Гибочные прессы для листового металла б/у в России
- Главная
- Продажа
- Листогибы
- Гибочный пресс для листового металла б/у
Вы можете очень быстро сравнить цены гибочного пресса для листового металла б/у и подобрать оптимальные варианты из более чем 33998 предложений
Реклама
Ручной вальцовочный станок для листового металла ТВ-500х4
Диаметр валов 65 мм. Наибольшая длина обработки 500мм. Максимальная толщина металла 4 мм
Подробное описание и цена >>>
Реклама
Ручные вальцы для листового металла ТВ-1250х4
Диаметр валов 80 мм. Наибольшая длина обработки 1250мм. Максимальная толщина металла 4 мм
Подробное описание и цена >>>
Реклама
Электромеханический вальцовочный станок для листового металла ТВ-500х4
Ширина вала 500 мм.
Оборудование для рубки, гибки, пробивки и штамповки листового металла
Состояние: Новый Производитель: Технопарк (Россия)
В наличии
Выпускаем и изготавливаем под заказ оборудование предназначенное для обработки листового металла (прессы дыропробивные СДП, прессы угловырубные УВП, прессы гидравлические гибочные ПГГ, ножницы…
10.04.2020 Саратов (Россия)
Станок пневматический МАХ-20 – станок для гибки и резки листового металла
Состояние: Новый
В наличии
Представляем Вашему вниманию НОВИНКУ: усовершенствованный пневматический станок для гибки и резки листового металла Tapco Max 20 KIT-1.
Станок Тарсо МАХ 20 KIT-1 пневматический предназначен для. ..
..
23.10.2014 Москва (Россия)
Станок лазерной резки листового металла
Состояние: Новый
В наличии
Станок лазерной резки листового металла Производитель: Vnitep Рабочая область: 3000 x 1500 Мощность лазера :2000 Вт Макс. Толщина листа: 16 мм черный 10 мм нерж Точность: 0,1 мм Оборудование…
30.01.2015 Новомосковск (Россия)
15 000 000
Н3121 Ножницы гильотинные для листового металла
Состояние: Новый Год выпуска: 1995 Производитель: Шимановский завод кузнечно-прессового оборудования (Россия)
В наличии
Н3121 Ножницы гильотинные для листового металла 1995 гН3121 Ножницы гильотинные для листового металла Н3121 1995 г. Станок укомплектован, в рабочем состоянии
Станок укомплектован, в рабочем состоянии
16.02.2016 Нижний Новгород (Россия)
стенды для испытания технологических свойств листового металла
Состояние: Б/У
Сдаем в аренду стенд для испытания технологических свойств листового металла Оборудование аттестованное соответствие ГОСТ РВ 0015-002-2012, сертификата №36.1.9497-2016.
03.08.2016 Уфа (Россия)
Гидравлический гибочный пресс, HPB 40-2000 (WC67Y-40-2000)
Состояние: Б/У Год выпуска: 2006 Производитель: Китай
Гидравлический гибочный пресс, HPB 40-2000 (WC67Y-40-2000)
08.09.2016 Некрасовское (Россия)
Линию термической резки листового металла 2013 г. вып
вып
Состояние: Б/У Год выпуска: 2013 Производитель: WUXI BANKET MECHANICLE EQUIPMENT CO. LTD (Китай)
CNC-SG 4000A Линия фигурной резки листового металла 2х резаковая, газ и плазма. Рельсовый портал, сервоприводы, Hupertherm. В работе была очень мало. Подробности по телефону, паспорт на майл…1й…
25.11.2016 Новосибирск (Россия)
1 250 000
ИВ1330 Пресс листогибочный кривошипный для гибки листового металла
Состояние: Б/У Год выпуска: 1987
ИВ1330 Пресс листогибочный кривошипный для гибки листового металла 2500*4,5 ммНоминальное усилие 1000 кНХод ползуна наибольший 80 ммМощность суммарная 13,74 кВтРазмер стола ширина 200 мм длинна…
