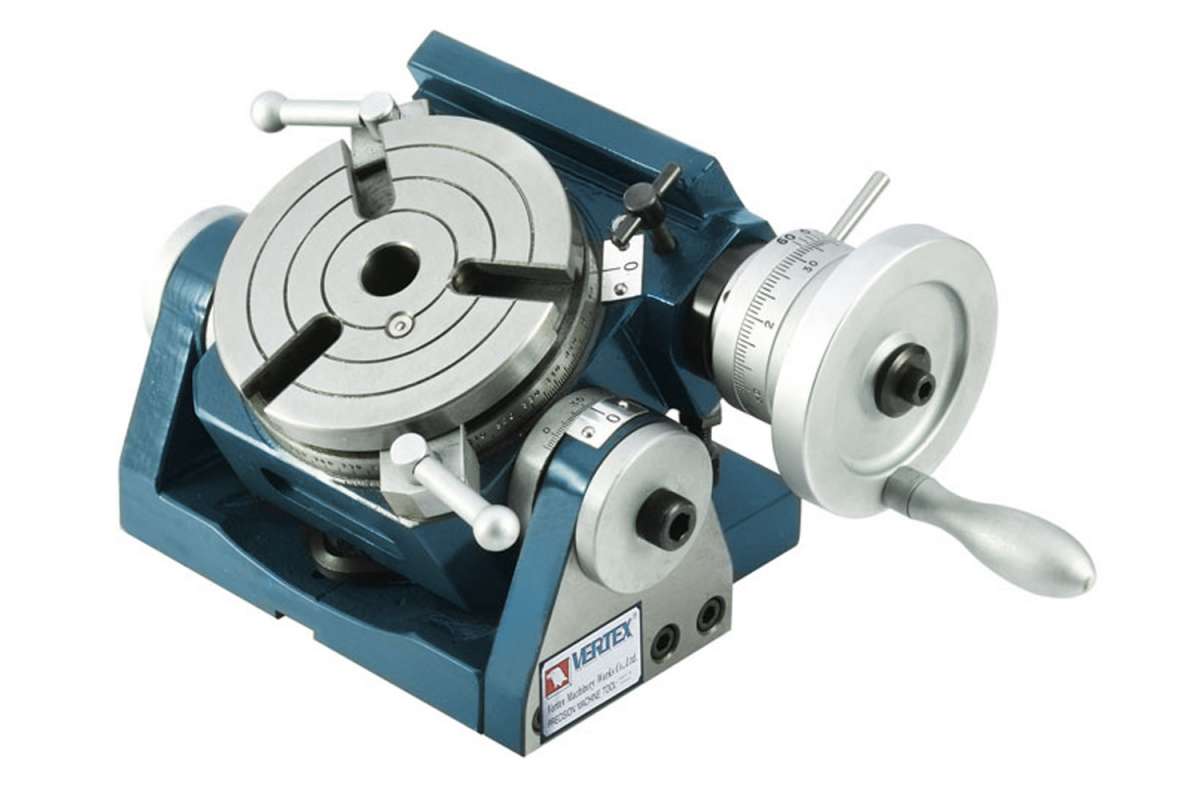 Актуальные стандарты тоже важны: для деталей VIII класса точности следует руководствоваться данными ГОСТ 1.758, для IX – 1.643.
Актуальные стандарты тоже важны: для деталей VIII класса точности следует руководствоваться данными ГОСТ 1.758, для IX – 1.643.
В общем случае предварительная отладка и подготовка к эксплуатации сводится к выбору сектора, исходя из диаметра окружности и нужного количества частей. Требуется выполнить такие действия:
- • перевести полный цикл (360 градусов) в необходимое число шагов;
- • высчитать подходящий синус угла;
- • повернуть диск на только что найденную радиальную величину;
- • зафиксировать зажимом (или рукояткой узла) корпус и разместить основной инструмент в таком положении.
Обычно производители в своей инструкции указывают формулу, по которой рассчитывается угол делительной головки, поэтому посмотрим, как работать с УДГ дальше, не будем останавливаться только на вычислениях, перейдем к практике.
Итак, необходимо установить заготовку в оправку аппарата и, при продольной подаче, реализовать нужную операцию. При этом следует учитывать шаг, который зависит от того, что за задача выполняется. Например, при создании зубцов дискретное движение должно равняться дистанции между впадинами соседних элементов.
При этом следует учитывать шаг, который зависит от того, что за задача выполняется. Например, при создании зубцов дискретное движение должно равняться дистанции между впадинами соседних элементов.
Производительность можно повысить без ущерба для качества: для этого следует возвращать стол в исходное положение в ускоренном режиме. Фиксацию в отверстии диска надежнее всего осуществлять пружиной.
Настраиваем УДГ: таблица делений на делительной головке
Содержит в себе все исходные данные для точного позиционирования
|
Кол-во частей, на кот-е разделяется деталь |
Полных оборотов ручки |
Кол-во отверстий, отсчитываемых сектором на диске |
Число на окружности |
|
2 |
20 |
– |
|
|
3 |
13 |
11 |
33 |
|
4 |
13 |
10 |
30 |
|
5 |
13 |
13 |
39 |
|
6 |
10 |
– |
|
|
7 |
8 |
– |
|
|
8 |
6 |
22 |
33 |
|
9 |
6 |
20 |
30 |
|
10 |
6 |
26 |
39 |
|
11 |
5 |
35 |
49 |
|
12 |
5 |
15 |
21 |
|
13 |
5 |
– |
|
|
14 |
4 |
24 |
54 |
|
15 |
4/3/3 |
–/21/13 |
–/33/39 |
|
16 |
3 |
10 |
30 |
|
17 |
3 |
3 |
39 |
|
18 |
2 |
42 |
49 |
|
19 |
18 |
21 |
|
|
20 |
22 |
33 |
|
|
21 |
20 |
30 |
|
|
22 |
25 |
39 |
|
|
23 |
1 |
17 |
23 |
|
24 |
22 |
33 |
|
|
25 |
20 |
30 |
|
|
26 |
26 |
39 |
|
|
27 |
18 |
30 |
|
|
28 |
21 |
39 |
|
|
29 |
26 |
54 |
|
|
30 |
21 |
49 |
|
|
31 |
9 |
21 |
|
|
32 |
11 |
29 |
|
|
33 |
11 |
33 |
|
|
34 |
10 |
30 |
|
|
35 |
13 |
39 |
|
|
36 |
9 |
31 |
|
|
37 |
4 |
16 |
|
|
38 |
7 |
33 |
|
|
39 |
3 |
17 |
|
|
40 |
7 |
49 |
|
|
41 |
3 |
21 |
|
|
42 |
6 |
54 |
|
Она дает все значения для прямого метода, когда заготовка проворачивается без подключения каких-либо дополнительных механизмов.
Расчет делительной головки
При непосредственном способе реализовано так называемое простое позиционирование, при котором диск остается неподвижным, а размещение оснастки осуществляется при вращении рукоятки, приводящей в действие боковой лимб.
Но также возможна комбинированная технология: согласно ей, оснастка проворачивается вокруг диска, а он, в свою очередь, – относительно заднего штифта.
Если все вышеперечисленные варианты не могут обеспечить достаточную точность расположения инструмента, используется дифференциация. Шпиндель оказывается в нужной точке за счет перемещения сначала рукоятки относительно лимба, а потом и его самого, причем в принудительном порядке, через сменные зубчатые шестерни.
В последнем случае сильно изменяется приведенная выше таблица настройки делительной головки (УДГ). Максимальное количество частей вырастает с 42 до 75, появляется фактор числа зубьев, которых может быть от 30 до 80 на приводном валу. Необходимо даже учитывать паразитные шестерни. Данный метод является сравнительно сложным и заслуживает очень подробного рассмотрения: объективности ради, дифференциации нужно посвящать отдельный обзор.
Максимальное количество частей вырастает с 42 до 75, появляется фактор числа зубьев, которых может быть от 30 до 80 на приводном валу. Необходимо даже учитывать паразитные шестерни. Данный метод является сравнительно сложным и заслуживает очень подробного рассмотрения: объективности ради, дифференциации нужно посвящать отдельный обзор.
Есть еще один способ – непрерывное давление, и актуален при обработке спиральных и винтовых канавок. Реализуется при механическом контакте вала продольной подачи и шпинделя нашей оснастки.
Действующие ГОСТы
Главным нормативом по состоянию на сегодня является межгосударственный стандарт 8615-89. Он определяет технические требования, основные размеры, порядок эксплуатации, хранения и ремонта делительной головки.
Согласно ему, каждая ДГ состоит из 3 элементов:
- • лимб – благодаря которому заготовку разбивают на нужное количество секторов;
- • шпиндель – стержень, обеспечивающий крепление детали и диска;
- • трехкулачковый патрон – позволяющий отцентрировать и вертикально сориентировать объект в пространстве для равномерного распределения ожидаемых нагрузок.
Рамок ГОСТа 8615-19 придерживаются все российские производители, что позволяет им выпускать оснастку с количеством отверстий до 21, с точностью отсчета до 15 минут, обрабатывающую предметы диаметром от 125 до 400 мм.
Конкуренцию им составляют импортные приспособления для делительной головки, например, немецкие Proxxon, польские BisonBial, чешские Proma. Обладая примерно аналогичными характеристиками, они подкупают качеством сборки и европейской репутацией бренда. Но, отдавая им предпочтение, следует помнить, что достать комплектующие при необходимости не будет так же легко, как в случае с отечественными моделями.
Так какую же оснастку выбрать? Решать это нужно, исходя из актуальных для вас задач и уже имеющегося в эксплуатации оборудования. Обращайтесь, и мы поможем определиться: в рамках консультации нашими специалистами будет рассмотрена каждая подходящая делительная головка для фрезерного станка, таблицы делений для прямого и дифференцированного метода, и на основании этого мы посоветуем оптимальный вариант.
Делительная и расточная головка для фрезерного станка
СодержаниеДелительная фрезерная головка является дополнительным оборудованием, которое расширяет возможности фрезерного станка в работах по металлу.
В первую очередь, фрезерная головка используется для производства различных инструментов — метчиков, зенкеров, разверток, фрез и т.д. Применяют ее, также при работе с профильными деталями машин — звездочки, зубчатые колеса.
Универсальная делительная головка
Использование такого устройства позволяет вырезать пазы и шлицы на отдельных поверхностях, обрабатывать торцы деталей, формировать грани у гаек и головок болтов, и многие другие технологические операции.
При выполнении работ на фрезерном станке вертикальной ориентации используется вертикальная фрезерная головка с вертикальным расположением шпинделя.
Виды делительных головок
Как дополнительное оборудование, для работ по металлу с профильными деталями, фрезерная головка может быть установлена на фрезерном станке любого типа (горизонтальном, вертикальном, универсальном).
Разделяются такие устройства по нескольким видам:
- простая;
- универсальная;
- оптическая.
к меню ↑
Простая делительная головка
Применяется в случае, когда возникает необходимость деления окружности, по которой вращается обрабатываемая деталь. Такого типа приспособления имеют делительный диск (лимб), который закреплен на шпинделе самой головки и имеет отверстия или шлицевые деления, количеством 12, 24, 30, для фиксации защелки.
Простая делительная головка для фрезерного станка
Диски, которые имеют 12 отверстий (делений) позволяют разделить один оборот детали вокруг своей оси на 2, 3, 4, 6, 12 одинаковых частей. Наличие 24-х меток позволяет сделать такое же деление в следующем порядке — 2, 3, 4, 6, 12, 24 части. Диск, имеющий 30 отверстий, делит круг вращения детали на 2, 3, 5, 6, 15, 30 частей.
Диск, имеющий 30 отверстий, делит круг вращения детали на 2, 3, 5, 6, 15, 30 частей.
Изготовленные своими руками, под конкретные нужды в работе по металлу, диски могут иметь другие показатели по параметрам деления, в том числе и на неравные части.
В простой делительной головке шпиндель поворачивается с помощью червячной передачи. Червячное колесо, которое насажено на шпиндель, выполняет функции делительного диска с тремя рядами отверстий. При вращении рукоятки, которая находится на одном валу с червяком, происходит изменение положения шпинделя.
Использование червячной передачи позволяет получать плавное вращение, при котором задача попасть штифтом в нежное отверстие на диске значительно облегчается.
Такое устройство позволяет проводить деление, без каких либо дополнительных механизмов, простым поворотом диска. Этот метод деления называют непосредственным. Для выполнения более широких функций, простая головка может и не подойти, поэтому существует другой вариант — универсальный.
Читайте также: характеристики популярных горизонтально-расточных станков.
к меню ↑
Универсальная делительная головка
Используется в случае необходимости установки обрабатываемой детали под определенным углом относительно плоскости рабочего стола. При этом возможен поворот детали на требуемый угол вокруг ее собственной оси вращения. Примером использования в работе с профильными деталями может быть нарезание винтовых канавок на цилиндрической заготовке.
Универсальная делительная головка BS-0
Универсальная головка позволяет выполнять фрезерные работы по металлу с получением следующих форм:
- квадрата;
- шестиугольника;
- многогранника;
- равномерно расположенных по окружности зубьев;
- других форм (в зависимости от разметки на лимбе).
На фрезерном станке с использованием УДГ можно выполнять следующие операции:
- установку заготовки под заданным углом к рабочему столу;
- поворот заготовки вокруг собственной оси на заданный угол;
- постоянное вращение детали при нарезке винтовых канавок или зубьев;
- периодическое вращение заготовки на определенные доли круга вращения.

к меню ↑
Универсальная делительная головка (видео)
к меню ↑
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>
Достоинства
С помощью делительной головки, при работах по металлу на фрезерном станке, можно выделить следующие дополнительные функциональные возможности:
- значительно расширить спектр рабочих операций;
- обрабатывать заготовку, которая расположена в удобном или нужном положении относительно плоскости стола, как по вертикали, так и по горизонтали;
- упростить работы по металлу с заготовками различных размеров.
к меню ↑
Классификация
Универсальные делительные головки имеют свое обозначение, по которому можно определить их основные рабочие параметры:
- УДГ 100 — обрабатываются заготовки диаметром 100 мм, размеры по основанию — 260×180 мм, вес — 25 кг;
- УДГ 125 — с ее помощью можно обрабатывать заготовки, максимальный диаметр которых не превышает 125 мм. Размеры основания — 260×180 мм. Вес — 28 кг;
- УДГ 250 — максимально допустимый диаметр обрабатываемой заготовки — 250 мм, габариты — 260×180 мм, вес — 53,6 кг;
- УДГ 320 — заготовка не должна превышать по диаметру 320 мм, размеры по основанию — 290×234 мм, вес — 101 кг;
- УДГ 400 — самая большая делительная головка, которая позволяет работать с заготовками сечением до 400 мм. Габаритные размеры основания — 290×234 мм, вес — 106 кг.
 Размеры основания — 260×180 мм. Вес — 28 кг;
Размеры основания — 260×180 мм. Вес — 28 кг;Все вышеперечисленные приспособления имеют цену деления на лимбе 15º.
Универсальная делительная головка УДГ-250
Многие параметры являются одинаковыми, так как использование данных устройств рассчитано на стандартное оборудование. Различие в основном — по диаметрам обрабатываемых деталей — чем он больше, тем крупнее и тяжелее устройство.
Используется еще один тип обозначений. К примеру — УДГ 40 Д250. Это означает, что делительная головка является универсальной, для полного оборота шпинделя требуется повернуть рукоятку 40 раз, максимальный диаметр обрабатываемой детали не должен превышать 250 мм.
к меню ↑
Оптическая делительная головка
Такое устройство используются для выполнения особо точных делений, и в некоторых случаях, для проверки правильности выполненного деления на другом устройстве.
Своим внешним видом, оптическая делительная головка, практически не отличается от своего обычного механического аналога. За исключением одной детали — стеклянного диска, который закреплен на шпинделе.
Наверху головки имеется окуляр микроскопа, в оптическую систему которого помещена неподвижная шкала. Цена деления в ней равна 1′, а общее количество частей 60-ти. Деления просматриваются настолько четко, что отсчитать долю в ¼ минуты не представляет никакой сложности.
Рассчитывается угол поворота шпинделя также как и для механической головки. Но следует учесть, что необходимо составлять таблицу всех последовательных углов, так как они суммируются.
