РадиоКот :: Как правильно паять
Чтобы быстро научиться паять надо всего-ничего – ПАЯЛО и ИНТЕРЕС.Перед тем, как паять, поверхность соединяемых деталей зачищают напильником, наждачной бумагой, обезжиривают бензином или другим органическим растворителем и при помощи кисточки смазывают флюсом. Затем нагретый паяльник погружают в порошок нашатыря или канифоли; если при этом появился легкий дымок, значит, паяльник готов к работе. Паяльники бывают и совсем примитивные, требующие подогрева в пламени, и электрические, а для точечного паяния — с регулируемой мощностью нагрева.
Нашатырь или канифоль очищают жало паяльника от оксидов металлов. Очищенный паяльник опускают в припой и держат там, пока расплавленный припой не “залудит” жало паяльника, полностью покрыв его блестящей пленкой. Затем захватывают жалом паяльника немного припоя, переносят его на место пайки и разравнивают по поверхности — ведут “залуживание” места спая. Потом таким же образом переносят на спай основную массу припоя, требуемого для прочного соединения или покрытия металла.
Зачем нужен флюс? Флюс снимает остатки оксидных пленок и жировых загрязнений и защищает спаиваемые поверхности от окисления. Флюс чаще всего готовят, растворяя 30 г хлорида цинка и 10 г хлорида аммония в 60 мл воды. Часто используют “паяльную жидкость” или “паяльную кислоту”, которые получают взаимодействием металлического цинка с концентрированной соляной кислотой. Для этого кислоту наливают в стеклянную или фарфоровую посуду, располагаются вдали от открытого огня (выделяющийся водород огнеопасен) и добавляют порциями цинк. Начинается реакция химического растворения цинка в кислоте, в результате образуется хлорид цинка и выделяется водород. Когда выделение водорода замедляется, сосуд ставят в теплую воду. По окончании реакции жидкость сливают с остатка нерастворившегося цинка и добавляют к ней нашатырь (на каждые 3 г взятого металлического цинка — 2 г хлорида аммония).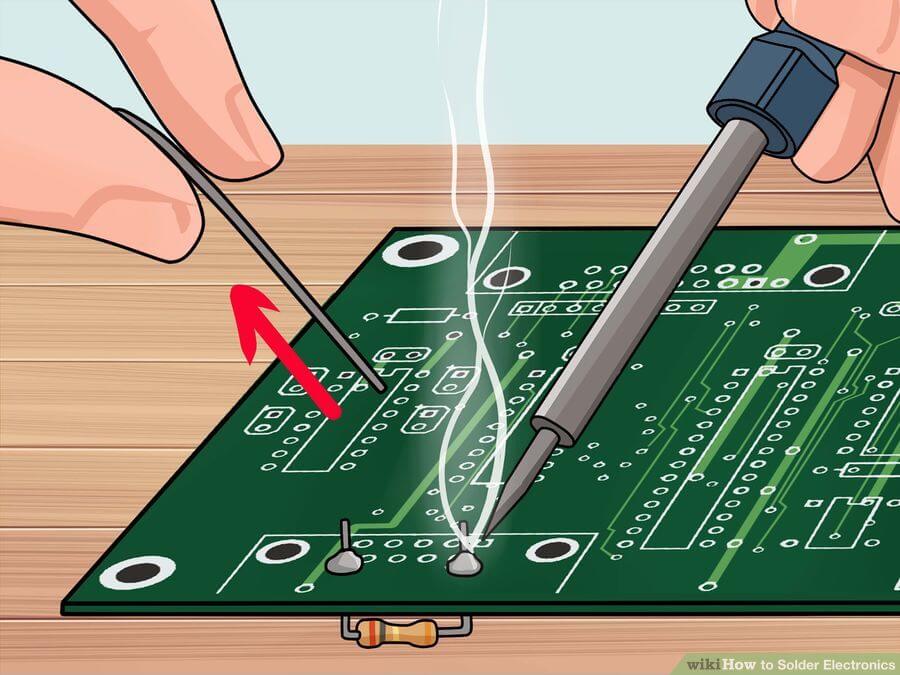
Для спаивания тонких медных проводов флюс на основе хлорида цинка непригоден, он быстро разрушает тонкую проволоку. В этом случае применяют раствор канифоли в этиловом спирте или сосновую смолу. Если под рукой нет вообще никакого флюса, то при пайке медных или латунных деталей его может заменить раствор 1 таблетки аспирина в 10–20 мл воды.
Что такое припой? Этот сплав служит для соединения спаиваемых металлов. Припои изготавливают в форме палочек, полосок, листочков, а иногда в виде порошка. В быту применяют обычно
Мягкий припой “третник” — это сплав 65% олова и 35% свинца, с помощью которого можно паять практически все металлы и сплавы, кроме алюминиевых и самого алюминия. Третник плавится около181 oС. Чтобы самостоятельно приготовить такой припой, сначала в железной чашке расплавляют свинец, а затем к полученному расплаву добавляют кусочки олова. Когда оно расплавится, сплав тщательно перемешивают и выливают в форму для затвердевания. Хорошие мягкие припои — сплавы олова, свинца и сурьмы, которые плавятся при 220–280 oС.
Когда оно расплавится, сплав тщательно перемешивают и выливают в форму для затвердевания. Хорошие мягкие припои — сплавы олова, свинца и сурьмы, которые плавятся при 220–280 oС.
Легкоплавкие припои имеют более сложный состав и плавятся при более низкой температуре. Так, припой, состоящий из 50% висмута, 25% свинца, 12,5% кадмия и 12,5% олова, становится жидким при 65 o
С. Еще ниже (47 oС) температура плавления легкоплавкого припоя, который содержит 44,7% висмута, 22,6% свинца, 19,1% цинка, 8,3% олова и 5,3% кадмия.При необходимости “спаивание” металлических деталей можно вести и без паяльника, пользуясь смесями химических веществ, выделяющих “припой” при нагревании. Примеры таких веществ — смесь “тиноль” и паяльные пасты.
Чтобы приготовить тиноль, в эмалированную миску или кружку наливают 32 мл концентрированной соляной кислоты и добавляют 12 мл воды, а затем бросают туда 8,1 г цинка. После полного растворения цинка в кислоте добавляют 7,8 г олова; снова начинается выделение пузырьков водорода. Когда оно прекратится, жидкость упаривают на водяной бане до сметанообразного состояния. Остывшую массу переносят в фарфоровую ступку, добавляют 7,5 г нашатыря, 9,4 г канифоли, предварительно растертой в пудру, 29,6 г цинковой пыли, 14,8 г порошка олова, 7,4 г порошка свинца и 10 мл безводного глицерина; смесь тщательно растирают. Полученную кашицу (тиноль) хранят в банке с пластмассовой крышкой.
Когда оно прекратится, жидкость упаривают на водяной бане до сметанообразного состояния. Остывшую массу переносят в фарфоровую ступку, добавляют 7,5 г нашатыря, 9,4 г канифоли, предварительно растертой в пудру, 29,6 г цинковой пыли, 14,8 г порошка олова, 7,4 г порошка свинца и 10 мл безводного глицерина; смесь тщательно растирают. Полученную кашицу (тиноль) хранят в банке с пластмассовой крышкой.
Как паять с помощью тиноля? Место спая зачищают, а потом намазывают тинолем и после этого нагревают пламенем свечи, спиртовки или даже лучинкой до тех пор, пока через образовавшуюся на поверхности пасты корочку не заблестит расплав. Когда спай остынет, его зачищают наждачной бумагой, чтобы удалить корочку. Пайка тинолем получается очень прочной, поскольку в составе пасты есть цинк. Для пайки радиодеталей берут специальный тиноль, который готовят из 7,4 г порошка канифоли, 38 г цинковой пыли, 14,8 г порошка олова, 7,4 г порошка свинца и 14 мл безводного глицерина. Смесь тшательно перетирают в ступке.
Смесь тшательно перетирают в ступке.
Паяльные пасты особенно удобны для пайки в труднодоступных местах. Их, как и тиноль, наносят на место будущего спая и нагревают. Вот два рецепта таких паст:
# растворяют 10 г канифоли в 10 мл диэтилового эфира (Осторожно! Эфир огнеопасен!) и смешивают с 20 г оловянной пыли.
Амальгама Герштейна. Чтобы получить этот препарат для холодной пайки, растворяют в теплой воде медный купорос и добавляют цинковые опилки. В результате реакции медного купороса с цинком на дне сосуда осаждается порошок металлической меди. Жидкость сливают, промывают порошок водой и высушивают. В фарфоровую ступку засыпают 20–35 г полученного медного порошка, добавляют 5 мл ртути и тщательно растирают. Хранят амальгаму Герштейна в плотно закрытой склянке.
Чтобы спаять два металла, намазывают амальгамой очищенные спаиваемые поверхности и туго сжимают их на несколько часов.
Пайка алюминия. В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алюминии или его сплавах немедленно заливают заранее расплавленной канифолью.
# Пайку ведут мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута, и флюс из парафина или стеарина. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию: к его луженой поверхности можно припаять, например, медные провода.

# Третий способ пайки алюминия — электрохимический. Место спая зачищают и наносят на него 3–4 капли концентрированного раствора медного купороса. Затем алюминиевую деталь подключают к отрицательному полюсу батарейки от карманного фонарика, а к положительному полюсу присоединяют кусочек оголенной медной проволоки, которую вводят в каплю раствора купороса так, чтобы конец проволоки не касался поверхности алюминия. Через несколько минут на месте пайки осядет слой меди, к которому можно припаять все, что требуется, обычным способом.
Все вопросы в Форум.
Как правильно паять?
Пайка является одним из основополагающих процессов в построении электроприборов, кроме того, это именно то, что позволяет привлечь многих к этому увлекательному делу. В действительности паять совершенно не сложно, просто требуется немного практики и наличие базовых знаний.
Существует масса инструкций про то, как паять. В этой статье мы акцентируем внимание на том, как быстро приступить и избежать ошибок, которые вызывают раздражение при пайке.
Прежде всего, следует определиться, чего мы ждем от пайки? Пайка представляет собой процесс нагревания металлических частей, который сопровождается добавлением флюса и припоя для формирования хорошего электрического и механического соединения между спаиваемыми частями.
Ваш паяльник
Это главный компонент пайки. Следует пользоваться хорошим паяльником. Прежде всего, хочу уточнить, что весь ассортимент Radio Shack — абсолютное дерьмо. Это просто несносно. В Radio Shack реализуют, наверно, самые плохие паяльники в мире. Они плохо собраны, скверно передают тепло, изготовлены из дешевых материалов, которые характеризуются быстрым износом.
