Принцип работы сварочного инвертора – схема и устройство
И сварщики профессионалы, и домашние мастера оценили принцип работы сварочного инвертора, поэтому эти приборы постепенно вытесняют с рынка традиционные сварочные трансформаторы и выпрямители. И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современном виде сварочные приборы появились недавно.
Устройство сварочного инвертора
До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата. Самое интересное состоит в том, что от этого цена сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.
Внимание! Термин «инверторный» не относится к процессу сварки. Это не методика. Это источник питания аппарата.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц. Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
- Поступивший в инвертор сварочный ток проходит через фильтр, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Именно высокая частота тока является главным техническим решением в инверторных сварочных аппаратах. Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами. Для сравнения можно привести такой пример. Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г. Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки. Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Принципиальная электрическая схема инверторного аппарата
В сварочных аппаратах инверторного типа все наоборот, небольшие размеры и вес. Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с частотой напряжение 60-90 кГц.
Но чтобы транзисторы заработали, необходим постоянный ток. Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание. На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Полученное напряжение является источником питания для работы всей схемы аппарата. А так как мощные ключевые транзисторы подключены к трансформатору (понижающему), то и переключаться они будут с высокой частотой. Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало (преобразовывалось), необходимо в схему установить большое количество дополнительных элементов.
Чтобы разобраться в принципиальной схеме сварочного инвертора, необходимо рассмотреть любую модель.
Силовой блок
Не будем повторяться и рассказывать, как работает инверторный сварочный аппарат. Пройдемся по нюансам и элементам прибора.
- Сетевой выпрямитель. Его задача – из переменного тока сделать постоянный.
- Помеховый фильтр. Его устанавливают специально для того, чтобы помехи высокочастотного типа, появляющиеся в процессе работы сварочного инвертора, не попали в питающую сеть.

- Инвертор (преобразователь). По сути, это блок из мощных ключевых транзисторов, которые чаще всего собираются по принципу косого моста. Обязателен в связке радиатор, с помощью которого отводится тепло от транзисторов. Они подключаются к высокочастотному трансформатору, где через его обмотку происходит коммутация напряжения. Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт. В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.
- Выходной выпрямитель. Это диодный мост, в котором установлены диоды быстрого действия. Они за мгновения могут открыться и закрыться. Свойства очень важное, потому что эти элементы выпрямляют переменный высокочастотный ток. Простые диоды, установленные в инвертор, не успевали бы закрываться и открываться. В результате произошел бы их перегрев, итог – выход из строя.
 В результате произошел бы их перегрев, итог – выход из строя.
В результате произошел бы их перегрев, итог – выход из строя.Внимание! Необходимо знать, что на конденсаторах, установленных в фильтр, напряжение будет больше, чем на выходе диодного моста. Величина – 1,4-1,5 раз. При стабильном напряжении в сети в 220 вольт, на конденсаторах будет напряжение 310 вольт. Если в сети будет скачок, к примеру, до 250 вольт, то внутри аппарата в конденсаторах напряжение поднимется до 350 вольт. Вот почему используются конденсаторы с номинальным напряжением 400 В.
Вот основные элементы силового блока устройства инверторного сварочного аппарата. Есть еще блок управления, но он влияет на удобство работы агрегата и на его настойку (ручная или автоматическая).
Теперь вы знаете, из каких частей состоит инверторный источник сварочного тока. Еще раз повторимся. Это выпрямитель, инвертор, собранный из транзисторов, трансформатор, который понижает напряжение, и установленный на выходе выпрямитель. Для начинающих сварочников эти элементы ни о чем не говорят. И вроде бы знать о них им нет необходимости. Ведь работать с инвертором одно удовольствие.
И вроде бы знать о них им нет необходимости. Ведь работать с инвертором одно удовольствие.
- Он легкий (спасибо маленькому трансформатору).
- Легко варит достаточно толстые металлические детали (спасибо высокому току и низкому напряжению).
- Электрод не прилипает к поверхности металла (спасибо функции «Arc Force»).
- Процесс поджига электрода упрощен за счет подачи на его конец в начале работы тока большой силы. Эта функция сварочного инвертора называется Hot Start.
- Если появляется короткое замыкание при залипании электрода, напряжение в аппарате резко снижается до минимума. Это оберегает его от выхода из строя.
Итак, мы разобрались в устройстве сварочного инвертора, в его принципиальной схеме, и как он работает. Необходимо отметить, что к работающему сварочному инвертору (принцип работы у всех моделей одинаковый) есть несколько требований, два из которых – это длина питающего кабеля не больше 15 м и частота проводимого обслуживания – не реже двух раз в год.
Поделись с друзьями
1
0
7
1
Сварочный инвертор, принцип его работы
Инверторный источник сварочного тока — один из современных видов источника питания сварочной дуги.
Сварщики-профессионалы, да и просто те, кому нравиться дома при помощи сварки делать что-либо, относительно недавно получили возможность значительно облегчить себе работу. В продаже появились сварочные инверторы, которые позволяют совершить качественный скачок в электросварке.
Достаточно вспомнить просто неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки.
Сварочные инверторы – это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.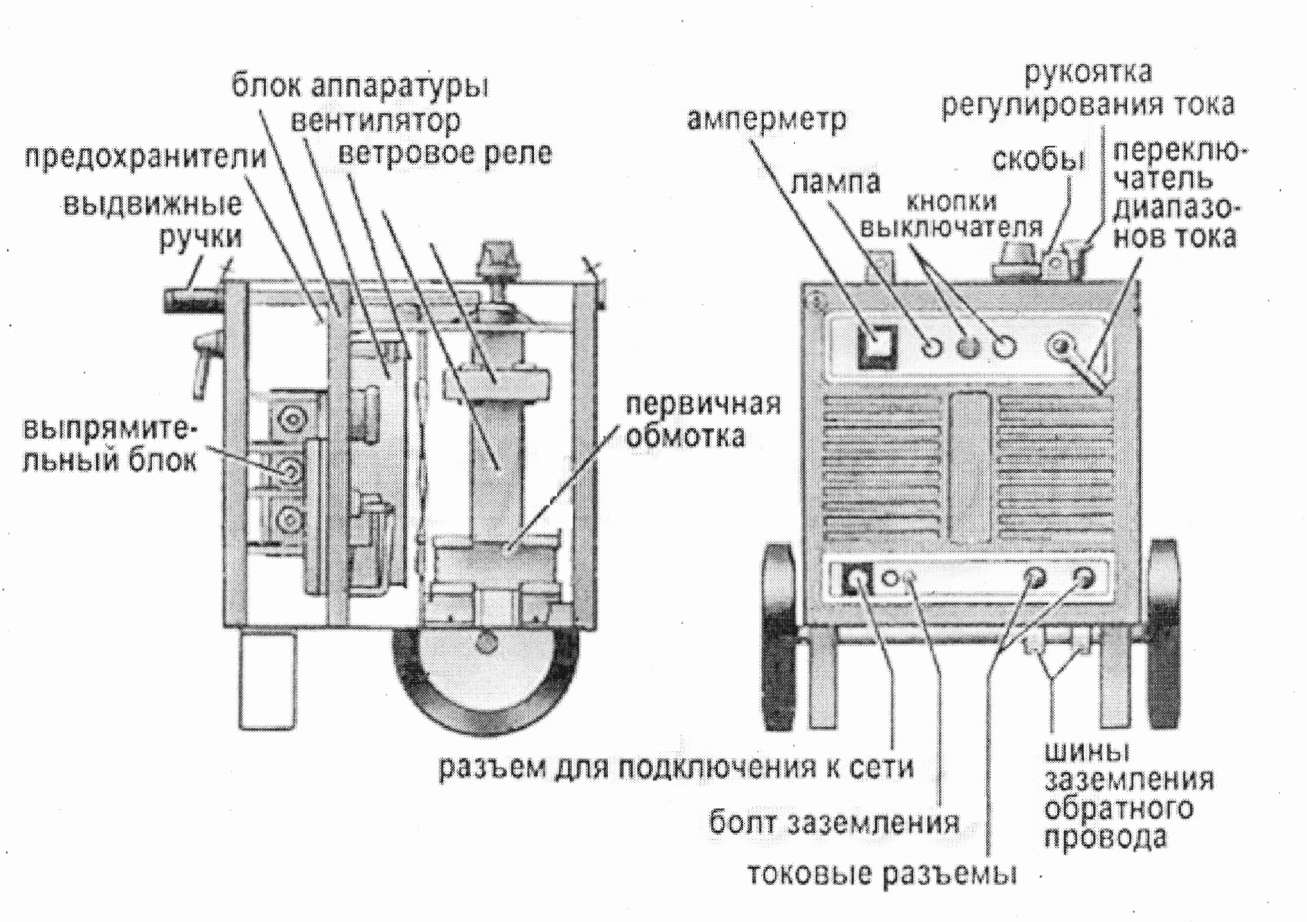
Принцип действия сварочного инвертора
Переменный ток от потребительской сети, частотой 50 Гц, поступает на выпрямитель.
Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов с очень большой частотой коммутаций в переменный, но уже высокой частоты 20-50 кГц.
Затем переменное напряжение высокой частоты понижается до 70-90 В, а сила тока соответственно повышается до необходимых для сварки 100-200 А.
Высокая частота является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.
Устройство сварочного инвертора
В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не путем преобразования ЭДС в катушке индукции как это происходит в трансформаторных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами.
Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами.
К примеру, чтобы получить в инверторе сварочный ток 160А достаточно трансформатора вес, которого 250 г, а на обычных сварочных аппаратах необходим медный трансформатор с весом 18 кг.
Как устроен и работает сварочный инвертор на видео:
Преимущества и недостатки сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна.
Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргонодуговой сварки неплавящимся электродом.
Помимо этого в каждом инверторе есть функции: «Hot start» (горячий старт) для поджига электрода подаются максимальная величина тока, «Anti-Sticking» при коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью, «Arc Force» – для предотвращения залипания в момент отрыва капли металла ток возрастает до оптимального значения.
Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2 – 3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза.
Так при температуре ниже -15оС эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем.
И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра, но к этому нужно просто привыкнуть.
Передняя панель сварочного инвертора
Сварочные инверторы – качество и удобство сварочных работ
Дуговая сварка – ответственная работа.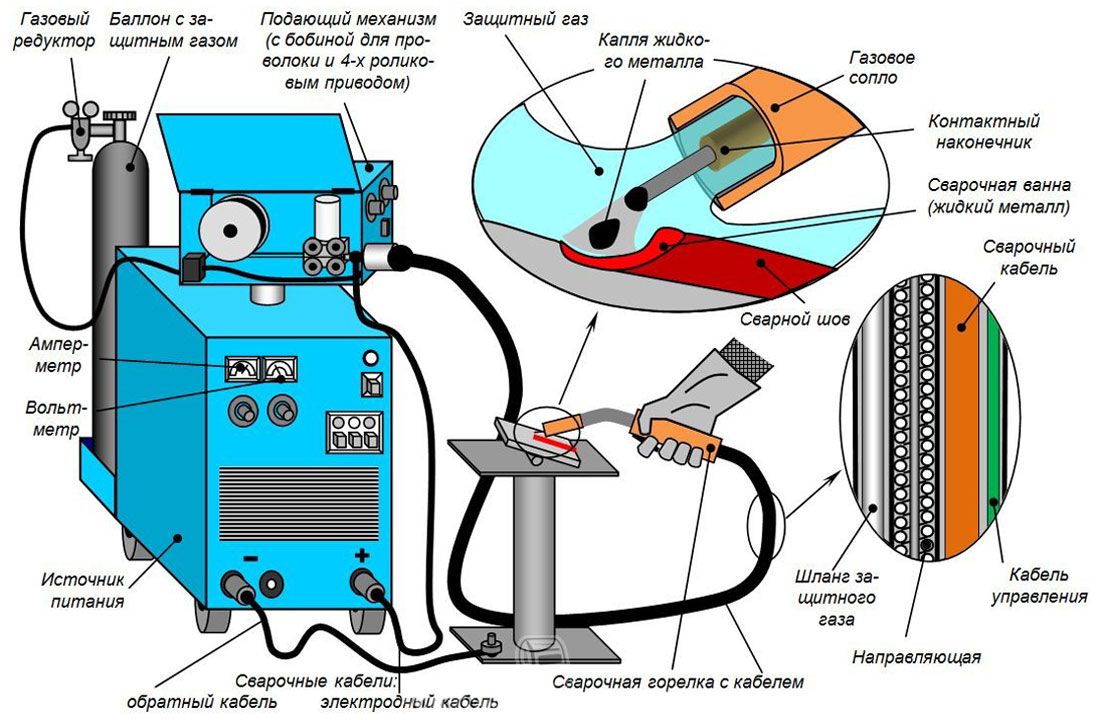 Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории. Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории. Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Первая решённая проблема – это поджигание дуги. У прежних сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать».