к меню ↑
Самодельная делительная головка
При небольших объемах работ по металлу проводимых своими руками, покупать дорогостоящее дополнительное оборудование не имеет смысла, так как затраченные вложения никогда не окупятся.
Самодельная делительная головка
Но домашним мастерам, имеющим в своем распоряжении фрезерный станок, такое приспособление, как делительная головка, все же необходимо. Для ее создания понадобится червячный редуктор, токарный патрон, диаметром в пределах 65 мм, и диск (лимб).
Компоновка этих элементов является стандартной, ничего нового придумывать не нужно. Деления (отверстия) на диске делаются под свои индивидуальные потребности. Все остальное аналогично промышленным вариантам.
После сборки самодельной конструкции необходимо провести ее юстировку. Это делается после того, как деталь сделанная на фрезерном станке при использовании самодельной делительной головки, сравнивается по параметрам с заводским образцом.
к меню ↑
Дополнительная информация
Использование различного вида фрезерных головок позволяет выполнять обработку деталей на одном станке, в то время как без их применения, необходимо задействовать несколько. Существует дополнительное оборудование для фрезерных станков в виде таких типов головок:
- угловая;
- расточная;
- долбежная.

В свою очередь они могут быть изготовлены в нескольких вариантах, например — со сменными ножами или пластинами.
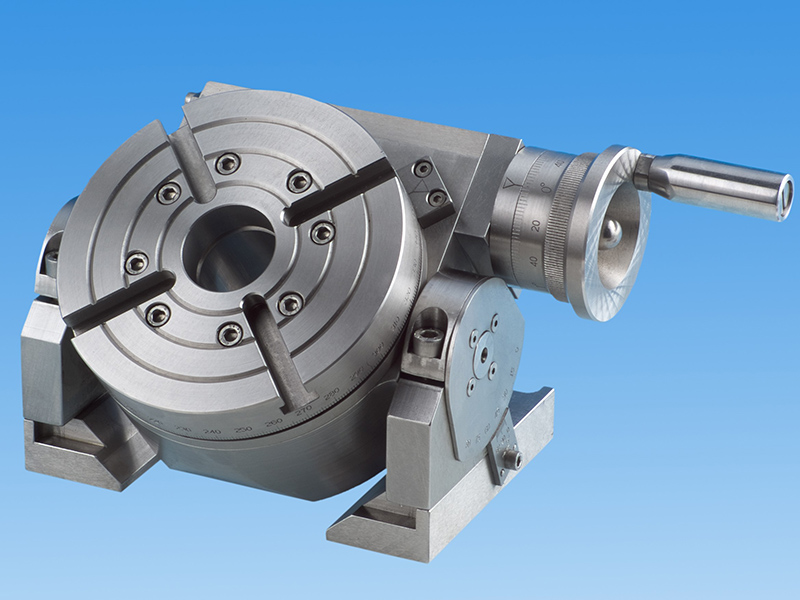
Головка делительная полууниверсальная HOMGE BS-0
Угловая головка также имеет несколько вариантов исполнения:
- головка 90º:
- модульного типа;
- универсальная.
Все эти дополнительные приспособления (угловая, расточная, долбежная головки) значительно повышают точность и увеличивают производительность фрезерного оборудования, так как позволяют осуществлять вертикальную и горизонтальную обработку, а также проведение работ под углом, без переустановки заготовки.
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
Универсальная делительная головка УДГ – назначение, виды делений, комплектация
Неотделимой частью фрезерных станков вертикальных (например 6Т12, 6Т13, FSS450MR, FSS350MR), горизонтальных (6Т82, 6Т82Г, 6Т83, FU350MR), широкоуниверсальных (6Т82Ш, 6Т83Ш, FU350MRApUG) является дополнительное горизонтальное оборудование – так называемые «универсальные делительные головки», сокращенно – УДГ._2018-11-29_09-55-24.jpg)
Назначение головок
Универсальные делительные головки, снабжаются специальными приспособлениями, и применяются для установки и закрепления обрабатываемой детали под определенным углом, который регулируется поворотной шкалой.
Они используются при фрезерных работах для обработки многогранников, нарезания зубцов на шестеренках и спиралевидных канавок, а так же других подобных операций. Также с их помощью осуществляются особые процессы по резке геометрически сложных металлических заготовок путем их беспрерывного вращения. При этом вращение головок должно быть четко согласовано с продольным движением стола фрезерного станка.
Возможности головок на операциях деления
С помощью делительной головки, возможно выполнять сложнейшие деления, которые подразделяются на определенные виды.
1. Простое деление.
Это деление производится вычислительными действиями, для которых используется неподвижный диск.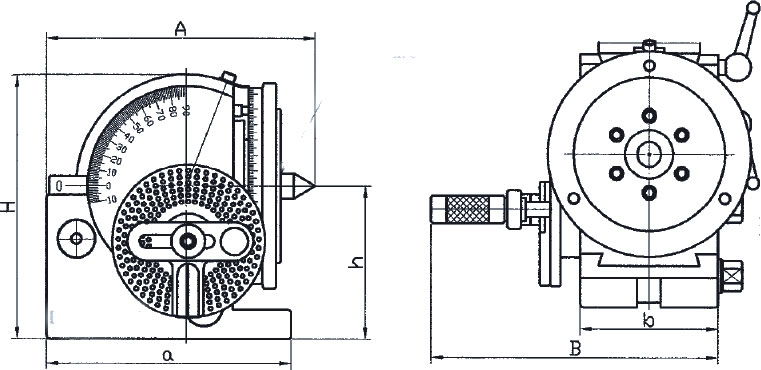 В Этом случае повороты головки производятся боковым диском через червячную передачу, которая непосредственно связана со шпинделем станка.
В Этом случае повороты головки производятся боковым диском через червячную передачу, которая непосредственно связана со шпинделем станка.
2. Непосредственное деление.
При данном способе деления, полностью исключается применение каких-либо дополнительных червячных передач, а само деление практически одинаково для всех делений, куда можно подключить оптические, и упрощенные головки.
3. Дифференциальное деление.
Это деление – довольно сложный и не очень удобный процесс. Он производится с помощью поворотного рычага делительной головки с одновременным участием делительного диска. Такое деление можно произвести только при помощи универсальной головки, которая может находиться в комплекте с дополнительными сменными зубчатыми колесиками.
4. Комбинированное деление.
Это вид деления, производится поворотом делительной головки и совмещением рычага диска, а также с одновременным поворотом фиксатором рукоятки, находящегося позади диска. Этот способ применяется для поворота заготовки практически на минимальный угол.
Этот способ применяется для поворота заготовки практически на минимальный угол.
5. Непрерывное деление.
Осуществить такую операцию можно не с каждой головкой, обычно непрерывное деление производится при помощи универсальной головки, либо только оптической. Также для выполнения такого деления, расположенный на головке шпиндель, должен быть связан с винтом, осуществляющим движение рабочего стола фрезерного станка.
Отечественные делительные головки (УДГ-Д-160, УДГ-Д-200, УДГ-Д-250, УДГ-Н-160 (УДГ-Д-320), УДГ-Д-400) можно купить в двух комплектациях:
- Базовый комплект, который состоит из
- – Головки делительной универсальной в сборе,
- – бабки задней,
- – патрона 3-х кулачкового самоцентрирующегося,
- – центра упорного,
- – фланца переходного к самоцентрирующемуся 3-х кулачковому патрону,
- – поводка,
- – болтов под станочный паз.
- Полный комплект состоит из
- – Головки делительной универсальной в сборе,
- – бабки задней,
- – центра упорного,
- – патрона 3-х кулачкового самоцентрирующегося,
- – комплекта зубчатых колес
- – фланца переходного к самоцентрирующемуся 3-х кулачковому патрону,
- – гитары для дифференциального деления
- – гитары для нарезания спирали,
- – поводка,
- – болтов под станочный паз.
Фрезерные станки, оборудованные делительными головками, нашли широкое применение на металлообрабатывающих комбинатах по производству не серийных, но довольно распространенных изделий. Также их использование намного повышает производительность и безопасность труда, расширяет технологические возможности инструментального оборудования.
Фрезерная (шпиндельная) головка | MoscowShpindel
Шпиндельной головкой называется узел фрезерного станка, который несет шпиндель с закрепленным инструментом. Они бывают вертикальные, горизонтальные и наклонные. В числе наклонных фрезерных головок встречаются и поворотные конструкции. Любая фрезерная головка получает вращение от основного шпинделя фрезерного станка. Такие устройства применяются на фрезерных станках с ЧПУ для расширения их возможностей в области фрезерования различных поверхностей и для выполнения других видов работ. Это достигается тем обстоятельством, что шпиндель головки имеет гораздо большую степень свободы перемещений, а следовательно при одном положении зажатой заготовки может производить обработку тех поверхностей, которые будут недоступны стандартным возможностям станка.
Они бывают вертикальные, горизонтальные и наклонные. В числе наклонных фрезерных головок встречаются и поворотные конструкции. Любая фрезерная головка получает вращение от основного шпинделя фрезерного станка. Такие устройства применяются на фрезерных станках с ЧПУ для расширения их возможностей в области фрезерования различных поверхностей и для выполнения других видов работ. Это достигается тем обстоятельством, что шпиндель головки имеет гораздо большую степень свободы перемещений, а следовательно при одном положении зажатой заготовки может производить обработку тех поверхностей, которые будут недоступны стандартным возможностям станка.
Это благотворно сказывается на расширении технологических возможностей фрезерного станка, повышении его продуктивности, сокращении подготовительного и операционного времени. А если использовать специальные зажимные приспособления, то можно повысить точность изготовления детали. Если во фрезерной головке использовать цангу для зажима метчиков, то ей становится возможным нарезать резьбу в труднодоступных местах.
Очень широко используются поворотные фрезерные головки в различных обрабатывающих станках. Этот высокоточное устройство предназначено как для фрезерования, так и для сверления деталей.
К примеру, поворотная шпиндельная головка вертикальных фрезерных консольных станков оснащается механизмом, который позволяет вручную перемещать гильзу шпинделя. Это дает возможность обрабатывать даже те отверстия, ось которых располагается под углами до ±45°относительно рабочей поверхности стола. Причем мощность привода и высокая жесткость головки рассчитаны на применение фрез и сверл, изготовленных из быстрорежущей стали, твердых сплавов или сверхтвердых синтетических материалов.
А вот на широкоуниверсальных фрезерных консольных станках, предназначенных для выполнения самых разнообразных работ (фрезерных, расточных, сверлильных и других) используют два вида головок: накладную и поворотную. Они устанавливаются на специальном хоботе и имеют индивидуальную коробку скоростей и отдельный привод. Это дает возможность вести обработку детали инструментом, устанавливаемым к ее обрабатываемой поверхности практически под любым углом.
Это дает возможность вести обработку детали инструментом, устанавливаемым к ее обрабатываемой поверхности практически под любым углом.
Делительные головки на обрабатывающих фрезерных станках
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем делительные головки на обрабатывающих фрезерных станках.
Делительные головки значительно расширяют технологические возможности фрезерных станков, способствуют повышению как производительности, так и точности обработки. Применение делительных головок позволяет устанавливать обрабатываемую заготовку под заданным углом к плоскости стола станка, выполнять поворот ее на требуемый угол, осуществлять деление окружности на равные или неравные части, обеспечивать непрерывное вращение заготовки с различной частотой вращения.
Фрезерование зубьев зубчатых колес, стружечных канавок у сверл, разверток, зенкеров, метчиков, фрез, обработка боковых граней специальных болтов, гаек, изготовление деталей, имеющих форму многогранника, и другие аналогичные работы выполняют с применением делительных головок. Делительные головки изготовляют преимущественно одношпиндельными, однако в серийном и массовом производствах используют и многошпиндельные головки. Большая часть конструкций делительных головок стандартизована.
Делительные головки изготовляют преимущественно одношпиндельными, однако в серийном и массовом производствах используют и многошпиндельные головки. Большая часть конструкций делительных головок стандартизована.
Делительные головки, в зависимости от их конструкции, обеспечивают непосредственное, простое или дифференциальное деление.
Делительную головку для непосредственного деления (рис. 4.21) применяют в тех случаях, когда необходимо произвести деление окружности на часто употребляемое целое число частей: 2, 3, 4, 6, 8, 12 и 24. В корпусе 1 головки размещен шпиндель 2 с поводком 3. Конус в шпинделе является элементом для базирования заготовки по центровому отверстию. На заднем конце шпинделя закреплен сменный делительный диск 4, имеющий определенное число отверстий (или пазов).
Рис. 4.21. Общий вид делительной головки непосредственного деления
Фиксирование шпинделя в заданном положении осуществляют фиксатором 6 с помощью рукоятки 7. Чтобы повернуть шпиндель с заготовкой в следующее фиксированное положение маховиком 5, его необходимо открепить, рукояткой 7 вывести из зацепления фиксатор 6 и снова маховиком повернуть шпиндель до ввода фиксатора в очередное отверстие. После зажима шпинделя фрезерование заготовки можно продолжить.
Чтобы повернуть шпиндель с заготовкой в следующее фиксированное положение маховиком 5, его необходимо открепить, рукояткой 7 вывести из зацепления фиксатор 6 и снова маховиком повернуть шпиндель до ввода фиксатора в очередное отверстие. После зажима шпинделя фрезерование заготовки можно продолжить.
Делительные головки для простого деления применяют в случаях, требующих повышенной точности деления окружности на равные или неравные части.
Универсальная делительная головка (рис. 4.22, а) состоит из неподвижного корпуса 1, на основании которого расположены два паза, предназначенные для закрепления головки на столе станка, а также две шпонки для ориентации головки по пазу стола. В центрирующих выточках корпуса установлена поворотная часть головки 2, внутри которой находится пустотелый шпиндель 3.
Рис. 4.22. Универсальная головка:
а – общий вид; б – кинематическая схема
Поворотная часть позволяет устанавливать шпиндель под углом наклона относительно горизонтальной плоскости до 90° вверх и на 10° вниз. Отсчет угла наклона положения шпинделя производят по шкале 5 с нониусом, цена деления которого составляет 30′. У шпинделя имеются наружная резьба для кулачкового патрона и конусное отверстие, в которое можно установить центр, переходную втулку, цанговый патрон. Поворот шпинделя осуществляют вращением рукоятки 6 со стержнем, который выполняет роль фиксатора положения рукоятки относительно делительного диска 9. При фиксированном положении рукоятки ее стержень входит в отверстие делительного диска. Если рукоятку необходимо повернуть, то стержень 8 вынимают из отверстия диска.
Отсчет угла наклона положения шпинделя производят по шкале 5 с нониусом, цена деления которого составляет 30′. У шпинделя имеются наружная резьба для кулачкового патрона и конусное отверстие, в которое можно установить центр, переходную втулку, цанговый патрон. Поворот шпинделя осуществляют вращением рукоятки 6 со стержнем, который выполняет роль фиксатора положения рукоятки относительно делительного диска 9. При фиксированном положении рукоятки ее стержень входит в отверстие делительного диска. Если рукоятку необходимо повернуть, то стержень 8 вынимают из отверстия диска.
Для большинства случаев делительный диск закрепляют неподвижно относительно поворотной части 2 защелкой 7. Для фиксации диска защелка вводится в зацепление с нарезанными на его боковой поверхности зубчиками и стопорится винтом.
Вращение от рукоятки 6 (при вынутом стержне фиксатора 8) через зубчатую передачу 33/33 передается червячной паре (передаточное отношение 1/40), колесо которой закреплено на валу шпинделя (рис. 4.22, б). Величина, обратная передаточному отношению червячной пары (N = 40), определит так называемую характеристику делительной головки. Число N соответствует количеству оборотов рукоятки, необходимому для поворота шпинделя точно на один оборот.
4.22, б). Величина, обратная передаточному отношению червячной пары (N = 40), определит так называемую характеристику делительной головки. Число N соответствует количеству оборотов рукоятки, необходимому для поворота шпинделя точно на один оборот.
Отсчет поворота рукоятки, а следовательно, и шпинделя производят по лимбу 11 (цена деления 1º) или по делительному диску. На диске имеется 22 делительных круга по 11 с каждой стороны. Делительным кругом называют ряд отверстий (не сквозных), расположенных на одном диаметре. Количество равномерно размещенных отверстий в рядах делительного диска следующее: 24, 25, 28, 30, 34, 37, 38, 39, 41, 42 и 43 – с одной стороны и 45, 46, 49, 51, 53, 54, 57, 58, 59, 62 и 66 – с другой.
