Станок для заточки сверл AURA ZM-13 – AURA
Для заточки сверл
43 952 р. 39 524 р.
- Диаметр заточки: ∅3 — ∅13 мм
- Угол заточки: 90-140°
- Мощность: 120 Вт
- Частота вращения: 4800 об/мин
Доступно для предзаказа
Quantiy: Сравнить- Описание
- Тех. характеристики
- Комплектация
- Детали
Описание
Компактный станок для заточки спиральных сверл AURA ZM-13 отличается простотой в эксплуатации, точностью и быстротой в использовании.

| Модель | ZM-13 |
| Артикул | 71013000 |
| Диаметр затачиваемого сверла | 3-13 мм |
| Угол заточки сверла | 90°-140° |
| Частота вращения шпинделя | 4800 об/мин |
| Выходная мощность | 120 Вт |
| Напряжение | 220 В ±10% |
| Габаритные размеры (ДхШхВ) | 320 х 180 х 190 мм |
| Размеры упаковки (ДхШхВ) | 370 х 210 х 205 мм |
| Масса нетто / брутто | 9 / 10 кг |
| Наименование | Количество |
| Станок | 1 шт |
| Шнур питания | 1 шт |
| Заточной диск CBN для заточки сверл из быстрорежущей стали | 1 шт |
| Цанговый патрон | 1 шт |
| Комплект цанг (∅3, 4, 5 , 6, 7, 8, 9, 10, 11 ,12 ,13 мм) | 11 шт |
| Шестигранные ключи (3, 4, 5, 6 мм) | 4 шт |
| Запасные штифты | 2 шт |
| Запасные предохранители | 2 шт |
| Инструкция по эксплуатации | 1 шт |
Детали
| Вес | 10 kg |
|---|---|
| Габариты | 37 × 21 × 20. 5 cm 5 cm |
Как заточить сверло:ликбез от дилетанта estimata
При постоянном использовании свёрла служат не долго. И их надо или выкидывать и покупать новые или затачивать. Выкидывать хорошие свёрла, особенно если ими часто пользуетесь, дорого, поэтому обычно их затачивают.Признаки износа режущих кромок:
- быстрый нагрев сверла
- появление скрипящего звука во время сверления
- увеличивается время работы
- на ощупь режущая кромка становится гладкой, округлой
- появление заусенцев, сколов, неровностей на режущих поверхностях
- степень износа хорошо видно, если смотреть через увеличительное стекло
Что надо знать перед заточкой сверла
Чтобы качественно заточить свёрла, важно организовать в помещении хорошее освещение. Человек должен обладать хорошим зрением. Если зрение низкое или сверло мелкое, понадобится лупа или очки с увеличением.
Нельзя чтобы металлическая пыль, образующаяся при заточке сверла, попала в глаза, органы пищеварения, дыхательные пути.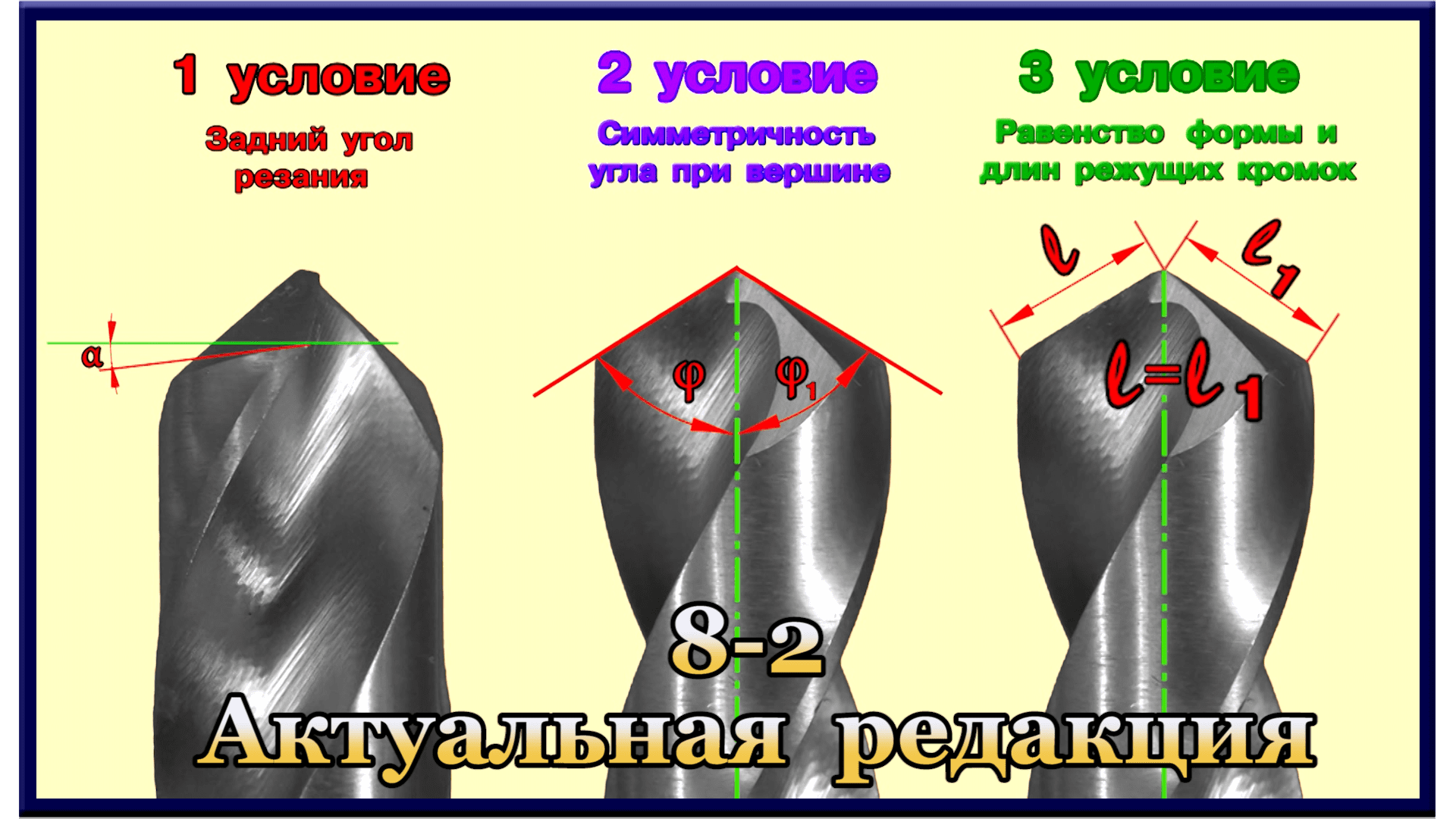 Следует надеть очки.
Следует надеть очки.
Затачивание сверла состоит из нескольких этапов:
- подготовка точильного инструмента
- определение точного угла и способа заточки
- сама заточка. Сначала стачивается задняя поверхность сверла, затем правится режущая кромка и уменьшается перемычка (при необходимости).
- доводка до гладкости
- уборка
Чем твёрже материал, из которого изготовлено сверло, тем с меньшей скоростью следует его обрабатывать.
Свёрла бывают разного назначения и, поэтому, разной формы (плоские, спиралевидные, центровые, с одной или несколькими гранями). Поэтому основная задача при заточке сверла – придание правильной формы и угла режущей кромке.
