Поворотный Стол Для Фрезерного Станка С Чпу
В своем большинстве, обрабатывающий центр с ЧПУ в стандартной комплектации, уже имеют возможность выполнять фрезерные, сверлильные, расточные работы. Если же требуется расширить технологические возможности станка для решения нестандартных производственных задач, то необходимо опциональное дооснащение фрезерного центра.
Такие дополнительные элементы, как круглые поворотные и наклонно-поворотные столы являются одними из самых популярных опций для фрезерных станков и обрабатывающих центров по металлу. Данная опция позволяет производить максимальный объем обработки заготовки за одну установку.
Обычно обрабатывающие центры уже оснащены тремя осями, а также имеют возможность для подключения четвертой оси. Поэтому вы в любой момент можете купить поворотный стол и произвести его установку. Поворотные столы устанавливаются прямо на рабочий стол 3-х осевого обрабатывающего центра.
Обрабатываемая деталь может закрепляться на поворотном столе с помощью прижимов вставленных в Т-образные пазы, либо трехкулачкового патрона.
Диаметр планшайбы поворотного стола, к которому будет крепится обрабатываемая деталь или оснастка считается основным параметром, определяющая функционал поворотного стола. Поворот осуществляется на запрограммированный угол.
Механическая задняя бабка и бабка дискового типа служат отличным дополнением к четвертой оси предоставляющая технологическую возможность обработки заготовок типа вал. В процессе обработки заготовок большой длины задняя бабка повышает жесткость всей системы.
Поворотные устройства в зависимости от конструктивного выполнения позволяют применить позиционный метод обработки, т. е. возможность обработать различные поверхности заготовки в разных ее положениях относительно шпинделя станка (фрезы) при одном закреплении и обработку с круговой подачей при непрерывном вращении заготовки.
В первом случае они называются делительными или позиционными, во втором – поворотными. Для мелкосерийного производства поворотные устройства выполняют универсальными, т. е. допускающими оба случая применения.
Для мелкосерийного производства поворотные устройства выполняют универсальными, т. е. допускающими оба случая применения.
Различают два основных типа устройства для поворота заготовки вокруг вертикальной оси (делительные и поворотные столы) и горизонтальной оси (делительные головки).
Наклонно поворотный стол обрабатывающего центра с ЧПУ
Согласно конструкции устройства, наклонно-поворотный стол фрезерного станка имеет две оси работа которых программируется на ЧПУ обрабатывающего центра. Один привод выполняет наклон планшайбы, а второй – ее поворот. В итоге получаем 5 управляемых осей фрезерного центра и 4 оси которые перемещаются одновременно. Для выполнения любых вариантов одновременного перемещения осей необходимы три линейных оси XYZ, поворотная ось A и наклонная ось С.
При жестких требованиях взаимного расположения отверстий и поверхностей детали, сведение к минимуму количества переустановок детали значительно сокращает количество возможных ошибок, уменьшает человеческий фактор и уменьшает время обработки.
В результате, сокращается количество используемых крепежных приспособлений, значительно увеличивается точность обработки заготовки и общая производительность.
Применение поворотных столов и делительных приспособлений
Один из эффективных путей повышения производительности – совмещение времени на установку и закрепление заготовки на станке с машинным временем. Эта задача решается с помощью оборудования обрабатывающего центра одним или несколькими поворотными столами. Заготовки устанавливают последовательно на противолежащих сторонах стола. Пока выполняется обработка одной из заготовок, вторую, уже обработанную, снимают и заменяют следующей. Поворотный стол можно использовать и по-другому: устанавливать одну заготовку в центре стола. Тогда на обрабатывающем центре горизонтального типа можно за счет последовательного поворота стола на 90° обработать заготовку с четырех сторон. В этом случае для смены заготовок станок приходится останавливать, но достигается сокращение вспомогательного времени за счет уменьшения общего числа переустановок заготовки.
 п. Основной, прямоугольный стол станка вместе с поворотными имеет подачу вдоль оси Х.
п. Основной, прямоугольный стол станка вместе с поворотными имеет подачу вдоль оси Х.Рис. 1. Прямоугольный стол с двумя встроенными поворотными столами
Если обрабатывающий центр предназначен для обработки крупных тяжелых заготовок, их устанавливают на массивный неподвижный или поворотный стол прямоугольной или квадратной формы. Все перемещения вдоль координатных осей задают стойке, салазкам (саням) и шпиндельной бабке станка.
На поворотном столе горизонтального обрабатывающего центра можно обработать не только корпусные, но и плоскостные детали. Для этого используют базовые коробки (рис. 2) с точно обработанными противолежащими плоскостями и сеткой Т-образных пазов или точных базовых отверстий для постановки опорных и зажимных элементов. Базовая коробка точно ориентируется и надежно закрепляется на столе станка. К ее вертикальным плоскостям закрепляют заготовки. Во время обработки заготовки Б другая заготовка А устанавливается и закрепляется или снимается после окончания обработки.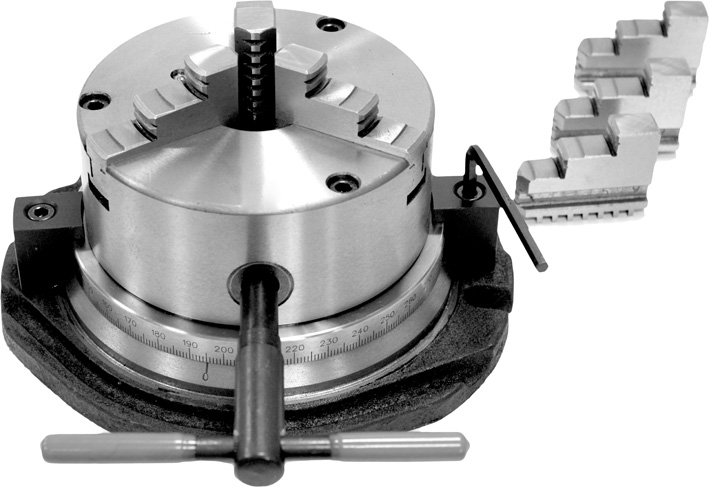
Рис. 2. Размещение заготовок на базовой коробке
При обработке крупных, длиной в несколько метров, корпусов мощных многоцилиндровых двигателей внутреннего сгорания эффективна установка заготовки с предварительно обработанными левым и правым торцами в двух массивных делительных бабках (рис, 3, а). Поворачивая заготовку относительно горизонтальной оси, можно обрабатывать большинство поверхностей такой чрезвычайно сложной и ответственной детали. Для переналадки на другой типоразмер двигателя правая делительная бабка может передвигаться по направляющим (на рисунке показано прерывистой стрелкой).