Раздвижной сектор 10 предусмотрен для удобства отсчета по диску (рис. 4.22, а). Ножки сектора устанавливают таким образом, чтобы между ними находилось необходимое число отверстий.
Для крепления шпинделя в фиксированном положении (рис.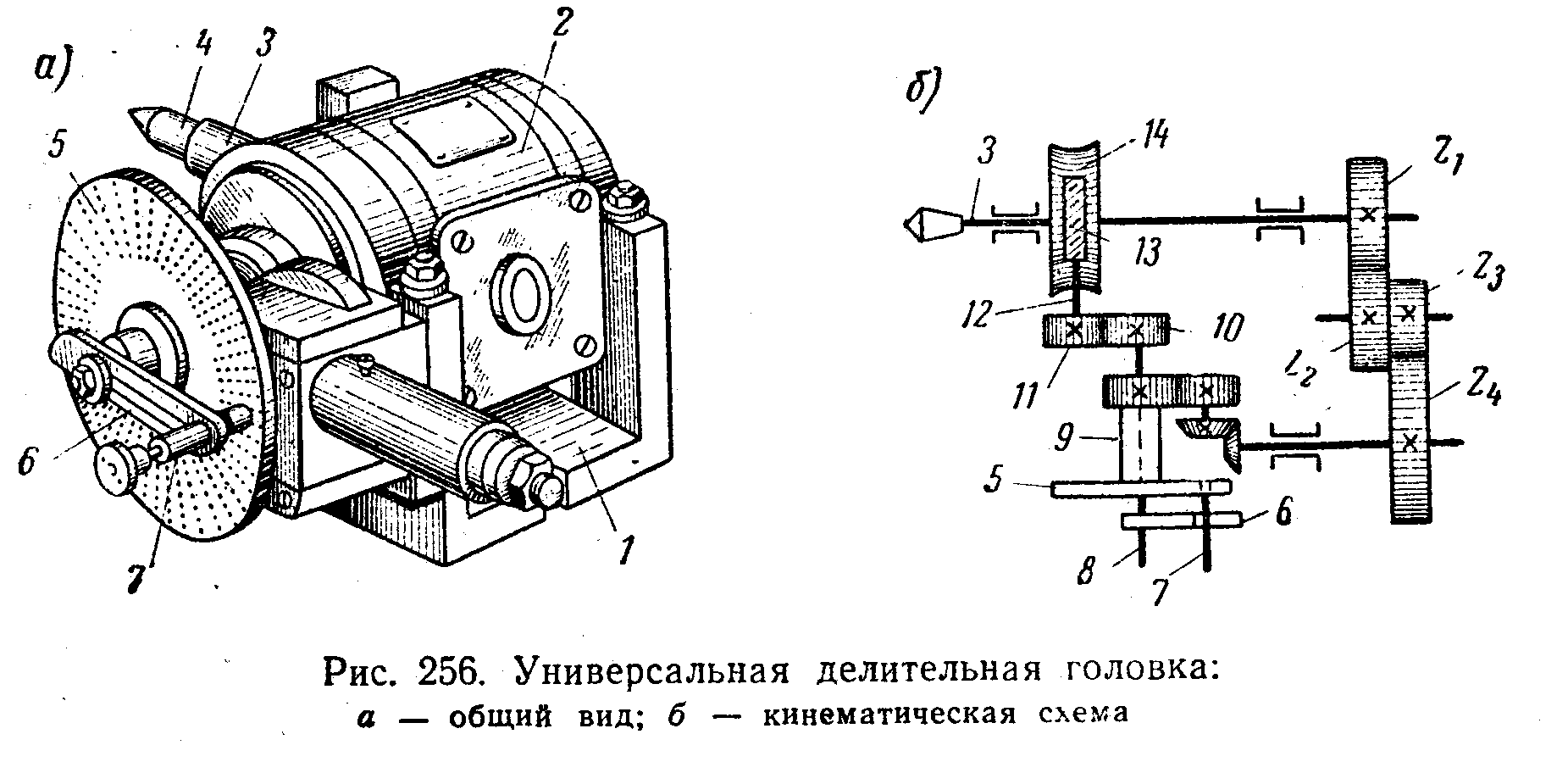 4.22, б) применяют устройство, состоящее из кольца 15, винта 4 и сухарика 14, который при вращении винта перемещается (на схеме вниз) по втулке 13 и прижимается к внешней поверхности кольца. Одновременно втулка перемещается вверх и ее Г-образный прихват давит на внутреннюю поверхность кольца, что и обеспечивает надежное крепление шпинделя головки.
4.22, б) применяют устройство, состоящее из кольца 15, винта 4 и сухарика 14, который при вращении винта перемещается (на схеме вниз) по втулке 13 и прижимается к внешней поверхности кольца. Одновременно втулка перемещается вверх и ее Г-образный прихват давит на внутреннюю поверхность кольца, что и обеспечивает надежное крепление шпинделя головки.
За основной размер делительной головки принимают максимальный диаметр обрабатываемой заготовки. Стандарт предусматривает ряд головок из шести типоразмеров: 160, 200, 250, 320, 400 и 500 мм. Каждому размеру стола станка соответствует определенный тип головки. Например, на стол шириной 320 мм необходимо устанавливать головку для обработки заготовок диаметром 250 мм.
Непосредственное деление осуществляют поворотом шпинделя 3 вручную на требуемый угол. При этом рукояткой 12 червяк выводят из зацепления с червячным колесом. Отсчет угла поворота ведут по лимбу 11.
Рассмотрим пример простого деления.
Требуется разделить окружность на z равных частей. Следовательно, необходимо определить число поворотов рукоятки np , соответствующее повороту шпинделя на 1/z часть оборота. Это число определяют по формуле:
Если, например, z = 5, тогда 1/z часть оборота шпинделя головки соответствует восьми полным оборотам рукоятки ( np = 8).
При настройке делительной головки для простого деления необходимо соблюдать следующую последовательность приемов:
- защелкой обеспечить неподвижность делительного диска;
- ввести стержень-фиксатор в одно из отверстий делительного диска;
- во избежание ошибки при повторном вводе фиксатора в выбранное отверстие следует отметить его мелом
- или карандашом или подвести ножку сектора до упора в фиксатор;
- закрепить шпиндель головки винтом.

Рукоятку необходимо вращать только по часовой стрелке, что позволит избежать отрицательного влияния люфта цилиндрической и червячной передач на точность поворота заготовки. Если фрезеровщик повернул рукоятку на больший угол, то ее следует возвратить на четверть оборота против часовой стрелки, а затем вновь повернуть по часовой стрелке до заданного отверстия.
Если отношение N/z является дробным числом, то число оборотов рукоятки определяют по формуле:
где А – целое число, характеризующее количество полных оборотов рукоятки, а и б – числитель и знаменатель правильной несокращенной дроби. Например, если z = 33, то
В данном случае необходимо подобрать такой делительный диск, в одной из окружностей которого число отверстий соответствует или кратно знаменателю дробной части полученного соотношения. Дробь 7/33 нужно умножить на такую величину М, чтобы знаменатель соответствовал числу отверстий делительного круга.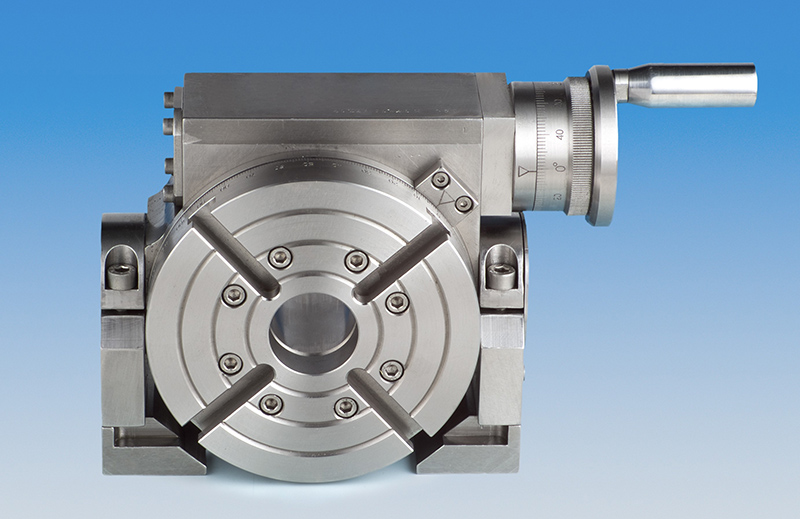 Если здесь числитель и знаменатель умножить на 2, то значение знаменателя 66 будет соответствовать числу отверстий одной из окружностей делительного диска.
Если здесь числитель и знаменатель умножить на 2, то значение знаменателя 66 будет соответствовать числу отверстий одной из окружностей делительного диска.
Рукоятку устанавливают на делительном круге с числом отверстий 66, а стержень-фиксатор вводят в одно из отверстий диска. В процессе деления рукоятку головки поворачивают на один полный оборот и дополнительно на 14/66 часть оборота, которая определяется по отверстиям диска. Количество отверстий, соответствующее величине дополнительного поворота рукоятки и на которое нужно настроить раздвижной сектор, опредляют из выражения:
n = aM+1.
Следовательно, сектор необходимо настроить так, чтобы между его ножками число отверстий на делительном круге 66 соответствовало n = 7 ⋅ 2 + 1 = 15. Затем в этом положении ножки сектора закрепляют винтом 1 (рис. 4.23). После окончания обработки заготовки в данном положении шпиндель открепляют, рукояткой делают один полный оборот и дополнительно 14/66 оборота и фиксатор вводят в отверстие, расположенное рядом с ножкой 2. Сектор поворачивают по часовой стрелке до соприкосновения ножки 3 с фиксатором, снова закрепляют шпиндель и начинают обрабатывать заготовку в новом положении.
Сектор поворачивают по часовой стрелке до соприкосновения ножки 3 с фиксатором, снова закрепляют шпиндель и начинают обрабатывать заготовку в новом положении.
При чистовом фрезеровании заготовка иногда должна быть точно ориентирована относительно фрезы, а отверстие диска при этом может не совпадать с фиксатором. В этом случае винтом освобождают защелку, что позволяет осуществить незначительный проворот делительного диска, вполне достаточный для ввода фиксатора в ближайшее отверстие.
Дифференциальное деление применяют в тех случаях, когда на диске отсутствует делительный круг с числом отверстий, равным или кратным знаменателю б. Например, нельзя методом простого деления обеспечить деление окружности на 59; 61; 67; 73 и т.п. Отличие дифференциального способа деления от всех других заключается в том, что отсчет поворота рукоятки 6 (см. рис. 4.22, б) ведется не по неподвижному, а по вращающемуся делительному диску 9.
Для проведения дифференциального деления необходимо расстопорить (отвести защелку 7) делительный диск и соединить шпиндель с делительным диском сменными колесами. При этом колесо z1 устанавливают на оправке, закрепленной в конусном отверстии заднего конца шпинделя, а колесо z4 – на валу 16 конического колеса 17.
При этом колесо z1 устанавливают на оправке, закрепленной в конусном отверстии заднего конца шпинделя, а колесо z4 – на валу 16 конического колеса 17.
Если теперь вращать рукоятку, то при вращении шпинделя будет вращаться и делительный диск. В результате этих движений число оборотов рукоятки np будет соответствовать сумме движения nпр и поворота диска nдоп, т.е. nр = nпр + nдоп. При этом величина где z – заданное число делений оборота шпинделя; iсм – передаточное отношение сменных зубчатых колес.
Возможность получения дополнительного движения рукоятки за счет сменных колес (обеспечивающих поворот делительного диска) и положена в основу методики выполнения дифференциального деления. Поэтому при дифференциальном делении на заданное число частей число nпр (приближенное) выбирают близким к заданному z (в меньшую или большую сторону). При этом оно должно удовлетворять условиям простого деления и по возможности быть кратным N.
При этом оно должно удовлетворять условиям простого деления и по возможности быть кратным N.
Для осуществления деления в соответствии с zпр необходимо сделать nпр = N/ zпр оборотов рукоятки. Теперь с учетом дополнительного движения рукоят- ки запишем соотношение:
отсюда находим iсм = N / zпр ( zпр – z).
Рассмотрим последовательность приемов при дифференциальном делении, например, на число делений 59.
Принимаем
т.е.
Следует иметь в виду, что если величина передаточного отношения положительная, то направление вращения рукоятки и диска совпадают (вращение по часовой стрелке), а если отрицательная – при вращении рукоятки по часовой стрелке диск должен вращаться в противоположном направлении. Для обеспечения этого в набор сменных колес необходимо ввести дополнительное зубчатое колесо (паразитное) в соответствии с определенной схемой.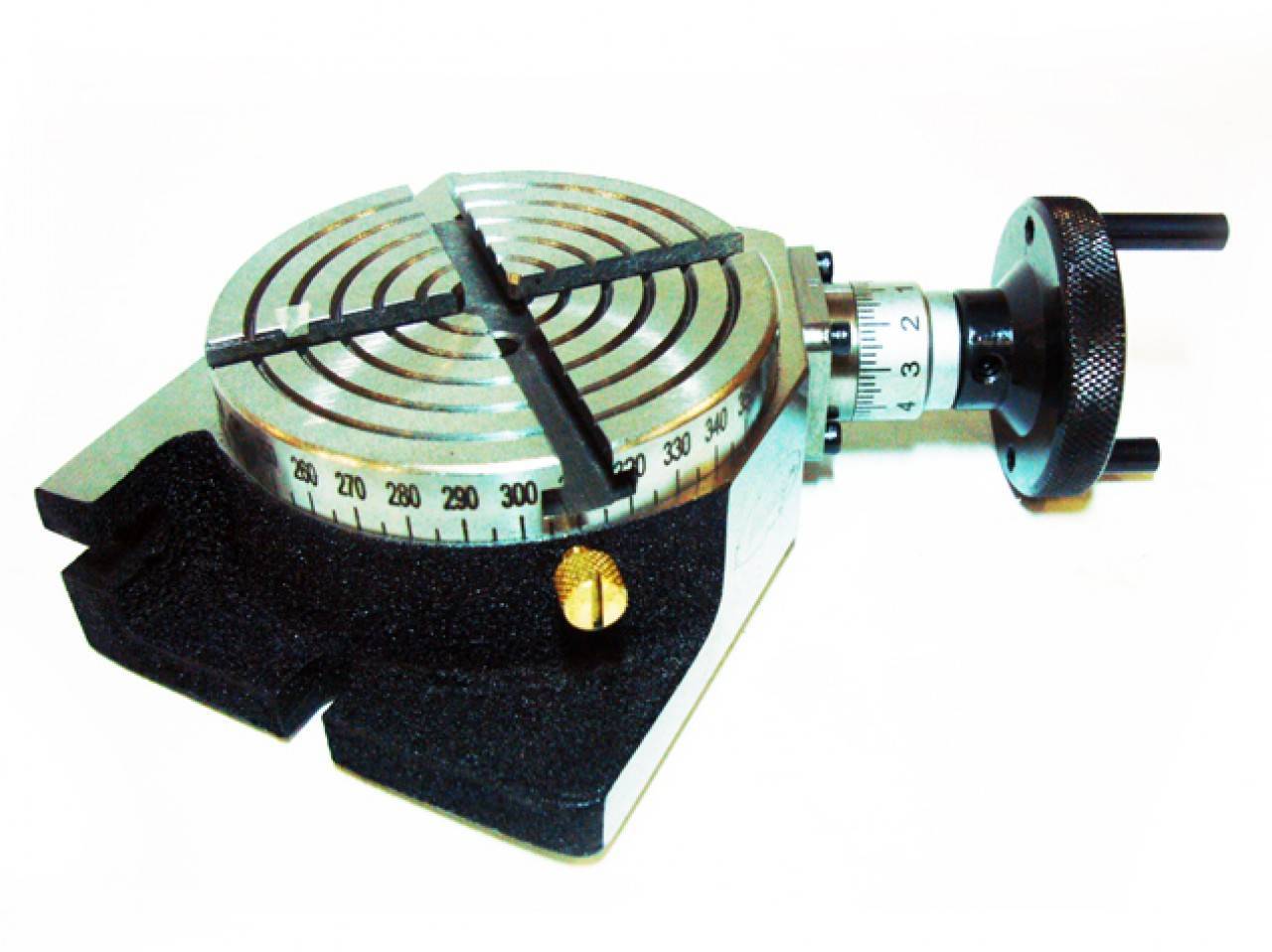 Обычно головкам прилагают комплект сменных зубчатых колес с числами зубьев: 25; 30; 35; 40; 50; 55; 60; 70; 80; 90; 100; 127.