Угол при вершине 118° ± 2° с задним углом от 7° до 12° считается универсальным, их имеют в виду, когда говорят о спиральном сверле по металлу без указания материала для обработки.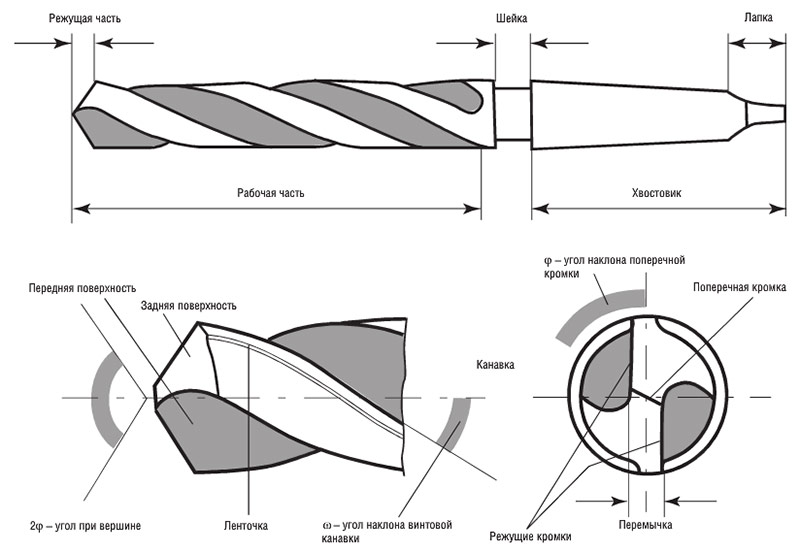 Именно эти углы имеются ввиду в большинстве статей, видеороликов, книг как типовые.
Именно эти углы имеются ввиду в большинстве статей, видеороликов, книг как типовые.
| Два самых распространенных способа образования заднего угла при вершине сверла |
Правильно заточенное сверло имеет:
- Две режущие кромки острые и симметричны друг другу.
- Задние поверхности скошены и расположены ниже режущей кромки. Т.е. между деталью, которую нужно просверлить, и вершиной инструмента присутствует зазор.
- Перемычка не слишком толстая и находится в центре.
Самая частая ошибка при неправильной заточке: это заваливание режущей кромки вперед. Из-за чего она не будет самой высокой точкой зуба, а на задней поверхности будет своеобразна возвышенность, горка. При этом сверло работать не будет, т.к. при сверлении оно просто будет тереться задней поверхностью о материал.
| Правильная и не правильная заточка сверла |
Подточка перемычки и ленточки
Дополнительно к основной заточке можно подточить перемычку и ленточку. Не обработанная перемычка создает значительное сопротивление сверлению – продвижению сверла вглубь обрабатываемого материала. Чтобы уменьшить сопротивление перемычку подтачивают с двух сторон, но не полностью. Полное стачивание перемычки недопустимо, при этом заточку инструмента придется начинать заново, чтобы ее восстановить.
Есть несколько типов подточки перемычной кромки:
- с канавкой для отвода стружки
- с увеличением передних углов на кромке перемычки
- с увеличением передних углов на кромке перемычки и подрезанием задней части зуба
- со стачиванием части перемычки
- со стачиванием части перемычки и подточкой режущих кромок
- с прорезкой перемычки
| Типы подточки поперечной кромки сверла |
Перемычку стачивают на глубину 0,1—0,15 диаметра сверла. В результате повышается стойкость, сверло лучше врезается в материал, повышается производительность сверления, уменьшается усилие подачи. Перемычку можно подточить на сверле любого диаметра, но для диаметров менее 5 миллиметров понадобятся специальные инструменты, например, алмазный надфиль.
В результате повышается стойкость, сверло лучше врезается в материал, повышается производительность сверления, уменьшается усилие подачи. Перемычку можно подточить на сверле любого диаметра, но для диаметров менее 5 миллиметров понадобятся специальные инструменты, например, алмазный надфиль.
Заточка сверла на наждачном круге
Наждачный станок, оснащенный точильным кругом, – универсальное устройство. При его наличии заточка свёрл займет немного времени.
Для заточки понадобится абразивный круг из белого электрокорунда прямого профиля. Его марка должна быть 14А (A) или 25А (WA). Они предназначены для обработки углеродистых, легированных, быстрорежущих и нержавеющих марок сталей, заточки стального закаленного инструмента.
Рабочая поверхность камня должна быть ровной, без закруглений, выбоин и впадин. Если на поверхности есть дефекты, то их нужно устранить правилом.
Делается в следующем порядке:
- Расположите сверло под углом 60 градусов относительно плоскости точильного круга.
 Режущая кромка при этом должна принять горизонтальное положение и находиться параллельно кругу.
Режущая кромка при этом должна принять горизонтальное положение и находиться параллельно кругу. - Если сверло крупное, сильно повреждено, источено, следует воспользоваться сначала грубым точилом по металлу, а затем мягким. В остальных случаях можно использовать только один круг – для тонкой заточки.
- Сверло нужно взять двумя руками, ведущей рукой за рабочую часть, второй рукой – за хвостовик. После его нужно положить на подручник так, чтобы его боковая грань при взгляде сверху совпала с линией, нарисованной на подручнике.
Между подручником и сверлом нужно положить указательный палец – он будет исполнять роль качели при конической заточке. Когда инструмент лежит на пальце, то между ним и наждачным кругом образуется угол, примерно равный 7° — 12°. Именно это значение нужно выдержать на режущей кромке. - Включите наждак. Аккуратно придвиньте сверло. Прижмите режущую кромку к поверхности круга и плавно подвиньте кончик вверх, опуская хвостовик. Выполняя скользящие движения, сохраняйте угол 60 градусов и не ослабляйте нажим.
Перед выполнением данного пункта рекомендуется потренироваться на выключенном наждаке. Это делается так: слегка придавите переднюю кромку сверла к наждаку, при этом кромка должна находиться в горизонтальной плоскости. Далее медленно опустите хвостовик вниз, не ослабляя прижим, до тех пор, пока на поверхности круга не будет лежать задняя часть задней поверхности. При этом круг должен провернуться. - Отведите сверло от круга назад, поверните сверло на 180 градусов. Расположите его аналогичным образом (см. п. 1) и выполните заточку (п. 4). Главная задача – сделать задние поверхности ровными и с одинаковым наклоном.
- Продолжайте затачивать сверло равномерно с обеих сторон до тех пор, пока при визуальном осмотре режущие кромки не будут гладкими и острыми, а на задней части будет закругленный скос.
- После этого нужно проверить соответствие углов и длин режущих кромок. Для этого желательно иметь под рукой специальный шаблон, угломер или транспортир для измерения углов заточки и штангенциркуль для измерения длин режущих кромок.
При необходимости откорректируйте их длину. - Уменьшите перемычку, если она слишком широкая. Это поможет уменьшить сопротивление при резке металла.
 Режущая кромка при этом должна принять горизонтальное положение и находиться параллельно кругу.
Режущая кромка при этом должна принять горизонтальное положение и находиться параллельно кругу.