При добавлении тока трансформатора, наоборот, металл «пережигается». Устройство сварочных инверторов таково, что напряжение на выходе не зависит от напряжения на входе, а установленный сварочный ток держится неизменным независимо от сетевого напряжения. Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу.
При работе с обычными аппаратами возможно «пережечь» или «недожечь» металл. Это обусловлено тем, что они плохо держат требуемую величину тока сварки. Ведь она меняется и зависит от напряжения сети.
Когда металл «пережжён», сварочный шов ослабляется, в нём образуются отверстия и раковины. При «недожоге» также происходит ослабление шва. У сварочного инвертора ток устанавливается потенциометром согласно шкале сварочного тока и остаётся неизменным.
Начинающему сварщику трудно научиться удерживать дугу. После образования дуги электроду даётся наклон примерно в 15 градусов и его нужно перемещать относительно стыка деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные виды электродов предусмотрены для работы короткой дугой. Поэтому нужно постоянно двигать электрод в перпендикулярном направлении таким образом, чтобы от электрода до свариваемых деталей был промежуток примерно в два его диаметра.
Сварочные инверторы способны строго поддерживать выбранный ток и к тому же он постоянный. Эти факторы позволяют не особо критично относиться к длине дуги, что облегчает работу сварщика, особенно начинающего, причём качество шва в данном случае с длиной дуги уже не связано.
Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается земному притяжению так же, как и капля воды.
При работе с потолочными и вертикальными швами нужно своевременно остановиться и выждать, когда расплавленная капля внутри шва слегка остынет, и сразу же «поджигать» рядом следующую дугу, двигаясь выше и выше вдоль шва. Такую сварку называют «прихватками». Применяя сварочный инвертор, овладеть «прихватками» не составляет труда даже новичку.
Опыт показывает, сварочный инверторы облегчают «поджиг», контролируют дугу, устраняют «залипание», не требуют специальных навыков для обращения с собой. Всё это делает инверторы выгодными для применения и в сфере профессионального строительства, и домашнего ремонта.
Сварочный аппарат инверторного типа
Сколько электроэнергии потребляет сварочный инвертор в различных режимах работы? Смотрите на видео:
 com/embed/94HQvA4G1lY” frameborder=”0″/>
com/embed/94HQvA4G1lY” frameborder=”0″/>
Как выбрать сварочный инвертор
В зависимости от того, где будет работать сварочный аппарат нужно покупать бытовой, или профессиональный инвертор. Разница между ними в продолжительности времени работы.
Профессиональный сварочный инвертор рассчитан на 8-ми часовой рабочий день, бытовой же потребует после 20 – 30 минут работы, перерыва минут 30 – 60, поэтому бытовые дешевле. Есть еще промышленные инверторные сварочные аппараты, которые предназначены для работы продолжительное время в тяжелых условиях.
Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении в сети хотя бы 210 В. При низком сетевом напряжении лучше купить инвертор на 200 А.
Ранее ЭлектроВести писали, что SMA и Infineon совместно разработали инверторы на основе карбида кремния в качестве полупроводников, что позволило не только снизить вес, но и отказаться от использования некоторых комплектующих.
По материалам: electrik.info.
Страница не найдена
К сожалению, по вашему запросу ничего не найдено. Пожалуйста, убедитесь, что запрос введен корректно или переформулируйте его.
Пожалуйста, убедитесь, что запрос введен корректно или переформулируйте его.
Пожалуйста, введите более двух символов
Все результаты поискасхема, назначение, принцип работы, плюсы и минусы
Один из способов создания неразъемных соединений из металла – это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики. Например, агрегат марки ВД 306 весит порядка 150 кг.
С развитием полупроводникового оборудования и появление таких элементов, как тиристоры привело к созданию устройств, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше, всего несколько килограмм, например, Ресанта САИ 250 весит всего 5 кг, — сварочного инвертора или инверторного сварочного аппарата.
Устройство и основные характеристики инверторов
Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов.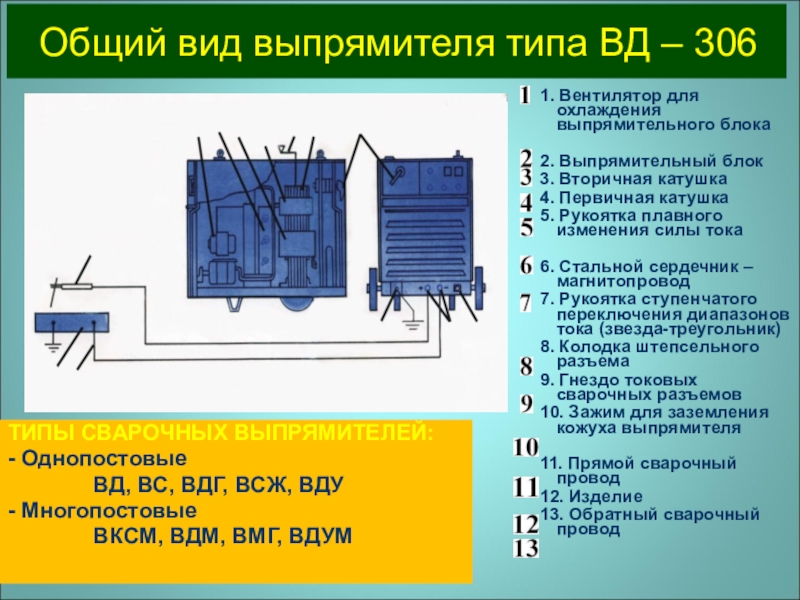
Принцип работы инвертора
Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия. В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
Инверторные сварочные аппараты
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.

Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:
Конструкция сварочного инвертора
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
- Вольфрамовые электроды для аргонодуговой сварки
- Электроды для контактной сварки
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
Микропроцессор
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Как выбрать сварочный аппарат для дома и дачи на 220 В
При подборе сварочного оборудования потребитель должен определиться для решения, каких задач он будет необходим.
Если он будет использоваться для ремонта кузовных деталей, то у него должны быть одни параметры, а если для работы по изготовлению металлоконструкций то другими. Но в любом случае, устройства должны отвечать ряду требований, в частности, в домашнем аппарате должны быть реализованы такие функции, как горячий старт, антизалипание и некоторые другие. Именно этим инверторы отличаются от традиционных аппаратов.
В конструкции аппарата этого типа должен быть установлен вентилятор. Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
Какой сварочный аппарат лучше
Выбор аппарата – это по большей части дело сугубо индивидуальное. И каждый выбирает аппарат по своим потребностям, но, можно сказать, что устройства с диапазоном сварочного тока в пределах 200 – 250 А, позволяет выполнять самые сложны работы и обрабатывать детали разной толщины.
Классификация инверторов
Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств:
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.
Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы. Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций. Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.
Электроды для ручной дуговой сварки
Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Дополнительные функции в инверторах
В современных инверторных устройствах реализованы некоторые опции, которые заметно облегчают работу сварщика:
- Горячий старт – зачастую у начинающих сварщиков, да и не только у них, возникают сложности с розжигом и поддержанием дуги в рабочем состоянии. В момент розжига, ток вырастает до необходимого уровня и сразу после розжига возвращается к рабочим параметрам. Процесс изменения тока происходит полностью автоматически, без участия сварщика.
- Еще одна проблема, которая преследует новичков – залипание электрода. Причин тому несколько, но решение у нее одно – снижение уровня сварочного тока. Эта операция так же выполняется автоматически.
- Форсаж дуги позволяет выполнять швы в разных пространственных положениях.
- Снижение напряжения холостого хода до безопасного для рабочего и его окружающих людей уровня.
Определяемся с характеристиками
Как и любое техническое оборудование, сварочные инверторы обладают рядом технических параметров, которые определяют их возможности.
Сварочный ток
Инверторные сварочные аппараты обеспечивают генерацию сварочного тока в диапазонах от 100 до 250 А.
Напряжение холостого хода
После преобразования тока, подаваемого из электрической сети в 220 В, на выходе из аппарата получается ток с напряжением в 50 – 90 В и рабочей частотой в 20 – 50 кГц. Для розжига дуги необходимо использовать максимальное напряжение, но оно создает угрозу безопасности сварщика и окружающих людей. Поэтому после окончания работы, напряжение падает до безопасного уровня.
Режим работы на максимальном токе
Важный показатель работы любого сварочного аппарата это показатель длительности работы. Его могут называть ПН или ПВ. Этот показатель говорит о том, какое количество времени будет работать аппарат при десятиминутном сварочном цикле, до отключения.
Другими словами, если ПВ составляет 50% — это значит что время эффективной работы, составит 5 минут, если показатель составляет 70%, то время составит 7 минут. Этот показатель должен быть отражен в технической документации, входящей в состав поставки сварочного аппарата.
Рекомендации по эксплуатации бытовых инверторов
Инвертор, предназначенный для сварки – это сложное инженерное устройство, которое оснащено множеством уровней защиты.
Аппаратура этого класса показывает стабильность в работе и между тем требует к себе бережного отношения и своевременного обслуживания.
Перед приобретением аппарата целесообразно тщательно изучить руководство по эксплуатации.
Инструкция сварочного инвертора
При работе с инвертором необходимо соблюдать несколько простых правил безопасности:
- Все токопроводящие рукава не должны иметь повреждений, клеммы для подключения должны надежно фиксироваться в аппарате.
- Если в конструкции аппарата предусмотрен вентилятор и во время включения он не вращается, эксплуатация такого устройства недопустима.
- При работе с аппаратом необходимо использовать средства индивидуальной защиты.
Устройство сварочного инвертора.
Принцип работы сварочного инвертора
В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к “мясу”, а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа.
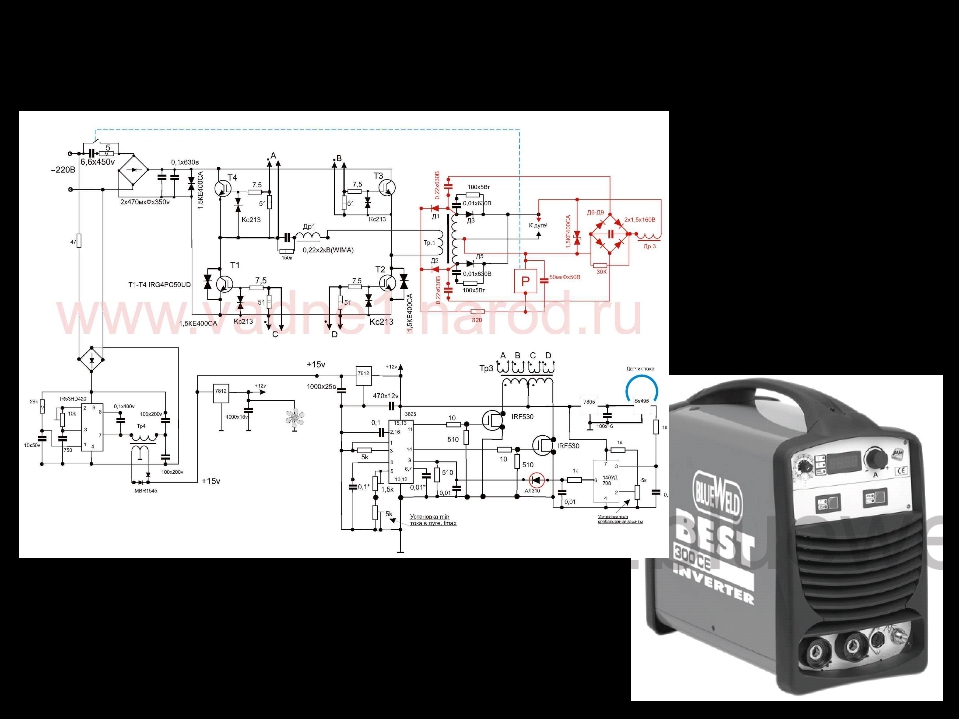
Часть 1. Силовой блок.Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.
Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).
Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
А что в железе?
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С0. Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) – 35А, обратное напряжение (VR) – 800V.
После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.
Инвертор.
Схема инвертора собрана по схеме так называемого “косого моста”. В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.
Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.
Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr < 50 ns (50 наносекунд).
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFh40US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.
Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска».
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор. Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W). Эти резисторы понижают напряжение и участвуют при запуске схемы.
Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя. Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – “Зелёный”). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V~).
Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
Об этом мы узнаем из следующей части нашего повествования. Читать далее.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
Принцип работы сварочного аппарата
Дачнику, собственнику частного дома или гаража, вполне доступно выполнять сварочные работы самостоятельно. Выбор типа бытового сварочного аппарата зависит от того, что и как требуется надежно соединить.
Консультации и советы продавцов, конечно, помогут сориентироваться в многообразии коммерческих предложений. Однако личная осведомленность покупателя и самые элементарные знания помогут задать правильные вопросы и понять ответы на них.
В этой статье вы найдете для себя базовую информацию о том, что такое сварка и на чем основан принцип работы сварочного аппарата.
Что такое сварка?
Процесс неразъемного соединения нескольких деталей в единое целое посредством нагрева, деформирования и применения присадочных материалов (электродов) называется сваркой.
Материалы твердых соединяемых компонентов нагреваются до состояния, когда возникают межмолекулярные или межатомные связи в месте сварки. Аналогичного эффекта можно достичь, оказывая давление на поверхности в месте желаемого соединения.
Сочетание давления и нагрева позволяет оптимизировать и регулировать процесс сварки. Причем чем выше температура, тем меньшее требуется давление. При достижении температур плавления материалов соединяемых деталей потребность в давлении на них и вовсе исчезает.
Способ сварки, будучи зависимым от ряда факторов, влияет на выбор сварочного оборудования.
В этой статье мы говорим не о промышленных, а о бытовых сварочных аппаратах, которые можно купить в магазинах. Поэтому ограничимся описанием оборудования, в котором реализуется принцип электродуговой сварки, и сварочных полуавтоматов, для сварки которыми необходима газовая среда.
Принцип работы сварочного трансформатора
Сварочные аппараты этого типа работают на переменном токе, сила которого регулируется путем изменения напряжения с помощью понижающего трансформатора. В итоге обеспечивается надежное питание сварочной дуги, температура которой может составлять несколько тысяч градусов по Цельсию.
В большинстве конструкций понижение напряжения до требуемого для поддержки стабильности сварочной дуги уровня достигается за счет перемещения одной из обмоток по магнитопроводу-сердечнику. Полученное рабочее напряжение, как правило, не превышает 80В при исходных уровнях 220-380В. Индуктивное сопротивление обмоток изменяется и таким образом регулируется величина сварочного тока.
Кроме этой применяются также конструкции с подвижным магнитным шунтом или тиристорами.
Принцип работы сварочного инвертора
Сварочный инвертор преобразует напряжение и обычный переменный ток (частота 50 Гц, напряжение сети 220В) до значений, необходимых для возникновения и поддержания сварочной электродуги.
Схематично это происходит так:
- Сначала переменный ток трансформируется в постоянный с помощью первичного выпрямителя. Для понижения напряжения с 220В до необходимого уровня служит инверторный блок, в котором постоянный ток становится снова переменным, но высокочастотным, как и напряжение.
- В трансформаторе полученное высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований сила тока значительно повышается.
- После оптимизации напряжения высокочастотный переменный ток во второй раз преобразуется в постоянный. Далее его сила регулируется до требуемых величин.
Таким образом, в сварочном инверторе ток и напряжение четко контролируются. Это позволяет плавно регулировать их уровни и выполнять широкий диапазон сварочных работ для соединения деталей даже из самых тугоплавких металлов и сплавов.
Принцип работы сварочного полуавтомата
Электроды тут не нужны. Потому что в сварочном полуавтомате применяется специальная сварочная проволка, которая плавится в газовой среде.
Для облегчения понимания, что такое сварочный полуавтомат, достаточно знать, что это – установка, в которую входят:
- Источник питания, которым может быть сварочный инвертор или сварочный выпрямитель
- Устройство подачи сварочной проволоки
- Сварочная горелка
- Система управления
- Соединительные кабели и шланги
Сварочная проволка через специальное устройство плавно и корректно поступает в сварочную горелку. В место сварки также подается чистый углекислый газ или его смесь с аргоном.
Так что к вышеперечисленным компонентам установки логично добавить и специальные газосодержащие емкости, а также катушки с намотанной сварочной проволокой.
Информация о том, на чем основан принцип работы сварочного аппарата, в зависимости от его типа, надеемся, поможет лучше разобраться в потребительских характеристиках этого необходимого в быту оборудования и сделать оптимальный выбор.
Принцип работы инверторного сварочного аппарата
Благодаря снижению цены, в настоящее время стали очень популярны сварочные аппараты инверторного типа. Лёгкие и надёжные, они широко используются и на производстве, и во время дачно-гаражных поделок. Мы на сайте уже знакомили вас (в статье про ремонт инверторов), в общих чертах, с устройством этих сварочников. Здесь подробно объясним принцип работы сварочного инвертора.
«Изюминки» сварочного инвертора
Сварочным инвертором принято называть блок питания сварочного аппарата, оснащённый инвертором. Сам по себе инвертор – это устройство, преобразующее постоянное напряжение в высокочастотное переменное.
В двух словах, происходит следующее:
- входной выпрямитель получает напряжение из электросети (220 В, 50 Гц) и постоянным током питает «косой мост» на ключевых транзисторах;
- «косой мост» формирует прямоугольные импульсы высокой частоты (до 50 КГц). Преобразование позволяет применить в схеме высокочастотный импульсный понижающий трансформатор. Этот узел, благодаря материалу сердечника, весит на порядок меньше своего 50-герцового «собрата», что положительно сказывается на общей массе девайса. А это приводит к уменьшению веса всего сварочного аппарата. Кроме того, экономится медь и другие дорогостоящие материалы, из которых изготавливается оборудование. Импульсный трансформатор понижает высокочастотное напряжение до необходимого рабочего.
Схемотехническое решение и применение в инверторе специальных компонентов, позволили сконструировать устройство, не критичное, в широких пределах, к колебаниям напряжения питающей электросети. При понижении его ниже допустимого предела – происходит отключение генератора и загорается жёлтая лампочка «авария».
В этом и заключаются две «изюминки»: малый вес и некритичность в широком диапазоне к колебаниям напряжения источника питания;
- выходной выпрямитель преобразует напряжение (уже имеющее необходимую амплитуду) в постоянное рабочее.
Внедрение указанных выше преобразований привело к тому, что в схемотехнике источника питания появилось большое количество всяких дополнительных элементов, обеспечивающих его стабильную работу.
Теперь рассмотрим принцип работы сварочного инвертора подробно.
Как работает сварочный инвертор
В качестве примера рассмотрим устройство сварочного инвертора бренда «TELWIN» (рисунки к указанному бренду отношения не имеют). Внешний вид платы с указанием расположения элементов схемы приведён на рисунке.
Вариант компоновки деталей сварочного инвертора.
Схема сварочного инвертора состоит из двух основных частей: силовой и управляющей.
Силовая схема сварочного инвертора
Принципиальная схема приведена на рисунке (рисунки в статье кликабельные: для увеличения и удобства просмотра нажмите на него и он откроется в новом окне).
Силовая часть схемы сварочного инвертора.
Электронный силовой блок состоит из следующих узлов:
- сетевой выпрямитель;
- помехозащитный фильтр;
- инвертор;
- выходной выпрямитель.
Сетевой выпрямитель
Выпрямитель состоит из:
- двухполупериодного диодного моста;
- сглаживающего фильтра из двух параллельных электролитических конденсаторов.
Через диодный мост протекают большие токи, и он нагревается. Для рассеяния тепла его устанавливают на охлаждающий радиатор. С целью предотвращения перегрева и выхода из строя диодного моста, на радиаторе установлен элемент защиты – термопредохранитель. Он отключает питание при превышении температуры радиатора выше 90 °С. Постоянное напряжение после выпрямителя и фильтра подаётся на инвертор.
Помехозащитный фильтр
Мощный инвертор в процессе работы создаёт высокочастотные помехи. Что бы исключить их попадание в электросеть, перед выпрямителем устанавливается фильтр ЭМС (электромагнитной совместимости). Фильтр состоит из конденсаторов и дросселя (в приведённой схеме – на тороидальном магнитопроводе).
Помехозащитный фильтр (на тороиде).
Инвертор
Инвертор собран по схеме «косого моста» на двух мощных ключевых полупроводниковых приборах. В качестве последних могут быть транзисторы типов «IGBT» и «MOSFET». Оба ключевых транзистора монтируются на радиаторы для охлаждения.
На первичную обмотку импульсного понижающего трансформатора поступает напряжение со входного выпрямителя, прошедшее преобразование на ключевых транзисторах и ставшее высокочастотным. С одной из вторичных обмоток снимается уже значительно меньшее по амплитуде напряжение (рабочее значение, необходимое для сварки). Эта обмотка выполнена несколькими витками ленточного медного провода в изоляции, что позволяет производить сварку током 120…130 А.
Понижающий импульсный трансформатор (от него отходят шины).
Выходной выпрямитель
С вторичной обмотки импульсного трансформатора переменный ток высокой частоты поступает на высокочастотные мощные диодные выпрямители. Они собираются на базе сдвоенных диодов по схеме с общим катодом. Диоды обладают высоким быстродействием (время восстановления trr < 50 ns). С выхода этого выпрямителя снимается электрический ток с нужными для сварки параметрами.
А теперь рассмотрим управляющую часть схемы сварочного инвертора.
Управляющая схема сварочного инвертора
Принципиальная схема приведена на рисунке (напоминаем о кликабельности рисунка).
Управляющая часть схемы сварочного инвертора.
Электронный управляющий блок состоит из следующих узлов:
- ШИМ-контроллер;
- цепи регулировки и контроля:
- блоки контроля напряжения сети и выходного напряжения.
ШИМ-контроллер
Схема управления имеет оригинальное решение. Поэтому, она будет рассматриваться подробнее силовой части.
«Мозгом» сварочного инвертора является микросхема ШИМ-контроллера (здесь и далее – обозначения по схеме: U1). Она, управляя работой мощных ключевых транзисторов, задаёт «ритм» работы всего преобразователя. Микросхема ШИМ-контроллера, посредством полевого N-канального MOSFET транзистора (Q4), передаёт на первичную обмотку разделительного трансформатора (T1) прямоугольные импульсы с высокой частотой – до 50 КГц. С вторичной его обмотки снимаются сигналы для управления работой ключевых транзисторов.
Защиту от возможного, в процессе управления, превышения допустимого напряжения между затвором и эмиттером ключевых транзисторов осуществляют стабилитроны (D16, D17, D29, D30).
Цепи регулировки и контроля
К цепям регулировки и контроля относятся:
- трансформатор тока (Т2). Этот узел является основой анализатора-ограничителя тока. Снимаемое с него напряжение, после выпрямления и ограничения, участвует в работе схемы, формирующей сварочный ток, и генератора импульсов на ШИМ-контроллере;
Трансформатор тока (в центре).
- узел контроля напряжения сети. Он состоит из элементов операционного усилителя, собранного на двух микросхемах (U2A и U2B). На резисторных делителях, установленных в цепях входного выпрямителя, выделяется напряжение электросети (завышенное или заниженное) и поступает на сумматор операционного усилителя. Последний вырабатывает результирующий сигнал и выдаёт его на задающий генератор импульсов – ШИМ-контроллер. При обнаружении напряжения ниже допустимого, он блокирует генератор, а, следовательно, и всю схему;
- схема контроля выходного напряжения. Последнее снимается с выходов «OUT+», «OUT-» и через оптрон (ISO1), поступает в схему контроля (U2A и U2B). Таким образом, выполняется отслеживание параметров выходного напряжения.
Одновременно с отключением инвертора включается жёлтый светодиод (D12), который указывает на то, что в схеме неисправность или есть проблемы с сетевым питанием (отсутствует или ниже нижнего предела).
Раздел сварочных аппаратов инверторного типа
Смотрите также:
Что такое инверторный сварочный аппарат? Об инверторной технике и сварке
Как работает инверторная технология (в сварочных аппаратах)?Проще говоря, инвертор – это электронная система регулирования напряжения. В случае инверторного сварочного аппарата он преобразует источник переменного тока в более низкое выходное напряжение, например, с 240 В переменного тока на выход 20 В постоянного тока.
