Гибка и правка труб и металлопроката на трубогибе в Омске по доступной цене
ТРУБЫ б/у от 35 руб/кг
Смотреть
Уголок, балка,
швеллер, арматура
от 35 руб/кг
Смотреть
- Главная
- Услуги
- Гибка и правка труб и металлопроката на трубогибе
Услуги
| Промтехкомплект | |||||
| пр. Мира, 189 | сайт | ||||
| тел.: 331-491 | www.trubaomsk.ru | ||||
| тел.: 8-965-974-44-98 | |||||
| П Р А Й С – Л И С Т | Этот адрес электронной почты защищён от спам-ботов. | ||||
| от 10 июля 2019 | |||||
| № | Наименование | Цена руб | |||
| 1 | Пескоструйная обработка | от 110руб/м.кв. конструкционные детали 2500руб/час | |||
| 3 | Антикорозийная обработка | 60 руб/м.кв. | |||
| 4 | Полимерное покрытие | 300 руб/м.кв. | |||
| 6 | Рубка металла на гильотине | от 2 мм до 8 мм-25 руб за 1 отрез | |||
| от 8 мм до 12 мм-50 руб за 1отрез | |||||
| от 12 мм до 14 мм-100 руб за 1 отрез | |||||
| 7 | Резка металла газом | 150 руб/м.п. | |||
| 8 | Резка металла УШМ(болгарка) | 300 руб/м. п. п. | |||
| 9 | Сварка металла | от 500 руб/м.п. | |||
| 10 | Гибка и правка труб и металлопроката | 100-300 руб за 1 хлыст | |||
| 11 | Вальцовка листа | м.кв./100руб х толщ. мм | |||
| 12 | Изготовление металлоконструкций | уточнять по тел: 331-491, 8-908-310-0349 | |||
| 13 | Продажа прокаленного песка | 2500 руб/тн | |||
| 14 | Доставка газель | 450 руб/час мин. 1 час | |||
| 15 | Доставка длинномер 12м | 4500 руб за 1 рейс в черте города | |||
| Доставка газель, длинномер 12м: по | уточнять по тел: 331-491, 8-908-310-0349 | ||||
области, межгород и международные. | |||||
uslugi_prais_promtehkomplekt_10.07.xls
Правка труб — важный этап отделки. Любая труба восстановленная подвергается процессу правки, основательность которого зависит от состояния изделия. Данная операция обеспечивает показатели, по которым определяется качество трубопроката. К ним относятся:
- продольная кривизна изделия;
- правильность геометрии на поперечном сечении.
Есть несколько способов правки трубной продукции. Самым оптимальным и эффективным методом является выправление труб на особых косовалковых аппаратах, осуществляющих исправление с подгибом внутри калибра.
Данная технология дает возможность производить выправление прецизионного типа. Процесс осуществляется по всей длине трубного изделия, в том числе, на концевых местах, при этом продольная кривизна продукции минимизирована и совершенно незначительна.
Сама технология представляет собой создание подгибов для изделия, которые должны представлять собой цикл. Подгибы могут располагаться как на длине шага аппарата, так и на длине одной валковой обоймы.
Подгибы могут располагаться как на длине шага аппарата, так и на длине одной валковой обоймы.
Вышеописанный процесс правки имеет ряд неоспоримых достоинств:
- Труба восстановленная получает высокую точность правки;
- Осуществление правки по всей длине и на концах, благодаря чему на выходе получается более эффективное изделие;
- Увеличение сортамента по геометрическим показателям;
- Возможность проводить правку на уже имеющемся оборудовании (в некоторых случаях требуется немного модернизировать его).
современные станки и машины для обработки полосы, листа, арматуры и прочих типов заготовок различной толщины, вальцы и пресса
Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудованияВ технологическом процессе изготовления некоторых изделий правка является обязательной операцией с целью их качественного изготовления. Если таких изделий требуется целая серия, то необходимо обеспечить производительность правильной операции. Здесь на помощь приходит специальное оборудование, конструкция которого преобразовывает механическую энергию в действия направленные на исправление дефектных заготовок. На этой странице идет речь о механическом оборудовании, о ручном инструменте для правки смотрите отдельную статью.