Установка делительного приспособления с горизонтальной осью поворота на вертикальном обрабатывающем центре (рис. 3, б) является единственным средством, позволяющим обработать корпусную заготовку с двух – четырех сторон без переустановки. Для увеличения жесткости приспособления используют дополнительную опору в виде задней бабки (рис. 3, в), если это позволяет конфигурация заготовки.
Для изготовления деталей, наиболее сложных по конфигурации и взаимному расположению обрабатываемых поверхностей, на некоторых обрабатывающих центрах применяют столы с несколькими осями поворота. Закрепив заготовку на таком столе, можно придать ей любое нужное положение по отношению к шпинделю станка. Такой стол встраивают в станок или устанавливают на основной стол, имеющий прямолинейные перемещения. Возможность поворота заготовки относительно двух взаимно перпендикулярных осей может быть достигнута также с помощью двух поворотных столов. Заготовку закрепляют на столе с горизонтальной осью поворота, а стол – на планшайбе второго стола, поворачивающегося относительно вертикальной оси. Общий недостаток таких устройств – сложность конструкций и трудности обеспечения высокой жесткости технологической системы.
Рис. 3. Применение делительных приспособлений с горизонтальной осью поворота на горизонтальном (а) и вертикальном (б, в) обрабатывающих центрах
Нормализованные поворотные столы станка
Прямоугольный поворотный стол, называемый обычно двухпозиционным, применяется при обработке деталей с продольной подачей. Два рабочих приспособления устанавливаются на концах стола и работают поочередно (см. рис. 1, Производительность фрезерных станков с ЧПУ). Поворот стола на каждую позицию производится рукояткой.
Два рабочих приспособления устанавливаются на концах стола и работают поочередно (см. рис. 1, Производительность фрезерных станков с ЧПУ). Поворот стола на каждую позицию производится рукояткой.
Прямоугольные поворотные (двухпозиционные) столы нормализованы по МН 3139-62 для трех размеров рабочей поверхности стола, а именно 250×630 мм; 320×800 мм и 400х1000 мм. Рабочие чертежи на эти столы разработаны Всесоюзным проектно-технологическим институтом (ВПТИ) тяжелого машиностроения СССР.
Круглые поворотные столы применяют для поворота на определенный угол и для непрерывного вращательного движения при фрезеровании с круговой подачей. Различают круглые поворотные столы с ручным и механическим приводом. Конструкции их диаметром от 160 до 1250 мм стандартизированы.
Рис. 4. Столы поворотные круглые диаметром 160-320 мм с ручным приводом (по HM 1059-60)
На рис. 4 приводятся круглые поворотные столы диаметром 160, 200, 250 и 320 мм с ручным приводом, а на рис. 5 – диаметром 320, 400, 500 и 630 мм с механическим.
5 – диаметром 320, 400, 500 и 630 мм с механическим.
Рис. 5. Столы поворотные круглые, диаметром 320-630 мм, с ручным и механическим приводом (по HM 1060-60)
На рис. 6 приводится схема присоединения поворотного стола к механическому приводу фрезерных станков мод. 6Н81, 6Н82, 6Н83, 6Н82Ш и 6Н83Ш, а на рис. 7 – пример наладки поворотного стола для непрерывного фрезерования.
Рис. 6. Схема присоединения механического привода от фрезерного станка к поворотному круглому столу
Круглые столы, применяемые для деления, имеют механизмы для фиксирования и крепления поворотного диска. Делительный диск выполняется обычно с 3, 4, 6, 8 и 12 гнездами под фиксатор.
Рис. 7. Пример наладки поворотного круглого стола для непрерывного фрезерования
Столы могут изготовляться с двумя фиксаторами, расположенными на разных радиусах, что позволяет производить на одном столе разную индексацию. В круглых столах, применяемых для непрерывного фрезерования, фиксатор может отсутствовать.
На рис. 8 дана схема фрезерования четырех квадратных заготовок А, Б, В и Г, установленных в зажимных приспособлениях на круглом поворотном столе, настроенном на четырехпозиционное индексирование (поворот на 90°). Фрезерование производят набором из четырех дисковых двусторонних фрез 1, 2, 3 и 4. Фрезы 1 и 2 обрабатывают одновременно две стороны квадрата заготовки A, а фрезы 3 и 4 – две стороны квадрата заготовки Б. После вывода фрез стол индексируют (поворачивают) на 90°. При этом заготовка Б перемещается в новое положение и становится в позицию для фрезерования двух других сторон квадрата фрезами 1 и 2, а фрезы 3 и 4 фрезеруют две стороны квадрата заготовки В.
Затем после вывода фрез при следующем индексировании на 90° заготовка В становится на место заготовки Б и фрезы 1 и 2 фрезеруют две другие стороны квадрата. После третьего индексирования заготовка, будучи обработана по всем четырем граням, поворачивается на четвертую позицию и может быть снята и заменена новой. В дальнейшем после каждого индексирования снимается одна готовая деталь и устанавливается новая заготовка.
В дальнейшем после каждого индексирования снимается одна готовая деталь и устанавливается новая заготовка.
Рис. 8. Схема четырехпозиционного фрезерования на поворотном круглом столе
Механизация поворотных столов
Всесоюзным проектно-технологическим институтом (ВПТИ) тяжелого машиностроения разработаны нормали и рабочие чертежи на круглые столы с встроенным пневмозажимом. В таблице на рис. 9 приведены основные технические данные этих столов.
В этих столах механизирован зажим заготовок как в установочно-зажимных приспособлениях, так и непосредственно на столе при помощи пневматики.
Дальнейшим этапом механизации является механизация поворота и фиксации в заданном положении планшайбы круглого поворотного стола. Для этого применяют пневматический, пневмогидравлический, гидравлический и электрический приводы. Различают частичную и полную автоматизацию цикла работы поворотного стола.
В полуавтоматических поворотных столах автоматически выполняется следующий цикл: расфиксация, поворот планшайбы, фиксация, закрепление планшайбы. Функции рабочего сводятся к установке и снятию обрабатываемых деталей и включению привода на автоматическое выполнение цикла. Включение производится с помощью муфты включения, кнопочного контактора или распределительного крана (пневматического, гидравлического) в зависимости от типа привода.
