Правка проволоки – Энциклопедия по машиностроению XXL
Ротационные компрессоры пластинчатые — см. Компрессоры ротационные пластинчатые Ротационные машины гибочные — Детали — Материалы 8 — 716 Применение 8 — 683 –для правки проволоки 8 — 714 —Кинематические схемы 8 — 715 – кузнечные 8 — 345, 680 — 716 Применение 8 — 346 – листогибочные — см. Листогибочные машины ротационные [c.245]В конструкции головки предусмотрены механизмы для 1) плавной регулировки конца электрода по вертикали на 230 мм кроме плавной регулировки имеется ещё возможность установочного перемещения штанги головки в хомуте подвески на 175 мм 2) плавной поперечной регулировки конца электрода на 50 мм и установочного перемещения на 150 мм за счёт поворота головки вокруг оси штанги 3) правки проволоки в плоскости [c.200]
Правка проволоки Есть Нет Есть Неполная между роликом и мундштуком [c.

Правка проволоки осуществляется между подающим и прижимными роликами и контактами мундштука. Чтобы настроить правку проволоки, положение прижимного ролика можно регулировать по вертикали поворотами хомута, на котором подвешена обойма прижимного ролика при этом хомут поворачивается вокруг оси подающего ролика. [c.207]
Машины предназначаются для правки проволоки и тонкого круглого проката, а также одновременно для резки этого материала на части. Они работают автоматически. Подлежащая правке проволока пропускается сквозь центральные отверстия нескольких колец, вращающихся с большим числом оборотов — до 3000 в минуту. Кольца расположены эксцентрично в разные стороны. [c.714]
Правйльные барабаны — применяются для правки проволоки и тонких круглых прутков, которые не поддаются правке на обычных правильных машинах. Правйльные [c.999]
Для правки труб, круглых прутков и проволоки иногда применяются также правильные машины с параллельно расположенными холостыми роликами, представляющие собой правильные машины обычного типа, применяемого для правки сортового проката с той разницей, что для обеспечения правки в двух плоскостях половина роликов расположена в горизонтальной плоскости, а другая половина — в вертикальной.
Если проволока из углеродистой или низколегированной стали сильно нагартована, она может быть подвергнута термической обработке с целью облегчения технологических операций при изготовлении электродов (рубка и правка проволоки). По некоторым [c.285]
Для уменьшения блуждания торца электрода относительно сварочной ванны на головку перед мундштуком устанавливают роликовый механизм правки проволоки.
| Фиг. 64. Схема простейшего приспособления для размотки и правки проволоки. |
 После обработки детали зажимы освобождаются и проволока подается на нужную длину кареткой 6, выталкивая готовую деталь из зажима 1. После зажима поданной проволоки каретка возвращается назад и происходит правка проволоки роликовым механизмом.
[c.273]
После обработки детали зажимы освобождаются и проволока подается на нужную длину кареткой 6, выталкивая готовую деталь из зажима 1. После зажима поданной проволоки каретка возвращается назад и происходит правка проволоки роликовым механизмом.
[c.273]
Механизм для поперечного наклона электрода устроен следующим образом. На кронштейне 19 укреплен червяк и на корпусе редуктора — червячный сектор 5. На обоих концах червяка посажены маховички 2, с помощью которых можно вращать червяк, зацепленный с зубьями неподвижного сектора. Если вращать червяк, он будет обкатываться по сектору и поворачиваться в ту или другую сторону. Вместе с червяком будет поворачиваться и кронштейн 19, с которым связан червяк. На кронштейне крепятся механизм для правки проволоки, пульты управления 18 и 21 и кассета 20 для электродной проволоки. [c.173]
В отличие от станков, на которых детали изготовляются из прутка, на автоматах 1106 проволока, сматываемая с бунта, не вращается во время обработки. Она закреплена тремя зажимными устройствами (задний зажим, передний зажим и зажимная цанга в шпинделе), а резцы, установленные во вращающейся головке (рис, 87), получают поперечное перемещение с независимой друг от друга подачей. Во время обработки детали салазки механизма правки с семью роликами перемещаются спра-во налево, производя правку проволоки. После того как обработка закончена и деталь отрезана, резцы головки расходятся, зажимные устройства освобождаются и салазки механизма правки, перемещаясь слева направо, подают проволоку иа необходимую величину, выталкивая обработанную деталь.
Она закреплена тремя зажимными устройствами (задний зажим, передний зажим и зажимная цанга в шпинделе), а резцы, установленные во вращающейся головке (рис, 87), получают поперечное перемещение с независимой друг от друга подачей. Во время обработки детали салазки механизма правки с семью роликами перемещаются спра-во налево, производя правку проволоки. После того как обработка закончена и деталь отрезана, резцы головки расходятся, зажимные устройства освобождаются и салазки механизма правки, перемещаясь слева направо, подают проволоку иа необходимую величину, выталкивая обработанную деталь.
ПРИСПОСОБЛЕНИЕ ДЛЯ ПРАВКИ ПРОВОЛОКИ [c.261]
Конструкция автомата включает узлы шпиндельную бабку (см. рис. 16), механизм подачи и правки проволоки, узел переднего зажима, привод подачи и др.Конструкция узла шпиндельной бабки с резцовой головкой и механизмами подачи суппортов, среднего и заднего зажимов проволоки и их работа были описаны в 8. [c.71]
[c.71]
Правка проволоки производится на правйльно-отрез-ных станках. Правка осуществляется роликами, отрезка производится ножом по упору (фиг. 104). Остающаяся после правки кривизна достигает 0,5—0,7 мм на 1 пог. м проволоки. [c.163]
Правка проволоки, поступающей на завод в мотках (бунтах), может быть выполнена на станке с вращающимся барабаном, в котором установлены ролики для правки по указанному ранее принципу. Правку осуществляют следующим образом во время вращения барабана (рис. 27, а) направление изгиба проволоки беспрерывно меняется, и при осевом перемещении проволоки происходит ее правка. При отсутствии специального станка проволоку в мелкосерийном производстве правят, протягивая ее через изогнутую трубку (рис. 27, б), вращение которой передается от шпинделя токарного станка. [c.67]
I Правка проволоки и и разрезание ее на прутки – Правильный станок – – - [c.540]
Правйльный механизм состоит из массивного стального корпуса 6, на котором закреплены четыре правильных ролика 9.
Кинематические схемы, цикловые диаграммы и конструкции основных узлов и механизмов. Согласно принципу действия и назначению автоматы однопозиционные двухударные с цельной матрицей оснащают цикловыми вспомогательными механизмами для подачи и правки проволоки, отрезки заготовок заданной длины и переноса их на позиции штамповки, выталкивания отштампованных изделий, смены мест пуансонов (перемещения пуансонов). [c.136]
[c.136]
Кулачки 25 кулачкового вала 23 и рычаги 24 приводят в возвратно-поступательное движение механизм выталкивания 27. Подающие ролики 21 приводятся в движение кулисой 19 от кулачка 22. Кулиса имеет регулирующее устройство, обеспечивающее подачу проволоки необходимой длины. Прерывистое движение подающих роликов обеспечивается обгонной муфтой механизма подачи. Правка проволоки осуществляется пятью неприводными правильными роликами 20.
