Трапециевидная резьба: виды, сферы применения
СОДЕРЖАНИЕ
- Особенности трапецеидальной резьбы
- Преимущества и недостатки трапецеидальной резьбы
- Виды трапецеидальной резьбы
- Левая
- Правая
- Однозаходная
- Многозаходная
- Размеры трапецеидальной резьбы
- Техника безопасности при нарезании трапецеидальной резьбы
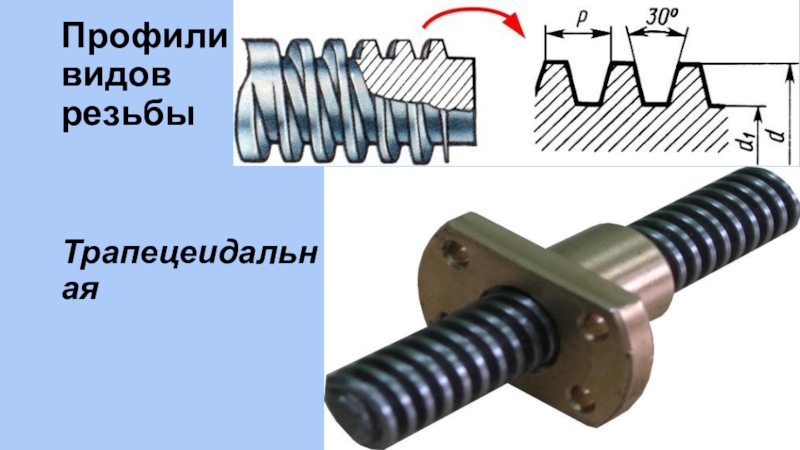
Трапецеидальная резьба используется в тех случаях, когда необходимо преобразовать вращательное движение в поступательное. На профиле такая резьба имеет вид трапеции, отсюда и название. Важной особенностью является самоторможение, благодаря которому не происходит деформация даже при больших нагрузках.
Винты с трапецеидальной резьбой могут быть грузовые, применяемые в узлах с большими осевыми силами, ходовые – в механизмах подачи, установочные – для точных перемещений и регулировок. Гарантированный зазор обеспечивает низкое трение, позволяет разместить достаточное количество смазки и компенсировать тепловые расширения.
Особенности трапецеидальной резьбы
У такой нарезки угол между боковыми сторонами профиля в плоскости оси резьбы составляет 15–40°, профиль имеет форму трапеции, угол подъема равен 30°. Такая резьба является более износоустойчивой по сравнению с трубной. На ее показатели по трению оказывают влияние угловой коэффициент профиля, характеристики смазочного материала.
Наилучшие характеристики у резьб, имеющих средний шаг. Их использование гарантирует хорошую точность осевых перемещений и износостойкость детали, подвергающейся обработке. Усредненный шаг измеряют посредством штангенциркуля. При проведении расчетов нужно узнать число шагов резьбы, определить протяженность стержня, а затем разделить эти значения друг на друга. Частное и будет показателем средней величины шага. Измерения осуществляются в миллиметрах.
На чертежах трапецеидальная резьба обозначается с помощью следующей маркировки:
- латинские буквы Tr;
- значения диаметра и шага в миллиметрах;
- латинские символы LH, что значит «левая однозаходная».


Приведем пример расшифровки обозначения: Tr20x4LH–резьба трапецеидальная однозаходная левая, диаметром 20 мм, с величиной шага 4 мм. Базовые размерные параметры приведены в ГОСТ 9484-81.
Трапецеидальную резьбу в силу ее особенностей используют в узконаправленных производственных процессах и в малом количестве.
Читайте также: «Технология сварки сталей»
При применении этого вида резьбы не нужна дополнительная фиксация, потому что имеются хорошие тормозящие свойства и значительная сила трения. В силу этих качеств трапецеидальная резьба широко применяется, например, в лифтовых устройствах. Она играет роль привода для винтового пресса, а также ходового винта. Эта резьба служит:
- для подачи движений при работе на токарных станках;
- передвижения изделий на конвейерах в процессе сборки;
- контроля движения подъемников;
- перемещения конструкций пресса по вертикали.
Резьбы метрические трапецеидальные применяются во многих отраслях: машиностроении (производство станков и механизмов регулировки), паровозостроении (производство тормозящих устройств для локомотивов, работающих в шахтах, на электрическом приводе), автомобилестроении (подготовка деталей для моторных редукторов) и т. д.
д.
Преимущества и недостатки трапецеидальной резьбы
Этот вид резьбы имеет немало достоинств:
- Возможность обнаружения радиальных зазоров, если размещать резьбу посередине диаметра.
- Отсутствие ограничений по количеству циклов сборки и демонтажа сложных систем и устройств.
- Наличие преобразовательной функции, то есть замена с помощью винта и гайки вращательного движения изделия на поступательное. Данное свойство влияет на рабочие функции и стойкость позиции инструментов. Этой функции не наблюдается, например, у дюймовой резьбы.
- Силу сжатия можно изменять самостоятельно, а значит, сборка-разборка изделий проходит легко.
- Процедура вытачивания деталей в разных вариациях упрощена. Качество их зависит от того, из какого металла сделана первоначальная заготовка.
Читайте также: «Сварка медных проводов: разбираемся в технологии»
Помимо преимуществ, у трапецеидальной резьбы имеются и недостатки:
- Появление большого напряжения на впадинах резьбы из-за повышенного трения.
- Ограничения при работе с механизмами, характеризующимися большой вибрацией, из-за риска самостоятельного выкручивания винтов.
- Немаленькая цена, причем резьба трапецеидальная многозаходная обойдется дороже, чем однозаходная. Также на стоимость влияют технологическая база, используемые материалы, временны?е и энергетические затраты.
Виды трапецеидальной резьбы
Существует несколько разных видов трапецеидальной резьбы:
Левая
Нарезается с помощью плоского контура, вращающегося против часовой стрелки (направление от наблюдателя). Способ соединения узлов механизмов с помощью левой резьбы изобретен давно и применяется в машиностроении при фиксировании заготовок на валу токарного станка. Такая конструкция сводит к нулю риск отвинчивания детали во время работы станка.
Это вид резьбы нашел широкое применение при закреплении различных деталей, например: колес внедорожников и грузовиков; лопастей вентиляторов; элементов радиаторов у обогревателей; элементов круговых пил; частей велосипеда и т. д. Используется она и как составная часть механизма, защищающего от опасности при работе.
д. Используется она и как составная часть механизма, защищающего от опасности при работе.
Благодаря левой нарезке можно контролировать ход инструмента. Это вид резьбы помогает автопроизводителям брендировать свои детали. Также левая резьба имеется на редукторах пропановых баллонов. Маркировка такой резьбы–латинская буква L.
Правая
Также формируется плоским контуром, но при вращении по часовой стрелке (двигается вдоль оси по отношению к наблюдателю). Основное назначение этого вида нарезки–закрепление деталей посредством винтов, гаек, а также болтов и шпилек. Широко используется она и в промышленности при вворачивании саморезов и шурупов.
Читайте также: «Дуговая сварка в защитном газе: суть процесса»
Понять, что резьба именно правосторонняя, можно, положив крепежный инструмент на ровную поверхность фаской вверх. Необходимо, чтобы резьбовые витки шли по направлению к наблюдателю. Данный вид резьбы нетрудно подделать, поэтому автопроизводители его не используют. Правой нарезкой снабжены редукторы кислородных баллонов, благодаря чему уменьшается риск возникновения чрезвычайных ситуаций. Маркируется правая резьба латинской буквой R.
Правой нарезкой снабжены редукторы кислородных баллонов, благодаря чему уменьшается риск возникновения чрезвычайных ситуаций. Маркируется правая резьба латинской буквой R.
Однозаходная
Нарезается благодаря движению одного профиля. Чтобы ее распознать, нужно смотреть на торец гайки или винта: будет видно лишь один кончик витка. У данного типа нарезки шаг равняется длине хода–промежутку между находящимися по соседству витками. Станок настраивается во взаимозависимости со значением шага. Одноходовой способ характеризуется низкой прочностью обработанных заготовок в силу небольшой длины внутреннего диаметра. Данный недостаток не дает возможности прилагать к изделиям с такой резьбой большие усилия. Маркировка однозаходной резьбы–латинская буква H.
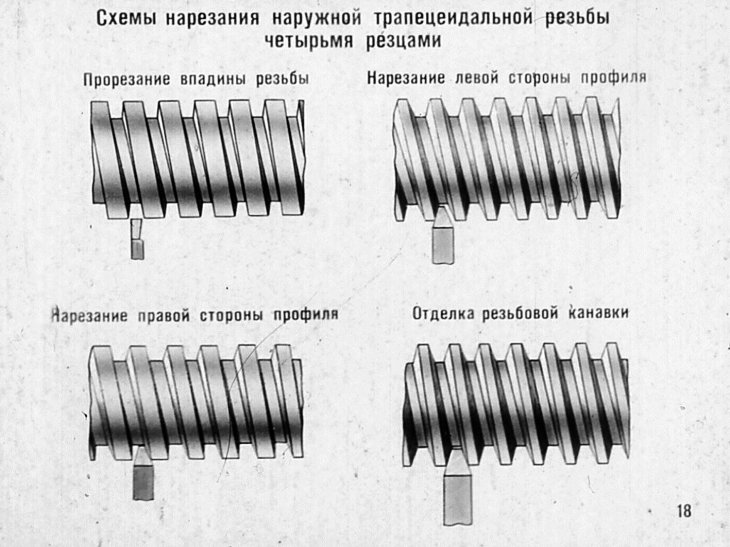
Многозаходная
Такая резьба представляет собой несколько выступов витков. Самая популярная – двухзаходная трапецеидальная резьба с двумя выступами нарезки и симметричными заходами. Здесь значение хода определяется умножением шага на количество заходов.
Этот тип резьбы используется в стягивающих механизмах. Благодаря ей создаются очень прочные соединения. При работе с моторными редукторами за счет нее возможно изменение передаточного числа. При малом числе оборотов в стержнях с винтами создается заметное смещение фиксирующих конструкций. Помечается многозаходная резьба латинской литерой S.
Читайте также: «Размеры дюймовой резьбы»
Технические и размерные показатели различных трапецеидальных резьб даны в стандартах ГОСТ 24739-81 и ГОСТ 25347-2013. Здесь же отмечены стандартные параметры профилей и значения предельных допусков, необходимых для обработки готовых деталей.
Размеры трапецеидальной резьбы
Ниже приведены основные размерные параметры рассматриваемой нами резьбы:
- диаметр (условный проход)–от 1,5 до 48 мм;
- средний угол профиля–30°;
- расстояние между расположенными рядом друг с другом элементами профиля–от 0,75 до 24 мм;
- величина зазора–не более 0,5 мм.

Типовые данные по резьбе трапецеидальной однозаходной приводятся в таблице ГОСТ 24737-81.