21.06.2018 Нижний Новгород (Россия)
400 000
вальцы вальцовочный гибочный станок для гибки листового металла длиной 2 метра
Состояние: Б/У Год выпуска: 1978 Производитель: Россия
Продам б/ вальцы вальцовочный гибочный станок для гибки листового металла длиной 2 метраОбрабатывают металл толщиной до 1 мм.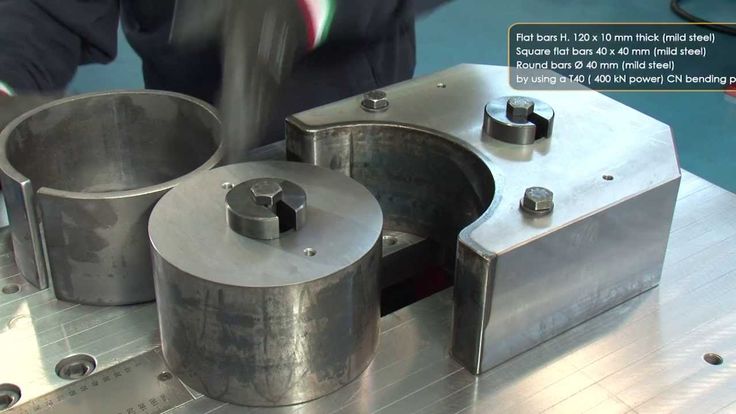 В рабочем состоянии. Подключены.По запросу вышлем видеоролик работы…
В рабочем состоянии. Подключены.По запросу вышлем видеоролик работы…
08.02.2023 Таганрог (Россия)
гибочный станок для гибки листового металла до 1 мм
Состояние: Б/У Год выпуска: 1983 Производитель: Россия
Продаю б/у вальцы гибочный станок для гибки листового металла до 1 мм., вальцовочный станокДлина валков – 2000 мм. (2 метра)Местонахождение: Волгоградская обл.Предложение с ценой, фото и…
08.02.2023 Таганрог (Россия)
машина листогибочная с поворотной гибочной балкой для гибки листового металла до 4,5 мм
Состояние: Б/У Год выпуска: 2004 Производитель: Россия
Продается б/у машина листогибочная с поворотной гибочной балкой для гибки листового металла до 4,5 мм.
08.02.2023 Таганрог (Россия)
Координатно-пробивной пресс для обработки листового металла
Предприятие купит координатно-пробивной пресс для обработки листового металла б/у. Размер рабочей зоны 2500 х 1250 мм (без перехвата). Желательно Trumpf 500R
18.06.2021 Симферополь (Россия)
Станок для гибки листов металла — гибочный пресс, гидравлический
Состояние: Новый Производитель: ПК СТАЛЬ-ПРЕСС (Россия)
Нашей организацией изготавливаются гибочные прессы в различных модификациях – в зависимости от ширины обрабатываемых листов и от желаемого усилия. Система числового программного управления наших…
26. 10.2021
Саратов (Россия)
10.2021
Саратов (Россия)
360 000
Оборудование для рубки, гибки, пробивки и штамповки листового металла
Состояние: Новый Производитель: ПК СТАЛЬ-ПРЕСС (Россия)
В наличии
Выпускаем серийно и изготавливаем под заказ оборудование предназначенное для обработки листового металла (прессы дыропробивные СДП, прессы угловырубные УВП, прессы гидравлические гибочные ПГГ,…
26.10.2021 Саратов (Россия)
160 000
Состояние: Новый
Матрица с раскрытиями (ручьями) разной ширины и разными углами предназначена для гибки различных вариантов толщин листового металла. Имеет возможность поворота на любую из четырёх своих сторон….
10. 02.2023
Казань (Россия)
02.2023
Казань (Россия)
Матрица для гибки листового металла M60-85-32/F
Состояние: Новый
Матрица с одним раскрытием (ручьём) средней ширины предназначена для гибки средних и больших толщин листового металла. Не имеет возможности поворота. Изготовлена из качественной конструкционной…
10.02.2023 Казань (Россия)
Матрица для гибки листового металла M60-85-40/C
Состояние: Новый
Матрица с одним раскрытием (ручьём) средней ширины предназначена для гибки средних и больших толщин листового металла. Не имеет возможности поворота. Изготовлена из качественной конструкционной…
10.02.2023 Казань (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по гибочному прессу для листового металла б/у почти как на Авито и TIU
Видео гибочного пресса для листового металла б/у
Горизонтальные гибочные пресса для гибки металла.