Использование планетарных безредукторных механизмов пода-ци проволоки типа ИЗАПЛАН обеспечивает одновременную правку проволоки, в результате чего уменьшаются отклонения ее конца от центральной оси на выходе из горелки. Для более стабиль- [c.75]
Механизм для правки проволоки (фиг. 1). Расположение бухты проволоки в плоскости, перпендикулярной шву, и наличие длинных контактных пластин мундштука вызывают необходимость устройства специального правильного механизма. Трёхроликовый механизм 3 с одним регулируемым роликом установлен на крышке головки и выправляет проволоку в плоскости основной кривизны бухты.
[c.199]
Трёхроликовый механизм 3 с одним регулируемым роликом установлен на крышке головки и выправляет проволоку в плоскости основной кривизны бухты.
[c.199]
Система подачи проволоки состоит из двух роликов клиновидного — подающего 14 и плоского— прижимного 15. Правка проволоки осуществляется между подающим и прижимным роликами и контактами мундштука. Для настраивания правки корпус прижимного ролика подвешен на эксцентриковой оси, поворотами которой прижимной ролик можно поднимать или опускать относительно подающего. [c.209]
На фиг. 49 показан общий вид машины для правки проволоки до 3 мм и на фиг. 50 — кинематическая схема этой машины. На шариковых подшипниках вращается правильная рамка 1 с пятью бронзовыми правильными кольцами 2 (фиг. 50). Регулировка эксцентриситета колец в рамке производится двумя установочными винтами посредством ключа. Рамка приводится во вращение от электродвигателя 3 через тексроиную 4 и две цилиндрические зубчатые передачи б и б. [c.714]
[c.714]
Воздушный транспорт системы регулирования полетов G 08 G 5/00-5/06) Вокзалы, общее устройство В 61 В 1/00 Волновая энергия, использование [В 29 С вулканизация изделий 35/08-35/10 (соединение 65/14-65/16 тиснение или гофрирование поверхностей 59/16) пластических материалов , для переплавки металлов С 22 В 9/22 для полимеризации С 08 F 2/46 для получения привитых сополимеров на волокнах, нитях, тканях или т. п. D 06 М 14/18-14/34 в химических или физических процессах В 01 J 19/08] Волокна [использование гибких труб F 16 L 11/02 в сплавах цветных металлов С 22 С 1/09 в фильтрах В 01 D 39/02-39/06) металлические в сплавах С 22 С 1/09 оптические в качестве активной среды лазеров Н 01 S 3/07] Волокнистые материалы [использование для изготовления приводных ремней F 16 G 1/04, 5/08 складывание В 65 Н 45/00 сушильные устройства F 26 В 13/00] Волоконная оптика химический состав и изготовление оптического стекловолокна С 03 (В 37/023, 31j027, С 13/04) Волочение [В 21 С листового металла, проволоки, сортовой стали, труб 1/00-1/30 устройства для правки проволоки, конструктивно сопряженные с волочильными машинами 19/00) как способ изготовления топливных элементов реакторов G 21 С 21/10] Волочильные станы В 21 С очистки металлических изделий 43/02 рабочие инструменты для них 3/00-3/18) Вольтова дуга, использование для нагрева печей F 27 D 11/08 Вольфрам С 22 легированные стали, содержащие вольфрам, С 38/12-38/60 получение и рафинирование В 34/36 сплавы на его основе С 27/04)
 59]
59]
При РДС применяют как роликовые, так и планетарные безредукторные механизмы подачи сварочной проволоки. Планетарные механизмы обеспечивают стабильную подачу с одновременной правкой проволоки, а следовательно более стабильное положение конца электродной проволоки, меньшее изнашивание тракта подачи и большую его длину, благодаря крутильным колебани51м проволоки в канале, существенно снижающим силы трения проволоки о внутреннюю поверхность канала. Однако применение планетарных подающих механизмов требует хорошей обработки поверхности, стабильности формы и размеров сечения сварочной проволоки. [c.139]
К автомату прилагаются три комплекта сухарей, из которых чаждмй состоит из пяти штук. Это обеспечивает правку проволоки диаметром от 2 до 7 мм. Каждый комплект сухарей имеет обозна-екне, соответс зующее диаметру обрабатываемой проволоки. [c.12]
Механизм, производящий отрезку прутков от прошедшей правку проволоки, приводится в действие периодически. Котда выправленная проволока воздействует на упор 6, перемещение последнего с полмощью троса 7 вызовет поворот рычага S. вместе с которым поворачивается рычаг 9.
[c.13]
Котда выправленная проволока воздействует на упор 6, перемещение последнего с полмощью троса 7 вызовет поворот рычага S. вместе с которым поворачивается рычаг 9.
[c.13]
Автомат типа С-16 по принципу работы подобен рассмотренному нами автомату типа С-17, но предназначается для правк = проволоки диаметром от 0,8 до 2,5 мм и для отрезки ее на длину до 3000 мм. Скорость правки равна 34,2 м/мин. Автомат приводится в действие электродвигателем мощностью 1 кет, делающи 1) 1440 об/мин. [c.14]
На одношпиндельных фасонно-отрезных автоматах для изготовления деталей из проволоки, свернутой в бунт, обработка происходит при неподвижно закрепленной проволоке, поступившей из бунта при ЭТОЛ5 резяы вращаются и получают поперечную подачу. Одновремен-.40 происходит правка проволоки на том участке, который подлежит обработке. После окончания обработки детали проволока освобождается, подается на длину, соответствующую длине детали, и снова закрепляется. [c.13]
[c.13]
При большой потребности в плоских каркасах и сетках шириной до 3800 мм применяют многоточечные автоматические машины типов МТМК, МТ, МТМ, МТМС и и АТМС. Эти машины входят в состав поточных технологических линий, в которых, помимо сварочных машин, выполняющих основную технологическую операцию, предусматривается вспомогательное оборудование вертушки для сматывания мотков проволоки устройства для правки проволоки, ножницы для продольной и поперечной резки сетки в процессе изготовления, пакетирующие [c.9]
Сварочные головки снабжаются флюсоаппаратами для отсоса флкэса, устройством для правки проволоки перед поступлением ее в мундштук, копирными устройствами для направления дуги точно по шву, опорными роликами и т. д. Сварочные головки, в зависимости от конструкции свариваемого изделия, комплектуются специальными устройствами — несущими конструкциями, рельсовыми путями и направляющими, представляющими собой стационарные или полустационарные установки. [c.62]
[c.62]
Правка проволоки в головке А производится шестироликовым правильным механизмом. Конструкция мундштука обеспечивает достаточно точное направление проволоки. Контакты допускают значительный износ до их замены [c.235]
Автоматическая линия производит все операции, начиная от правки проволок, иодачи и приварки поперечного прутка, кончая отрезкой готовой сетки на задаиный размер. [c.385]
Конструкция самоходного автомата АБС (фиг. 24) разработана в 1947 г. Автомат представляет собой совокупность трех узлов. Узел А — сварочная головка с механизмом для ручной корректировки электрода поперек шва. Головка работает от трехфазного двигателя, движение от которого передается на подаю-шдй ролик. Токоподвод к проволоке осуществляется через два бронзовых ролика. Правка проволоки производится правильным пятироликовым механизмом. К головке может быть прикреплен трехроликовый копир для автоматическою копирования свариваемых кромок или указатель. Узел А может быть использован как самостоятельная сварочная головка.