Если я буду стоять перед выбором: покупать зажигалку Bic или паяльник из Radio Shack, то я отдам предпочтение Bic. Вообще, стыдно, что столько людей не научилось хорошо паять только потому, что они начинали заниматься этим с паяльником из Radio Shack. Первое правило Клуба Паяльщиков гласит: никогда не пользуйся паяльником из Radio Shack.
Еще одно важная рекомендация. Не применяйте паяльный пистолет. Он чересчур горячий и неудобный в использовании во время работ с электроникой. Тем не менее, хорошо то, что на рынке представлено огромное количество хороших и доступных паяльников.
Перед рассмотрением конкретных моделей давайте разберемся с основными характеристиками паяльников.
Форм фактор. Наиболее популярной формой паяльника является карандаш. Такой паяльник подразумевает под собой ручку, нагревательный элемент, жало и провод, объединенные в одном корпусе. В общем, такие устройства не отличаются высокой стоимостью, и вы, быть может, захотите заказать отдельный держатель и губку-очиститель для жала.
Более удобная и простая в эксплуатации форма – это паяльная станция. В этом случае «карандаш» подключают к базовой станции, которая, как правило, позволяет регулировать температуру. Паяльные станции так же оснащены подставкой и губкой для очистки. Изложенные в данной статье рекомендации касаются как раз паяльных станций.
Мощность. Мощность паяльника не определяет то, насколько он нагреется. Скорее, эта характеристика подразумевает под собой то, насколько быстро паяльник вернется к своей температуре после контакта жала с паяемой поверхностью. Паяльники с малой мощностью, потеряв тепло, дольше нагреваются. Более мощные приборы быстрее восстанавливают свою температуру. Лично я предпочитаю паяльники на 40-80 Ватт.
Регулировка температуры. В качественной паяльной станции реализована встроенная регулировка температуры. За это отвечает встроенный в прибор термостат. Установите требуемую температуру, а паяльник уже будет ее поддерживать.
Теперь после анализа базовых характеристик можно приступать к рассмотрению конкретных моделей
Хорошие: Circuit Specialists Station
Эта станция стоит своих денег. Я пользовался такой на протяжении многих лет. Стоимость – около 40 $. Хорошо то, что она позволяет регулировать температуру жала. В комплекте со станцией вы получаете подставку под паяльник и губку для очистки.
Circuit Specialists предоставляет широкий выбор паяльников и бюджетных наборов. Кроме того, стоит отметить и большой ассортимент сменных жал для паяльников и разнообразных расходных материалов.
Лучше: паяльники и паяльные станции Weller Soldering
Weller издавна изготавливает отличные станции. Weller стоит больших денег, но это будет станция на долгие годы, при соответствующем уходе, безусловно.
Отличный вариант среди модельного ряда Weller – это WES51 Analog Soldering Station. Эта 50-ти ваттная станция, оснащенная электронным управлением температурой.
Обратите внимание, что многие станции Weller реализуются без жала (что, по моему мнению, ненормально). Подходящим жалом для тех работ, которые вы будете делать, является Weller ETO 1/32” Long Conical.
Лучшие: паяльники Hakko
Насколько я могу судить, японская компания Hakko изготавливают одни из самых лучших паяльных станций. Они принадлежат к верхнему ценовому сегменту, но их стоимость себя полностью оправдывает. Сейчас я использую паяльную станцию Hakko 936, которая определенно качественно сделана и крепко сбита.
Сейчас я использую паяльную станцию Hakko 936, которая определенно качественно сделана и крепко сбита.
Если стоимость не является проблемой, то оборудование Hakko можно скупать на тысячи долларов.
Расходные материалы
Вам потребуется припой 60/40 олово/свинец c флюсом. Проволока припоя должна иметь диаметр от 1 до 1,5 мм. Более толстая или тонкая проволока усложнит процесс пайки. Не пользуйтесь свинцовым припоем и различными кислотами. Иначе не только пайка будет грязной, но и вы рискуете ослепнуть.
Вот перечень еще некоторых полезных расходных материалов:
- губка для очистки жала;
- проволочная мочалка;
- специальная медная лента для оттягивания припоя.
Техника пайки
Технику пайки можно свести к нескольким простым действиям.
1. Включите паяльник и дайте ему время нагреться до нужной температуры.
2. Очистите жало с помощью губки или медной ленты для очистки.
3. Возьмите небольшое количество припоя на жало. На жале должна быть не большая капля, а тонкая пленка.
На жале должна быть не большая капля, а тонкая пленка.
4. Нагрейте поверхность, которая спаивается.
5. Добавьте припой. На нагретую поверхность нанесите кончиком жала немного припоя.
6. Проверьте, схватился ли припой на поверхности. Если припой аккуратно растекся и приобрел вид блестящей, не слоистой пленки, убирайте паяльник.
7. Поместите паяльник на подставке.
8. Если нужно еще что-то спаять, возвращаемся в пункт 2.
На словах все кажется довольно простым, а после того, как вы сами попробуете это сделать, поймете, что таковым оно есть на самом деле. Не забывайте, что очищать жало следует до его использования, а не после. Сначала также следует нагревать спаиваемые поверхности, и только потом наносить припой.
Несколько рекомендаций
Несколько рекомендаций, которые помогут вам получать только положительные эмоции от пайки:
- Температура. Паять электронные элементы следует при температуре жала 420–480 °C.
- Не нужно паять очень короткие концы.

- Не стоит ловить паяльник, когда он падает. Поднимайте его после того, как он уже упал на пол.
- Не следует распаивать транзисторы, микросхемы и дорогостоящие элементы прямо на плату.
- Целесообразней использовать специальные гнезда под них. Это позволит сберечь множество нервных клеток в будущем. Ведь сложно представить себе что-то более неприятное, чем вид впаянной микросхемы.
- Не стоит спешить, пайка будет более удачной.
- Не следует зачищать жало шкуркой или напильником. Это приведет к снятию покрытия, благодаря которому жало годится для пайки. Грязное или переоблуженное жало необходимо заменить.

Безопасность
Ни одна посвященная пайке статья не раскрывает тему полностью, если в ней нет советов насчет техники безопасности.
1. Припой с жала паяльника может брызнуть в глаза. Пользуйтесь очками.
2. Пайка сопровождается испарением многих вредных веществ, поэтому заниматься ею следует в хорошо проветриваемых помещениях и вдалеке от детей и животных.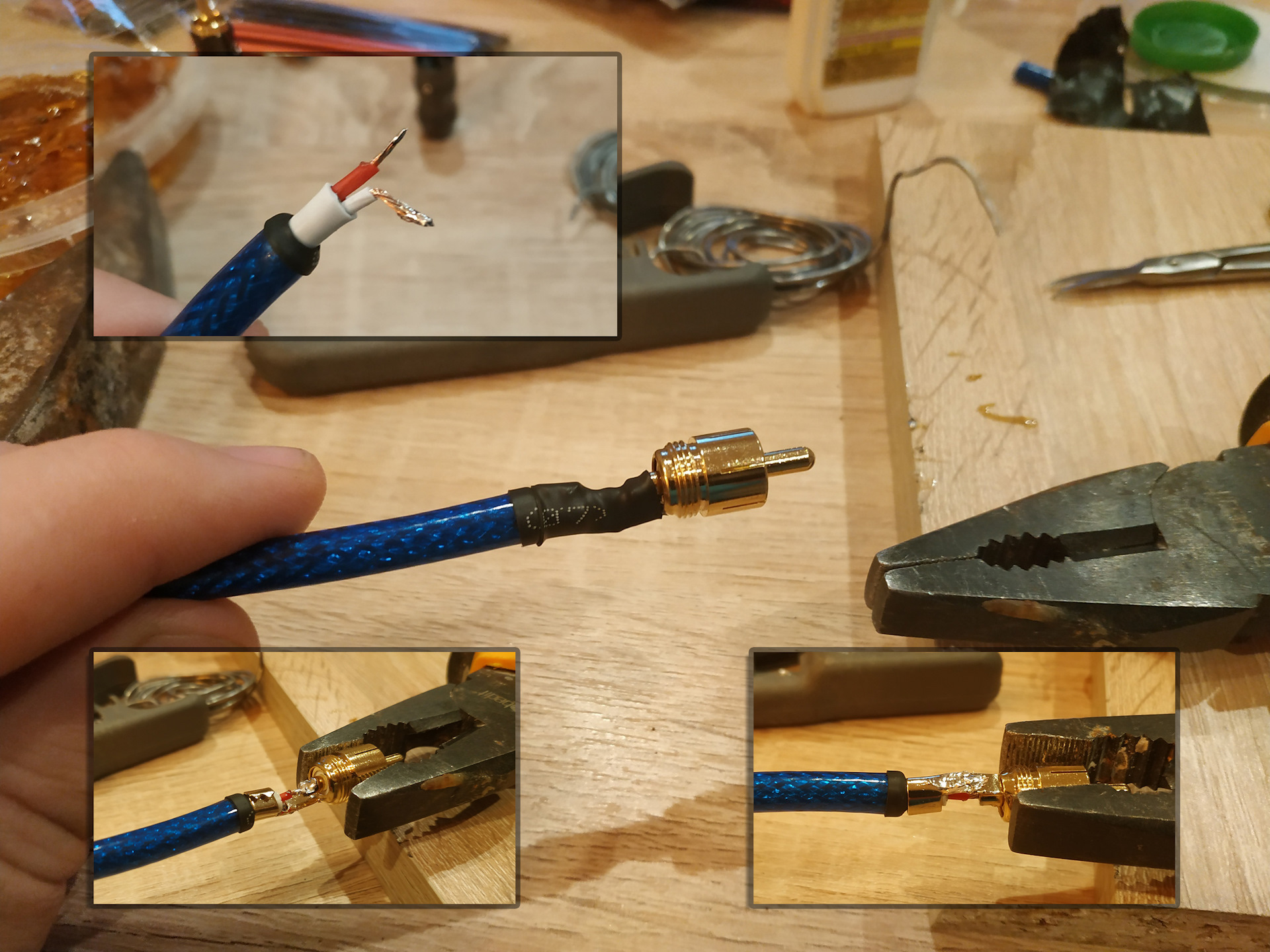
Грамотной инвестицией будет приобретение вытяжки, то есть устройства, оснащенного вентилятором, который оттягивает воздух с рабочего места, и фильтрами, которые очищают воздух от вредных примесей припоя, канифоли, флюса.
_______________________________________________________
Источник: www.beavisaudio.com | Перевод: Ирина Кипаренко
При копировании материала ссылка на сайт www.master-skills.ru обязательна!
| < Предыдущая | Следующая > |
|---|
Как правильно паять — Радиомастер инфо
Навыки пайки могут понадобиться для надежного соединения проводов, при ремонте и изготовлении радиоэлектронных устройств и т.д. Пайка металлических элементов – это их соединение расплавленным припоем.