Если таких изделий требуется целая серия, то необходимо обеспечить производительность правильной операции. Здесь на помощь приходит специальное оборудование, конструкция которого преобразовывает механическую энергию в действия направленные на исправление дефектных заготовок. На этой странице идет речь о механическом оборудовании, о ручном инструменте для правки смотрите отдельную статью.
Содержание
Виды
Оборудование, используемое в промышленных условиях, разделяется на виды в зависимости от формы и размеров заготовок. Такой способ правки, как машинная, применяется в основном для исправления крупного проката, к которому предъявляются жесткие требования к отклонениям формы и поверхностным дефектам.
Типы заготовок
Для любого из производимых промышленностью профилей: лист, полоса, круглая или профильная труба, уголок, швеллер и другие, можно подобрать для правки приемлемый вариант оборудования.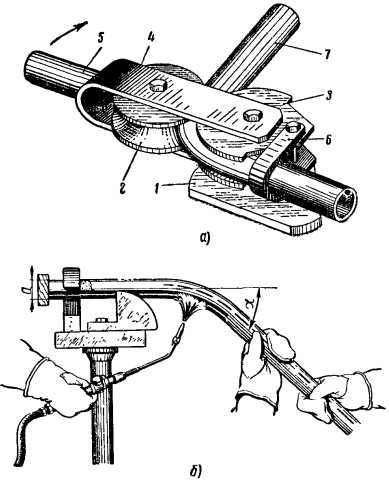
Современные станки, машины для правки холодным и горячим методом
Правка листового металла на механическом оборудовании. Фото Подольский завод оборудованияСовременные виды правильного оборудования значительно увеличивают производительность проведения технологической операции правка. Заготовки могут иметь несколько типов отклонений от нормативных показателей в разных плоскостях. Новейшие модели правильного оборудования исправляют дефекты одновременно, за одно действие.
Многие виды станков дополнительно производят резку и гибку заготовок. Так, например, станок для правки арматуры, широко применяемый в строительстве, выполняет резку ее на мерные прутки, что обеспечивает производительность последующих работ.
Универсализм современного оборудования повышается возможностью обработки заготовок, как в холодном, так и в горячем состоянии. Тем самым гарантируется качество производства работ в плане отсутствия остаточных напряжений в заготовках.
Тем самым гарантируется качество производства работ в плане отсутствия остаточных напряжений в заготовках.
Наиболее распространена на прессах правка листовых и полосовых заготовок, пруткового и трубного проката.
Листоправильные вальцы
Большая кривизна листа не позволяет выполнить условия для качественной его обработки на последующих технологических операциях. Убрать этот дефект позволяет обработка на листоправильных вальцах.
Деформированный лист пропускается между верхним и нижним рядами валков, которые установлены в шахматном порядке. Зазор подбирается немного меньшим, чем толщина листа. В зависимости от количества пар валков в машине, лист столько раз подвергается упруго-пластическому изгибу. В конечном итоге напряжения равномерно распределяются по всему телу листа и он выпрямляется.
Подача листа в рабочую зону осуществляется за счет принудительного вращения нижнего ряда роликов. Верхние ролики имеют привод к перемещению в вертикальной плоскости, тем самым создают нужные усилия при изгибе.
Верхние ролики имеют привод к перемещению в вертикальной плоскости, тем самым создают нужные усилия при изгибе.
Подача и выгрузка листов выполняется с помощью рольгангов, что позволяет упростить работу с такими габаритными заготовками, как листы. Если валки сделать с определенным профилем, то править можно профильный металл.
Существует много различных моделей листоправильных вальцов. Они отличаются по габаритам, характеристикам, обеспечивающим производительность, количеству дополнительного оборудования, способами регулировки зазора и другим показателям. На отечественном рынке представлены как отечественное оборудование (станки моделей ЛП 12.20; ЛП 16.30 Славгородского завода кузнечно-прессового оборудования), так и листоправильные станки зарубежных фирм ARKU (Германия), Roundo (Швеция), MG SP (Италия), Kohler (Германия) и других.