[c.33]
Узел А может быть использован как самостоятельная сварочная головка.
[c.33]
Двухдуговая головка А-288 разработана Институтом электросварки им. Е. О. Патона. Головка состоит как бы из трех отдельных головок, расположенных в одну линию. Все три головки имеют самостоятельный электропривод. Две крайние снабжаются токоподводящими мундштуками, а средняя вместо мундштука имеет направляющую трубку, через которую подается присадочная проволока. Правка проволоки в каждой головке осуществляется семироликовым правильным механизмом. Корректировка электродов относительно центра шва может быть совместная и раздельная. Головка рассчитана на силу тока до 1500 а на каждый электрод при диаметре проволоки 3—5 мм. [c.35]
Узел А — головка, сос-гоящая из двигателя, механизма подачи проволоки 1, механизма правки проволоки 2, мундштука 3 для подвода тока к проволоке, корректировочного механизма 4 для направления головки по шву и пульта управления 5.
[c. 134]
134]
Сверху электродвигателя расположен поворотный кронштейн, для вращения которого служит червячный механизм. При повороте маховичка 2 червяк работает в паре с неподвижным червячным сектором 12, жестко закрепленным на корпусе электродвигателя это вызывает поворот всего кронштейна на угол до 45° [0,785 рад] от вертикали, что позволяет сваривать наклонным электродом угловые швы без установки изделия в лодочку . Кроме того, поворотным механизмом пользуются для ручной корректировки направления электрода по шву- На поворотном кронштейне укреплены два трехкнопочных пульта управления 6 и 5. Первый из них служит для управления самим трактором, а второй (дополнительный) используется для дистанционного управления механизмами сварочных стендов и манипуляторов. На кронштейне также размещается барабан для проволоки 4 и трехроликовый правильный механизм, который используется для правки проволоки диамером 3—5 мм.. При сварке тонкой проволокой диаметром 1,6—2 мм правки не требуется и в правйльный механизм вставляют специальную направляющую ггрубку- Ниже подающих роликов установлен токоподводящий мундштук 17.
[c.140]
Правильные машины. Правильные машины относятся к оборудованию заготовительных цехов металлообрабатывающих заводов и весьма часто используются в заводских складах металла. П. м. правят или рихтуют металл до раскроя и пуска его в дальнейшую обработку в тех случаях, когда поступающий на склад металя (напр, листы, полосы или прутья железа, красной меди, латуни) имеет неправильную поверхность или изогнут. Такого рода явления неправильной поверхности или искривления ее имеют место вследстврхе неравномерного нагревания и остывания металла, особенно листового, в прокатных цехах в процессе производства или в результате применения специфических методов упаковки металла на прокатных заводах. Так, листовая красная медь транспортируется в свернутом в пакеты виде, то же относится к стальной проволоке (бухты) и т. п. Сюда же относятся и дефекты при транспортировании. Правильные мапшны применяются также для восстановления бывшего уже в употреблении металла для повторного использования его, напр, использование проволоки стержневых каркасов в литейных цехах. Т. о. правильные машины находят применение в цехах железо- и меднокотельных, металлич. конструкций, механических (правка прутков круглого металла для револьверных станков и автоматов), в литейных (как в самих цехах, так и в складах металла при них) для правки проволоки стержневых каркасов и на прокатных з-дах (правка изготовленных листов, прутков и т. д.).
[c.265]
Т. о. правильные машины находят применение в цехах железо- и меднокотельных, металлич. конструкций, механических (правка прутков круглого металла для револьверных станков и автоматов), в литейных (как в самих цехах, так и в складах металла при них) для правки проволоки стержневых каркасов и на прокатных з-дах (правка изготовленных листов, прутков и т. д.).
[c.265]
Правка проволоки производится путем последовательных перегибов ее при прохождении между пятью правйльгплми роликами, укрепленными на кронштейне. [c.121]
23. ПРАВКА ЗАГОТОВОК ИЗ ТОНКОЛИСТОВОГО МЕТАЛЛА И ПРОВОЛОКИ
23. ПРАВКА ЗАГОТОВОК ИЗ ТОНКОЛИСТОВОГО МЕТАЛЛА И ПРОВОЛОКИ23. ПРАВКА ЗАГОТОВОК ИЗ ТОНКОЛИСТОВОГО МЕТАЛЛА И ПРОВОЛОКИ
|
Заготовки из тонколистового металла и проволоки часто
бывают неровными, поэтому перед
обработкой их необходимо выровнять. Листы из жести правят деревянным молотком — киянкой. Лист кладут на металлическую правильную плиту выпуклостью вверх (рис. 63). Удары наносят начиная с краев листа. Приближаясь к выпуклому месту, следует уменьшить силу удара, но удары наносить чаще. Нельзя ударять по самой выпуклости, так как она от этого еще больше увеличится. Листовой металл толщиной до 0,2 мм правят деревянным бруском — гладилкой, которую перемещают по поверхности заготовки, лежащей на плите. Тонкую фольгу распрямляют ватным тампоном. В промышленности листовой металл правят, пропуская его между вращающимися валками листоправильного стана.
Правка проволоки может выполняться разными способами.
Выпрямить тонкую и мягкую проволоку можно, протягивая ее между гвоздями,
вбитыми в доску (рис. Толстую стальную проволоку правят на плите (рис. 64, г), легко ударяя по выпуклым местам молотком. Медную и алюминиевую проволоку выпрямляют киянкой. 1. Осторожно обходиться с заготовками, поскольку листовой металл и проволока имеют острые кромки. 2. Обязательно надевать рукавицу на руку, удерживающую заготовку при ее правке. 3. Работать только исправным молотком и киянкой. 4. Держать руку, которая удерживает заготовку, по возможности дальше от места удара молотком или киянкой.
5. Не
стоять за спиной товарища, когда он работает. |
|
 Правка — это слесарная
операция по выравниванию заготовок.
Правка — это слесарная
операция по выравниванию заготовок.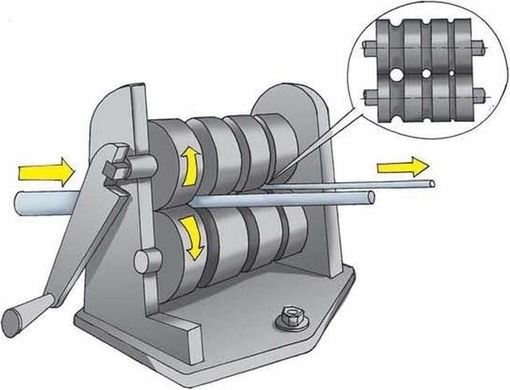 64, а), между двумя
брусками, зажатыми в тисках (рис.