В этом ГОСТе можно найти величины диаметров для внутренней трапецеидальной резьбы и наружной трапецеидальной резьбы:
|
Условный проход |
Промежуток между расположенными рядом точками профиля |
Длина удвоенного радиуса |
|
|
При внешней нарезке |
При внутренней нарезке |
||
|
6–7 |
1.02–1.04 |
6.03–8.02 |
8.03–8.03 |
|
8–10 |
1.05–1.09 |
7.03–9.05 |
9.03–9.05 |
|
11–13 |
2. |
|
10.05–10.07 |
|
13–15 |
3.05–3.09 |
9.03–12.05 |
12.05–12.03 |
|
16–19 |
4.05–4.09 |
11.03–14.02 |
14.03–14.05 |
|
20–21 |
5.05–5.09 |
13.03–16.03 |
16.05–16.07 |
|
22–23 |
6.05–6.09 |
16.03–18.02 |
18.03–18.03 |
|
24–25 |
7.05–7.09 |
17.03–20.05 |
20.05–20.07 |
| 26–29 |
8. |
19.03–22.03 |
22.03–22.05 |
 05–2.09
05–2.09 05–8.09
05–8.09Параметры для резьбы трапецеидальной многозаходной показаны в таблице ГОСТ 24739-81:
|
Условный проход |
Промежуток между расположенными рядом точками профиля |
Число выступов винтовой нарезки |
||||
|
2 |
3 |
4 |
6 |
8 |
||
|
Расстояние по линии, идущей параллельно основной оси |
||||||
|
10–12 |
0.5–1.07 |
3.03–5.02 |
4.05–5.02 |
6.03–8.05 |
9–11 |
12–14 |
|
2. |
4.03–6.05 |
6.05–8.05 |
8.03–10.05 |
12.05–14 |
16.05–18.05 |
|
|
12–14 |
2.03–2.05 |
4.03–6.02 |
6.05–8.02 |
8.03–10.05 |
12.05–14.05 |
16.05–18.05 |
|
16–19 |
2.03–2.05 |
4.03–6.05 |
6.05–8.02 |
8.03–10.05 |
12.05–14.05 |
16.05–18.05 |
|
20–22 |
2–2.5 |
4.03–6.02 |
6. |
8.03–10.05 |
12.05–14.05 |
16.05–18.05 |
|
24–32 |
2–2.5 |
4.03– 6.05 |
6.05–8.02 |
8.03–10.05 |
12.05–14.05 |
16.05–18.05 |
|
3–3.5 |
6.03–8.02 |
9.05–11.05 |
12.03–14.05 |
18.05–20.05 |
24.05–26.05 |
|
 03–2.05
03–2.05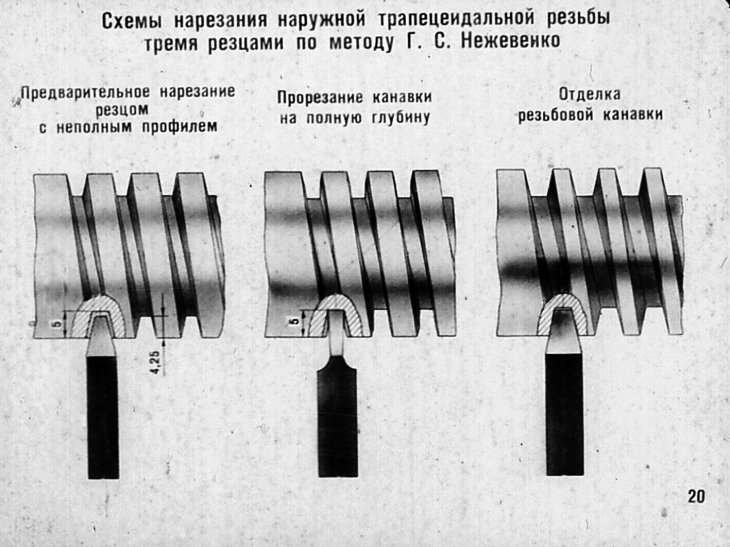 05–8.05
05–8.05Эти документы регламентируют стандарты на маркировку российских изделий.
Техника безопасности при нарезании трапецеидальной резьбы
В процессе изготовления резьбы необходимо следовать правилам техники безопасности при работе с токарными станками и механизмами нарезания:
- Работать с инструментами может только квалифицированный специалист, прошедший необходимый инструктаж.
- Мастер должен надевать униформу, которая состоит из производственного халата, прозрачных защитных очков, плотных перчаток, закрытой обуви, головного убора. На специальной одежде не должно быть грязи и прорех. Перед началом работы необходимо проверить, плотно ли костюм прилегает к телу и полностью ли он застегнут.
- Важно, прежде чем начать работу, проконтролировать функциональность токарного оборудования. Делают это на холостом ходу, чтобы была возможность проверить работоспособность всех базовых комплектующих. На станке должны иметься механизмы, отводящие производственный мусор; щитки, отражающие эмульсию; охлаждающие шланги и трубки.
- На рабочем месте не должно находиться никаких посторонних вещей.
- Не должно быть инородных предметов и стружки на патроне токарного станка.
- Производственный мусор нужно своевременно убирать с помощью особых стружкоотводов.
- В процессе обработки надо проверить, насколько прочно закреплены заготовка и режущие инструменты.
- Запрещается проводить замеры заготовки во время ее вращения. Лимит массы для детали – 16 кг.
- Если нужно нарезать резьбу на изделии из вязкого металла, то применяют особые заточенные инструменты.
- В процессе работы станков запрещено облокачиваться на них, поддерживать руками деталь, удалять стружку воздушной струей, заниматься смазкой деталей.
- Важно, чтобы смазочно-охлаждающие жидкости вовремя отводились из станка.
- Если детали обрабатываются на больших скоростях, то необходимо использовать люнеты.
- При работе станка нельзя отходить от него.

Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Если в рабочем помещении случился пожар, то необходимо выключить все станки, отойти на безопасную дистанцию и сообщить о случившемся в соответствующие службы. Помните, что соблюдение правил техники безопасности снижает риск возникновения опасных ситуаций.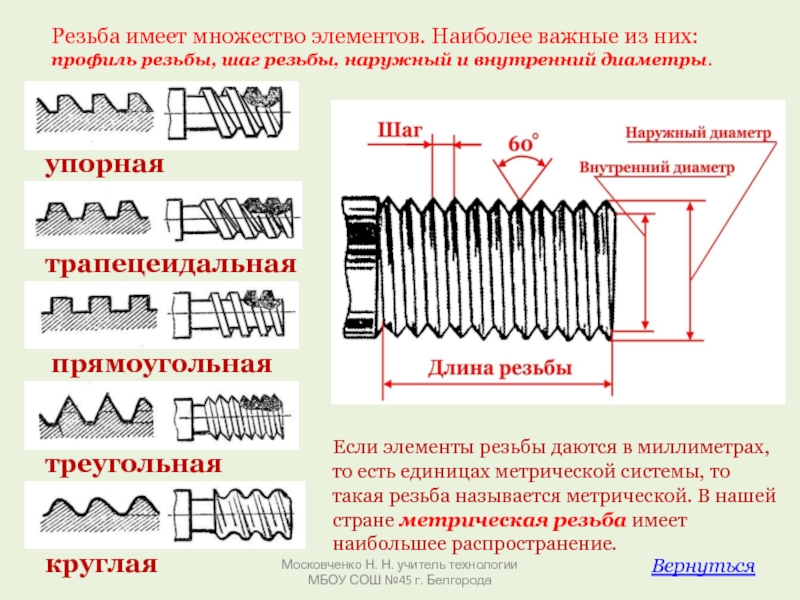
Читайте также: «Нарезание наружной резьбы»
Благодаря использованию трапецеидальной резьбы рабочие механизмы разных устройств способны легко и быстро скользить по направляющим, поскольку сила сопротивления мала. К тому же детали очень хорошо закреплены и точно позиционируются. Вот почему трапецеидальная нарезка популярна при изготовлении сложных аппаратов, в том числе роботов.
Трапециевидная резьба
Оцените, пожалуйста, статью
12345
Всего оценок: 4, Средняя: 4
Трапецеидальная резьба. Применение трапецеидальной резьбы :: SYL.ru
Трапецеидальная резьба широко применяется для изготовления разных винтов, которые служат для различного производственного оборудования. Например, для станков, подъемных устройств, прессов. Такая резьба имеет вид равнобедренной трапеции, при этом угол профиля может иметь различные значения: 15, 24, 30, 40°. В процессе работы винта, на котором нарезана трапецеидальная резьба, появляются силы трения, вызванные естественным путем.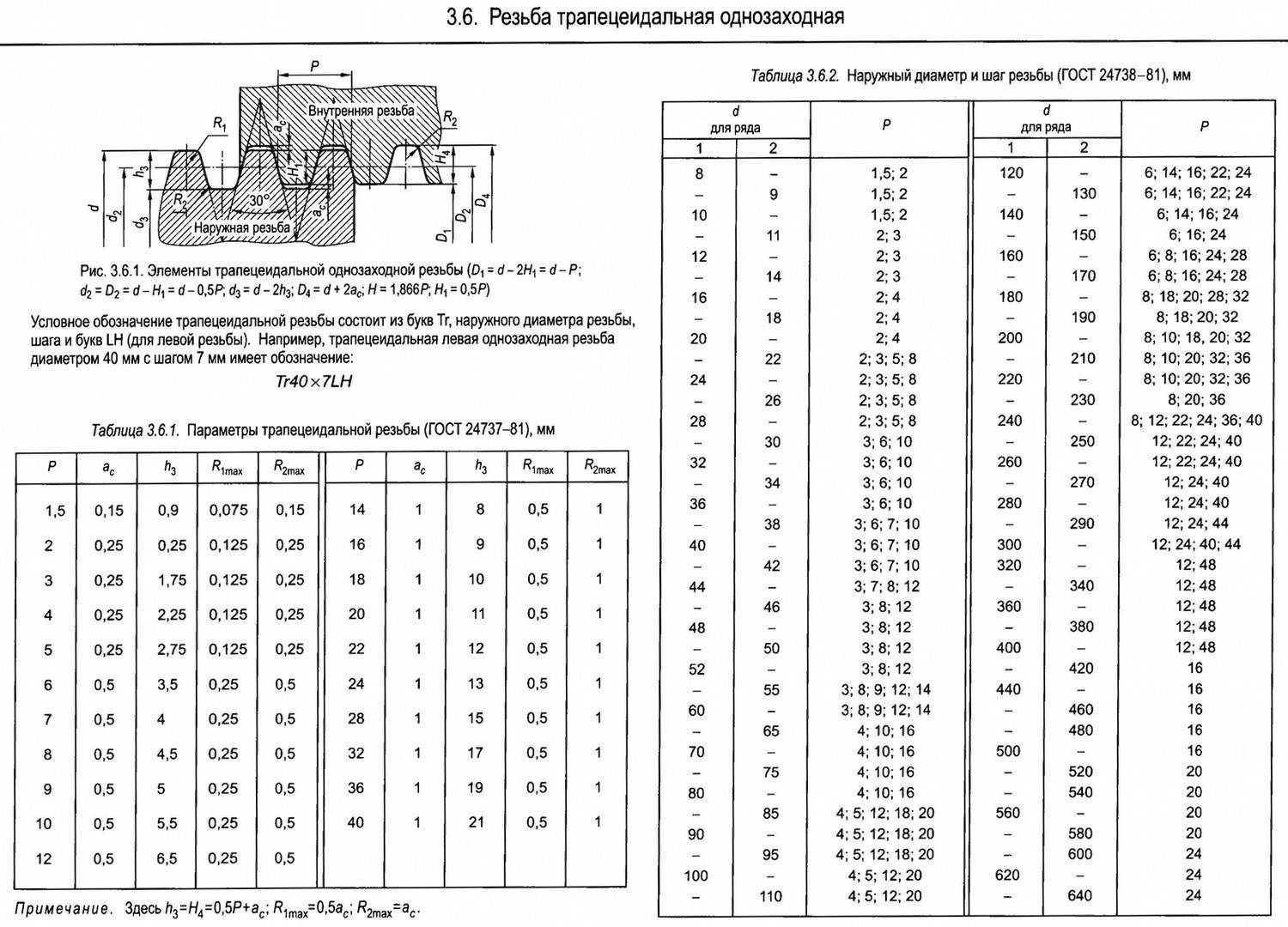 То есть за счет наличия смазочного материала, шероховатости поверхности, а также угла профиля.
То есть за счет наличия смазочного материала, шероховатости поверхности, а также угла профиля.