 Наличие, демозал
Наличие, демозалКаталог Для листового металла Листогибочные прессы
Горизонтальные прессы предназначены для сгибания металла. Данные станки отличаются от классических гибочных прессов – расположением гидроцилиндра, меньшим размером заготовки, так же в них используется один цилиндр вместо двух. Данный станок будет полезен при гибке небольших заготовок, а так же для резки, пробивки, правки, гибки труб при наличии специального инструмена.
С этим товаром также смотрят:
Листогибочные прессы с ЧПУ
Универсальные гидравлические прессы
Пробивные станки
Ленточнопильные станки
Горизонтальные гибочные прессы KARBEND BP
Данный станок будет полезен при гибке небольших заготовок, а так же для резки, пробивки, правки, гибки труб при наличии специального инструмента
| Модель | Усилие, т | Цена |
|---|---|---|
| Karbend BP 10 | 10 | |
| Karbend BP 20 | 20 | |
| Karbend BP 30 | 30 | |
| Karbend BP 40 | 40 | |
| Karbend BP 50 | 50 | |
| Karbend BP 80 | 80 | |
| Karbend BP 100 | 100 | |
| Karbend BP 160 | 160 |
Надежность, универсальность и простота в использовании – три лучших характеристики гидравлического горизонтального гибочного пресса KARBEND BP.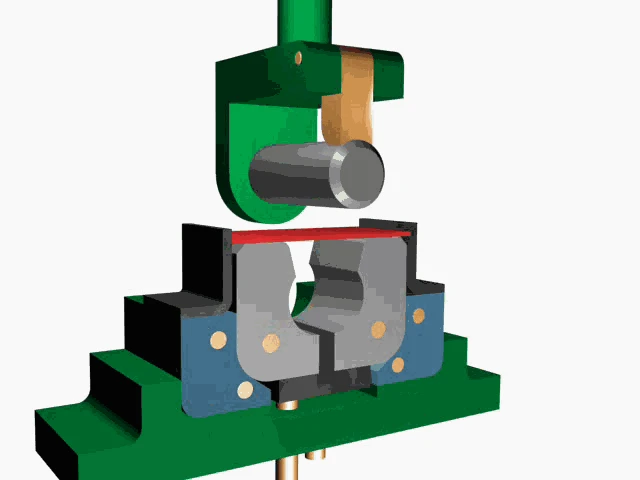 Одной из самых популярных задач гидравлических гибочных является гибка и пробивка отверствий
Одной из самых популярных задач гидравлических гибочных является гибка и пробивка отверствий
Показать фильтр
список сетка
Артикул 010204001
Усилие : 10 т
Полоса : 150х8 мм
Круглая труба : 42х3,2 мм
Артикул 010204002
Усилие : 20 т
Полоса : 200х12 мм
Круглая труба : 48х4,0 мм
Артикул 010204003
Усилие : 30 т
Полоса : 200х18 мм
Круглая труба : 60х4,0 мм
Артикул 010204004
Усилие : 40 т
Полоса : 200х24 мм
Круглая труба : 60х5,0 мм
Артикул 010204005
Усилие : 50 т
Полоса : 300х15 мм
Круглая труба : 76х4,0 мм
Артикул 010204006
Усилие : 80 т
Полоса : 300х25 мм
Круглая труба : 90х9,0 мм
Артикул 010204007
Усилие : 100 т
Полоса : 300х30 мм
Круглая труба : 114х10 мм
Артикул 010204008
Усилие : 160 т
Полоса : 500х30 мм
Круглая труба : 140х10 мм
Услуги точной гибки металла от Elemet Manufacturing
EMI использует тормозной пресс с ЧПУ для гибки металла. Этот процесс состоит из гибки и придания металлу желаемой формы. По идее, гибка и формовка металла проста. Однако реальный процесс требует точного позиционирования инструмента и материала заготовки в сочетании с правильным программированием листогибочного пресса с ЧПУ для достижения точности гибки и формовки.
