Пробивной станок
ПАО “Кувандыкский завод «Долина» является лидером по производству кузнечно-прессового оборудования. На каждом втором предприятии России в сфере металлообработки установлено оборудование нашего производства.
Описание дыропробивного станка
Дыропробивной станок предназначен для холодной обработки металла давлением, которое на станках нашего производство создается при помощи кривошипно-шатунного механизма.
С их помощью можно пробивать отверстия, выполнять штамповку, вырубку, неглубокую вытяжку в листовом, полосном, прокатном, фасонном металле, а также в профильной трубе. Отверстия могут иметь прямоугольную, круглую и овальную форму. В дальнейшей обработке краев отверстия нет необходимости: форма режущей кромки позволяет избавиться от этой операции в технологическом процессе.
Размеры станков достаточно компактны, чтобы использовать их не только на производствах, но в ремонтных мастерских. Для удобства эксплуатации производятся ручные дыропробивные станки и станки с электроприводами для промышленного использования.

Принцип действия пробивного станка
Небольшое усилие на рычажном ручном станке или при нажатии на педаль в механическом прессе усиливается с помощью шатунного механизма и передается подвижному пуансону, который создает давление на заготовку относительно неподвижной матрицы детали. После пробивки отверстия пуансон поднимается в исходное положение.
Вы можете приобрести ручные или механические станки производства Кувандыкского завода «Долина».

Механические пробивные станки
Модельный ряд механических станков состоит из 3 видов:

Все виды станков являются вертикальными. Механический пробивной станок используется для массового производства, а также для работы с металлом большой толщины. Максимальная толщина листа, допустимая для пробивания отверстий на механических станках: 32 мм. Максимальный диаметр: 42 мм. Эти характеристики зависят от мощности пресса. Так, модель станка КБ1916 создаёт номинальное усилие пресса 630 кН, тогда как модель КБ 1932 создаёт рабочее усилие пресса 1600 кН. Более детально технические характеристики прессов можно уточнить у менеджеров предприятия.
Ручные пробивные станки
Ручные модели представлены двумя моделями:
Модель пресса ручного КО915.01 предназначенную для работы с медным прокатом.
С помощью ручных прессов можно пробивать отверстия различных диаметров: 40 мм, 16 мм и 10 мм, а толщина металла, которая может применяться для этих прессов может варьироваться от 1 мм до 4 мм. Это возможно благодаря специально разработанной конструкции ручных прессов. Усилие на рукоятке при этом составляет не более 0,35 кН, тогда как номинальное усилие составляет до 106 кН.
Преимущества дыропробивных станков производства завода «Долина»:
- обработанные края полученных отверстий получаются без зазубрин;
- простота эксплуатации;
- пониженный уровень шума при работе;
- небольшие габариты;
- постгарантийное обслуживание;
- высокое качество производства.