Обычно головкам прилагают комплект сменных зубчатых колес с числами зубьев: 25; 30; 35; 40; 50; 55; 60; 70; 80; 90; 100; 127.
Установленному передаточному отношению удовлетворяет следующее сочетание зубчатых колес:
Установка сменных зубчатых колес применительно к рассматриваемому примеру показана на рис. 4.22, б. На шпиндельном валике находится зубчатое колесо z1 = 80, на первом промежуточном пальце гитары z2 = 100, затем z3 = 50, на валике привода делительной головки z4 = 60. Зубчатые колеса 80 и 60 необходимо монтировать на валы со шпонками.
Определяем число оборотов рукоятки при делении:
Затем выбираем делительный круг с числом отверстий 30 и подводим фиксатор к этому кругу. Сектор раздвигаем на 21 отверстие. Следует помнить, что дифференциальное деление возможно только при горизонтальном расположении шпинделя головки.
В специальных справочниках приведены таблицы настройки головок для дифференциального деления на число делений от 51 до 399 с указанием делительного круга, числа пропускаемых промежутков отверстий, числа зубьев сменных зубчатых колес и схемы их установки.
Настройка делительной головки на фрезерование винтовой канавки позволяет обеспечить два взаимосвязанных движения заготовки относительно инструмента – перемещение в продольном направлении и вращение вокруг оси. Первое движение осуществляется за счет продольной подачи стола, второе – благо- даря вращению шпинделя делительной головки. Для взаимосвязи движений делительная головка сменными шестернями z1′, z2′, z3′, z4′ присоединяется к ходовому винту привода продольной подачи стола станка.
При наличии сменных колес вращение ходового винта при перемещении стола в продольном направлении вызовет вращение шпинделя делительной головки. Чтобы получить винтовую канавку, шпиндель при перемещении стола на величину, равную шагу Т нарезаемой канавки, должен сделать один оборот.
Характеристикой универсально-фрезерного станка называется шаг винтовой канавки, полученной при передаточном отношении сменных зубчатых колес, соединяющих винт станка и валик привода делительной головки, равном единице.
Допустим, что передаточное отношение сменных зубчатых колес, показанных на рис. 4.22, б, равно единице. Так как передаточное отношение постоянных колес 17 : 17, 33 : 33 делительных головок равно единице, то за один оборот винта продольной подачи стол переместится на шаг Р, червяк головки сделает один оборот, а шпиндель головки повернется на 1/40 оборота. Следовательно, шпиндель головки сделает полный оборот, когда винт подачи стола совершит 40 оборотов, а стол станка переместится на величину, равную произведению частоты вращения винта 40 на его шаг 6 мм, т.е. 40 x 6 = 240 мм. Таким образом, за один оборот шпинделя делительной головки при принятом допущении iсм = 1 на заготовке будет образована винтовая канавка с шагом 240 мм. Число 240 и есть характеристика станка. В общем случае характеристика универсально-фрезерного станка А определяется по формуле
A = NPB ,
где PB – шаг винта продольной подачи стола, мм.
Теперь легко получить формулу для определения передаточного отношения сменных зубчатых колес гитары. Если на станке с характеристикой 240 требуется профрезеровать винтовую канавку с шагом 120 мм, то за время перемещения стола на 240 мм обрабатываемая заготовка должна сделать два оборота. При этом передаточное отношение сменных зубчатых колес должно быть равно двум. При шаге винтовой канавки, равном 60 мм, это отношение должно быть равно 4 и т.д.
Таким образом, передаточное отношение сменных зубчатых колес, соединяющих винт продольной подачи стола и валик привода делительной головки, определяется по формуле:
где А – характеристика станка; Т – шаг винтовой канавки, мм.
Следует отметить, что установка сменных колес на гитаре при настройке делительной головки на обработку винтовой канавки – довольно сложная операция, поскольку гитара имеет несколько колес с постоянным числом зубьев.
Оптические делительные головки применяются для выполнения особо точных делений, а также для проверки правильности выполненных делений.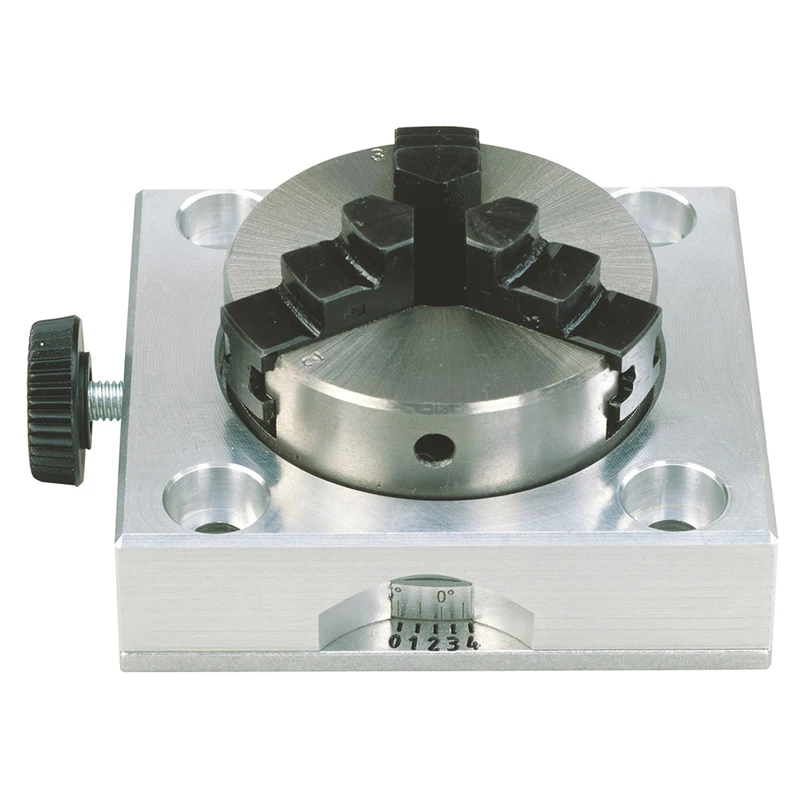 Отсчет поворота шпинделя в таких головках ведется по круговой шкале при помощи оптической системы с точностью отсчета 1′.
Отсчет поворота шпинделя в таких головках ведется по круговой шкале при помощи оптической системы с точностью отсчета 1′.
Для установки обрабатываемых заготовок применяют принадлежности делительных головок: задняя бабка, набор оправок, поводковый центр, трехкулачковый патрон, цанговые патроны и оправки, люнет (рис. 4.24).
Рис. 4.24. Некоторые принадлежности делительных головок:
а – задняя бабка; б, в – оправки; г – центр с поводком; д – люнет
Задняя бабка (рис. 4.24, а) наиболее часто используется совместно с делительной головкой. Основанием 8 бабка крепится на столе фрезерного станка. Ориентация задней бабки по пазу стола станка осуществляется направляющими шпонками 9. В прорези основания расположен корпус 1, подъем и опускание которого происходит при вращении зубчатого колеса 7, сцепленного с валикомрейкой 6. Верхний конец этого валикрейки соединен штифтом 5 с корпусом. После установки корпуса в требуемое положение его закрепляют в основании бабки и затягивают гайками болтов 4. Перемещение пиноли 3 осуществляется вращением маховика 2.
После установки корпуса в требуемое положение его закрепляют в основании бабки и затягивают гайками болтов 4. Перемещение пиноли 3 осуществляется вращением маховика 2.
В зависимости от размера и конструкции обрабатываемые заготовки могут быть установлены и закреплены:
- в центрах делительной головки и задней бабки;
- на оправке, установленной в центрах делительной головки и задней бабки;
- на оправке, установленной в коническом гнезде шпинделя делительной головки;
- в трехкулачковом патроне, навернутом на резьбовой конец шпинделя делительной головки;
- в цанговых патронах.
Заготовки типа дисков и втулок надевают на оправки, установленные в центрах делительной головки и задней бабки, или на оправки, помещенные в коническое гнездо шпинделя делительной головки. Центровые конусные оправки устанавливают в центрах делительной головки и задней бабки. Заготовка базируется отверстием и удерживается на оправке силами трения.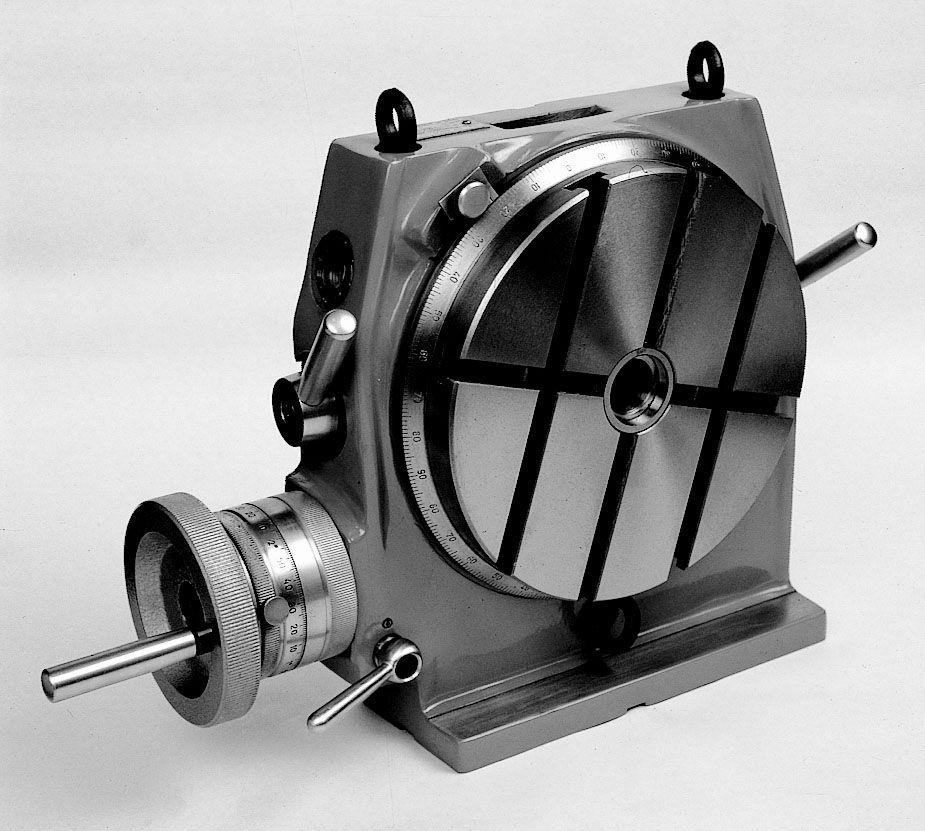 Центровая оправка, показанная на рис. 4.24, б, имеет заплечик 1, шпоночную канавку 2 и гайку 4. Заготовка надевается на гладкую часть оправки 3 и закрепляется гайкой. При фрезеровании с большими силами резания заготовка может быть поставлена на шпонку.
Центровая оправка, показанная на рис. 4.24, б, имеет заплечик 1, шпоночную канавку 2 и гайку 4. Заготовка надевается на гладкую часть оправки 3 и закрепляется гайкой. При фрезеровании с большими силами резания заготовка может быть поставлена на шпонку.
Оправка, показанная на рис. 4.24, в, служит для закрепления заготовок, при фрезеровании которых не применяют задний центр. Эту оправку вставляют коническим хвостовиком в коническое отверстие шпинделя делительной головки (вместо центра) и затягивают специальным винтом-затяжкой.
Заготовки типа валов устанавливают в центрах (рис. 4.24, г). Центр 4 с поводком 3 вставляют коническим хвостовиком 2 в гнездо шпинделя. На лыски, имеющиеся в центре, надевают поводок 3. Винт-затяжку 1 вставляют в задний конец шпинделя головки и ввинчивают в хвостовик центра или оправки. Хомутик, надеваемый на заготовку или оправку, своим загнутым концом 7 входит в паз поводка, и закрепляется в нем винтами 5. На заготовке хомутик крепят винтом 6.
На заготовке хомутик крепят винтом 6.
Заготовки круглой формы часто устанавливают в трехкулачковом самоцентрирующем патроне, который крепят на шпинделе делительной головки.
При обработке нежестких заготовок (при l/D > 10, где l – длина, D – диаметр заготовки) в качестве дополнительной опоры во избежание прогиба заготовки применяют люнеты (рис. 4.24, д). Обрабатываемую заготовку располагают в призматическом вырезе, сделанном в головке винта домкрата. В рабочее положение винт устанавливается вращением накатной гайки 1 и закрепляется винтом 2.
| |||||

Конструкция и применение делительных головок для фрезерных станков
Существует ряд специальных приспособлений, которые обеспечивают или же сами закрепляют заготовки. К таким приспособлениям относим и фрезерные головки. Все эти действия совершаются на шлицефрезерном станке, закрепленном на столе. Именно такое приспособление позволяет говорить о том, что они не только имеют какую-то укрепляющую функцию, но прежде, предоставляет все возможности такого станка, делает работу на нем более практичной и удобной.
К таким приспособлениям относим и фрезерные головки. Все эти действия совершаются на шлицефрезерном станке, закрепленном на столе. Именно такое приспособление позволяет говорить о том, что они не только имеют какую-то укрепляющую функцию, но прежде, предоставляет все возможности такого станка, делает работу на нем более практичной и удобной.Так в чем же заключается назначение делительной головки для фрезерных станков? Такие головки необходимы для того, чтобы не только закреплять саму заготовку, но еще и помогать поворачивать ее, чтобы осуществлять непрерывное вращение для обработки какие-то детали. Вот такие головки могут быть разделены или на равные части, или на неравные. Но это зависит от того, что обрабатывается: сверла, разворачивается.
Использование фрезерных головок
Делительная головка, позволяющая станку совершать повороты заготовки на разные углы, хорошо выполняет фрезеровку канавок, которые могут быть и прямолинейные, и конические, и цилиндрические . Если же устройство правильно настроить для работы, то тогда по всей окружности необходимой заготовки канавки будет размещаться так, как вам это нужно.
Если же устройство правильно настроить для работы, то тогда по всей окружности необходимой заготовки канавки будет размещаться так, как вам это нужно.
Такие головки можно найти чаще всего на станках, которые называются горизонтально-фрезерными, но при условии, что этого потребует сам заказчик. А вот на универсальных фрезерных станках такая деталь обязательна, иначе работать такое оборудование просто не сможет.
Виды делительных головок
Чтобы работоспособность фрезерных станков была высокой, очень часто на большом производстве применяют такие делительные головки, как многошпиндельные .Существуют и другие деления такие обязательные детали для изготовления и обработки заготовки.
Виды делительных головок:- Простые.
- Универсальные.
- Оптические.
Немного охарактеризуем каждый из этих видов. Итак, простые самые простейшим видом по своей конструкции. Управляться с такими делительными частями очень просто, она не требует особых знаний и умений . С такой головой сможет работать даже человек, который только начинает свою работу на фрезерном оборудовании.
Итак, простые самые простейшим видом по своей конструкции. Управляться с такими делительными частями очень просто, она не требует особых знаний и умений . С такой головой сможет работать даже человек, который только начинает свою работу на фрезерном оборудовании.
Характеристика простой делительной головки
Обычно такая просто часть хорошо подходит для того, чтобы производить и обрабатывать заготовки, которые необходимо выпустить в больших количествах и в краткие сроки.
Элементы делительной части:- Шпиндель.
- Лимб.
- Трехкулачковый патрон.
Теперь кратко о назначении каждого элемента, который используется во фрезерном станке. Конец шпинделя помогает закреплять ту деталь, которая будет подвергаться обработке.На шпинделе крепится и лимб.
Все мастера фрезерного дела знают, что лимб – это делительный диск, который позволяет головке делить заготовку на определенное количество частей , которые будут равными. Но можно постараться изменить это значение так, чтобы происходило уже деление на неравные промежутки.
Но можно постараться изменить это значение так, чтобы происходило уже деление на неравные промежутки.
Трехкулачковый патрон может быть только на шпинделе делительной головки, если он будет располагаться вертикально. Если же расположение шпинделя, то тогда элемент такой простой конструкции головки и не нужен.