Этот процесс состоит из гибки и придания металлу желаемой формы. По идее, гибка и формовка металла проста. Однако реальный процесс требует точного позиционирования инструмента и материала заготовки в сочетании с правильным программированием листогибочного пресса с ЧПУ для достижения точности гибки и формовки.
Листогибочный пресс с ЧПУ Услуги по гибке металла
Гибка на листогибочном прессе с ЧПУ является одной из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известный как прессование, используется слесарями для сгибания материала в угловую форму.
Услуги по штамповке листового металла используются для формирования куска листового металла вдоль прямой оси в форме буквы V, U или швеллера. В листогибочном прессе используются специальные литые штампы и пуансон, которые помогают формировать форму листового металла в соответствии с конкретными проектными потребностями.
Листогибочные прессы используют высокое давление для выполнения своей работы. В результате они могут формовать большинство материалов, включая бронзу, медь, алюминий, железо, сталь и композиты.
В результате они могут формовать большинство материалов, включая бронзу, медь, алюминий, железо, сталь и композиты.
Критическими факторами, влияющими на механику гибки и формовки, являются материал, толщина листа, ширина, на которой происходит гибка или форма, оборудование, оснастка и конкретный процесс обработки металла.
Мы можем взять ваш индивидуальный прототип или дизайн и воплотить его в жизнь для вашего конкретного проекта и потребностей. Талантливый персонал Elemet Manufacturing, обладающий в среднем более чем десятилетним индивидуальным опытом, гордится тем, что поддерживает непревзойденный уровень качества. Ваши продукты изгибаются и формируются точно, вовремя, с минимальными искажениями и максимальной стабильностью.
Процесс гибки металла
Гидравлические листогибочные прессы работают, зажимая заготовку или листовой металл между соответствующим пуансоном и матрицей. Как только заготовка или листовой металл помещается под пуансон листогибочного пресса, наладчик инструмента активирует станок. Листогибочный пресс с помощью гидравлического давления прижимает пуансон к поверхности заготовки в матрицу, которая формирует заготовку.
Листогибочный пресс с помощью гидравлического давления прижимает пуансон к поверхности заготовки в матрицу, которая формирует заготовку.
Три вида услуг по гибке металла
На листогибочном прессе существует три типа гибки. Отношение положения конечного инструмента к толщине материала определяет каждый тип. Эти три типа – воздушная гибка, дно и чеканка.
1. Воздушная гибка
Гибкость и относительно низкое давление, необходимые для воздушной гибки, делают его популярным выбором. В процессе воздушной гибки металлическая заготовка не полностью касается деталей инструмента. Заготовка опирается на 2 точки, а пуансон с закругленным наконечником проталкивает материал в матрицу с U- или V-образным каналом для создания изгиба.
Воздушная гибка позволяет производить различные профили и изделия с использованием одного набора верхних и нижних инструментов и различной глубины хода пресса. Угол изгиба определяется тем, насколько глубоко кончик пуансона проникает в V-образную полость. Чем больше проникновение кончика пуансона, тем больше достигается подъем. Глубина хода должна быть очень точной для достижения качественного изгиба.
Чем больше проникновение кончика пуансона, тем больше достигается подъем. Глубина хода должна быть очень точной для достижения качественного изгиба.
Исправить угол изгиба очень просто. Если нагрузка снята и пружинение материала приводит к неправильному углу, это легко отрегулировать, применив дополнительное давление.
Преимущества воздушной гибки
- Требуется меньшее усилие гибки
- Используются инструменты меньшего размера, чем при других методах
- Без переналадки
- Точность угла приблизительно ±0,5 град
прижимается к пуансону и отверстию ширины паза в нижнем инструменте. Тем не менее, две части не вступают в полный контакт.
Оптимальная ширина отверстия (V) должна в 6-12 раз превышать толщину листового металла (t) для листов толщиной 3-12 мм. Радиус изгиба должен быть не менее 0,8-2т для листовой стали. Для обработки дна требуется свой набор инструментов для каждого угла изгиба, толщины листа и материала.
Преимущества дна
- большая точность
- меньшая пружинистость
3. Чеканка
В процессе чеканки верхний инструмент вдавливает материал в нижний штамп с большим усилием, вызывая необратимую форму заготовки.