Завод является предприятием полного цикла, то есть оборудование разрабатывается, изготавливается подетально, собирается в единое целое и проходит испытательную проверку. Именно производство полного цикла позволяет усовершенствовать производимое оборудование. Все изделия сертифицированы и прошли патентирование производственных механизмов согласно законодательству Российской Федерации. Мы отвечаем за качество нашей продукции!
ao-dolina.com
Ручной пресс для пробивки отверстий КО914
Технические характеристики
| Габаритные размеры, мм: | 355х170х435 |
| диаметр пробиваемого отверстия | 40;16;10 |
| толщина пробиваемого материала | 1;2,5; 4 |
| Номинальное усилие, кН | 36 |
| Усилие на рукоятке, кН, не более | 0,35 |
| Расстояние от оси пуансона до станины, мм | 125 |
| Ход ползуна, мм | 10 |
Кувандыкский завод «Долина» осуществляет серийный выпуск производственного оборудования. Пресс, который можно купить в данном разделе, относится к ручному типу и предназначен для пробивки отверстий в металле. Оборудование отличается функциональностью и рассчитано на длительное использование в условиях промышленных предприятий различного профиля. Ручные прессы прошли сертификацию и защищены патентами РФ в соответствии с действующим законодательством.
Применение. Описание и преимущества ручных прессов серии КО914
Оборудование приводится в движение мускульной силой. Пресс предназначен для пробивки отверстий в металле толщиной до 4 миллиметров и позволяет работать с листовым, полосовым и фасонным металлопрокатом. Область применения оборудования включает машиностроительное и ремонтное производство, строительство и бытовую сферу. Ручные прессы рассчитаны на эксплуатацию в районах с умеренным и холодным климатом (УХЛ, категория 4 по ГОСТ 15150-69).
Рабочий цикл устройства предусматривает воздействие на заготовку давлением пуансона, сдвигающего материал относительно неподвижно закрепленной матрицы. Основным элементом оборудования является станина с закрепленным ползуном, который связан с эксцентриковым валом посредством шатуна. Вращательный момент, достаточный для пробивки отверстия в металле, обеспечивается благодаря воздействию на рычаг. При нажатии на рукоять пуансон, приводимый в движение вращением эксцентрикового вала, проталкивает заготовку в отверстие в матрице, в дальнейшем рычаг поднимается, возвращая пуансон в исходное положение. Для съема готовой детали с подвижного инструмента в ручном прессе предусмотрен съемник, зафиксированный на станине.
Заказ промышленного оборудования
Завод «Долина» гарантирует оперативную отгрузку ручных прессов для пробивки отверстий в металле и других устройств. Оборудование доставляется компаниями-перевозчиками по всей территории РФ и государств, входящих в СНГ. По желанию заказчика, специалисты предприятия выполнят монтаж и обучат персонал вашего предприятия безопасной работе с техникой.
Купить прессы для пробивки отверстий в металле и получить профессиональную консультацию можно, связавшись с представителями компании.
ao-dolina.com
Пресс ручной для пробивки отверствий К0915
Технические характеристики