Припой – это смесь олова, свинца и специальных добавок.
Что нужно для пайки?
Паяльник.
Припой, флюс.
Инструменты.
Рассмотрим по – порядку.
Паяльник.
Это основной инструмент при пайке. Разновидностей паяльников очень много. Вот некоторые из них:
Паяльник мощностью 40 Вт
Паяльник мощностью 25 Вт
Газовый паяльник
Главные критерии по выбору паяльника такие:
— мощность паяльника должна соответствовать теплоемкости (проще габаритам) спаиваемых деталей, чем крупнее детали, тем больше мощность паяльника;
— форма жала паяльника должна быть удобной для пайки. Если это малогабаритные радиодетали, то удобно жало заточенное как притупленный карандаш, если металлический экран – то жало приплюснутое и т.д.;
— очень важно иметь устройство для регулировки напряжения, поступающего на паяльник. Это может быть ЛАТР (лабораторный автотрансформатор) или простейший тиристорный регулятор напряжения. Наличие регулятора позволит не допустить перегрева жала паяльника.
Наличие регулятора позволит не допустить перегрева жала паяльника.
Удобно пользоваться паяльной станцией, в которой есть регулировка температуры жала паяльника и, как правило, фен для пайки SMD деталей или демонтажа многовыводных радиодеталей.
Припой.
Припой должен быть подобран по составу и температуре плавления. Есть легкоплавкие (мягкие) припои, с низкой температурой плавления до 300 градусов, например, ПОС-61 и тугоплавкие (твердые) с более высокими температурами плавления, например ПМЦ-54. Легкоплавкие припои применяются в устройствах, где при работе нет высоких температур и спаиваемые детали не допускают существенного нагрева, это как правило радиоэлектронные устройства (телевизоры, компьютеры и т.д.).
Если устройство при работе нагревается (блоки в моторном отсеке автомобиля, бытовая техника и т.д.) то паять нужно тугоплавким припоем, иначе при работе контакт расплавится.
ПОС-61 – припой оловянно – свинцовый. 61 – это процент содержания олова, чем меньше эта цифра, тем в припое меньше олова, а свинца больше и температура плавления соответственно выше.
61 – это процент содержания олова, чем меньше эта цифра, тем в припое меньше олова, а свинца больше и температура плавления соответственно выше.
Есть ряд специальных припоев, с добавками, которые придают им особые свойства. Это припой с добавлением меди и цинка (ПМЦ-54), припой с добавлением меди, цинка и серебра (ПСр-45), припой для пайки алюминия HTS-2000 и т.д.
Флюс.
Флюс – это специальное вещество для очистки поверхности спаиваемых деталей в процессе пайки и предохранения от окисления до покрытия припоем.
Самый простой и распространенный флюс – это канифоль. Ассортимент паяльных флюсов очень широкий. Есть активные флюсы. Раньше в качестве флюса просто применяли кислоту, буру и т.д.
Главное нужно помнить, что многие флюсы, особенно активные, являются плохими изоляторами, а то и вовсе проводят ток, как некоторые кислотные. Если пользоваться таким флюсом при ремонте радиоэлектроники, то это приведет к выходу ее из строя, так как после пайки на плате появятся перемкнутые флюсом контакты.
Для пайки электронных плат есть специальные флюсы с отличными изоляционными параметрами, например, вот этот:
Если нет возможности приобрести хороший флюс, можно растворять канифоль в техническом спирте и применять как флюс.
В любом случае, после окончания пайки, лучше тщательно промыть место пайки техническим спиртом и дать ему хорошо высохнуть.
Инструменты.
При пайке необходимы:
Пинцет
Кусачки
Плоскогубцы
Нож или скальпель
Держатель плат (маленькие тиски или зажим)
Технология пайки, основные моменты.
Перед пайкой очистить и залудить жало паяльника. Когда паяльник нагрелся жало можно очистить ветошью или плотной бумагой. Если жало черное и коррозировано, то выровнять и придать ему нужную форму напильником.
Жало лудить сразу после очистки и не оставлять его сухим, для этого периодически помещать в канифоль.
Лудить жало, помещая его в канифоль, затем в припой. Припой лучше расположить на кусочке луженой жести. Жалом паяльника потереть припой, затем его поместить в канифоль, и так несколько раз, пока жало не покроется припоем.
Если не пользуетесь паяльником, снизить напряжение, чтобы жало не выгорало. Припой должен держаться на жале.
Спаиваемые детали предварительно нужно залудить. Если они залужены и чистые, достаточно покрыть флюсом и паять. Если выводы деталей окислены и почернели, зачистить их канцелярской резинкой (теркой), или скальпелем. После этого выводы покрыть флюсом и залудить. Пайку осуществлять, прикладывая припой к месту пайки. Удобно, если припой проволочный с канифолью или флюсом внутри.
Правильно запаянный контакт выглядит округлым, олово растекается самостоятельно по всей поверхности контакта, припой блестит.
Если канифоль шипит и брызгает – жало перегрето. Перегретое жало не держит припой, быстро выгорает и чернеет. В таком случае нужно уменьшать напряжение на паяльнике.
Если температура жала недостаточна, припой плохо плавится и тянется за жалом, пайка имеет острые рваные края. Непрогретая пайка трескается и контакт пропадает.
При пайке радиодеталей, которые боятся статического заряда (высокочастотные полевые транзисторы и т.д.) нужно применять специальные меры:
— использовать статический браслет, который соединить с общим проводом устройства и жалом паяльника. Дополнительно можно тонким проводом обмотать выводы транзистора, таким образом перемкнув их между собой. После того как контакты запаяны, убрать этот провод.
Не забываем после окончания пайки промыть место пайки техническим спиртом и дать ему высохнуть.
Если паяльник маломощный и не прогревает крупную деталь, например, тюнер телевизора, можно подогреть место пайки дополнительным паяльником или феном паяльной станции.
При пайке полупроводниковых деталей важно не перегревать их, иначе они могут выйти из строя. Если кремниевые полупроводники выдерживают нагрев около 1000С, то германиевые намного меньше, до 700С. Как теплоотвод, можно использовать пинцет, удерживая ним деталь за вывод, который паяется.
Технология выпаивания радиодеталей, у которых много выводов, основные моменты.
Для неподготовленных людей выпаять трансформатор, у которого десять выводов, это настоящее испытание, хотя, имея информацию, приведенную ниже, сделать это совсем не сложно.
Способы, как это можно сделать:
- Применить оловоотсос
- Применить паяльник оловоотсос
- Использовать специальную трубку (заточенную медицинскую иглу)
Такой иглой удобно демонтировать микросхемы. Нагреваем один вывод и одновременно одеваем на него иглу. Игла отделяет вывод от припоя. Пару секунд ждем пока припой остынет и переходим к следующему выводу. Освободив по очереди все выводы, снимаем микросхему с платы. Для установки новой микросхемы отверстия в плате уже готовы.
Если необходимо выпаять деталь с толстыми выводами, можно подобрать иглу соответствующего диаметра или использовать самодельную трубку из алюминия с отверстием нужного диаметра. Технология выпаивания такая же, как и иглой.
- Использовать для сбора олова оплетку экранированного кабеля
Ее нужно помещать в расплавленный припой. Припой будет оставаться на этой оплетке и таким образом место пайки будет очищаться от припоя.
- Применять фен паяльной станции. На фен одеваем насадку, которая позволит одновременно нагревать все выводы выпаиваемой детали. Прогреваем все выводы одновременно и вынимаем деталь.
Материал статьи продублирован на видео:
Как правильно паять паяльником
Приветствую вас, дорогие друзья! Вот посетила меня одна мысль, вот веду я свой радиолюбительский блог, а вот статей касающихся технологий все-таки маловато. Эта статья должна ситуацию несколько изменять.
Итак о чем же будет сегодняшняя статья?
Статья будет, как вы наверное догадались о технологии пайки, о том как лучше всего совершать сие действие, чтобы получилось качественно и надежно.
Кстати а вы читали о том как делать платы самостоятельно, настоятельно рекомендую. Кроме этого я задумал одну тему которая просто перевернет все с ног на голову [urlspan]не пропустите[/urlspan].
[contents]
Я вспоминаю, как впервые попробовал припаять что-то. Для этих целей я взял большой отцовский паяльник ват на сто (этот паяльник имел вид топорика, отец им паял баки и ведра), кусок олова и какую-то скляночку с паяльной кислотой.
Так как у меня не было никаких знаний насчет этого действа, поэтому я решил импровизировать и естественно у меня ничего не получалось. Капля олова, что удалось мне наплавить ба байским паялом, никак не хотела прилипать к ножке здорового резистора, выдранного из старого телевизора. Запах испаряющейся кислоты вдарил мне в нос, но к моему изумлению это ни к чему хорошему не привело. Эх и намучился же я тогда, и вдобавок сделал себе несколько ожегов.
Так что читайте дальше и вам не придется обжигать пальцы и печально наблюдать на неудачно припаянное соединение.
Технология процесса
Технология сего процесса на самом деле очень проста, и во главе угла нужно лишь понимание всего того что именно происходит когда мы тычем паяльником в расплавленный припой. Ну что же начнем наверное по порядку.
Пайка — это процесс образования неразъемного соединения путем диффузии припоя (металла или сплава находящегося в расплавленном состоянии) в поры соединяемых металлов с последующей кристаллизации припоя.
Для соединения двух деталей посредством пайки нужно выполнить нагрев спаиваемых поверхностей, затем нужно обеспечить затекание расплавленного припоя в поры спаиваемых деталей.
Этому процессу может помешать грязь на поверхности деталей а также оксидная пленка, которая образуется на поверхности металла в присутствии воздуха. Поэтому любые спаиваемые детали должны быть тщательно зачищены, обезжирены. Если детали покрыты ржавчиной или просто грязные то расплавленный припой не сможет затечь туда куда оно должен затечь.
Итак у нас есть две металлические детальки, которые мы хотели бы соединить в одно целое изделие. Это может быть ножка резистора которую мы хотим впаять в монтажное отверстие в плате. Поэтому первым делом мы должны убедиться в чистоте процесса, плата должна быть чистой и обезжиренной так же как и выводы резистора. Хотя резистор как правило если он новый то не нуждается в дополнительной очистке.
Все бы хорошо, но на открытом воздухе на поверхности металла постоянно образуется оксидная пленка, и это нам может помешать. Об этом волноваться совершенно не стоит, так как с этим справиться нам поможет флюс.
Флюс — это вещество служащее для удаления оксидной пленки с поверхности металла, а также уменьшения поверхностного натяжения.