Популярные модели
ARKU Flat Master
Модель «ARKU Flat Master». Станки этой модели правят листы толщиной от 0,5 мм до 50 мм. Толстостенные заготовки из листов сложной формы после газовой резки обрабатываются буквально за несколько минут. При этом достигаются высокие показатели плоскостности и практически полное отсутствие остаточных напряжений.
Станки этой модели правят листы толщиной от 0,5 мм до 50 мм. Толстостенные заготовки из листов сложной формы после газовой резки обрабатываются буквально за несколько минут. При этом достигаются высокие показатели плоскостности и практически полное отсутствие остаточных напряжений.
Станки имеют удобное управление и функцию запоминания технологических параметров. Узел правки оснащен гидравлическим приводом, который надежно защищает станок от перегрузки. При достижении максимально возможного усилия оборудование отключается подниманием верхнего блока.
Конструкция станка позволяет оперативно заменить грязные, с остатками материала, правильные вальцы. Здесь применяется специально разработанная вспомогательная оснастка. Это повышает ресурсные показатели оборудования.
Вальцы гидравлические STALEXHER-2070×4.5. Фото Сталекс
Серво-гидравлический принцип регулировки зазора позволяет эффективно править заготовки с различными поперечными сечениями, технологическими отверстиями, сложной геометрической формой.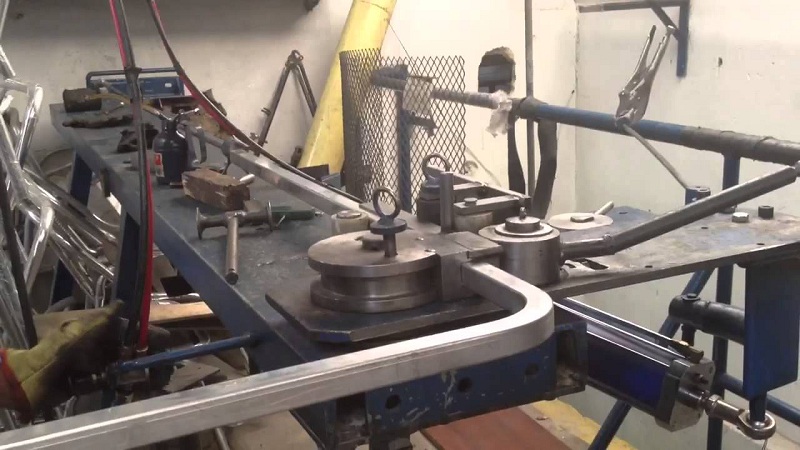
Kohler Peak Performer GC
Модель «Kohler Peak Performer GC». Обладает такими же преимуществами, что и вышеперечисленная модель, разница в методе регулирования рабочего зазора. В данной модели он контролируется электромеханическим способом.
Во время обработки заготовок со сложной формой на блок правки действуют различные усилия. Эти усилия влияют на величину первоначально выбранного рабочего зазора для правки. Электромеханический контроль реагирует на изменения усилия и поддерживает зазор в необходимой величине, чем обеспечивает качество правки. Регулирование зазора происходит за счет клиновидного привода, разработанного фирмой Kohler. Замена сложной гидравлической системы — основное достоинство электромеханического контроля.
ЛП 12.20 и 16.30
Модели ЛП 12.20; ЛП 16.30. Отечественные модели не обладают большим набором опций, как зарубежные. Однако цена и достаточная степень надежности в работе остаются их преимуществом.
Прессы
Пресс гидравлический одностоечный с приводом усилием 25тс (250кН) модели П6324Б (пресс П6324). Фото Кувандыкский завод кузнечно-прессового оборудования «Долина»Правка относительно крупных заготовок типа валов выполняется на прессах. Они могут иметь механический привод, а для применения больших усилий для правки используют гидравлические пресса, которые дополнены специальной оснасткой, правят дефекты на толстостенных листах.