Преимущества чеканки
- Очень небольшая пружинящая отдача
- Может производить внутренний радиус всего 0,4 т с V до 5 т
- Высокая точность0005
Гибка и формовка металла требует правильного позиционирования заготовки, штампа и пуансона при точном определении радиуса изгиба, давления и зазора. Ошибки в расчетах позиционирования или изгиба могут привести к плохо сформированным деталям, которые могут плохо совпадать с другими деталями в процессе сборки. Типы проблем, которые могут возникнуть, включают:
- Сломанные детали
- Кромка изгиба не является прямой и нестабильного размера
- Трещины на углах изгиба
- Слишком тонкая поверхность
- Неровная или выпуклая поверхность детали
- Смещенные отверстия в детали
Работа с EMI для ваших услуг по гибке металла Тормозные станки для выполнения любой работы, независимо от размера.
 Технология ЧПУ позволяет нам обеспечивать гибку и формование листогибочного пресса быстрее, точнее и с надежной стабильностью. Наши машины включают:
Технология ЧПУ позволяет нам обеспечивать гибку и формование листогибочного пресса быстрее, точнее и с надежной стабильностью. Наши машины включают:- Accupress Механический 135-тонный пресс/тормоз (10 футов)
- Гидравлический 25-тонный пресс
- Hamilton 250-тонный пресс
EMI предлагает нашим клиентам творческие производственные решения и избавляет от необходимости работать с несколькими различными партнерами, экономя вам время и деньги. В дополнение к нашим услугам по гибке металла с ЧПУ, мы предоставляем:
- Фрезерование с ЧПУ, точение, нарезание резьбы и механическую обработку
- 5-осевая гидроабразивная резка
- Сварка
- Изготовление
- Сборка
- Инспекция
Являясь частью Группы Элемет, мы предлагаем комплексные решения по производству, механической обработке, изготовлению и нанесению покрытий. Другие услуги нашей группы компаний включают:
- Glenn Metalcraft предлагает высококачественную токарно-фрезерную, лазерную, плазменную и роботизированная сварка.
- Minnesota Industrial Coatings предлагает как порошковое покрытие, так и электронное покрытие.
Преимущества работы с Elemet Manufacturing
- Конкурентоспособные цены
- Быстрые сроки производства
- Надежная точность и согласованность
- Возможность производства одного прототипа или больших серий
- Вся работа выполняется под одной крышей 2 9 Вы работаете под одной крышей
9 у нас вы больше, чем клиент; вы ценный партнер. Наша команда в Elemet Manufacturing рада помочь вам с вашим проектом и помочь вам определить правильный метод гибки и формовки для ваших нужд. Позвоните нам.
 Технология ЧПУ позволяет нам обеспечивать гибку и формование листогибочного пресса быстрее, точнее и с надежной стабильностью. Наши машины включают:
Технология ЧПУ позволяет нам обеспечивать гибку и формование листогибочного пресса быстрее, точнее и с надежной стабильностью. Наши машины включают:
Возвращаясь к основам воздушной формовки и гибки на листогибочном прессе
ZhakYaroslavPhoto/iStock/Getty Images Plus
В: Я изо всех сил пытался понять, как радиус изгиба на отпечатке (который я указываю) коррелирует с выбором инструмента.![]() Например, в настоящее время у нас возникают проблемы с некоторыми деталями, изготовленными из стали A36 толщиной 0,5 дюйма. Для этих деталей мы используем пуансон с диаметром 0,5 дюйма. радиус и 4-дюймовый. умереть. Теперь, если я воспользуюсь правилом 20% и умножу 4 дюйма. раскрытие штампа на 15% (для стали), я получаю 0,6 дюйма. Но как оператор узнает, что нужно использовать пуансон с радиусом 0,5 дюйма, если в печати указан радиус изгиба 0,6 дюйма?
Например, в настоящее время у нас возникают проблемы с некоторыми деталями, изготовленными из стали A36 толщиной 0,5 дюйма. Для этих деталей мы используем пуансон с диаметром 0,5 дюйма. радиус и 4-дюймовый. умереть. Теперь, если я воспользуюсь правилом 20% и умножу 4 дюйма. раскрытие штампа на 15% (для стали), я получаю 0,6 дюйма. Но как оператор узнает, что нужно использовать пуансон с радиусом 0,5 дюйма, если в печати указан радиус изгиба 0,6 дюйма?