В качестве флюса в большинстве случаев нам подойдет канифоль, которую можно купить в большинстве магазинов радиодеталей. Канифоль это на самом деле обыкновенная смола, продается в маленьких баночках в твердом состоянии.
Я сказал в твердом, потому, что существует также СКФ — спиртоканифольный флюс, который продается в небольших флакончиках. Раствор канифоли в спирте можно сделать и самому в домашних условиях, а затем разлить во флакончики из под лака для ногтей, что очень удобно.
Итак для запаивания резистора в плату, нужно нанести немного флюса на спаиваемые поверхности. Для этого тычем разогретым паяльником в баночку с канифолью, наплавляя канифоли на жало столько сколько нужно (определяем это опытным путем, если переборщить то ничего страшного не произойдет, просто придется потом помучиться оттирая избытки флюса). Незамысловатым тычком переносим расплав смолы с жала паяльника на спаиваемы поверхности.
Для спаивания радиодеталей нам подойдет не любой паяльник. Паяльник должен быть маленьким (это просто удобно, так как современные радиодетали стремятся к постоянной миниатюризации), удобным и по возможности иметь регулировку температуры.
Теперь оксидная пленка больше не сможет образоваться на поверхности металлов. Следующим шагом нужно сформировать паяное соединение. Набираем на жало паяльника капельку припоя.
При пайке радиоэлектронной аппаратуры используется припой марки ПОС 61, температура плавления 190°С. В марке припоя число означает процентное содержание олова (получается 61% олово, остальное свинец). Чистым оловом паять нельзя, так как оно образует хрупкое соединение. Есть даже такое понятие как оловянная чума, можете погуглить по интернету и посмотреть видеоролики. Попросту говоря, это явление когда при воздействии низких температур олово рассыпается буквально на глазах.
Итак, для запайки резистора мы набираем капельку припоя на жало паяльника и небольшим тычком длительностью в 3 — 5 секунд касаемся спаиваемых деталей. Наша задача за такой короткий промежуток временя прогреть спаиваемые детали, добиться растекания припоя по поверхности деталей и постараться сформировать красивое паяное соединение.
Вот и вся технология, не сложно правда?
Так оно и есть вот только во всем этом процессе есть ряд нюансов, на которых я хотел бы остановиться по подробнее.
1. Температура пайки.
Вы наверное заметили, что я рекомендовал, касаться спаиваемых поверхностей радиодеталей не более 3-5 секунд. Это связано с тем, что в процессе длительного и чрезмерного нагрева некоторые радиодетали могут разрушаться. Может быть к резисторам это не так принципиально, а вот кремниевые транзисторы и диоды от этого могут очень пострадать.
Именно для этих целей рекомендуется использовать маломощные паяльники примерно 25Вт, либо вообще использовать паяльник с регулируемой температурой жала. Этот вариант на мой взгляд самый выигрышный по той причине, что мы убиваем двух зайцев. Бережем капризный радиоэлемент, а также обеспечиваем стабильную температуру плавления припоя.
Ведь если температура будет избыточной то припой придет в негодность, будет таким зернистым месивом на поверхности паяльника, что не способствует качественному паяному соединению. Ну если температура не достаточна, то сами знаете, припой не сможет расплавиться и соединения также не получится.
2. Заземление.
По возможности жало паяльника должно быть заземлено. Дело в том, что некоторые радиодетали в частности полевые транзисторы очень чувствительны к статическому электричеству.
Как известно разность потенциалов на синтетической одежде, может достигать 1000В, что может вывести полевой транзистор из строя. Я думаю будет печально если вы после долгого, кропотливого монтажа устройства, убедитесь в полной неработоспособности последнего по причине пробитого транзистора.
Паяльники современных паяльных станций имеют свое заземление, но что делать если в наличии имеется только паяльник типа ЭПСН 220В 25Вт? Я честно говоря редко когда этим заморачиваюсь, как-то всегда обходилось, но есть способ. Можно доработать паяльник, подключить жало паяльника с земляной шиной здания, либо кинув на батарею отопления, вот как-то так. Кстати наверное именно для этих целей на паяльниках ЭПСН имеется небольшое ушко на нагревательном элементе.
3. Металл спаиваемых деталей.
На самом деле есть металлы которые легко поддаются пайке, такие как серебро ,медь, латунь, цинк, никель. Есть металлы, для пайки которых нужно основательно потрудиться. К примеру алюминий спаять на открытом воздухе практически невозможно.
На поверхности алюминия оксидная пленка образуется практически мгновенно, поэтому сколько не зачищай алюминий запаять его будет оочень сложно. Для спаивания алюминия есть специальные флюсы, но я думаю основная задача при пайке алюминия должна заключаться в обеспечении изоляции металла от воздухе в процессе пайки.
На просторах интернета я слышал об одном способе спаивания алюминия, при этом спаиваемые детали погружаются в масло, тем самым изолируются от воздуха, затем зачищаются и спаиваются в большом количестве активного флюса.
4. Немного о флюсах.
При пайки различной электроники в 99% случаев используется обычная сосновая канифоль. Этот флюс хорош тем, что он абсолютно нейтрален. В отличие от паяльных кислот, таблеток аспирина он не оказывает коррозирующего воздействия на металл. Это означает что со временем паяное соединение не пострадает от ржавчины и не будет окислено.
Канифольный флюс даже допускается не отмывать, да от этого пострадает внешний вид паяного соединения (будет заляпано капельками припоя), но это говорит о том, что канифоль не оказывает никакого негативного воздействия на металл.
Есть еще один флюс, в основе которого вся та же канифоль это канифоль-гель. Этот флюс просто офигенно эффективный, позволяет запаять то что не удается запаять другими флюсами.
Продается в шприцах. Этот флюс мне очень понравился, хотя он немного и дороговат, но все относительно. Только его нужно обязательно отмывать, по причине его проводимости.
Я как-то собирал программатор и был очень сильно удивлен в процессе его наладки. Путем доскональной прозвонки пришел к выводу, что сигнал распространялся по голому диэлектрическому участку текстолита. Оказалось что не отмытая канифоль-гель давала такие проблемы, только когда отмыл флюс все пришло в норму.
Хочу посоветовать еще один удачный флюс, который кстати можно раздобыть в аптеке. Это обычный глицерин. Есть только один косяк, аптечный глицерин как правило продается в виде водного раствора. Так что перед использованием желательно выпарить воду, вот только не переусердствуйте с нагреванием. Я как то был свидетелем небольшого фейерверка, когда нагревая флакончик с глицерином отвлекся на вскипевший чайник. Хорошо, что жена с ребенком были не рядом 🙂
А на этом у меня все. Если вы надеялись прочитать в этой статье как паять баки, то вы немножко зашли не туда и вы ошиблись, вам стоит вернуться в поиск по гугл или яндекс.
Для тех кому статья показалась полезной, я хочу сказать что был рад стараться и рекомендую [urlspan]подписаться на обновления[/urlspan]. Так как дальше будет еще больше полезных статей.
Кстати если вам статья показалась не полной, то пожалуйста напишите в комментариях, о чем бы вы хотели еще узнать. Действительно я ведь могу что-то забыть, а в комментариях отвечу.
P.S. Друзья, у меня тут возникло несколько идей и мне очень нужно ваше мнение. Есть идея проведения конкурса. по разгадыванию кроссвордов, по нашей радиолюбительской тематике. Так что очень интересует ваше мнение, напишите пожалуйста в комментариях, стоит проводить конкурс именно в таком формате или стоит придумать что-то поинтереснее. Буду очень ждать ответов.
Ну чтож на этом у меня действительно все. Поэтому желаю вам успехов во всем, прекрасного настроения и реализации всех ваших планов.
С н/п Владимир Васильев
P.S. Друзья, обязательно подписывайтесь на обновления! Подписавшись вы будете получать новые материалы себе прямо на почту! И кстати каждый подписавшийся получит полезный подарок!
Кто хочет знать, как будет правильно паять?
Любой из нормальных мужчин, будь то программист или сантехник, скажет, что паяльник это незаменимая вещь, так как он является главным помощником в соединении различных пластиковых и металлических деталей, начиная от микросхем и заканчивая трубами.
Как правильно паять, должен знать каждый уважающий себя мужчина. Если вы не умеете этого делать, не стоит расстраиваться, так как, прочитав эту статью, вы научитесь всему необходимому.
Для того чтобы произвести соединение двух или более нужных вам деталей, необходимо воспользоваться паяльником, то есть припаять их друг к другу. Пайкой можно назвать процесс расплавления припоя (специального металла) на всех поверхностях, предназначенных для последующего соединения, который после остывания скрепляет эти детали. При помощи паяльника и припоя можно производить укрепление деталей и запайку ненужных отверстий. Как правильно паять:
- При помощи наждачной бумаги произвести зачистку поверхности соединяемых деталей, после чего обезжирить их ацетоном или бензином. Это устранит все лишние вещества со спаиваемых поверхностей. Для того чтобы спайка прошла просто идеально, нужно произвести очистку поверхности от ржавчины, жиров и прочих окислителей. Такая очистка производится при помощи специальных растворов наподобие флюса. В результате вы защитите спаиваемые поверхности от появления ржавчины на довольно длительный срок.
- Мало узнать, как правильно паять паяльником, кроме этого необходимо уметь производить его правильную очистку. Для этого следует погрузить уже нагретый паяльник в порошок нашатыря или же в канифоли, что в свою очередь очистит его от выделенных металлом окислителей и продлит срок службы. Следует быть очень осторожным, так как нагретый паяльник очень легко может стать причиной пожара и от этого никто не застрахован.
- Припой представляет собой некую смесь из большого количества легкоплавких металлов, которые при незначительном нагревании плавятся и служат в качестве клея, то есть прочно держать припаянные детали. Форма припоя не фиксирована, а значит, она вполне может быть какой угодно, начиная от листиков и заканчивая палочками. При многократном использовании припой принимает форму бесформенного комка, что в свою очередь, существенно затрудняет его использование, так как нагрев такой площади занимает длительное время. Для того чтобы этого избежать, достаточно отрезать от него небольшой кусочек. Разберемся, как правильно паять: дотрагиваемся раскаленным паяльником до припоя, и ждем, пока он нагреется, после этого он должен собраться на жале паяльника и обволочь его. Аккуратно захватывает обволокший его припой и не менее аккуратно переносим его в точку спайки деталей, после чего разравниваем по всей поверхности. Далее повторяем эту операцию до тех пор, пока соединение не достигнет определенной прочности или не закроется вся необходимая площадь. По окончании застывания припоя нужно протереть спаянную поверхность влажной тряпкой и провести её зачистку при помощи напильника или наждачной бумаги. Во время зачистки нужно стараться сделать поверхность, как можно более ровной.