Виды резьбы
На сегодняшний день существуют такие типы:
- Метрическая. Она служит для закрепления нескольких элементов. Условия нарезки установлены в нормативной документации. Профиль представляет собой треугольник с равносторонними углами. Этот показатель равен 60°. Винты с метрической резьбой выполняются с малыми и большими шагами. Первый вид применяется для закрепления тонколистовых элементов для создания повышенной герметичности. Такой вид присоединения можно встретить в точных оптических приборах.
- Коническая. Она изготовляется также, как предыдущий вид, но закручивание производится на глубину 0,8 мм.
- Дюймовая. На сегодняшний день нет нормативного документа, в котором указывались бы размеры резьбы. Дюймовая резьба применяется при ремонте различного оборудования. Как правило, это старые приборы и устройства. Основными ее показателями являются наружный диметр и шаг.
- Трубная цилиндрическая. Данный вид представляет собой равнобедренный треугольник, верхний угол которого равен 55°. Такая внутренняя резьба применяется для соединения трубопроводов, а также деталей, выполненных из тонколистового материала. Она рекомендуется в том случае, когда предъявляются особые требования к герметичности соединения.
- Трубная коническая. Внутренняя резьба должна соответствовать всем требованиям нормативных документов. Размеры полностью стандартизованы. Ее применяют для присоединения различных видов трубопроводов.
- Упорная. Такой вид представляет собой неравнобокую трапецию, где одна из сторон наклонена на 3°, а другая – на 30°. Первая сторона является рабочей. Форма профиля, а также диаметр шагов определяются нормативными документами. В соответствии с ними резьба выполняется диаметром от 10 до 600 мм, при этом максимальное значение шага равно 24 мм. Они используются там, где требуются повышенные удерживающие усилия.
- Круглая. Профиль резьбы представляет собой различные дуги, связанные между собой прямыми линиями. Угол профиля равен 30°. Данный вид резьбы применяют для тех соединений, на которые воздействуют агрессивные среды.
- Прямоугольная. Она не закреплена никакими нормативными документами. Ее главным преимуществом является высокий КПД. По сравнению с трапецеидальным видом она мене прочна, а также вызывает множество непонятных моментов при ее производстве. Основное место применения – домкраты и различные виды винтов.
- Трапецеидальная. Имеет форму равнобокой трапеции с углом профиля 30°. Трапецеидальная резьба, размеры которой закреплены в документации, применяется для соединения различных элементов производственного оборудования.

 Угол профиля равен 30°. Данный вид резьбы применяют для тех соединений, на которые воздействуют агрессивные среды.
Угол профиля равен 30°. Данный вид резьбы применяют для тех соединений, на которые воздействуют агрессивные среды.Условия изготовления
По сравнению с другими видами трапецеидальная резьба намного легче в изготовлении.
Именно поэтому ее чаще применяют в различных сферах. Самым популярным является винт с трапецеидальной резьбой, имеющий угол профиля в 30°. Технология производства очень схожа с той, которая применяется для нарезания прямоугольной резьбы.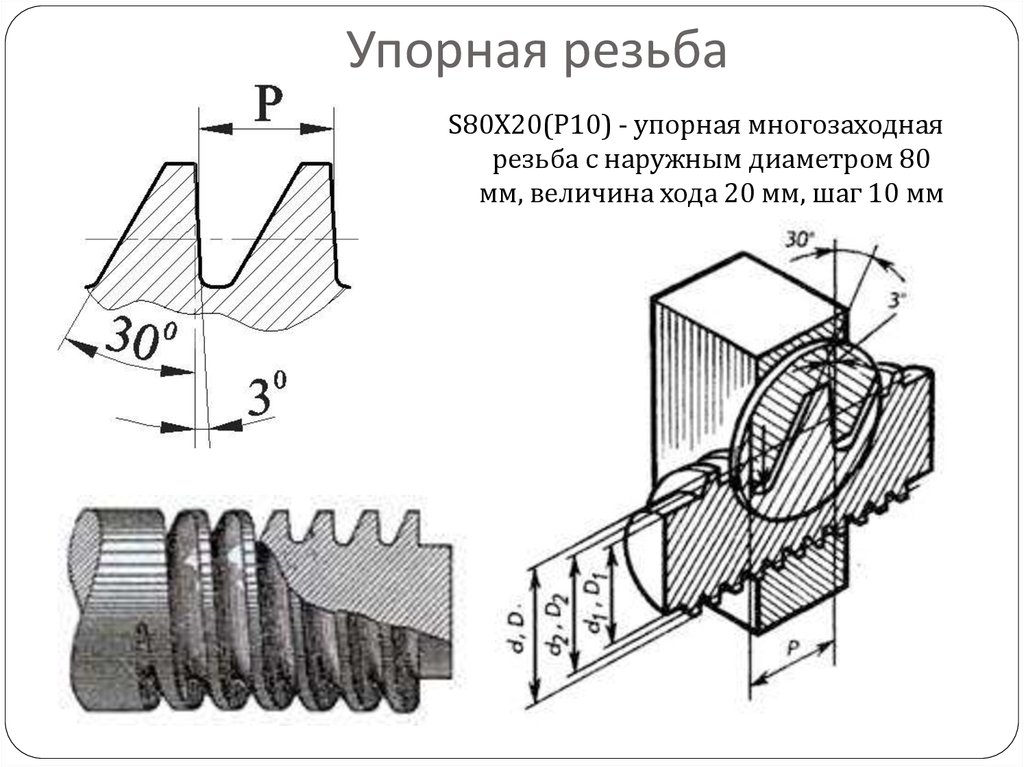 Но все же есть существенные отличия, касающиеся точности и чистоты изготовления. Нарезание трапецеидальной резьбы ничем не отличается от той же процедуры с прямоугольным видом. На данный момент существует несколько таких способов.
Но все же есть существенные отличия, касающиеся точности и чистоты изготовления. Нарезание трапецеидальной резьбы ничем не отличается от той же процедуры с прямоугольным видом. На данный момент существует несколько таких способов.
Изготовление винта с одним резцом
Резьба трапецеидальная однозаходная изготавливается таким образом:
- подготавливается заготовка и наводятся каналы для заточки;
- выполняется заточка резца по специальному подготовленному шаблону;
- производятся установка и закрепление заточенного элемента. Он должен располагаться так, чтобы центры совпадали и были параллельные оси нарезки;
- включается оборудование и подается заготовка на нарезку резьбы;
- готовая деталь проверяется в соответствии с готовым шаблоном.
Нарезание с тремя резцами
Данный способ заключается в следующем:
- подготавливается заготовка;
- выполняется заточка трех резцов – прямых, узких и профильных;
- производится установка и закрепление подготовленных элементов. Они могут располагаться как перпендикулярно, так и параллельно оси резьбы. Все зависит от угла наклона.
 Они могут располагаться как перпендикулярно, так и параллельно оси резьбы. Все зависит от угла наклона.
Они могут располагаться как перпендикулярно, так и параллельно оси резьбы. Все зависит от угла наклона.Распространенный производственный метод
Именно на производстве нарезание трапецеидальной резьбы проходит таким образом:
- проверяется и настраивается рабочее оборудование;
- благодаря прорезному резцу делаются небольшие углубления на винте;
- при помощи узкого прорезного элемента производится нарезка винта до определенного диаметра;
- при помощи профильного прорезного элемента производится окончательное изготовление трапецеидальной резьбы;
- готовая деталь проверяется в соответствии с готовыми шаблонами.
Трапецеидальная резьба: размеры
Как говорилось ранее, данный вид резьбы имеет форму трапеции, в которой угол между сторонами может иметь различные значения. Все основные размеры устанавливаются в соответствии с ГОСТ.
Для однозаходного вида трапецеидальная резьба (размеры – ГОСТ 9481-81) имеет размеры и шаги различных диаметров – от 10 до 640 мм.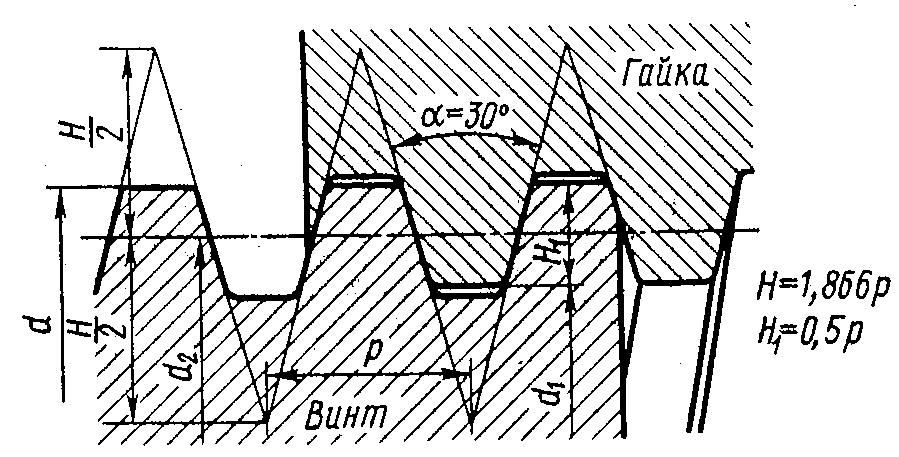 Кроме того, она может быть многозаходной, а также закрученной в левую или правую сторону. Эти показатели нормируются ГОСТ 24738-81.
Кроме того, она может быть многозаходной, а также закрученной в левую или правую сторону. Эти показатели нормируются ГОСТ 24738-81.
Где используется
Для функционирования любого элемента, например машины или механизма, необходимо выполнение обязательного условия: вращательные движения должны преобразовываться в поступательные.
Данный принцип используется для изготовления различных станков, устройств, систем регулирования, применяемых в промышленной сфере.
Преимущества резьбы
Эффективность работы по превращению вращательных движений в поступательные осуществляется с помощью гайки и винта. Несмотря на то, что эти детали выглядят простыми, они требуют внимательности при их изготовлении. Именно от этих частей зависит производительность и надежность не только составных элементов, но и всего рабочего оборудования.
Трапецеидальная резьба зарекомендовала себя только с положительной стороны. Именно поэтому ее применяют в различных устройствах.
Особенности многозаходной резьбы
Чтобы наделить винт прочностными характеристиками и увеличить его ход используют многозаходную трапецеидальную резьбу. В данном случае все параметры, такие как высота резьбы, ее диаметр – абсолютно одинаковые, с однозаходовым видом. Единственным отличием является количество ходов на один шаг. Например, трехзаходовые виды резьб имеют ход втрое больше их шага. Все это можно наблюдать на рисунках.
Приведем пример, чтобы данный вид стал понятным каждому человеку. Все используют обычные крышки для консервирования овощей и фруктов. Для их открытия необходимо приложить минимум усилий. При использовании цилиндров больших диаметров попасть в пазы одноходовой резьбы гораздо сложнее. Именно поэтому используют многоходовые.
Такой вид резьбы можно определить визуально, достаточно посмотреть на рисунок.