Функции рабочего сводятся к установке и снятию обрабатываемых деталей и включению привода на автоматическое выполнение цикла. Включение производится с помощью муфты включения, кнопочного контактора или распределительного крана (пневматического, гидравлического) в зависимости от типа привода.
Рис. 9. Основные технические данные круглых столов с пневмозажимом
На рис. 10 приведена схема круглого поворотного стола с пневматическим приводом конструкции Киевского мотоциклетного завода. В корпусе 1 закреплена ось 2, на которой вращается планшайба 6, жестко соединенная с делительным диском 7 и храповиком 3. Число зубьев храповика 3 и количество пазов в диске 7 соответствуют числу позиций поворота (индексирования) стола. КЕНТА. Внутри корпуса 1 перемещается кольцо 4, связанное со штоком пневматического цилиндра 11. На кольце закреплены собачка 12, поджатая пружиной 13, и фиксатор 5. Управление пневмоцилиндром осуществляется от распределительного крана, сблокированного с механизмом перемещения стола станка. По окончании рабочего хода стола срабатывает рукоятка крана и включается подача воздуха. При подаче воздуха (по стрелке А) поршень 10 перемещает кольцо 4 влево и выводит фиксатор 5. При обратном ходе стола распределительный кран переключает подачу воздуха и он поступает в левую полость цилиндра, кольцо 4 перемещается вправо, и фиксатор 5, заскакивая в очередной паз диска 7, фиксирует положение планшайбы 6. Контакты 8 и 9 служат для остановки станка после полной обработки детали.
По окончании рабочего хода стола срабатывает рукоятка крана и включается подача воздуха. При подаче воздуха (по стрелке А) поршень 10 перемещает кольцо 4 влево и выводит фиксатор 5. При обратном ходе стола распределительный кран переключает подачу воздуха и он поступает в левую полость цилиндра, кольцо 4 перемещается вправо, и фиксатор 5, заскакивая в очередной паз диска 7, фиксирует положение планшайбы 6. Контакты 8 и 9 служат для остановки станка после полной обработки детали.
Рис. 10. Схема круглого поворотного стола с пневмоприводом
На рис. 11 показан в разрезе круглый поворотный стол с гидравлическим приводом. В корпусе 1 стола в горизонтальном положении установлен гидроцилиндр (невидимый на чертеже), шток 2 которого выполнен в виде цилиндрической рейки, сцепленной с зубчатым колесом 3. Колесо 3 свободно посажено на валике 4, но с помощью обгонной муфты 5 оно вращает его при рабочем ходе штока. Вместе с валиком 4 вращается зубчатое колесо 6, сцепленное с колесом 7, установленным на планшайбе 8.
Фиксация планшайбы 8 после поворота осуществляется фиксатором 9, управляемым гидроцилиндром 10 двойного действия. Одновременно шток этого гидроцилиндра связан с рычагом 11 подъема и зажима планшайбы 8 посредством тяги 12.
Перед началом очередного цикла поворота планшайбы вручную или автоматически с помощью упора на столе станка производится переключение распределительного крана (золотника) и масло поступает в гидроцилиндр, перемещая шток 2 в обратном направлении без поворота планшайбы (при выключенной обгонной муфте). При дальнейшем движении штока 2 он переключает золотник питания гидроцилиндра 10, в результате чего происходит вывод из гнезда фиксатора 9 с одновременным подъемом планшайбы 8 рычагом 11 планшайба освобождена от фиксатора и готова к индексации.
В крайнем положении обратного хода штока 2 масло подается в другую полость цилиндра, и шток 2 совершает рабочий ход, осуществляя поворот планшайбы 8 через обгонную муфту 5, валик 4, зубчатые колеса 6 и 7.
В конечном положении рабочего хода шток 2 снова переключает золотник питания гидроцилиндра 10 теперь уже на подъем (включение) фиксатора и поджим планшайбы тягой 12 и остается в этом положении до конца обработки детали на данной позиции.
Угол поворота планшайбы устанавливается посредством ограничителя хода штока 2.
Рис. 11. Схема круглого поворотного стола с гидроприводом
В автоматизированных поворотных столах к циклу добавляется еще автоматизация крепления (поджим) заготовки к горизонтальной базовой поверхности, роль которой выполняет либо верхняя (рабочая) плоскость стола, либо устанавливаемые на нее сменные базовые элементы наладки. Отечественной промышленностью выпускаются круглые делительные столы УПГ-4 и УПГ-31 и с круговой подачей УПГ-5.
На рис. 12, а изображен делительный стол УПГ-4 с диаметром планшайбы 350 мм, который, как и подобный ему стол УПГ-31 (с диаметром планшайбы 270 мм), допускает деление на 2, 3, 4, 6, 8 и 12 равных частей. На планшайбу по точным пазам и центральному отверстию устанавливаются сменные наладки и обрабатываемые детали. Внутри стола встроен пневматический диафрагменный привод, к штоку которого присоединяются зажимные элементы сменных наладок. Закрепление заготовок производится перемещением штока вниз или вверх под действием сжатого воздуха, направляемого распределительным пневматическим краном в верхнюю или нижнюю полость привода. Усилие на штоке привода может изменяться при помощи регулятора зажимного усилия УПГ-18 в пределах 200-400 кг для стола УПГ-4 и в пределах 100-500 кг у стола УПГ-31. Механизм деления у этих столов ручной, сблокированный с механизмом закрепления поворотной части.
Усилие на штоке привода может изменяться при помощи регулятора зажимного усилия УПГ-18 в пределах 200-400 кг для стола УПГ-4 и в пределах 100-500 кг у стола УПГ-31. Механизм деления у этих столов ручной, сблокированный с механизмом закрепления поворотной части.
Поворотный стол с круговой подачей УПГ-5 (рис. 12, б) с диаметром планшайбы 375 мм имеет пневматический зажим, который действует подобно рассмотренному в столах УПГ-4 и УПГ-31, и, кроме того, пневматический привод вращения стола. В случае необходимости автоматического выключения круговой подачи предусмотрены кулачки, переставляемые по круговому пазу планшайбы. Для ручного вращения имеется маховичок. Угол поворота отсчитывается по шкале на столе; более точный отсчет ведется по лимбу на маховичке ручного вращения. Усилие на штоке регулируется в пределах 300-1500 кг при помощи регулятора УПГ-18.