A: Вы столкнулись с одной из самых больших проблем, стоящих перед промышленностью листового металла. Это недоразумение, с которым должны иметь дело как инженеры, так и производственный цех. Чтобы решить эту проблему, мы начнем с первопричины, то есть двух методов формирования и отсутствия знаний о различиях между ними.
Дно и формование воздухом
С момента появления листогибочного пресса с механическим приводом в 1920-х годах и до наших дней операторы формовали детали с изгибом дна или дном. Несмотря на то, что за последние 20-30 лет использование дна утратило свою популярность, метод гибки по-прежнему используется в наших мыслях, когда мы сгибаем листовой металл.
Прецизионный инструмент появился на рынке в конце 1970-х годов и изменил всю парадигму. Итак, давайте посмотрим, чем прецизионные инструменты отличаются от станков, и как переход на прецизионные инструменты изменил отрасль, и какое отношение все это имеет к вашему вопросу.
В 1920-х годах формование изменилось с складывания на листовом тормозе на формование в виде V-образного штампа с соответствующим пуансоном. 90-градусный пуансон будет сочетаться с 90-градусным V-образным штампом. Переход от фальцовки к формованию стал большим шагом вперед для листового металла. Это было быстрее отчасти потому, что недавно разработанный листогибочный пресс приводился в действие — больше не нужно было вручную сгибать каждый изгиб. Кроме того, гибочные прессы могли прогибаться снизу, что повышало точность. Помимо обратного упора, повышение точности можно объяснить тем, что носик пуансона врезается своим радиусом во внутренний радиус изгиба материала. Это было достигнуто путем принудительного перемещения носовой части инструмента в положение меньшей толщины материала. И, как мы все знаем, если мы можем добиться постоянного внутреннего радиуса изгиба, мы можем рассчитать правильные значения для вычета изгиба, допуска изгиба, внешнего отступа и k-факторов, независимо от типа изгиба, который мы делаем.
И, как мы все знаем, если мы можем добиться постоянного внутреннего радиуса изгиба, мы можем рассчитать правильные значения для вычета изгиба, допуска изгиба, внешнего отступа и k-факторов, независимо от типа изгиба, который мы делаем.
Было довольно часто делать детали с очень острым внутренним радиусом изгиба. Производители, дизайнеры и мастера знали, что деталь все еще будет держаться, потому что казалось, что все было перестроено — и по правде говоря, все было так, по крайней мере, по сравнению с сегодняшним днем.
Все было хорошо, пока не появилось нечто лучшее. Следующий скачок вперед произошел в конце 1970-х годов с внедрением инструментов для точной заточки, числовых контроллеров и улучшенного управления гидравлическими системами. Теперь у вас был полный контроль над листогибочным прессом и его системами. Но переломным моментом стал инструмент с прецизионной шлифовкой, который коренным образом изменил все. Все правила производства хороших деталей изменились.
Новый день с новыми правилами
История формирования полна скачков вперед. Во-первых, мы изменили непостоянные радиусы изгиба листового тормоза на постоянный радиус изгиба, полученный штамповкой, дном и чеканкой. (Примечание: формирование дна отличается от чеканки; чтобы узнать больше об этом, вы можете поискать в архивах столбцов. Тем не менее, для этой колонки я использовал «изгибание дна», подразумевая как методы формирования дна, так и методы формирования чеканки.)
Во-первых, мы изменили непостоянные радиусы изгиба листового тормоза на постоянный радиус изгиба, полученный штамповкой, дном и чеканкой. (Примечание: формирование дна отличается от чеканки; чтобы узнать больше об этом, вы можете поискать в архивах столбцов. Тем не менее, для этой колонки я использовал «изгибание дна», подразумевая как методы формирования дна, так и методы формирования чеканки.)
Эти методы требуется большой тоннаж для формирования деталей. Конечно, во многих отношениях это было нехорошо для листогибочного пресса, инструментов или деталей. Тем не менее, в течение почти 60 лет они были наиболее распространенным способом гибки металла — до тех пор, пока отрасль не сделала следующий скачок вперед с формованием воздухом.
