Пресс-форма для литья пластмасс цена от производителя
Производим пресс-формы разного ценового уровня. На всю литьевую оснастку предоставляется комплект конструкторской документации, паспорт, инструкция по эксплуатации. При размещение заказа на литье пластмассовых изделий дается гарантия на весь жизненный цикл. Для тех кто льёт самостоятельно предоставляется гарантийный и пост гарантийный ремонт. Пресс-форма для литья пластмасс, цена зависит от сложности изделия и его серии.
Держатель из полиамида
| Холодноканальная | |
|---|---|
| Материал | ПА6 СВ30 |
| Цикл литья (с.) | 360 |
| Цена RUB | 1 150 000 |
Кронштейн из полиамида 6
| Холодноканальная | |
|---|---|
| Материал | ПА6 |
| Цикл литья (с.) | 45 |
| Цена RUB | 450 000 |
Распылитель дозатора жидкостей
| Холодноканальная | |
|---|---|
| Материал | ПНД |
Цикл литья (с. ) ) | 30 |
| Цена RUB | 325 000 |
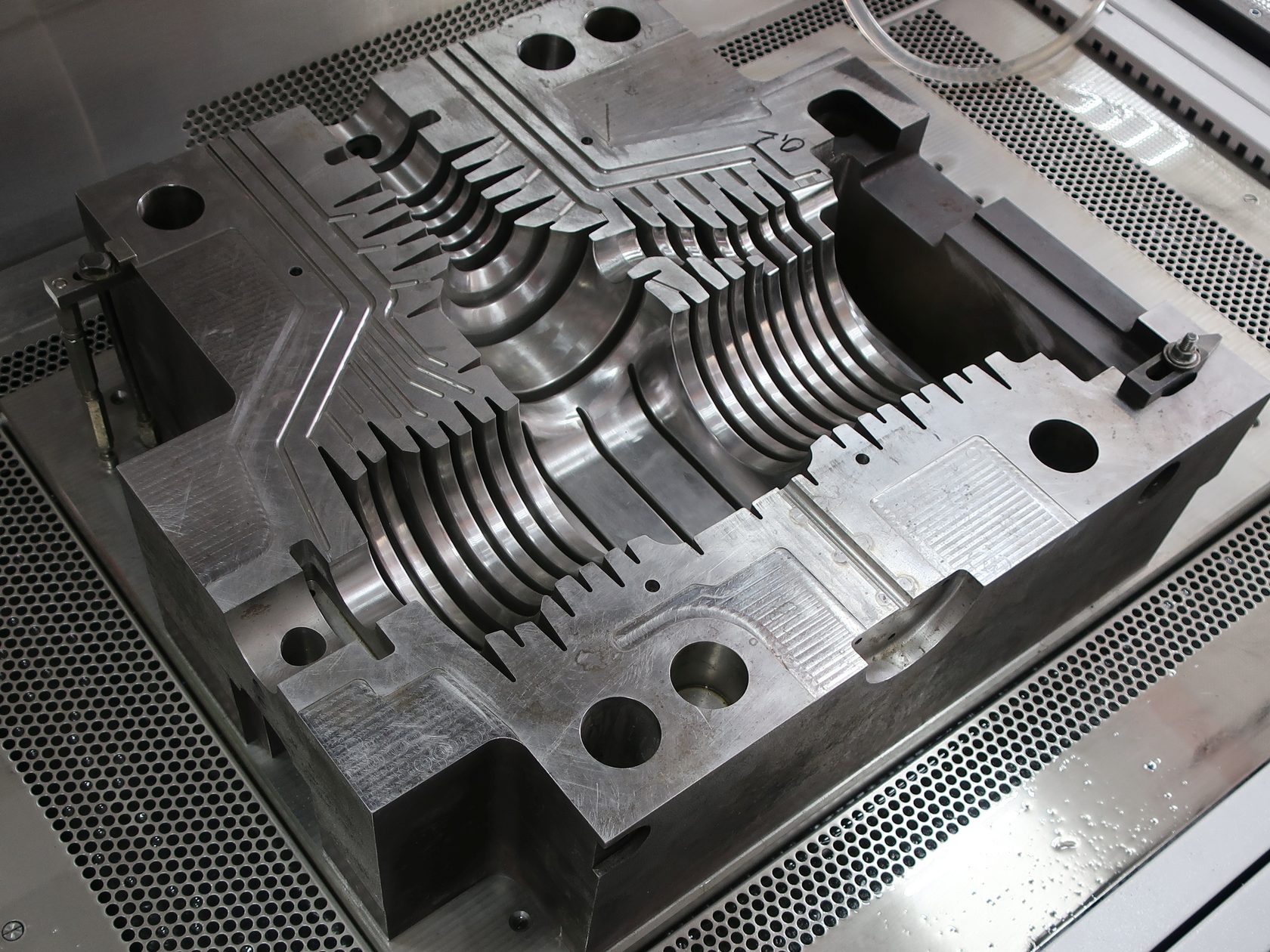
Решётки из полипропилена
| Горячеканальная | |
|---|---|
| Материал | АБС |
| Цикл литья (с.) | 120 |
| Цена RUB | 2 500 000 |
Втулка 64207
| Холодноканальная | |
|---|---|
| Материал | Углепластик |
| Цикл литья (с.) | 70 |
| Цена RUB | 350 000 |
Шестерня распредвала (ЗМЗ)
| Холодноканальная | |
|---|---|
| Материал | ПА6 СВ30 |
| Цикл литья (с.) | 180 |
| Цена RUB | 3 700 000 |
Решётка канализационная
| Горячеканальная | |
|---|---|
| Материал | ABS |
| Цикл литья (с.) | 100 |
| Цена RUB | 2 350 000 |
Крышка механизма
| Горячеканальная | |
|---|---|
| Материал | PA6 |
Цикл литья (с. ) ) | 150 |
| Цена RUB | 1 800 000 |
Стопор велопарковки
| Холодноканальная | |
|---|---|
| Материал | Поликарбонат |
| Цикл литья (с.) | 60 |
| Цена RUB | 522 000 |
Заглушка профиля
| Холодноканальная | |
|---|---|
| Материал | ПА6 СВ30 |
| Цикл литья (с.) | 120 |
| Цена RUB | 1 180 000 |
Корпус ручки
| Холодноканальная | |
|---|---|
| Материал | Поликарбонат |
| Цикл литья (с.) | 160 |
| Цена RUB | 1 264 000 |
Защитный кожух
| Холодноканальная | |
|---|---|
| Материал | Полиамид |
| Цикл литья (с.) | 60 |
| Цена за 2 формы | 670 000 |
Держатель из полиамида
| Холодноканальная | |
|---|---|
| Материал | Полиамид 6 |
Цикл литья (с.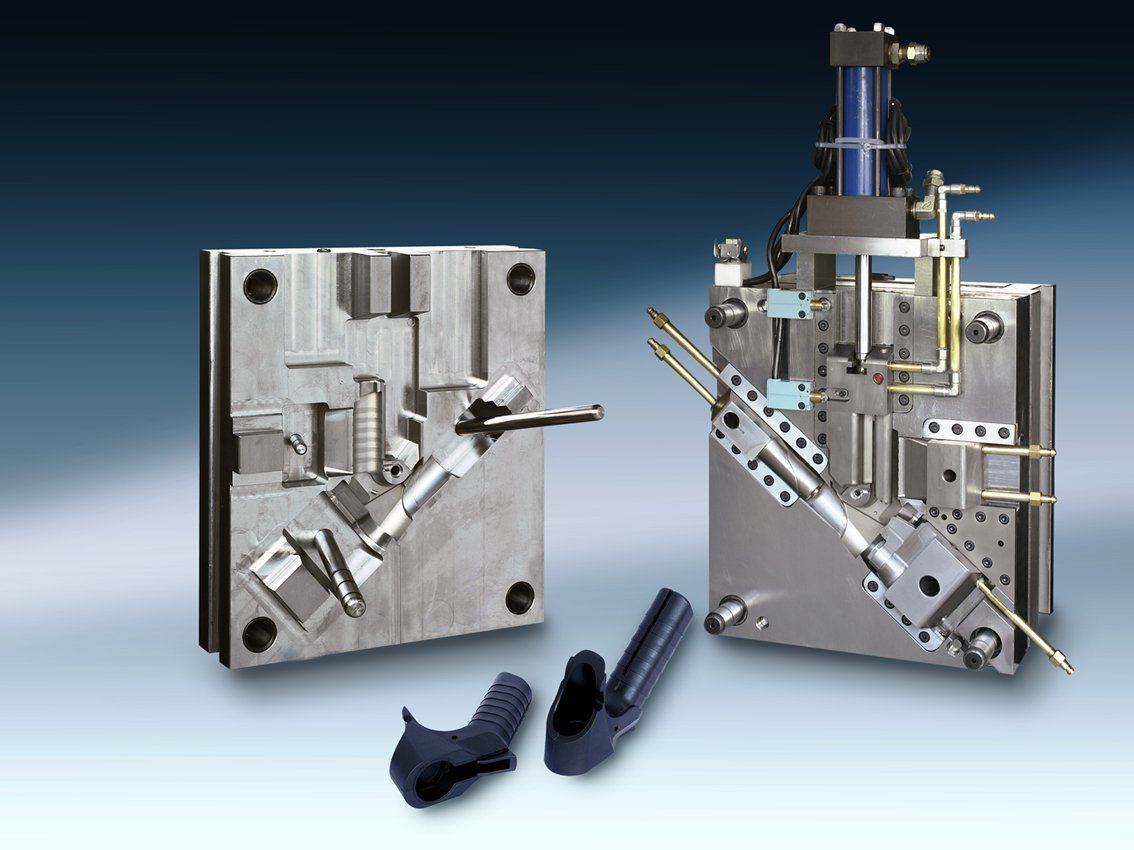 ) ) | 360 |
| Цена RUB | 1 150 000 |
Катушка диаметром 400 мм
| Холодноканальная | |
|---|---|
| Материал | Полистирол |
| Цикл литья (с.) | 50 |
| Цена RUB | 1 950 000 |
Канализационная решетка
| Горячеканальная | |
|---|---|
| Материал | Полипропилен |
| Цикл литья (с.) | 90 |
| Цена RUB | 4 000 000 |
Поворотный замок
| Горячеканальная | |
|---|---|
| Материал | АБС |
| Цикл литья (с.) | 30 |
| Цена RUB | 420 000 |
Дозатор + кронштейн
| Холодноканальная | |
|---|---|
| Материал | ABS |
| Цикл литья (с.) | 60 |
| Цена RUB за 2 формы | 750 000 |
Пластиковый бур
| Холодноканальная | |
|---|---|
| Материал | PA6 |
Цикл литья (с. ) ) | 120 |
| Цена RUB за 2 формы | 425 000 |
Кронштейн + фиксатор
| Холодноканальная | |
|---|---|
| Материал | ABS |
| Цикл литья (с.) | 90 |
| Цена RUB за 2 формы | 1 255 000 |
Корпус прибора – 5 деталей
| Холодноканальная | |
|---|---|
| Материал | ABS |
| Цикл литья (с.) | 100 |
| Цена RUB за 2 формы | 1 389 950 |
Пресс-форма для литья пластмасс, изготовление пресс форм, пресс-форма для термопластавтомата, пресс-форма для ТПА
Изготовление пресс-форм для литья пластмасс под давлением
Сделаем, испытаем, отольём тираж.
Холодный канал, горячеканальные, многогнездовые, с закладными элементами.
Всё в одном месте и под полным Вашим контролем.
- Производство в г. Санкт-Петербург, возможность контроля на любом этапе.

- Даём полную гарантию на расчётный срок службы или заявленное количество смыканий.