Классическая схема для правки валов состоит из трех опор. Две из которых представляют регулируемые по высоте призмы. Они устанавливаются на удлиненной станине пресса и являются опорами для заготовки. Третья опора выполняется заодно с пуансоном и передает усилие на дефектную часть вала.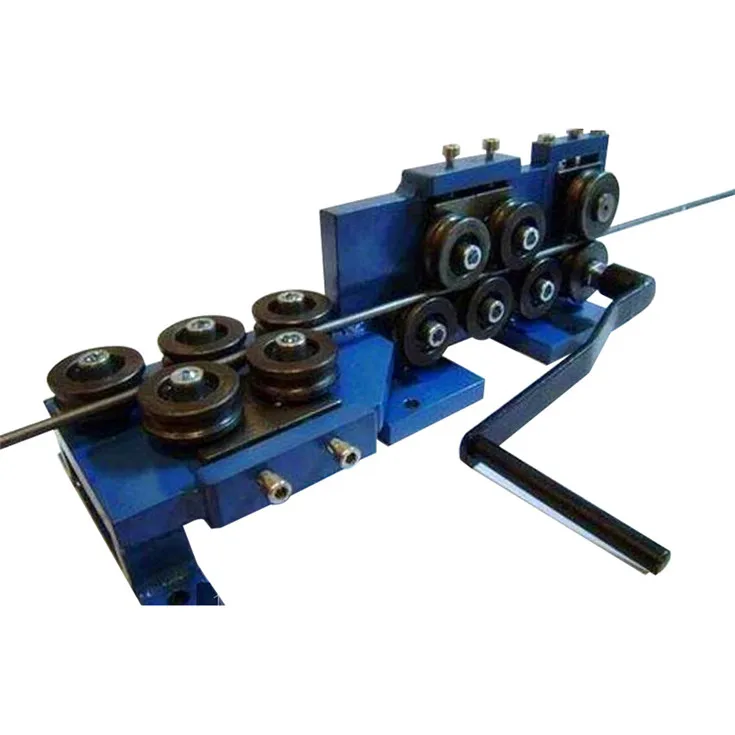 Обладает самоустанавливающимися свойствами в зависимости от геометрии поверхности исправляемой заготовки. Биение вала после правки проверяется индикаторным прибором.
Обладает самоустанавливающимися свойствами в зависимости от геометрии поверхности исправляемой заготовки. Биение вала после правки проверяется индикаторным прибором.
Валы правятся как в холодном, так и в горячем состоянии. В последнем случае пресс и нагревательное устройство (печь, установка ТВЧ) должны находится рядом друг с другом.
Наиболее технологичными, при выполнении правки заготовок, являются гидравлические пресса. Малая скорость прессования и большое время выдержки создают условия для качественного выполнения операции. Практически все модели гидравлических прессов по требованию заказчиков могут оснащаться правильным столом и механизмом точной правки.
Моделей гидравлических прессов, способных участвовать в технологии правки, огромное множество как отечественных (ПБ6330-02, ПБ6334-02, П6324, ДЕ2428 и другие), так и зарубежных фирм.
Популярные модели
Гидравлический пресс PHCcR100. Предназначен для правки (рихтовки) длинномерных заготовок типа «вал». Станина выполнена в виде сварной стальной рамы, которая позволяет устанавливать длинные заготовки. На столе устанавливаются две призмы, которые могут менять свое положение и крепиться ручным зажимом. Нижняя часть штока гидравлического поршня имеет фасонную поверхность, которой выполняется давление на рихтуемую поверхность. Гарантированно защищена от проворачивания. Для определения отклонения пресс оснащен механическим микрометром, опционально лазерным.
Станина выполнена в виде сварной стальной рамы, которая позволяет устанавливать длинные заготовки. На столе устанавливаются две призмы, которые могут менять свое положение и крепиться ручным зажимом. Нижняя часть штока гидравлического поршня имеет фасонную поверхность, которой выполняется давление на рихтуемую поверхность. Гарантированно защищена от проворачивания. Для определения отклонения пресс оснащен механическим микрометром, опционально лазерным.
Гидравлический пресс фирмы Schuler производства Германия усилием 400 т. Предназначен для правки заготовок типа круга или труб длиной до 6 метров. Стол оснащен подвижными тележками для изменения места гиба. Увеличение длины стола производится за счет установки дополнительных базирующих элементов.
Пресс гидравлический одностоечный ПБ6334. Фото ПромСтройМашНа тележках установлены подпружиненные призмы, на которых заготовка может вращаться в свободном состоянии на подшипниках. Правка металла производится в трех призмах, третья закрепляется на гидроцилиндре с помощью шарнирной опоры.
Правка металла производится в трех призмах, третья закрепляется на гидроцилиндре с помощью шарнирной опоры.
Оперативное измерение производится лазерной линейкой и отображается на дисплее с помощью контроллера Siemens. Диаметр обрабатываемых деталей до 400 мм.
Помимо механического управления перемещениями тележек и вращением заготовок, существует автоматизированная система управления прессом. Установленные датчики позволяют определять место максимального прогиба и перемещать его к правильной призме.
Где купить
Высокопроизводительное оборудование для правки металла пользуется достаточно высоким спросом, что обеспечивает широкий выбор оснащения, предлагаемого изготовителями и поставщиками. Предприятия, предлагающие станки для правки металлических заготовок разного типа, представлены в отдельном разделе нашего сайта.
Кроме этого, в соответствующем разделе сайта собраны компании, сотрудники которых оказывают услугу правки металла.
Going Straight: добавление устройства для правки труб
Going Straight:
Необходимость правки труб присутствует во всех отраслях производства труб. У вас может быть рулон в насыпной форме, который питает процесс формования. Возможно, вы приобрели прямую трубку, указанную вашим поставщиком, и вам нужна более прямая трубка. В обоих случаях может представлять интерес выпрямитель для труб. Выбор правильного типа выпрямителя может иметь большое значение.
Выпрямители труб не являются чем-то новым. Они существуют уже много лет. Патентное ведомство США документирует различные устройства для выпрямления, созданные десятилетия назад. Потребность была всегда. Задача проста: взять согнутую металлическую трубку и выпрямить ее. Звучит прямо. Иногда это … иногда вы можете получить кривую.
Память
При формовании трубы изготовители труб должны учитывать возврат пружины. Например, если вы возьмете прямую трубу и согнете ее на поворотном станке, скажем, на 90°, после разжима трубка отскочит, скажем, на 86°. Чтобы согнуть трубу на 90°, вам, возможно, придется сначала согнуть ее примерно на 90° + 4°. Затем, когда вы освободите трубку от оснастки, трубка расслабится. В этом случае металл, образующий трубку, имеет память и пытается вернуться к своей прежней расслабленной форме. Это, в скорлупе ореха, пружинная задняя часть.
Чтобы согнуть трубу на 90°, вам, возможно, придется сначала согнуть ее примерно на 90° + 4°. Затем, когда вы освободите трубку от оснастки, трубка расслабится. В этом случае металл, образующий трубку, имеет память и пытается вернуться к своей прежней расслабленной форме. Это, в скорлупе ореха, пружинная задняя часть.
Развивая эту концепцию, чтобы выпрямить согнутую трубку, необходимо снова согнуть трубку в направлении, превышающем точку прямолинейности. Правильно, вы должны согнуть трубку за точку прямолинейности, чтобы заставить трубку вернуться в прямое состояние.
Отсюда возникает следующий вопрос: как вы определяете прямолинейность? Ну, есть несколько способов. Один из способов заключается в вращении трубы фиксированной длины между двумя V-образными блоками и отметке выхода между V-образными блоками; см. Рисунок 1 .
На рис. 1 выше показано биение, измеренное между V-образными блоками.
Операция правки является операцией гибки. Вы просто пытаетесь заставить трубку принять набор в новом положении.
Вы просто пытаетесь заставить трубку принять набор в новом положении.
2D-проблема
2D-проблема часто возникает при попытке выпрямить трубу, начинающуюся с большой катушки. Поскольку трубка преимущественно изогнута в одной плоскости, задача считается двумерной. Например: мертвая мягкая медная катушка, которая подается на линию поперечной резки. В этом случае, когда медь вытягивается из объемной катушки, она имеет постоянный изгиб, сформированный вокруг самой объемной катушки. Прохождение этой изогнутой трубы через серию прецизионных роликов имеет большое значение для выпрямления трубы; см. Рисунок 2 .
На рис. 2 выше показана труба, продавливаемая через ряд валков.
Преимущество здесь в том, что медь очень мягкая. Это означает, что медь имеет очень небольшую пружинистость, и, пропуская ее через серию роликовых матриц, можно быстро удалить огромное количество биения; см. рис. 1.
рис. 1.
Теперь я говорю, что это двумерная проблема. На самом деле, когда трубка вытягивается из объемной катушки, трубка имеет тенденцию раскручиваться вокруг своей длинной оси; теперь это проблема 3D. Поворот является результатом запасенной энергии в объемном привидении. Думайте о массовом привидении как об одной большой торсионной пружине. Когда существует состояние раскручивания, оно может быть постепенным; скажем, 5 ° на пролете 15 футов. Этот постепенный поворот может распространяться через выпрямитель и вызывать колебания на выходе. Это связано с тем, что выпрямляющие гребенки устанавливаются/фиксируются по мере того, как труба постепенно скручивается через гребенки выпрямителя. Выходное колебание зависит от возвратной пружины. Чем сильнее пружинит трубка, тем большее влияние может оказать скручивание.
Спагетти
Процесс выпрямления, описанный выше, работает хорошо, когда система используется для удаления постоянной дуги на длинной трубе. Однако, если трубка имеет длину, скажем, 10 футов и выглядит как кусок спагетти, следует рассмотреть другой процесс выпрямления. В процессе задействованы пара V-образных блоков и ручной пресс, расположенный между V-образными блоками. Посмотрите на рис. 1. Представьте себе, что замените циферблатный индикатор прессом, и теперь у вас есть инструмент для выпрямления секционных труб. В случае, когда дужек в трубке много и нет двух одинаковых дужек, процесс выпрямления может включать в себя выпрямление трубки по одной секции за раз.
Однако, если трубка имеет длину, скажем, 10 футов и выглядит как кусок спагетти, следует рассмотреть другой процесс выпрямления. В процессе задействованы пара V-образных блоков и ручной пресс, расположенный между V-образными блоками. Посмотрите на рис. 1. Представьте себе, что замените циферблатный индикатор прессом, и теперь у вас есть инструмент для выпрямления секционных труб. В случае, когда дужек в трубке много и нет двух одинаковых дужек, процесс выпрямления может включать в себя выпрямление трубки по одной секции за раз.
Об авторе
George Winton, P.E. проектирует и производит оборудование для изготовления труб с ЧПУ для Winton Machine в Сувани, Джорджия. С ним можно связаться по адресу [email protected] или по телефону 888.321.1499 .
О машинах, которые мы производим
Все наши машины для изготовления полужестких коаксиальных кабелей и труб в Winton разрабатываются, производятся и испытываются на месте. У нас есть большая линейка стандартных продуктов, а также возможность разработать наилучшее решение для нужд наших клиентов. Наш опытный персонал по продажам заботится о том, чтобы наши клиенты могли оправдать свои капиталовложения в оборудование, предлагая именно то решение, которое им нужно для производства деталей. Пожалуйста, свяжитесь с нами сегодня, чтобы обсудить ваш проект.
У нас есть большая линейка стандартных продуктов, а также возможность разработать наилучшее решение для нужд наших клиентов. Наш опытный персонал по продажам заботится о том, чтобы наши клиенты могли оправдать свои капиталовложения в оборудование, предлагая именно то решение, которое им нужно для производства деталей. Пожалуйста, свяжитесь с нами сегодня, чтобы обсудить ваш проект.
Ротационные выпрямители для трубки и трубы
Введение в машины по выпрямлению 6- и 10-Roll
- 25 сентября 2009 г.