- Как правильно паять провода? Секрет такой пайки очень прост. Из-за того, что провода очень тонкие и подвержены повреждениям, их не следует обрабатывать различными растворами наподобие флюса. Достаточно развести немного канифоли в небольшом количестве этилового спирта и этой смесью зачистить оголенные провода непосредственно перед спайкой.
Вот вы и узнали, как правильно паять, теперь можно считать себя знающим человеком в этой области. Однако для полного овладения этой техникой необходима практика.
указателей о том, как правильно паять
УГОЛОК НАЧИНАЮЩИХ
В автомобиле электрические соединения выполняются двумя способами. Самый распространенный – это «коннектор». Это механические устройства, которые прочно удерживают два конца провода вместе, чтобы ток мог течь. Разнообразие разъемов, конечно, бесконечно, но некоторые из них заведомо неэффективны.
Другой способ соединения двух или более концов проводов – пайка. Пайка – самое эффективное из всех электрических соединений.Паяные соединения являются постоянными и механически прочными, поэтому они менее подвержены выходу из строя, чем любые другие соединения.
Следовательно, правильное паяное соединение (соединение) должно обеспечивать как хорошее механическое, так и электрическое соединение. Этого можно добиться, только расплавив припой на соединяемых концах проводов. Попадание расплавленного припоя на внешнюю поверхность стыка не удовлетворяет ни одному из требований. Вот как это сделать правильно …
Паяльные инструменты
Вам понадобится паяльник или пистолет, или и то, и другое.Поскольку большинство паяльных работ включает в себя только одно или два соединения за раз, мы рекомендуем приобрести пистолет. Преимущества пистолета: мгновенный нагрев, простота использования и (обычно) несколько диапазонов нагрева. Единственный недостаток ружья – довольно короткий «рабочий цикл». Его наконечник имеет тенденцию перегреваться или механически ломаться, если оставить его на длительное время, поэтому для выполнения многих стыков лучше всего подходит утюг.
В нашем примере мы будем спаивать два конца этого провода вместе.
Еще понадобится припой.Существует два основных типа припоя: электрические и водопроводные. Электрический припой обычно имеет внутри свой собственный флюс (материал, который способствует текучести). Флюс не повредит соединение в течение длительного времени. Водопроводный припой, напротив, использует в качестве флюса едкие кислоты. Использование такого припоя на электрическом соединении в конечном итоге приведет к его коррозии. Для электромонтажа всегда используйте электрический припой!
Как припаять
Пряди проволоки скручены.
Шаг 1.Подготовьте концы проводов к пайке. Если есть возможность, скрутите их вместе. Если вы не можете этого сделать, во время пайки они должны быть плотно прижаты друг к другу. В этих ситуациях поможет использование гемостатов или других захватных приспособлений.
Прижмите кончик паяльника к проводам в течение нескольких секунд, чтобы нагреть их.
Шаг 2. Наденьте нагревательный наконечник пистолета / утюга на провода. Нагрейте их несколько секунд.
Шаг 3. Прикоснитесь концом припоя к проводам, а НЕ К ТЕПЛОМУ КОНЦУ.Вы хотите, чтобы припой плавился в проводах, и этого не произойдет, пока провода не достигнут температуры плавления. Прикосновение к нагревательному наконечнику расплавит припой, но он не обязательно попадет на провода.
Прикоснитесь припоем к нагретым проводам (не к наконечнику).
Шаг 4. Дайте припою полностью погрузиться в скрученные провода; затем сбросить огонь.
Когда стык остынет, внимательно осмотрите его. Убедитесь, что припой протекает насквозь, а соединение чистое, блестящее и невозможно оторвать.Вы можете обернуть новый стык изолентой или надеть на него кусок термоусадочной трубки, в зависимости от того, что подходит.
После того, как припой растечется по проводам, снимите нагрев.
Как правильно демонтировать и паять
Пайка это навык, который часто используется без особого внимания. Просто потому что два сустава кажутся физически связанными, не означает что они сделают хорошее электрическое соединение. Как всегда, правильный инструмент сделает работу намного проще.Если сделай сам или обычай проекты всегда в меню, в них однозначно стоит инвестировать в качественном паяльнике. Для случайных пользователей базовый паяльник из местного электронного магазина подойдет при условии, что правильная техника используется вместе с некоторыми помощниками. Может показаться Паяльники большой мощности созданы для профессионалов и электриков. инженеры. Однако основные приложения для пайки, такие как питание соединения на самом деле являются работой, которая требует такой высокой производительности устройств.
Припаять соединение правильно, очень важно, чтобы все соединительные поверхности быть спаянными, нагреваются до температуры плавления припой.Кроме того, стыку необходимо дать остыть без движение. Если эти два критерия достигнуты, хорошее электрическое подключение сделано. Вот шаги пайки, которые помогут эта задача легко.
(по желанию) Очистка поверхностей
Этот этап не является обязательным, так как большинство поверхностей обычно подвержены припоям. Эти поверхности включают новые / чистые электрические провода и контакты, а также недавно распаянные соединения. Если металлический контакт не предназначен для пайки, там Вот несколько приемов, которые помогут улучшить сцепление с припоем.Шлифование поверхность делает ее шероховатой и позволяет припою лучше прилипать к поверхность. Использование чистящего средства, например медицинского спирта или контактных очиститель перед пайкой также является хорошей идеей, удалив загрязнения, которые могут ослабить соединение пайки.
Лужение соединения
Этот шаг значительно упростит трудный задачи пайки, такие как силовые соединения. Оловить все по отдельности соединения, которые необходимо соединить, приложив паяльник к соединение и надев на него тонкий слой припоя.Это хорошо идея закрепить соединение (см. рисунок ниже) и нанести флюс на соединение (см. шаг 3) перед лужением. Пример консервной провод и контакты показаны на рисунке ниже.Инжир. FA2.1 – пример лужения
(по желанию, настоятельно рекомендуется) Флюсирование соединений
Если пайка бюджетная железо, флюс – его любимый спутник. Даже с большой мощностью паяльник, флюс облегчат любую паяльную работу.Что это главное – улучшает текучесть припоя и почти гарантирует хорошее электрическое соединение. Это также увеличивает тепловой контакт между соединения и утюг. Чтобы использовать флюс, нанесите тонкий слой жидкое вещество к паяемым поверхностям. Флюс бывает разных средства для диспергирования, такие как бутылка, банка или ручка. Ручка пожалуй, самый удобный. В конце концов, пока поток наносится на поверхности, метод его распыления незначителен.
Обеспечение соединения
Это очень важный этап пайки.А распространенной ошибкой является поспешное выполнение этого шага, чтобы быстро перейти в пайка. Когда это будет сделано, есть вероятность, что незащищенные соединения перемещаются во время пайки, и вся процедура должна быть повторил, теряя дополнительное время. Вместо этого терпеливо и твердо зафиксируйте все паяные соединения третьими руками, тиски, зажимы, скотч или любые другие возможные методы. Поверхности для припаяны, должны соприкасаться друг с другом с достаточным усилием, чтобы сопротивляться движению во время пайки. Также хорошо защищенные соединения предотвращать перемещение соединений во время охлаждения, удовлетворение второму критерию, необходимому для создания хорошего электрического соединение.В заключение, правильное выполнение этого шага имеет большое значение для остальная часть процесса. Готовый пример хорошо защищенной платформы для пайки показан на рисунке ниже.Инжир. FA2.2 – пример защищенных соединений
Лужение наконечник
Луженый наконечник обеспечивает максимальную теплопередачу между паяльник и паяльные поверхности. Сначала очистите наконечник поворачивая его в губке или используя приспособление для чистки наконечников. Затем залудите наконечник, повернув его в растворителе для наконечников или нанеся небольшое количество припой вокруг наконечника.Удалите излишки материала на наконечнике с помощью губку или инструмент для чистки наконечников. Как только это будет сделано, наконечник должен быть красивый и блестящий, готовый к пайке. Быстро приступаем к пайке в противном случае придется повторить процесс лужения жала.
Пайка
К эффективно паять стык, максимальная теплоотдача от пайки гладить соединяемые поверхности желательно. Для этого примените паяльником к области на поверхности, которая будет образовывать больше всего контакт с наконечником.Распространенная ошибка – использовать кончик утюга. наконечник (заостренная часть наконечника) для передачи тепла. Хотя удобно, самый кончик паяльника – наименее эффективный способ передача тепла. Вместо этого используйте для пайки боковые стенки железного наконечника. Кроме того, нанесение припоя на боковины наконечника после утюг контактирует с желаемыми соединительными поверхностями – это еще один способ увеличить теплоотдачу. Это увеличивает площадь контакта. между железом и поверхностями соединения, что обеспечивает более высокую скорость теплопроводность.Хотя этот метод можно использовать для сокращения процесс нагрева, это неверно припаять текучим припоем через наконечник. Используйте только припой, протекающий через наконечник. изначально для увеличения поверхностного контакта между наконечником и соединением поверхности, это должно быть , а не быть последним этапом пайки. Один раз на железный наконечник нанесен припой, его можно напрямую переносить и наносится на горячее соединение, просто перемещая подачу припоя. от кончика утюга до стыка. – решающий для финала. процесс подачи припоя к , а не касаться наконечника утюга. Однажды припой легко подаётся в стык, стык горячий достаточно, чтобы расплавить припой и достичь нужной температуры. Продолжайте наносить припой, пока слой не покроет все соединение поверхностей в стыке, но не настолько, чтобы образовался пузырь припой на стыке. Крупный план окончательного примера подачи припоя: показано ниже.Инжир. FA2.3 – пример пайки
Примечание что в этом примере паяльник нанесен на тыльную сторону соединения стыков.Паяльник можно применять где угодно что обеспечивает хорошую теплопередачу. Хорошая идея разделить где припой подается в стык и где пайка применяется железо (показано выше), чтобы гарантировать, что весь стык достигнет температура плавления припоя.