Устройства на базе инвертораиспользуют ряд электронных компонентов для преобразования мощности – в отличие от обычных устройств на основе трансформатора, которые в основном зависят от одного большого трансформатора для регулирования напряжения.
Инвертор работает путем увеличения частоты первичного источника питания с 50 Гц до 20 000 – 100 000 Гц. Это достигается за счет использования электронных переключателей, которые очень быстро включают и выключают питание (до 1 миллионной секунды). Управляя источником питания таким образом, прежде чем он попадет в трансформатор, можно очень значительно уменьшить размер трансформатора.
Каковы преимущества использования инверторных сварочных аппаратов?
Инверторные продукты имеют много преимуществ по сравнению с обычными трансформаторными устройствами:
- Вес и размер : Это наиболее значительное и впечатляющее преимущество инверторного сварочного аппарата по сравнению с обычными машинами. Например, инвертор весом менее 5 кг, меньше чемодана и его можно удобно перекинуть через плечо, может иметь выходную мощность, сравнимую с мощностью 50-килограммовой машины на базе трансформатора.
- Эффективность : Качественные инверторные машины, такие как серия инверторных сварочных аппаратов Weldforce, будут иметь рейтинг эффективности около 80-90%, в то время как обычные сварочные аппараты имеют значительно более низкий КПД, около 50%. Это связано с тем, что более крупные трансформаторы в обычных машинах имеют большее сопротивление и, следовательно, теряют значительное количество мощности (или энергии) из-за рассеивания тепла.
- Использование мощности генератора : Быть очень эффективным означает, что использование энергии генератора гораздо более целесообразно для инверторных сварочных аппаратов, которые могут работать на небольших портативных генераторных установках – что часто невозможно с традиционными трансформаторными машинами.Следует отметить, что существуют риски, связанные с использованием энергии генератора – для получения дополнительной информации прочитайте нашу статью об использовании генератора с инверторными сварочными аппаратами.
- Рабочий цикл : Обычно гораздо более высокие рабочие циклы достигаются с инверторными машинами, опять же из-за разницы в размерах трансформатора. Хотя более мелкие компоненты в инверторной машине быстро нагреваются, их можно охладить намного проще и быстрее. Однако в обычных сварочных аппаратах с «трансформатором» компоненты намного крупнее и, следовательно, имеют тенденцию накапливать тепло, и им требуется больше времени для охлаждения.
- Выход постоянного тока : Многие обычные аппараты для ручной дуговой сварки с трансформатором имеют только выход переменного тока, что означает, что они ограничены в типах электродов, которыми они могут сваривать. Однако в инверторных машинах ток намного легче преобразовать в постоянный ток, что означает, что они могут сваривать широкий спектр различных сварочных электродов. Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
- Производительность : Производительность качественных инверторных сварочных аппаратов существенно выше, чем у обычных сварочных аппаратов.Это особенно заметно при ручной дуговой сварке, когда операторы обнаруживают, что сварка намного проще и им не нужно «бороться» с дугой. В основном это связано с тем, что инверторные машины имеют более высокое напряжение холостого хода и включают такие функции, как горячий запуск, защита от прилипания и Arc-Force. Ярким примером этого является сварка тонких материалов: с использованием обычного сварочного аппарата для стержневой сварки это, как известно, сложно, если не невозможно, но с инверторными аппаратами, такими как серия Weldforce, которые имеют бесконечную регулировку силы тока и очень стабильную дугу, мощность можно очень сильно уменьшить. низкий так, чтобы он сварился, скажем 1.6-миллиметровый листовой металл или секция трубы с относительной легкостью и контролем
- Функции : Электроника инверторных машин значительно упрощает возможность включения дополнительных функций (таких как режим TIG) и повышения управляемости существующих функций.
Что такое инверторная технология IGBT?
Аббревиатура IGBT означает «биполярные транзисторы с изолированным затвором». Это высокоскоростные переключающие устройства, используемые во всех сварочных аппаратах Weldclass Inverter, которые упрощают регулировку напряжения.
В некоторых инверторных машинах используется более старая технология / транзисторы MOSFET. Технология IGBT предлагает значительные преимущества по сравнению с MOSFET – возможно, наиболее важным преимуществом является то, что IGBT менее уязвимы к колебаниям мощности сети и генератора, что делает их намного более надежными и менее подверженными повреждению или отказу.
БТИЗ
Еще статьи по инверторным сварочным аппаратам;
Что такое рабочий цикл и как он рассчитывается?
Использование генераторов для питания инверторных сварочных аппаратов
Все артикулы сварочных аппаратов
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации, ссылках и приложениях.Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям. Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение того, чтобы выбранный продукт мог правильно и безопасно работать в предполагаемом приложении. E. & O.E.
Принцип работы инверторного сварочного аппарата – Знание
19 июл.2019 г.
Инверторный сварочный аппарат – это новый тип источника сварочного тока, который производится инверторным способом.Это (50 Гц) переменный ток промышленной частоты, сначала выпрямителем и фильтром в выпрямитель постоянного тока, снова через электронные компоненты мощного переключателя (тиристор SCR, GTR, полевой транзистор MOSFET и IGBT), инвертор на частоту от нескольких кГц до кГц. переменного тока (переменного тока), в то же время от трансформатора до десятков вольт, подходит для сварочного выпрямителя и выходного фильтра реактивного сопротивления, снова довольно плавный сварочный ток постоянного тока.
Порядок преобразования может быть просто выражен как:
Частота сети переменного тока (через выпрямление и фильтрацию) → постоянный ток (через инвертирование) → среднечастотный переменный ток (понижение, выпрямление и фильтрация) → постоянный ток.
Как: переменный ток в постоянный, переменный и постоянный
Из-за высокой частоты переменного тока после понижения инвертора индуктивное сопротивление велико, и активная мощность в сварочном контуре будет значительно снижена. Так что это нужно снова исправить. Это обычно используемый механизм инверторного сварочного аппарата.
Характеристика инвертора мощности: основной характеристикой инвертора для дуговой сварки является высокая рабочая частота, что дает много преимуществ. Поскольку трансформатор представляет собой первичную обмотку или вторичную обмотку, его потенциал E имеет следующую зависимость от частоты тока f, плотности магнитного потока B, площади поперечного сечения сердечника S и витков обмотки W: E = 4.44fBSW
А напряжение на клеммах U обмотки примерно равно E, а именно:
U материал fBSW E = 4,44
Когда U и B определены, если f увеличивается, S уменьшается, а W. Таким образом, вес и объем трансформатора могут быть значительно уменьшены. Вес и объем всей машины можно значительно уменьшить. Кроме того, улучшение частоты и другие факторы принесли много преимуществ. По сравнению с традиционным источником питания для дуговой сварки, его основные характеристики следующие:
1.Небольшой объем, легкий вес, экономия материала, удобство переноски и перемещения.
2. Высокая эффективность и энергосбережение, эффективность может достигать 80% ~ 90%, что более чем на 1/3, чем у традиционных сварочных аппаратов.
3. Хорошие динамические характеристики, легкое зажигание дуги, стабильная дуга, красивое формирование сварного шва и небольшое разбрызгивание.
4. Подходит для объединения с роботами для создания производственной автоматической системы сварки.
5. Может использоваться в одном аппарате, выполнять различные процессы сварки и резки.
Принцип работы сварочного аппарата. Принцип работы сварочного инвертора.
Инверторные преобразователи напряжения скрытого монтажа для широкого диапазона мощностей от нескольких ватт до десятков киловатт. Принцип работы позволяет разобраться в его устройстве и других важных моментах, поэтому мы считаем необходимым провести подробный обзор этого устройства.
Ближе к точке
Особенностью сварочного инвертора является его способность работать при статической нагрузке.За последние несколько десятилетий инверторные преобразователи тока стали применяться в конструкции электросварочных аппаратов, конструкция которых имеет нагрузку в виде электрической дуги. Но обо всем по порядку.
Принцип действия (Рисунок 1)
Принцип работы любого сварочного аппарата основан на преобразовании переменного тока напряжением 220 В или 380 В частотой 50 Гц в постоянный рабочий параметр с соответствующими характеристиками напряжения холостого хода, рабочего параметра и питания. вольт-амперная характеристика.
Однако принцип работы рассматриваемого сварочного инвертора отличается от сварочных выпрямителей, в основе которых лежат диодные мостовые схемы сварочных выпрямителей. Если обычные выпрямители выполняют однократное выпрямление переменного рабочего параметра после понижающего трансформатора, то в случае использования сварочного инвертора выполняется многократное преобразование для напряжения, частоты и выпрямления. Конечно, качественные технические параметры выпрямленного тока выше.
Принцип действия рассматриваемого сварочного аппарата разобран исходя из работы последовательного инвертора. На рисунке представлена структурная схема. Глядя на схему схемы, можно понять, что резисторы нагрузки, а также переключающие элементы (емкостный, индуктивный) включены в последовательную цепь. Модуль управления основан на работе 2-х тиристоров.
Первичный выпрямитель используется для преобразования тока, после чего постоянный ток проходит на фильтр, при этом показатель напряжения остается неизменным.Постоянный рабочий параметр сглаживается сетевым фильтром, после чего подается на преобразователь частоты для последующего преобразования в переменный высокочастотный параметр.
Частота сварочного тока может достигать 50-100 кГц. Высокочастотный параметр подается на импульсный трансформатор, после чего сварочный трансформатор понижает высокочастотный рабочий параметр до предела напряжения сварочного тока холостого хода. Правка высокочастотного рабочего параметра сварки производится на выходе рассматриваемого устройства во вторичном выпрямительном блоке.
Блок силового выпрямителя имеет сглаживающие емкостные фильтры для последующего улучшения качественных характеристик выпрямителей. В свою очередь, модуль управления осуществляет управление, а также изменение характеристик работы рассматриваемого инверторного аппарата.
Принцип работы практически любого сварочного инвертора, в том числе и преобразователя, заключается в наложении импульсного резонанса. Это направление является новым в области электротехники, с появлением которого появилась возможность уменьшить габариты громоздких сварочных аппаратов, функционирование которых основано на классической электротехнике.
Следует отметить, что любое оборудование, основанное на фундаментальных инверторных преобразованиях рабочего параметра, остается на порядок дороже выпрямителей, а также силовых трансформаторов. Сложные концепции управления и преобразования позволяют снизить их надежность, и все другие выгодные стороны могут поспорить с объединением во многих секторах.
Структурная схема
Чертеж состоит из трех основных блоков:
- На входе схемы стоит выпрямитель с емкостью, включенной параллельно.Что касается роли конденсаторов схемы, то они служат запоминающими устройствами, с помощью которых становится возможным поднять напряжение постоянного тока до 300 В;
- Модуль рассматриваемого аппарата, с помощью которого постоянный ток преобразуется в высокочастотную переменную;
- Блок выходного выпрямителя, преобразующий переменный ток после устройства в постоянный рабочий параметр.
Различные решения модульного блока, в которых есть принципиальные схемы инвертора, становятся доступными для понимания благодаря тщательному изучению предоставленных схем.
Двухконтактный модуль (мостовая схема – рисунок 2)
Биполярные импульсы в мостовом типе образуются за счет парной работы ключевых транзисторов (VT1-VT3, VT2-VT4), через которые проходит половина тока от моста. Конечно, индикатор напряжения будет вдвое меньше емкости «С».
Двухконтактный модуль (полумостовая схема – рисунок 3)
В данном случае полумостовой модуль снабжен емкостным делителем на транзисторах, а также в первичной обмотке будет 0.5 значения на входе устройства. В результате при питании от выпрямителя на входе установки напряжение составит 150В. Рисунок этой схемы со значительными рабочими токами использует мощные транзисторы. Потребление рабочего параметра сети увеличивается при сравнении с полным мостом.
Инверторный модуль (полумост наклонный – 4 шт.)
На изображении этой схемы ключевые транзисторы VT1-VT2 работают одновременно при отпирании и запирании.Индикаторное напряжение в транзисторах не достигает 0,5 напряжения на входе. Когда транзисторы закрыты, энергия поглощается конденсатором «С», расположенным на входе через диоды VD1-VD2. Однако из недостатков «косого полумоста» стоит особо выделить смещение стержня трансформатора за счет использования на выходе составляющей рабочего параметра. Принципиальные схемы устройства и работы аппарата инверторного типа позволяют максимально качественно понять, как работают эти полезные настройки.
- Преимущества и недостатки сварочных инверторов
Для удачной покупки инверторной продукции необходимо знать устройство сварочного инвертора и принципы его работы, чтобы в случае поломки его можно было отремонтировать, так как инверторы очень востребованы и доступны по стоимости сегодня. Вы можете купить их в магазине или сделать самостоятельно.