Итак, что такое воздушная формовка (или воздушная гибка) и как она работает по сравнению с нижней гибкой? Прыжок снова изменил способ создания радиуса. Теперь, вместо того, чтобы штамповать внутренний радиус изгиба, воздушная формовка «плавает» по внутреннему радиусу в процентах от отверстия матрицы или расстояния между выступами матрицы (см. , рис. 1 ).
, рис. 1 ).
РИСУНОК 1. При гибке на воздухе ширина матрицы, а не кончик пуансона, определяет внутренний радиус изгиба. Радиус «плавает» в пределах ширины штампа. Кроме того, глубина проникновения (а не угол штампа) определяет угол изгиба заготовки.
Наш базовый материал, низколегированная углеродистая сталь с пределом прочности при растяжении 60 000 фунтов на квадратный дюйм, воздух образует радиус, который составляет около 16% отверстия матрицы. Проценты варьируются в зависимости от типа материала, выхода, состояния и других характеристик. Из-за различий в самом листовом металле предсказание процентного соотношения никогда не будет идеальным. Тем не менее, они достаточно точны.
Мягкий алюминиевый воздух образует радиус от 13% до 15% отверстия штампа. Горячекатаный протравленный и промасленный материал образует радиус, равный от 14% до 16% раскрытия матрицы. Холоднокатаная сталь (наш базовый уровень с пределом прочности при растяжении 60 000 фунтов на квадратный дюйм) образует радиус, который составляет от 15% до 17% отверстия матрицы.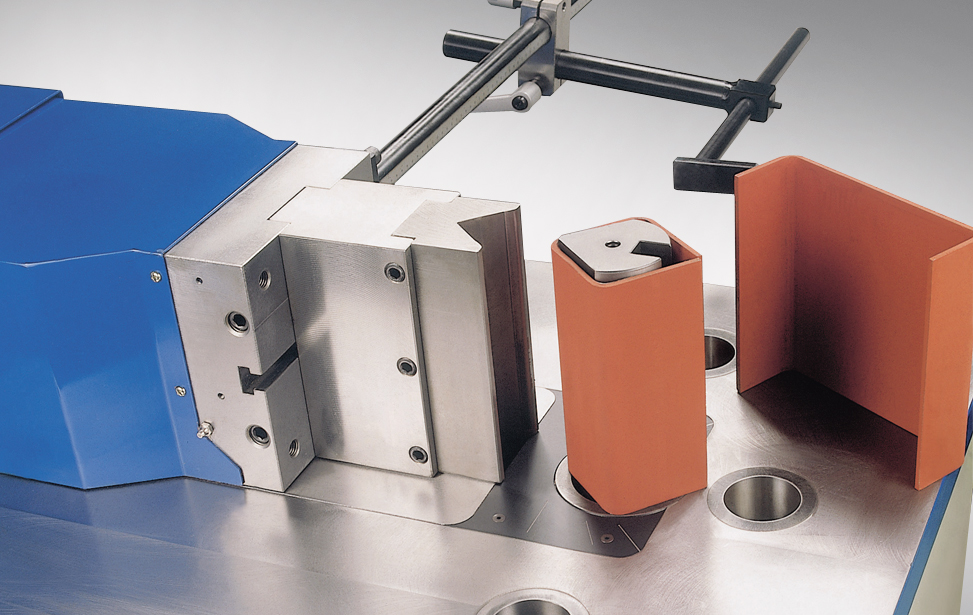 А воздух из нержавеющей стали 304 образует радиус, который составляет от 20% до 22% отверстия матрицы. Опять же, эти проценты имеют диапазон значений из-за различий в материалах. Чтобы найти проценты для других материалов, вы можете сравнить его прочность на растяжение с прочностью на растяжение 60-KSI нашего базового материала. Например, если ваш материал имеет предел прочности при растяжении 120 KSI, процент должен составлять от 31% до 33%.