- Статья
- ТУБА и Производство трубы Объект ТУБА и ПЕРЕДЕЛИ ТРУБКА
- ТУБЕ
Несмотря на большие успехи в производственных процессах и различные технологические разработки, произошедшие за десятилетия, большинство методов производства труб и трубопроводов позволяют производить трубы, которые не являются ни круглыми, ни прямыми. Ротационные правильные машины были разработаны для уменьшения овальности и улучшения прямолинейности.
Сначала эти машины проектировались с различными конфигурациями валков; со временем шестивалковая машина стала стандартом для современной правки труб. Этот тип машины имеет три пары вертикально противоположных валков, и все валки являются приводными. Более поздней разработкой является 10-валковая машина. В то время как шестивалковые машины по-прежнему используются на современных производственных предприятиях, 10-валковые машины обладают большими возможностями и необходимы для приложений с высокими требованиями.
Понимание правил правки, принципов работы машин и различий между шестивалковыми и десятивалковыми машинами — это первые шаги в производстве труб, достаточно прямых для последующих операций.
Вращающиеся машины для правки труб
Вращающиеся машины для правки труб называются роторными, потому что труба вращается при прохождении через машину. Ролики захватывают трубу и вращают ее, пропуская через машину, пока не будет выпрямлена вся длина. Проходя через машину, труба подвергается двум определенным силам правки: правке давлением и правке изгиба (или смещения).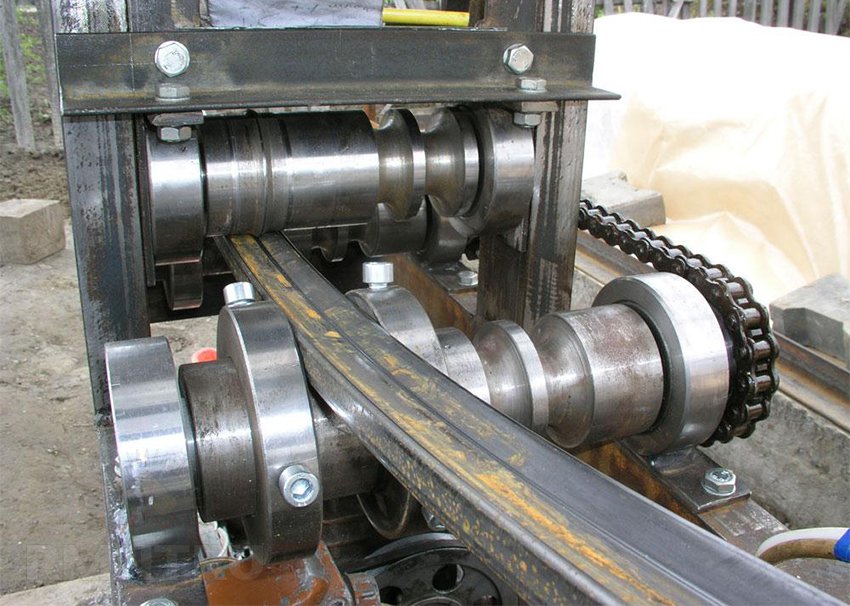
- Выпрямление давлением. Каждую пару валков можно отрегулировать так, чтобы зазор между ними был немного меньше внешнего диаметра трубы. Когда трубка проходит через этот ограниченный зазор, она подвергается давлению, которое, если оно достаточное, вызывает деформацию стенок трубки сверх их предела упругости, тем самым вызывая некоторое выпрямление трубки. Если эта способность сжимать трубку используется правильно, трубка будет «закругляться», удаляя часть или всю ее овальность (см. 9).0003 Рисунок 1 ).
- Изгиб или смещение, выпрямление. Можно отрегулировать одну или несколько пар валков, чтобы труба проходила через машину по криволинейной траектории. Сгибание трубки таким образом является основным выпрямляющим действием.
Величину изгиба необходимо тщательно контролировать, чтобы он имел достаточную силу, чтобы превысить предел упругости трубы для достижения прямолинейности, но не настолько, чтобы вызвать чрезмерное деформационное упрочнение.