Вот поясняющее видео
Т.к. выдерживать нужный угол заточки “на глаз” сложно, то существуют различные приспособления. Они могут быть заводскими или из подручных средств. Вот некоторые самодельные приспособления:
Вот поясняющее видео
Заточка сверла на болгарке
Использовать болгарку нужно только в крайних случаях: она может стать причиной травм.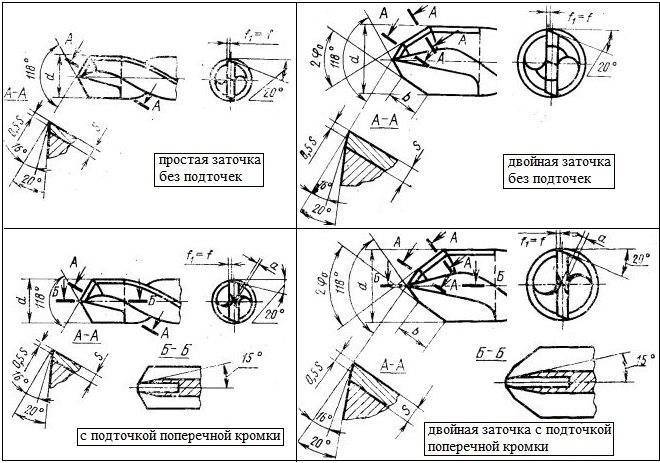 Во избежание неприятных ситуаций сверло рекомендуется надежно закрепить на листе фанеры или вставить в тиски. Также любители изготавливают специальные приспособления для направления и удерживания сверл под определенным углом. Они крепятся к болгарке. В результате получается удобный и эффективный станок для заточки.
Во избежание неприятных ситуаций сверло рекомендуется надежно закрепить на листе фанеры или вставить в тиски. Также любители изготавливают специальные приспособления для направления и удерживания сверл под определенным углом. Они крепятся к болгарке. В результате получается удобный и эффективный станок для заточки.
Болгаркой можно точить только тонкие сверла. При затачивании твердого инструмента большого диаметра велика вероятность травмы.
Для заточки сверла на болгарку устанавливается абразивный круг. Дальнейший ход работы точно такой же, как и при использовании точильного станка:
- сверло устанавливается под нужным углом к абразивному диску
- стачивается задняя поверхность одного зуба, затем второго
- корректируется длина режущих кромок
- затачивается перемычка
Вот поясняющее видео
 youtube.com/embed/Zy0727Rn7Vs” youtube-src-id=”Zy0727Rn7Vs”>
youtube.com/embed/Zy0727Rn7Vs” youtube-src-id=”Zy0727Rn7Vs”> Заточка сверла насадкой на дрель
Существует специальные насадки на дрель в виде патрона.
Внутри находится наждачный камень особой формы с предустановленным углом 118 градусов. Или есть жёлоб, который подводит сверло под нужным углом.
У этого способа есть и минусы:
- с помощью приспособления получится заточить только слегка затупившиеся инструменты без серьезных повреждений.
- насадку можно присоединить к дрели с диаметром шейки 43 мм
- заточку можно производить только под одним углом – 118 градусов. Для сверл по дереву, цветному металлу насадка не подходит.
Можно ли затачивать ступенчатые сверла?
Да, ступенчатые сверла можно затачивать. Важно использовать правильный инструмент для заточки для вашего конкретного ступенчатого сверла, чтобы правильно его заточить. Большинство обычных плоских сверл можно заточить на обычном настольном шлифовальном станке, оснащенном подходящим шлифовальным кругом.
Важно использовать правильный инструмент для заточки для вашего конкретного ступенчатого сверла, чтобы правильно его заточить. Большинство обычных плоских сверл можно заточить на обычном настольном шлифовальном станке, оснащенном подходящим шлифовальным кругом.
Могу ли я видеть свои поиски в Google?
Пожалуйста, включите JavaScript
Могу ли я видеть свои поиски в Google?Однако для правильной заточки ступенчатых сверл требуется специальное приспособление для заточки сверл или приспособление. Также важно отметить, что в то время как режущие кромки ступенчатого сверла можно затачивать, ступенчатые части сверла нельзя.
Это связано с геометрией насадки и точностью, необходимой для ее заточки. Таким образом, если ступенчатое сверло слишком сильно заточено, его необходимо заменить.
Как затачивать повышающие насадки?
Повышающие насадки — это специальные насадки, которые используются для сверления отверстий в различных материалах, таких как дерево, пластик и алюминий. Чтобы бита оставалась острой, важно знать, как ее затачивать. Лучший способ заточить насадки Step Up — использовать настольную шлифовальную машину.
Чтобы бита оставалась острой, важно знать, как ее затачивать. Лучший способ заточить насадки Step Up — использовать настольную шлифовальную машину.
Сначала закрепите биту в цанге болгарки и держите ее под углом 45 градусов. Запустите шлифовальную машину и круговыми движениями перемещайте биту по кругу. Старайтесь не нажимать слишком сильно, так как это может испортить сверло.
Держите биту в контакте с колесом, пока она не станет острой. Как только он станет острым, выключите кофемолку и охладите биту в воде. Наконец, заточите другую сторону сверла таким же образом. С помощью этого метода требуется всего несколько минут, чтобы заточить сверло и позволить ему с легкостью прорезать несколько материалов.
Как заточить ступенчатое сверло?
Для правильной заточки ступенчатого сверла требуются твердые руки и точная техника. Вот шаги, которые необходимо выполнить для успешного шлифования:
1. Начните с выбора правильного шлифовального круга для работы. Это должен быть точильный камень, достаточно твердый, чтобы срезать поверхность ступенчатого сверла, но достаточно мягкий, чтобы оставить гладкую поверхность.
Это должен быть точильный камень, достаточно твердый, чтобы срезать поверхность ступенчатого сверла, но достаточно мягкий, чтобы оставить гладкую поверхность.
2. Плотно зажмите ступенчатое сверло в тисках и зафиксируйте его гаечным ключом. Обязательно оставьте достаточно места для безопасной заточки края ступенчатого сверла.
3. Отрегулируйте шлифовальный круг на правильный угол ступенчатого сверла и убедитесь, что шлифовальный круг соприкасается со ступенями.
4. Начните равномерное шлифование, медленно перемещая шлифовальный круг, пока вся поверхность ступенчатого сверла не будет равномерно шлифована.
5. Когда вы закончите, используйте шлифовальный круг с более мелкой зернистостью, чтобы пройтись по ступенчатому сверлу и убедиться, что поверхность гладкая и имеет хорошую отделку.
6. После заточки ступенчатого сверла с помощью напильника или металлической щетки удалите с поверхности лишние заусенцы или металлическую стружку.
7. Удалите все оставшиеся металлические частицы или пыль со ступенчатого сверла чистой тканью.
Следуя этим шагам, вы сможете успешно заточить ступенчатое сверло.
Будет ли Drill Doctor точить долото по каменной кладке?
Да, Drill Doctor может затачивать сверла по камню. Он оснащен алмазным точильным кругом, который может затачивать широкий спектр сверл по камню от раздельных до пилотных. Алмазный круг позволяет легко заточить сверло по камню с точностью и точностью, давая вам идеальный край, который вам нужен.