Рис. 12. Поворотные круглые столы с пневмоприводом: а – делительный стол УПГ-4; б – стол с круговой подачей
В крупносерийном и массовом производствах применяют ряд индексирующих приспособлений, специально спроектированных для рациональной обработки самых разнообразных деталей.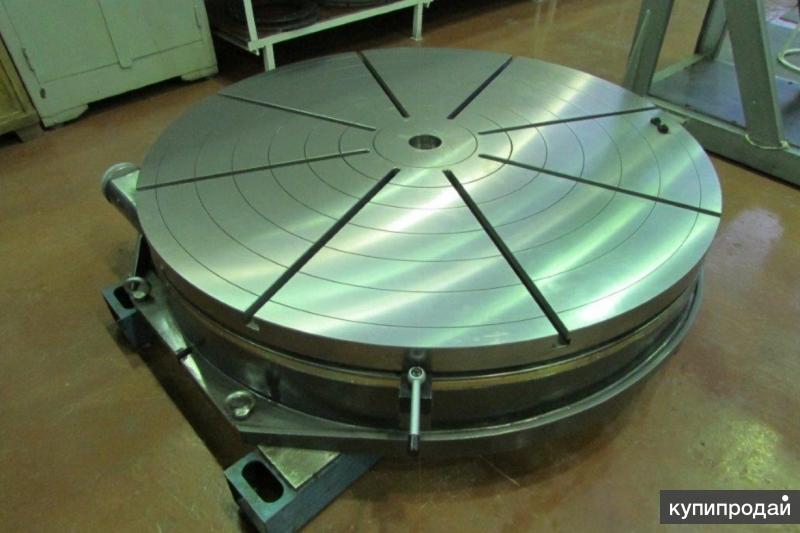 Основной задачей этих приспособлений является не только обеспечение правильного положения детали относительно фрезы при надежном зажиме обрабатываемых деталей, но и механизация зажима, раскрепления и подачи деталей. В наиболее рационально спроектированных приспособлениях эти приемы автоматизированы, а подача деталей под фрезу сделана непрерывной. Такие приспособления совместно со станком работают как полуавтоматические станки.
Основной задачей этих приспособлений является не только обеспечение правильного положения детали относительно фрезы при надежном зажиме обрабатываемых деталей, но и механизация зажима, раскрепления и подачи деталей. В наиболее рационально спроектированных приспособлениях эти приемы автоматизированы, а подача деталей под фрезу сделана непрерывной. Такие приспособления совместно со станком работают как полуавтоматические станки.
На рис. 13 показано приспособление непрерывного фрезерования шлицев в корончатых гайках на горизонтально-фрезерном станке при прямолинейной продольной подаче с индексированием на 60° в процессе работы, применяемое на автозаводе им. Лихачева, на Московском заводе малолитражных автомобилей и др.
Приспособление имеет корпус 6, в который вмонтирована бесконечная цепь 5, несущая установочные гнезда 4 для обрабатываемых гаек. Гнезда имеют прорези для прохода инструмента. При поступательном движении цепи гнезда своими прорезями дважды цепляются за неподвижные упоры 2 и поворачиваются около вертикальной оси.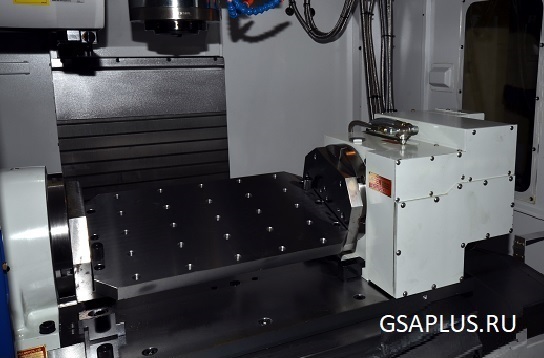 Поворот гнезда происходит в промежутке между тремя последовательно расположенными фрезами, закрепленными в трехшпиндельной головке 3. Угол поворота гнезда равен 60° и соответствует углу взаимного расположения шлицев в корончатых гайках. Зажим гайки во время фрезерования производится пружинным упором 1. Головка з приводится в действие от рабочего шпинделя станка, а приспособление – от механизма подачи стола через шарнирную передачу. Включение подающего механизма производится рычагом 7.
Поворот гнезда происходит в промежутке между тремя последовательно расположенными фрезами, закрепленными в трехшпиндельной головке 3. Угол поворота гнезда равен 60° и соответствует углу взаимного расположения шлицев в корончатых гайках. Зажим гайки во время фрезерования производится пружинным упором 1. Головка з приводится в действие от рабочего шпинделя станка, а приспособление – от механизма подачи стола через шарнирную передачу. Включение подающего механизма производится рычагом 7.
Рис. 13. Приспособление для непрерывного фрезерования шлицев в корончатых гайках с индексированием в процессе работы
Поворотный стол для фрезерного станка| 4х осевой, 5-ти осевой, SAMCHULLY, KITAGAWA, MMK MATSUMOTO, NIKKEN
SAMCHULLY
Южная Корея
- Поворотные столы Samchully
- 4-х осевые поворотные столы
- 5-ти осевые поворотные столы
- Поворотное основание
- Задние бабки и опоры
TJR
Тайвань
- Поворотные столы TJR
- 4-х осевые поворотные столы
- 5-ти осевые поворотные столы
- Автоматическое устройство смены паллет
- Аксессуары: задние бабки, опоры
NIKKEN
Япония
- Каталог поворотных столов NIKKEN
Поворотные столы для станков с чпу
Поворотные столы для фрезерных станков предназначены для движения (вращения) заготовки в тисках либо в зажимном патроне относительно металлорежущего инструмента.
Чем больше осей вращения, тем больше возможностей для обработки заготовки с разных сторон без остановок для изменения положения детали в тисках — и тем более эффективно используется время.
Представленные в данном разделе поворотные столы отличаются следующими возможностями и преимуществами:
- 4-х осевые поворотные столы — помимо 3-х осей X, Y, Z (вправо-влево, вперёд-назад, вверх-вниз) позволяют осуществлять движение по 4-й оси — вращения.
- 5-ти осевые поворотные столы — помимо оси вращения добавлена ось наклона.
Кроме того, в данном разделе представлены устройства смены паллет, использующиеся для ускорения производственного цикла. Пока заготовка обрабатывается, у работника есть возможность закрепить следующую заготовку на другом паллете.