Гиперболические ролики — что это такое и как они работают
В правильных машинах используются специально разработанные ролики из закаленной стали с тщательной обработкой. Большинство валков изготавливается из инструментальной стали с высоким содержанием хрома и углерода, которая подвергается сквозной закалке до значений, обычно от 58 до 64 по шкале Роквелла С.
Профиль вала не является радиусом трубы. Профиль гиперболический; контактный ролик касается трубы всего в трех точках (см. , рис. 2 ). Форма валка позволяет использовать трубы нескольких диаметров, что достигается за счет регулировки зазора и угла валка.
Важно всегда хранить комплекты роликов соответствующего диаметра и ежемесячно проверять степень износа. Простая процедура заключается в измерении и контроле диаметра рулона в центре профиля. Когда разница в диаметре достигает рекомендованного OEM максимального отклонения, валки следует перепрофилировать, чтобы вернуть их к стандарту. Валки часто можно перепрофилировать до тех пор, пока диаметр в центре не уменьшится примерно до 80 процентов от первоначального размера.
Валки часто можно перепрофилировать до тех пор, пока диаметр в центре не уменьшится примерно до 80 процентов от первоначального размера.
Ролики с изношенными профилями маркируют трубу и не выравнивают ее полностью. Износ на одной стороне профиля указывает на то, что ролики не были правильно выровнены в машине при их установке. После того, как профиль изнашивается не по центру, ролик оставляет на трубе следы и изнашивается быстрее.
Больше валков, больше изгибающих моментов
Основное различие между шестивалковой и 10-валковой машиной заключается в количестве изгибающих моментов. Шестивалковая машина имеет один; 10-валковая машина имеет два (см. Рисунок 3 ).
Для трубы из низкоуглеродистой стали диаметром 0,541 дюйма. Внешний диаметр, 0,118 дюйма. толщина стенки, отклонение прямолинейности 0,048 дюйма на фут и отклонение овальности 0,0002 дюйма, шестивалковая машина может улучшить прямолинейность до 0,0018 дюйма на фут и овальность до 0,0000 дюйма.
Потребность в такой строгой прямолинейности является побочным продуктом других технологических разработок. Начиная с конца 1980-х многие пользователи труб из углеродистой стали начали устанавливать автоматические станки для резки труб. Большие объемы производства привели к использованию автоматических загрузчиков труб и устройств подачи. Из-за задействованных скоростей большая часть этого оборудования не может успешно загружать или подавать трубу, если она не является чрезвычайно прямой. Трубка, которая не соответствует строгим требованиям к прямолинейности, может стать причиной неправильной подачи или замятия трубки.
Рис. 1. Процесс правки не только выпрямляет трубу; если валки установлены правильно, это может уменьшить или устранить овальность.Дополнительные изгибающие моменты расширяют возможности станка:
- Оператор может приложить большой изгибающий момент к первой паре отклоняющих валков и линейно уменьшить момент. В таком случае последняя пара валков обеспечивает завершающее действие.
- Большее количество пластических циклических изгибов позволяет выпрямлять сильно изогнутые трубы.
- Обеспечивают более эффективное выпрямление переднего и заднего концов трубы.
- Некоторые материалы, такие как медная труба, могут быть настолько эффективно выпрямлены, что в трубе не остается никаких остаточных напряжений; последующий отжиг не изменяет прямолинейность трубы.
- Они обеспечивают меньшие допуски на прямолинейность и овальность без увеличения деформационного упрочнения.
 В таком случае последняя пара валков обеспечивает завершающее действие.
В таком случае последняя пара валков обеспечивает завершающее действие.Автоматизированные системы установки валков
Установка валков на шестивалковом станке — сложная задача; на 10-валковой машине это существенно сложнее. Оператор должен отрегулировать угол всех 10 валков, зазор между каждой парой валков и величину изгиба по крайней мере на двух нижних валках.
Сложность настройки 10-валковых машин привела к разработке компьютерных систем настройки в конце 1980-х годов.