Видно, сколько именно витков идут от начала винта. Многоходовые резьбы изготовляются по сложным технологиям, а соответственно и дороже стоят.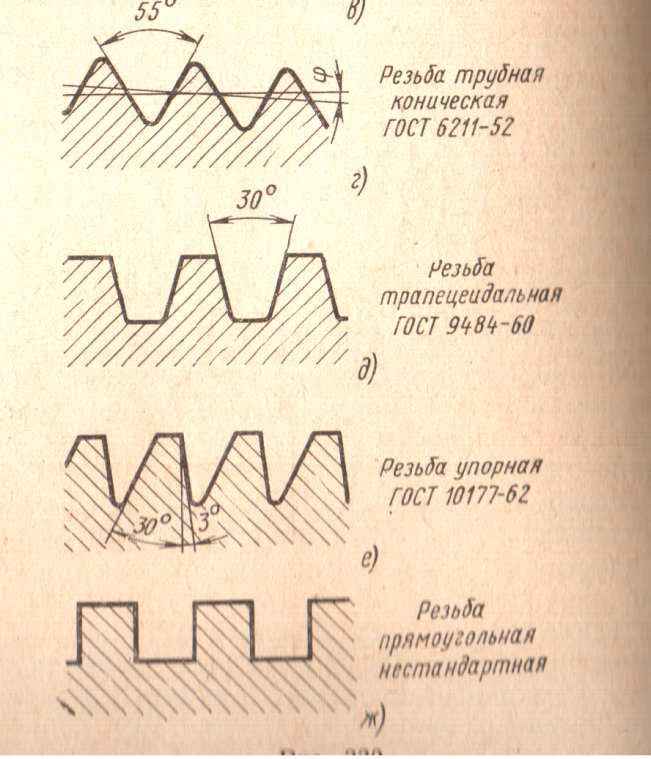
Другие достоинства
Трапецеидальные соединения обладают множеством положительных качеств. Именно поэтому их применяют в различных производственных отраслях. Наиболее распространенной сферой является машиностроение. Итак, к их достоинствам можно отнести следующие:
- возможность собирать и разбирать различные устройства неограниченное количество раз;
- удобный процесс разбора и сборки;
- надежность резьбового соединения;
- легкий процесс изготовления;
- самостоятельное регулирование силы сжатия;
- изготовление деталей в различных исполнениях.
Недостатки соединений
Отрицательных сторон у данного вида соединений не так уж и много. Одна из них – это возникновение большого напряжения во впадинах. Кроме того, их нельзя применять в устройствах и механизмах, которые обладают высокой вибрацией, так как винты могут самостоятельно выкручиваться, что не является хорошим знаком.
Поэтому необходимо следить за этим, и в случае возникновения такой ситуации – исправить положение винтов.
Такое качество, как стоимость, можно отнести как к положительным, так и к отрицательным сторонам.
Одноходовые резьбы стоят значительно ниже, чем многоходовые. Здесь каждый выбирает в соответствии с личными предпочтениями. Многие конструкторские организации используют именно многоходовые резьбы, так как они отличаются надежностью и прочностью.
Итак, мы выяснили, что собой представляет такой вид соединения, как трапецеидальная резьба, размеры ее, преимущества и недостатки.
В чем разница между трапециевидной и трапециевидной резьбой?
Краткое руководство по унифицированным потокам
11 апреля 2023 г.
Во время Второй мировой войны проблемы с отсутствием взаимозаменяемости деталей преследовали Америку, Канаду и Великобританию. После войны транспорт и торговля стали более динамичными, производство вышло на глобальный уровень, а передача знаний и передового опыта увеличилась. В результате три вышеупомянутые страны договорились об унификации стандартов на дюймовую резьбу, а в 1949 был принят унифицированный стандарт резьбы (UTS), который теперь обычно называют серией резьбы UN. Резьба UN состоит из симметричной V-образной резьбы. Они имеют тот же профиль 60 °, что и метрическая резьба ISO, но характерные размеры каждой резьбы UN – внешний диаметр и шаг – указаны в дюймовых долях, а не в круглых миллиметрах. Стандартное обозначение ООН начинается с числа, обозначающего наибольший диаметр резьбы, за которым следует число, обозначающее шаг резьбы, измеряемый в витках на дюйм (TPI). Последующая пара чисел указывает на шероховатость резьбы: унифицированная грубая резьба (UNC), унифицированная мелкая резьба (UNF), унифицированная сверхмелкая резьба (UNEF) или унифицированная постоянная резьба (UN). Rolled Threads Unlimited производит унифицированные резьбовые стержни и крепежные детали во всех этих случаях. В Rolled Threads Unlimited наши возможности прокатки в форме унифицированной резьбы состоят из: Шага резьбы от 4 до 100 нитей на дюйм Длина прокатного или нестандартного прутка до 40 футов Применение с подачей и сквозной подачей от более чем 1300 наборы штампов ASME B1.
Резьба UN состоит из симметричной V-образной резьбы. Они имеют тот же профиль 60 °, что и метрическая резьба ISO, но характерные размеры каждой резьбы UN – внешний диаметр и шаг – указаны в дюймовых долях, а не в круглых миллиметрах. Стандартное обозначение ООН начинается с числа, обозначающего наибольший диаметр резьбы, за которым следует число, обозначающее шаг резьбы, измеряемый в витках на дюйм (TPI). Последующая пара чисел указывает на шероховатость резьбы: унифицированная грубая резьба (UNC), унифицированная мелкая резьба (UNF), унифицированная сверхмелкая резьба (UNEF) или унифицированная постоянная резьба (UN). Rolled Threads Unlimited производит унифицированные резьбовые стержни и крепежные детали во всех этих случаях. В Rolled Threads Unlimited наши возможности прокатки в форме унифицированной резьбы состоят из: Шага резьбы от 4 до 100 нитей на дюйм Длина прокатного или нестандартного прутка до 40 футов Применение с подачей и сквозной подачей от более чем 1300 наборы штампов ASME B1. 1 и SAE AS8879технические характеристики Унифицированная форма резьбы также наблюдается в резьбах UNJ; однако этот профиль имеет больший радиус впадины, что увеличивает меньшие диаметры резьбы. В результате нити UNJ прочнее и помогают снизить концентрацию напряжений. Если вы хотите обсудить унифицированные потоки или любую другую форму потока, предлагаемую Rolled Threads Unlimited, свяжитесь с нами сегодня.
1 и SAE AS8879технические характеристики Унифицированная форма резьбы также наблюдается в резьбах UNJ; однако этот профиль имеет больший радиус впадины, что увеличивает меньшие диаметры резьбы. В результате нити UNJ прочнее и помогают снизить концентрацию напряжений. Если вы хотите обсудить унифицированные потоки или любую другую форму потока, предлагаемую Rolled Threads Unlimited, свяжитесь с нами сегодня.
Подсветка машины: мойка деталей
21 марта 2023 г.
Rolled Threads Unlimited продолжает инвестировать в новейшие технологии для резьбонакатного бизнеса, о чем свидетельствует наша недавняя покупка высокопроизводительной вакуумной мойки деталей: iFB KP.HMA 100 . Мойка деталей предназначена для удаления любых форм мусора, машинного масла или загрязняющих веществ с деталей при подготовке их к операциям конечного использования. Новые детали часто покрывают различными остатками, оставшимися от производственного процесса. Химикаты, смазочно-охлаждающие жидкости и смазочные материалы могут быть разрушительными веществами.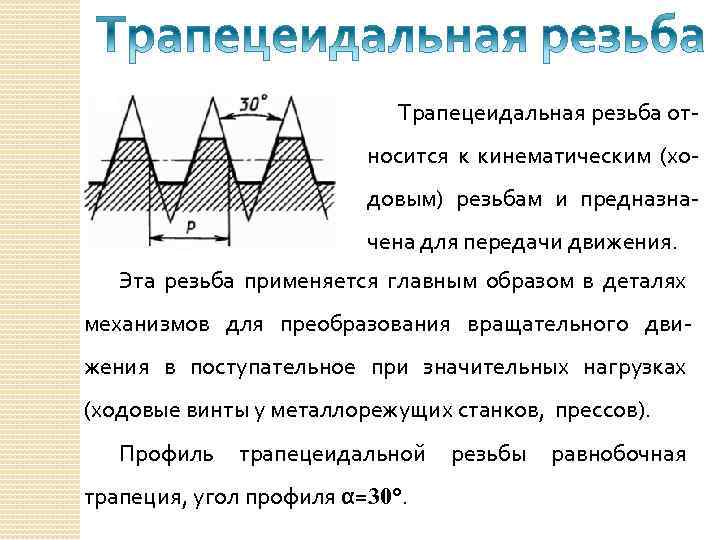 Rolled Threads рада предложить очистку деталей в качестве дополнительной опции по запросу клиента. Новая машина для мойки деталей в компании Rolled Threads Unlimited в настоящее время находится в рабочем состоянии, отвечая нашим требованиям высокой производительности по промывке до 220 фунтов деталей за цикл, что составляет около 800 фунтов в час. Машина автономна, использует растворитель для очистки деталей в вакуумной камере с помощью колеблющихся корзин. После того, как растворитель слит, другой созданный вакуум вытягивает остаток, поэтому не остается воздушных карманов или жидкостей, удерживающих твердые частицы. Процесс может выполняться несколько раз, в зависимости от области применения и желаемого уровня чистоты, и, наконец, детали подвергаются тепловой сушке. В отдельный бак системы можно добавить тонкий слой почти невидимого антикоррозионного раствора, если это необходимо. Использованный чистящий растворитель перерабатывается и повторно используется в машине без необходимости его замены, что делает мойку деталей высокоэффективной и экологически чистой.
Rolled Threads рада предложить очистку деталей в качестве дополнительной опции по запросу клиента. Новая машина для мойки деталей в компании Rolled Threads Unlimited в настоящее время находится в рабочем состоянии, отвечая нашим требованиям высокой производительности по промывке до 220 фунтов деталей за цикл, что составляет около 800 фунтов в час. Машина автономна, использует растворитель для очистки деталей в вакуумной камере с помощью колеблющихся корзин. После того, как растворитель слит, другой созданный вакуум вытягивает остаток, поэтому не остается воздушных карманов или жидкостей, удерживающих твердые частицы. Процесс может выполняться несколько раз, в зависимости от области применения и желаемого уровня чистоты, и, наконец, детали подвергаются тепловой сушке. В отдельный бак системы можно добавить тонкий слой почти невидимого антикоррозионного раствора, если это необходимо. Использованный чистящий растворитель перерабатывается и повторно используется в машине без необходимости его замены, что делает мойку деталей высокоэффективной и экологически чистой. Столь незначительное потребление растворителя стало возможным благодаря сочетанию превосходных технологий дистилляции растворителя, фильтрации и отделения масла. Кроме того, потенциальный трудозатраты сводятся к минимуму, а возможные затраты на утилизацию и обработку отходов значительно сокращаются. Стиральная машина расположена в нашем новом производственном помещении площадью 5000 квадратных футов. В этой зоне будет выделена ячейка для навивки резьбы, очистки, сушки и упаковки заказов клиентов в рамках одного непрерывного процесса. После недавней установки двух современных резьбонакатных станков Tesker и еще более впечатляющих дополнений компания Rolled Threads Unlimited укрепила наше стремление к полному удовлетворению потребностей клиентов. Свяжитесь с нами сегодня, чтобы задать вопросы или узнать больше об этих интересных дополнениях!
Столь незначительное потребление растворителя стало возможным благодаря сочетанию превосходных технологий дистилляции растворителя, фильтрации и отделения масла. Кроме того, потенциальный трудозатраты сводятся к минимуму, а возможные затраты на утилизацию и обработку отходов значительно сокращаются. Стиральная машина расположена в нашем новом производственном помещении площадью 5000 квадратных футов. В этой зоне будет выделена ячейка для навивки резьбы, очистки, сушки и упаковки заказов клиентов в рамках одного непрерывного процесса. После недавней установки двух современных резьбонакатных станков Tesker и еще более впечатляющих дополнений компания Rolled Threads Unlimited укрепила наше стремление к полному удовлетворению потребностей клиентов. Свяжитесь с нами сегодня, чтобы задать вопросы или узнать больше об этих интересных дополнениях!