Принцип работы сварочного инвертора
Сварочный инвертор сам по себе является своего рода силовым агрегатом с большой мощностью. Принцип действия аналогичен импульсным блокам питания. Сходство в особенностях преобразования энергии, а именно в следующих этапах.
Этапы преобразования энергии в сварочном аппарате:
- выпрямление переменного тока сети 220 вольт;
- преобразование постоянного тока в высокочастотную переменную;
- понижение высокочастотного напряжения;
- выходной выпрямитель слабого тока.
Раньше в основе сварочного аппарата лежал силовой трансформатор большой мощности.За счет уменьшения переменного тока в сети это позволило получить большие токи, необходимые для сварки за счет вторичной обмотки. Трансформаторы, работающие от обычной частоты переменного тока 50 Гц, имеют очень большие размеры и большой вес.
Поэтому, чтобы избавиться от этого недостатка, был изобретен сварочный инвертор. Его габариты уменьшены за счет увеличения частоты его работы до 80 и более кГц. Чем выше рабочая частота, тем меньше габариты устройства.Вес соответственно тоже меньше. А это экономия на материалах для его изготовления.
Где взять в сети эти частоты при 50 Гц? Для этих целей разработана схема инвертора, состоящая из мощных транзисторов, переключаемых с частотой от 60 до 80 кГц. Но для того, чтобы они функционировали, к ним необходимо подавать постоянный ток. Его можно получить с выпрямителем, состоящим из диодного моста, а также фильтров для сглаживания. Конечный результат – постоянный ток 220 вольт.Транзисторы инвертора подключены к понижающему трансформатору.
Так как переключение транзисторов происходит на высокой частоте, то и трансформатор работает на такой же. Для работы от высокочастотных токов необходимы трансформаторы меньшего объема. Оказывается, габариты инвертора небольшие, а рабочая мощность не меньше, чем у его громоздкого предшественника, работающего на частоте 50 Гц.
В связи с необходимостью переделки устройства появился ряд дополнительных деталей, обеспечивающих его бесперебойную работу.Познакомимся с ними поближе.
Вернуться к содержанию
Особенности сварочного инвертора
Для уменьшения габаритов и веса сварочное оборудование собрано по инверторной схеме.
Базовая монтажная схема:
- выпрямитель низкочастотный; Инвертор
- ; Трансформатор
- ; Выпрямитель высокочастотный
- ;
- рабочий шунт;
- электронный блок управления.
Каждая модель инвертора имеет свои особенности, но все они основаны на использовании высокочастотных импульсных преобразователей.Как писалось ранее, переменный ток 220В с помощью мощного диодного моста выпрямляется и сглаживается конденсаторами.
На конденсаторах фильтра сила тока будет в 1,41 раза больше, чем на выходе диодов для выпрямления. То есть при напряжении 220 вольт на диодном мосту на конденсаторах получаем 310 вольт постоянного тока. В сети сила тока может варьироваться, поэтому конденсаторы рассчитаны на рабочую зону с запасом (400 вольт).Обычно используются диоды Д161 или В200. Диодная сборка GBPC3508 работает при постоянном токе 35 А. Высокое напряжение проходит через диоды, и они нагреваются. Поэтому их устанавливают на радиатор для охлаждения. В качестве защитного элемента к радиатору прикреплен термопредохранитель. Открывается при повышении температуры до + 90 ° С.
Конденсаторы устанавливаются на разный объем, в зависимости от модификации устройства. Их емкость может достигать размера 680 муф.
Постоянный ток от выпрямителя и фильтра подается на инвертор.Он собран по схеме «косого моста» и состоит из двух ключевых транзисторов большой мощности. В сварочном аппарате основными транзисторами могут быть IGBT или высоковольтные полевые МОП-транзисторы. Эти компоненты прикреплены к радиатору для отвода лишнего тепла.
В сварочном аппарате еще должен быть качественный высокочастотный трансформатор, который является источником понижения напряжения. В инверторе он весит в несколько раз меньше, чем силовой трансформатор в сварочном аппарате. Первичная обмотка состоит из 100 витков ПЭВ толщиной 0.3 мм. Вторичные обмотки: 15 витков медного провода 1 мм, 2 обмотки по 20 витков сечением 0,35 мм. Обмотки первичной и вторичной обмоток должны совпадать. Все обмотки должны быть изолированы плетением или лентой из ПТФЭ для улучшения проводимости. Выходы всех обмоток в месте соединения защищены и опломбированы.
Помимо основных компонентов инвертора есть еще режим антизалипания электрода, плавная регулировка сварочного тока, система защиты от перегрузок.
Специалист легко отрегулирует необходимый сварочный ток и отрегулирует его во время сварочных работ. Диапазон тока достаточно широк – 30-200 А.
Выходной выпрямитель состоит из мощных двойных диодов и одного общего катода. Их особенность в высокой скорости действия. Поскольку их задача – выпрямлять высокочастотный переменный ток, простые диоды с этим не справятся. У них слишком малая скорость закрывания и открывания, а это повлечет за собой перегрев и быструю поломку.При выходе из строя выходных диодов их необходимо заменить на быстродействующие. Они, как и обычные, крепятся на радиатор.
При включении сварочного инвертора происходит зарядка электролитических конденсаторов. Сила этого тока поначалу очень велика и может вызвать перегрев и выход из строя выпрямительных диодов. Чтобы этого избежать, используется схема «плавного пуска». Его основной компонент – резистор мощностью 8 Вт. Как раз это ограничитель тока при запуске устройства.
После окончания зарядов конденсаторов и начала штатной работы прибора контакты электромагнитного поля замыкаются. Тогда резистор в работе не участвует, ток проходит через реле.
Трудно недооценить потребность в сварочных аппаратах в домашнем или дачном хозяйстве. Простота конструкции устройства позволяет собирать их самостоятельно.
Однако качество выполненной работы зависит не только от навыков, но и от внутреннего дизайна продукта.Эта статья посвящена устройству и принципам работы этих устройств.
Назначение
Сварочный аппарат относится к классу электрических устройств, предназначенных для формирования напряжения сварочной дуги. Принцип работы сварочного аппарата основан на преобразовании сетевого напряжения в сварочную дугу. Поскольку в дуге есть большие токи (до 250 А), то нужно использовать подход понижения напряжения питания дуги. Основная задача конструкции – обеспечить стабильную дугу, температура горения которой может достигать нескольких тысяч градусов.
Типы сварочных аппаратов
Существует большое количество классификационных признаков, но конструктивно электросварочные аппараты делятся на:
Трансформатор- ;
- выпрямительный; Инвертор
- .
Устройство и принцип работы инверторной сварки
Конструкция и принцип работы трансформаторного сварочного аппарата предполагают, что поддержание стабильности дуги при сварке происходит за счет изменения индуктивного сопротивления вторичной (нагрузочной) обмотки.Это достигается введением реактивной катушки, а в мощных версиях – специальными магнитными шунтами.
Популярным решением является расширение катушек, что приводит к изменению магнитного потока, в свою очередь, к регулированию тока. Схема выпрямителя самая простая. Регулировка выходного тока организована с помощью тиристоров. Наилучшими нагрузочными характеристиками обладает трехфазная схема выпрямления.
Эта операция реализуется инвертором.С помощью широтно-импульсной модуляции (ШИМ) выходной ток регулируется. Этот принцип регулирования основан на изменении длительности выходных импульсов.
- Работа платы управления
- Особенности инверторов
Традиционный сварочный аппарат, включающий в себя обязательный громоздкий трансформатор, в последнее время активно заменяется инверторами. Чтобы понять, как работает сварочный инвертор, необходимо разбираться в его конструкции, принципе работы, эксплуатационных характеристиках, что определяет достоинства и раскрывает недостатки этого устройства.
Сварочный инверторный аппарат предназначен для сварки различных металлических деталей.
Общие принципы работы инвертора
В отличие от более обычных сварочных трансформаторов, в этом устройстве преобразование электрического напряжения в сварочный ток происходит в несколько этапов: с помощью маломощного трансформатора, который почти сопоставим с пачкой сигарет, и электронной схемы. Также в инверторном блоке есть система управления (блок управления), которая значительно облегчает процесс сварки и позволяет формировать качественный шов.Как работает инверторный сварочный аппарат?
Сначала входной ток 220 В частотой 50 А проходит через выпрямитель сварочного аппарата, преобразуется в постоянный и одновременно сглаживается фильтрами (обычно в виде электролитических конденсаторов). Результирующее постоянное напряжение снова преобразуется в переменное с помощью модулятора, собранного на полупроводниках, но с более высокой частотой (до 100 кГц). Далее выпрямляем и понижаем напряжение до значения, необходимого для сварки металла.
Применение высокочастотного преобразователя позволило использовать трансформатор относительно небольших габаритов, в результате чего значительно уменьшились габариты и масса инверторного аппарата. Например, чтобы получить в инверторе сварочный ток 160 ампер, потребуется трансформатор весом примерно 0,25 кг: для достижения аналогичного результата на обычном сварочном аппарате трансформатор весом не менее 18 кг будет иметь использоваться. При работе инверторного сварочного аппарата важную роль играет электроника: она осуществляет обратную связь с электрической дугой, что позволяет жестко регулировать и поддерживать ее параметры на нужном уровне.Малейшее их отклонение немедленно «подавляется» микропроцессорами. Все эти «дополнения» гарантируют стабильную дугу, что гарантирует высокое качество работы при использовании сварочного аппарата инверторного типа.
Вернуться к содержанию
Как работает основная электронная схема?
В сетевом выпрямителе электрический ток (220 В) выпрямляется с помощью сильного диодного моста (обычно диодной сборки), сглаживание пульсаций переменного тока осуществляется электролитическими конденсаторами.Поскольку диодный мост при работе сильно нагревается, его устанавливают на радиаторы охлаждения. Плюс есть термопредохранитель, срабатывающий от нагрева диодов более + 90 ° C и защищающий дешевую диодную сборку. Рядом с выпрямительным мостом своими размерами отличаются электролитические конденсаторы (круглые «бочонки») емкостью 140-800 мкФ. Кроме того, в сварочный аппарат помещен фильтр, предотвращающий возникновение радиопомех.
Схема самого инвертора включает 2 мощных транзистора (часто MOSFET или IGBT), также установленных на радиаторах.Эти полупроводники коммутируют ток, проходящий через импульсный трансформатор: частота переключения достигает десятков кГц. В результате образуется переменный ток высокой частоты. Для защиты дорогостоящих транзисторов от скачков напряжения используются схемы защиты, в том числе резисторы и конденсаторы небольшой емкости. После того, как транзисторы «поработали», с вторичной обмотки понижающего трансформатора снимается более низкое напряжение (до 70 В), но ток может составлять 130-140 и более ампер.
Для получения постоянного напряжения на выходе используется надежный выпрямитель на выходе. Обычно это устройство собирается на основе сдвоенных диодов с общим катодом. Эти устройства характеризуются максимальной скоростью, т.е. быстро открываются и закрываются, при этом время восстановления не превышает 50 наносекунд. Последнее качество очень важно, потому что эти диоды выпрямляют ток очень высокой частоты: обычные полупроводники с подобной задачей не справились бы, они не могли бы переключиться.Поэтому при ремонте важно заменить эти диоды на такие же высокочастотные (наиболее распространены устройства VS 60CPH03, STTH6003CW, FFh40US30DN), которые должны быть рассчитаны на обратное напряжение 300 В и ток 30 А.
Вернуться к содержанию
Работа платы управления
Для питания элементов платы используется регулятор напряжения на 15 В, установленный на радиаторе радиатора. Напряжение питания поступает от главного выпрямителя. Одна из функций регулятора мощности – подача напряжения на реле, обеспечивающее «плавный запуск» устройства.При подаче напряжения конденсаторы начинают заряжаться: напряжение увеличивается и применяется схема ограничения для защиты диодной сборки, в состав которой входит мощный (8 Вт) резистор. Как только конденсаторы будут заряжены, инвертор заработает, реле замкнет свои контакты, а резистор не будет участвовать в дальнейшей работе.