Кроме того, встроенный переключатель угла позволяет легко выбрать правильный угол — независимо от того, затачиваете ли вы несколько сверл Brad Point, сверл по камню или твердосплавных сверл.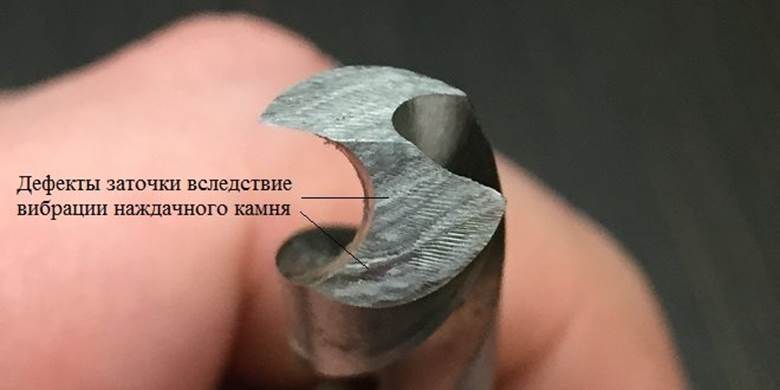 С этой регулируемой конструкцией выбора угла вы можете заточить любой тип биты по камню с постоянным результатом.
С этой регулируемой конструкцией выбора угла вы можете заточить любой тип биты по камню с постоянным результатом.
Биты по каменной кладке затупляются?
Да, сверла по каменной кладке со временем затупляются. Биты по каменной кладке предназначены для разрезания бетона и других твердых материалов, из-за чего они быстрее изнашиваются и затупляются. Скорость, с которой сверла по каменной кладке затупляются, зависит от материала, который они используют для резки, и типа используемого сверла.
Когда биты подвергаются воздействию бетона, сталь откалывается, а твердосплавный наконечник полностью изнашивается. Поэтому биты по каменной кладке со временем затупятся и потребуют замены. Частота замены зависит от использования и ухода за битами.
Чтобы продлить срок службы бит для каменной кладки, необходимо соблюдать правила хранения, регулярного технического обслуживания и использования по назначению.
Можно ли использовать дрель в качестве шлифовальной машины?
Нет, дрель нельзя использовать как шлифовальную машину. Сверла предназначены для мягкого снятия фаски, а не для шлифовки, поэтому, если вы используете сверло для шлифовки, это может повредить сверло и любые материалы, с которыми вы пытаетесь работать.
Сверла предназначены для мягкого снятия фаски, а не для шлифовки, поэтому, если вы используете сверло для шлифовки, это может повредить сверло и любые материалы, с которыми вы пытаетесь работать.
Кроме того, шлифовальные машины, как правило, вращаются с гораздо большей скоростью, чем дрели, что может привести к серьезной травме, если вы попытаетесь использовать дрель в качестве шлифовальной машины. По этим причинам не рекомендуется использовать дрель в качестве болгарки.
Можно ли поставить шлифовальный диск на дрель?
Да, на дрель можно поставить шлифовальный диск. Шлифовальные диски обычно используются для удаления материала с поверхности, такой как дерево, металл или пластик, для придания ей гладкости. Чтобы прикрепить шлифовальный диск к дрели, вам понадобится соответствующий тип насадки для вашей дрели, которая подходит для шлифовального диска.
Это может быть тарелка или оправка, которые доступны во многих размерах и с различной зернистостью, размер и зернистость, которые вам нужны, будут зависеть от размера и материала объекта, который вы шлифуете. Когда вы прикрепите шлифовальный диск к дрели, важно убедиться, что он надежно закреплен на месте и что он движется прямо и равномерно, когда вы его используете.
Когда вы прикрепите шлифовальный диск к дрели, важно убедиться, что он надежно закреплен на месте и что он движется прямо и равномерно, когда вы его используете.
Также важно убедиться, что вы используете правильный тип шлифовального круга, который зависит от материала и назначения объекта, который вы шлифуете. Например, мелкозернистый шлифовальный диск рекомендуется для отделочных работ, а крупнозернистый — для быстрого удаления материала.
После того, как вы выбрали правильный тип диска для работы, вы сможете шлифовать сверлом по мере необходимости.
Можно ли заточить ступенчатую насадку?
Да, можно заточить ступенчатую насадку. Первый шаг — закрепить сверло в тисках и использовать настольную шлифовальную машину для заточки режущей кромки каждой канавки. Обязательно наденьте защитные очки и запустите шлифовальный станок на средней скорости, слегка вдавливая биту в шлифовальный станок.
Другие канавки можно затачивать аналогичным образом, но важно не переусердствовать при заточке. Обратите особое внимание на область, которая будет соприкасаться с просверливаемым материалом.
Обратите особое внимание на область, которая будет соприкасаться с просверливаемым материалом.
Когда все кромки заточены, сверло следует проверить, просверлив кусок лома. Если сверло режет плохо или срез неровный, возможно, его придется снова заточить. При правильной заточке ступенчатое сверло должно работать как новое и оставаться острым для многих буровых проектов.
Стоит ли затачивать сверла?
Да, заточить сверла однозначно стоит. Регулярная заточка насадок может сэкономить вам много денег в долгосрочной перспективе, а также много времени. Это также простой способ сохранить качество существующих сверл, чтобы вы могли использовать их в течение более длительного времени.
Заточка сверл обычно не представляет труда, в зависимости от типа сверла. Это можно сделать как вручную с помощью тисков, так и с помощью шлифовальной насадки электродрели. Любое время, затрачиваемое на заточку насадки, будет намного меньше, чем экономия времени при использовании острой насадки.
Заточенные сверла также делают отверстия более гладкими и чистыми, чего нельзя сделать с помощью тупого сверла. Это не только повышает производительность, но и снижает вероятность повреждения просверливаемого материала.
Кроме того, острые сверла требуют меньших усилий для работы, что также может помочь продлить срок службы двигателя вашей дрели.
Подходят ли ступенчатые сверла?
Ступенчатые сверла в целом считаются хорошими. Они используются для множества задач, включая сверление отверстий в тонких материалах, таких как листовой металл, пластик и алюминий; расширение существующих отверстий; и изготовление зенкеров, потайных отверстий и снятие заусенцев.
Благодаря своей конструкции со ступенчатыми кромками ступенчатые сверла также используются для создания отверстий в отверстиях с зазором для крепежа, создания пазов для петель и замков, а также для сверления резьбовых отверстий в материале. Ступенчатые сверла обычно изготавливаются из быстрорежущей стали, кобальта или карбида, что делает их невероятно прочными, долговечными и способными выдерживать высокие температуры и давление при сверлении.
По сравнению с другими сверлами, ступенчатые долота обеспечивают чистое отверстие без заусенцев с минимальным содержанием огнеупорных частиц. Они также могут делать отверстия во многих перекрывающихся слоях материала, чего не могут сделать обычные сверла.
Используя правильно подобранную коронку и соответствующую скорость сверления, пользователи могут добиться оптимальных результатов с минимальными усилиями.
Заточка сверл на кворне
Нажмите на изображения, чтобы просмотреть их в большем размере и более подробно.
Люди, которые завершают Quorns, являются либо (а) преданными инженерами-модельерами, которые хотят иметь возможность точно затачивать все свои резцы, которые не боятся сложных проектов, либо (б) какими-то полными психами, которые не боятся сложных проектов. В тщетной надежде, что я смогу попасть в первую категорию, я представлял свой Quorn как полное решение для всех режущих кромок в магазине, включая спиральные сверла.
Во-первых, мы, вероятно, должны определить, что такое “четырехгранная” заточка и чем она отличается от обычной “конической” заточки. Для того чтобы резать, спиральному сверлу, как и любому инструменту, требуется рельеф позади режущей кромки. Это предотвращает трение области сверла за режущей кромкой о конец отверстия при его повороте и продвижении. Но нам также нужна прочная и долговечная режущая кромка, поэтому чрезмерное облегчение сделает кромку более острой и, следовательно, более восприимчивой к износу и повреждению. Рассмотрим сначала «стандартный» способ заточки сверла.
Конический отвод
Стандартная коническая заточка дает угол заточки 118 градусов, но это не конус. Фактический кончик представляет собой прямую линию, если смотреть с торца, и дугу, если смотреть сбоку. Это называется «краем долота» (ссылка [WSP12]). Это артефакт процесса заточки, образованный пересечением двух конических участков. Таким образом достигается то, что нам нужно: прочная режущая кромка (называемая «краем») с «площадкой» — областью за режущей кромкой, которая спадает с возрастающей скоростью, чтобы обеспечить задний угол режущей кромки, необходимый, если сверло должно резать. Кондукторы для изготовления этой формы просты (относительно), и хороший инструмент быстро даст хороший результат – просто билет, если вы производитель сверл или пользователь, который просто хочет отверстие и не особенно заботится о том, чтобы оно было немного больше размера. , и может быть не совсем прямым. Недостаток в том, что кончик зубила. Если на заготовке нет центральной метки, по крайней мере такой же ширины, как долото, наконечник сверла будет блуждать повсюду, когда его представят в заготовке.
Фактический кончик представляет собой прямую линию, если смотреть с торца, и дугу, если смотреть сбоку. Это называется «краем долота» (ссылка [WSP12]). Это артефакт процесса заточки, образованный пересечением двух конических участков. Таким образом достигается то, что нам нужно: прочная режущая кромка (называемая «краем») с «площадкой» — областью за режущей кромкой, которая спадает с возрастающей скоростью, чтобы обеспечить задний угол режущей кромки, необходимый, если сверло должно резать. Кондукторы для изготовления этой формы просты (относительно), и хороший инструмент быстро даст хороший результат – просто билет, если вы производитель сверл или пользователь, который просто хочет отверстие и не особенно заботится о том, чтобы оно было немного больше размера. , и может быть не совсем прямым. Недостаток в том, что кончик зубила. Если на заготовке нет центральной метки, по крайней мере такой же ширины, как долото, наконечник сверла будет блуждать повсюду, когда его представят в заготовке.
Четырехгранная заточка
Острие с 4 гранями, как показано здесь, формируется путем шлифовки двух плоских участков (граней) на каждой площадке. Первый неглубокий; 80 градусов относительно оси сверла, что представляет собой рельеф в 10 градусов от плоскости кончика сверла. За этим наносится вторичный рельеф от 25 до 30 градусов. Важная часть (и почему вы не будете изготавливать такой наконечник, в спешке прижимая руку к точильному станку) заключается в том, что все 4 грани ДОЛЖНЫ пересекаться в одной точке. Однако, учитывая Quorn и некоторые точный, концентрический способ удержания сверла точно по оси держателя держателя, Quorn идеально изготовит этот наконечник с очень небольшим усилием. Шаги:
Шаги:
- Расположите кронштейн резцедержателя вертикально по отношению к вращающемуся основанию, используя «установочные штифты» Quorn, как описано в Книге. Примечание. Названия компонентов Quorn, использованные здесь, соответствуют номенклатуре профессора Чеддока, а аннотированная фотография в верхней части этой страницы поможет, если вы не знакомы с самим зверем. Возможно, вы захотите открыть эту фотографию в отдельном окне, пока читаете этот текст, для быстрого ознакомления.
- Закрепите сверло в цанге с минимальным вылетом так, чтобы линия режущих кромок была параллельна плоскости вращающегося основания. На практике в зависимости от диаметра сверла и типа цангового патрона требуется около 1/2 дюйма или более, чтобы предотвратить любую опасность стачивания кругом цангового патрона, головки или основания!
- Убедитесь, что поверхность круга установлена перпендикулярно основаниям стержня, и поверните основание на 31 градус так, чтобы острие сверла было направлено к вам. Ось сверла теперь будет на 59градусов к поверхности колеса, и таким образом мы получим необходимый угол при вершине 118 градусов.
- Наклоните индикатор наклонного кронштейна на 10 градусов вправо и зафиксируйте основание рабочей головки на передней планке.
- Запустите и наденьте рез с помощью микрометра, покачивая головку по кругу до тех пор, пока кромка не очистится по всей существующей ширине долота. Отметьте показание микрометра или обнулите его в этой точке.
- Разверните шпиндель на 180 градусов (я предполагаю, что вы включили и зафиксировали индексную пластину на нуле с помощью штифтового плунжера на шаге 2). Отпустите микрометр и снова отшлифуйте до первого показания микрометра.
- Увеличьте наклон поворотного кронштейна до 25 (или 30) градусов и повторите шаги 5 и 6. Но на этот раз вам нужно шлифовать до тех пор, пока два пересечения рельефа не образуют идеально прямую линию на кончике сверла. Это будет точно на оси сверла при условии:
- Сверло идеально центрируется по оси резцедержателя, а
- Вращение держателя инструмента не приводит к осевому перемещению сверла, или
- Сверло не сместилось назад в осевом направлении в цанге
 Ось сверла теперь будет на 59градусов к поверхности колеса, и таким образом мы получим необходимый угол при вершине 118 градусов.
Ось сверла теперь будет на 59градусов к поверхности колеса, и таким образом мы получим необходимый угол при вершине 118 градусов. Некоторые ранние эксперименты с использованием цанги Myford в шпинделе Quorn профиля Myford вызвали как воодушевление, так и разочарование. Во-первых, сверла, заточенные таким образом, легче начинают работать, режут ближе к теоретическому размеру и, кажется, режут с меньшим усилием. Нижняя сторона держала сверла. Цанги Myford закрываются, вдавливая их в конус Морзе № 2. Следовательно, они будут зажимать заготовку только на кончике цанги — задняя часть материала не будет поддерживаться. Чем больше цанга должна быть закрыта, чтобы захватить заготовку, тем больше вероятность того, что сверло будет отклонено от идеального осевого положения при шлифовании. Во-вторых, трудно найти точную точку, чтобы остановить шлифовку второй и третьей граней. При использовании шпиндель Myford фиксируется в рабочей головке Quorn, когда индексная пластина заблокирована (как и должно быть при индексации). Шлифование становится вопросом:
Во-первых, сверла, заточенные таким образом, легче начинают работать, режут ближе к теоретическому размеру и, кажется, режут с меньшим усилием. Нижняя сторона держала сверла. Цанги Myford закрываются, вдавливая их в конус Морзе № 2. Следовательно, они будут зажимать заготовку только на кончике цанги — задняя часть материала не будет поддерживаться. Чем больше цанга должна быть закрыта, чтобы захватить заготовку, тем больше вероятность того, что сверло будет отклонено от идеального осевого положения при шлифовании. Во-вторых, трудно найти точную точку, чтобы остановить шлифовку второй и третьей граней. При использовании шпиндель Myford фиксируется в рабочей головке Quorn, когда индексная пластина заблокирована (как и должно быть при индексации). Шлифование становится вопросом:
- Угадайте, где остановиться на третьей грани по глазному яблоку Mk I. Обратите внимание на настройку микрометра.
- Переверните на 180 градусов и зашлифуйте до той же настройки. Остановите колесо, качните рабочую головку вперед, наклонитесь и вытяните головку на одной линии со сверлом и убедитесь, что пересечения фасеток пересекаются правильно (вам повезет!)
- Снова запустите и нанесите еще один тысячный разрез на обе стороны. Повторяйте до тех пор, пока не будет достигнуто совершенство. Если вы «перейдете», вам нужно вернуться к 10-градусным граням и попытаться исправить.
 Повторяйте до тех пор, пока не будет достигнуто совершенство. Если вы «перейдете», вам нужно вернуться к 10-градусным граням и попытаться исправить.
Повторяйте до тех пор, пока не будет достигнуто совершенство. Если вы «перейдете», вам нужно вернуться к 10-градусным граням и попытаться исправить.В общем, это немного трудоемко и сомнительно. Результаты хорошие, но из-за драмы резкость, скорее всего, будет отложена до тех пор, пока она действительно не понадобится — или чуть позже, чем это действительно необходимо. Должен быть лучший ответ.
Шестигранная заточка
И есть! Статья Дерека Брауна появилась в Model Engineer , выпуск № 4025, в которой описываются некоторые дополнительные приспособления для Quorn, облегчающие «6-гранную» заточку. Этот процесс расширяет процесс 4 граней, добавляя еще один вторичный рельеф (тройной рельеф?) под углом 45 градусов, снова расположенный так, чтобы все плоскости пересечения сходились точно на оси сверла. В статье отмечается, что этот метод теперь предпочтительнее для работы с ЧПУ, поскольку сила резания еще больше снижается. Поскольку необходимые приспособления были прямолинейны, и поскольку у меня была большая часть необходимого материала на стеллаже для металлолома, И состояние сверл на моем стенде становилось серьезным затруднением, казалось, что пришло время решить проблему заточки сверл. более позитивно.
более позитивно.
Джиг состоит из двух основных компонентов. Во-первых, простой цилиндрический шпиндель из заготовки диаметром 1 дюйм, который точно расточен (в 4-кулачковом патроне после синхронизации для минимального биения) для заводских цанг диаметром 5/8 дюйма. Во-вторых, дополнительная индексная пластина, которая надежно крепится к существующей индексной пластине. Эта пластина имеет два набора индексных отверстий, которые могут входить в зацепление со стопорным штифтом Quorn, каждое на 180 градусов друг от друга, но смещенное по диаметру, расположенному под углом 67,5 дуги друг к другу. В центре этой пластины находится регистр, который предотвращает ее трение о заднюю пластину Quorn (см. аннотированное фото Quorn, чтобы увидеть эти части).
Обратите внимание на другую пару меньших отверстий на предыдущей фотографии. Они находятся в центре пары ввинченных штифтов, которые совмещают вторичную пластину со стандартной индексной пластиной. Конец этих штифтов диаметром 1/8 дюйма имеет резьбу 5BA, поэтому две пластины можно надежно скрепить вместе. Вместо того, чтобы использовать гайки, я сделал пару коротких стержней с резьбой 1/4 дюйма и приклеил винты с шестигранной головкой к одному концу — Шестигранные ключи обычно легче найти, чем торцевые ключи! На фотографии здесь показан узел индексной пластины, зажатый на цанговом шпинделе существующей конической разъемной цангой Quorn и стопорным кольцом. В общем, было бы проще сделать новое указательное кольцо тех же размеров, что и стандартное, и просто поменять местами разрезное кольцо и стопорное кольцо. Никаких градуировок не потребуется, хотя реперная отметка относительно пары отверстий, которые используются для первых 4 граней, была бы полезна (мы подойдем к этому через минуту).
Вместо того, чтобы использовать гайки, я сделал пару коротких стержней с резьбой 1/4 дюйма и приклеил винты с шестигранной головкой к одному концу — Шестигранные ключи обычно легче найти, чем торцевые ключи! На фотографии здесь показан узел индексной пластины, зажатый на цанговом шпинделе существующей конической разъемной цангой Quorn и стопорным кольцом. В общем, было бы проще сделать новое указательное кольцо тех же размеров, что и стандартное, и просто поменять местами разрезное кольцо и стопорное кольцо. Никаких градуировок не потребуется, хотя реперная отметка относительно пары отверстий, которые используются для первых 4 граней, была бы полезна (мы подойдем к этому через минуту).
На этом снимке показаны собранный шпиндель и индексная пластина с одной из цанг держателя сверла. Согласно опубликованным данным, устройство удобно удерживает сверла от 1/2 дюйма до 9/32 дюйма в 4 цангах (т. е. каждая имеет диапазон захвата на 3/64 дюйма меньше номинального размера). Цанги, изготовленные из буровой штанги , сужены на 60 градусов на обоих концах, а затем прорезаны в чередующихся квадрантах на каждом конце на длину, близкую к их длине.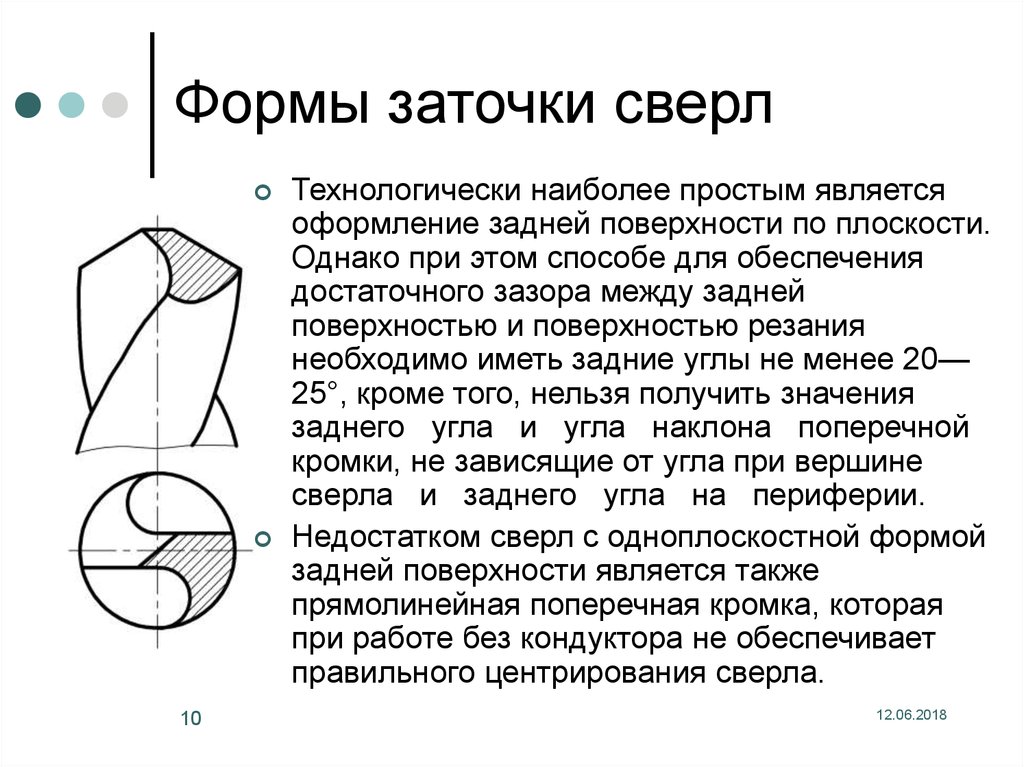 Очевидно, нос шпинделя имеет такой же конус, чтобы закрыть «переднюю часть» цанги. Прокладка справа цанги изготовлены из латуни, с внутренним диаметром 17/32 дюйма и другим конусом, закрывающим заднюю часть цанги. Справа от узла шпинделя находится цанговый доводчик: стальная рифленая ручка, диаметром чуть менее 1 дюйма, с резьбой 40 TPI (чтобы индексная пластина могла надвигаться на нее) и отверстием 17/32 дюйма. . Как отметил г-н Браун, отделение заднего доводчика от замыкающего винта, как правило, предотвращает вращение закрывающего винта цангового патрона цангового патрона и сверла при его затягивании.
Очевидно, нос шпинделя имеет такой же конус, чтобы закрыть «переднюю часть» цанги. Прокладка справа цанги изготовлены из латуни, с внутренним диаметром 17/32 дюйма и другим конусом, закрывающим заднюю часть цанги. Справа от узла шпинделя находится цанговый доводчик: стальная рифленая ручка, диаметром чуть менее 1 дюйма, с резьбой 40 TPI (чтобы индексная пластина могла надвигаться на нее) и отверстием 17/32 дюйма. . Как отметил г-н Браун, отделение заднего доводчика от замыкающего винта, как правило, предотвращает вращение закрывающего винта цангового патрона цангового патрона и сверла при его затягивании.
Поистине замечательная идея этой конструкции заключается в том, что при тщательном выполнении точного концентрического растачивания шпинделя, цанг и конусов сверла будут надежно удерживаться с обоих концов и очень точно удерживаться на оси шпинделя в держателе инструмента. Это гарантирует, что сверло может вращаться с незначительным биением — требование, если грани должны пересекаться в одной точке.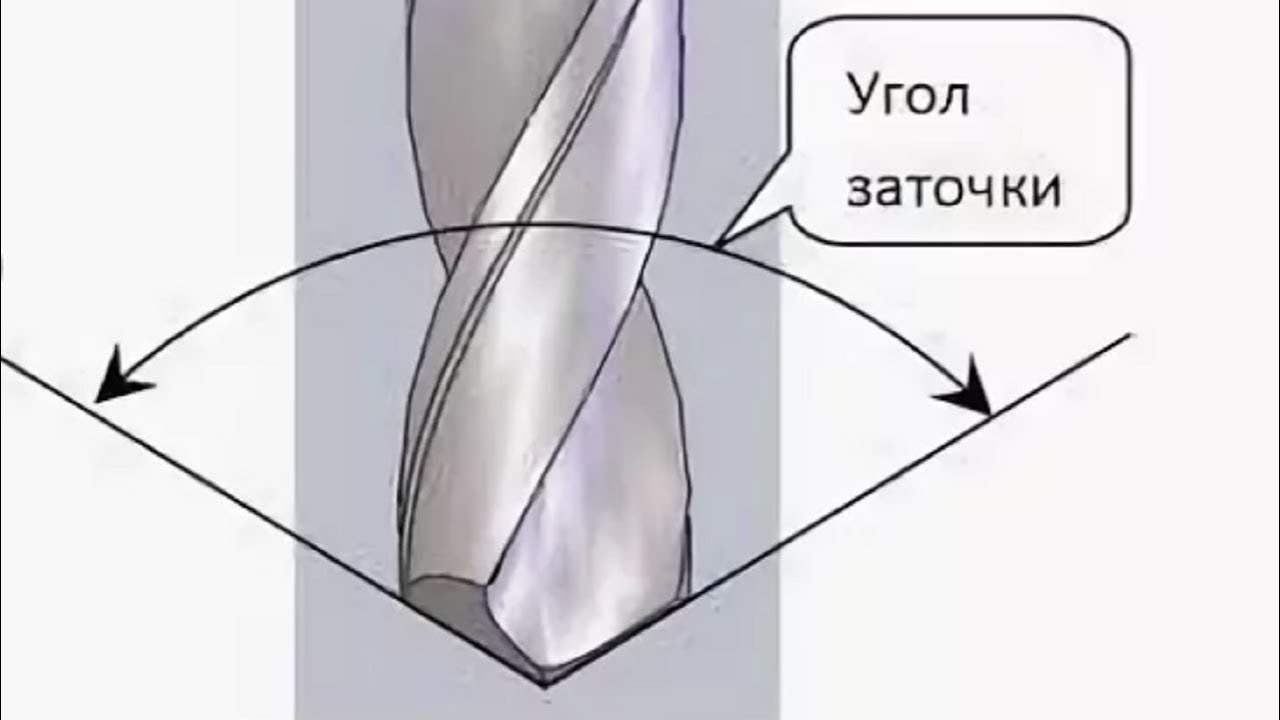 Еще одним умным аспектом конструкции г-на Брауна является конструкция шпинделя, позволяющая легко извлекать всю сборку из рабочей головки Quorn при формировании граней, чтобы концы сверла смотрели в глаз. Приводка на пластине и указательный штифт гарантируют, что сборку можно будет снова вставить точно в то же место, чтобы немного увеличить разрез. Вам даже не нужно останавливать двигатель!
Еще одним умным аспектом конструкции г-на Брауна является конструкция шпинделя, позволяющая легко извлекать всю сборку из рабочей головки Quorn при формировании граней, чтобы концы сверла смотрели в глаз. Приводка на пластине и указательный штифт гарантируют, что сборку можно будет снова вставить точно в то же место, чтобы немного увеличить разрез. Вам даже не нужно останавливать двигатель!
На этом фото показано назначение другой пары отверстий малого диаметра в индексной пластине. Они имеют размер 3/32 дюйма, поэтому указательный штифт не войдет в них по ошибке, и используются для определения положения приспособления для настройки, помогающего выровнять кромки сверла, которое нужно затачивать, таким образом, чтобы при индексации и фиксации линия через выступы будут параллельны плоскости вращающегося основания. Это важно, если пересечение первичных и вторичных граней рельефа должно быть параллельно режущей кромке. Эта часть дизайна не так хороша, как остальные. Но Я вернусь к этому после описания того, как преобразовать 4-гранный наконечник в 6. Для этого нам нужно приточить другой рельеф, на этот раз под углом 45 градусов к плоскости, перпендикулярной оси сверла.Из-за его механической конструкции, Голова Quorn будет качаться в лучшем случае на 30 градусов от вертикали (мой будет поворачиваться только против часовой стрелки до 28 из-за одной из многих ошибок, сделанных при ее сборке. См. Новичок ранга A Builds The Quorn). индексирующих отверстий, смещенных на 67,5 градусов относительно первой пары, вступают в игру:
Для этого нам нужно приточить другой рельеф, на этот раз под углом 45 градусов к плоскости, перпендикулярной оси сверла.Из-за его механической конструкции, Голова Quorn будет качаться в лучшем случае на 30 градусов от вертикали (мой будет поворачиваться только против часовой стрелки до 28 из-за одной из многих ошибок, сделанных при ее сборке. См. Новичок ранга A Builds The Quorn). индексирующих отверстий, смещенных на 67,5 градусов относительно первой пары, вступают в игру:
- Выполните шаги, описанные ранее, чтобы создать точку с 4 гранями, затем остановите двигатель, разблокируйте основание рабочей головки и сдвиньте ее вправо, освобождая от колеса.
- Верните наклонный кронштейн в положение ноль градусов и поверните вращающееся основание на 45 градусов, чтобы острие сверла было повернуто от вас. Если вы затачиваете несколько сверл одновременно, используйте вращающиеся упоры для установки этих двух положений. Переключение между ними происходит очень быстро.
- Поверните шпиндель на 67,5 градусов, используя одно из следующих пар отверстий во вспомогательной индексной пластине. Поднесите дрель к колесу и зажмите все.
- Как и прежде, наносите микрометром до тех пор, пока формируемая новая грань не встретится с пересечением предыдущих четырех. Не стесняйтесь выдвигать шпиндель, чтобы следить за прогрессом глазного яблока, сколько хотите. Обратите внимание на показания микрометра на перекрестке.
- Укажите 180 градусов и повторите. Если все хорошо — а так и будет — последняя грань пересечется с теми же показаниями микрометра, что и предыдущая.
 Поднесите дрель к колесу и зажмите все.
Поднесите дрель к колесу и зажмите все.Возможности для улучшения
В целом насадки работают хорошо, но приспособление, используемое для установки сверла в горизонтальное положение, работало бы лучше, если бы у меня было 3 руки или если бы я потратил время, чтобы прижать его к индексной пластине струбцинами слесаря во время выравнивания. Это опровергает идею простой и быстрой настройки. Это усугубляется тем фактом, что вам, возможно, придется повторно настроить выравнивание сверла после выполнения прохода № 1, если это должно удалить много материала (например, чтобы отшлифовать сколотый наконечник). Из-за спиральных канавок значительное удаление металла приведет к вращению кромок, что потребует их повторной установки. Если этого не сделать, ширина основного рельефа будет сужаться к области поля. Должен быть лучший способ.
Из-за спиральных канавок значительное удаление металла приведет к вращению кромок, что потребует их повторной установки. Если этого не сделать, ширина основного рельефа будет сужаться к области поля. Должен быть лучший способ. Вот мой небольшой вклад в этот инструмент. В качестве «доказательства концепции» я использую установочный штифт 7/32 дюйма в качестве упора для выравнивания кромок сверла. Для этой операции цанга была затянута, чтобы обеспечить необходимый вылет, но индексная пластина еще не установлена. устанавливается на шпиндель. Шпиндель просто вращается, в то время как на установочный штифт, который расположен под углом, чтобы опираться на кромку, оказывается давление вверх. После выравнивания шпиндель зажимается, затем индексная пластина устанавливается и фиксируется в «нуле» индексированное положение.После настройки зажим шпинделя ослабляется, позволяя шпинделю выдвинуться достаточно, чтобы удалить установочный штифт.Гораздо проще!При необходимости, выравнивание можно повторно проверить и отрегулировать после шлифовки основного зазора 10 градусов.
Более стационарное приспособление будет состоять из штифта буровой штанги 7/32 дюйма, оснащенного закаленной пластиной 1/16 дюйма в форме буквы «Т» для упора губки. Когда-нибудь надо будет сделать…
Сегодня я кое-чему научился
Как и в случае с самим Quorn, изготовление цанг было бы проще, если бы у меня уже были цанги и я мог придать своим сверлам форму (чтобы сделать цанги, понимаете…). В статье в журнале ME говорится, что цанговые цанги разрезаются 0,053-дюймовой продольной пилой (потому что у мистера Брауна такая была, и она работала). Он использовал 0,063-дюймовую пилу, потому что у меня была такая, и я надеялся, что она сработает. Я сделал, но эта пила сделала много надрезов (она сделала сам Кворн) и была далека от острой. После изготовления первой цанги (3/8 дюйма) он был в очень плачевном состоянии — заметил, как головка фрезы толкалась вокруг колонны, когда я пытался продвигать рез. Но у меня была другая пила. , хотя и с гораздо более крупным шагом зубьев, поэтому мы перешли на цангу 7/16″. Это резало намного лучше, и я, хотя я был избавлен от перспективы сделать приспособление Quorn для заточки продольных пил, прежде чем я смогу вернуться к изготовлению цанг для заточки сверл.
Это резало намного лучше, и я, хотя я был избавлен от перспективы сделать приспособление Quorn для заточки продольных пил, прежде чем я смогу вернуться к изготовлению цанг для заточки сверл.
Следующей цангой, которую нужно сделать (в соответствии с состоянием содержимого моей стойки для сверления), была цанга 1/2 дюйма. пила с крупным шагом прошла нормально для первых 3 пропилов, но едва коснулась поверхности последнего пропила, как раздался хлопок, и шум резко изменился. деформировался в начале щелей. Как говорится в классике — и в рекламе по телеку здесь внизу — пиздец. Теперь мне точно придется делать приспособление для заточки продольной пилы и покупать еще 5/8-дюймовую буровую штангу, прежде чем вернуться к производству цанги.
Оставайтесь с нами…
Сноска:
Как всегда, есть еще один способ. Методы, описанные в следующих статьях, описывают шестиступенчатые методы как для граненого, так и для конического отступа, причем последний сам дизайнер счел невозможным на Quorn! Они были разработаны Йоргом Хугелем (Швейцария) и первоначально появились в группе пользователей Yahoo QUORN. Это важный список для владельцев и строителей Quorn. Его модерирует Карл Карлсен, и упомянутые документы, а также многие другие, все еще можно получить из этого места. Мы благодарим Йорга и Карла за то, что они позволили повторить материал для заточки сверла.
Это важный список для владельцев и строителей Quorn. Его модерирует Карл Карлсен, и упомянутые документы, а также многие другие, все еще можно получить из этого места. Мы благодарим Йорга и Карла за то, что они позволили повторить материал для заточки сверла.- Шесть шагов к идеальному четырехгранному сверлу с помощью инструмента QUORN и заточного станка (посмотреть)
- Шесть шагов к идеальному сверлу с помощью инструмента QUORN и заточного станка (посмотреть)
Йорг предоставил этот фон для сопровождения своих техник:
Метод, описанный в моем подходе, отличается от рецепта профессора Чеддока, который, хотя и прост для понимания, имеет недостаток, заключающийся в том, что в процессе шлифования положение инструмента и шлифовальной бабки необходимо менять несколько раз. При альтернативном методе в этом нет необходимости, так как после первоначальной установки Quorn все дальнейшие настройки выполняются с упорами. И в качестве дополнительного преимущества, если Quorn установлен один раз, вы можете переключаться с основного на дополнительный зазор и с одной кромки на другую, не читая дальше никакой шкалы. Процедура описана в «Шесть шагов к идеальному четырехгранному сверлу с помощью инструмента Quorn и фрезы» .
Процедура описана в «Шесть шагов к идеальному четырехгранному сверлу с помощью инструмента Quorn и фрезы» .
Некоторое время спустя я понял, что, несмотря на опубликованное мнение профессора Чеддока, с помощью Quorn можно также затачивать и сверла с коническими гранями. Процесс описан в «Шесть шагов к идеальному сверлению с помощью инструмента Quorn и шлифовального станка» . Это простой рецепт, и если его тщательно соблюдать, заточка сверла станет надежной. Нет необходимости тщательно совмещать края с осью сверла. Я считаю, что гораздо проще затачивать сверла с коническими гранями, и они сверлят точные отверстия.
Из обсуждений я знаю, что есть сильные сторонники многогранных упражнений. Но, по моему мнению и опыту, функция самоцентрирования, обеспечиваемая геометрией, не оправдывает дополнительных усилий, необходимых для шлифовки этих граней с требуемой точностью. Однако каждый волен решать, что ему нравится и что он предпочитает.