Выбор материала: более пристальный взгляд на легкообрабатываемые стали
09 Feb, 2023
Легкообрабатываемые стали (C-12L14, C-1117, C-1141 и C-1144) плохо подходят для операций накатки резьбы.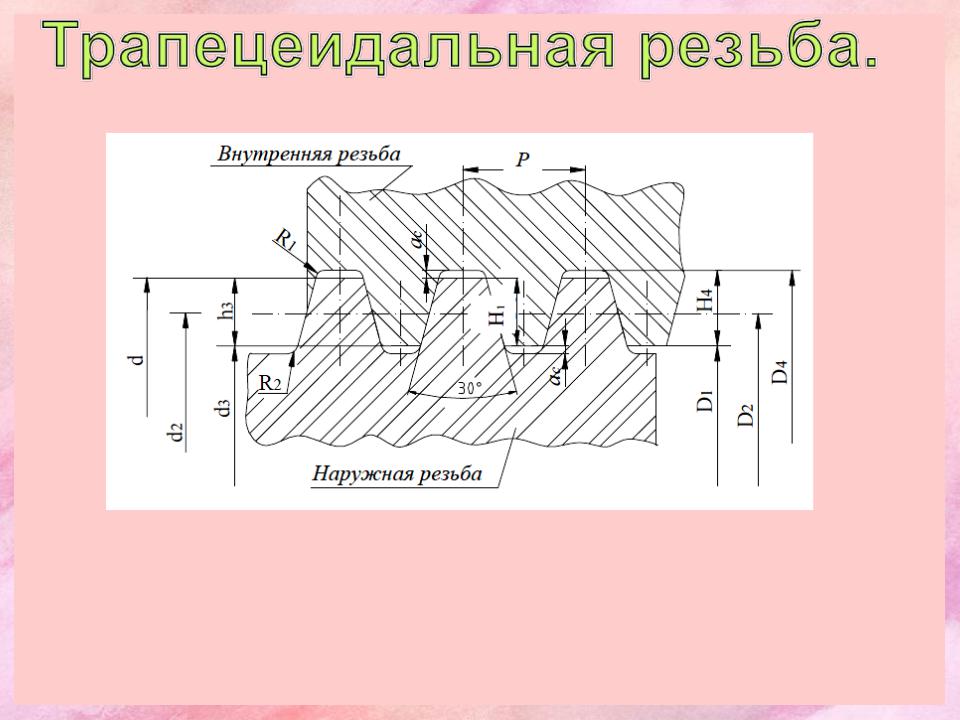 Это особенно верно для грубых форм резьбы, таких как Acme, Unified Course Series (UNC) и Worms. Легкообрабатываемые стали предназначены для производства на автоматических винтовых станках. Химический состав этих марок отличается высоким содержанием серы, фосфора и/или азота для повышения хрупкости, поэтому сталь «стружится» при операциях механической обработки. Те атрибуты, которые улучшают обрабатываемость, образуют крупнозернистую структуру (размер зерна 1-5) с низкой пластичностью, которая вредна для любого типа холодной штамповки, включая гибку, опрессовку или накатывание резьбы. Эти свободные сплавы для механической обработки будут отслаиваться или расслаиваться в процессе накатывания резьбы и давать неприемлемое качество поверхности. При конструировании деталей, в которых накатанная резьба является ключевой характеристикой, следует избегать использования марок стали для свободной обработки. Если для детали с крупной резьбой и особыми требованиями к чистоте поверхности необходимо использовать углеродистую сталь, клиентам следует рассмотреть возможность использования C-1018 или C-1045, которые обеспечат превосходную отделку.
Это особенно верно для грубых форм резьбы, таких как Acme, Unified Course Series (UNC) и Worms. Легкообрабатываемые стали предназначены для производства на автоматических винтовых станках. Химический состав этих марок отличается высоким содержанием серы, фосфора и/или азота для повышения хрупкости, поэтому сталь «стружится» при операциях механической обработки. Те атрибуты, которые улучшают обрабатываемость, образуют крупнозернистую структуру (размер зерна 1-5) с низкой пластичностью, которая вредна для любого типа холодной штамповки, включая гибку, опрессовку или накатывание резьбы. Эти свободные сплавы для механической обработки будут отслаиваться или расслаиваться в процессе накатывания резьбы и давать неприемлемое качество поверхности. При конструировании деталей, в которых накатанная резьба является ключевой характеристикой, следует избегать использования марок стали для свободной обработки. Если для детали с крупной резьбой и особыми требованиями к чистоте поверхности необходимо использовать углеродистую сталь, клиентам следует рассмотреть возможность использования C-1018 или C-1045, которые обеспечат превосходную отделку. Разницу в обработке поверхности можно увидеть на фотографиях ниже, на которых сравниваются одинаковые резьбы.
Разницу в обработке поверхности можно увидеть на фотографиях ниже, на которых сравниваются одинаковые резьбы.
Взгляд в 2023 год с Тедом Ладки
13 января 2023 г.
Rolled Threads Unlimited расширилась в 2022 г., добавив 5000 квадратных футов производственных площадей, инвестировав в производственные мощности стяжных тяг, наняв новых сотрудников и т. д., продолжая при этом предоставлять качественные услуги и продукты нашим преданным клиенты. Недавно президент Тед Ладки нашел время, чтобы подумать о прошедшем году, а также поделился тем, что он предвидит для Rolled Threads Unlimited и отрасли в 2023 году. В прошлом году Rolled Threads увеличила свои производственные площади на 5000 квадратных футов. Как это расширение предоставит возможности для роста в 2023 году? В дополнительном пространстве будет размещено новое оборудование, которое увеличит наши мощности, а также улучшит наши возможности с добавленной стоимостью. В этом пространстве мы сможем использовать наш новый выпрямитель и сложную машину для мойки деталей. Недавно мы также приобрели два новых резьбонакатных станка Tesker E-215. В 2023 году вы ожидаете прибытия вашего нового высокоскоростного планетарного нарезного ролика Videx для производства рулевых тяг. Что это означает для различных отраслей, которые вы обслуживаете? Мы считаем, что новая машина Videx поможет нам выйти на некоторые рынки для более объемных работ, вероятно, для тяжелого оборудования и гидроэнергетики. Videx также можно использовать для изготовления большого количества шпилек с полной резьбой, которые могут открывать двери в различных других отраслях промышленности. В условиях динамичной экономики и продолжающихся потрясений в цепочке поставок, как Rolled Threads продолжает адаптироваться к потребностям своих клиентов? Несмотря на то, что проблемы с цепочками поставок сохраняются и появляются новые возможности, мы по-прежнему твердо привержены тому, что принесло нам успех в прошлом: отличному обслуживанию клиентов, своевременным поставкам и превосходному качеству. Качественные отношения всегда были нашим приоритетом, и мы адаптируемся к уникальным потребностям наших клиентов, просто прислушиваясь к ним.
Недавно мы также приобрели два новых резьбонакатных станка Tesker E-215. В 2023 году вы ожидаете прибытия вашего нового высокоскоростного планетарного нарезного ролика Videx для производства рулевых тяг. Что это означает для различных отраслей, которые вы обслуживаете? Мы считаем, что новая машина Videx поможет нам выйти на некоторые рынки для более объемных работ, вероятно, для тяжелого оборудования и гидроэнергетики. Videx также можно использовать для изготовления большого количества шпилек с полной резьбой, которые могут открывать двери в различных других отраслях промышленности. В условиях динамичной экономики и продолжающихся потрясений в цепочке поставок, как Rolled Threads продолжает адаптироваться к потребностям своих клиентов? Несмотря на то, что проблемы с цепочками поставок сохраняются и появляются новые возможности, мы по-прежнему твердо привержены тому, что принесло нам успех в прошлом: отличному обслуживанию клиентов, своевременным поставкам и превосходному качеству. Качественные отношения всегда были нашим приоритетом, и мы адаптируемся к уникальным потребностям наших клиентов, просто прислушиваясь к ним.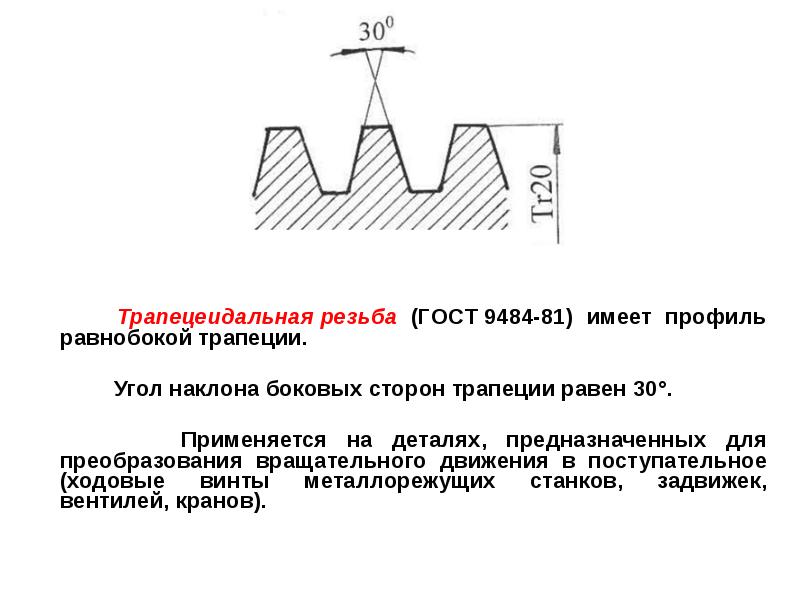 Как вы думаете, какая самая большая проблема, стоящая перед отраслью в 2023 году? Как упоминалось в предыдущем вопросе, наша отрасль сталкивается с неопределенностью и потрясениями в связи с продолжающейся инфляцией, продолжающимися трудовыми проблемами и общей экономической неопределенностью в 2023 году. По мере развития этих событий общеотраслевой проблемой будет добавление новых клиентов при одновременном поддержании и расширении бизнеса. с текущими клиентами. Вы действительно заботитесь о своих людях и культуре. Что делает вашу команду такой особенной? Нам повезло, что все разделяют желание расти как команда и как бизнес. Это означает, что мы принимаем уникальные вызовы, изучаем новые навыки и иногда даже выходим за рамки наших первоначальных должностных инструкций в нашей повседневной работе. В Rolled Threads Unlimited мы по-прежнему стремимся нанимать, удерживать и инвестировать в качественных сотрудников. В начале 2023 года какие цели вы ставите перед Rolled Threads Unlimited в следующем году? Помимо запуска и запуска нашего нового оборудования, наша цель состоит в том, чтобы расшириться, добавив еще больше площадей — мы надеемся, от 5 000 до 10 000 квадратных футов — в 2023 году.
Как вы думаете, какая самая большая проблема, стоящая перед отраслью в 2023 году? Как упоминалось в предыдущем вопросе, наша отрасль сталкивается с неопределенностью и потрясениями в связи с продолжающейся инфляцией, продолжающимися трудовыми проблемами и общей экономической неопределенностью в 2023 году. По мере развития этих событий общеотраслевой проблемой будет добавление новых клиентов при одновременном поддержании и расширении бизнеса. с текущими клиентами. Вы действительно заботитесь о своих людях и культуре. Что делает вашу команду такой особенной? Нам повезло, что все разделяют желание расти как команда и как бизнес. Это означает, что мы принимаем уникальные вызовы, изучаем новые навыки и иногда даже выходим за рамки наших первоначальных должностных инструкций в нашей повседневной работе. В Rolled Threads Unlimited мы по-прежнему стремимся нанимать, удерживать и инвестировать в качественных сотрудников. В начале 2023 года какие цели вы ставите перед Rolled Threads Unlimited в следующем году? Помимо запуска и запуска нашего нового оборудования, наша цель состоит в том, чтобы расшириться, добавив еще больше площадей — мы надеемся, от 5 000 до 10 000 квадратных футов — в 2023 году. Мы также работаем над улучшением нашей системы KANBAN, чтобы оптимизировать процессы. Мы всегда стремимся развивать новые отношения, сохраняя при этом отличный сервис для существующих клиентов. В прошлом году вы поставили перед собой личную цель стать более физически активными, поскольку весь день сидите за столом. Удалось ли вам достичь этой цели или пришло время поставить новую? Я мог оставаться физически активным большую часть года, катаясь на велосипеде и занимаясь йогой, но недавно я переехал, что заставило меня «сбиться с пути». Когда я вернусь к обычному распорядку дня в 2023 году, мне нужно снова расставить приоритеты в упражнениях. Я также хотел бы больше читать и тратить меньше времени на телефон; однако, кажется, я говорил это уже несколько лет подряд…
Мы также работаем над улучшением нашей системы KANBAN, чтобы оптимизировать процессы. Мы всегда стремимся развивать новые отношения, сохраняя при этом отличный сервис для существующих клиентов. В прошлом году вы поставили перед собой личную цель стать более физически активными, поскольку весь день сидите за столом. Удалось ли вам достичь этой цели или пришло время поставить новую? Я мог оставаться физически активным большую часть года, катаясь на велосипеде и занимаясь йогой, но недавно я переехал, что заставило меня «сбиться с пути». Когда я вернусь к обычному распорядку дня в 2023 году, мне нужно снова расставить приоритеты в упражнениях. Я также хотел бы больше читать и тратить меньше времени на телефон; однако, кажется, я говорил это уже несколько лет подряд…
Неограниченный процесс покупки Rolled Threads — от начала до конца
07 декабря 2022 г.