Подъем паяльник
После нанесения желаемого количества припоя, остановите подачу припоя и снимите утюг с соединения. Не поднимать гладить слишком быстро или слишком медленно, так как это может вызвать нежелательные движение припоя.Утюг следует поднимать быстро; тоже медленный вызовет прилипание припоя к утюгу во время подъема и слишком быстро может что-то сделать с острым следом припоя. Если припой продолжает прилипать к стыку после нескольких попыток, нанесите немного флюс к стыку, чтобы легко предотвратить проблему. При пайке выводы, которые будут обрезаны после пайки, например, сквозное отверстие компоненты, рекомендуется поднять паяльник, потянув за по лишнему свинцу. Таким образом, остатки припоя будут прилипать к лишний свинец, который со временем будет обрезан.Как только железо поднято, убедитесь, что ни одно из соединений не двигается во время охлаждения. Если это так, холодный сустав, который может проявлять непредсказуемые электрические характеристики. Это почему защита соединений с самого начала имеет решающее значение, поскольку правильное выполнение этого гарантирует, что соединения не будут двигаться во время остыть. Кроме того, не дуйте на сустав, чтобы ускорить процесс охлаждения. Это распространенная ошибка, которую делают многие. Это может заманить в ловушку воздушные карманы под поверхностью припоя и создают холодный шов.An ниже показан пример хорошо спаянных соединений.Инжир. FA2.4 – пример готовых соединений
Примечание, черные следы прожога – это остатки флюса от пайки. Может быть очистить водой или ацетоном или любым другим растворимым флюсом с участием.
Инспекция
В в целом блестящая поверхность стыка указывает на то, что электрическая соединение хорошее, а неровная поверхность стыка означает, что оно плохое. С помощью свинцового припоя легко определить, хорошее ли соединение или нет. нет, так как блестящий стык всегда будет означать хороший стык, в то время как тусклый одно обязательно укажет на плохое.Однако с бессвинцовой припоя, это труднее сказать, потому что тусклая поверхность стыка может означать хороший или плохой сустав. Единственный способ отличить их – это быть убедитесь, что соединение достигло температуры плавления припоя во время пайки и чтобы стык не двигался во время остывания вниз процесс. Подтверждение этих двух условий дает гарантию хорошее электрическое соединение.
Следующий описанные выше шаги обеспечат правильную технику пайки.При достаточной практике пайка станет простым процессом. Здесь несколько дополнительных советов, которые могут быть полезны:
Использовать бессвинцовый припой для высокотемпературных применений, таких как двигатель и силовые провода
Использовать большие насадки для пайки больших стыков. Большинство паяльников поставляются с иглы для пайки мелких соединений. Замени их на большие наконечники для простой и эффективной пайки больших стыков.
Всегда при необходимости не забудьте поставить термоусадочную пленку перед пайкой!
Быть зная о паяльнике и его окружении, утюг может непреднамеренно расплавить материалы или причинить травмы.
Оставаться успокойтесь и не расстраивайтесь. Не пропускайте никаких шагов, когда пайка, так как на исправление ошибок часто уходит больше времени вызванные ими. Делайте все правильно с самого начала, чтобы быстро и легкая работа.
Касательно первый наконечник, чрезвычайно важно использовать бессвинцовый припой для высокая температура, а также потенциальные высокотемпературные области применения. Температура плавления большинства свинцовых припоев составляет 361 ° F, в то время как 441 ° F – это обычная температура плавления бессвинцового припоя.Хотя самое хобби системы никогда не должны достигать этих температур, используя бессвинцовый припой. обеспечит надежное соединение в экстремальных условиях.
В с точки зрения передовых технологий пайки, настройки температуры паяльник важен. Различный химический состав припой обладают уникальными свойствами плавления. У некоторых есть диапазон плавления, где температура плавления припоя сильно различается и / или может постепенно плавиться в температурном диапазоне. У других есть определенная точка плавления, при которой припой мгновенно превращается из твердого в твердое. жидкость при определенной температуре.Также может быть максимум температурные ограничения, при которых припой не может хорошо образовывать электрическое соединение при пайке выше определенной температуры. Все из этих атрибутов можно найти в припое описание / таблица. Следует иметь в виду, что припой установка температуры утюга не приравнивается к пайке температура сустава. Теплообмен происходит со временем. Большая разница температур между двумя объектами (железом и суставом) означает более быстрая передача тепла при контакте, что позволяет ускорить пайку.А припой с максимальным ограничением температуры не означает пайки железо, используемое для пайки, не может быть установлено выше этого предела. Если утюг на короткое время приложенный к стыку, стык не достигнет утюга. температура, и она будет в пределах максимального предела температуры припой. Если припой чувствителен к своему верхнему пределу температуры, температура утюга не должна быть намного выше спецификации. Новичкам рекомендуется использовать относительно низкое железо. настройте температуру и постепенно увеличивайте ее, пока не станет приобретается благоприятная настройка.В общем не ставить утюг температура выше 850 ° F. Также рекомендуется никогда не применять паяльник для большего чем через несколько секунд после того, как соединение достигнет точки плавления припой (через несколько секунд после того, как припой легко поддается).
А несколько рекомендуемых расходных материалов для пайки перечислены ниже:
- Высокое напряжение
паяльник
-Хакко FX-888: amazon
-Веллер Аналоговая паяльная станция WES51: amazon - Без свинца
припой (99,3% олова, 0.7% медь; для высокой температуры
применения)
-MG Chem. 4901 Sn99: amazon - Свинцовый
припой (63% олова, 37% свинца; для низкотемпературных применений)
-MG Химикаты серии 4880: amazon - Кончик
Очиститель
-Hakko Tip Cleaner 599B-02: amazon - Воды
растворимый флюс
-SRA # 80 Водорастворимый флюс для пайки: amazon - Кончик
жестяная банка
-MG Chemicals 4901 SAC305: amazon - Припой
Всасывающий / демонтажный насос
-Paladin Tools 1700 Инструмент для демонтажа: амазонка - Распайка
braid
-Chemtronics 10-5L: Mouser российская федерация - Большой
диаметр термоусадки
– (черный) Panduit HSTT25-48-Q: mouser
– (красный) Panduit HSTT25-48-Q2: Mouser российская федерация - Небольшой
диаметр термоусадки
– (черный) Panduit HSTT12-48-Q: mouser
– (красный) Panduit HSTT12-38-Q2: Mouser российская федерация
Как произнести SOLDER в английском
Ваш браузер не поддерживает аудио в формате HTML5
Соединенное Королевство
Как произнести solder noun в британском английскомВаш браузер не поддерживает аудио в формате HTML5
нас
Как произнести solder noun в американском английскомВаш браузер не поддерживает аудио в формате HTML5
Соединенное Королевство
Как произнести solder verb в британском английскомВаш браузер не поддерживает аудио в формате HTML5
нас
Как произнести solder verb в американском английскомКакая правильная температура для пайки?
В большинстве случаев фактором, который больше всего влияет на срок службы наконечника, является рабочая температура .
До того, как 1 июля 2006 г. вступил в силу регламент ROHS (Ограничение использования опасных веществ), разрешалась паяльная проволока, содержащая свинец. После этой даты использование свинца (как и других веществ) было запрещено во всем оборудовании и процессах, за исключением следующего: медицинское оборудование, оборудование для наблюдения и наблюдения, измерительные приборы и оборудование, специально разработанные для военной и космической промышленности, а также автомобильного сектора. (системы управления автомобилем, подушки безопасности и т. д.), железнодорожный транспорт и др.
Особенностью наиболее распространенных свинцовых сплавов является то, что плавление происходит при температуре около 180 ° C. В случае наиболее распространенных бессвинцовых сплавов это происходит примерно при 220 ° C. Таким образом, разница в 40 ° C означала, что необходимо было увеличить температуру паяльного инструмента для достижения паяного соединения за тот же промежуток времени (если время пайки увеличится, то компоненты и печатные схемы могут быть повреждены ) и , это уменьшило срок службы наконечников и увеличило окисление.
На следующем графике показан эффект увеличения температуры наконечника. Если взять за эталон 350 ° C, увеличение рабочей температуры на 50–400 ° C сократит срок службы наконечника вдвое. Повышение температуры наконечника означает экспоненциальное сокращение срока службы наконечника (Аррениус).
Обычная рабочая температура для бессвинцовых оловянных сплавов составляет 350 ° C . С компонентами размера SMD 01005 вы можете работать при 300 ° C из-за их небольшого размера.
Важность точности
Вы должны периодически проверять рабочую температуру не только для увеличения срока службы наконечников, но и во избежание перегрева и пайки при низких температурах .
Оба могут способствовать возникновению проблем при пайке:
- Перегрев: Многие обученные специалисты по паяльной технике считают, что если припой не расплавляется быстро, им необходимо повысить температуру паяльника, чтобы это компенсировать. Его увеличение может вызвать локальный перегрев области соединения и привести к приподнятым площадкам, перегреву припоя, повреждению платы, плохим паяным соединениям, увеличению окисления и эрозии покрытия поверхности наконечника…
- Температура ниже ожидаемой может привести к увеличению времени выдержки и плохой теплоотдаче, что приведет к снижению производительности и низкому качеству паяных соединений.
Таким образом, для хорошей работы необходимы точные показания температуры.
Как это можно прочитать?
Точность температуры жала паяльника может быть измерена с помощью различного оборудования. JBC предлагает следующие способы измерения температуры наконечника:
- Термометр TIA-A : Это практичный термометр, который дает точное показание температуры наконечника с помощью датчика STA-A (термопара типа E). Он также читает его в спящем режиме. При измерении необходимо нанести припой на центр датчика, где он армирован, чтобы обеспечить его долговечность.
- Цифровой термометр TID-A : Этот высокоточный термометр обеспечивает быстрое получение показаний. Он работает только с датчиком STD-A (термопара типа K). Используя цифровой дисплей, вы можете легко изменить шкалу температуры (° C / ° F). Он также предоставляет специальные функции, такие как сохранение минимальных / максимальных значений, регулировка смещения или шкалы и функция удержания, которая сохраняет текущее измерение.
- Термопара Ph318 типа K : считывает температуру в определенной точке на печатной плате.Это помогает вам управлять профилями при использовании с подогревателями. Мы рекомендуем использовать каптоновую ленту, чтобы надежно закрепить термопару на печатной плате.
Как поддерживать правильную температуру?
После того, как вы начали пайку, всегда должен поддерживать низкую рабочую температуру, чтобы избежать выгорания флюса и образования паяных соединений низкого качества и даже их хрупкости.
Если вы видите, что припой не плавится достаточно быстро, вы будете склонны выбрать более высокую температуру, чего следует избегать.Вместо того, что вы должны сделать , это выбрать больший наконечник с большим контактом с поверхностью.
На этих фотографиях показана разница в поверхностном контакте наконечников. В первом вы можете увидеть неправильно выбранный наконечник слева и правильно выбранный наконечник справа. Небольшой контакт с поверхностью наконечника (слева) означает медленную теплопередачу. Затем вам придется повысить температуру до недопустимого уровня 450 ° C, чтобы завершить пайку за определенное время.
Кроме того, JBC разрабатывает геометрию, которая увеличивает теплопередачу. помимо простого выбора размера обычных наконечников, таких как конус или долото. На второй фотографии вы можете увидеть, как рифленый наконечник идеально адаптируется к штифту и подушке, обеспечивая максимальную теплопередачу.