Характеристика универсальной делительной головки
Для универсальной части характерна сложная конструкция. Это указывает на то, что такую делительную часть для фрезерного станка можно использовать только для единичных заготовок. Можно даже сказать, что для такого типа использовать заготовки, которые идут только для каких-либо экспериментов.Но зато вот для ремонта такие универсальные делительные головки просто идеальны.Существует несколько моделей делительных частей подобной конструкции: УДГ-200, УДГ – 320 и другие. Но все они выпускаются примерно с 1980 года.
Характеристика оптической делительной головки
Прежде всего стоит отметить, что делительные головки для фрезерных станков оптической конструкции необходимы, чтобы точные угловые отсчеты, которые позволяют правильно разворачивать заготовки .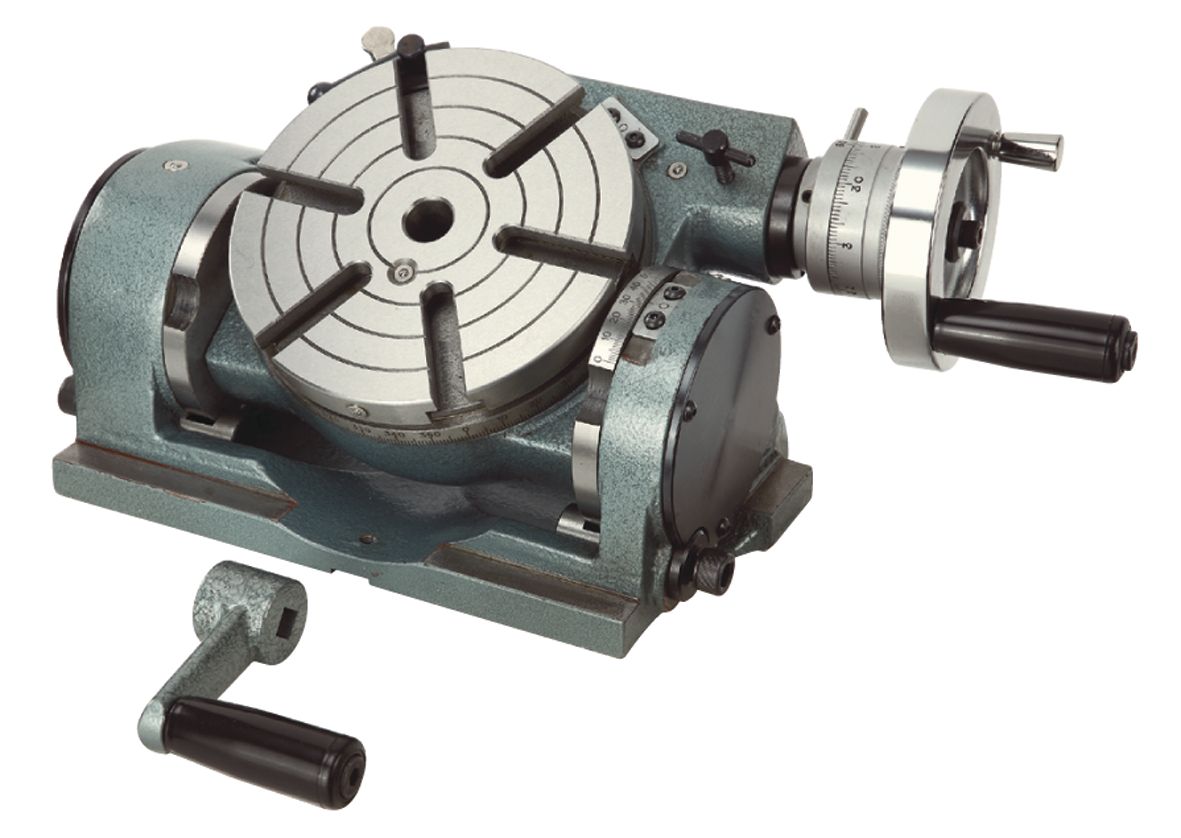 При такой конструкции делительной головки можно изготовить режущие инструменты, которые будет содержать много лезвий.
При такой конструкции делительной головки можно изготовить режущие инструменты, которые будет содержать много лезвий.В состав оптической делительной конструкции могут входить следующие элементы: две гитары сменных колес, задняя бабка, передний центр , поводок для него, домкрат, и подкладки разного типа, обязательно должна быть и оправка для того, чтобы закреплять.
Как наладить делительную головку для фрезерного станка
Чтобы станок работал исправно и без перебоев, необходимо правильно отнестись к подготовке делительной части для работы фрезерного станка.Для этого стоит имеющуюся у вас заготовку зубчатого колеса закрепить, используя гайки. Закрепляют такую заготовку на оправке. А для этого оправку начинают зажимать в трехкулачковом патроне, который постепенно навинчивается на горизонтальный или вертикальный шпиндель самой делительной головки. Другой же конец оправки, использую заднюю бабку. После этого диск фреза также закрепляют на оправке шпинделя и устанавливают ее прямо по самому центру заготовки.
Вот после этого стол можно опустить и уже подводить фрезерную заготовку, но так, чтобы лист, который находится между ними, обязательно закусывался. Но не спешите сразу выполнять нарезку, а проверьте еще раз наладку и, соответственно, настройку станка.
Оцените статью: Поделитесь с друзьями!Делительная головка, цанги, втулки, тиски для фрезерного станка + Видео
Разнообразные приспособления для фрезерных станков имеют большое значение для нормального функционирования этого широко распространенного металлообрабатывающего оборудования.
1 Делительная головка – важнейший инструмент
Под делительной головкой (ДГ) понимают приспособление горизонтального типа.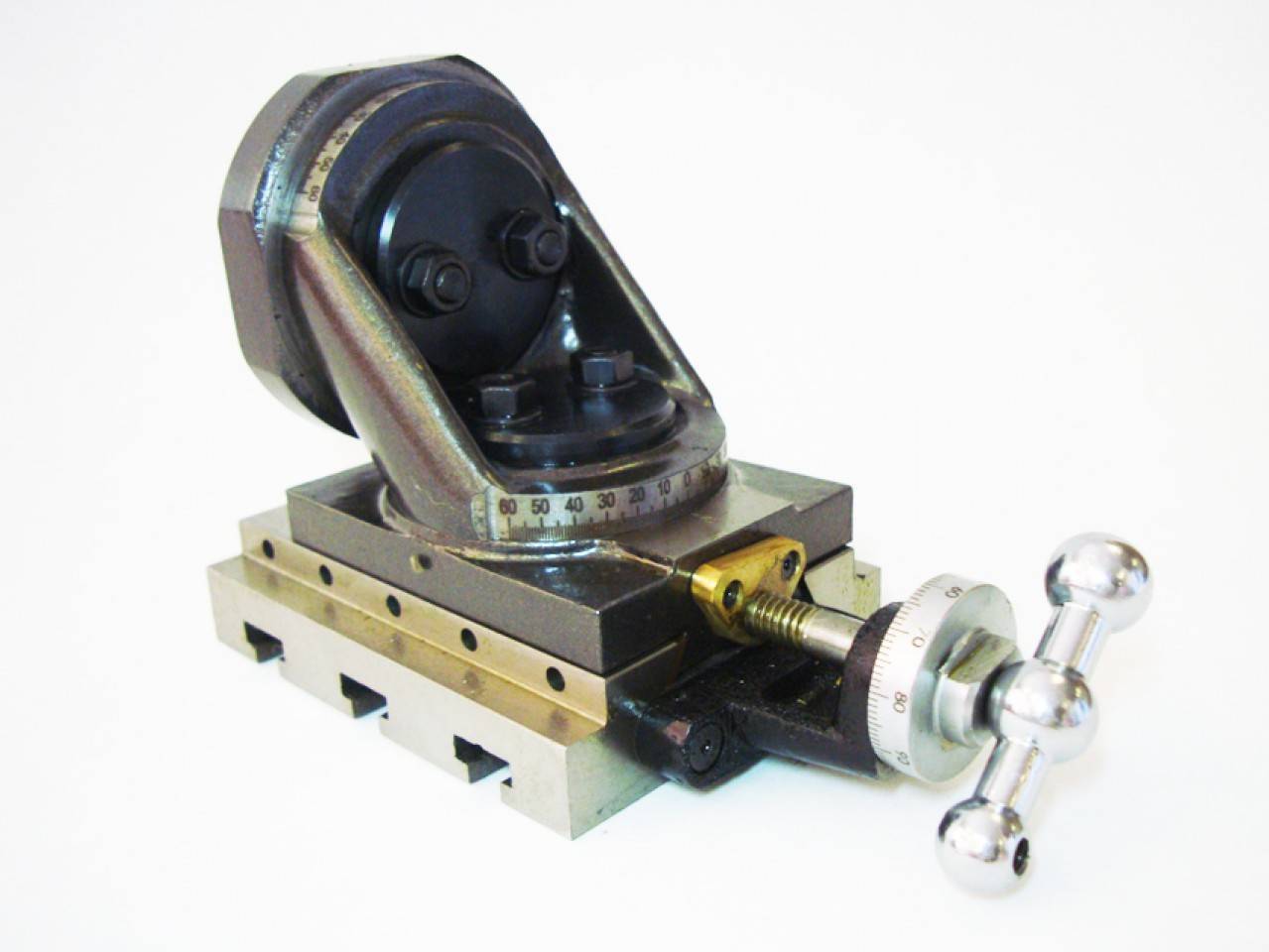 Оно используется для поворота (за промежуток времени) обрабатываемого на фрезерном станке неравные либо равные углы.По этой причине описываемые головки нередко называют поворотными.
Оно используется для поворота (за промежуток времени) обрабатываемого на фрезерном станке неравные либо равные углы.По этой причине описываемые головки нередко называют поворотными.
На практике делительные головки выполняют фрезерование многогранных заготовок, нарезать зубья, канавки и впадины режущих инструментов и колес на станках с ЧПУ и на обычных агрегатах. Также ДГ обеспечивает постоянное вращение детали в унисон с осевой подачей и максимально перемещение рабочей поверхности. Делительные головки изготавливаются по ГОСТ 8615 и имеют следующие эксплуатационные достоинства:
.- простота в использовании агрегат и в использовании;
- возможность широкого спектра работ с разными геометрическими параметрами заготовок;
- значительное расширение рабочего места фрезерной установки;
- возможность фрезерования изделий в любом удобном положении.
Делительная головка для фрезерования
Кроме того, делительные головки имеют доступную цену.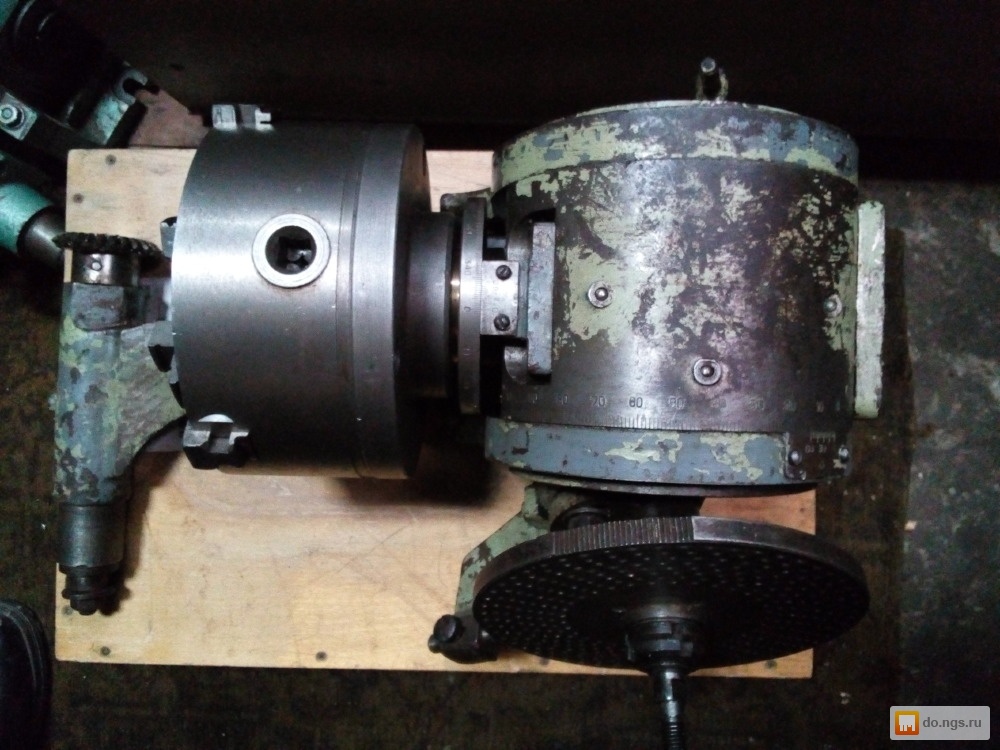 Благодаря этому использовать их домашние мастера, владеющие небольшими фрезерными станками. ДГ подразделяют на универсальные, упрощенные и оптические. Последние применяются для выполнения работ повышенной точности на станках с ЧПУ.
Благодаря этому использовать их домашние мастера, владеющие небольшими фрезерными станками. ДГ подразделяют на универсальные, упрощенные и оптические. Последние применяются для выполнения работ повышенной точности на станках с ЧПУ.
Наибольшее распространение получили универсальные головки. Они выполняют на фрезерных агрегатах простое, непосредственное, дифференциальное, комбинированное и непрерывное деление.Опытный оператор быстро подбирает нужную ему ДГ для хирургической операции. Для выбора конкретного вида деления и его частей существует специальная таблица. В ней указываются следующие характеристики, которые имеют делительную головку:
- части деления;
- отсчитываемые отверстия;
- число оборотов;
- общее количество отверстий.
Таблица позволяет без труда выбрать нужную ДГ даже неопытному домашнему умельцу, начинающему осваивать работу на фрезерном оборудовании.Чаще всего используются делительные универсальные головки таких марок УДГ 125, УДГ 100 (эти две модели хороши для использования на небольших фрезерных агрегатах, установленных в частных мастерских), УДГ 320 и УДГ 400. Последнее из указанных приспособлений является достаточно массивным. Такая поворотная головка устанавливается на станки, которые фрезеруют большие по массе и геометрическим размерам.
Последнее из указанных приспособлений является достаточно массивным. Такая поворотная головка устанавливается на станки, которые фрезеруют большие по массе и геометрическим размерам.
2 Цанги – будет ли без них работать фреза?
Для того, чтобы работать на фрезерном агрегате, в обязательном порядке необходим цанговый патрон и набор цанг для него.Без этих приспособлений вы просто-напросто не зафиксируйте режущий инструмент. А значит, станок будет лишь грудой металла, а не эффективным металлообрабатывающим оборудованием.
Цанговый патрон также дает возможность повторно зажимать (по ранее обработанной поверхности) фрезеруемое изделие и надежно фиксировать холоднотянутый пруток. Такая оснастка для фрезерных станков бывает неподвижной, выдвижной и втягиваемой. Кроме того, цанги принимаются делить на зажимные и подающие. Между ними есть разница.
Цанговый патрон зажимного типа изготавливается в виде втулки, оснащенной особыми пружинящими лепестками. В случаях, когда цанга располагает шестью лепестками, с ее помощью можно фрезеровать детали сечением более 8 см, четырьмя – сечением 3–8 см.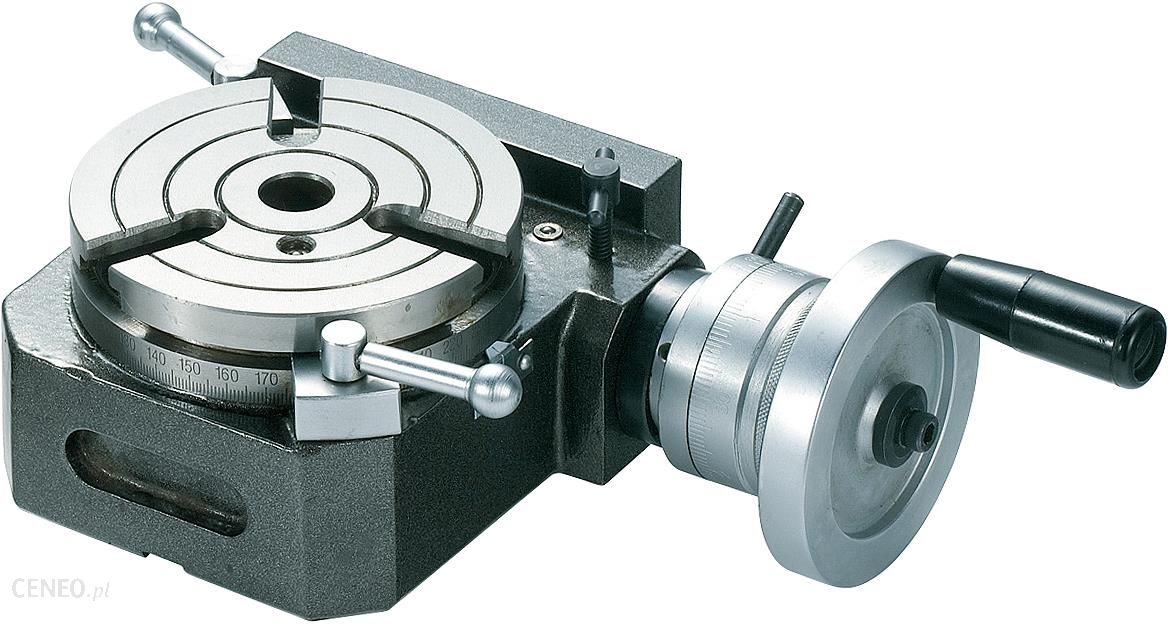 Изделия с меньшим диаметром обрабатывают посредством трехлепестковых приспособлений. Выбирая набор цанг, это следует учитывать.