- Неограниченное бесплатное техническое обслуживание при условии работы на нашем оборудовании.
- Цена от производителя.

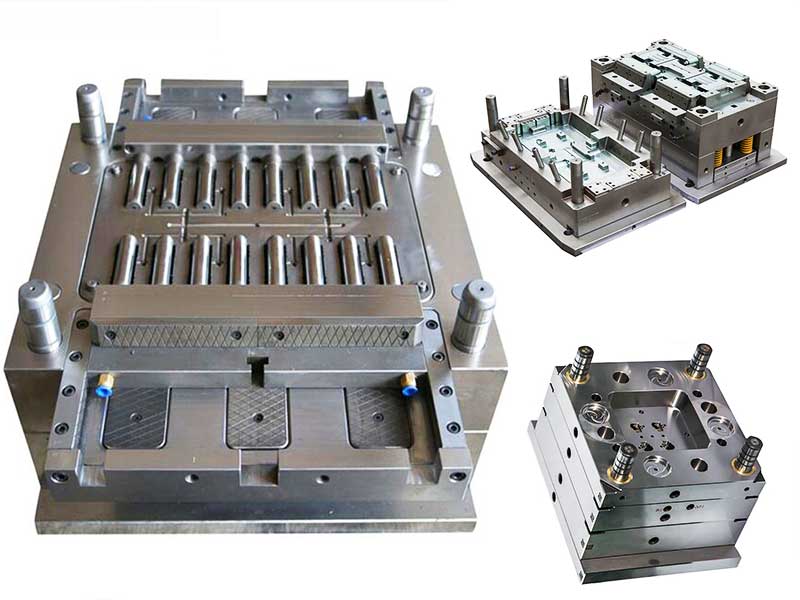
Конструкция пресс-формы для литья пластмасс под давлением
Пресс форма для ТПА состоит из двух основных частей: статичной матрицы и движущегося пуансона. Их вес может доходить до нескольких тонн, смыкаясь с обеих сторон они создают огромное усилие.
В зависимости от назначения, составляющие элементы можно разделить на три основные группы: формообразующие, конструктивные, вспомогательные.
Эти детали взаимодействуют с расплавом, именно они принимают на себя гидравлические и тепловые удары. Их производят из легированной термостойкой стали высокой прочности, она сохраняет стабильность размеров в нагретом состоянии. Чтобы улучшить износостойкость, их дополнительно подвергают термической обработке (закалке), либо азотированию или алитированию. После обработки их нужно полировать. Чтобы получить отливки высокого качества, шероховатость поверхности должна быть не менее 9-го класса.
Конструктивные, с их помощью устанавливают формообразовки в матрицу и пуансон. В процессе заполнения, конструктивные составляющие создают точное взаимное расположение статичной и подвижных частей. Они же обеспечивают крепление пресс-формы для термопластавтомата.
Вспомогательные: шиберы формирующие резьбу и сложные поверхности пластиковой детали, знаки, толкатели, автоматически снимающие сформированное изделие, система охлаждения, горячий канал.
Выгода пресс-формы для литья пластмасс под давлением
Вы обеспечите себестоимость товара намного ниже, чем любой другой участник рынка, сможете успешно вытеснить конкурентов и полностью занять целевую нишу.
Это самый экономичный и самый быстрый метод производства изделий из пластика.
Пресс-форма для ТПА производится только раз и способна выдавать миллионы изделий. При правильном использовании и своевременном ТО, она прослужит много лет.
Стоимость складывается из:
– сложности конфигурации конечного продукта (резьба, тонкие стенки, внутренние полости),
– типа литниковой системы,
– тиража, требования к долговечности,
– количества рабочих гнёзд,
– способа работы: ручная, полуавтомат, автоматическая,
– типа стали.
В зависимости от сложности создаваемой конструкции, применяют холодный (значительно дешевле) или горячий способ впрыска расплавленного сырья.
Матрицы рассчитанные на крупные партии продукции необходимо выполнять только из закаленной стали. Для абразивного сырья требования к стойкости оснастки возрастают, как и её стоимость. Чтобы выпускать продукцию очень большими объёмами проектируют сразу несколько гнёзд на одной матрице. Тогда изготовление пресс-форм для ТПА получается дороже, зато отливка при пересчёте на одну единицу выходит дешевле.
Для абразивного сырья требования к стойкости оснастки возрастают, как и её стоимость. Чтобы выпускать продукцию очень большими объёмами проектируют сразу несколько гнёзд на одной матрице. Тогда изготовление пресс-форм для ТПА получается дороже, зато отливка при пересчёте на одну единицу выходит дешевле.
Больше информации читайте на нашей странице:
Детали из пластика
Как мы изготавливаем пресс-форму для термопластавтомата?
Процесс разработки можно разделить на следующие шаги:
- Проектирование, разработка КД, 3D модели:
– точное соответствие конфигурации с минимальными допусками,
– расчёт усадки,
– технологичность,
– экономичность литья пресс-формы для термопластавтомата (рассчитываем минимально-возможный цикл). - Получение прототипа, который даст наглядное представление, позволит провести тесты.
- Закупка стальных заготовок.