Rolled Threads Unlimited стремится к безупречному обслуживанию клиентов. А иногда мы получаем вопросы о шагах, связанных с процессом покупки, поэтому мы подумали, что разберем их.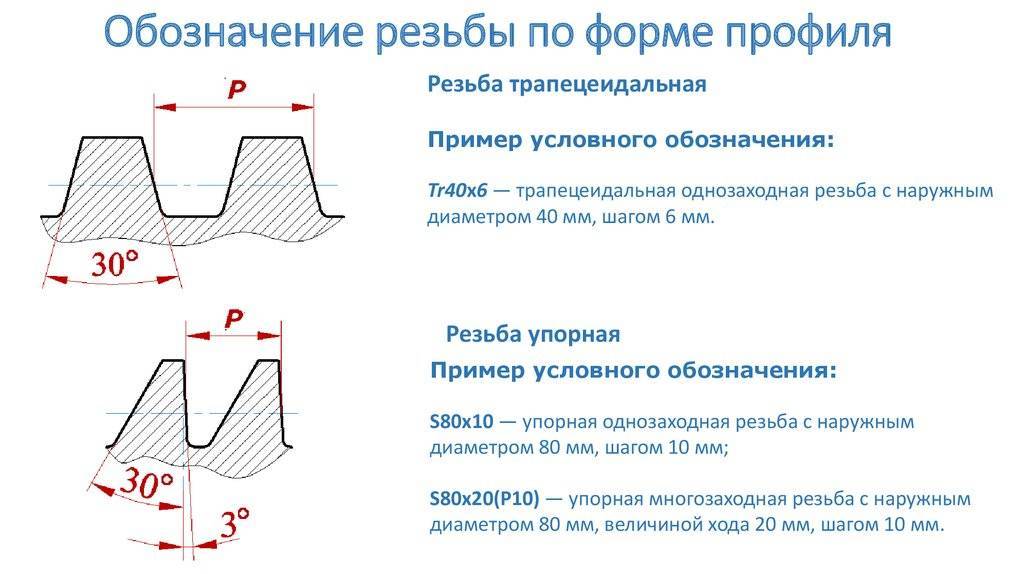 Вот как вы можете легко запросить коммерческое предложение и заказать необходимые детали. Во-первых, мы начинаем с первоначального запроса на цитату. Здесь у вас есть три варианта: Отправить электронное письмо на адрес [email protected] с вашим запросом Позвонить по телефону (262) 547-6160, чтобы поговорить с членом нашего отдела продаж Запросить предложение через наш портал RFQ на www.rolledthreads.com Чтобы дать вам Для точной оценки нам потребуется: Чертеж детали Тип материала Количество Копия любых спецификаций, перечисленных на печати. Как только мы получим ваш запрос, мы вернем вам предложение с ценой и сроками выполнения заказа. Наша цель состоит в том, чтобы все запросы котировок возвращались нашим клиентам в течение 24-48 часов. Вы просматриваете свое предложение и готовы сделать заказ. Что будет дальше? Если вы заказываете у нас впервые, вы можете: предоставить кредитную карту с общей информацией о компании ИЛИ отправить три кредитных справки, которые будут настроены на условиях выставления счетов.
Вот как вы можете легко запросить коммерческое предложение и заказать необходимые детали. Во-первых, мы начинаем с первоначального запроса на цитату. Здесь у вас есть три варианта: Отправить электронное письмо на адрес [email protected] с вашим запросом Позвонить по телефону (262) 547-6160, чтобы поговорить с членом нашего отдела продаж Запросить предложение через наш портал RFQ на www.rolledthreads.com Чтобы дать вам Для точной оценки нам потребуется: Чертеж детали Тип материала Количество Копия любых спецификаций, перечисленных на печати. Как только мы получим ваш запрос, мы вернем вам предложение с ценой и сроками выполнения заказа. Наша цель состоит в том, чтобы все запросы котировок возвращались нашим клиентам в течение 24-48 часов. Вы просматриваете свое предложение и готовы сделать заказ. Что будет дальше? Если вы заказываете у нас впервые, вы можете: предоставить кредитную карту с общей информацией о компании ИЛИ отправить три кредитных справки, которые будут настроены на условиях выставления счетов.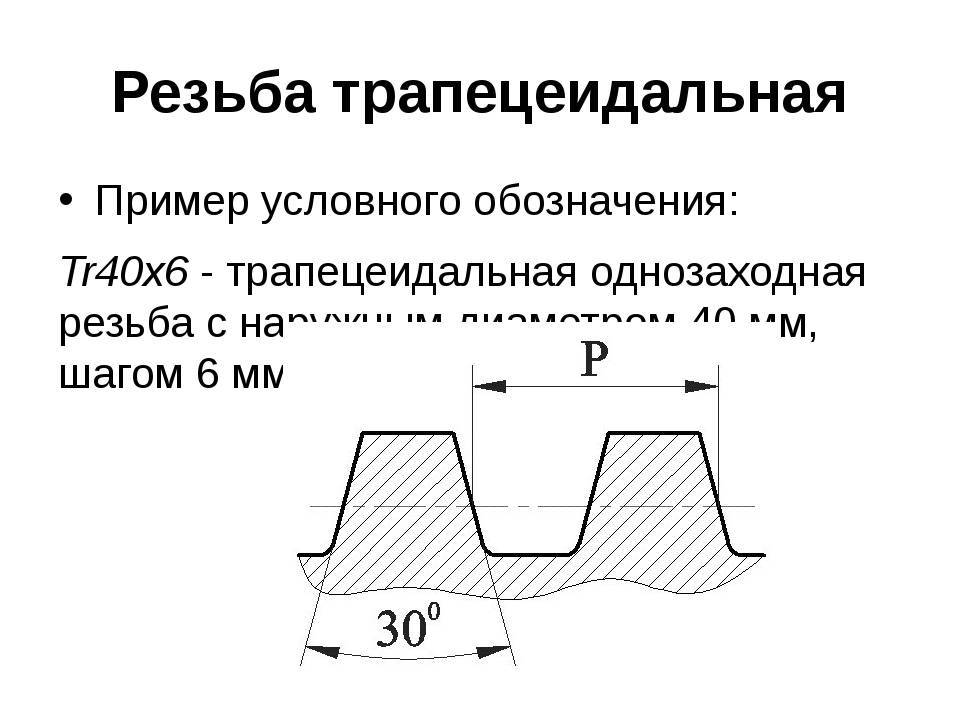 Если вы заказывали у нас раньше, вы уже готовы разместить свой заказ. После того, как вы разместите свой заказ, он пройдет проверку качества, чтобы убедиться, что все требования к деталям выполнены. Это является ключом к нашему стремлению постоянно предоставлять продукты, отвечающие вашим потребностям и спецификациям. Как только заказ проходит проверку качества, детали направляются (до или после фактической накатки резьбы) на любые вторичные операции, такие как механическая обработка, термообработка, нанесение покрытия и т. д., по мере необходимости. Когда все этапы выполнены, детали проходят окончательную проверку для утверждения, а затем упаковываются для отправки. После этого Rolled Threads Unlimited свяжется с вами, чтобы убедиться, что у вас есть детали, когда они вам понадобятся. От запроса предложения до получения вашего заказа, мы с вами на каждом этапе пути, чтобы обеспечить ваше удовлетворение. Есть вопросы? Свяжитесь с нами по адресу [email protected] или по телефону 262-547-6160, чтобы обсудить, как мы можем помочь с вашими потребностями в нарезке резьбы.
Если вы заказывали у нас раньше, вы уже готовы разместить свой заказ. После того, как вы разместите свой заказ, он пройдет проверку качества, чтобы убедиться, что все требования к деталям выполнены. Это является ключом к нашему стремлению постоянно предоставлять продукты, отвечающие вашим потребностям и спецификациям. Как только заказ проходит проверку качества, детали направляются (до или после фактической накатки резьбы) на любые вторичные операции, такие как механическая обработка, термообработка, нанесение покрытия и т. д., по мере необходимости. Когда все этапы выполнены, детали проходят окончательную проверку для утверждения, а затем упаковываются для отправки. После этого Rolled Threads Unlimited свяжется с вами, чтобы убедиться, что у вас есть детали, когда они вам понадобятся. От запроса предложения до получения вашего заказа, мы с вами на каждом этапе пути, чтобы обеспечить ваше удовлетворение. Есть вопросы? Свяжитесь с нами по адресу [email protected] или по телефону 262-547-6160, чтобы обсудить, как мы можем помочь с вашими потребностями в нарезке резьбы.
За что мы благодарны
10 ноября 2022 г.
Каждый ноябрь в Соединенных Штатах День благодарения напоминает нам о том, что мы должны быть благодарны за то, что у нас есть, а также благодарить людей в нашей жизни за то положительное влияние, которое они оказывают. В данный момент мы можем быть очень благодарны за восхитительную индейку, за то, что наша любимая футбольная команда выиграла свою игру или за то, что мы пережили 5-километровую гонку с индейкой. В этом году Rolled Threads Unlimited выражает искреннюю признательность нашим сотрудникам и клиентам. Наши сотрудники неустанно работают над производством качественных резьбонакатных деталей и обеспечивают непревзойденный сервис. Каждый сотрудник Rolled Threads Unlimited стремится удовлетворить требования наших клиентов посредством общения, своевременных поставок и продуктов без дефектов. Без наших сотрудников мы не смогли бы обслуживать наших клиентов. Клиенты, которых мы обслуживаем, дали нам перспективу и задачи, которые необходимо решить. Мы приветствуем это и гордимся тем, что работаем вместе с ними, поскольку все мы управляем динамичной цепочкой поставок. Мы невероятно благодарны этим производителям, которые играют жизненно важную роль в нашей экономике, в нефтегазовой, энергетической, сельскохозяйственной, строительной и других областях. Мы также благодарны за то, что нам удалось расшириться во многих направлениях. Недавно мы инвестировали в наши производственные мощности по производству рулевых тяг, а в 2022 году мы увеличили наши производственные площади на 5000 квадратных футов. Мы также смогли увеличить нашу рабочую силу. Компании Rolled Threads Unlimited повезло, что ее сотрудники и клиенты ставят обслуживание на первое место в своей работе. С Днем Благодарения и спасибо за все, что вы делаете.
Мы приветствуем это и гордимся тем, что работаем вместе с ними, поскольку все мы управляем динамичной цепочкой поставок. Мы невероятно благодарны этим производителям, которые играют жизненно важную роль в нашей экономике, в нефтегазовой, энергетической, сельскохозяйственной, строительной и других областях. Мы также благодарны за то, что нам удалось расшириться во многих направлениях. Недавно мы инвестировали в наши производственные мощности по производству рулевых тяг, а в 2022 году мы увеличили наши производственные площади на 5000 квадратных футов. Мы также смогли увеличить нашу рабочую силу. Компании Rolled Threads Unlimited повезло, что ее сотрудники и клиенты ставят обслуживание на первое место в своей работе. С Днем Благодарения и спасибо за все, что вы делаете.
День производства: более пристальный взгляд на производство в Висконсине
19 сентября 2022 г.
В этом октябре мы отмечаем День производства в пятницу, 7 октября, чтобы привлечь внимание к одной из самых важных отраслей в мире и вдохновить следующее поколение начать карьеру в современном производстве.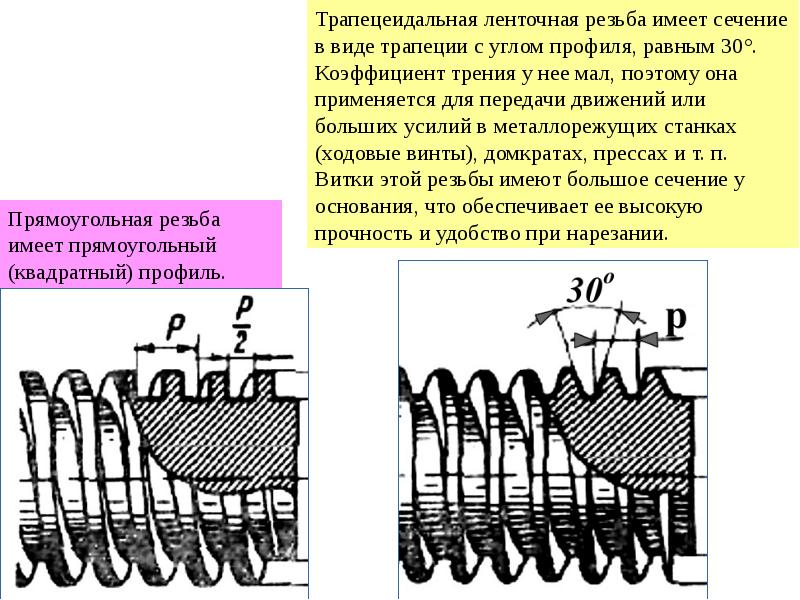 Производство по-прежнему является быстрорастущей отраслью, поддерживающей квалифицированных работников за счет успешной карьеры. Мы подумали, что стоит заглянуть немного ближе к дому и сосредоточиться на некоторых производственных фактах о Висконсине от Национальной ассоциации производителей. На производителей в Висконсине приходится 18,57% от общего объема производства в штате. На производителях работает 16,9 человек.7% рабочей силы Висконсина. Общий объем производства в Висконсине составил 64,88 млрд долларов США в 2019 году. В 2020 году в штате Висконсин работало в среднем 472 000 производственных сотрудников со средней годовой оплатой труда в размере 74 252,23 долларов США в 2019 году. Мы гордимся тем, что включены в эту впечатляющую группу компании, а также рады обслуживать и поддерживать других производителей. Наша продукция обслуживает различные отрасли промышленности в Висконсине и Соединенных Штатах, такие как: нефть и газ, продукты для контроля воды, сельское хозяйство, производство и передача электроэнергии, строительство и многое другое.
Производство по-прежнему является быстрорастущей отраслью, поддерживающей квалифицированных работников за счет успешной карьеры. Мы подумали, что стоит заглянуть немного ближе к дому и сосредоточиться на некоторых производственных фактах о Висконсине от Национальной ассоциации производителей. На производителей в Висконсине приходится 18,57% от общего объема производства в штате. На производителях работает 16,9 человек.7% рабочей силы Висконсина. Общий объем производства в Висконсине составил 64,88 млрд долларов США в 2019 году. В 2020 году в штате Висконсин работало в среднем 472 000 производственных сотрудников со средней годовой оплатой труда в размере 74 252,23 долларов США в 2019 году. Мы гордимся тем, что включены в эту впечатляющую группу компании, а также рады обслуживать и поддерживать других производителей. Наша продукция обслуживает различные отрасли промышленности в Висконсине и Соединенных Штатах, такие как: нефть и газ, продукты для контроля воды, сельское хозяйство, производство и передача электроэнергии, строительство и многое другое. Мы предоставляем исключительные продукты своевременно, во многом благодаря нашей замечательной команде квалифицированных рабочих. Наши производственные сотрудники являются нашим самым большим достоянием, они всегда производят продукцию с точностью и продуктами, которые превосходят ожидания.
Мы предоставляем исключительные продукты своевременно, во многом благодаря нашей замечательной команде квалифицированных рабочих. Наши производственные сотрудники являются нашим самым большим достоянием, они всегда производят продукцию с точностью и продуктами, которые превосходят ожидания.
Рад инвестировать в производство рулевых тяг
02 сентября 2022 г.
Являясь лидером производственной отрасли, важно продолжать внедрять инновации и адаптироваться к меняющемуся ландшафту технологий, дизайна и проектирования. Итак, мы рады сообщить, что мы инвестируем в наши возможности по производству рулевых тяг. Стяжки представляют собой конструктивные элементы, которые предотвращают разделение двух частей и используются во многих отраслях промышленности и приложениях. Rolled Threads Unlimited производит рулевые тяги, которые чаще всего используются в гидравлических цилиндрах, клапанах, энергетическом оборудовании и тяжелом оборудовании. Мы гордимся тем, что предлагаем лидерам производства, включая Husco, Generac и Parker Hannifin, эти прочные и надежные продукты. Катаная резьба Неограниченные тяги поставляются с катаной резьбой, которая может быть: Изготовлена из высокопрочной стали (часто требуется класс 8 или 10.9).свойства) Стойкость к нагрузкам Стойкость к усталости ETD 150 В 2023 году мы ожидаем появления нашего нового высокоскоростного планетарного катка Videx. Это увеличит наши возможности по производству стяжных стержней диаметром до 1/2 дюйма. Это новое оборудование войдет в наши новые производственные площади вместе с дополнительными упаковочными ячейками. С помощью этого нового оборудования мы можем прокатывать оба конца деталей одновременно. время, которое обеспечивает более высокую производительность при повышенной скорости. Это также позволит нам одновременно наматывать резьбу различной длины. Чтобы узнать больше о наших увеличенных возможностях стяжных стержней или узнать о любых наших услугах по накатыванию резьбы, пожалуйста, свяжитесь с нами.
Катаная резьба Неограниченные тяги поставляются с катаной резьбой, которая может быть: Изготовлена из высокопрочной стали (часто требуется класс 8 или 10.9).свойства) Стойкость к нагрузкам Стойкость к усталости ETD 150 В 2023 году мы ожидаем появления нашего нового высокоскоростного планетарного катка Videx. Это увеличит наши возможности по производству стяжных стержней диаметром до 1/2 дюйма. Это новое оборудование войдет в наши новые производственные площади вместе с дополнительными упаковочными ячейками. С помощью этого нового оборудования мы можем прокатывать оба конца деталей одновременно. время, которое обеспечивает более высокую производительность при повышенной скорости. Это также позволит нам одновременно наматывать резьбу различной длины. Чтобы узнать больше о наших увеличенных возможностях стяжных стержней или узнать о любых наших услугах по накатыванию резьбы, пожалуйста, свяжитесь с нами.
Гибка и бесцентровое шлифование
09 августа 2022 г.
Мы не только можем предоставить крепеж с различными формами резьбы и универсальным ассортиментом материалов и размеров, но также выполняем различные операции вторичной обработки.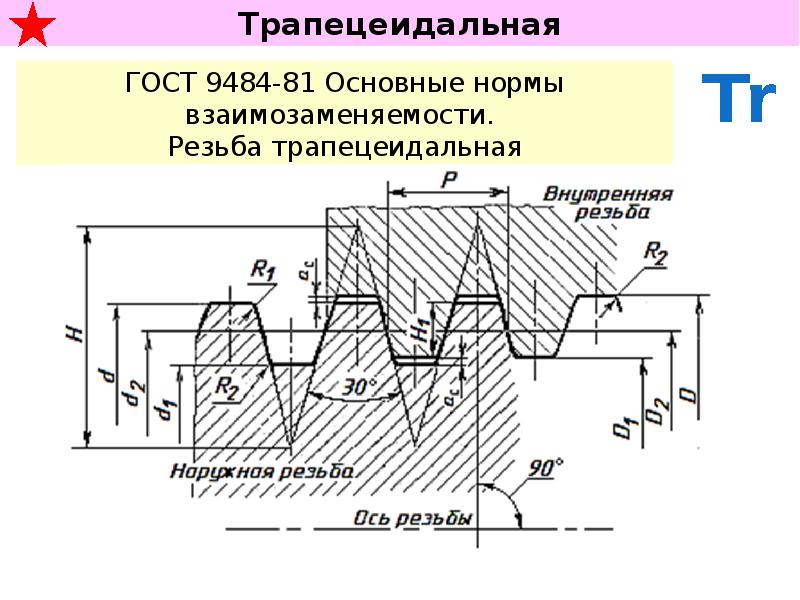 Два процесса, которые мы используем при производстве наших крепежных изделий, включают гибку и бесцентровое шлифование. Изгиб – это когда металл деформируется под действием силы, которая заставляет его изгибаться под углом, чтобы сформировать ожидаемую форму. Через нашу сеть поставщиков Rolled Threads Unlimited имеет возможность производить U-образные болты, квадратные болты, J-образные крюки и другие специальные формы на основе распечаток клиентов. Бесцентровое шлифование стального стержня номинального размера до меньшего диаметра с более жестким допуском обычно, но не всегда, требуется перед накаткой стержней. Диаметр предварительного ролика и допуск могут различаться в зависимости от нескольких переменных, включая, помимо прочего, тип материала (нержавеющая сталь или низкоуглеродистая сталь), форму и шаг резьбы, а также посадку резьбы, требуемую нашим клиентом (2A или 3A, 2G или 2C и т. д.). Когда дело доходит до ваших крепежных изделий, вы можете рассчитывать на качественный продукт от нас.
Два процесса, которые мы используем при производстве наших крепежных изделий, включают гибку и бесцентровое шлифование. Изгиб – это когда металл деформируется под действием силы, которая заставляет его изгибаться под углом, чтобы сформировать ожидаемую форму. Через нашу сеть поставщиков Rolled Threads Unlimited имеет возможность производить U-образные болты, квадратные болты, J-образные крюки и другие специальные формы на основе распечаток клиентов. Бесцентровое шлифование стального стержня номинального размера до меньшего диаметра с более жестким допуском обычно, но не всегда, требуется перед накаткой стержней. Диаметр предварительного ролика и допуск могут различаться в зависимости от нескольких переменных, включая, помимо прочего, тип материала (нержавеющая сталь или низкоуглеродистая сталь), форму и шаг резьбы, а также посадку резьбы, требуемую нашим клиентом (2A или 3A, 2G или 2C и т. д.). Когда дело доходит до ваших крепежных изделий, вы можете рассчитывать на качественный продукт от нас.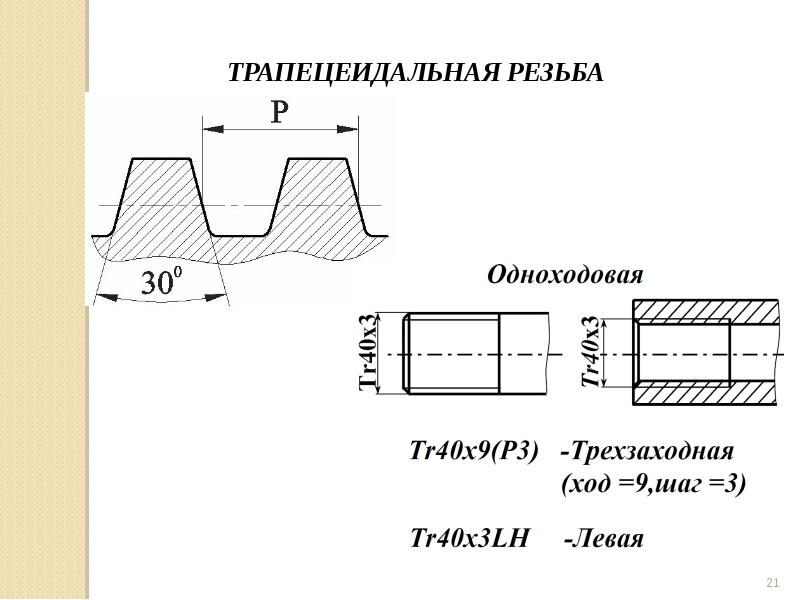 Чтобы получить дополнительную информацию о наших производственных процессах или получить предложение, свяжитесь с нами сегодня.