Поворотные столы с ЧПУ | Прецизионные поворотные столы и аксессуары
CNC Indexing & Feeding Technologies с гордостью представляет линейку поворотных столов, индексаторов и аксессуаров TJR. TJR возникла как агент по продаже и обслуживанию поворотных столов и зарекомендовала себя как OEM-производитель в 2009 году.
Сегодня TJR поставляет наиболее технически совершенные поворотные столы в отрасли для станков, таких как: редуктор, прочные, высокопрочные латунные валы и тормозные системы с большим диапазоном зажима. Все новые столы TJR стандартно поставляются с 3-летней гарантией на детали.
Не знаете, что вам нужно? Мы можем помочь! Напишите CNC Indexing & Feeding Technologies по адресу [email protected], чтобы обсудить потребности вашего приложения.
Наши станки
Наши поворотные столы с ЧПУ
Стандартные поворотные столы. Серия AR представляет собой стандартный 4-осевой поворотный стол TJR с пневматическим тормозом. Он предлагается как с правосторонним монтажом двигателя, так и с левосторонним монтажом двигателя. Серия HR — это стандартный 4-осевой поворотный стол TJR с гидравлическим тормозом.
Поворотный стол с задней опорой двигателя. Поворотный стол для задней опоры двигателя. Серия AR также имеет вариант крепления двигателя сзади (сзади).
Наклонно-поворотные столы. Серия FAR представляет собой линейку наклонно-поворотных столов с пневматическим тормозом. Серия FHR представляет собой гидравлическую тормозную магистраль. MTHR представляет собой стол с ручным наклоном на 1 градус и гидравлической тормозной системой.
Горизонтальные поворотные столы с ЧПУ. Горизонтальные поворотные столы с ЧПУ серии HHR предлагаются со столешницей площадью 500 мм. Его можно интегрировать в систему управления машиной или в качестве индексатора с одноосевым контроллером TJR. Разработанные специально и исключительно для горизонтальной установки, эти столы могут выдерживать большой вес для больших заготовок.
Многошпиндельные поворотные столы. Серия AR-W представляет собой многошпиндельный 4-осевой поворотный стол. Он идеально подходит для повышения производительности за счет сокращения времени загрузки/выгрузки и смены инструмента.
Кулачковые столы с прямой передачей и роликовой передачей. Поворотный стол с прямым приводом серии AD идеально подходит для небольших вертикальных станков и метчиков. Роликовый кулачковый 4-осевой поворотный стол RC-Model предлагается с диаметром лицевой панели 160 мм.
Поворотный стол с прямым приводом серии AD идеально подходит для небольших вертикальных станков и метчиков. Роликовый кулачковый 4-осевой поворотный стол RC-Model предлагается с диаметром лицевой панели 160 мм.
Горизонтальные индексные таблицы. В горизонтальном делительном столе серии HHI используется гидравлическая тормозная система. Он предназначен для интеграции в систему ЧПУ станка или для работы с одноосевым контроллером TJR.
Принадлежности для поворотного стола. У нас имеется запас наиболее популярных принадлежностей для поворотных столов и индексаторов TJR, включая задние бабки и органы управления индексатора. А благодаря связям и ресурсам по всему миру, если у нас нет нужных вам аксессуаров, мы можем их найти.
CNC Indexing & Feeding Technologies предлагает широкий ассортимент поворотных столов TJR. Однако многим неясно, что поворотные столы могут сделать для их бизнеса, а также как они работают в обработке с ЧПУ.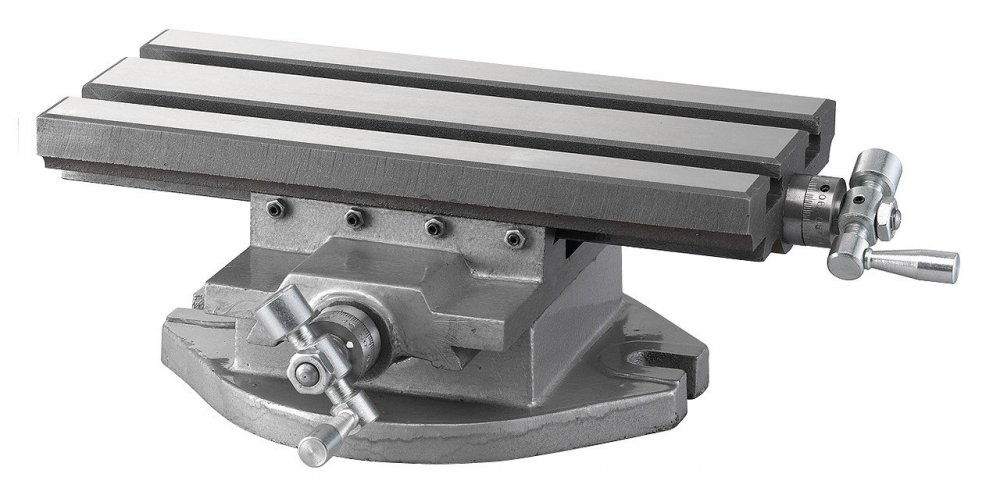 Во-первых, давайте рассмотрим основы поворотного стола и то, как он работает в процессах обработки и производства.
Во-первых, давайте рассмотрим основы поворотного стола и то, как он работает в процессах обработки и производства.
Что такое поворотный стол и для чего он нужен?
Фрезерование и другие промышленные процессы требуют резки и формовки, как правило, с высокой степенью точности. Это создает потребность в системах с компьютерным управлением, которые могут создавать заготовки, прототипы или инструменты для компаний по запросу. Процесс ускоряется, сокращая или устраняя потребность в большом персонале сборочной линии или других ручных мастерах.
Во многих случаях обработка деталей с помощью станков с ЧПУ была бы невозможна без помощи компьютера. Код, используемый для связи между станком с ЧПУ и компьютерным программным обеспечением, является специализированным. В старых машинах или машинах с ручным управлением использовались проводные контроллеры. Однако новые станки с ЧПУ полагаются на современные устройства, такие как компакт-диски, USB-накопители, сети и т. д.
Для работы токарного или фрезерного станка требуется собственный набор деталей. Например, делительная головка необходима для обеспечения круглой формы. Индексный элемент позволяет поворачивать изделие под углом или даже делить его на секции.
Например, делительная головка необходима для обеспечения круглой формы. Индексный элемент позволяет поворачивать изделие под углом или даже делить его на секции.