Изделия с меньшим диаметром обрабатывают посредством трехлепестковых приспособлений. Выбирая набор цанг, это следует учитывать.
Цанговые патроны зажимного типа
В большинстве случаев зажимные цанги делают цельными.Существуют специальные разъемные приспособления. Они имеют сменные втулки и вкладыши. Геометрические параметры этих элементов размерами и формами металлических прутков, обрабатываемых на фрезерных агрегатах. Так как подобные изделия бывают разными по параметрам, приходится приобретать набор цанг, позволяющий фрезеровать их на стандартных станках и установках с ЧПУ.
Подающие цанги – это втулки, прошедшие закалки, располагающие тремя разрезами. Последние формируют лепестки (пружинящие) с поджатыми по отношению друг к другу торцами.Профиль фрезеруемого прутка должен соответствовать подающей цанги, которая накручивается на трубу (ее называют подающей) станка.
Трубное приспособление продвигает пруток, получая движение от гидропривода либо от кулачкового устройства. Заготовка при этом проникает между лепестками цанги. Они разжимаются, а затем прижимаются счет упругой силы к детали. Так работает подающий цанговый патрон.
Заготовка при этом проникает между лепестками цанги. Они разжимаются, а затем прижимаются счет упругой силы к детали. Так работает подающий цанговый патрон.
3 Набор цанг – зачем он нужен, и какой покупать?
Цанговый патрон важен и в качестве крепежа для установки фрезы.Правда, используется он исключительно для монтажа инструментов с малым сечением хвостовиков. Рассматриваемый нами патрон вставляется непосредственно в цангу (в сменную) и крепится там гайкой.
Затем гайка вдавливает при закручивании цанги в патрон. При этом цанговый элемент обжимает фрезу, обладая способ деформироваться по упругому принципу. Из описания видно, что для нормальной работы оборудования требуется использовать набор цанг. Ведь для разных заготовок применять различные виды элементов.Несмотря на кажущееся неудобство, цанговый патрон очень распространен. Он используется повсеместно.
Набор цанг для фрезерного станка
Сейчас можно приобрести и патрон, и набор цанг разных производителей. В продаже есть как отечественная продукция, так и зарубежная. При этом набор цанг изготавливается по определенному ГОСТу или DIN. Популярностью пользуется оснастка (патрон и набор сменных цанг) с маркировками OZ и ER. Такие приспособления применяются на обычных станках и на центрах с ЧПУ.Также востребованным набор цанг ER.
Функциональные отличия между комплектами приспособлений разных моделей нет. Любой набор цанг одну задачу. А вот наполняемость комплекта бывает отличного. Один набор цанг содержит 18 приспособлений, другой – 23. Выбрать другой вариант несложно. Таким образом, каждое предприятие либо владельцем собственного фрезерного агрегата покупают тот набор цанг, который им необходим. Частному мастеру, как правило, хватает одного комплекта описываемых элементов для работ по металлу.
4 Переходные втулки и оправки для фрезерных агрегатов
Как расширить технологический потенциал металлорежущего станка? Очень просто, если использовать переходные втулки и специальные оправки. Они считаются неотъемлемыми элементами комплектации любого агрегата для фрезерования. Будь то станок с ЧПУ или же универсальная установка для работ по металлу.
Они считаются неотъемлемыми элементами комплектации любого агрегата для фрезерования. Будь то станок с ЧПУ или же универсальная установка для работ по металлу.
Для крепления на фрезерные станки фрезерного инструмента с продольной шпонкой и торцевых насадных фрезерные комбинированные оправки (ГОСТ 13787 и 13788).Они нужны для быстрой замены рабочих приспособлений с сохранением ранее заданной точности их центровки. Все оправки делают из инструментальных сталей высокого качества. Поэтому они по-настоящему долго. Конструктивно интересующие нас приспособления состоят из конического хвостовика и специальной части, предназначенной для фиксации фрезы. Конусы, действительны оправки, стандартизированы.
На отечественных предприятиях чаще всего используются приспособления по ГОСТ 24644.Такие оправки имеют хвостовик, выполненный в типоразмерах конуса Морзе. Марки изменяются они так – 7:24. Эти комбинированные оправки позволяют производить фрезерование изделий с применением за одну установку сразу нескольких инструментов. Причем смена фрезы выполняется с минимальными временными потерями.
Причем смена фрезы выполняется с минимальными временными потерями.
Комбинированные оправки обладают рядом эксплуатационных достоинств. Они:
- снижают колебания инструмента в процессе выполнения работ по металлу;
- гарантируют максимальную точность фрезерования;
- предотвращают опасность проскальзывания фрезы при передаче крутящего момента;
- защищают инструмент от проворотов (при использовании оправки, защищающей все 100%).
Комбинированная оправка для фрезы
Обратите внимание! На горизонтально-фрезерных агрегатах обычно используются особые длинные оправки. позволяет производить через регулируемые либо жесткие кольца. При таких работах нередко применяют распорные втулки. Их монтируют в хобот станка.
В ситуации, когда конус шпинделя фрезерного агрегата не совпадает с конусом оправки, применяя переходные втулки по ГОСТ 13598 и ГОСТ 13789.Ими можно крепить режущий инструмент с хвостовиками, имеющими разную конусную часть. Переходные втулки изготавливаются по указанным ГОСТ в длинном и коротком исполнении. К шпинделю станка они прикрепляются через резьбовое отверстие.
Переходные втулки изготавливаются по указанным ГОСТ в длинном и коротком исполнении. К шпинделю станка они прикрепляются через резьбовое отверстие.
Переходные втулки минимального повышения производительности, характеризуются высокими эксплуатационными ресурсами, уменьшают объем брака при выполнении металлообрабатывающих операций. Кроме того, эти станочные приспособления исключают опасность получения травмы оператором станка и снижают до минимума риск поломки и выхода из строя фрезерного агрегата.
Нельзя также отметить, что переходные втулки значительно снижают затраты на подготовку цикла производства тех или используемых деталей. Для домашнего умельца это не столь важно. А вот на крупных предприятиях себестоимости выполнения работ уделяется особое внимание. Поэтому переходные элементы на них используются в обязательном порядке.
5 Тиски для оборудования – универсальные приспособления
Станочные тиски фиксирующими сменными губками и постоянными элементами – салазками, корпусом, зажимающим механизмом. Губки могут быть плавающими и подвижными. Корпус изготавливают из стали по ГОСТ 1412 или из ковкого чугуна. Как, станину обычно закаляют и шлифуют целью придания ей повышенной прочности и надежности при эксплуатации.
Губки могут быть плавающими и подвижными. Корпус изготавливают из стали по ГОСТ 1412 или из ковкого чугуна. Как, станину обычно закаляют и шлифуют целью придания ей повышенной прочности и надежности при эксплуатации.
Разные тиски используют свои собственные зажимы, которые бывают:
- эксцентриковыми;
- ручными;
- пневматическими;
- пневмогидравлическими;
- винтовыми;
- механизированными;
- гидравлическими.
Тиски с эксцентриковым зажимом
Станочные тиски трех типов (по ГОСТ 14904) – с пневматическим, гидравлическим и ручным приводом. Разница между ними, думается, понятна и без дополнительных объяснений. Конструктивно тиски выпускаются: поворотными – в перпендикулярных по отношению друг к другу плоскостях либо в одной плоскости и неповоротными. Сейчас в основном используются поворотные тиски (ГОСТ 16518). Они более удобны и функциональны.
На станках с ЧПУ в большинстве случаев используют прецизионные тиски.
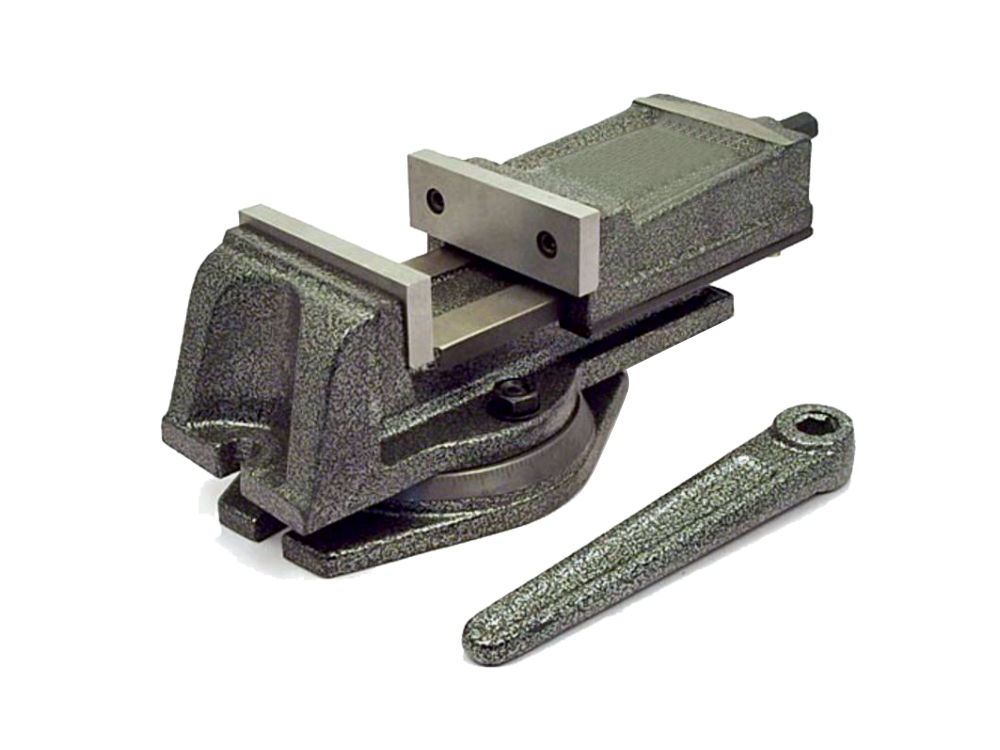 Они обеспечивают высокую точность фиксации обрабатываемых изделий. Такие тиски для агрегатов с ЧПУ бывают двухосевыми, поворотными и синусными. На них устанавливаются очень прочные губки из стали.
Они обеспечивают высокую точность фиксации обрабатываемых изделий. Такие тиски для агрегатов с ЧПУ бывают двухосевыми, поворотными и синусными. На них устанавливаются очень прочные губки из стали.Синусные тиски нужны для крепления фрезеруемой заготовки по плоскости рабочей поверхности под определенным углом. А двухосевые приспособления (они также называются крестовинными либо координатными) передвигаются посредством сразу двух суппортов. За счет этого такие тиски для универсальных агрегатов и фрезерных станков с ЧПУ позволяет не выполнять переустановку устройств при фрезеровании его в продольном направлении и поперек.
6 Другие приспособления для фрезерования – короткий обзор
Хорошим дополнением к металлообрабатывающим агрегатам в стандартной комплектации являются прижимы. Они используются для фиксации на станине фрезеруемой детали. Что облегчает процесс ее обработки с наружной стороны.
Прижимы для фрезерных агрегатов должны иметь регулировку по высоте, обеспечивать жесткое и оперативное крепление заготовок, не мешать головке станка либо рабочим инструментам, имому к изделию. Эти приспособления применяются для станков с ЧПУ. Прижимы в данном случае гарантируют точность обработки, прочность и надежность.
Эти приспособления применяются для станков с ЧПУ. Прижимы в данном случае гарантируют точность обработки, прочность и надежность.
Еще один важный момент. Прижимы должны характеризоваться высоким показателем твердости. Это условие не выполнено, винтовой зажим может прогнуть прижимное приспособление, что приведет к снижению нагрузки на обрабатываемое изделие. Итогом вполне может стать срывом заготовки с рабочего стола, повреждение агрегата либо инструмента.
Прижимное приспособление фрезерного агрегата
В большинстве случаев на станках с ЧПУ используют универсальные прижимы. Но для фрезерования каких-либо особых деталей нередко применяются и специализированные изделия. Такие прижимы бывают следующих видов:
- плиточный прихват;
- винтовая распорка либо фиксатор;
- ступенчатые и подковообразные изделия.
Также встречаются фигурные и угловые прижимы. На некоторых фрезерных установках может монтироваться долбежная универсальная головка. Ее применение расширение функциональных возможностей станка. Долбежная головка, как правило, используется на мелкосерийном и единичном производстве металлических изделий. С ее помощью обработка различных пазов, шлицевого типа, зубьев колес (шестеренчатых).
Ее применение расширение функциональных возможностей станка. Долбежная головка, как правило, используется на мелкосерийном и единичном производстве металлических изделий. С ее помощью обработка различных пазов, шлицевого типа, зубьев колес (шестеренчатых).
На отечественных металлообрабатывающих предприятиях в Челябинске, Екатеринбурге и других известных промышленных городах для работы на фрезерных установках чаще всего используемая долбежная головка ГД-1.
| |||||
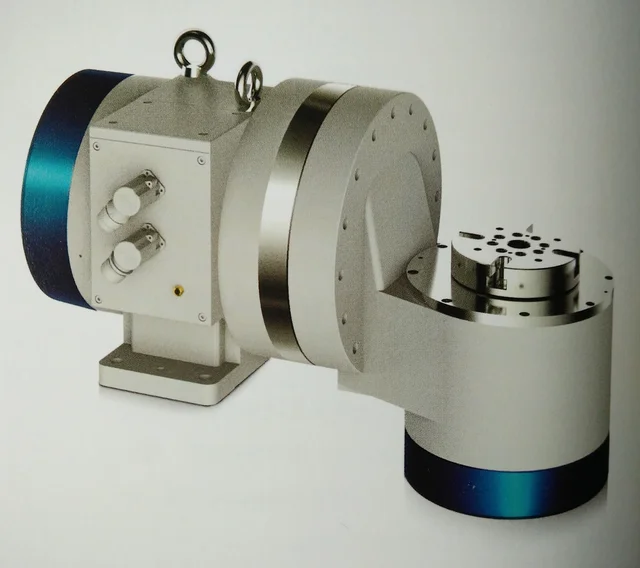
как пользоваться, таблица деления УГД, как работать, виды, устройство, настройка, принцип работы, таблица, расчет
01.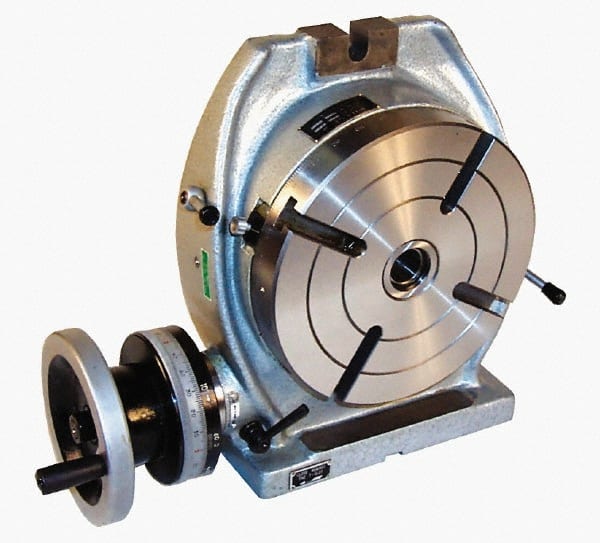 07.2020
07.2020
Сегодня под прицелом внимания один из самых популярных вариантов оснастки. Рассмотрим, что такое делительная головка для фрезерного станка, главные особенности агрегата, каких видов бывает, где используется, как правильно ее эксплуатировать и так далее. Мы постараемся максимально увеличить количество фактов, чтобы вы понимали ее для выполнения актуальных операций для вас.