64, б), или вокруг цилиндрического
стального стержня (рис. 64,
в).
64, а), между двумя
брусками, зажатыми в тисках (рис.
64, б), или вокруг цилиндрического
стального стержня (рис. 64,
в).
ПРАКТИЧЕСКАЯ РАБОТА
Правка заготовок из тонколистового металла и проволоки
1. Используя приемы, показанные на рисунке 63, выполнить правку тонколистовой заготовки для изготовления различных деталей, например коробки для мелких деталей, нагубников для тисков, корпуса совка хозяйственного, прокладки под резец токарного станка и др.
2. Проверьте качество правки, приложив к плоскости листа ребро линейки.
3. Внимательно рассмотрите рисунок 64 и выберите способ правки заготовки в соответствии с диаметром проволоки и ее материалом при изготовлении следующих изделий: чертилки, кольца для штор, дверного крючка, головоломки.
Новые термины:
Правка, правильная плита.
1. Почему перед разметкой необходима правка заготовки?
2. Почему деревянным бруском-гладилкой можно выправить только тонкие металлические листы?
3. За счет чего уменьшается выпуклость при правке?
4. Почему при выпрямлении проволоки нельзя сильно стучать по выпуклому месту?
5. Каким способом можно распрямить алюминиевую проволоку толщиной 3 мм?
6. Нужна ли правка заготовок из тонколистового металла после их разрезки?
Сайт управляется системой uCozКонспект урока технологии на тему «Правка и разметка проволоки. Резка, рубка и гибка проволоки» (5 класс)
МОУ «Рыбачьевская школа» города Алушты
Конспект урока
технологии по теме
«Правка и разметка проволоки.
Резка, рубка и гибка проволоки»
5 класс
Учитель технологии
Байрамов Байрам Энверович
2018 г.
Тема : Правка и разметка проволоки. Резка, рубка и гибка проволоки.
Цель урока: Развить выполнения трудовых приемов при правке, разметке, резке, рубке и гибке заготовок проволоки
Задачи: Образовательные: ознакомление учащихся с трудовыми приемами работы при гибке, правке, разметке, резке, рубке проволоки с использованием оправок и слесарного верстака.
Развивающие: развивать самостоятельность мышления, познавательные интересы, способности применять полученные знания на практике.
Воспитательные: воспитывать аккуратность, опрятность, эстетический вкус.
Планируемые результаты:
Учащиеся примут участие в диалоге, на уроке и в жизненных ситуациях; сотрудничать с одноклассниками в поиске и сборе информации; принимать решения и реализовывать их; точно выражать свои мысли.
Учащиеся научатся организовывать свое рабочее место под руководством учителя; определять цель и составлять план выполнения задания; развивать практические навыки и умения при решении повседневных проблем связанных с технологией.
Оборудование: Слесарный верстак, набор слесарных инструментов, учебник, заготовки проволоки, приспособления, шлифовальная шкурка. Технологическая карта изготовления чертилки и головоломки. Образцы изделий, учебные таблицы
Ход урока:
I. Организационная часть
а) отметить явку учащихся
б) проверить готовность к уроку
II. Вводный инструктаж. Изучение нового материала.
а) инструмент и приспособления применяемые при гибке, правке, разметке, резке, рубке металла
б) приёмы гибки и обработки острых кромок
в) безопасность труда при гибке, правке, разметке, резке, рубке
г) организация рабочего места
III. Текущий инструктаж. Практическая работа учащихся: сгибание заготовки в тисках с помощью приспособлений.
Текущий инструктаж. Практическая работа учащихся: сгибание заготовки в тисках с помощью приспособлений.
Во время работы учащихся делаю целевые обходы рабочих мест и проверяю:
а) организацию рабочего места
б) приёмов работы
в) соблюдение правил по Т.Б.
Учащихся, которые затрудняются в выполнении работы оказываю практическую помощь.
IV. Заключительный инструктаж. Итог практической работы.
а) подвести итоги урока
б) организовать уборку рабочих мест и мастерской
V. Рефлексия.
Правка тонколистового металла и проволоки
1. Правка тонколистового металла и проволоки.
2. Вопросы для повторения.
Гдепроизводят металлы и
сплавы?
Каких
видов бывает
тонколистовой металл?
4. Цель: научиться читать чертежи деталей из тонколистового металла и проволоки, приемам правки листового металла и проволоки.
5. Детали из тонколистового металла и проволоки изображают в виде технического рисунка, чертежа, эскиза.
 а) технический рисунок
а) технический рисунокб) чертёж изделия
6. Специальные обозначения в чертежах.
Линии сгиба на чертеже (эскизе)надо показывать штрихпунктирной
линией с двумя точками.
Диаметр отверстия, кольца
обозначается знаком Ø. Цифра
стоящая рядом с этим знаком,
указывает величину диаметра в
миллиметрах
Радиус обозначают знаком R, рядом с
ним проставляют число,
обозначающее величину радиуса
7. Если диаметр проволоки меньше 2мм, то ее изображают на чертеже сплошной толстой основной линией.
8. Проволоку диаметром более 2 мм показывают двумя параллельными сплошными толстыми основными линиями с осевой штрихпунктирной линией посер
Проволоку диаметром более 2 ммпоказывают двумя параллельными
сплошными толстыми основными
линиями с осевой штрихпунктирной
линией посередине.
Правка — это
слесарная операция
по выравниванию
заготовок.
Листы из жести
правят деревянным
молотком —
киянкой.

металл толщиной до 0,2 мм правят
деревянным бруском — гладилкой
Тонкую фольгу распрямляют ватным
тампоном.
тонкую и мягкую проволоку можно,
протягивая ее между гвоздями, вбитыми
в доску
между двумябрусками, зажатыми в
тисках
Толстую стальную проволоку правят на
плите, легко ударяя по выпуклым
местам молотком
12. Инструменты и приспособления для правки
ГладилкаКиянка
13. Приемы правки проволоки
а, б, вмягкаяпроволока
г- твердая
проволока
14. Упражнения по правке тонколистового металла
1. В каком направлении (почасовой или против
часовой стрелке)
необходимо наносить
удары киянкой?
2. Что означает изображение
окружностей и почему они
разные по диаметру?
3. Что нельзя делать
категорически при правке
листового металла?
15. Упражнение по правке проволоки
1. Куда необходимо ударять приправке проволоки?
2. Что одновременно нужно делать
при нанесении удара?
Разметка заключается в нанесении на поверхность
заготовки линий (рисок), определяющих согласно
чертежу контуры детали или места, подлежащие
обработке
К специальному разметочному инструменту относят
чертилки, кернеры, разметочные циркули, рейсмусы.
Кроме этих инструментов, при разметке используют
молотки, разметочные плиты и различные
вспомогательные приспособления: подкладки, домкраты и т.