Поворотный стол может наклоняться и вращаться. В столе используется делительная головка для резки в соответствии с определенной техникой. Это позволяет станку создавать заготовки с полной гибкостью вращения и наклона.
Как и зачем используются таблицы?
Поворотный стол может помочь в создании дуг и окружностей, что является важным процессом при изготовлении деталей или инструментов. Инструменты могут быть изготовлены специально, например, автомобильные детали, детали машин и многие другие предметы.
Процесс ЧПУ позволяет компаниям выполнять прямые разрезы даже под разными углами и разрезать небольшие объекты на еще более мелкие части. Поворотные столы с ЧПУ также могут помочь в процессах нарезания зубчатых колес, сверления или вырезания отверстий.
Стол также можно использовать вместе с делительной головкой и делительной пластиной для более концентрированного формования. Столы также используются для удержания определенных деталей для превосходных методов фрезерования.
Столы также используются для удержания определенных деталей для превосходных методов фрезерования.
Добавление поворотных столов улучшит ваши возможности по производству нужных деталей и увеличит прибыль. Это подводит нас к основному преимуществу поворотных столов с ЧПУ: меньше времени и большая точность резки.
Кто использует станки с ЧПУ и прецизионные поворотные столы?
Компании часто привлекаются для создания деталей для более крупных брендов. Однако некоторые компании просто создают свои собственные прототипы, инструменты или заготовки на собственном оборудовании для механической обработки. Есть также контрактные магазины, механические магазины, компании по производству электроники, изобретатели, инженерные и розничные компании.
Большинство компаний сокращают расходы, масштабируя свои потребности с помощью небольших производств. Во многих случаях они могут иметь только одно предприятие или работать с одним типом деталей. Ключ не в том, чтобы создавать «что угодно», а в том, чтобы специализироваться на создаваемых объектах, чтобы можно было упростить процесс.
Поворотные столы обладают преимуществами эффективности и точности для всех этих отраслей и задач.
Преимущества использования поворотных столов
Преимущества использования поворотных столов с ЧПУ включают согласованность, ускорение производства и увеличение производительности. Изделия и заготовки, собранные с помощью систем ЧПУ, более надежны, чем изделия, созданные вручную или другими методами. Процесс идентичен каждый раз, поэтому согласованность может быть гарантирована. Это очень важно для компании, пытающейся обеспечить протокол безопасности.
Еще одним преимуществом является гибкость, поскольку системы программируются. Эти системы спроектированы так, чтобы свести к минимуму время простоя между запущенными процессами, предлагая большую гибкость.
Еще одним преимуществом является сложность продукта. Сложные движения упрощаются благодаря поворотным столам с ЧПУ, что делает их производство более доступным.
Роль работника с системами ЧПУ
Естественно, такой сложный процесс не может быть бесконтрольным, поскольку эффективность зависит от оптимальной производительности. Супервайзер должен наблюдать за поворотным столом, работающим с элементами управления ЧПУ, чтобы убедиться, что станок и программное обеспечение настроены правильно.
Супервайзер должен наблюдать за поворотным столом, работающим с элементами управления ЧПУ, чтобы убедиться, что станок и программное обеспечение настроены правильно.
Это включает настройку системы, установку программного обеспечения и наблюдение за производством. Если что-то пойдет не так, программное обеспечение должно быть исправлено, а машина отремонтирована. Машины не работают постоянно, но их необходимо регулярно оценивать и очищать, чтобы гарантировать, что они будут в основном самодостаточными.
Типы столов, которые могут вам понадобиться
Мы предлагаем широкий выбор поворотных столов для удовлетворения всех ваших потребностей. Это включает в себя стандартные поворотные столы с возможностью полной оси вращения, а также вертикальное и горизонтальное монтажное положение.
Мы также предлагаем большие поворотные столы с гидравлическими тормозными системами, которые обеспечивают более высокий зажимной момент. Вы также можете найти помощь с меньшими поворотными столами с задним креплением или наклонными поворотными столами.
Горизонтальные поворотные столы специально изготовлены для горизонтальной установки и выдерживают гораздо больший вес. Доступны горизонтальные индексные таблицы, как в ручном режиме, так и в стиле индексных таблиц ЧПУ. Наконец, есть поворотные столы с торцевым зубчатым колесом и аксессуары для поворотных столов, идеально подходящие для проектов, требующих более высокой степени точности.
Помните, что качественное производство является синонимом эффективности и точности. Производители продукции должны иметь подходящее оборудование, работающее на полную мощность, чтобы гарантировать постоянство.
CNC Indexing & Feeding Technologies может помочь вам найти принадлежности для станков, необходимые для удовлетворения ваших производственных потребностей. Это включает в себя простое вращение, более крупные детали, вертикальные и горизонтальные приложения или даже работу с 4 или 5 осями. С поворотными столами TJR вы можете сократить время цикла и обработки, сократить время простоя и увеличить прибыль.
Вы всегда можете связаться с нами, если у вас есть дополнительные вопросы о том, как начать работу, позвонив нам по телефону 513.770.4200. Пришло время расширить свой бизнес и свои возможности!
Поворотный стол с ЧПУ – Sherline Products
Часто покупают вместе
3,1-дюймовый 3-х кулачковый патрон
Включает 2 зажимных стержня, не изображены
Добавить для 152,88 $
Количество Индексатор поворотного стола с ЧПУДобавить в список желанийУдалить из списка желаний
Добавить в список желаний
Артикул: 8700 Категории: Поворотные столы и аксессуары, Поворотные столы и аксессуары Тег: ЧПУ
- Описание
- инструкции
- видео
- Технические характеристики
- Запасные части
- 3D вид
О 4-дюймовом поворотном столе с ЧПУ
Компания Sherline перенесла свой точный и надежный 4-дюймовый поворотный стол в 21 век с добавлением компьютерного числового управления.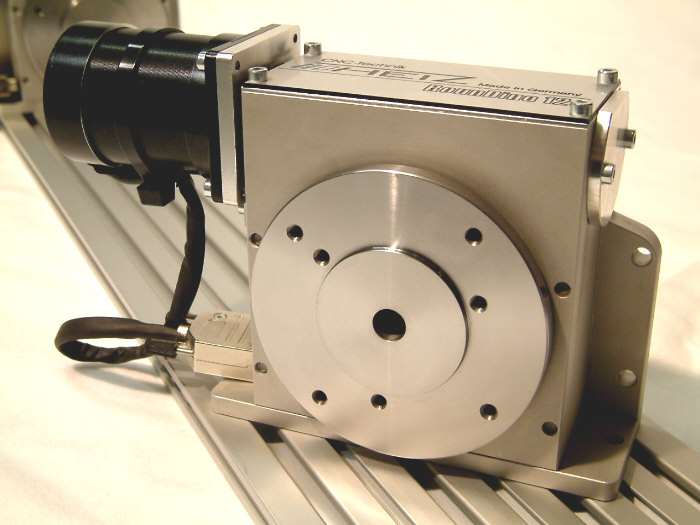 Часовщики или те, кому нужно вырезать шестерни или другие сложные радиально-симметричные узоры, обнаружат, что этот аксессуар избавит вас от головной боли, связанной с повторяющимися операциями индексации.