| Габаритные размеры, мм: | 625х170х435 |
| диаметр пробиваемого отверстия | 40;16;10 |
| толщина пробиваемого материала | 1;2,5; 4 |
| Масса, кг: | 51 |
| Номинальное усилие, кН | 36 |
| Усилие на рукоятке, кН, не более | 0,35 |
| Расстояние от оси пуансона до станины, мм | 300 |
| Ход ползуна, мм | 9 |
Для того чтобы пробить отверстие в листовом, полосовом и фасонном прокате сегодня не нужно далеко ходить, ведь с этой задачей с легкостью справится ручной пресс для пробивки отверстий. Изготовлением таких приспособлений занимается Кувандыкский кузнечно-прессовый завод, расположенный в Оренбургской области. Продукция завода «Долина» поставляется не только по России, ею интересуются и в соседних государствах, где ручной пресс дыропробивной КО 915 получил достаточно широкое распространение. Его популярность обусловлена высокой эффективностью и простотой в пользовании. Столкнувшись с необходимостью проделать отверстие в металле, лучшим способом решением проблемы является использование профессионального инструмента для перфорации металла. Данная модель хорошо зарекомендовала себя на мировом рынке, отличается высоким качеством и адекватной ценой.
С помощью ручного пресса модели КО915 можно пробить отверстия любой формы: прямоугольной, круглой или квадратной. Благодаря специально разработанной форме режущей кромки можно получить ровный срез идеальной формы и в дальнейшем обойтись без обработки краев отверстия.
На нашем сайте есть достаточно инструментов для перфорации отверстий и одним из них является пресс модели КО915. Более подробную информацию об инструменте, их описание, технические характеристики и цены вы можете узнать, посетив сайт нашей компании и задав все интересующие вас вопросы по телефону или в онлайн режиме. Кроме того, у нас вы можете не только найти интересующее вас оборудование, но и получить техническую поддержку в процессе эксплуатации ручного пресса для пробивки отверстий производства завода «Долина».
ao-dolina.com
Дыропробивной пресс Д8 – посмотреть фото.
Каталог товаров
Сделайте магазин лучше!Ответьте на несколько вопросов, ваше мнение важно для нас
{“c”:”bitrix:news.list”,”t”:”banner_left”,”p”:{“IBLOCK_TYPE”:”content”,”IBLOCK_ID”:”11″,”NEWS_COUNT”:”5″,”SORT_BY1″:”RAND”,”SORT_ORDER1″:”ASC”,”SORT_BY2″:”ACTIVE_FROM”,”SORT_ORDER2″:”DESC”,”FILTER_NAME”:””,”FIELD_CODE”:[“”,””],”PROPERTY_CODE”:[“URL”,””],”CHECK_DATES”:”Y”,”DETAIL_URL”:””,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”N”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”N”,”DISPLAY_DATE”:”N”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””,”COMPONENT_TEMPLATE”:”banner_left”,”SET_BROWSER_TITLE”:”Y”,”SET_META_KEYWORDS”:”Y”,”SET_META_DESCRIPTION”:”Y”,”SET_LAST_MODIFIED”:”N”,”INCLUDE_SUBSECTIONS”:”Y”,”PAGER_TITLE”:”\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,”PAGER_BASE_LINK_ENABLE”:”N”,”SHOW_404″:”N”,”MESSAGE_404″:””}}