Чтобы получить дополнительную информацию о наших производственных процессах или получить предложение, свяжитесь с нами сегодня.
3 способа защитить ваши покупки
11 июля 2022 г.
Когда дело доходит до доставки, особенно товаров, которым предстоит пройти долгий путь в цепочке поставок, беспокойство по поводу защиты ваших материалов оправдано. Rolled Threads Неограниченное количество клиентов доверяют нам не только за наши превосходные резьбовые изделия, но и за наше обслуживание клиентов. Эта услуга включает в себя совершенствование процесса упаковки, чтобы гарантировать, что ваши детали доставят по месту назначения без повреждений. Вот 3 основных способа защиты ваших продуктов, когда они готовы к отправке: 1. Удобная упаковка Мы используем три типа внешней упаковки: деревянную, картонную и скидбокс. Наши удилища длиной 12–24 фута упакованы в изготовленные на заказ деревянные ящики для защиты от толчков и сохранения прямолинейности руля. В дополнение к деревянным ящикам более крупные предметы также могут быть упакованы в скид-боксы, соединенные непосредственно с деревянными поддонами для удобства транспортировки и хранения. Изделия меньшего размера, такие как заклепки, идеально подходят для коробок из гофрированного картона с прочными слоями разделителей и бумаги, чтобы избежать царапин. 2. Защитная внутренняя часть Для поддержания качества отделки и мастерства наших нитей компания Rolled Threads Unlimited предлагает различные защитные покрытия внутри наших деревянных или картонных коробок. По запросу клиента мы можем включить рукава, трубки, пенопласт, пузырчатую пленку и сверхпрочные картонные трубки, которые обеспечивают дополнительный уровень защиты в процессе транспортировки. 3. Покрытия для защиты от коррозии Дополнительные уровни защиты могут быть предусмотрены для деталей, подверженных коррозии в зависимости от условий хранения. Компания Rolled Threads Unlimited может защитить эти детали с помощью спрея для предотвращения ржавчины и антикоррозийной бумаги. Выделение дополнительного времени для обеспечения надлежащей упаковки вашей продукции является частью нашей приверженности обеспечению качества и обслуживанию клиентов.
Изделия меньшего размера, такие как заклепки, идеально подходят для коробок из гофрированного картона с прочными слоями разделителей и бумаги, чтобы избежать царапин. 2. Защитная внутренняя часть Для поддержания качества отделки и мастерства наших нитей компания Rolled Threads Unlimited предлагает различные защитные покрытия внутри наших деревянных или картонных коробок. По запросу клиента мы можем включить рукава, трубки, пенопласт, пузырчатую пленку и сверхпрочные картонные трубки, которые обеспечивают дополнительный уровень защиты в процессе транспортировки. 3. Покрытия для защиты от коррозии Дополнительные уровни защиты могут быть предусмотрены для деталей, подверженных коррозии в зависимости от условий хранения. Компания Rolled Threads Unlimited может защитить эти детали с помощью спрея для предотвращения ржавчины и антикоррозийной бумаги. Выделение дополнительного времени для обеспечения надлежащей упаковки вашей продукции является частью нашей приверженности обеспечению качества и обслуживанию клиентов.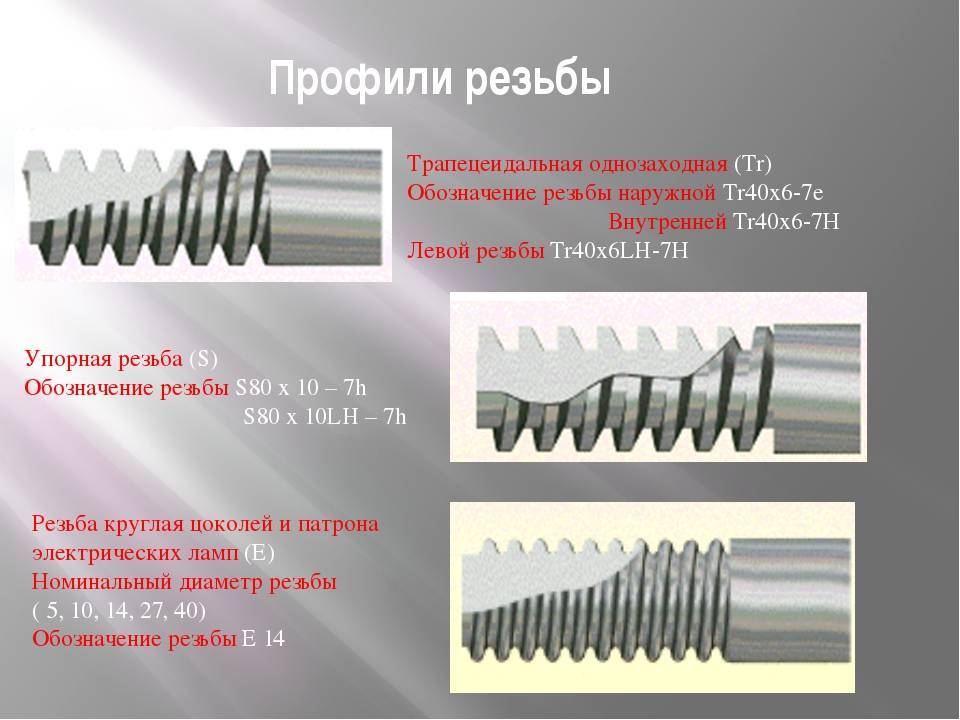 Для получения дополнительной информации о нашей индивидуальной упаковке фитингов свяжитесь с нами сегодня.
Для получения дополнительной информации о нашей индивидуальной упаковке фитингов свяжитесь с нами сегодня.
Акме или трапециевидная? В чем разница между конструкциями ходового винта?
By Danielle Collins 1 Комментарий
В приложениях для передачи энергии существует два основных типа винтовых приводов: те, которые используют рециркулирующие шарики или ролики, для приложений, требующих высокой жесткости, превосходной точности позиционирования и высокой производительности. циклов и те, которые основаны на скользящем контакте, для применений, требующих коррозионной стойкости, самоблокирующегося действия и настраиваемых конструкций гаек.
Вторая категория — винтовые передачи со скользящим контактом между гайкой и валом винта — называются ходовыми винтами, трапециевидными винтами или трапециевидными винтами. И хотя эти названия часто используются взаимозаменяемо, на самом деле они относятся к разным геометриям и размерам винтов.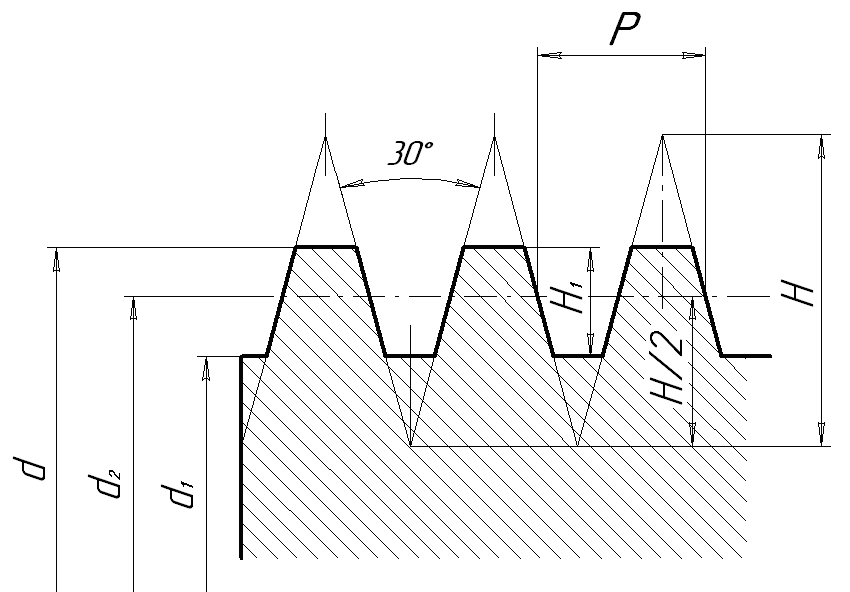
Вот разбивка различных типов винтов со скользящим контактом и то, что на самом деле означают термины «ходовой винт», «конический винт» и «трапециевидный винт».
Ходовые винты
Наиболее часто используемый из трех терминов «ходовой винт» просто относится к типу силового винта, который основан на скользящем движении между гайкой и валом винта. Существует два варианта ходовых винтов: с квадратной формой резьбы и с трапециевидной формой резьбы.
В конструкции ходового винта для передачи энергии почти исключительно используется трапециевидная резьба, которая проще в изготовлении и имеет более высокую грузоподъемность, чем винты с квадратной резьбой. Однако трапециевидные резьбы имеют более высокое трение и, следовательно, более низкую эффективность, чем квадратные резьбы.
Ходовые винты могут иметь квадратную или трапециевидную резьбу. Силовой винт — это винт, передающий мощность путем преобразования вращательного движения в поступательное. Ходовые винты и шариковые винты являются типами силовых винтов.
Ходовые винты и шариковые винты являются типами силовых винтов.
Винты Acme
Как упоминалось выше, в ходовых винтах для передачи мощности используется трапециевидная форма резьбы. Но конструкция трапециевидной резьбы может иметь угол резьбы 29° или 30°, что означает наличие двух версий трапециевидных ходовых винтов.
Первая версия, называемая винтом Acme, имеет угол резьбы 29° и изготавливается в дюймах. Размеры винтов Acme обычно определяются диаметром вала винта и числом витков резьбы на дюйм или TPI.
Трапециевидные формы резьбы с углом резьбы 29° называются винтами Acme, а трапециевидные формы резьбы с углом резьбы 30° называются трапециевидными винтами.Изображение предоставлено Roton Products, Inc.
Забавный факт: винты Acme были разработаны в середине 1800-х годов для замены винтов с квадратной резьбой. Название «Винт Acme» произошло от сотрудника компании Acme Screw Machinery Company в Кливленде, штат Огайо, которая производила многошпиндельные токарные станки. (См. страницы 13–14 этого скана журнала American Machinist Magazine от 19 года.85.)
(См. страницы 13–14 этого скана журнала American Machinist Magazine от 19 года.85.)
Трапециевидные винты
Трапециевидные винты также являются ходовыми винтами с трапециевидной формой резьбы, но трапециевидные винты имеют угол резьбы 30° и производятся в метрических размерах. Размер трапециевидного винта определяется диаметром вала винта и шагом резьбы винта. Трапециевидные винты иногда называют «метрическими ходовыми винтами» или «метрическими винтами Acme».
Винты Acme и винты с трапециевидной формой имеют трапециевидную форму резьбы, но имеют разные углы резьбы.
Напоминание об обозначениях резьбы
Шаг — расстояние между соседними витками резьбы на валу винта.
Число витков на дюйм (TPI) — количество витков резьбы, которое можно сосчитать на один дюйм винта. Шаг и TPI обратны друг другу.
Шаг — обычно используется в номенклатуре шарико-винтовых пар — представляет собой линейное расстояние, проходимое за один оборот.