А воздух из нержавеющей стали 304 образует радиус, который составляет от 20% до 22% отверстия матрицы. Опять же, эти проценты имеют диапазон значений из-за различий в материалах. Чтобы найти проценты для других материалов, вы можете сравнить его прочность на растяжение с прочностью на растяжение 60-KSI нашего базового материала. Например, если ваш материал имеет предел прочности при растяжении 120 KSI, процент должен составлять от 31% до 33%.
Допустим, у нас есть углеродистая сталь с пределом прочности при растяжении 60 000 фунтов на квадратный дюйм, толщиной 0,062 дюйма и так называемым внутренним радиусом изгиба 0,062 дюйма. Если согнуть ее через V-образное отверстие 0,472, результирующая формула будет выглядеть следующим образом:
0,472 × 0,16 = 0,075
Таким образом, ваш внутренний радиус изгиба будет равен 0,075 дюйма, значение, которое вы можете использовать для расчета припуска на изгиб, К-фактора, отступов и вычета изгиба с некоторой точностью, т. е. если ваши операторы листогибочного пресса используют правильные инструменты и инженеры разработали часть вокруг инструментов, которые используют операторы.
е. если ваши операторы листогибочного пресса используют правильные инструменты и инженеры разработали часть вокруг инструментов, которые используют операторы.
В этом примере оператор использует 0,472-дюймовый. умереть открытие. Оператор подходит к офису и говорит: «Хьюстон, у нас проблема. Эти 0,075 дюйма. радиус удара? Кажется, у нас есть проблема; где мы возьмем один из них? Самое близкое, что мы можем получить с полки, это 0,078 дюйма или 0,062 дюйма. 0,078 дюйма. радиус удара слишком велик, а 0,062 дюйма. радиус удара слишком мал».
Но это неверный выбор. Почему? Радиус пуансона не создает внутренний радиус изгиба. Помните, мы не говорим о прогибе снизу, где, да, нос удара является решающим фактором. Мы говорим о формировании воздуха. ширина штампа создает радиус; пуансон является только толкающим узлом. Также обратите внимание, что угол штампа не влияет на внутренний радиус изгиба. Возможно, вы используете острую, V-образную или канальную кость; если все три имеют одинаковую ширину матрицы, вы получите одинаковый внутренний радиус изгиба.
Радиус пуансона влияет на результаты, но не является арбитром радиуса изгиба. Теперь, если вы формируете с радиусом пуансона, превышающим плавающий радиус, деталь будет иметь больший радиус. Это изменяет допуск на изгиб, отступы, К-фактор и вычеты из-за изгиба. Так что, это не будет хорошим выбором, не так ли? Вы поняли — это не лучший выбор.
Что, если бы мы использовали 0,062-дюймовый? радиус удара? Этот удар был бы отличным выбором. Почему? Потому что, по крайней мере, при работе с готовыми инструментами он максимально близок к естественному «плавающему» внутреннему радиусу изгиба. Использование такого наконечника пуансона в этом приложении должно дать вам последовательные, стабильные изгибы.
Идеально выбрать радиус вершины пуансона, который близок к плавающему радиусу детали, но не превышает его. Чем меньше радиус вершины пуансона по отношению к плавающему радиусу изгиба, тем менее стабильным и предсказуемым будет изгиб, особенно если вы в конечном итоге согнетесь резко. Слишком узкий пуансон сморщит материал и создаст резкий изгиб с плохой консистенцией и повторяемостью.
Слишком узкий пуансон сморщит материал и создаст резкий изгиб с плохой консистенцией и повторяемостью.
Факторы толщины материала
Многие спрашивают меня, почему толщина материала играет роль только при выборе отверстия штампа. Процентные значения, используемые для прогнозирования радиуса формовки воздухом, предполагают, что используемая матрица имеет отверстие, соответствующее толщине материала. То есть отверстие матрицы не больше и не меньше, чем необходимо.
Несмотря на то, что вы можете формовать штампы меньшего или большего размера, радиус будет иметь тенденцию к искажению, что приведет к изменению многих значений функции изгиба. Вы также увидите похожие эффекты, если используете неправильный радиус удара. Итак, эмпирическое правило о выборе отверстия штампа, которое в восемь раз превышает толщину материала, является хорошим началом.
Преимущества общения
Наилучшим сценарием для инженера было бы пойти в цех и поговорить с операторами листогибочного пресса.