{“c”:”altop:catalog.top”,”t”:”discount_left”,”p”:{“DISPLAY_IMG_WIDTH”:”178″,”DISPLAY_IMG_HEIGHT”:”178″,”SHARPEN”:”30″,”IBLOCK_TYPE”:”catalog”,”IBLOCK_ID”:”6″,”ELEMENT_SORT_FIELD”:”rand”,”ELEMENT_SORT_ORDER”:”asc”,”ELEMENT_SORT_FIELD2″:””,”ELEMENT_SORT_ORDER2″:””,”SECTION_URL”:””,”DETAIL_URL”:””,”BASKET_URL”:”\/personal\/cart\/”,”ACTION_VARIABLE”:”action”,”PRODUCT_ID_VARIABLE”:”id”,”PRODUCT_QUANTITY_VARIABLE”:”quantity”,”PRODUCT_PROPS_VARIABLE”:”prop”,”SECTION_ID_VARIABLE”:”SECTION_ID”,”DISPLAY_COMPARE”:”Y”,”ELEMENT_COUNT”:”3″,”LINE_ELEMENT_COUNT”:””,”PROPERTY_CODE”:[“NEWPRODUCT”,”SALELEADER”,”DISCOUNT”,”MANUFACTURER”,””],”PROPERTY_CODE_MOD”:[“”,””],”FLAG_PROPERTY_CODE”:”DISCOUNT”,”OFFERS_LIMIT”:””,”PRICE_CODE”:[“BASE”],”USE_PRICE_COUNT”:”N”,”SHOW_PRICE_COUNT”:”1″,”PRICE_VAT_INCLUDE”:”Y”,”PRODUCT_PROPERTIES”:[],”USE_PRODUCT_QUANTITY”:”Y”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_NOTES”:””,”CACHE_GROUPS”:”Y”,”HIDE_NOT_AVAILABLE”:”N”,”CONVERT_CURRENCY”:”Y”,”CURRENCY_ID”:”RUB”,”COMPONENT_TEMPLATE”:”discount_left”,”OFFERS_FIELD_CODE”:[“”,””],”OFFERS_PROPERTY_CODE”:[“”,””],”OFFERS_SORT_FIELD”:”sort”,”OFFERS_SORT_ORDER”:”asc”,”OFFERS_SORT_FIELD2″:”id”,”OFFERS_SORT_ORDER2″:”desc”,”OFFERS_CART_PROPERTIES”:[]}}
Производители
{“c”:”bitrix:news.list”,”t”:”vendors_left”,”p”:{“IBLOCK_TYPE”:”catalog”,”IBLOCK_ID”:”4″,”NEWS_COUNT”:”10″,”SORT_BY1″:”NAME”,”SORT_ORDER1″:”ASC”,”SORT_BY2″:”SORT”,”SORT_ORDER2″:”ASC”,”FILTER_NAME”:””,”FIELD_CODE”:[],”PROPERTY_CODE”:[],”CHECK_DATES”:”Y”,”DETAIL_URL”:”\/vendors\/#ELEMENT_CODE#\/”,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”Y”,”DISPLAY_DATE”:”N”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””}}
Будьте в курсе!
Новости, обзоры и акции
{“c”:”bitrix:news.list”,”t”:”stati_left”,”p”:{“IBLOCK_TYPE”:”content”,”IBLOCK_ID”:”10″,”NEWS_COUNT”:”3″,”SORT_BY1″:”ACTIVE_FROM”,”SORT_ORDER1″:”DESC”,”SORT_BY2″:”SORT”,”SORT_ORDER2″:”ASC”,”FILTER_NAME”:””,”FIELD_CODE”:[“”,””],”PROPERTY_CODE”:[“”,””],”CHECK_DATES”:”Y”,”DETAIL_URL”:”\/about\/obzory-i-sovety\/#ELEMENT_CODE#\/”,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”Y”,”DISPLAY_DATE”:”Y”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””,”COMPONENT_TEMPLATE”:”stati_left”,”SET_BROWSER_TITLE”:”Y”,”SET_META_KEYWORDS”:”Y”,”SET_META_DESCRIPTION”:”Y”,”SET_LAST_MODIFIED”:”N”,”INCLUDE_SUBSECTIONS”:”Y”,”PAGER_TITLE”:”\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,”PAGER_BASE_LINK_ENABLE”:”N”,”SHOW_404″:”N”,”MESSAGE_404″:””}}
{“c”:”bitrix:news.list”,”t”:”stati_left”,”p”:{“IBLOCK_TYPE”:”content”,”IBLOCK_ID”:”19″,”NEWS_COUNT”:”3″,”SORT_BY1″:”ACTIVE_FROM”,”SORT_ORDER1″:”DESC”,”SORT_BY2″:”SORT”,”SORT_ORDER2″:”ASC”,”FILTER_NAME”:””,”FIELD_CODE”:[“”,””],”PROPERTY_CODE”:[“”,””],”CHECK_DATES”:”Y”,”DETAIL_URL”:”\/about\/obzory-i-sovety\/#ELEMENT_CODE#\/”,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”Y”,”DISPLAY_DATE”:”Y”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””,”COMPONENT_TEMPLATE”:”stati_left”,”SET_BROWSER_TITLE”:”Y”,”SET_META_KEYWORDS”:”Y”,”SET_META_DESCRIPTION”:”Y”,”SET_LAST_MODIFIED”:”N”,”INCLUDE_SUBSECTIONS”:”Y”,”PAGER_TITLE”:”\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,”PAGER_BASE_LINK_ENABLE”:”N”,”SHOW_404″:”N”,”MESSAGE_404″:””}}
youmet.ru
Пресс дыропробивной СДП | Металстан