д.
Чертилки служат для нанесения линий (рисок) на
размечаемую поверхность заготовки.
Кернеры применяются для нанесения углублений
(кернов) на предварительно размеченных линиях. Это
делается для того, чтобы линии были отчетливо видны и
не стирались в процессе обработки деталей.
Разметочные (слесарные) циркули используют для
разметки окружностей и дуг, деления окружностей и
отрезков на и других геометрических построений при
разметке заготовки. Их применяют также для переноса
размеров с измерительной линейки на заготовку. По
устройству они аналогичны чертежным циркулямизмерителям.
Рейсмус представляет собой чертилку 5, закрепленную
на стойке 2 с помощью хомутика 3 и винта 4. Хомутик
передвигается на стойке и закрепляется в любом
положении. Чертилка проходит через отверстие винта и
может быть установлена с любым наклоном. Винт при
этом закрепляется гайкой-барашком. Стойка рейсмуса
укреплена на массивной подставке 1.
Правила безопасности труда
1. Работать только исправной (хорошо насаженной и
расклиненной) киянкой и молотком.
2.Обязательно надевать рукавицу на руку,
удерживающую заготовку.
3. Держать пальцы руки, придерживающей заготовку, в
стороне от места удара киянкой или молотком.
4. Осторожно обращаться с заготовкой, так как
листовой металл имеет острые кромки. Осторожно
обращаться с чертилкой.
5. Подавать чертилку ручкой от себя, а класть ручкой
к себе.
правка и резка проволоки, гибка арматуры, правка и резка арматуры
РЕЗКА АРМАТУРЫ И ПРОВОЛКИ
Порой перед потребителем металлопроката встает вопрос о его дальнейшей обработке – правка и резка арматуры, гибка арматуры, правка и резка проволоки и т.д. Самостоятельно решить данный вопрос многим не под силу.
ПРАВКА И РЕЗКА АРМАТУРЫ
Компания «Интерстрой» предоставляет услуги по правке и резке арматуры от 6мм. – 12мм. включительно из собственного сырья или из сырья заказчика. Конечная длина заготовки до 9000 мм.
Высокий профессионализм наших сотрудников и использование современных станков и ножниц для резки арматуры позволяют нам выполнять заказы любой сложности в кратчайший срок с минимальной потерей расходного материала.
Стоимость резки напрямую зависит от диаметра арматурного стержня. Для получения точной стоимости резки арматуры, позвоните нам по телефонам +7 (831) 261-04-06, +7 (831) 261-04-07, +7 (831) 413-13-04.
ГИБКА АРМАТУРЫ
Компания «Интерстрой» оказывает услуги по гибке арматуры в петли, скобы, хомуты и другие изделия (стандартные или по индивидуальному чертежу), которые применяются в монолитном строительстве. Для гибки арматуры мы используем современное высокотехнологичное оборудование. Благодаря этому, мы осуществляем высокоточную гибку углов и резку.
Заказав у нас услугу по гибке арматуры, Вы получите готовое изделие требуемой формы и размера согласно предоставленному Вами чертежу или эскизу. К тому же, Вы избегаете отходов материала, за который Вами были заплачены деньги. Все это повысит производительность труда, а также рентабельность Вашего производства!
Применение готовых скобогибочных изделий приводит к существенному сокращению затрат рабочей силы и времени, а также позволяет нивелировать расходы на отходы арматурного проката при изготовлении соответствующих изделий на объекте.
Мы также осуществляем гибку арматуры большого диаметра. Стоимость гибки арматуры большого диаметра всегда обговаривается индивидуально, так как цена гибки арматуры зависит от сложности изготовления требуемого изделия.
ПРАВКА И РЕЗКА ПРОВОЛОКИ
Наша компания также предоставляет услуги по правке и резке проволоки Вр-1, от 2.5 до 5 мм. как из собственного сырья, так и из материала заказчика. Возможная длина конечной заготовки – не более 4000 мм. Мы гарантируем быстрые сроки исполнения заказа, а также предлагаем выгодные цены на предоставляемые нами услуги.
Разгрузка проволоки
Смотка проволоки
Открыть каталог с продукцией
ЗВОНИТЕ, МЫ ВСЕГДА ГОТОВЫ ВАМ ПОМОЧЬ:
тел.: +7(831) 261-04-06;
Наши преимущества
Управление процессом изготовления прядей, корда и арматурных прядей | Уровень (подуровень) квалификации | ||||
Происхождение трудовой функции | Заимствовано из оригинала | ||||
Код оригинала | Регистрационный номер профессионального стандарта | ||||
Трудовые действия | Заправка и правка проволоки на прядевьющих машины с помощью подъемных сооружений | ||||
Ведение процесса свивки пряди, корда и арматурных прядей на прядевьющих машинах в соответствии с технологическими картами | |||||
Замена технологических катушек и приемных барабанов при их заполнении на прядевьющих машинах | |||||
Контроль мерной и ровной укладки пряди, корда и арматурных прядей на барабан прядевьющей машины | |||||
Контроль температуры нагрева и охлаждения арматурных прядей | |||||
Контроль показаний счетчика метражного учета при изготовлении пряди, корда и арматурных прядей на прядевьющей машине | |||||
Контроль работы укладочного механизма, тормозов, валиков зарядных сборников на прядевьющей машине | |||||
Резка пряди, корда и арматурных прядей после перевязки на прядевьющей машине | |||||
Ведение агрегатного журнала и учетной документации рабочего места производства пряди, корда и арматурных прядей на прядевьющих машинах | |||||
Необходимые умения | Подавать тянущим устройством проволоку с разматывателя на прядевьющую машину | ||||
Выполнять операции по замене технологических катушек, приемных барабанов при их заполнении на прядевьющих машинах | |||||
Осуществлять визуальный контроль натяжения проволоки, качества свивки, температуры нагрева, вытяжки и охлаждения арматурной пряди на прядевьющих машинах | |||||
Осуществлять визуальный контроль мерной и ровной укладки пряди, корда и арматурных прядей на барабан прядевьющих машин | |||||
Отслеживать показания счетчика метражного учета при изготовлении пряди, корда и арматурных прядей на прядевьющих машинах | |||||
Отслеживать работу тормозов, валиков зарядных сборников прядевьющих машин | |||||
Производить резку пряди, корда и арматурных прядей после перевязки на прядевьющих машинах | |||||
Применять программное обеспечение рабочего места участка производства пряди, корда и арматурных прядей на прядевьющих машинах | |||||
Необходимые знания | Устройство, кинематические схемы, конструкция и принцип работы обслуживаемых прядевьющих машин и подъемных сооружений | ||||
Основы технологических процессов производства пряди, корда и арматурных прядей на прядевьющей машине | |||||
Конструкции изготавливаемых пряди, корда и арматурных прядей, свиваемых на прядевьющей машине | |||||
Нормативно-техническая документация на пряди, корд и арматурные пряди | |||||