Помимо регулятора напряжения, в электронной схеме инвертора есть много других систем, обеспечивающих высокую производительность устройства.Основные из этих электронных блоков:
- Система управления и драйверы: здесь основным элементом является микросхема ШИМ-контроллера, которая «занимается» работой мощных транзисторов;
- Цепи регулирования и управления: основным элементом является трансформатор тока, задачей которого является регулирование силы тока выходного трансформатора;
- Система контроля напряжения питания и выходного тока: состоит из ОУ (операционного усилителя), собранного на микросхеме (например, LM324).Назначение системы – при необходимости включать аварийную защиту, следить за работой и исправностью основных элементов электронного блока.
Оборудование постоянно развивается, и оборудование для сварки не исключение. В последнее время на рынке появляется все больше устройств инверторного типа, которые уже практически заменили сварочные трансформаторы во всех сегментах. Конкуренция все еще может сохраняться только на простейшем уровне, необходимом для использования ручной дуговой сварки, поскольку более сложные технические процедуры, для которых требуются особые функции, теперь выполняются в основном инверторами.Многие специалисты уже смогли на практике оценить все преимущества этих продуктов, не говоря уже о том, что в частной сфере они стали практически незаменимыми. Это простые в использовании и многофункциональные устройства. Устройство и принцип работы сварочного инвертора обеспечивает надежное горение дуги, а также формирование качественных и надежных швов.
В последние годы появляется все больше и больше различных моделей, от миниатюрных устройств, которые можно использовать для переносной сварки и подачи питания от автономных источников, до крупных многофункциональных устройств, используемых в частной сфере.Этому увеличению количества моделей способствует также широкий спектр производителей. Компоновка сварочного полуавтомата, простого аппарата и других разновидностей может варьироваться в зависимости от конкретной модели, но основные принципы изменений остаются сильно влияющими на дополнительные функции, поскольку для них создаются отдельные блоки. Все это в целом предоставляет прекрасные возможности для удобного выполнения сложных операций, благодаря чему оборудование и заслужило высокую популярность среди современных специалистов.Но здесь есть не только солидные плюсы, но и минусы.
Преимущества сварочного инвертора
- Устройство сварочного полуавтомата инверторного типа, а также обычного аппарата позволяет уменьшить габариты корпуса оборудования, так как все компоненты получаются более компактными;
- За счет уменьшения габаритных размеров корпуса снижается общий вес, который в современных моделях может достигать всего 3-4 кг;
- Оборудование не очень чувствительно к колебаниям напряжения, так как встроенная электроника помогает поддерживать стабильность горения дуги и подстраиваться под электрические скачки в сети;
- Устойчивое горение дуги предотвращает разбрызгивание металла;
- Устройство сварочного инвертора позволяет дополнить технику дополнительными функциями, которых не было и которые позволяют улучшить качество сварного шва;
- Оборудование может работать от обычной бытовой сети, поэтому подключение к трехфазной сети не требуется;
- Потребляемая мощность при работе инвертора намного меньше, чем при работе с трансформатором.
Недостатки сварочного инвертора
- Стоимость техники заметно выше, чем у предыдущего поколения, особенно с увеличением мощности и количества функций;
- Устройство инверторного сварочного аппарата очень чувствительно к перегреву, поэтому не рекомендуется использовать его при длительной и непрерывной работе;
- Устройство может создавать вокруг себя высокий уровень электромагнитных помех, которые могут влиять на другое оборудование, находящееся поблизости;
- Здесь тоже большая чувствительность к вибрациям, ударам и так далее, потому что внутри находится электроника, которая может выйти из строя.
Принцип работы сварочного инвертора
Основная функция этого метода – преобразование тока сети в параметры, необходимые для сварки металла. Для этого ток проходит через сложную систему преобразований. Эта схема выглядит следующим образом:
- В первую очередь все идет на выпрямитель инвертора. Переменный ток из обычной розетки поступает в выпрямитель и становится постоянным на выходе.
- Затем напряжение падает. В сети он поставляется с параметрами 220 В, а специальный инверторный блок понижает его до нужного значения, заданного настройками. Здесь постоянный ток снова превращается в переменный, но на этот раз специальный блок увеличивает его частоту.
- После этого все идет к трансформатору. Здесь напряжение снова снижается до нужного значения. Из-за уменьшения силы высокочастотного напряжения высокочастотный ток начинает увеличиваться.
- На последнем этапе преобразованный высокочастотный ток поступает на вторичный выпрямитель, где снова становится постоянным. Здесь происходит окончательная настройка его параметров, которые будут соответствовать заявленным на датчиках характеристикам.
Таким образом, принцип работы сварочного инвертора позволяет четко контролировать его параметры и увеличивать частоту тока и напряжения. Это улучшает возможность работы с тугоплавкими и трудносвариваемыми металлами.Сюда входят алюминий и другие разновидности.
Инверторный контур
Устройство
Устройство каждой модели может иметь ряд особенностей, но в целом многие технические узлы повторяются. В основном технологическая плата состоит из следующих частей:
- Радиатор выходного выпрямителя – одна из самых объемных деталей, служащая для вторичного выпрямителя сварочного тока;
- Радиаторы транзисторов – несколько радиаторов, которые в совокупности занимают около четверти платы;
- Охладитель – это охлаждающее устройство, необходимое для инверторов, так как там большая чувствительность к перегреву;
- Сетевой выпрямитель – это основное устройство для выпрямления тока, протекающего из сети, перед его преобразованием;
- Датчик тока – датчик, показывающий параметры принимаемого тока;
- Реле плавного пуска – это устройство, которое помогает обеспечить легкий пуск во время процесса сварки;
- Интегральный стабилизатор – дополнительный блок, помогающий стабилизировать параметры электричества даже при скачках в сети;
- Фильтр шума;
- Конденсаторы интерференционного фильтра.
Режимы
Принцип работы инверторного сварочного аппарата позволяет ввести несколько дополнительных функций, которые помогут упростить работу.
- Горячий старт. Эта функция помогает увеличить сварочный ток в момент, когда электрод касается заготовки. После этого ток возвращается к параметрам, указанным на датчике. Количество добавляемых ампер зависит от исходного тока, так как оно отображается в относительном соотношении от 5 до 100%.Некоторые модели имеют только фиксированное значение добавки. С помощью этой функции легче обжечь плохие электроды.
- Форсаж. Эта функция становится незаменимой при сварке тонких листов металла во время формирования и продвижения сварочной ванны, она защищает электрод от прилипания и от горения. Здесь количество тока постоянно добавляется и уменьшается, так что дуга горит стабильно. Принцип работы очень похож на «Горячий старт», но настройка идет постоянно.Также может быть фиксированное значение или регулируемое значение.
- Anti-tack. Эта функция не обеспечивает постоянного горения дуги, как это было в предыдущих случаях. Это одна из самых ранних и простых инноваций, реализованных в инверторах. В то время, когда электрод прилипает, образуется короткое замыкание, нагревая устройство и воздействуя на него другими отрицательными свойствами. Чтобы этого избежать, при включенной функции защиты от прилипания технический специалист просто отключает питание.Таким образом, он не причинит никакого вреда и можно смело продолжать сварку. При желании его можно отключить или отрегулировать.
Принцип работы, типы и применение
Первый метод дуговой сварки был разработан в 19 веке, и он стал коммерчески значимым в судостроении во время Второй мировой войны. В настоящее время это остается важным процессом как для автомобилей, так и для изготовления стальных конструкций. Это один из самых известных методов сварки, которые используются для соединения металлов в промышленности.В этом типе сварки соединение может быть образовано путем плавления металла с помощью электричества. По этой причине она называется электрической дугой. Основное преимущество этой сварки заключается в том, что для сварки можно легко добиться высокой температуры. Диапазон температур дуговой сварки составляет от 6 до 7 градусов по Цельсию. В этой статье обсуждается обзор электродуговой сварки.
Что такое электродуговая сварка?
Определение дуговой сварки – это процесс сварки, который используется для сварки металлов с помощью электричества для выработки тепла, достаточного для размягчения металла, а также, когда размягченный металл охлаждается, тогда металлы будут свариваться.Этот вид сварки использует источник питания для создания дуги между металлическим стержнем и основным материалом для смягчения металлов в конце контакта.
Электродуговая сваркаЭти сварочные аппараты могут использовать либо постоянный ток, либо переменный ток, а также электроды, такие как расходные материалы, в противном случае не расходные материалы. Как правило, место сварки можно защитить каким-либо защитным газом, шлаком или паром. Этот процесс сварки может быть ручным, полностью или полуавтоматическим.
Принципиальная схема
В процессе дуговой сварки тепло может генерироваться за счет электрической дуги, возникающей между электродом и заготовкой.Электрическая дуга – это светящийся электрический разряд между двумя электродами с использованием ионизированного газа.
Любой тип техники дуговой сварки зависит от электрической цепи, которая в основном включает в себя различные части, такие как источник питания, заготовку, сварочный электрод и электрические кабели для подключения электрода, а также заготовки к источнику питания.
Цепь обмотки электрической дуги может быть образована электрической дугой между электродом, а также заготовкой. Температура дуги может достигать 5500 ° C (10000 ° F), чего достаточно, чтобы совместить края заготовки.
Если требуется длинное соединение, дугу можно перемещать по линии соединения. Сварочная ванна передней кромки растворяет свариваемую поверхность, как только задний край ванны затвердевает, образуя соединение.
Если для улучшения сцепления необходим присадочный металл, проволоку можно использовать вне материала, который подается в область дуги, которая растворяет и нагружает сварочную ванну. Химический состав присадочного металла зависит от химического состава заготовки.
Расплавленный металл в сварочной ванне может проявлять химическую активность и реагировать через окружающую атмосферу.Следовательно, сварной шов может быть заражен оксидом, а также включением нитрида, что ослабит его механические свойства. Таким образом, сварочную ванну можно защитить с помощью нейтральных защитных газов, таких как гелий, аргон и защитных флюсов от загрязнения. Экраны поставляются для зоны сварного шва в виде флюсового покрытия для электрода, в противном случае – в других формах.
Принцип работы
Принцип работы обмотки дуги заключается в том, что в процессе сварки тепло может генерироваться за счет зажигания электрической дуги между заготовкой, а также электродом.Это светящийся электрический разряд между двумя электродами в ионизированном газе.
Оборудование для дуговой сварки в основном включает в себя установку переменного тока, в противном случае – машину постоянного тока, электрод, держатель для электрода, кабели, разъемы для кабеля, зажимы заземления, отбойный молоток, шлем, проволочную щетку, перчатки, защитные очки, рукава, фартуки. и т. д.
Типы дуговой сварки
Дуговая сварка подразделяется на различные типы, в том числе следующие.
- Плазменно-дуговая сварка
- Дуговая сварка металла
- Углеродная дуговая сварка
- Дуговая сварка вольфрамовым электродом
- Дуговая сварка металла в газовой среде
- Дуговая сварка под флюсом
- SMAW – Дуговая сварка защищенного металла
- FCAW (порошковая сварка)
- ESW (Электрошлаковая сварка)
- Дуговая сварка шпилек
Плазменно-дуговая сварка
Плазменно-дуговая сварка (PAW) аналогична GTAW или газовой сварке вольфрамом.В этом виде сварочного процесса дуга будет возникать между рабочей частью, а также вольфрамовым электродом. Основное различие между плазменно-дуговой сваркой и газовой сваркой вольфрамом состоит в том, что электрод расположен внутри горелки для плазменно-дуговой сварки. Он может нагревать газ до , температуру или 30000oF и превращать его в плазму для воздействия на область сварки.
Дуговая сварка металла
В процессе дуговой сварки металлическим электродом (MAW) в основном используется металлический электрод.Этот металлический электрод может быть либо расходным, либо неплавящимся в зависимости от требований. Большинство используемых расходуемых электродов можно покрыть флюсом, и главное преимущество этого типа сварочного процесса заключается в том, что он требует более низкой температуры по сравнению с другими.
Углеродная дуговая сварка
В процессе дуговой сварки угольным газом (CAW) для сварки металлического соединения в основном используется углеродный стержень в качестве электрода. Этот вид дуговой сварки является старейшим процессом дуговой сварки и требует высокого тока и низкого напряжения для образования дуги.В некоторых случаях дуга может возникать между двумя угольными электродами, которые называются двойной угольной дуговой сваркой.
Дуговая сварка вольфрамом вольфрамовым электродом
Дуговая сварка вольфрамовым электродом (GTAW) также называется сваркой вольфрамовым электродом в инертном газе (TIGW). В этом типе процесса сварки для сварки материала можно использовать неплавящийся вольфрамовый электрод. Электрод, который используется при этой сварке, может быть окружен газами, такими как аргон, гелий и т. Д. Эти газы будут защищать область сварного шва от окисления.Этот вид сварки можно использовать для сварки тонких листов.
Дуговая сварка металла в газе
Дуговая сварка металла в газе (GMAW) также называется сваркой металла в инертном газе (MIGW). В нем используется свежий металлический электрод, защищенный газом, таким как гелий, аргон и т. Д. Эти газы защищают зону соединения от окисления и создают несколько слоев сварочного материала. В этом типе процесса дуговой сварки присадочную проволоку можно постоянно подавать с помощью неплавящегося металлического электрода для сварки металла.
Дуговая сварка под флюсом
Дуговая сварка под флюсом (SAW) может широко использоваться в автоматических методах сварки. В этом виде процесса сварки электрод полностью погружен в гранулированное покрытие из флюса, и этот флюс может быть электрическим проводником, который не будет препятствовать подаче электроэнергии. Твердое покрытие из флюса защищает расплавленный металл от ультравысокого излучения и атмосферы.
SMAW – дуговая сварка защищенного металла
Термин SMAW означает «дуговая сварка защищенного металла», которую также называют сваркой штучной сваркой; Дуговая сварка под защитным флюсом или ручная дуговая сварка металлическим электродом (MMA / MMAW).Этот вид сварки используется, когда дуга возникает между заготовкой, а также металлическим стержнем. Таким образом, поверхность обоих из них может раствориться, образуя сварочную ванну.
Когда флюсовое покрытие сразу плавится на стержне, образуется шлак и газ, защищающие сварочную ванну от окружающей среды. Это гибкий метод, подходящий для соединения таких материалов, как черные и цветные металлы, через толстый материал во всех местах.
FCAW (порошковая сварка)
Этот вид сварки является альтернативой дуговой сварке металлическим экраном.Эта дуговая сварка порошковой проволокой работает как с электродом, так и со стабильным источником питания, что обеспечивает стабильную длину дуги. Этот метод работает с использованием защитного газа или газа, который образуется через флюс, чтобы обеспечить защиту от заражения.
ESW (Электрошлаковая сварка)
При этом виде сварки тепло вырабатывается током и проходит между присадочным металлом, а также заготовкой с использованием расплавленного шлака на поверхность сварного шва. Здесь сварочный флюс используется для заполнения промежутка между двумя деталями.Этот вид сварки может быть начат через дугу между электродом или заготовкой.
Дуга генерирует тепло для плавления флюсового порошка и образования расплавленного шлака. Здесь шлак имеет меньшую электропроводность, которая может поддерживаться в жидком состоянии из-за тепла, выделяемого электрическим током. Шлак нагревается до температуры 3500 ° F, и его достаточно для плавления краев заготовки и расходуемого электрода. Капли металла будут падать в сторону сварочной ванны и соединять детали.Этот вид сварки применяется в основном к стали.
Дуговая сварка шпилек
Этот вид сварки чрезвычайно надежен и используется в самых разных областях. Этот метод используется для сварки металла любого размера с деталью с максимальной глубиной проплавления.
Этот тип сварки позволяет создавать жесткие односторонние сварные швы на основных металлах толщиной 0,048 дюйма. Эта дуга может быть сформирована при использовании источника постоянного тока; металлические застежки; наконечники и пистолет для приварки шпилек.В этой сварке используются три распространенных метода, например, дуговая сварка, приварка шпилек короткой дугой и газовая дуга.
Метод протянутой дуги работает с флюсом, закрепленным внутри шпильки, для очистки поверхности металла на протяжении всей сварки. Во время дуги флюс может испаряться и реагировать через загрязняющие элементы в окружающей среде, поддерживая чистоту области сварного шва.
Метод короткой дуги похож на метод вытянутой дуги, за исключением того, что в нем не используется магнитная нагрузка, в противном случае – наконечник.Таким образом, этот метод обеспечивает самое короткое время сварки по сравнению с методами дуговой приварки шпилек. Метод газо-дугового стержня работает через статический защитный газ без наконечника или флюса, что упрощает автоматизацию.
Другие виды дуговой сварки
Нам известно, что в большинстве отраслей промышленности используются конструкции из металла, и выше описаны наиболее часто используемые виды сварки. Но несколько других методов также позволяют сваривать два или более металлов вместе, как показано ниже.
Электронно-лучевая сварка
EBM или электронно-лучевая сварка используется для соединения металлов везде, где с высокой скоростью возникают электронные волны, для сварки одной металлической поверхности с другой.Как только электронная волна ударяет в цель, пораженное пятно расплавляется ровно настолько, чтобы соединить прилегающую часть на месте.
Этот вид сварки очень популярен в промышленной сфере. Этот метод особенно полезен для производителей аэрокосмической и автомобильной промышленности, которые используют эту сварку для соединения нескольких металлических деталей в грузовиках, автомобилях, самолетах и космических кораблях. Из-за природы электронно-лучевой сварки, основанной на вакууме, метод безопасен для работы в кризисных условиях в пустующих домах и зданиях.
Сварка атомарным водородом
Сварка AHW или атомарным водородом – это старый метод соединения металлов, которые часто выходят за край, для более эффективных методов, таких как газовая дуговая сварка. Одна из областей, где автоматическая водородная сварка все еще известна, – это сварка вольфрама. Поскольку вольфрам очень чувствителен к нагреву, эта сварка безопасна для этого метода.
Электрошлаковая сварка
Это быстрая сварка, изобретенная в 1950-х годах. Этот вид сварки соединяет тяжелые металлы для использования в оборудовании и машинах в промышленности.Как следует из названия, он взят из медных держателей воды, заключенных в инструменте, который используется для электрошлаковой сварки. Вода препятствует просачиванию жидкого шлака в другие области на протяжении всего сеанса сварки.
Углеродная сварка
CAW или угольная дуговая сварка – это метод сварки, используемый для соединения металлов при температурах выше 300 градусов Цельсия. При этом типе сварки дуга может образовываться между электродами, а также на поверхностях металла. Когда-то этот метод был популярен, но теперь он стал устаревшим благодаря двойной угольной дуге.
Кислородно-топливная сварка
Этот вид сварки представляет собой метод, при котором для плавления металла в форму используется кислород и жидкое топливо. Французские инженеры Шарль Пикар и Эдмон Фуше изобрели в 20 веке. В этом процессе температура, генерируемая кислородом, используется на участках поверхности металла. Эта сварка происходит в помещении.
Контактная точечная сварка
Контактная точечная сварка используется там, где тепло соединяет поверхности металла. Тепло может вырабатываться за счет сопротивления электрических токов.Этот вид сварки относится к группе методов сварки, называемых контактной сваркой сопротивлением.
Сварка контактным швом
Сварка контактным швом – это метод, при котором выделяется тепло между соприкасающимися металлическими поверхностями за счет связанных свойств. Этот вид сварки начинается с одной стороны соединения и работает в своем режиме с другой стороны. Таким образом, этот метод в основном зависит от двойных электродов, которые обычно изготавливаются из медного материала.
Рельефная сварка
Рельефная сварка – это метод, ограничивающий нагрев в определенной области для размещения.Этот метод очень распространен в проектах, в которых используются шпильки, гайки и другие металлические крепежные детали с резьбой, проволока и перекрещенные стержни.
Холодная сварка
Альтернативное название этой сварки – контактная сварка. Этот вид сварки используется для соединения поверхностей металлов без плавления под действием тепла.
Преимущества дуговой сварки
Преимущества дуговой сварки в основном заключаются в следующем.
- Дуговая сварка отличается высокой скоростью и эффективностью.
- Состоит из простого сварочного аппарата.
- Легко перемещается.
- Дуговая сварка создает физически прочную связь между свариваемыми металлами.
- Обеспечивает надежное качество сварки.
- Дуговая сварка обеспечивает превосходную сварочную атмосферу.
- Источник питания для этой сварки не требует больших затрат.
- Эта сварка – быстрый и последовательный процесс.
- Сварщик может использовать обычный бытовой ток.
Недостатки дуговой сварки
К недостаткам дуговой сварки можно отнести следующее.
- Для выполнения дуговой сварки необходим высококвалифицированный оператор.
- Скорость осаждения может быть неполной, так как покрытие электрода имеет тенденцию сгорать и уменьшаться.
- Длина электрода составляет 35 мм и требует замены электродов на протяжении всей производительности.
- Они не являются чистыми для химически активных металлов, таких как титан и алюминий.
Области применения
Области применения дуговой сварки включают следующее.
- Используется при сварке листового металла
- Для сварки тонких, черных и цветных металлов
- Используется для проектирования сосудов под давлением
- Разработки трубопроводов в промышленности
- Используется в автомобильной и домашней отделке
- Отрасли судостроения
- Используется в производстве самолетов и космонавтики
- Реставрация кузовов автомобилей
- Железные дороги
- Отрасли, такие как строительство, автомобилестроение, механика и т. Д. листовой металл
- Эти сварочные работы используются для ремонта штампов, инструментов и, в основном, на металлах, изготовленных из магния и алюминия.
- Большинство обрабатывающих производств используют GTAW для сварки тонких деталей, особенно цветных металлов.
- Сварка GTAW используется там, где требуется высокая стойкость к коррозии, а также к растрескиванию в течение длительного периода времени.
- Используется в производстве космических аппаратов.
- Используется для сварки деталей небольшого диаметра, тонкостенных труб, что делает его применимым в велосипедной промышленности.
Таким образом, речь идет о электродуговой сварке, и это гибкий метод сварки.Электродуговая сварка используется в обрабатывающей промышленности для создания прочных соединений по всему миру благодаря таким характеристикам, как простота и превосходная эффективность сварки. Он наиболее широко используется в различных отраслях промышленности для защиты других ремонтных работ, таких как автомобилестроение, строительство, судостроение и авиакосмическая промышленность. Вот вам вопрос, в каком диапазоне температур дуговой сварки?
Основные принципы, конструкция, работа и применение
Концепция сварки началась с древних времен, когда основной процесс – соединение двух металлических деталей.С развитием технологий произошли улучшения и в сварочных технологиях. В первые дни -го -го века произошла великая революция в области сварки, и в процессе сварки использовались тепловые ресурсы. Сварочные технологии стали особенно популярны во время требований к сварке во время Первой и Второй мировых войн. И в основном электродуговая сварка – это один из методов сварки, используемых во многих отраслях промышленности. Поскольку в этом процессе металлы соединяются с помощью электричества, это было так называемой электродуговой сваркой.Итак, в этой статье обсуждается эта концепция и каковы другие ее концепции?
Что такое дуговая сварка?
Определение: Это разновидность процедуры сварки плавлением, при которой тепло, необходимое для соединения металлов, получается от электрической дуги, которая помещается между электродом и основным металлом. Электрическая дуга возникает, когда два проводника размещаются на расстоянии 2–4 мм, так что ток будет непрерывно протекать по всему воздуху. Электрическая дуга создает температуру в диапазоне от 4000 0 C до 6000 0 C.
Здесь металлический электрод используется для подачи присадочных элементов, и может использоваться либо неизолированный электрод, либо электрод с флюсовым покрытием. Электродуговая сварка может выполняться как с использованием источников переменного, так и постоянного тока. Понижающий трансформатор используется для подачи переменного тока, а генератор выдает постоянный ток.
Базовую схему электродуговой сварки можно представить следующим образом:
Электродуговая сварка
Электродуговое оборудование
Для соединения металлов электродуговой сваркой необходимо следующее оборудование.
Машина переменного или постоянного тока
Эта процедура сварки может выполняться с использованием источника постоянного или переменного тока. В зависимости от типа сварки напряжение составляет от 15 до 45 вольт, а диапазон тока – от 30 до 600 ампер. И текущий диапазон выбирается в зависимости от толщины материала и выбранного процесса. Обычно такие источники, как двигатели и нагреватели, работают при постоянном токе и напряжении, но при дуговой сварке эти параметры могут меняться. Поведение самой процедуры сварки приводит к регулярным коротким замыканиям.
Электрод
Это присадочный металл, который используется в качестве вывода электрического тока для генерации электрической дуги. Этот присадочный металл может быть использован в виде прутка или проволоки. Эти электроды классифицируются как одноразовые и расходные. Состав расходуемого материала аналогичен составу металла и при плавлении становится элементом сварного шва.
В то время как неплавящийся материал может быть изготовлен из вольфрама, углерода или графита, где эти материалы не плавятся во время работы.
Отбойный молоток
Этот инструмент используется для удаления любых брызг и шлака.
Проволочная щетка
Это очистительное оборудование, которое используется для удаления частиц отходов, оксидов и шлака.
Другое необходимое оборудование:
- Заземляющие зажимы
- Кабели
- Защитные очки
- Перчатки
Принципы дуговой сварки
Основной принцип этой процедуры сварки заключается в том, что между угольным электродом и металлом образуется электрическая дуга при напряжении около 35-40 вольт.А между металлическим электродом и металлом напряжение поддерживается на уровне 15-40 вольт. Возникающая электрическая дуга связана с тепловым излучением и ярким светом по всей длине, и в зависимости от этих параметров температура дуговой сварки варьируется в диапазоне от 5000 0 C до 5500 0 C.
Процесс
Процесс электрической дуговой сварки как ниже
Здесь одна сторона электрической цепи, которая является анодом, подключена к изделию, которое необходимо сваривать, а другая сторона подключена к металлическому электроду, а другая сторона является катодом.Когда есть оптимальное расстояние между анодом и катодом и когда есть циркуляция энергии, будет генерация электронов на стороне катода. Эти электроны будут двигаться к аноду, и когда происходит столкновение электронов с анодом, кинетическая энергия преобразуется в тепловую энергию. Итак, происходит выделение тепла.
В то же время на аноде будет происходить генерация положительных ионов, которые будут двигаться к катоду, а когда на катод попадают положительные ионы, кинетическая энергия преобразуется в тепловую энергию.Итак, на катоде тоже происходит выделение тепла.
Виды дуговой сварки
Поскольку сварка – лучший способ соединения металлов, существует множество видов электродуговой сварки. Основными видами сварки являются сварка MIG, TIG и электродная сварка.
Сварка МИГ
Это один из способов сварки, наиболее часто используемых при сварке стали. В основном это сплавление рабочей нагрузки с металлом. Это называется довольно аккуратной процедурой, поскольку во время сварки образуется небольшое количество отходов.Сварщики могут выполнять длительный процесс сварки, когда необходимы лишь ограниченные остановки и пуски. В качестве защитного газа здесь используется либо состав аргона, состоящий из CO 2 или O 2 , либо только аргон. Но недостатком сварки MIG является то, что генерировать электрическую дугу несколько сложно, и, кроме того, сварные швы сильно окисляются.
МиГ-Сварка
Сварка TIG
TIG также определяется как газовая сварка вольфрамом, это наиболее часто используемая электродуговая сварка при работе со сплавами, такими как титан, магний, медь, алюминий и никель.Этот процесс может производиться как в присутствии, так и в отсутствие заполняющих металлов. Сварщики могут быть задействованы только в течение меньшего периода сварки, поскольку будет выделяться большее количество тепла. Это называется довольно аккуратной процедурой, поскольку во время сварки образуется небольшое количество отходов. В качестве защитного газа здесь используется либо состав аргона, состоящий из H 2 или He 2 , либо только аргон.
Сварка TIG
Ручная сварка
Сварка палкой также называется дугой в экранированном металле.Это используется в основном в случае трубопроводов, тракторов, наружных работ, изделий из металла и мостов. В основном для сварки электродуговой сваркой будет предпочтительнее применение на открытом воздухе, поскольку дождь не влияет на целостность сварки. Точная сварка палкой кажется сложной и в основном предлагается только опытным сварщикам.
сварка стержнем
Преимущества и недостатки
Преимущества и недостатки электродуговой сварки можно сформулировать следующим образом:
Преимущества
- Электродуговая сварка имеет высокую скорость работы и хорошую сварочную мощность
- Легко переносится
- Этот процесс состоит из простого оборудования, что делает его рентабельным.
- Обеспечивает неизменно высокое качество и эффективность сварки.
- Обеспечивает отличные условия сварки
- Энергия, необходимая для генерации электрической дуги, не дорогая
- Сварочный шов между металлами такой прочный
- Считается быстрой и стабильной процедурой
- Сварщики могут использовать нормальный внутренний ток
Недостатки
- Для выполнения электродуговой сварки необходимы в основном высококвалифицированные сварщики
- Скорость наплавки может быть недостаточной, если покрытие электрода приводит к выделению тепла и сокращению
- Длина электрода составляет почти 35 мм, и требуется переключение электродов на всем протяжении производства.
Применения для дуговой сварки
Поскольку существует множество видов электродуговой сварки, в целом их можно определить следующим образом:
- Используется для сварки листового металла
- При производстве стальных сосудов и сосудов под давлением
- Работает в сфере домашнего интерьера и автомобилестроения
- Используется в авиакосмической и авиационной промышленности
- Используется для реставрации кузова автомобилей
- Судостроение
- Реализовано на железных дорогах
- Развитие промышленных трубопроводов
- Для сварки черных, цветных и тонких металлов
Часто задаваемые вопросы
1).Насколько горячая сварочная дуга?
Теплота сварочной дуги варьируется в диапазоне от 3000 0 C до 20000 0 C.
2). Какой ток требуется для дуговой сварки?
Как правило, ток, необходимый для сварки, составляет 80 ампер, а в случае точечной сварки – около 12 000 ампер.
3). Как возникает электрическая дуга?
Тепло, необходимое для сварки металла, вырабатывается электрической дугой.
4). Насколько опасна сварка?
Сварочные ожоги при вдыхании могут вызвать опасные проблемы со здоровьем. Кратковременное воздействие может вызвать сухость глаз, инфекцию горла. В то время как длительное воздействие приводит к проблемам с мочевыводящими путями, раку легких и т. Д.
5). Какая сварка самая прочная?
СваркаTIG считается самым сильным сварочным процессом по сравнению со сваркой MIG.
Итак, сварочная технология – это обширная область, в которой продолжается развитие, и в этой области появилось много достижений и тенденций.Итак, узнайте, какие существуют другие виды дуговой сварки и как они используются в промышленности?
Inverter IGBT Принцип работы генератора сварочного аппарата постоянного тока – Знания
Инверторный IGBT-генератор постоянного тока – это в основном инверторный источник питания для дуговой сварки, генерируемый инвертором, который также называется инвертором для дуговой сварки. Это новый тип источника сварочного тока. Это переменный ток промышленной частоты (50 Гц), который сначала выпрямляется и фильтруется выпрямителем, превращаясь в постоянный ток, а затем преобразуется в ток от нескольких кГц до нескольких десятков кГц, полевой МОП-транзистор или IGBT с помощью мощных переключающих электронных компонентов. (тиристорный SCR, транзисторный GTR).Переменный ток ПЧ снижается до напряжения в десятки вольт, подходящего для трансформаторной сварки, и повторно преобразуется, и через реактивный фильтр выводится достаточно стабильный сварочный ток постоянного тока.
Порядок преобразования может быть выражен просто как:
Частота сети переменного тока (выпрямительная фильтрация) → постоянный ток (через инвертор) → промежуточная частота переменного тока (понижающий, выпрямление, фильтрация) → постоянный ток.
А именно: AC → DC → AC → DC
Из-за высокой частоты и высокого индуктивного сопротивления источника переменного тока после понижения инвертора активная мощность в сварочной цепи значительно снижается.Следовательно, необходимо еще раз поправить. Это механизм используемого в настоящее время инверторного сварочного аппарата.
Основной характеристикой сварочного генератора постоянного тока с инверторным IGBT является высокая рабочая частота, которая дает много преимуществ. Поскольку трансформатор представляет собой первичную обмотку или вторичную обмотку, его потенциал E имеет следующую взаимосвязь с частотой f тока, плотностью магнитного потока B, площадью поперечного сечения сердечника S и числом витков обмотки W: Е = 4.44fBSW
Напряжение на клеммах U обмотки приблизительно равно E, то есть:
U≈E = 4,44fBSW
Когда U и B определены, если f увеличивается, S уменьшается, а W уменьшается. Таким образом, вес и объем трансформатора могут быть значительно уменьшены. Это позволяет значительно уменьшить вес и объем всей машины. Есть много преимуществ из-за увеличения частоты и других факторов. По сравнению с традиционным источником питания для дуговой сварки, основные характеристики следующие:
1.Небольшой размер, легкий вес, экономия материалов, удобство переноски и перемещения.
2. Высокая эффективность и энергосбережение, эффективность может достигать 80% ~ 90%, что позволяет экономить более 1/3 по сравнению с традиционным сварочным аппаратом.
3. Хорошие динамические характеристики, легкое зажигание дуги, стабильная дуга, красивый сварной шов и небольшой разбрызгивание.
4. Подходит для комбинации с роботами для создания производственной автоматической системы сварки.
Его можно использовать на одном станке для выполнения различных процессов сварки и резки.
Во-первых, сравнение ламп переключателя мощности
Обычно используемые переключатели мощности – это тиристоры, IGBT, полевые транзисторы и т.п. Среди них частота переключения тиристора (тиристора) составляет, по крайней мере, около 1000 раз в секунду, что обычно не подходит для схемы переключения высокочастотной работы.
1. Характеристики трубки эффектов:
Выдающимся преимуществом полевых транзисторов является их чрезвычайно высокая частота переключения. Он может переключаться более 500 000 раз в секунду.Выдерживаемое напряжение обычно превышает 500 В, температура составляет 150 ° C (форма), а сопротивление в открытом состоянии и потери в трубке низкие. Это идеальное переключающее устройство, особенно подходящее для использования в качестве переключающего устройства в высокочастотных цепях.
Однако рабочий ток полевого транзистора очень мал, а высокая температура около 20 А обычно составляет около 9 А, что ограничивает максимальный ток в цепи и длину пути утечки вывода из-за формы корпуса полевого транзистора. (поверхностное расстояние между проводником и другими проводниками очень велико).Он небольшой и легко повреждается под высоким давлением окружающей среды, в результате чего между штырями возникает электрическая проводимость, что приводит к повреждению машины или угрозе личной безопасности.
2. Характеристики генератора сварочного аппарата постоянного тока с инверторным IGBT:
IGBT представляет собой трубку с биполярной изоляцией. Условное обозначение и эквивалентная принципиальная схема показаны на рисунке 11.1. Частота переключения составляет от 20 до 30 кГц. Однако он может пропускать большой ток (100 А или выше), а из-за большого шага выводов внешнего корпуса длина пути утечки велика, он может выдерживать воздействие высокого давления окружающей среды и является безопасным и надежным.
Типы и принципы дуговой сварки | Дуговая сварка | Основы автоматизированной сварки
На этой странице описаны различные типы дуговой сварки, грубо разделенные на типы неплавящегося электрода и плавящегося электрода, а также принципы генерации дуги и сварки.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания по сварке, такие как типы и механизмы сварки, а также подробные знания, касающиеся автоматизации сварки и устранения неисправностей.Скачать Дуговая сварка – это разновидность сварки плавлением, которая широко используется в различных областях промышленности.
Существует множество разновидностей дуговой сварки, которые выбираются в зависимости от характеристик материала, механизма оборудования и используемого газа. Дуговая сварка в среде защитного газа, в которой используется защитный газ для защиты сварного шва от воздействия атмосферы, такая как сварка TIG, сварка MIG и сварка MAG, широко используется благодаря простоте автоматизации.
Дуговая сварка, в том числе дуговая сварка в среде защитного газа, в общих чертах делится на два типа: тип плавящегося (плавкого) электрода и тип неплавкого (неплавкого) электрода в зависимости от того, плавится ли сварочный пруток / проволока в процессе или нет.
| Расход электродов | Метод сварки |
|---|---|
| Неплавкий (неплавкий) электрод типа |
|
| Плавкий электрод типа |
|
Приведенные выше классификации являются лишь примером.Существуют различные способы классификации типов, и некоторые из них могут отличаться от приведенной выше таблицы.
В дуговой сварке используется электрическое явление, называемое дуговым разрядом. Дуговый разряд – это явление электрического разряда газа и относится к току, выделяющемуся в воздухе. Когда напряжение, прикладываемое к двум пространственно разнесенным электродам, постепенно увеличивается, воздушная изоляция в конечном итоге разрывается, и между электродами течет ток, излучая одновременно яркий свет и высокую температуру. Образующийся дугообразный свет называется электрической дугой или дугой.Дуговая сварка – это сварка с использованием тепла дуги в качестве источника тепла.
При дуговой сварке на электрод (сварочный стержень / проволоку) подается положительное напряжение, а на основной материал – отрицательное напряжение. Это приводит к возникновению дуги от основного материала к электроду.
Выходной ток дуги составляет примерно от 5 до 1000 А, а выходное напряжение составляет примерно от 8 до 40 В.