Поставщик: МЕТАЛСТАН
Краткое описание: На станке можно производить: пробивку отверстий различной формы; формовку небольших деталей; вырубку углов в листовых заготовках; гибку деталей с небольшой длиной
Краткие характеристики: Максимальной усилие: 10-40 тс; Глубина рабочей зоны: 300 мм; Ход верхнего инструмента: 80 мм; Электрическая мощность, 1,5-4 кВт;
Полное описание
Технические характеристики
|
Показатель |
СДП-10 |
СДП-20 |
СДП-30 |
СДП-40 |
|
Максимальной усилие, тс |
10 |
20 |
30 |
40 |
|
Глубина рабочей зоны, мм |
300 |
300 |
300 |
300 |
|
Ход верхнего инструмента, мм |
80 |
80 |
80 |
80 |
|
Электричесая мощность, кВт |
1,5 |
2,2 |
3 |
4 |
|
Режим настройки |
есть |
есть |
есть |
есть |
|
Регулировка концевых положений |
есть |
есть |
есть |
есть |
|
Масса станка, кг |
350 |
420 |
550 |
620 |
На пробивном прессе при установке соответствующего инструмента можно выполнять:
-
пробивку отверстий различной формы;
-
формовку небольших деталей;
-
вырубку углов в листовых заготовках;
-
гибку деталей с небольшой длиной
Как выбрать пресс по максимальному усилию:
Максимальное усилие пресса должно быть как минимум на 15…20% больше чем максимальное усилие пробивки деталей.
Усилие, необходимое для пробивки отверстий можно рассчитать по формуле:
ПЕРИМЕТР ДЕТАЛИ (мм) х ТОЛЩИНА
МЕТАЛЛА (мм) х 1,2 х 0,0352 = Усилие пробивки (тс).
ПРИМЕР: диаметр отверстия 30 мм, толщина листа 3 мм
30х3,14 х 3 х 1,2 х 0,0352 = 11,93 тс,
Следовательно, усилие пресса = 11,93 х 1,2 = 14,32 тс.
Выбираем из таблицы ближайший больший пресс — СДП-20 с максимальным усилием 20 тс.
Для качественной и продолжительной работы штампов применяют следующие пропорции (примерно):
Диаметр пробиваемого отверстия должен быть не меньше, чем толщина металла, умноженная на коэффициент 1,2:
D ≥ S x 1,2
В противном случае велика вероятность разрушения штампа.
Также мы разрабатываем и изготавливаем инструмент для пробивного пресса. Инструмент изготавливается из высоколегированной стали с необходимой термообработкой. Ресурс инструмента исчисляется десятками тысяч ударов (при правильной эксплуатации).
Почему стоит покупать оборудование у нас?
- Мы работаем с большинством известных на рынке производителей оборудования. А значит можем помочь подобрать оптимальный по соотношению цена/качество станок для решения именно ваших проблем, не навязывая какого-то конкретного производителя, которому отдаем предпочтение. Нам можно доверять – довольные клиенты для нас важнее довольных поставщиков.
- Оплата после доставки. Мы понимаем, что в нынешних условиях покупка нового оборудования – сложный в финансовом плане шаг, поэтому готовы пойти навстречу своим клиентам: при заказе станка вы можете оплатить только доставку, а остальную сумму перечислите по факту доставки.
- Собственный демонстрационный зал. В нашем демо-зале вы можете увидеть наиболее популярные модели продаваемого оборудования, посмотреть их “вживую” – это поможет вам сделать правильный выбор и не ошибиться.
Звоните и мы ответим на все ваши вопросы!
Задать вопрос менеджеру
metalstan.ru
Дыропробивной пресс от производителя
Дыропробивной пресс прочно занял свою нишу в цехах и мастерских производств так или иначе связанных с обработкой металла. Трудно найти еще более популярное промышленное оборудование с таким широким спектром применения как пресса. Еще труднее отказаться от его применения, т.к. многие десятилетия эксплуатации штамповочных прессов прочно укрепилось в сознании большинства профессионалов как удобное и надежное, а зачем осваивать дорогостоящие современные технологии, если можно справиться тем, что имеется.
Все понимают, что в современном мире значительную долю занимают именно изделия созданные методом штамповки. Не маловажен ещё и тот факт, что эти надежные и недорогие станки, не только отлично справляются с возложенными на них обязанностями, но и являются до неприличия ремонтно-пригодными. Так же стоит упомянуть, что современные станки для штамповки изделий оснащены штампами, изготовленными с большой точностью, что уже достигается при помощи компьютерных технологических программ.