Часовщики или те, кому нужно вырезать шестерни или другие сложные радиально-симметричные узоры, обнаружат, что этот аксессуар избавит вас от головной боли, связанной с повторяющимися операциями индексации.
Все записи выполняются с этой простой клавиатуры. Отдельный компьютер не нужен. Вы получаете все необходимое, включая 4-дюймовый поворотный стол Sherline с установленным шаговым двигателем, микропроцессорный блок с цифровой клавиатурой ввода, источник питания 115 В переменного тока и все необходимые соединительные кабели.
Варианты вертикальной установки
Поворотный стол поставляется с зажимами и Т-образными гайками для крепления к Т-образным пазам фрезерного стола Sherline. Кроме того, есть два варианта установки стола в вертикальном положении или под другим углом:
Угловое крепление — эта пластина удерживает стол в вертикальном положении с высотой центра 2,7″. Задняя бабка с прямым углом также доступна для поддержки длинной заготовки, удерживаемой по центру поворотного стола.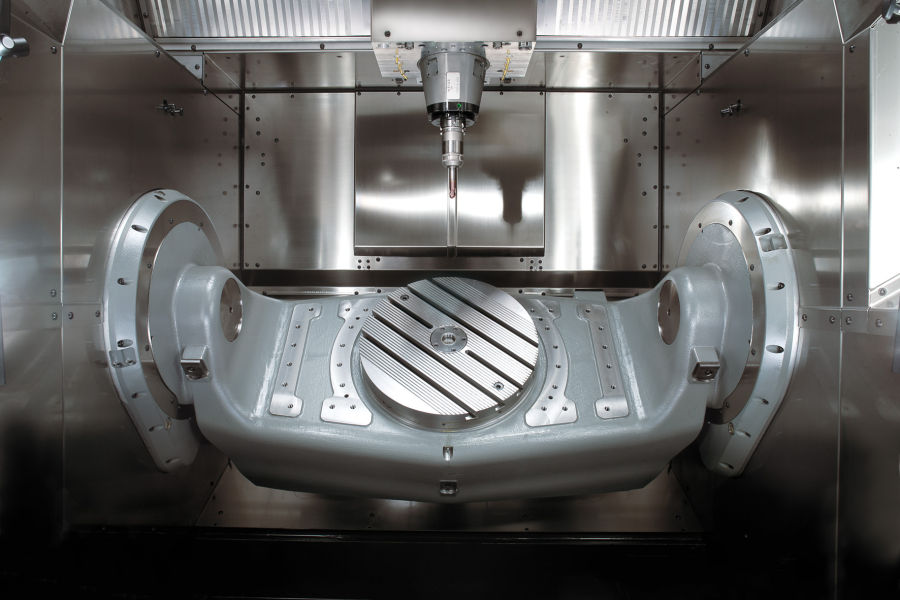
Стол с углом наклона — этот стол удерживает поворотный стол и может быть зафиксирован под любым углом от 0° до 90°. В положении 90° центр поворотного стола также находится на высоте 2,7″, что позволяет использовать с ним прямоугольную заднюю бабку.
Управление очень простое
После ввода количества шагов на оборот (или количества градусов на шаг) с помощью простой цифровой клавиатуры стол быстро и точно перемещается в следующую позицию одним нажатием кнопки продвижения ключ. Если допущена ошибка, предыдущие позиции можно точно вызвать, нажав другую кнопку. Базовое разрешение составляет 28 800 шагов на оборот, ±0,006° на шаг. Это позволяет точно обрабатывать такие детали, как шестерни с нечетным числом зубьев. Вычисления производятся внутри компании с высокой степенью точности, чтобы избежать кумулятивных ошибок.
Поворотный индексатор с ЧПУ является автономным устройством. Вы получаете все необходимое для упрощения сложных задач индексирования.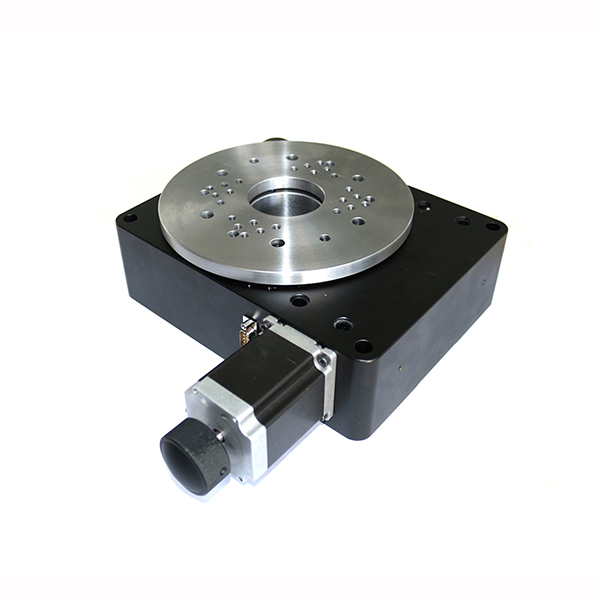 Кроме того, устройство можно подключить к существующей системе ЧПУ для совместной работы с этой системой. Входной сигнал запускает запрограммированную функцию. Когда она завершена, он сигнализирует о продолжении программы. Устройство также может быть «последовательно подключено» к другим устройствам для запуска последовательных действий. Как и в случае со всеми аксессуарами Sherline, в комплект входят полные инструкции.