Поставьте лайк и поделитесь:
Вебинар CALCE – Правильно ли мы моделируем паяные соединения? Подход к моделированию в масштабе зерна
CALCE Вебинар – Правильно ли мы моделируем паяные соединения? Подход к моделированию в масштабе зерна
Вторник, 8 декабря 2020 г.
11:00 а.м.-12: 00ч.
Зарегистрируйтесь сейчас!
Неоднородная интеграция ведет к беспрецедентной миниатюризации паяных соединений, часто с тысячами соединений в одном корпусе. Термомеханическое поведение таких паяных соединений SAC критически важно для производительности и надежности сборки. Однако этот отклик может быть чрезвычайно сложно предсказать из-за огромной вариабельности между соединением, наблюдаемой в паяных соединениях, поскольку каждое соединение состоит из уникального расположения нескольких больших высокоанизотропных зерен.Подобная изменчивость наблюдалась в недавних экспериментах, где термоциклирование соединений BGA при осевом сжатии (вызванное силой зажима теплоотводов) приводило к большим деформациям поперечной ползучести, которые было трудно предсказать с помощью простых однородных изотропных вязкопластических моделей.
В данной презентации основное внимание уделяется альтернативному подходу к моделированию, при котором морфология дискретных зерен этих мелкозернистых паяных соединений SAC явно моделируется с помощью анизотропных вязкопластических зерен, соединенных границами вязкопластических зерен.Анизотропное механическое поведение каждого зерна припоя моделируется с помощью подхода многомасштабной кристалловязкопластичности (CV), основанного на механике анизотропных дислокаций и типичных микроструктурных особенностях кристаллов SAC. Константы модели откалиброваны по данным монокристалла из литературы и экспериментов. Кроме того, поскольку микроструктура бессвинцовых паяных соединений SAC продолжает развиваться на протяжении всего срока службы, модель CV способна уловить соответствующее ухудшение термомеханических характеристик и дать представление о ее долгосрочном влиянии на надежность.
Эта откалиброванная CV-модель используется в качестве метода виртуального тестирования монокристаллов для определения компактной модели анизотропной ползучести в непрерывном масштабе для монокристаллов SAC, основанной на анизотропном потенциале Хилла и законе ползучести Нортона. Эта методология обеспечивает удобное для пользователя эффективное с вычислительной точки зрения моделирование многозернистых паяных соединений в микроэлектронных сборках с помощью метода конечных элементов и облегчает параметрические исследования чувствительности различных конфигураций зерен. Эта возможность даст разработчикам возможность численно исследовать наихудшие и наилучшие микроструктурные конфигурации (и соответствующие различия в характеристиках паяных соединений и расчетных запасах) в условиях термоциклирования и старения.Аналогичные возможности моделирования в масштабе зерен для анизотропной пластичности разрабатываются для деформации, ожидаемой при нагружении с высокой скоростью деформации (например, при вибрации и нагрузке при падении), с использованием формулировки анизотропной пластичности Хилла. Представлены избранные примеры паяных соединений SAC для моделирования деформации ползучести при медленном изменении температуры и пластической деформации при быстром механическом цикле.
О докладчике:
Цянь Цзян – доктор философии. кандидат технических наук и научный сотрудник CALCE.Ее диссертация посвящена изучению анизотропной ползучести и упругости припоя SnAgCu на основе подходов микроструктуры и механистического моделирования. Она работала над несколькими другими исследовательскими проектами CALCE, в частности, над характеристикой свойств и долговечности припоя при различных условиях температуры / нагрузки и усталостным разрушением в слоях с перераспределением меди в масштабируемом корпусе чипа на уровне пластины. Г-жу Цзян консультирует профессор Абхиджит Дасгупта.
Пайка 101 – Учебник Австралия
Представьте, что вы строитель без молотка или автомобиль без тормоза, это вроде как полезно, но далеко не так полезно, как могло бы быть.Это все равно, что быть мастером / мастером по дому / энтузиастом, не умеющим паять. Конечно, вы можете макетировать свои проекты и использовать модули, но в конечном итоге вы столкнетесь с трудностями. Пайка – важный навык для любого, кто работает с электроникой, и знание того, как правильно паять, может быть бесценным. Сегодня мы собираемся взглянуть на оборудование, методы и знания, необходимые для правильной пайки сквозных компонентов и плат. И самое главное, это не так уж и сложно! Если вы никогда раньше не паяли или ищете курс повышения квалификации, это руководство для вас.
Что такое пайка?
Прежде всего, что на самом деле пайка? Это хороший вопрос, и когда кто-то упоминает о пайке, возникает множество заблуждений. Слово припой относится к двум вещам:
- Припой (существительное): металлический сплав с низкой температурой плавления, используемый для соединения проводов
- Припой (глагол): процесс соединения компонентов вместе с использованием тепла и припоя
Пайка – это процесс соединения двух металлических частей вместе с припоем, который похож на проводящий металлический клей.При пайке вы не плавите металл, к которому припаиваете, и не соединяете его друг с другом, а нагревает оба куска металла, чтобы припой протекал между ними и создавал прочную постоянную связь. Без достаточного нагрева припой не будет должным образом сцепляться с металлом, который вы паяете. Важно отметить, что пайка – это надежное электрическое соединение, а не прочное механическое. Если вы паяете вместе провода или другие компоненты, напряжение в паяном соединении не должно быть.Итак, теперь давайте посмотрим, что это за припой.
Припой
Как мы уже говорили, припой – это клей для электроники. Это металлический сплав с очень низкой температурой плавления (всего несколько сотен градусов) и высокой проводимостью. Традиционно припой изготавливали из сплава свинца и олова (обычно соотношение 60/40), потому что свинец имеет идеальную температуру плавления и проводимость, необходимые для пайки, но со временем люди пришли к выводу, что свинец на самом деле очень вреден для вас. Так, в середине 2000-х годов был куплен новый стандарт под названием RoHS (Ограничение использования опасных веществ) для электрического оборудования, которое должно было быть бессвинцовым (Pb-free).Итак, некоторые умные люди собрались вместе и создали новый, не содержащий свинца сплав, пригодный для пайки, который состоит из олова и множества других элементов, названный бессвинцовым припоем (без всяких наград за то, чтобы угадать его). Итак, у нас есть два типа припоя: свинцовый и бессвинцовый, оба с немного разными свойствами. Итак, что вы должны использовать?
Вообще говоря, со свинцовым припоем легче работать из-за его более низкой температуры плавления, и он дает вам лучшие паяные соединения, чем стандартный бессвинцовый припой, однако, в то время как количества, которым вы подвергаетесь во время типичных паяльных работ, невероятно минимальны, воздействие большое количество свинца вредно для вас.
С другой стороны, бессвинцовый припой имеет немного более высокую температуру плавления, чем свинцовый припой, и с ним немного труднее работать. Но большинство бессвинцовых припоев имеют «канифольный стержень», который содержит соединение, называемое «флюсом». Флюс – это химическое вещество, которое способствует растеканию припоя и улучшает его свойства. Этот припой на канифольной основе делает работу с бессвинцовым припоем почти таким же хорошим припоем, как и с припоем с содержанием свинца, но без свинца. Некоторые люди предпочитают свинцовый, другие – бессвинцовый, так что решать вам, любой из них подойдет для обычной пайки, однако, если вы используете бессвинцовый припой, вы захотите настроить свой утюг на 50 градусов (C) выше. из-за более высокой температуры плавления.У нас есть в наличии оба типа, так что вы можете решить, какой из них подойдет вам лучше всего:
Говоря о температуре паяльника, давайте посмотрим, как работает паяльник и какие температуры лучше всего подходят для пайки.
Паяльники
Увы, паяльник скромный. Это мастерская скамейки для электроники и создатель потрясающих проектов. В настоящее время существует множество различных утюгов на выбор, в зависимости от того, какие функции вы хотите, однако получение качественного паяльника сделает его намного проще и полезнее, и прослужит намного дольше, если вы позаботитесь о нем.Если вы много паяете, стоит приобрести высококачественную паяльную станцию с регулируемым контролем температуры, однако для повседневных работ подойдет стандартный моноблок. работа. Если вы не уверены, какое железо подойдет вам лучше всего, ознакомьтесь с нашим руководством по выбору паяльника, в котором мы рассмотрим паяльники Hakko FX-888D и Hakko 60W Red. Однако независимо от того, какой у вас паяльник, концепция остается неизменной. Электричество используется для выработки тепла с помощью нагревательного элемента (часто керамического), а затем тепло передается на металлический наконечник утюга.Ручка утюга (также известная как карандаш или палочка) обычно изготавливается из изоляционного пластика и резины, чтобы держать руку в прохладном месте во время пайки. Говоря о подсказках, доступно 3 основных типа, каждый из которых имеет уникальное назначение:
- Конический наконечник
- Наконечник зубила
- Наконечник копыта (конический наконечник)
Каждый наконечник разработан для обеспечения максимальной теплопередачи к компонентам. Но для обычной сквозной пайки трудно превзойти хороший конический или стамежевой наконечник.Возьмите тот, который достаточно хорош для небольших компонентов и плотно расположенных контактных площадок, но не слишком мелкий, так как он уменьшит количество тепла, которое оно может передать к деталям, которые вы паяете.
В процессе пайки на поверхности жала паяльника происходит процесс, называемый окислением. Это темный нарост, который покрывает обычно блестящую поверхность наконечника. Перед пайкой, после каждой пары паяных соединений и после того, как вы оставите утюг на несколько минут, протрите жало влажной (не мокрой) губкой или латунной ватой, чтобы удалить поверхностные загрязнения.Вы также можете использовать очиститель для паяльных наконечников, который химически очищает наконечник вашего утюга при сильном окислении. После длительного использования на насадке могут появиться дыры или другой износ, и в этот момент пора заменить насадку.
При пайке вы хотите использовать сторону наконечника, а не саму точку, так как именно так вы получите лучший контакт по площади поверхности и, следовательно, теплопередачу. Если у вас есть утюг с регулируемой температурой, вы хотите установить температуру в пределах 300-350 градусов для большей части пайки.Теперь, хотя паяльник и немного припоя – это минимум, необходимый для пайки, несколько дополнительных устройств будут иметь большое значение для создания высококачественной, безопасной и приятной пайки.
Прочие инструменты и приспособления
Как мы уже говорили выше, вам, конечно, понадобится припой и паяльник, но вот несколько инструментов, которые мы лично прошли через наши рекомендации по настройке вашей паяльной мастерской:
- Hobby Creek Mini Hand: Обязательно наличие чего-нибудь для удержания того, над чем вы работаете.При пайке вы держите утюг в одной руке, паяете в другой, и припаивать к незакрепленной плате, лежащей на столе, – это не весело. Также обратите внимание на его старшего брата, Третью руку.