Отметим, что она также может быть важной частью долбежных, сверлильных, строгальных моделей оборудования.С ее помощью нарезают зубья, шлицы и канавки, делают разметку, позиционируют стол, обрабатывают многогранники и межзубные впадины, согласовывают вращение с осевой подачей.
Теперь определение: простая или универсальная делительная головка (УДГ) – это оснастка, есть дополнительное станочное приспособление, причем горизонтально ориентированное, служащее для надежного закрепления заготовки, а также для ее поворота на нужный угол и / или ее деления на необходимое число частей, равных или нет.
Она расширяет технологические возможности оборудования и открывает новые варианты и положения обработки деталей. Это обуславливает широту ее современного применения в массовом и единичном производстве, наряду с удобством установки, легкостью ввода в эксплуатацию, надежностью функционирования при загруженности.
Особенности конструкции и устройства делительной головки
- • Угол при повороте может быть как фиксированным (одинаковым), так и переменным (разным) – на выбор оператора, для оптимальной точности позиционирования.
- • Заготовка закрепляется в патроне. Для обеспечения должного качества контакта следует использовать заднюю бабку, но так, чтобы она не исключалась из начальной базы.
- • Введение данного приспособления в эксплуатацию целесообразно только в том случае, когда проводить какую-либо работу без него сложнее или невозможно.
- • Допустимо ориентировать устройство на последовательное решение задач – нарезание канавок, впадин и зубьев, на растяжение многогранников и так далее.

Классификация УДГ для фрезерного станка, используемого для установки угла
По типу конструкции выделяют такие их разновидности:
- • упрощенные – в них нет промежуточных механизмов;
- • универсальные – с дополнительными колесами, ориентированные на решение широкого круга задач;
- • оптические – повышающие точность позиционирования в самых ответственных случаях.
Наиболее распространенный второй вариант, так как он оказывается уместен почти во всех ситуациях.И по сравнительной стоимости он средний и окупается быстрее всего, особенно в перспективе частой эксплуатации. Отдавая ему предпочтение, вы не ошибетесь.
Виды деления
- • Непосредственное – в нем не задействованы какие-либо вспомогательные узлы, оно осуществляется напрямую.
- • Простое – нарезание выполняется с помощью неподвижного диска, очень популярный метод (в силу негативных факторов быстрого воздействия).
- • Дифференциальное – возможно тогда, когда оснастка дополнительным комплектом зубчатых колес.
- • Комбинированное – одно приспособление реализует сразу несколько способов.
- • Непрерывное – здесь уже 2 устройства, оптическое и универсальное, кинематическим образом, связанные со шпинделем и винтомным оборудованием и поддерживающие продольную подачу.
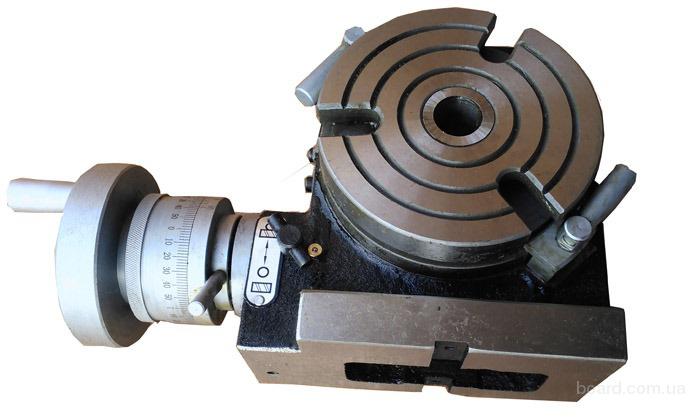
План простого деления
Основное назначение схемы ниже – являться наглядным разъяснением принципа выполнения технологических операций.
И, для закрепления, алгоритм нарезки винтовых канавок:
Виды делительных фрезерных головок
Существует 3 их варианта, которые можно дополнять самое разное оборудование – горизонтально ориентированное, вертикальное, комбинированное.Рассмотрим каждый по порядку.
Обычная
Актуальна в тех случаях, когда требуется разбить окружность на несколько секторов. Решает эту задачу за счетчиком диска с насечками – лимба, закрепленного шпинделе оснастки и имеющего шлицы отверстиями в количестве от 12 до 30 (в каждом из них можно зафиксировать защелку).
Решает эту задачу за счетчиком диска с насечками – лимба, закрепленного шпинделе оснастки и имеющего шлицы отверстиями в количестве от 12 до 30 (в каждом из них можно зафиксировать защелку).
Таким образом, в рамках цикла (вращения вокруг своей оси), получается выполнить 2, 3, 4, 5, 6, 12, 15, 24 или даже 30 равных элементов, и это в самой стандартной ситуации.А характеристики делительных дисков УДГ, оснащенные нетиповыми дисками, не позволяют делать неодинаковыми дисками по размеру.
Оборотинделя осуществляется за счет червячного механизма: колесо здесь выступает в роли трехфазного средства позиционирования. Положение можно изменить от руки, вращающаяся расположенный на валу вентиль. Благодаря этому движение вполне реально наращивать постепенно (а не рывками), что позволяет попасть даже в сравнительно небольшое отверстие.
Удобно, что для успеха операции не требуется никаких добавочных узлов или аппаратов – достаточно только диска, действующего прямого (непосредственного) метода.
Многофункциональная
Применение делительной головки данного типа оправдано в тех случаях, когда заготовку требуется и располагать под нужным углом по отношению к столу, и одновременно поворачивать вокруг своей оси. На практике это требуется, например, при нарезке винтовых каналов.
Хотя в целом с ее помощью выпускают такие изделия металлопроката:
- • плоские прямоугольники, в том числе и крупногабаритные;
- • зубцы с циклическим расположением;
- • многоугольники с равными сторонами;
- • Данные детали представлены совпадением с насечками на лимбе).
Кроме того, оборудование с многофункциональной оснасткой может обеспечивать непрерывное вращение части объекта (и вокруг собственной оси тоже) и регулярные повороты (в соответствии с заданным алгоритмом, на вершине окружности), что только расширяет границы эксплуатации.
Зрительная (оптическая)
Это делительная головка, принцип работы которой ориентирован на обеспечение высокой точности результатов фрезеровки деталей больших размеров.
Она обладает собственной маркировкой (правила которой мы рассмотрим ниже). Также отличается ценой деления на диске, составляющей 15 градусов. Может быть универсальной, тогда цикл полного поворота шпинделя совершается за 40 шагов.Это подходит для тех предметов, максимальный радиус которых не превышает 250 мм.
Основная ниша – выполнение прецизионных операций, в том числе и там, где требуется улучшение результатов взятого оборудования.
По своей конструкции зрительная (часто называют еще и визуальной) ДГ практически не отличается от устройства универсальной фрезерной головки. Есть лишь три оригинальных элемента:
- • закрепленное на шпинделе стекло;
- • окуляр микроскопа в верхней части;
- • реализовано иммобилизованное градуирование.
За счет таких решений число шагов в течение полного цикла соответствует формуле 1. При этом все насечки уточняются, поэтому не проблема задать один поворот за 15 секунд или другой подходящий режим. Вычисление вращения вращения осуществляется так же, как в случае с обычной или многофункциональной оснасткой (о чем ниже).
Вычисление вращения вращения осуществляется так же, как в случае с обычной или многофункциональной оснасткой (о чем ниже).
Основные маркировки
У модели есть целый ряд показателей разной степени важности – передаточное каждой степени, наибольшая нагрузка, высота центров и так далее – но «на борт» попадают далеко не все из них.Инструкция по применению предписывает указывать:
- • тип – универсальная, зрительная и так далее;
- • передаточное число – общее количество шагов в рамках полного цикла вращения;
- • максимальный диаметр устанавливаемой детали.
Таким образом, аббревиатура УДГ-40-Д350 определяет принадлежность к многофункциональному типу, на 40 оборотов в течение и на возможность растачивать заготовки с двойным радиусом до мм.
В ситуации конкретной маркировка может содержать и дополнительные параметры. Например, оптические модели обладают цифрой после ОДГ – это показатель д.ц., сразу определяемый характеристикой.
Также есть характеристики, которые записываются в паспорт и означают особенности эксплуатации или точность результата, и это:
- • биение пору диаметра;
- • ДхШхВ;
- • максимальная нагрузка;
- • величина отклонения оси опоры;
- • углы шпиндельного поворота – от горизонтали и от линии центра;
- • радиальное конусное биение (замеряется в 300 мм от передней части и возле основания).
И, наконец, есть показатели, которые следует учитывать при использовании: это номер конуса Морзе и диаметр фланца для монтажа. Если выбрать их неправильно, пострадает качество навешивания оснастки, что может спровоцировать ее поломку.
Преимущества
Работа с делительной головкой фрезерного станка позволяет:
- • В несколько раз увеличить ассортимент производимых действий (по сравнению с ее отсутствием).
- Обеспечить максимально точное и актуальное положение по отношению к столу, как горизонтальному, так ильному.
- • Упростить все операции, связанные с металлическими объектами различных габаритов.

Помимо этого, следует отметить практические достоинства, характерные для самого оборудования. Так, оно достаточно надежное и способно выдерживать даже интенсивную эксплуатацию, а потому подходит для объектов высокой производительности.Плюс, оно довольно простое в освоении – немного практики, и обслуживать его не составляет труда, особенно для опытного мастера. Благодаря этому преимуществам оно сравнительно быстро окупается. В это однозначно важная и нужная оснастка.
Порядок настройки и применения
Как пользоваться делительной головкой на фрезерном станке и осуществлять переходы? Это зависит от модели, цены деления шкалы и других характеристик.Актуальные стандарты тоже важны: для деталей VIII класса следует руководствоваться данными ГОСТ 1.758, для IX – 1.643.
В общем случае предварительная отладка и подготовка к эксплуатации сводится к выбору сектора, исходя из диаметра окружности и нужного количества частей.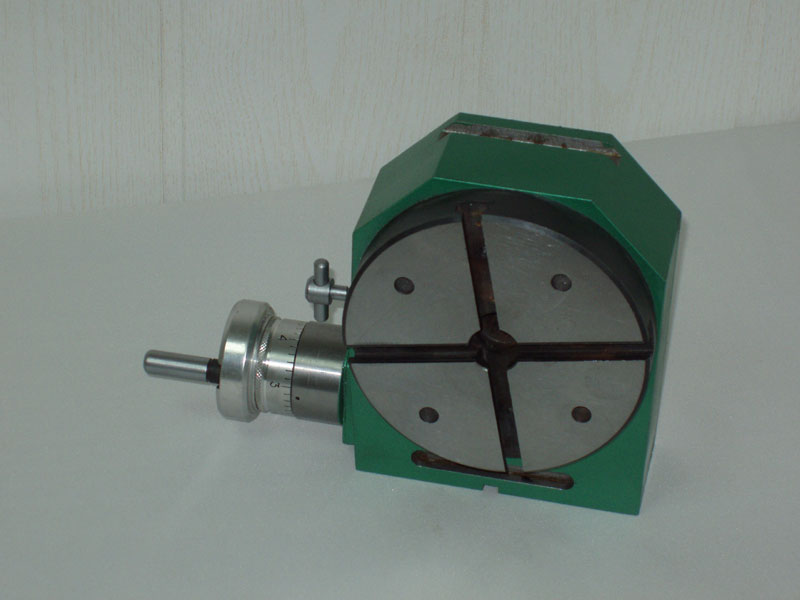 Требуется выполнить такие действия:
Требуется выполнить такие действия:
- • перевести полный цикл (360 градусов) в необходимое число шагов;
- • высчитать подходящий синус угла;
- • повернуть диск на только что найденную радиальную оценку;
- • зафиксировать зажимом (или рукояткой узла) корпус и link основной инструмент в таком положении.
Обычно производители в своей инструкции указываются, по которой используется угол делительной головки, посмотрим, как работать с УДГ дальше.
Итак, необходимо установить заготовку в оправку аппарата и, при продольной подаче, реализовать нужную операцию. При этом следует учитывать шаг, зависит от того, что за выполнение выполняется. Например, при создании зубцов дискретное движение должно равняться дистанции между впадинами соседних элементов.
Производительность можно повысить без изменения для качества: для этого следует возвращать стол в исходное положение в ускоренном режиме. Фиксацию в отверстий диска надежнее всего осуществлять пружиной.
Настраиваем УДГ: таблица делений на делительной головке
Содержит в себе все исходные данные для точного позиционирования
Кол-во частей, на кот-е разделяется деталь | Полных оборотов ручки | Кол-во отверстий, отсчитываемых сектором на диске | Число на окружности |
2 | 20 | – | |
3 | 13 | 11 | 33 |
4 | 13 | 10 | 30 |
5 | 13 | 13 | 39 |
6 | 10 | – | |
7 | 8 | – | |
8 | 6 | 22 | 33 |
9 | 6 | 20 | 30 |
10 | 6 | 26 | 39 |
11 | 5 | 35 год | 49 |
12 | 5 | 15 | 21 год |
13 | 5 | – | |
14 | 4 | 24 | 54 |
15 | 4/3/3 | – / 21/13 | – / 33/39 |
16 | 3 | 10 | 30 |
17 | 3 | 3 | 39 |
18 | 2 | 42 | 49 |
19 | 18 | 21 год | |
20 | 22 | 33 | |
21 год | 20 | 30 | |
22 | 25 | 39 | |
23 | 1 | 17 | 23 |
24 | 22 | 33 | |
25 | 20 | 30 | |
26 | 26 | 39 | |
27 | 18 | 30 | |
28 | 21 год | 39 | |
29 | 26 | 54 | |
30 | 21 год | 49 | |
31 год | 9 | 21 год | |
32 | 11 | 29 | |
33 | 11 | 33 | |
34 | 10 | 30 | |
35 год | 13 | 39 | |
36 | 9 | 31 год | |
37 | 4 | 16 | |
38 | 7 | 33 | |
39 | 3 | 17 | |
40 | 7 | 49 | |
41 год | 3 | 21 год | |
42 | 6 | 54 | |
Она дает все значения для прямого метода, когда заготовка проворачивается без подключения каких-либо дополнительных механизмов.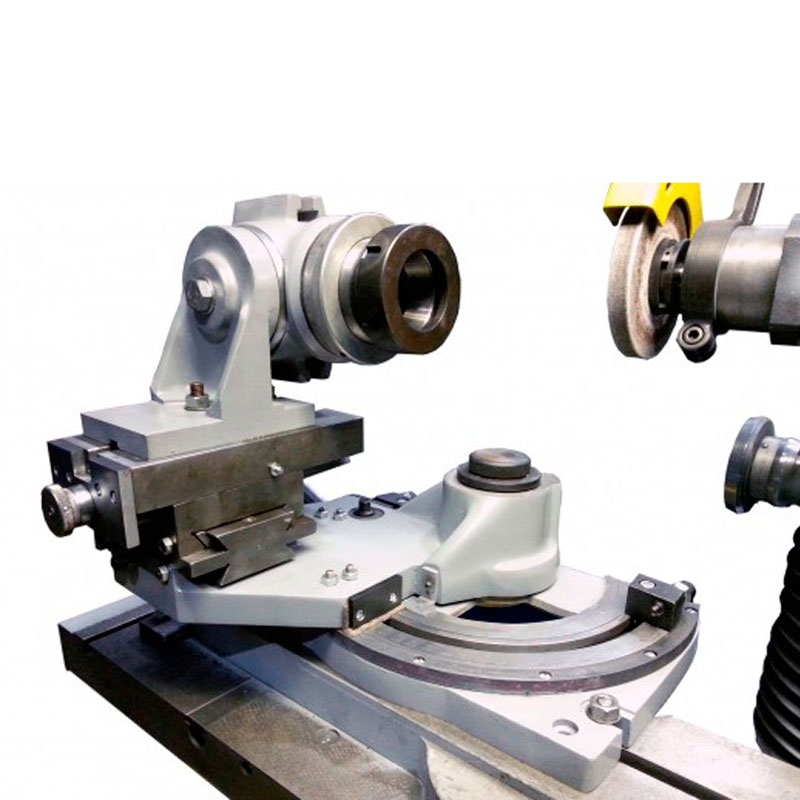
Расчет делительной головки
При непосредственном способе реализации реализовано так называемое простое позиционирование, размещение дискового фиксатора осуществляется при вращении рукоятки, приводящей в действие боковой лимб.