Кроме того, устройство можно подключить к существующей системе ЧПУ для совместной работы с этой системой. Входной сигнал запускает запрограммированную функцию. Когда она завершена, он сигнализирует о продолжении программы. Устройство также может быть «последовательно подключено» к другим устройствам для запуска последовательных действий. Как и в случае со всеми аксессуарами Sherline, в комплект входят полные инструкции.
Поворотный стол также может быть последовательно соединен с линейным контроллером Sherline (P/N 8800) для последовательного сочетания вращательного и линейного движения. Это позволяет легко настроить относительно сложные операции, такие как нарезание зубчатых колес, без необходимости знать что-либо о программировании ЧПУ, кроме того, что вводится с этих простых клавиатур.
ПРИМЕЧАНИЕ: Мы устанавливаем следующие ограничения веса для наших поворотных столов для постоянного использования.
- Горизонтальная ориентация — 50 фунтов.

- Вертикальная ориентация — 30 фунтов.
- Вертикальный крутящий момент — 6 футов/фунтов. (это означает, что он может поднять груз весом 6 фунтов, если он подвешен на расстоянии 12 дюймов от центра поворотного стола)

Поворотные столы могут выдерживать больший вес, когда они не находятся под постоянной нагрузкой. Нажмите на вкладку «Видео» выше, чтобы увидеть примеры различных весов и вариантов использования наших поворотных столов.
Информация о токе источника питания контроллера
Источник питания контроллера совместим с напряжением 110–240 В переменного тока. Он автоматически переключается со 110 В на 240 В для стран с электрическим током 220–240 В. Исходный источник питания, который мы предлагали с этим продуктом, рассчитан только на 110 В переменного тока.
Использование поворотного стола с концевыми выключателями на TAT
ПРИМЕЧАНИЕ: Для получения инструкций по использованию поворотного стола с концевыми выключателями на TAT щелкните вкладку «Инструкции» выше и загрузите PDF-файл MASSO Rotary Table Помехи концевого выключателя в таблице угла наклона.
Поворотный стол с ЧПУ в действии
Поворотный стол для лазерного сканирования Sherline
Технические характеристики грузоподъемности поворотного стола | |
|---|---|
| Горизонтальная ориентация | 50 фунтов. |
| Вертикальная ориентация | 30 фунтов. |
| Вертикальный крутящий момент | 6 футов/фунтов. (это означает, что он может поднять груз весом 6 фунтов, если он подвешен на расстоянии 12 дюймов от центра поворотного стола) |
| Механический люфт | 0,2° или менее |
| Технические характеристики поворотного индексатора | |
| Размер стола | Диаметр 4″ и высота 2″ |
| Положения для монтажа деталей | Центральная резьба, включая адаптер патрона и 4 Т-образных паза |
| Скорость вращения | От 1°/сек до 50°/сек максимум (программируется с шагом 1°) |
| Разрешение | 28 800 шагов на оборот (±006° на шаг) |
| Компенсация люфта | Программируемый |
| Шаговый двигатель | 120 унций на входе, 2 А, размер корпуса NEMA 23, 400 шагов на оборот |
| Трансформатор источника питания | Вход: 120 В переменного тока, 60 Гц, 38 Вт; Выход: 24 В, 1000 мА |
*ПРИМЕЧАНИЕ: Если вам нужен метрический эквивалент резьбы 10-32, вы можете использовать резьбу 5 x 0,8 мм. Если посадка слишком тугая, вы можете повторно нарезать 10-32 отверстия метчиком 5 x 0,8 мм, и новая резьба должна подойти.
Если посадка слишком тугая, вы можете повторно нарезать 10-32 отверстия метчиком 5 x 0,8 мм, и новая резьба должна подойти.
| Деталь № | Описание | Количество |
|---|---|---|
| 10930 | 3/8″ Подшипник | 2 |
| 30561 | 10-32 Т-образная гайка | 2 |
| 3058 | Комплект с 4 захватами в сборе | 1 |
| 37090 | Адаптер патрона для поворотного стола, с 3/8-16 на 3/4-16 | 1 |
| 37100 | Основание поворотного стола | 1 |
| 37110 | Поворотный стол | 1 |
| 37121 | Корпус червячного поворотного стола с ЧПУ (отдельно не продается) | Н/Д |
| 37131 | Червячный вал поворотного стола с ЧПУ (отдельно не продается) | Н/Д |
| 37122 | Червячный корпус поворотного стола с ЧПУ (P/N 37121, 37131) | 1 |
| 37123 | Соединение поворотного стола с ЧПУ | 1 |
| 37124 | Переходник для поворотного стола с ЧПУ | 1 |
| 37150 | Масляная пробка | 1 |
| 37160 | Гайка предварительного натяжения | 1 |
| 37170 | Стопорный штифт | 1 |
| 37200 | Винт с полукруглой головкой, 10-32 X 3/8″ | 2 |
| 37210 | Прижимной выступ | 1 |
| 37220 | Винт с полукруглой головкой, 6-32 X 1/4″ | 1 |
| 40050 | Маховик в сборе | 1 |
| 40330 | 10-32 X 5/8″ SHCS | 2 |
| 40420 | Подшипник передней бабки | 1 |
| 40510 | Винт SHC, 10-32 X 3/8″ | 1 |
| 40520 | Установочный винт с чашечным наконечником, 10-32 X 3/16″ | 4 |
| 40540 | Установочный винт с конусом, 5/16-18 X 3/4″ | 1 |
| 40660 | Шайба | 1 |
| 40670 | 10-32 X 1/2″ SHCS | 2 |
| 50120 | Указатель | 1 |
| 12050 | Винт SHC, 8-32 X 3/8″ | 4 |
| 87510 | Крепление шагового двигателя для поворотного стола с ЧПУ | 1 |
| 67127 | Шаговый двигатель с плоской вилкой в сборе, 2 А, 100 унций, размер корпуса NEMA #23 | 1 |
| 67126 | Шаговый двигатель с высоким крутящим моментом(дополнительное обновление), 2 А, 191 унция, NEMA #23, типоразмер | 1 |
| 87041 | Источник питания 120 В переменного тока (24 В постоянного тока, выходной ток 1 А) | 1 |
| 87100 | Блок управления с клавиатурой/электроникой | 1 |
| 87250 | Кабель-удлинитель 6 футов от двигателя к клавиатуре | 1 |
| 87350 | Дистанционный (предельный) переключатель/кабель последовательного подключения 1/2 | 1 |
Щелкните P/N ниже, чтобы загрузить заархивированную версию файла IGS 3D CAD.