Требования, предъявляемые к качеству пряди, корда и арматурных прядей | |||||
Виды брака пряди, корда и арматурных прядей, причины его возникновения и способы его предупреждения и устранения на прядевьющих машинах | |||||
Правила подбора шестерен и плашек на прядевьющих машинах | |||||
Устройство, назначение и правила использования контрольно-измерительных приборов для измерения диаметров проволоки пряди, корда и арматурных прядей на прядевьющих машинах | |||||
Размеры приемных барабанов (технологических катушек) прядевьющих машин | |||||
Способы свивки пряди, корда и арматурных прядей, методы подсчета шага свивания на прядевьющих машинах | |||||
Методика настройки деформатора или преформатора, обжимных и калибрующих клетей и рихтовального устройства на прядевьющих машинах | |||||
Режимы нагрева и охлаждения арматурных прядей на прядевьющих машинах | |||||
Правила пользования подъемными сооружениями | |||||
Требования бирочной системы и нарядов-допусков при работе на прядевьющих машинах | |||||
План мероприятий по локализации и ликвидации последствий аварий на участке производства пряди, корда и арматурных прядей на прядевьющей машине | |||||
Требования охраны труда, промышленной, экологической и пожарной безопасности при выполнении работ на участке производства пряди, корда и арматурных прядей на прядевьющих машинах | |||||
Программное обеспечение рабочего места участка производства пряди, корда и арматурных прядей на прядевьющих машинах | |||||
Другие характеристики |
РАЗРЕЗАНИЕ, ПРАВКА И СГИБАНИЕ ПРОВОЛОКИ Выполнила: Лукичёва Екатерина
РАЗРЕЗАНИЕ, ПРАВКА И СГИБАНИЕ ПРОВОЛОКИ Выполнила: Лукичёва Екатерина
ПЛАН 1. 2. 3. 4. 5. 6. 7. 8. Вступление Техника безопасности Разрезание Правка Сгибание Инструменты Контрольные вопросы Литература
ВСТУПЛЕНИЕ При работе в учебных мастерских может использоваться стальная, медная, алюминиевая и другая проволока диаметром 0, 5… 6 мм. Основными операциями при работе с проволокой являются разрезание, правка и сгибание. Инструментами для выполнения этих операций служат слесарный молоток, кусачки (острогубцы), зубило, плоско и круглогубцы, напильник.
! ТЕХНИКА БЕЗОПАСНОСТИ При работе с проволокой следует соблюдать меры предосторожности. Известно, что небольшие кусочки металла при откусывании их острогубцами отлетают в сторону с большой силой и скоростью и могут поранить лицо работающего или находящегося рядом. Поэтому в процессе откусывания проволоки острогубцами не разрешается держать их на уровне лица. Во избежание ранения рук при выпрямлении и сгибании проволоки необходимо надевать рукавицы.
РАЗРЕЗАНИЕ При разрезании(откусывании) медной, алюминиевой или мягкой стальной проволоки используются кусачками. Наиболее применимы кусачки длиной 110… 250 мм при ширине губок 15… 40 мм. Стальную толстую и твёрдую проволоку разрубают зубилом на правильной плите или наковальне, положив на них подкладку из мягкого металла. Ø Толстую хрупкую проволоку можно надпилить остроё гранью напильника и сломать в этом месте руками. Ø Разрезание трубы роликовым труборезом
ПРАВКА Правкой называется операция по устранению таких дефектов заготовок и деталей, как вогнутость, выпуклость, волнистость, коробление, искривление и т. д. Толстую сплошную проволоку правят молотком на плите или наковальне. Ø Если проволока мягкая, то во избежание ее расклёпывания правку ведут деревянным молотком(киянкой) на торце деревянного бруска. Ø Тонкую проволоку можно выпрямлять различными способами. Наиболее распространённым является протягивание проволоки вокруг металлического или деревянного круглого стержня, зажатого в тисках или между деревянными брусками, а также между рядами гвоздей, вбитых в деревянную доску. Ø правка на наковальне Ø правка на плите
СГИБАНИЕ Для сгибания проволоки толщиной до 2, 5 мм, например при изготовлении петли, служат плоско и круглогубцы. Аналогичную петлю. Но из более толстого материала, сгибают в тисках с помощью оправки. Ø При изготовлении из проволоки контуров или кругов большого диаметра подбирается металлический стержень, труба или деревянная болванка соответствующего размера, вокруг которых обматывается проволока. Затем проволоку простукивают молотком. Ø Гибка в тисках Гибка на ручном трубогибочном приспособлении
ИНСТРУМЕНТЫ ПЛОСКОГУБЦЫ – клещи, захватывающая часть которых (губки) имеет насеченные плоские поверхности. Ø ЗУБИЛО – это ударно-режущий инструмент для обработки металла и камня. При сообщении зубилу ударного ускорения со стороны бойковой части (затыльника) с помощью молотка, кувалды, бойка отбойного молотка или перфоратора режущая кромка зубила воздействует на обрабатываемый материал, разрезая его или раскалывая. Ø • • Разновидности зубил Крейнцмессель — имеет зауженную режущую кромку, предназначен для вырубки пазов и канавок. Канавочник — разновидность крейнцмесселя с фигурной режущей кромкой.
Ø КУСАЧКИ – инструмент для перерезания проводов и проволоки. Нередко применяется электриками для разрезания отдельных составляющих кабелей. С помощью эффекта рычага кусачки позволяют перерезать и довольно толстые провода с диаметром более чем 2, 5 мм. При этом провод держится как можно ближе к шарниру кусачек. Ø НАПИЛЬНИК — многолезвийный инструмент для обработки металлов, дерева, пластмасс и т. п. По форме сечения рабочей части напильники (надфили) бывают: • • • прямоугольные (плоские) квадратные треугольные равносторонние треугольные тупоугольные круглые полукруглые овальные ромбические ножевые и т. д.
Ø НОЖНИЦЫ : ПРЯМОРЕЖУЩИЕ ДЛЯ ВЫРЕЗАНИЯ ОТВЕРСТИЙ ДЛЯ ФИГУРНОЙ РЕЗКИ
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. 2. 3. 4. 5. Каковы приёмы разрезания проволоки? Какие способы применяют при правке проволоки? Каковы приемы сгибания проволоки? Какие меры предосторожности надо соблюдать при работе с проволокой? Какие инструменты используются при работе с проволокой?
ЛИТЕРАТУРА Ø Ø Муравьев Е. М. Практикум в учебных мастерских. -М. : Просвещение, 1987. -272 с. : ил. Старичвов В. С. Практикум по слесарным работам. -М. 1985. -220 с.
Правильные системы, Правильные ролики для подшипников, Правильные машины для проволоки, Правильные ролики для проволоки
Выпрямители проволоки используются для устранения нежелательной кривизны, вызванной намоткой проволоки или прутка в бухты или на катушки / бобины перед дальнейшей обработкой материала. WireTrex предлагает множество систем правки с прочной и проверенной временем компоновкой. Доступны модели нескольких размеров с частично или индивидуально регулируемыми роликами, с рычагом быстрого открытия или без него; специальные исполнения по спецификации заказчика, сменные ролики для всех остальных марок.