Но также возможна комбинированная технология: согласно ей, оснастка проворачивается вокруг диска, а он, в свою очередь, – относительно заднего штифта.
Если все вышеперечисленные варианты не могут обеспечить достаточную точность положения инструмента, используется дифференциация.Шпиндель оказывается в нужной точке перемещения лимба, через сменные зубчатые шестерни.
В последнем случае изменяется приведенная выше таблица настройки делительной головки (УДГ). Максимальное количество частей вырастает с 42 до 75, появляется фактор числа зубьев, которых может быть от 30 до 80 на приводном валу. Необходимо даже учитывать паразитные шестерни. Данный метод является сравнительным сложным и заслуживает очень подробного рассмотрения: объективности ради, дифференциации нужно посвящать отдельный обзор.
Необходимо даже учитывать паразитные шестерни. Данный метод является сравнительным сложным и заслуживает очень подробного рассмотрения: объективности ради, дифференциации нужно посвящать отдельный обзор.
Есть еще один способ – непрерывное давление, и актуален при обработке спиральных и винтовых канавок. Реализуется при механическом контакте вала продольной подачи и шпинделя нашей оснастки.
Действующие ГОСТы
Главным нормативом по состоянию на сегодня является межгосударственный стандарт 8615-89. Он определяет технические требования, основные размеры, порядок эксплуатации, хранения и ремонта делительной головки.
Согласно ему, каждая ДГ состоит из 3 элементов:
- • лимб – данную заготовку разбивают на нужное количество секторов;
- • шпиндель – стержень, обеспечивающий крепление детали и диска;
- • трехкулачковый патрон – позволяющий отцентрировать и вертикально сориентировать объект для равномерного распределения нагрузок.

Рамок ГОСТа 8615-19 выполняет все российские производители, что позволяет им выпускать оснастку с отверстием до 21, с точностью до 15 минут, обрабатывающую предметы диаметром от 125 до 400 мм.
Конкуренцию составляют импортные приспособления для делительной головки, например, немецкие Proxxon, польские BisonBial, чешские Proma. Обладая примерно аналогичными характеристиками, они подкупают качеством сборки и европейской репутацией бренда. Но, отдавая им предпочтение, следует помнить, что достать комплектующие при необходимости не будет так же легко, как в случае с отечественными моделями.
Так какую же оснастку выбрать? Решать это нужно, исходя из актуальных для вас задач и уже имеющегося в эксплуатации оборудования.Обращайтесь, и мы поможем определиться: в рамках консультаций специалистами будет рассмотрена каждая подходящая делительная головка для фрезерного станка, таблицы для прямого и дифференцированного метода, и на основании этого мы посоветуем другой вариант.
Делительные головки для фрезерных станков: виды, инструкции
Оборудование, используемое для обработки металла.Для фрезерного станка достаточно большого количества приспособлений, необходимых для определенных методов. Делительная головка – оснастка, используемая при работе фрезерного станка.
Универсальная делительная головка Optimum TA 125Особенности конструкции
Делительная головка, которая создается для фрезерного станка – станочное приспособление горизонтального типа, которое может также и на координатно-расточных станков. Предназначение этого устройства заключается в периодическом повороте заготовки.При этом можно указать нижеприведенные моменты:
- поворот может выполнятся на равный или неравный угол. Этот показатель устанавливается с высокой точностью;
- используется делительная головка для нарезания зубьев, впадин между зубьями, фрезерования многогранников, канавок и других элементов;
- использовать этот элемент можно для того, чтобы увеличить возможности фрезерного станка. Без специального инструмента нельзя провести деление с высокой точностью;
- крепление заготовок проводится в патроне.Если длина заготовки достаточно большая, то крепление проводится при использовании задней бабки. Следует учитывать необходимость правильного позиционирования с малой вероятностью отклонения от начальной базы.
 Без специального инструмента нельзя провести деление с высокой точностью;
Без специального инструмента нельзя провести деление с высокой точностью;
Это устройство используется на протяжении последних нескольких лет.
Классификация оснастки, используемой для установки угла
Деление может происходить при использовании нижеприведенных типов конструкции:
- универсальные варианты исполнения;
- упрощенные конструкции;
- оптический тип, который используется для выполнения особо точных работ.
Вышведенную классификацию следует учитывать при рассмотрении конструкций, которые расширяют возможности фрезерного станка. За счет деление проходит именно этим, универсальные варианты исполнения пользуются довольно часто.
За счет деление проходит именно этим, универсальные варианты исполнения пользуются довольно часто.
Методы деления
Деление при помощи фрезерного станка используемых методов, среди отмеченных:
- Непосредственное деление проводится без использования промежуточного механизма. Для этого используется устройство с основным оптическим делением.
- Простое деление применяется довольно часто, при использовании которого используется неподвижный диск. Этот метод нарезания осуществляется при использовании УДГ, что делает область обширной.
- Комбинированное деление проводится также при использовании делительной головки.
- Дифференциальный метод также проводится на универсальных делительных головках, которые имеют дополнительный комплект сменных зубчатых колес.
- Непрерывный метод реализуется опими и универсальными головками, которые имеют связь кинематического характера между шпиндельной головкой и винтомольной продольной подачи фрезеровального станка.

Кинематическая схема делительной головки простого деления
Эти методы касаются фрезерного станка, на котором может устанавливаться рассматриваемая оснастка.
- Кинематическая схема при настройке дифференциального деления
- Кинематическая схема при настройке нарезания винтовых канавок
Маркировка универсальной головки
определения основного рассматриваемого устройства представленного устройства.Примером можно назвать модель УДГ-40-Д250. Расшифровка этого варианта исполнения следующая:
- УДГ – обозначение устройства, в данном случае, универсальная делительная головка.
- Следующая цифра в маркировке обозначает передаточное число. Расчет указывает на то, что число 40 определяет 1 оборот шпинделя за 40 оборотов ручки.
- Обозначение Д250 указывает на наибольший диаметр обрабатываемой заготовки.
Вышеприведенную информацию следует учитывать при рассмотрении УДГ.Существует определенная таблица, по которой можно провести выбор наиболее подходящей модели.
Маркировка оптической головки
При применении фрезерного станка могут быть установлены также оптические делительные головки. Есть определенная формула, которая позволяет определить степень точности рассматриваемой оснастки. Популярной моделью можно назвать ОДГ-5. Расшифровка в данном случае следующим образом:
- ОДГ – аббревиатура названия устройства, которая расшифровывается как оптическая делительная головка.
- 5 – показатель д.ц., который указывается в секундах. Расчет этого показателя при условии рассматриваемой оснастки.
При производстве этой оснастки учитывается необходимость точного выдерживания размеров, так как даже незначительное отклонение может привести к большому расхождению в размерах. Расчет при использовании современных методов.
Последовательность и применения
Выполняемые переходы зависят от типа приспособления и его характеристики, которые устанавливаются в зависимости от цены деления шкалы.В частности, для узлов седьмой / восьмой степени точности используются нормативные данные ГОСТ 1.758, а для узлов девятой степени точности – ГОСТ 1.643.
Основная настройка головки состоит в определении размеров сектора делительной окружности. Исходными данными для расчёта являются диаметр окружности и количество секторов, которые потребуют её разделить. Настройка происходит в следующую последовательность:
- преобразовывают 360 ° полного диаметра в окружности в необходимом количестве делений на её секторах;
- определяет синус угла, получившегося в результате расчёта;
- поворачивают диск устройства на данный угол;
- зажимают корпус узла рукояткой или механизмом зажима и устанавливают рабочий инструмент.
Формула для расчёта необходимого угла деления обычно используется в инструкции производителя делительной головки. Далее закрепляют деталь, обрабатываемую фрезерование, на оправке станка, и, производя производяольную подачу стола, выполняем требуемую. Шаг подачи зависит от вида обработки: например, для формообразования зуба он расстояний между впадинами внутренних зубьев. С целью повышения производительности, после каждого цикла происходит ускоренный возврат стола с заготовкой в исходное положение.Фиксация по выбранному измерительному отверстию выполняется при помощи пружин.
Характеристики
Эта оснастка довольно часто используется при выпуске крупных партий в течение короткого промежутка времени. При этом элементах конструкции являются:
- лимб;
- шпиндель;
- патрон из трех кулачков.
Характеристики делительных головок УДГ
Шпиндель позволяет правильно закрепить заготовку. Кроме этого на шпиндель также крепится лимб, используемый в качестве диска для установки угла.Именно лимб используется для деления заготовки на несколько частей.
Для того, чтобы оборудование работало правильно на протяжении длительного времени, ответственно отнестись к настройке оборудования. Как правило, на выполнение работы по установке показателей деления требуется довольно много времени.
Скачать инструкцию «Универсальные делительные головки УДГ»
Патрон, состоящий трех кулачков, используемый при вертикальном позиционировании шпинделя.Особенностью этого конструктивного элемента можно назвать то, что при помощи всего одного ключа. При этом происходит центрирование заготовки и равномерное распределение нагрузки.
Отечественная станкоинструментальная промышленность производит приспособления серии УДГ. Они различаются по изделиям наибольшего размера, которые могут быть изготовлены с помощью их.
Эксплуатационные характеристики и технологические возможности головок серии УДГ производства ЛОМО или ООО «Делга» (Санкт-Петербург) отверстий в таблице:
| Типоразмер устройства | Параметры | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| На большой диаметр обрабатываемой детали, мм | Количество делительного диска | Наличие лимба | Точность отсчёта, минут | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| УДГ-125 | 125 | 13 | Нет | 15 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| УДГ-160 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| УДГ-250 | 250 | 21 | Есть | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| УДГ-320 | 320 | 21 | Есть | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| УДГ-400 | 400 | 400 | 9025 Аналогичными характеристиками обладают и импортные делительны е головки, выпускаемые фирмы Proxxon (Германия), Proma (Чехия), BisonBial (Польша).При выборе типоразмера учитывают максимальные габариты исходной детали, параметры точности самого фрезерного станка, а также гарантийные обязательства производителя. В частности, важно, чтобы поставщик предоставлял возможность приобретения фирменных запасных частей, а также гарантировал качественную работу в течении минимум двух лет.|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наименование плана | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Высота центров, мм | 85 | 105 | 130 | 165 |
| Наибольший диаметр обрабатываемой детали, мм | 160 | 200 | 250 | 320 |
| Расстояние от основания делительной головки до торца шпинделя в его вертикальном положении: не более, мм | 180 | 235 | 280 | 350 |
| Угол поворота шпинделя в вертикальной плоскости вниз от линии центров: не менее, град | 5 | 5 | 5 | 5 |
| Угол поворота шпинделя в вертикальной плоскости вверх от линии центров: не менее, град | 95 | 95 | 95 | 95 |
| Диаметр такарного патрона, мм | 100 | 125 | 160 | 160 |
| Конус шпинделя | Морзе №2 | Морзе №3 | Морзе №4 | Морзе №5 |
| Резьба рабочего конца шпинделя | М33 | М39 | М52 | М60 |
| Диаметр отверстия шпинделя, мм | 14,9 | 20,2 | 26,5 | 38,2 |
| Передаточное отношение червячной пары | 1: 40 | 1: 40 | 1: 40 | 1: 40 |
| Диапазон деления, включая простые числа | 2..400 | 2..400 | 2..400 | 2..400 |
| Диаметр отверстий сменных колес, мм | 20х19 | 20х19 | 20х19 | 32х19 |
| Число отверстий делительного диска | 16,19,23 30,33,39 49 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 |
| Число отверстий делительного диска на другой стороне | 17,21,29 31,37,41 54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 |
| Цена деления лимба непосредственного деления, град | 15 | 15 | 15 | 15 |
| Модуль сменных шестерен | 1,5 | 1,5 | 1,5 | 2,5 |
| Ширина направляющих шпонок, мм | 12 | 14 | 18 | 18 |
| Габариты и масса делительной головки | ||||
| Габаритные размеры основания головки, мм | 212 х 156 | 260 х 180 | 260 х 180 | 290 х 234 |
| Масса делительной головки, кг | 35,5 | 50 | 53,5 | 101 |
- Теплицкий Б.М. Мазо Г.И. Делительные механизмы, 1974
- Головки делительные универсальные УДГ Н-100, УДГ Н-135, УДГ Н-160 Инструкция к пользованию, 1970
- Универсальные делительные головки УДГ Д-160, УДГ Д-200, УДГ Д-250, УДГ Д-320, УДГ Д-400 Техническое описание и инструкция по эксплуатации, 1983
- Головка делительная универсальная УДГ-Д-160А Паспорт, (ТУ2-024-4475-75)
Список литературы
Связанные ссылки. Дополнительная информация
Иллюстрированный каталог справочник запасных частей (запчастей) к металлорежущим станкам
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Универсальная делительная головка УДГ – назначение, виды делений, комплектация
Неотделимой частью фрезерных станков вертикальных (например 6Т12 , 6Т13 , FSS450MR, FSS350MR ), горизонтальных (6Т82, 6Т82Г , 6Т83, FU350MR , 6Т83, FU350MR 22
92 широкоуниверсальных) ) является дополнительным горизонтальным оборудованием – так называемые «универсальные делительные головки», сокращенно – УДГ.
Назначение головок
Универсальные делительные головки, снабжаются специальными приспособлениями, и применяются для установки и закрепления обрабатываемой детали под определенным углом, который регулируется поворотной шкалой.
Они используются при фрезерных работах для обработки многогранников, нарезания зубцов на шестеренках и спиралевидных канавок, а также других подобных операций. Также с их помощью осуществляются особые процессы по резке геометрически сложных металлических заготовок путем их беспрерывного вращения.При этом вращение головок должно быть четко согласовано с продольным движением стола фрезерного станка.
Возможности головок на операциях деления
С помощью делительной головки, возможно выполнять сложнейшие деления, которые подразделяются на виды.
1. Простое деление.
Это деление используется вычислительными действиями. В Этом повороты головки производятся боковые диском через червячную передачу, которая непосредственно связана со шпинделем станка.
2. Непосредственное деление.
При данном способе деления, полностью исключается применение каких-либо дополнительных червячных передач, само деление практически одинаково для всех делений, куда можно подключить оптические, и упрощенные головки.
3. Дифференциальное деление.
Это деление – довольно сложный и не очень удобный процесс. Он создается с помощью поворотного рычага делительной головки с одновременным участием делительного диска.Такое деление можно производить только при помощи универсальной головки, которое может находиться в комплекте с дополнительными сменными зубчатыми колесиками.
4. Комбинированное деление.
Это вид деления, производится поворотом делительной головки и совмещением рычага диска, а также с одновременным поворотом фиксатором рукоятки, находящегося позади диска. Этот способ применения для поворота заготовки практически на минимальный угол.
5. Непрерывное деление.
Осуществить такую операцию можно не с каждой головкой, обычно непрерывное деление выполняется при помощи универсальной головки, либо только оптической. Также для выполнения такого деления, расположенный на головке шпиндель, должен быть связан с винтом, осуществляющим движение рабочего стола фрезерного станка.
Отечественные делительные головки (УДГ-Д-160, УДГ-Д-200, УДГ-Д-250, УДГ-Н-160 (УДГ-Д-320), УДГ-Д-400) можно купить в двух комплектациях:
- Базовый комплект , который состоит из
- – Головки делительной универсальной в сборе,
- – бабки задней,
- – патрона 3-х кулачкового самоцентрирующегося,
- – центр упорного,
- – фланца переходного к самоцентрирующемуся 3-х кулачковому патрону,
- – поводка,
- – болтов под станочный паз.
- Полный комплект состоит из
- – Головки делительной универсальной в сборе,
- – бабки задней,
- – центр упорного,
- – патрона 3-х кулачкового самоцентрирующегося,
- – комплект зубчатых колес
- – фланца переходного к самоцентрирующемуся 3-х кулачковому патрону,
- – гитары для дифференциального деления
- – гитары для нарезания спирали,
- – поводка,
- – болтов под станочный паз.