- Основное изготовление пресс-форм для литья: фрезеровка, электроэррозия.
- Испытание, тестовая партия.
- Доводка, контроль всех параметров.
Наша работа – это наше хобби!
Мы рады нестандартным задачам.
Ждём Вашего звонка!
+7 (812) 715-05-83, [email protected]
Что такое литье пластмасс под давлением и как оно работает?
Главная // Литье под давлением // Что такое литье пластмасс под давлением и как оно работает? //
Ресурсы продукта
Пластиковые компоненты используются во многих отраслях промышленности. От автомобилей до бытовой техники и медицинских устройств компоненты из различных пластмасс используются для защиты, улучшения и создания огромного ассортимента продуктов. Тем не менее, очень немногие производители точно знают, как производятся их пластиковые компоненты.

Благодаря своей надежной и высококачественной работе литье под давлением является одним из наиболее распространенных процессов, используемых для производства пластиковых компонентов. Действительно, совокупный годовой темп роста (CAGR) рынка литьевых пластмасс, как ожидается, увеличится на 4,6% до 2028 года. контролируется для поддержания качества конечных деталей. В этой статье объясняется, как работает литье под давлением и как опытные производители контролируют процесс для производства пластиковых компонентов самого высокого качества. Мы рассмотрим:
- Что такое литье под давлением?
- Как работает литье под давлением?
- Как Essentra Components использует литье под давлением
Что такое литье под давлением?
Литье под давлением представляет собой сложный производственный процесс. Используя специализированную гидравлическую или электрическую машину, процесс плавит, впрыскивает и устанавливает пластик в форму металлической формы, которая устанавливается в машину.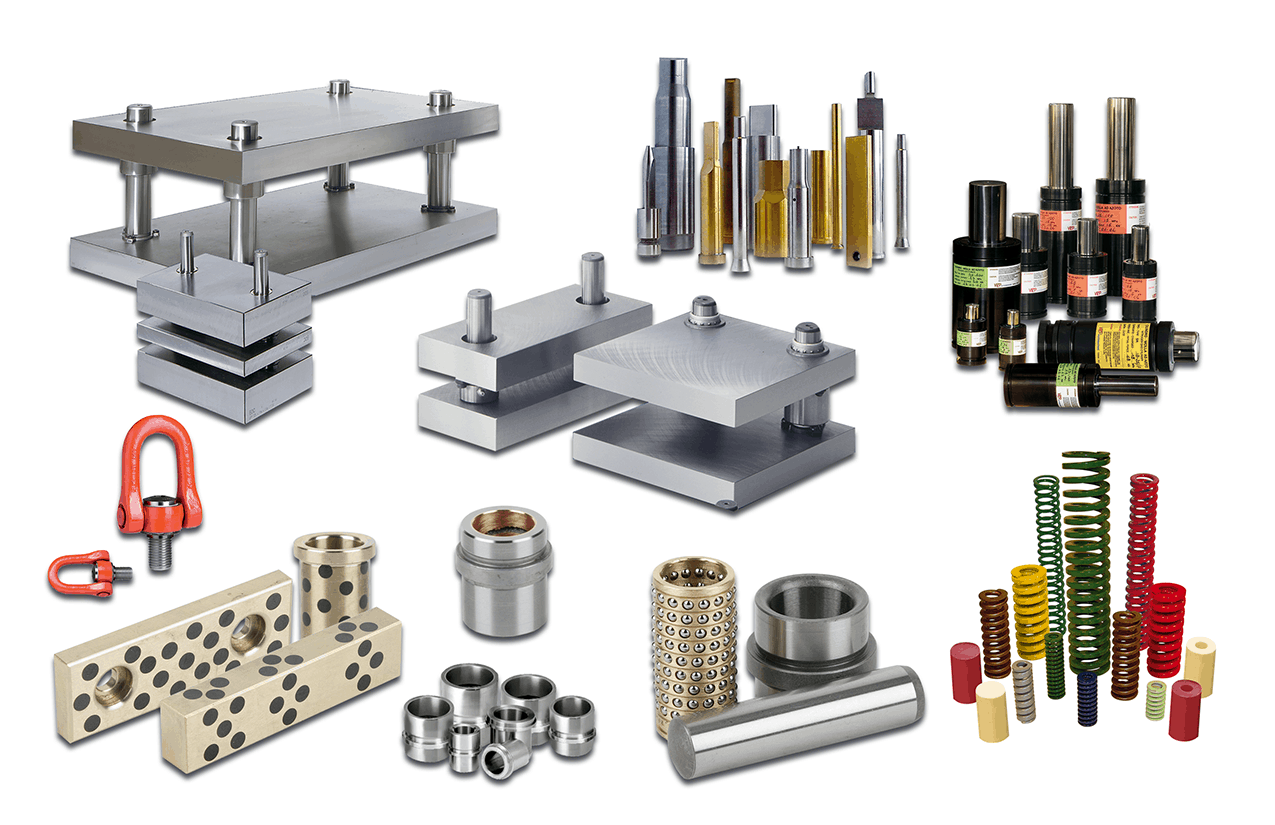
Литье пластмасс под давлением является наиболее широко используемым процессом производства компонентов по целому ряду причин, в том числе:
- Эффективность : после того, как процесс был настроен и протестирован, машины для литья под давлением могут производить тысячи изделий в час. Использование электрических машин для литья под давлением также делает процесс относительно энергоэффективным.
- Стабильность : если параметры процесса строго контролируются, процесс литья под давлением может быстро производить тысячи компонентов с постоянным качеством.
- Рентабельность : после того, как форма (которая является самым дорогим элементом) изготовлена, стоимость производства одного компонента становится относительно низкой, особенно если она производится в больших количествах.
- Качество : независимо от того, нужны ли производителям прочные, устойчивые к растяжению или высокодетализированные компоненты, процесс литья под давлением может многократно производить их с высоким качеством.

Экономичность, эффективность и качество компонентов — это лишь некоторые из причин, по которым многие отрасли предпочитают использовать в своей продукции детали, изготовленные методом литья под давлением.
Как работает литье под давлением?
Хотя на первый взгляд процесс литья под давлением может показаться простым, существует множество параметров, которые необходимо строго контролировать, чтобы обеспечить общее качество производимых пластиковых компонентов. Более глубокое понимание процесса и параметров поможет производителям определить производителей пластиковых компонентов, которые могут обеспечить необходимое качество и постоянство.
Шаг 1: выбор правильного термопластика и формы Прежде чем приступить к фактическому процессу, важно выбрать или создать правильные термопласты и формы, поскольку они являются важными элементами, которые создают и формируют конечные компоненты. Действительно, чтобы сделать правильный выбор, производители должны учитывать, как термопласт и форма взаимодействуют друг с другом, поскольку некоторые типы пластмасс могут не подходить для конкретных конструкций форм.
Действительно, чтобы сделать правильный выбор, производители должны учитывать, как термопласт и форма взаимодействуют друг с другом, поскольку некоторые типы пластмасс могут не подходить для конкретных конструкций форм.