Правильные системы и ролики
| Приложения
|
Выпрямитель для проволоки | Novo Precision
Устройство для выпрямления проволоки Novo Precision
Novo предлагает валиковые правильные машины для действительно жестких требований к правке.Наши роликово-правильные машины могут удалять отливку или спираль с круглой проволоки, а также с плоских полос или фасонных материалов, включая шестигранник, D-образную форму, квадрат, треугольник и т. Д. Во многих случаях можно контролировать даже «изгиб» полосы. Прецизионные выпрямители Novo могут обрабатывать проволоку диаметром от минимум 0,006 дюйма (0,15 мм) до максимум 0,375 дюйма (9,4 мм).
Быстроразъемные выпрямители
Novo предлагает опции Quick Release для наших более крупных моделей выпрямителей. Опция Quick Release обеспечивает более быструю повторную заправку и замену резьбы, не требуя перенастройки подшипников роликов / выпрямителя.Как и наши стандартные устройства для выпрямления проволоки и трубок, модели Quick Release имеют несколько конфигураций плоскостей, каждая из которых имеет 11 подшипников с желобками.
Особенности
Все рулонные выпрямители Novo обладают следующими характеристиками:
- Семь или более подшипников качения на одну плоскость. Выпрямители стандартного класса имеют всего три. # 1 PWS 2 Плоскость
- Независимые регулировки для каждого подшипника качения. Правильные машины стандартного качества обычно имеют только регулируемые.
- Канал управления V-образной канавкой под углом 120 градусов с низким коэффициентом трения. Выпрямители стандартного класса обычно используют более жесткий угол наклона 90 градусов, который может маркировать круглую проволоку.
- Настройка и подтверждение измерения штангенциркулем. Выпрямители более низкого качества используют ненадежный метод «раздражения», который является медленным и не соответствует требованиям процедуры и документации ISO.
- Динамометрический ключ для фиксации положения подшипника. Всегда «бесплатный» инструмент в комплекте с каждым купленным выпрямителем Novo. Исключает снятие монтажных и опорных винтов из-за чрезмерного затягивания.
- Меньшие диаметры подшипниковых валков и максимально близкое расположение от центра к центру. Приводит к более легкому отключению памяти проводов и более агрессивно реагирует на точные настройки.
- Научный подход к выпрямлению с помощью Novo «Quick Set Reference Chart». Позволяет очень быстро обнулить устройство для выпрямления полос и ускорить настройку.
- График записи Novo. Используется для записи каждой настройки приложения проводки для будущего использования. Это избавляет от необходимости выполнять настройку повторяющихся приложений. # 3 PWS 2 Плоскость
Отвечает требованиям к записи ISO. Свяжитесь с нами для пробной оценки!
Выпрямители для проволоки, устройства для выпрямления труб, кабелей и специальные устройства
Выпрямитель для проволоки
Большинство выпрямителей проволоки можно комбинировать более чем в одной плоскости; то есть двухплоскостные или многоплоскостные выпрямители. Пожалуйста, щелкните здесь, чтобы получить pdf конфигурацию двухплоскостных выпрямителей.
Выпрямители проволоки Witels Albert:
Новый модульный выпрямитель
Выпрямители нового поколения
Выпрямители быстрого закрытия
Выпрямители для тяжелых условий эксплуатации
Выпрямители для полос
Прецизионные выпрямители
Выпрямители для труб, кабелей и специальные устройства
Контрольная линия или устройство для выпрямления трубок
Выпрямители с полуавтоматической регулировкой
Выпрямители для проволокиWitels Albert и устройства для выпрямления труб аналогичной конструкции специально разработаны для экономии времени на настройку, уменьшения количества брака сырья, сокращения времени простоя и получения неизменно стабильного конечного продукта.Наши самые популярные устройства для выпрямления проволоки входят в линейку продуктов ER, в то время как наш самый популярный вариант устройства для выпрямления проволоки – это функция быстрого закрытия / быстрого открытия.
Выпрямители Witels Albert, предназначенные для обработки проволоки, трубки, ленты и плоской проволоки, кабеля, троса и профилей, имеют следующие характеристики:
- Способность обрабатывать материалы диаметром до 40 мм
- Разнообразие рулонов в количестве от 3 до 14
- Расположение валков включает одинарную, двойную плоскость и многое другое
- Фиксированные, частично регулируемые и отдельно регулируемые валки
- Ролики втулки для высокой скорости , высокая температура, высокие нагрузки или абразивные материалы
- Долговечные правильные валки, изготовленные в соответствии со спецификациями Witels Albert
В конечном счете, наше предложение по выбору лучшего правильного устройства для ваших производственных требований будет зависеть от обрабатываемого вами материала.Поэтому, пожалуйста, звоните (410) 228-8383 или свяжитесь с нами для получения помощи.
Для простоты покупки мы поставляем различные принадлежности для выпрямления проволоки, упрощающие настройку и обеспечивающие «повторяемость» настроек. Например: опции быстрого открывания / закрывания, индикаторы положения роликов, стопорные рычаги, направляющие шкивы входа / выхода, направляющие матрицы, микрометрическая регулировка, ограждения и собственные пакеты программного обеспечения Witels Albert, которые позволяют автоматическое или полуавтоматическое позиционирование роликов и других компонентов. .
Кроме того, наш широкий ассортимент продукции для обработки сырья включает в себя: правильные устройства для труб, направляющие для проволоки и направляющие для труб, устройства подачи труб и устройства подачи проволоки или приводы, устройства для выпрямления кабеля, устройства для правки ленты и плоской проволоки, устройства подачи на заказ, правильные ролики, преформы. головки, ролики-гильзы для высокоскоростных и высокотемпературных применений, компьютеризированные системы правки проволоки и устройства для правки труб, а также собственные программные пакеты Witels Albert, которые позволяют автоматическое или полуавтоматическое позиционирование роликов и других компонентов.
РБ 8 / ПРЯМКА / ПРОВОДА И СЕТКА
Станок для правки проволоки роторного типа
РБ 8 Правильная машина с ротором типа для производства нарезанной проволоки по размеру до Ø 8 мм (0,315 дюйма) . Приводится в действие цифровыми электрическими серводвигателями .
– Максимальная скорость вытягивания: 160 м / мин (525 футов / мин)
– Высокоскоростной режущий блок с бесщеточным двигателем (менее 0.1 сек)
– Веб-телепомощь
Доступные версии:
– Фиксированная резка с регулируемой длиной обратного упора для максимальной точности резки (± 0,5 мм).
– Фиксированный пропил с автоматическим обратным упором , длина для максимальной гибкости резки (± 0,5 мм).
– Вращающаяся резка Система с автоматическим измерением с помощью энкодера для повышения производительности (± 0,5 мм / м).
Технические характеристики
Однониточный | 1 Ø 3 ÷ 8 мм (0.315 дюймов) |
Поскольку продукты находятся в постоянном развитии,
технические характеристики и изображения служат исключительно для примера и не являются обязательными.