- Hobby Creek Fume Extractor: даже при пайке бессвинцовым припоем при пайке по-прежнему выделяется небольшое количество дыма и дыма, которые большинство людей предпочли бы избегать. Этот вытяжной вентилятор с питанием от USB привинчивается к существующей базе Hobby Creek и идеально подходит для создания чистой рабочей станции. Боковые кусачки
- : они понадобятся вам для удаления лишних выводов компонентов и обрезки проводов.
- Насос для удаления припоя: как мы рассмотрим в отдельной статье, часто вам нужно что-то отпаять, будь то неправильно установленный компонент или избыток припоя, вызывающий мостик. Качественный насос для удаления пайки имеет большое значение.
- Медный плетеный фитиль: аналогично насосу для снятия пайки, плетеный фитиль используется для удаления припоя из стыка. Защитные очки
- : пайка состоит из расплавленного металла и горячих материалов, поэтому защита глаз является обязательной. Они не должны быть модными, они есть в каждом строительном магазине, но при пайке всегда следует носить защитные очки. Мультиметр
- : более широко используемый для измерения напряжения и тока, мультиметр также может измерять проводимость, чтобы вы могли видеть, соединены ли две поверхности электрически или нет. Базовый мультиметр неоценим для поиска плохих паяных соединений, которые не обеспечивают правильного соединения.
Теперь, когда мы знаем, с чем имеем дело, и у нас есть необходимое оборудование, давайте взглянем на создание хорошего паяного соединения.
Проходка паяного соединения
Хорошее паяное соединение образует прочное, прочное соединение, которое прослужит долгое время, а плохое паяное соединение может вообще не обеспечивать соединение, поэтому очень важно научиться формировать правильное паяное соединение. Хорошее паяное соединение достигается благодаря теплу, приложенному к обеим поверхностям, к которым вы паяете, и хорошему равномерному распределению припоя без излишков.Хорошее паяное соединение будет иметь гладкую блестящую поверхность даже после охлаждения, тогда как холодное / сухое соединение будет тусклым и шероховатым. Для хорошего паяного соединения мы стремимся получить красивую форму вулкана от печатной платы до вывода. Взгляните ниже на некоторые сравнения хороших чистых паяных соединений с холодными паяными соединениями:
Вы можете увидеть несколько различных соединений выше при пайке 4-контактного штыревого разъема. У того, что слева, не было хорошего контакта между утюгом и контактной площадкой, в результате припой неправильно протек в отверстие и не образовал надежного соединения.На двух средних контактах я использовал слишком много припоя, из-за чего между двумя контактными площадками образовался мостик из припоя, закорачивая цепь. Правый демонстрирует хорошее паяное соединение. Обратите внимание на гладкую блестящую поверхность и красивую коническую форму. Это означает, что припой правильно протек в контактную площадку, прилип как к штырю, так и к контактной площадке, и было нанесено идеальное количество припоя. Изображение справа показывает это паяное соединение под более плоским углом, и вы можете видеть коническую форму соединения.
Обратите внимание на коричневые отметины на окружающей плате и паяном соединении; это всего лишь небольшая часть флюса, оставшегося от пайки.Он виден только очень близко и является побочным продуктом пайки.
Теперь давайте пройдемся по этапам создания идеального паяного соединения.
- Убедитесь, что ваш утюг полностью нагрет (в идеале около 350 градусов).
- Перед пайкой убедитесь, что ваш наконечник очищен от окисления, и «залудите» наконечник, нанеся на наконечник небольшое количество припоя и протерев его, чтобы удалить излишки. Припой является исключительно хорошим проводником тепла, поэтому лужение наконечника поможет быстрее передать тепло.
- Коснитесь кончиком паяльника, чтобы коснуться провода и контактной площадки, затем поднесите припой к стыку и дайте ему стечь в стык. Важно расплавлять припой на стыке, а не на паяльнике, так как это позволит припою течь в стык и создать надежное соединение.
- Сначала удалите припой, затем утюг, чтобы дать соединению остыть. При пайке компонентов и печатных плат вы должны стремиться к тому, чтобы весь процесс занимал не более пары секунд, чтобы избежать повреждения компонентов и / или печатной платы из-за чрезмерного нагрева.
- Когда вы вынимаете паяльник из стыка, потяните его вверх по выводу компонента. Это поможет удалить излишки припоя из стыка и придать ему красивый конический вид.
By MyName (Coronium (talk)) – собственная работа, CC BY-SA 3.0
Вот и все, ребята. Пайка, как и любой другой навык, требует практики и настойчивости, поэтому лучший способ улучшить свои навыки пайки – это попрактиковаться. Макетные платы, такие как стрип-картон и перфокарт, сначала не идеальны для работы над пайкой из-за уникального способа прокладки медных дорожек. Лучше всего учиться на простой, широко разнесенной плате без дорогих компонентов, которые могут быть повреждены из-за перегрева. Чтобы приступить к пайке, мы составили список фантастических и забавных наборов, которые не только позволяют создавать потрясающие проекты и штуковины, но и довольно легко паять и начинать с:
После того, как вы освоите простую пайку в сквозные отверстия, обязательно ознакомьтесь с другими нашими руководствами по более продвинутым методам пайки, включая распайку и пайку SMD.Если вы нашли этот урок полезным, дайте нам знать в комментариях ниже и начните разговор со своими коллегами-создателями!
Представьте, что вы строитель без молотка или машину без тормоза, это вроде как полезно, но далеко не так полезно, как это …
Учебное пособие: Как правильно паять
Введение
Введение в физические вычисления: многие проекты требуют навыков пайки. Для тех, кто не знает, пайка – это практика соединения двух металлических материалов вместе путем плавления третьего материала (припоя), который плавит и соединяет два металла вместе.Пайка используется практически в каждом проекте этого класса. Примеры того, где пайка применима к этому классу, – это соединение проводов на печатной плате, проводов с модулем или проводов с другими проводами, и это лишь некоторые из них. Тем не менее, этот класс, не имеющий предпосылок, не гарантирует, что все умеют паять или правильно паять. Из этого туториала Вы узнаете, как спаять два провода вместе.
Материалы
Прежде всего убедитесь, что у вас есть все материалы, необходимые для пайки.В том числе:
Защитные очки:
Паяльник:
Катушка для припоя с канифольным сердечником 60/40:
Вентилятор:
Подставка для третьей руки с увеличительным стеклом и губкой:
Инструмент для зачистки проводов:
Провода:
Защитные очки важны, так как пайка включает плавление металлов при высокой температуре, поэтому в процессе пайки обязательно нужно защищать глаза.Припой бывает разной формы, длины и размера для самых разных применений. Очень важно, чтобы припой, в котором вы используете канифольный припой, содержит канифольный флюс, который помогает металлам окисляться, что обычно происходит при высоких температурах. При окислении у вас практически невозможно правильно паять. Также идеально использовать припой 60/40, который обычно используется в приложениях, которые используются в физических вычислениях, таких как пайка электроники. Я использую Rosin Core Solder от Radioshack®. Существует множество версий паяльников, которые имеют разные требования к мощности для разных приложений.Паяльник от Weller® – это однотемпературный паяльник мощностью 25 Вт, который нагревается до 750 градусов по Фаренгейту. Это типичная мощность, необходимая паяльнику для плавления припоя, который используется в таких приложениях, как электроника и электрические схемы. Хотя он нагревается только до одной температуры, он эффективен для плавления припоя с канифольным сердечником. В этом классе предлагается паяльная станция Hakko® FX888d, которая дает пользователю более широкий диапазон температур, позволяя пользователю нагревать паяльник почти до 900 градусов, хотя это не рекомендуется.
Станция третьей руки может быть очень полезна при пайке. Он может удерживать паяльник, а также до двух металлических деталей (будь то провода или печатные платы) через два зажима типа «крокодил». (Примечание: будьте осторожны при использовании зажимов типа «крокодил» для удержания печатной платы, так как это может привести к повреждению платы). Губка внизу необходима для очистки паяльника после пайки, чтобы его можно было использовать снова. Увеличительное стекло также важно, чтобы можно было видеть крупным планом при пайке для большей точности.Я получил свой также от Radioshack®. Некоторые станции, такие как Hakko, используемые в физических вычислениях, также имеют флюс, установленный в станции, таким образом, после пайки пользователь может просто втереть жало паяльника в флюс, чтобы его можно было использовать опять же с меньшим опасением окисления наконечника. Также рекомендуется иметь при пайке вытяжной вентилятор (предусмотрен в разделе «Физические вычисления») или вентилятор. Пары, образующиеся при плавлении припоя, могут быть очень опасными при длительном вдыхании.
Паяльное жало (-а) :
Почти все паяльники имеют съемные наконечники, так что пользователь может выбрать то, что ему подходит. Я лично использую наконечник с круглым конусом при пайке, однако, особенно новичкам, настоятельно рекомендуется использовать наконечник с плоской головкой для пайки. Это дает пользователю большую площадь поверхности паяльника при пайке.
Настройка:
Важно не забыть намочить губку на основании пайки, хотя это легко запомнить, также легко забыть намочить губку, так как размещение паяльника на сухой губке приведет к подгоранию губки и ее укорочению. срок жизни.
№:
Да !:
Следующий шаг – взять два провода, которые мы хотим спаять, и зачистить их с помощью инструмента для зачистки проводов. Это даст нам больше места для нанесения припоя на провод, тем самым создав большую связь между двумя проводами.
Теперь просто вставьте провода в два зажима из кожи аллигатора на третьей стойке, по одному проводу к каждому зажиму из кожи аллигатора. Затем отрегулируйте подставку для третьей руки так, чтобы провода касались друг друга.Перед пайкой важным этапом является процесс под названием лужение . Вопреки названию, единственный раз, когда припой действительно помещается на паяльник, – это этот шаг. В процессе лужения вам нужно включить паяльник, в данном случае подключить его, и подождать 60 секунд, пока он не достигнет заданной температуры. Затем вы хотите взять припой со своей катушки с припоем и аккуратно втереть припой в паяльник, но достаточно, чтобы покрыть жало, вы не хотите, чтобы капли припоя образовывались на паяльнике.Процесс лужения предназначен для уменьшения вероятности окисления при пайке, а также для ускорения процесса пайки. Затем, как только это будет сделано, поместите паяльник ниже оголенной части проводов и припой выше. Это создаст тепловой мост, в котором паяльник нагревает провода, а затем они заставляют припой плавиться на них. Затем медленно перемещайте паяльник и припой слева направо, чтобы полностью покрыть припоем открытую часть.При необходимости используйте увеличительное стекло в качестве вспомогательного средства для просмотра крупным планом.