Сегодня наш завод предлагает несколько моделей пробивных прессов (дыропробивной станок), которые способны удовлетворить потребности практически любого производства. Модель КБ1916, например, способно пробивать отверстия до 32 мм, для более требовательного заказчика и интенсивного производства понадобится модель КБ1931 (40х25 мм), кстати, самая популярная. Самый мощный станок среди модельного ряда – это КБ1932, что позволяет справится с металлом толщиной 50 мм и максимальным диаметром 30 мм.
Информационная пропаганда пытается убедить потребителей и производителей промышленной продукции в том, что выпускавшееся ранее надёжное оборудование сегодня никому не нужно и не востребовано в экономике. Но реальная жизнь ставит все на свои места и высокий спрос на старое, «морально» устаревшее оборудование с кривошипно-шатунный механизм наглядный тому пример.
ao-dolina.com
Пробивка отверстий в металле, пресс для ручной пробивки
Пробой отверстий и перфорация материала в виде листа или труб — это довольно востребованная операция. На сегодня существует несколько вариантов ее выполнения, которые отличаются друг от друга применяемым оборудованием, от которых зависит качество и параметры точности.

- Перфорация металла
- Пробивка отверстий в металле

При изготовлении большого количества изделий, в том числе и декоративных металлических деталей. Довольно часто встречается потребность в таких операциях, как получение множества однотипных отверстий. Чаще всего их используют для крепления конструктивных элементов, но в ряде случаев их можно рассматривать как украшение.
Технолог, выбирая метод обработки детали, руководствуется требованиями нормативно — технической и конструкторской документации.
Так, при обработке листа металла толщиной от 0,5 до 4 мм оптимальным вариантом будет использование пробивки на специализированном оборудовании.
Пробивка отверстий и перфорация в чем разница
Кстати, довольно часто, пробивку листового металла именуют перфорацией. На самом деле этот процесс (пробивка отверстий) не более чем разновидность перфорации, которая включает в себя множество других способов.
Например, пробивка отверстий в профильном металле, например, трубе выполняют с помощью сверления или фрезерования. Кроме этого, для решения этой задачи применяют технический лазер, который позволяет получать отверстия в десятые доли миллиметра.
Виды оборудования
Оборудование, которое используют для получения отверстий можно разделить на «условно ручные», то есть те, которые нуждаются в постоянном присутствии оператора — станочника, и на автоматизированные, которые работают при минимальном участии человека. В качестве инструмента для пробивки отверстий в металле применяют различного вила пробойники, штампы и некоторые другие.
- Ручной пресс

- Координатно-просечные прессы

К первой группе относят оборудование, работающее от механического, гидравлического или другого вида привода. Вторые — это полностью автоматизированные станки, работающие под управлением ЧПУ, к примеру, координатно-просечные прессы или дыропробивной станок.
Ручной процесс
К ручным способам получения отверстий в металле можно отнести — сверление, пробивку. В качестве инструмента для пробивки отверстий в металле применяют сверла и соответствующее оборудование — сверлильные станки или ручные дрели. Для ручной пробивки инструмента применяют бородок и ударный инструмент (молоток, кувалда). Такой пробойник можно устанавливать на ручные прессы.
 Ручной процесс пробивки
Ручной процесс пробивкиСверление отверстий производят на сверлильных, фрезерных или токарных станках. В качестве рабочего инструмента применяют сверла. Для окончательного формования отверстия используют зенкера, цековки, развертки. С их помощью устраняют овалы, формируют фаски, повышают точность отверстия и чистоту поверхности.
Для пробивания отверстий в металле используют разные прессы — пневматические, гидравлические и пр. Усилия, развиваемые для эффективной работы штампа, состоящего из двух деталей (пуансона и матрицы), составляют от нескольких килограмм, до сотен, а то и тысяч тонн.
Пробивание отверстий на комбинированных пресс — ножницах
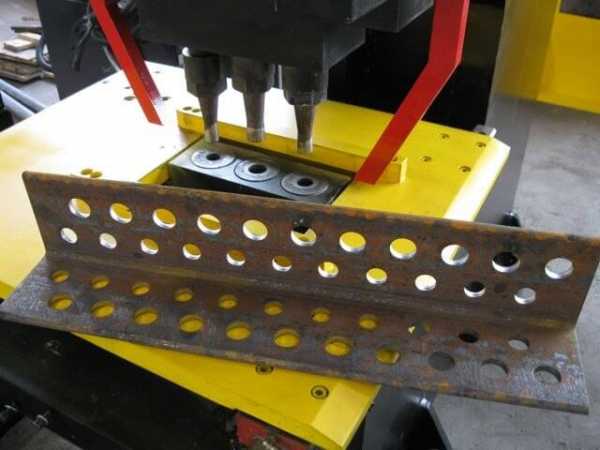
Нередко в производстве для получения отверстий применяют комбинированные пресс — ножницы.