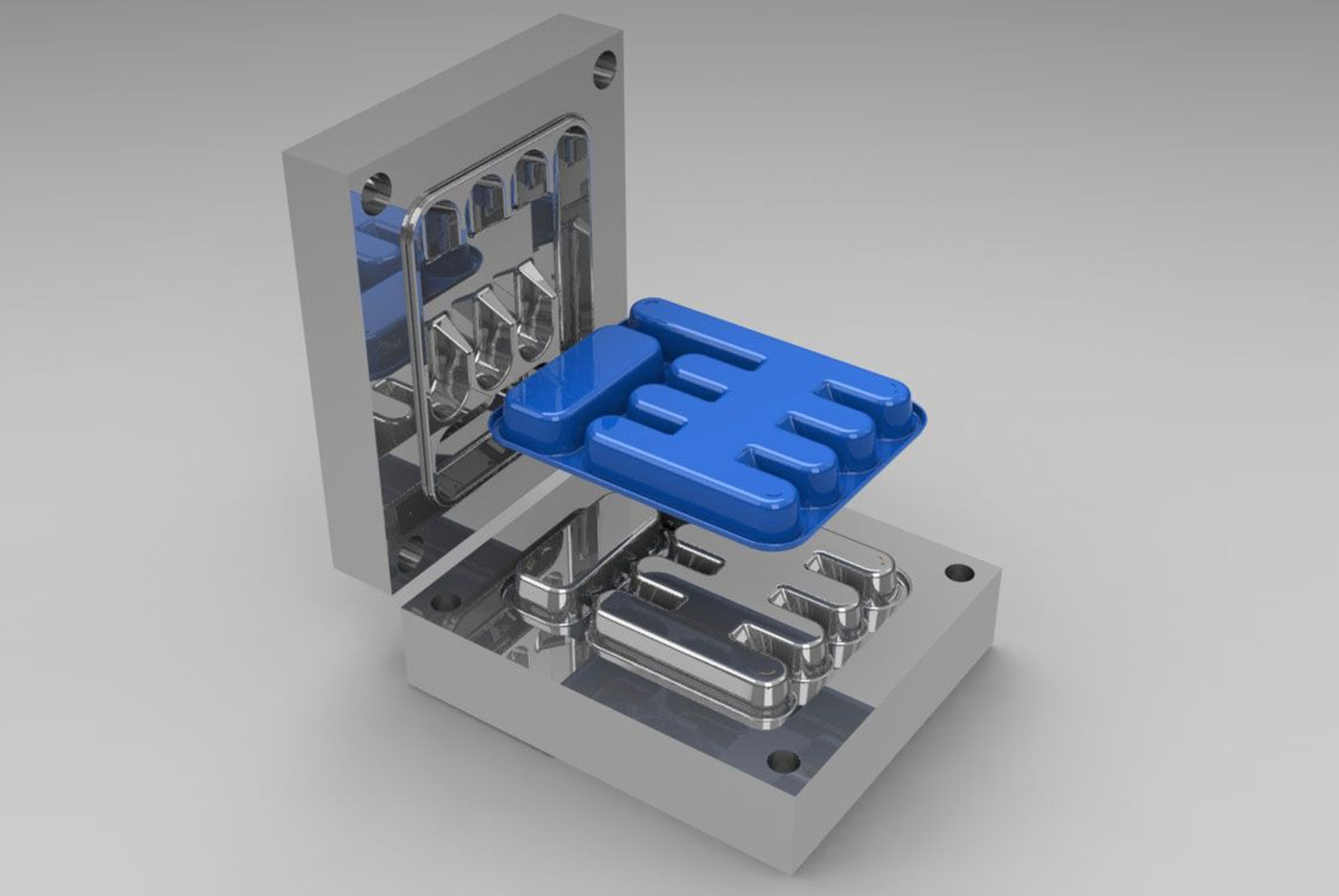
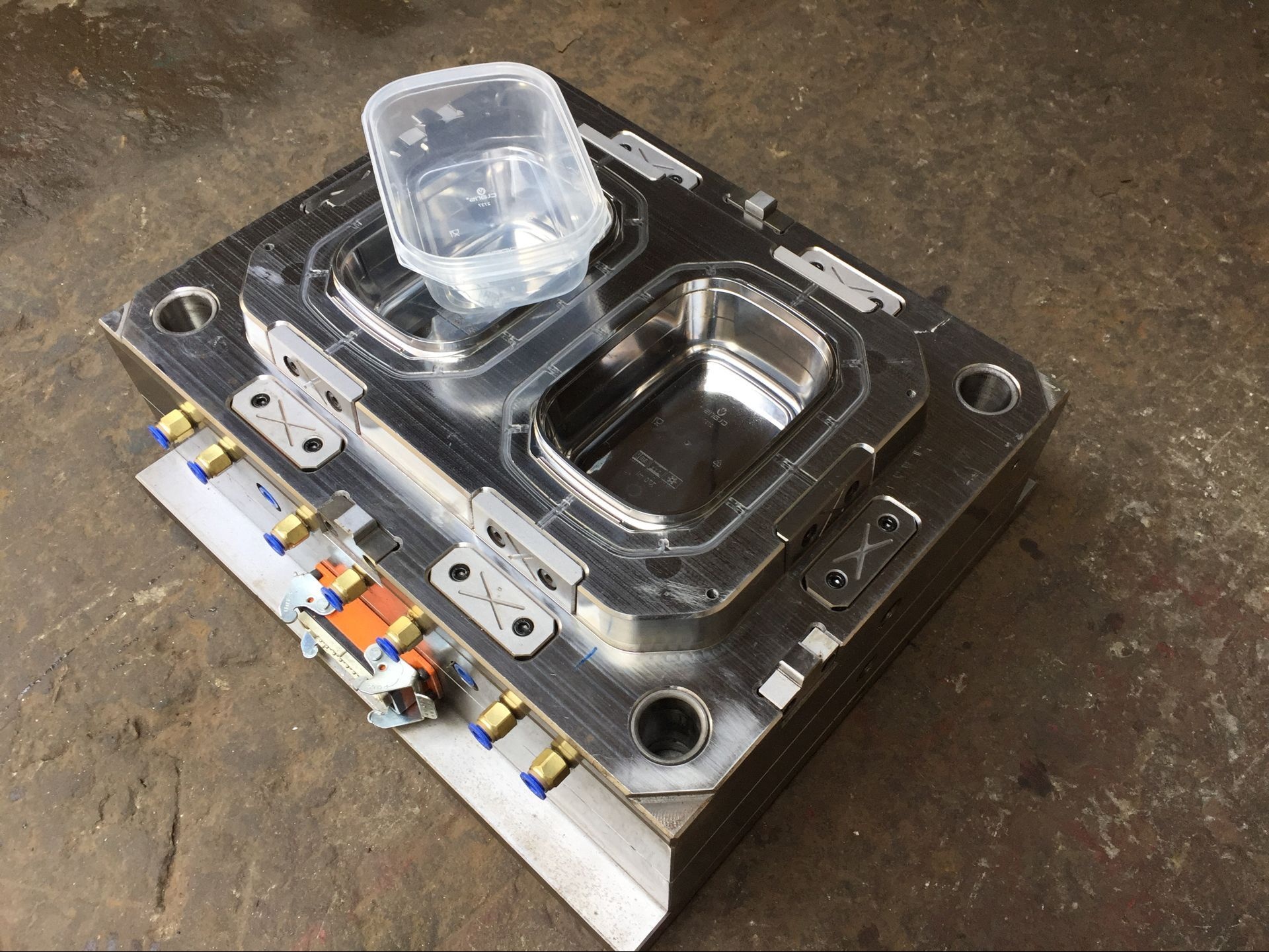
Каждая пресс-форма состоит из двух частей: полости и сердечника. Полость — это фиксированная часть, в которую впрыскивается пластик, а сердцевина — это подвижная часть, которая вставляется в полость, помогая сформировать окончательную форму компонента. В зависимости от требований пресс-формы могут быть разработаны для производства нескольких или сложных компонентов. Повторяющиеся высокие давления и температуры, которым подвергаются пресс-формы, означают, что они обычно изготавливаются из стали или алюминия.
Из-за высокого уровня дизайна и качества используемых материалов разработка пресс-форм является длительным и дорогостоящим процессом. Следовательно, перед созданием окончательной индивидуальной формы рекомендуется создать инструменты, создать прототип и протестировать их с использованием технологий автоматизированного проектирования (САПР) и технологии 3D-печати.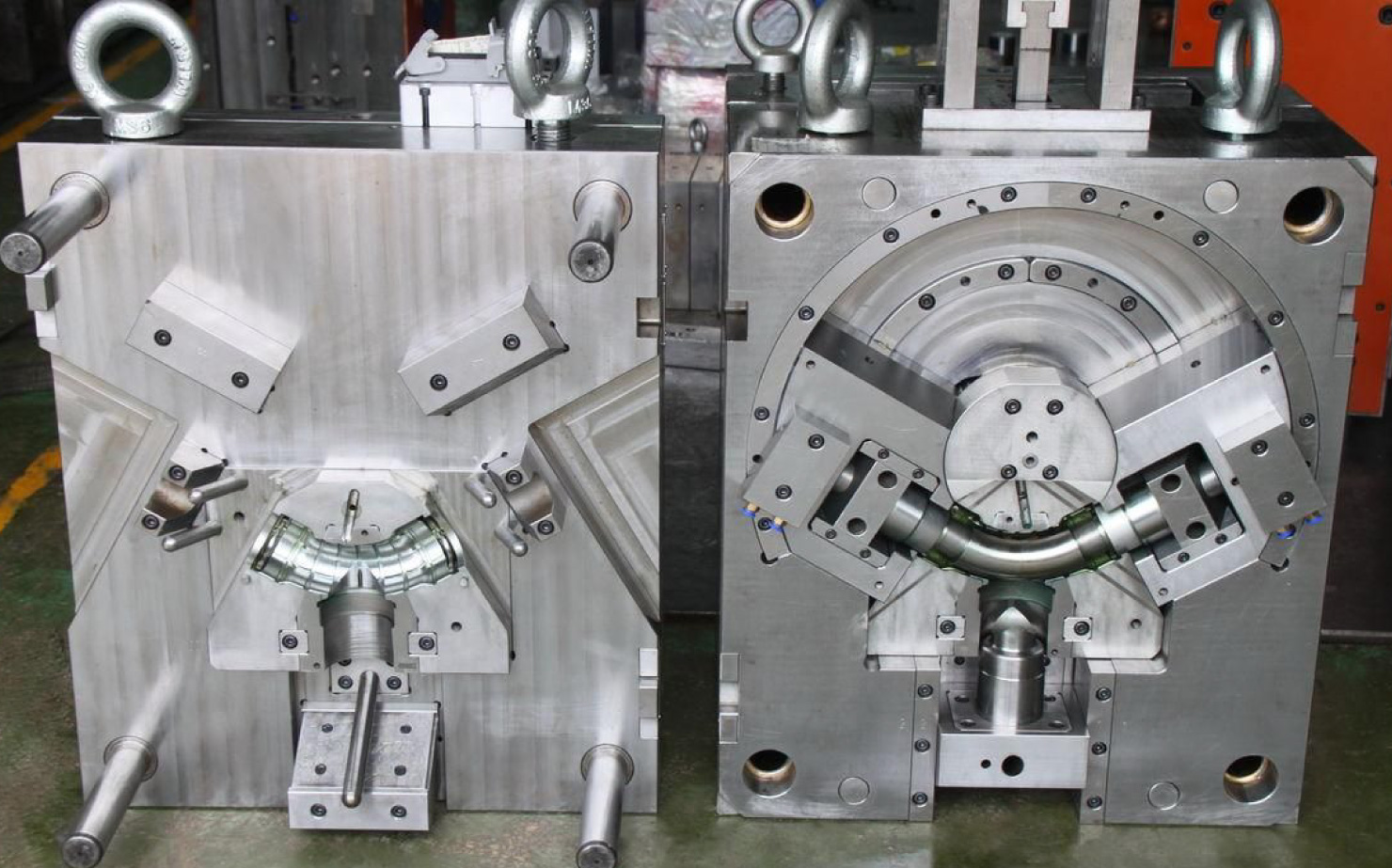
Тестирование инструмента с правильным термопластом является ключом к тому, чтобы гарантировать, что конечный компонент имеет правильные свойства. Каждый термопласт обладает различными характеристиками, устойчивостью к температуре и давлению из-за своей молекулярной структуры. Пластмассы с упорядоченной молекулярной структурой называются полукристаллическими, а пластмассы с более рыхлой структурой известны как аморфные пластмассы.
Свойства каждого пластика делают его пригодным для использования в определенных формах и компонентах. Наиболее распространенные термопласты, используемые в литье под давлением, и их характеристики включают:
- Акрилонитрил-бутадиен-стирол (АБС)
- Нейлон (PA) – доступен в различных типах, различные нейлоны обладают различными свойствами. Как правило, нейлоны обладают хорошей температурной и химической стойкостью и могут впитывать влагу.
- Поликарбонат (ПК) – высокоэффективный пластик, ПК легкий, обладает высокой ударной вязкостью и стабильностью, наряду с некоторыми хорошими электрическими свойствами.
- Полипропилен (ПП) – с хорошей усталостной и термостойкостью, ПП полужесткий, полупрозрачный и прочный.

Окончательный выбор термопласта будет зависеть от характеристик, которые производители должны получить от конечного компонента, и от конструкции пресс-формы. Например, если производителю нужна легкая деталь с электрическими свойствами, то ПК подойдет, но только в том случае, если пресс-форма не должна работать при температуре выше 135°С или при очень высоких давлениях, которым пластик не сможет противостоять.
После того, как правильный термопластик и форма проверены и выбраны, можно начинать процесс литья под давлением.
Машины для литья под давлением могут работать от гидравлики или электричества. Компания Essentra Components все чаще заменяет свои гидравлические машины на машины для литья под давлением с электрическим приводом, демонстрируя значительную экономию затрат и энергии. На самом базовом уровне эти машины состоят из питателя или «бункера» в верхней части машины; длинный цилиндрический цилиндр с подогревом, в котором находится большой нагнетательный винт; затвор, который сидит на конце ствола; и выбранный инструмент пресс-формы, к которому подключен литник.
Чтобы начать процесс, необработанные гранулы выбранного термопластика загружаются в бункер в верхней части машины. По мере вращения винта эти гранулы постепенно подаются в ствол машины. Вращение винта и тепло ствола постепенно нагревают и плавят термопласт, пока он не расплавится.
Поддержание правильной температуры на этом этапе процесса является ключом к эффективному впрыскиванию пластика и точному формованию конечной детали.
Как только расплавленный пластик достигает конца цилиндра, заслонка (контролирующая впрыск пластика) закрывается, и шнек возвращается в исходное положение. Это протягивает определенное количество пластика и создает давление в шнеке, готовом к инъекции. В то же время две части пресс-формы сближаются и удерживаются под высоким давлением, известным как давление зажима.
Давление впрыска и давление прижима должны быть сбалансированы, чтобы обеспечить правильную форму детали и чтобы пластик не вытекал из инструмента во время впрыска. Как только достигается нужное давление в инструменте и винте, заслонка открывается, винт движется вперед, и расплавленный пластик впрыскивается в форму.
Шаг 4: время выдержки и охлаждения После того, как большая часть пластика впрыснута в форму, она выдерживается под давлением в течение заданного периода времени. Это известно как «время выдержки» и может варьироваться от миллисекунд до минут в зависимости от типа термопласта и сложности детали. Это время выдержки является ключом к тому, чтобы пластик упаковывал инструмент и формировался правильно.
Это время выдержки является ключом к тому, чтобы пластик упаковывал инструмент и формировался правильно.
После фазы удерживания винт оттягивается назад, сбрасывая давление и позволяя детали остыть в форме. Это известно как «время охлаждения», оно также может варьироваться от нескольких секунд до нескольких минут и обеспечивает правильную установку компонента перед его извлечением и окончательной обработкой на производственной линии.
Этап 5: процессы выталкивания и чистовой обработки По истечении времени выдержки и охлаждения, когда деталь в основном сформирована, штифты или пластины выталкивают детали из инструмента. Они падают в отсек или на конвейерную ленту в нижней части машины. В некоторых случаях могут потребоваться процессы отделки, такие как полировка, окрашивание или удаление лишнего пластика (известного как шпоры), которые могут выполняться другим оборудованием или операторами. После завершения этих процессов компоненты будут готовы к упаковке и отправке производителям.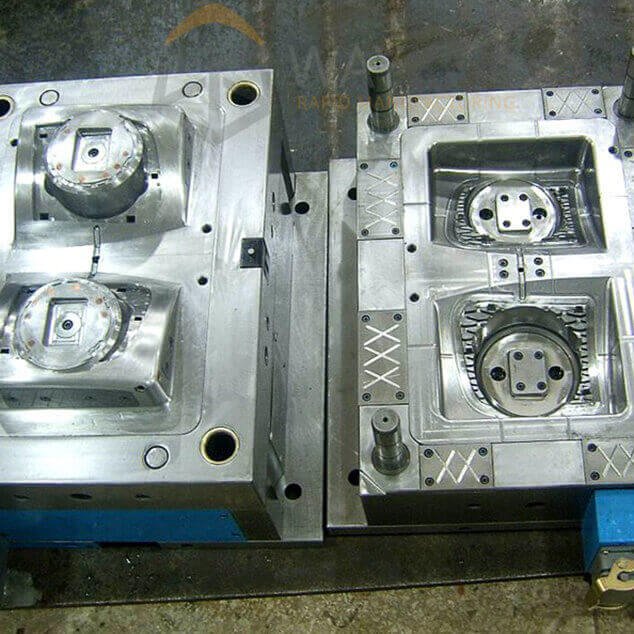
Как Essentra Components использует литье под давлением
В Essentra Components литье под давлением является ключевым производственным процессом. Вот почему в наших производственных центрах по всему миру работают сотни специалистов по литью под давлением. Команда Essentra Components обладает опытом, необходимым для производства миллионов однородных высококачественных деталей, от разработки и тестирования пресс-формы на заказ до настройки параметров процесса.
Кроме того, с 45 000 форм на выбор, он предлагает один из самых больших ассортиментов пластиковых компонентов на рынке. В сочетании с беспроблемным обслуживанием клиентов в 40 торговых и сервисных центрах и 34 распределительных центрах Essentra Components может доставить ваши компоненты туда, где они вам нужны, и тогда, когда они вам нужны.
Узнайте больше о продуктах, изготовленных методом литья под давлением, которые мы предлагаем, заказав бесплатный образец, загрузив бесплатный чертеж САПР или просмотрев каталог продукции.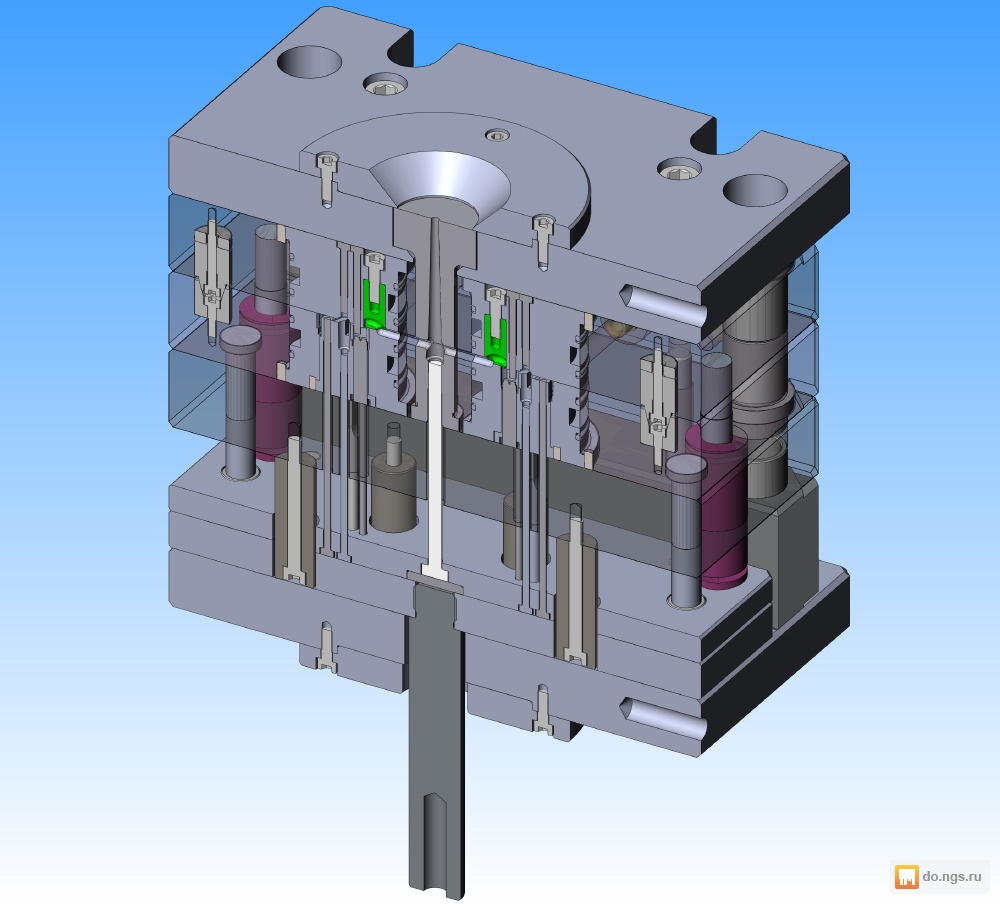
Статьи, которые вам также могут понравиться
сопутствующие товары
Смотрите наш выбор
Смотрите наш выбор
Крепеж
Смотрите наш выбор
Оборудование
Смотрите наш выбор
Свяжитесь с нами
Информация
Правовая политика
Правовая политика
Ассортимент продукции
Рынок машин для литья пластмасс под давлением стоимостью 10,6 долларов США
| Источник: MarketsandMarkets Research Pvt. ООО MarketsandMarkets Research Pvt. ООО
Чикаго, 02 марта 2023 г. (GLOBE NEWSWIRE) — Мировой рынок машин для литья пластмасс под давлением оценивался в 8,9 млрд долларов США в 2020 году и, по прогнозам, достигнет 10,6 млрд долларов США к 2025 году при среднегодовом росте на 2,74%.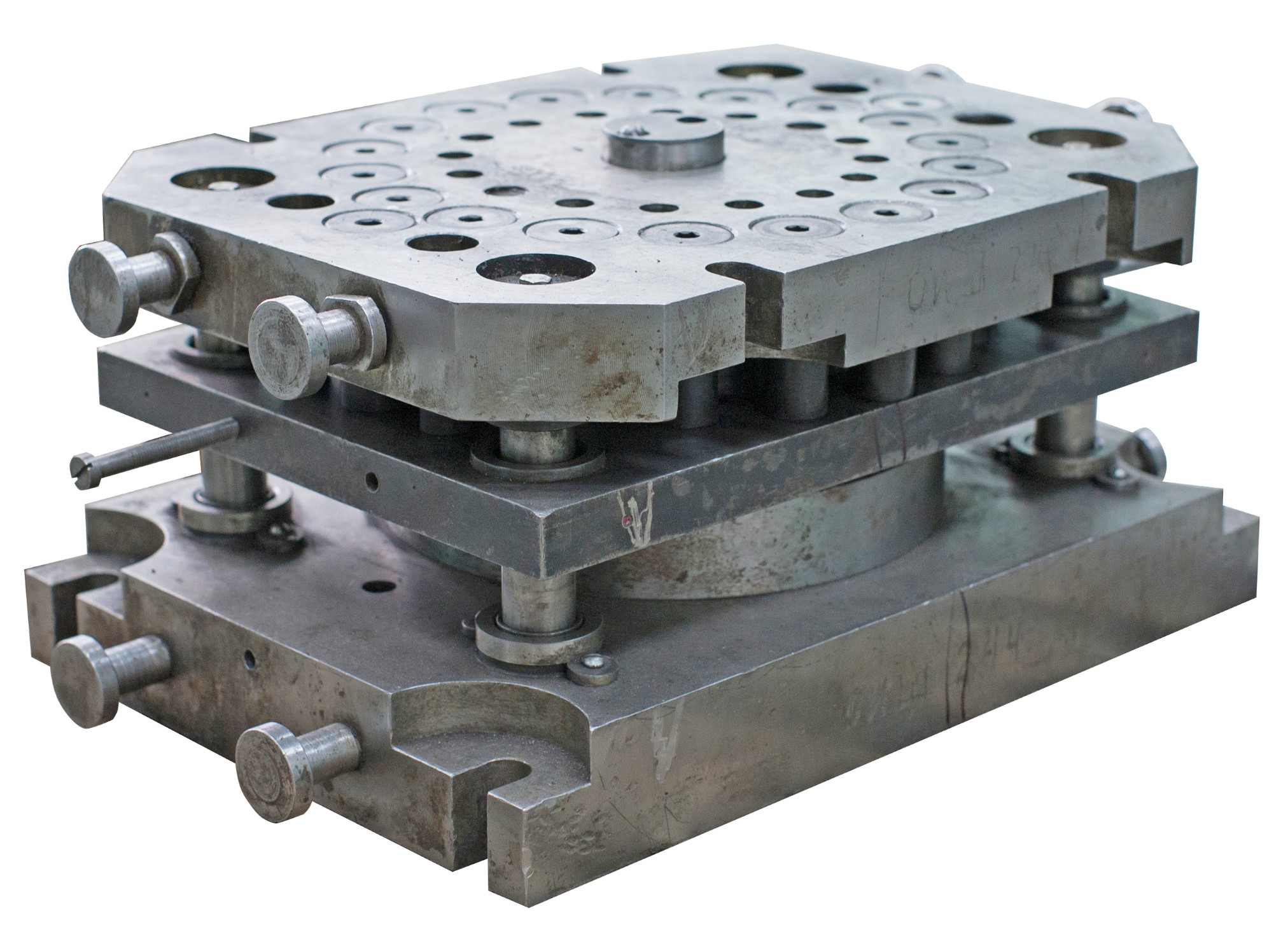 с 2020 по 2025 год, согласно недавнему исследованию MarketsandMarkets™ . Смазочные материалы определяются как различные соединения, такие как жидкости, масла и смазки. Смазка является важным процессом во многих отраслях промышленности, поскольку она помогает уменьшить трение между движущимися частями или поверхностями и повысить эффективность машин.
с 2020 по 2025 год, согласно недавнему исследованию MarketsandMarkets™ . Смазочные материалы определяются как различные соединения, такие как жидкости, масла и смазки. Смазка является важным процессом во многих отраслях промышленности, поскольку она помогает уменьшить трение между движущимися частями или поверхностями и повысить эффективность машин.
Загрузить брошюру в формате PDF: https://www.marketsandmarkets.com/pdfdownloadNew.asp?id=72063702
Ознакомьтесь с подробным оглавлением «Машины для литья пластмасс под давлением Market»
251 – Таблицы рыночных данных
52 – Цифры
250 – Страницы
Список ключевых игроков на рынке машин для литья пластмасс под давлением Рынок :
- Kuraray Co. Ltd. (Япония)
- San Fang Chemical Industry Co. ООО (Тайвань)
- Teijin Limited (Япония)
- Mayur Uniquoters Limited (Индия)
- NAN YA Plastics Corporation (Тайвань)
- Filwel Co. Ltd. (Япония)
- Zhejiang Hexin Industry Group Co., Ltd. (Китай) 90 014
- Alfatex N.V. (Бельгия)
- H.R. Polycoats Pvt. Ltd. (Индия)
- Yantai Wanhua Synthetic Leather Group Co. Ltd. (Китай)
- Others
 Ltd. (Япония)
Ltd. (Япония)Драйверы, ограничения и возможности в машинах для литья пластмасс под давлением Рынок:
- Водители: Повышение осведомленности об энергосбережении
- Ограничения : Высокие первоначальные затраты и затраты на техническое обслуживание машин
- Возможность: 9017 3 Спрос на крупнотоннажный термопластавтомат
Код Результаты исследования:
- All-Electric является самым быстрорастущим типом машин для литья пластмасс под давлением в течение прогнозируемого периода
- По оценкам, автомобилестроение станет крупнейшей отраслью конечного использования на рынке машин для литья пластмасс в период с 2020 по 2025 год
- Ожидается, что Азиатско-Тихоокеанский регион станет крупнейшим рынком машин для литья пластмасс в течение прогнозируемого периода с точки зрения стоимости и объем
- Европа считается вторым по величине рынком машин для литья пластмасс под давлением в течение прогнозируемого периода
Получить бесплатные образцы Страниц: https://www. marketsandmarkets.com/requestsampleNew.asp?id=72063702
marketsandmarkets.com/requestsampleNew.asp?id=72063702
В зависимости от типа машины рынок машин для литья пластмасс под давлением делится на гидравлические, полностью электрические и гибридные. На долю гидравлики приходится наибольшая доля в этом сегменте. Гидравлические литьевые машины являются наиболее популярным типом машин, в первую очередь из-за их длительного срока службы и широкого спектра применения. Гидравлическая машина для литья под давлением состоит из трехфазного двигателя с фиксированной скоростью и насоса переменного объема. Гидравлические термопластавтоматы отличаются долгим сроком службы, дальним приводом и низкими затратами на техническое обслуживание. Этот тип машины помогает значительно сократить время производственного цикла. Формовщики в основном используют многотоннажные гидравлические машины для формования крупных деталей. Эта машина в основном используется для производства высокоточных пластиковых компонентов, таких как автомобильные детали, крышки и доводчики, товары народного потребления, электрические и электронные товары, а также медицинские изделия.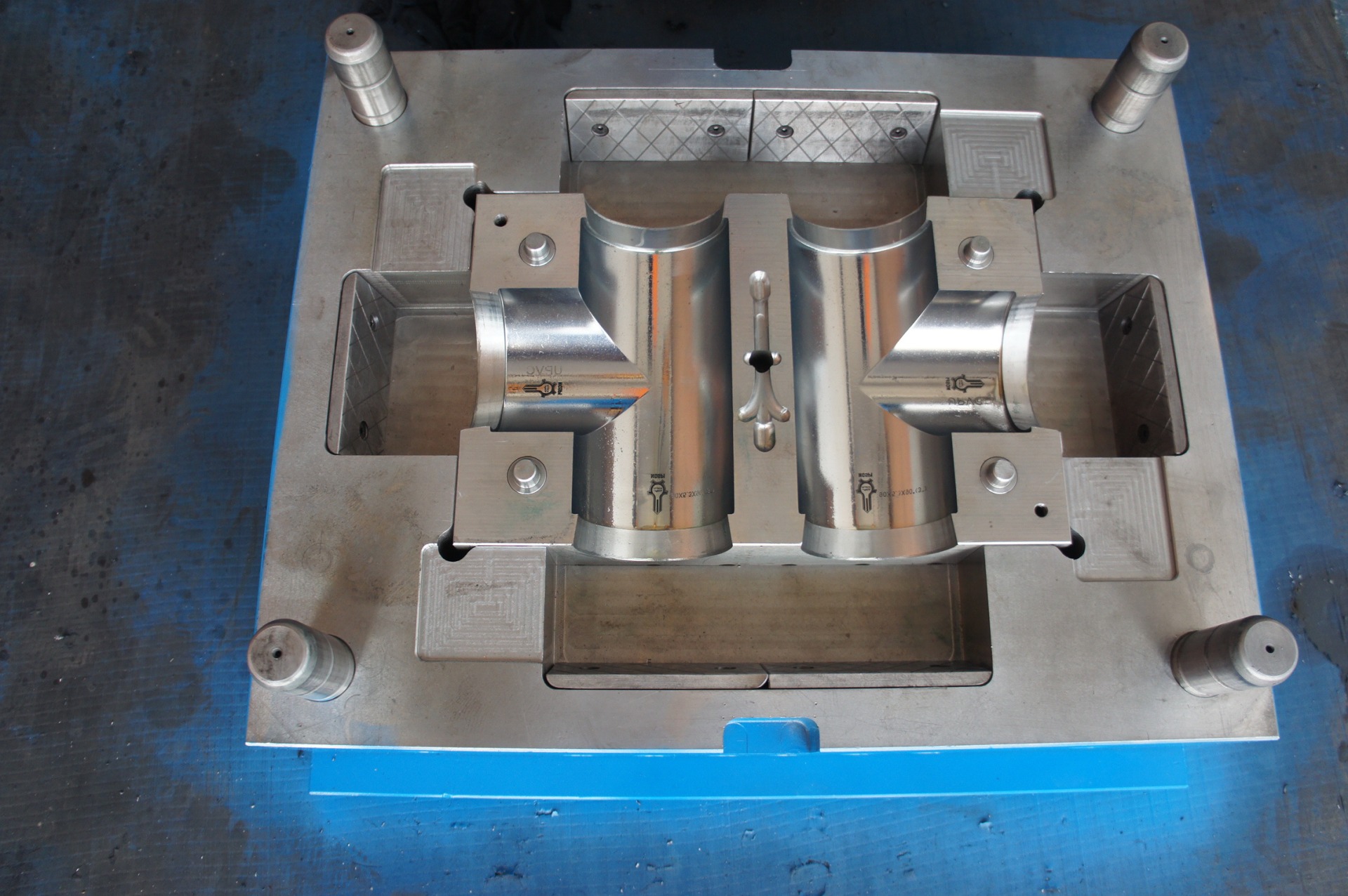
В зависимости от усилия смыкания рынок машин для литья пластмасс под давлением делится на усилие 0-200 тонн, усилие 201-500 тонн и усилие свыше 500 тонн. На сегмент 201–500 тонн сил приходилась наибольшая доля рынка в стоимостном выражении в 2019 году, и, по прогнозам, в течение прогнозируемого периода будет зарегистрирован самый высокий среднегодовой темп роста. Этот высокий рост объясняется растущим спросом на формованные детали среднего размера в основных отраслях конечного использования, таких как автомобилестроение, упаковка и товары народного потребления. Усилие смыкания 201–500 тс в основном используется в машинах для литья пластмасс под давлением среднего размера. Доступны такие типы машин, как гидравлические, полностью электрические и гибридные, с усилием от 201 до 500 тонн. Эти машины в основном используются в автомобильной, упаковочной и потребительской промышленности, где требуются формованные детали относительно среднего размера.
Получите 10 % бесплатной настройки в этом отчете: https://www.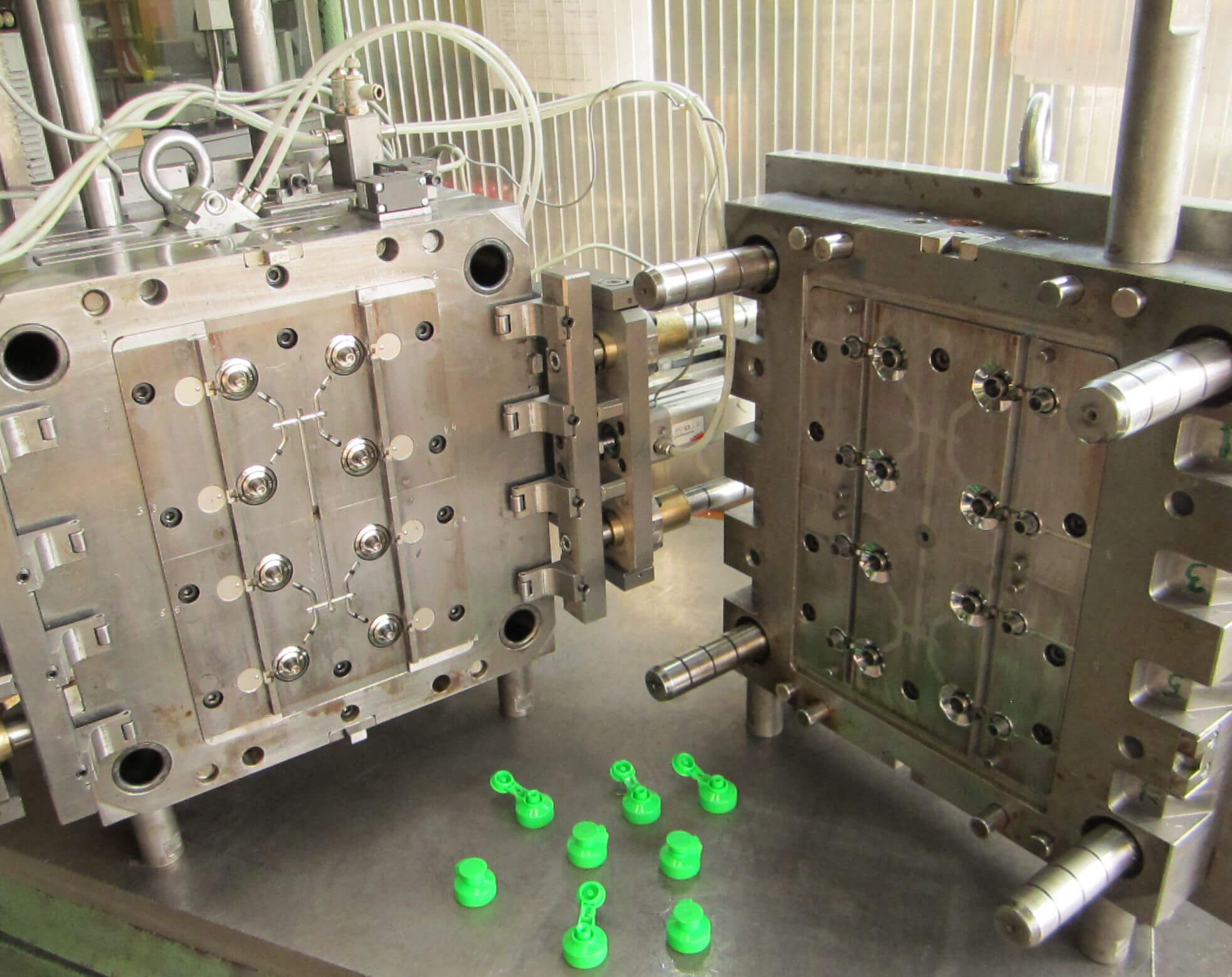 marketsandmarkets.com/requestCustomizationNew.asp?id=72063702
marketsandmarkets.com/requestCustomizationNew.asp?id=72063702
В зависимости от отрасли конечного использования рынок машин для литья пластмасс под давлением был сегментирован. в автомобилестроение, потребительские товары, упаковку, здравоохранение, электротехнику и электронику и другие. Спрос на машины для литья пластмасс под давлением в автомобилестроении является самым большим в этом сегменте. Машины для литья пластмасс под давлением в основном используются в производстве автомобильных компонентов, внутренней упаковки и сборочных деталей, таких как экстерьер автомобиля, автомобильные линзы, компоненты интерьера, компоненты под капотом и компоненты фильтров. Ожидается, что резкий сдвиг в использовании пластмасс вместо железа и стали в автомобильной промышленности будет стимулировать рынок машин для литья пластмасс под давлением в течение прогнозируемого периода.
Строгие правительственные постановления вынуждают производителей автомобилей использовать пластик вместо других материалов, таких как железо и сталь. Быстрый экономический рост, улучшение инфраструктуры и рост населения среднего класса в странах с развивающейся экономикой привели к увеличению производства и продаж автомобилей, что, в свою очередь, увеличивает спрос на машины для литья пластмасс под давлением. Быстрорастущая автомобильная промышленность в Азиатско-Тихоокеанском регионе также является одним из основных факторов, влияющих на рынок машин для литья пластмасс под давлением.
Быстрый экономический рост, улучшение инфраструктуры и рост населения среднего класса в странах с развивающейся экономикой привели к увеличению производства и продаж автомобилей, что, в свою очередь, увеличивает спрос на машины для литья пластмасс под давлением. Быстрорастущая автомобильная промышленность в Азиатско-Тихоокеанском регионе также является одним из основных факторов, влияющих на рынок машин для литья пластмасс под давлением.
Обзор соседних рынков Оборудование Машины и инструменты Отчеты об исследованиях рынка и консультации
Связанные отчеты:
- Рынок машин для литья под давлением 9 0014
- Рынок литья металлов под давлением
- Рынок жидкого силиконового каучука
Литье пластмасс под давлением Машина для литья под давлением Mrkt Машина для литья под давлением
Контактные данные
О MarketsandMarkets™ MarketsandMarkets™ — это альтернатива голубому океану в области консультирования по вопросам роста и управления программами, использующая предложение «человек-машина» для обеспечения сверхнормального роста прогрессивных организаций в сфере B2B.
 У нас самый широкий взгляд на новые технологии, что позволяет нам совместно создавать сверхъестественный рост для клиентов.
Только в этом десятилетии в экономике B2B появляются новые потоки доходов на сумму 25 триллионов долларов, которые заменяют существующие потоки доходов. Мы работаем с клиентами над программами роста, помогая им монетизировать эту возможность на сумму 25 триллионов долларов с помощью наших линий обслуживания — расширения TAM, стратегии выхода на рынок (GTM) до реализации, увеличения доли рынка, активизации учетной записи и лидерства в маркетинге.
Опираясь на принцип «ДАВАЙ Рост», мы работаем с несколькими B2B-компаниями из списка Forbes Global 2000, помогая им оставаться актуальными в революционной экосистеме. Наши идеи и стратегии формируются нашими отраслевыми экспертами, передовым облаком рыночной аналитики на базе искусственного интеллекта и многолетними исследованиями. KnowledgeStore™ (наше Market Intelligence Cloud) объединяет наши исследования, облегчает анализ взаимосвязей с помощью набора приложений, помогая клиентам просматривать всю экосистему и понимать изменения доходов, происходящие в их отрасли.
У нас самый широкий взгляд на новые технологии, что позволяет нам совместно создавать сверхъестественный рост для клиентов.
Только в этом десятилетии в экономике B2B появляются новые потоки доходов на сумму 25 триллионов долларов, которые заменяют существующие потоки доходов. Мы работаем с клиентами над программами роста, помогая им монетизировать эту возможность на сумму 25 триллионов долларов с помощью наших линий обслуживания — расширения TAM, стратегии выхода на рынок (GTM) до реализации, увеличения доли рынка, активизации учетной записи и лидерства в маркетинге.
Опираясь на принцип «ДАВАЙ Рост», мы работаем с несколькими B2B-компаниями из списка Forbes Global 2000, помогая им оставаться актуальными в революционной экосистеме. Наши идеи и стратегии формируются нашими отраслевыми экспертами, передовым облаком рыночной аналитики на базе искусственного интеллекта и многолетними исследованиями. KnowledgeStore™ (наше Market Intelligence Cloud) объединяет наши исследования, облегчает анализ взаимосвязей с помощью набора приложений, помогая клиентам просматривать всю экосистему и понимать изменения доходов, происходящие в их отрасли.