Услуги по правке и резке проволоки – Гринфилд, Индиана
Hanger Bolt & Stud Co. имеет многолетний опыт поставки клиентам во многих отраслях прецизионной прямой проволоки для резки по длине, готовой к их производственным потребностям. Мы можем обрабатывать проволоку из чистой углеродистой стали, латуни, алюминия и нержавеющей стали диаметром до 0,5 дюйма и нарезать ее на отрезки длиной до 12 футов с соблюдением допусков от ± 0,002 дюйма до ± 0,0005 дюйма, в зависимости от Требования к применению Доступны гальванические и оцинкованные поверхности, а наша надежная программа контроля качества включает строгие процедуры испытаний и инспекций, чтобы гарантировать соответствие самым строгим требованиям клиентов.Мы также предлагаем полную прослеживаемость партии и сертификацию материалов для всего, что мы поставляем.
Специализируясь на больших объемах заказов, мы предлагаем быстрое выполнение заказов и экономичные цены. Обеспечение безупречного обслуживания клиентов всегда было одним из наших приоритетов, и мы предлагаем самые надежные и надежные услуги по правке и резке проволоки, доступные сегодня в отрасли. Мы работаем с полным пониманием того, что качество вашего продукта зависит от качества нашего продукта.
Свяжитесь с нами сегодня, чтобы узнать больше о том, как наши услуги могут принести пользу вашей деятельности.
Запросить информацию- Процесс изготовления
- Подача
Рихтовка
Раскрой
- Wire
- Bright Basic
- Материалы
- Углеродистая сталь (от низкой до средней)
Латунь - Алюминий
Нержавеющая сталь
- Углеродистая сталь (от низкой до средней)
- Отделка
- Гальваническое покрытие
Механическое цинкование
- Диаметр
- До.500
- Длина
- До 12 футов
- Допуск
- ± 0,002 дюйма (стандартный)
± 0,0005 дюйма (возможно)
- Дополнительные услуги
- Сварка
Электропроводные выплаты
Внутреннее обслуживание и инструменты - Инвентарь
Упаковка
- Сварка
- Инспекционные
- Цифровые микроскопы
Микрометры
- Испытания
- Растяжение
Отвод
- Контроль качества
- Прослеживаемость партии
- Документация
- Химические сертификаты
- Объем производства
- От 1000 фунтов до грузовых автомобилей
- Типичное время выполнения заказа
- От 1 до 7 дней
Дополнительная информация
- В центре внимания отрасли
- Бетонная труба
ДеревообработкаПотребительские товары
- Места
Автомобильная промышленностьДисплей для розничной торговли
- Бетонная труба
- Продукты для формования проволоки
- Гладильная доска
Знаки дворовые
Снегоходы - U-образные болты
Болт с крючком
Удилища трофейные
- Гладильная доска
- Отраслевые стандарты
- Американское общество испытаний и материалов (ASTM)
Международный институт крепежа (IFI)
Национальная ассоциация производителей (NAM)
Ассоциация крепежных изделий Среднего Запада (MWFA)
Ассоциация специального инструмента и крепежа (STAFA)
- Форматы файлов
- AutoCAD
Наверх
Станок для правки проволоки
Мини-станок для правки и резки проволоки – BTI M-04 | |
ОПИСАНИЕ МАШИНЫ ДЛЯ ПРОВОДКИ И РЕЖИМА ПРОВОЛОКИ:
Высокоскоростной спиннер
Мини-машина для правки и резки проволоки BTI M-04 – это компактная машина, предназначенная для правки и резки тонкой проволоки 1.Проволока из низкоуглеродистой стали, нержавеющей стали, меди, латуни и алюминия от 5 мм до 4 мм. Машина BTI M-04 компактна, но соответствует международным требованиям по качеству и производительности, поэтому ее высоко ценят в проволочной промышленности.
БТИ М-04 используется для выпрямления и обрезки проволоки для изготовления стержней нарезанной длины из катушек. Этот станок используется везде, где проволока подвергается дальнейшей обработке в виде стержней и где требуется точное правление спиральной проволоки с чистым резом, точность и высокая производительность.
ПОЛНЫЕ ХАРАКТЕРИСТИКИ СТАНКА ДЛЯ ПРОВЕРКИ И РЕЖИМА ПРОВОЛОКИ:
| Толщина проволоки мм | от 1,5 до 4 мм |
|---|---|
| Длина разрезаемого провода автоматически мм | от 28 до 1000 мм Длина может быть увеличена по требованию. |
| Пропускная способность в минуту. | 90 футов |
| Мощность двигателя л.с. | 2 л.с. |
| Требуется об / мин | 1440 |
| Приблизительный вес в кг. Нетто / Брутто | 300/425 |
| Требуемая площадь | 3 фута X 8 футов |
ХАРАКТЕРИСТИКИ СТАНКА ДЛЯ ПРОВЕРКИ И РЕЗКИ ПРОВОЛОКИ:
- Fast Feeding (Быстрое кормление)
- Высокоскоростной вращающийся спиннер для получения точной прямой проволоки
- Компактный дизайн
- Красивый внешний вид, низкий уровень шума
- Низкие эксплуатационные расходы при высокой производительности
- Режущие инструменты – это простая конструкция, которую легко регулировать и менять.
- Специально разработанные полукруглые правильные матрицы для гладкой правки проволоки
- Быстро и легко регулируемые матрицы в вертушке
- Потребляет меньше энергии
Как правильно эксплуатировать станок для правки и резки проволоки
Как правильно эксплуатировать машину для правки и резки стальных прутков в повседневной жизни?1.При работе со станком для правки и резки проволоки выберите подходящую правильную матрицу в соответствии с диаметром выпрямляемой проволоки. Диаметр правильной матрицы должен быть на 2 ~ 3 мм больше диаметра выпрямляемой проволоки. Плашки для правки головки и хвоста должны быть размещены на центральной линии правильного цилиндра, три средние могут быть вне осевой линии. Как правило, мы позволяем проволоке иметь смещение 3 плунжера. Если после испытания на выпрямление на проволоке все еще наблюдается медленное изгибание, это будет исправлено путем постепенной регулировки смещения до тех пор, пока проволоку не удастся выпрямить.
2. Для обеспечения безопасности и качества операций по правке арматурного стержня станок для правки и резки проволоки должен быть установлен на прочном бетонном фундаменте, а машинный навес должен быть установлен на открытом воздухе. Рядом с площадкой машинного навеса должно быть достаточно места для складирования материалов и полуфабрикатов.
3. Канавка опорной рамы должна быть установлена прямо, а ее центр должен быть совмещен с центральной линией направляющего цилиндра, правильного цилиндра и нижнего режущего отверстия.Крепление поворотного стола для проволоки следует устанавливать на расстоянии от 5 до 8 м от правильного станка.
4. Перед официальным запуском в эксплуатацию станок для правки и резки проволоки должен поработать на холостом ходу в течение 2 часов, затем проверить температуру подшипника и правильность работы головки молотка, ножа или режущего механизма.