Пробивание отверстий на комбинированных пресс — ножницах
Это устройство состоит из нескольких механизмов, которые позволяют обрабатывать металлический профиль, к примеру, уголок, резать полосы металла, осуществлять вырубку в форме прямо- или треугольников и, само собой, на этих ножницах устанавливают инструмент для пробивки отверстий в металле. Как правило, он состоит из пуансона и матрицы. Пуансон имеет диаметр пробиваемого отверстия. Матрица имеет в своем теле отверстие, соответствующее размеру пуансона. Через нее происходит удаление отходов вырубки.
Следует отметить, что вышеперечисленные способы получения отверстий не отличаются высокой производительности, особенно, в условиях крупносерийного или массового производства. Появление автоматизированного оборудования позволяет устранить эту проблему.
Пробивание отверстий на прессах
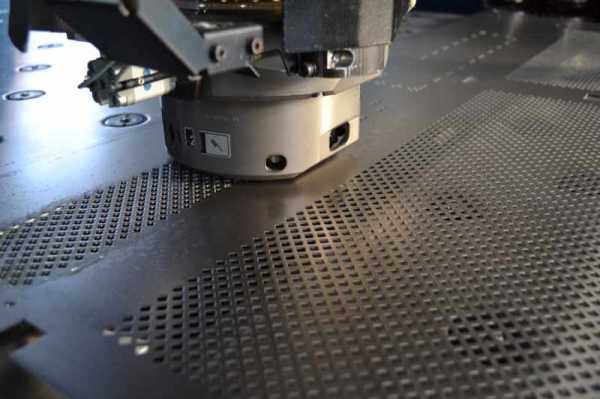
Использование оборудования, работающего под управлением системы ЧПУ привело к снижению трудоемкости производственных процессов, соответственно это положительно отражается на стоимости готового изделия.
Дело в том, что управляющая программа, которая вносится перед началом работы, содержит в себе точные данные относительно расположения отверстий на листе.
Пробивание отверстий на прессах
Например, револьверный пробивной станок оснащают барабаном, на котором установлены пуансоны (инструмент для пробивки отверстий в металле) обладающие разными размерами и формами. При работе, программа автоматически выбирает необходимый инструмент. Такое инженерное решение позволяет менять инструмент не, останавливая работу станка, и повышать скорость получения готового изделия. На оборудовании этого типа, возможно, получение до 1 500 отверстий в минуту.
Получение готового изделия состоит из нескольких операций. Первая заключается в укладке листа металла на рабочий стол. Для закрепления ее на нем применяют зажимы разного типа.
После того как установлен и закреплен оператор запускает управляющую программу. После этого начинается перемещение заготовки. По координатам, заданным в программе, в необходимой точке, происходит опускание прижимного устройства, фиксирующего лист в нужном месте. После прижима происходит удар, наносимый пробойником (пуансоном).
На инструментальном барабане может быть установлен поворотный инструмент, который существенно расширяет возможности станка и позволяет выполнять резку контуров сложных форм.
Пресс для пробивки отверстий в металле позволяют выполнять, кроме пробоя, следующие операции:
- пулевка — выдавливание, получение кромок разной направленности;
- формовка;
- неокончательная пробивка.
Координатная пробивка металла
Такой способ получения отверстий подразумевает то, что отверстия будут получены в определенном последовательности. Эта операция может быть использована при изготовлении как простых деталей, так и довольно сложных металлоконструкций. Такая обработка листового металла требует от оборудования и управляющей программы высокой точности, так как ошибки в настройке и программном коде могут привести к получению некондиционной продукции.

Координатная пробивка металла
Пробивка металла, как технологическая операция существует довольно давно, но в последние годы, благодаря появлению систем с числовым программным обеспечение, она существенно видоизменилась. Так, современное оборудование позволяет выполнять операции по пробою отверстий с точность их размещения до 0,05 мм. Координатно пробивное оборудование позволяет обрабатывать стали разных марок толщиной от 0,5 до 8 — 10 мм.
Координатная пробивка металлического листа используется при производстве деталей корпусов, крепежных комплектов и пр. Для получения набора отверстий применяют серию ударов пуансона по листу. Порядок пробоя заносится в управляющую компьютерную программу. Кстати, использование компьютерных программ и соответствующего инструмента для пробивки отверстий в металле гарантирует качество готовых изделий.
Применение координатно — пробойных прессов для пробивки отверстий в металле обеспечивает многократное повышение скорости производства и поэтому его применяют для крупносерийного и массового производства деталей из металлического листа.
Недостатки технологии
Надо помнить о том, что качество получаемой продукции напрямую зависит от нескольких факторов, среди них которых — качество инструмента, настройки оборудования, добротности программного обеспечения, применяемого для создания управляющей программы.

Координатная пробивка и ее недостатки
Но надо отметить, что в принципе, вне зависимости от способа получения группы отверстий, дефекты при ручной пробивке и автоматизированной одинаковы.
Смещение отверстий
Чаще всего при изготовлении группы отверстий можно встретить такой дефект, как смещение отверстий относительно друг друга или сторон листа. Этот дефект, может проявиться из-за ошибок в программе, неправильных настроек станка и пр.
Заусенцы
Этот дефект появляется вследствие того, что неправильно подобраны размеры пуансона и матрицы. Кроме того, заусенцы появляются в результате некачественной заточки инструмента.

Пуансоны и матрицы
Борозды
Нередки случаи появления бород на поверхности отверстия вдоль его оси. Они вызваны наличием дефектов поверхности пуансона.

Борозды при пробивке металла
Трещины
Образование трещин на кромках пробиваемых отверстий вызвано тем, что их диаметр близок по размеру к толщине листа.
Расчет необходимого усилия пробивки
Процесс вырубки металла характеризуется тем, что в ходе этого процесса появляется довольно сложная схема нагрузки, которая концентрируется в районе места взаимодействия пуансона, прорубаемого материала и матрицы.
Пуансон изготавливают таким образом, что он входит в материал не всем своим торцем, а только внешней кольцевой частью. Ответное воздействие возникает со стороны матрицы. Причем давление, возникающее в зоне взаимодействия этих трех компонентов, распределяется неравномерно.
Другими словами, в процессе вырубки возникает пара сил, которые формируют круговой изгибающий момент. Под его воздействием лист изгибается. В результате этого изгиба зарождается давление, которое оказывает воздействие на пуансон, и на кромку матрицы. Кроме этого, необходимо учитывать и то, что под действием сил трения появляются касательные усилия.
Как видно из выше сказанного, при пробивке возникает неоднородное силовое поле. Поэтому, при проведении расчетов применяют условную величину — сопротивление срезу.
В результате, проведенных исследований, сопротивление зависит не столько от свойств металла, но и от уровня наклепа, толщины вырубки, зазоров в паре пуансон/матрица и скорости процесса вырубки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru