Принцип работы плазмореза, для чего он нужен и как работает – что такое воздушно-плазменная резка металла, ширина реза, скорость и устройство резака, область применения, основы на фото и видео, как выбрать аппарат
05ДекСодержание статьи
- Что это за метод
- Разновидности плазморезов
- Виды и принцип плазменных резаков
- Устройство плазменной резки
- Схема работы плазмореза
- Особенности технологии
- Виды и технологии плазменной резк
- Как выбрать плазменный резак
- Трансформаторные и инверторные аппараты
- Как работает аппарат водно-плазменной резки в отличие от воздушной
- Контактный и бесконтактный плазморез: для чего нужен и как он работает
- Параметры резака
- Оборудование своими руками
- Типы плазмотронов
- Как работает плазменная резка металла автомат
- Какие газы используются
- Преимущества и недостатки
- Возможности
В области металлообработки имеет весомое значение плазморез, о нем мы и расскажем: что это такое – воздушно плазменная резка металла, принцип работы, дополнительно покажем видео и фото.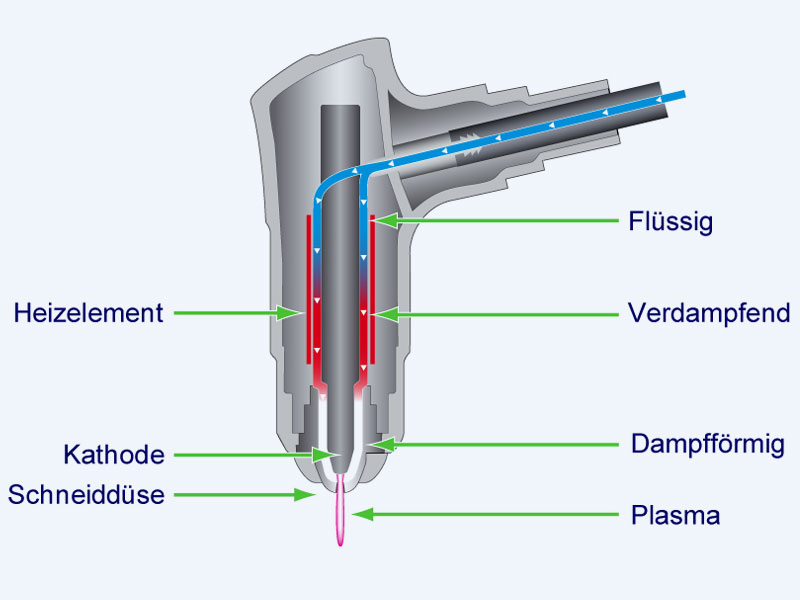
Что это за метод
Его отличие в скорости разреза. Если классическое пламя, основанное на пропане и кислороде, с невысокой температурой горения. Указанный способ работает по принципу усиления электродуги под высоким давлением. В результате тепло не успевает распределиться по всей заготовке, а она – деформироваться.
Особенность – дуга плазмотрона является не только резаком. Она позволяет и производить сварочные работы, если будет использована присадочная проволока.
Разновидности плазморезов
Особенность разных типов – в способе розжига дуги и ее поддержания. В классическом варианте она образуется между соплом и деталью. Но если материал не имеет способности проводить ток, то ионизированная электродуга возникает между катодом и анодом и держится на постоянной основе. Отдельно стоят приспособления, использующие пар от жидкости (она находится в резервуаре), который усиливает давление и заменяет эффект ионизирующего вещества.
Виды и принцип плазменных резаков
В основном выбор зависит от сферы использования – какие металлы предстоит разрезать, ширина заготовок, требования к срезу, теплопроводность материала и прочие параметры. Разновидности:
- Инструменты, которые работают в среде инертных газов, – они являются восстановителями.
- Дополняются окислительными парами и насыщены кислородом.
- Технологии, работающие на основании смесей.
- Работа происходит в среде газожидкостных веществ.
- Водная или магнитная стабилизация – редко используется.
Из вышеперечисленных приборов самой распространенной основой являются инертные газы, например, аргон, водород, азот, гелий. В зависимости от толщины металла используют аппараты на инверторе или трансформаторе. Также они различаются по наличию контакта между резаком и заготовкой или по бесконтактному способу.
Исходя из мощности и предназначения, есть бытовые устройства и промышленные. Первые работают от стандартной сети с напряжением в 220 В, а вторые подключаются к 380 В.
Первые работают от стандартной сети с напряжением в 220 В, а вторые подключаются к 380 В.
Устройство плазменной резки
Уже в названии понятно, что главный элемент, оказывающий воздействие, – это плазма, которая состоит из ионизированного газа под давлением с высокой электропроводностью. Чем выше температура, тем сильнее проводимость, а значит, и скорость процедуры. Конструктивно прибор состоит из нескольких частей, как показано на схеме:
Источник электропитания
Энергию может подавать трансформатор или инвертор. Первый очень надежный, фактически нечувствительный к перепадам тока, а также может применяться по отношению к толстым металлическим брускам до 80 мм. К минусам можно отнести увеличенный вес и большую стоимость, не очень высокий КПД, поэтому прибор сложно назвать экономным. Обычно применяется на производстве при необходимости металлообработки крупных заготовок.
Инвертор имеет лишь один относительный минус – им нельзя резать материал более 40 мм в ширину.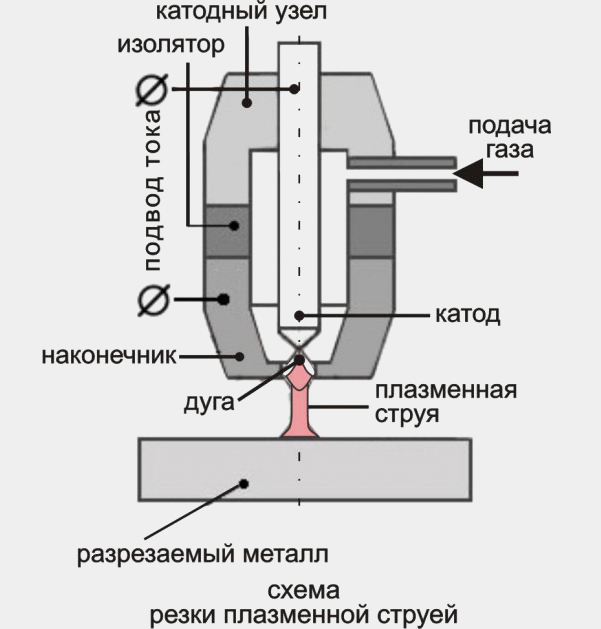 Зато есть масса плюсов:
Зато есть масса плюсов:
- стабильное горение электродуги;
- высокая эффективность, на 30% больше экономии;
- легкость;
- компактность и мобильность.
Что такое плазменный резак или плазмотрон
Это основной узел, инструмент, с помощью которого через сопло подается плазма. От диаметра и длины отверстия зависит поток и, как результат, качество среза. Внутри находится электрод, он изготавливается из редких материалов с очень высокой прочностью и температурой плавления – бериллий, гафний или цирконий. Они при нагреве создают тугоплавкий оксид, который защищает целостность режущей кромки. Также есть охладитель с подачей воздуха и колпачок. Подробнее на схеме:
Компрессор
От этого элемента зависит то, как работает плазменный резак, – равномерно или с перебоями. В компрессионном устройстве содержится воздух, который подается в определенном объеме тангенциальной или вихревой струей. Если это не будет сделано, возможен нестабильный розжиг дуги, образование двух электродуг одновременно или полный выход плазмотрона из строя.
Схема работы плазмореза
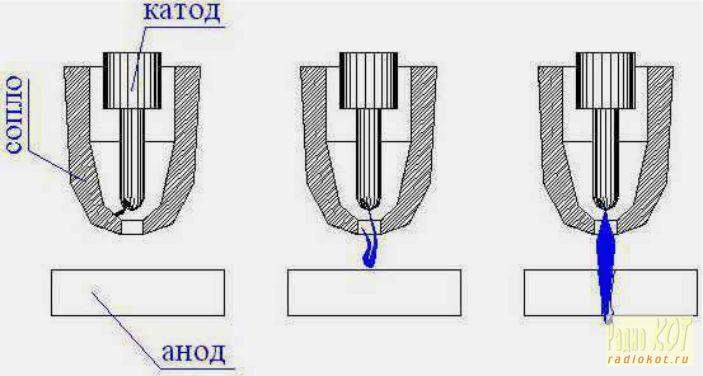
Инженер нажимает на кнопку запуска, включается подача электричества, автоматически зажигается первая пробная дуга. Она еще не имеет достаточную температуру для соединения. Затем воздух начинает поступать на сопло через компрессор в сжатом виде, ионизироваться, становясь проводником электроэнергии, что в обычных условиях без ионной обработки противоестественно для кислорода.
Через узкое отверстие сопла начинает выходить поток плазмы. Нагрев газа увеличивается до 30 тысяч градусов, поэтому луч начинает проводить электричество также хорошо, как и металл. При соприкосновении дуги с заготовкой происходит разрез, который моментально обдувается для охлаждения.
Принцип работы плазмореза и скорость плазменной резки
Когда термообработанный кислород обогащается ионами и выходит через сопло, его ускорение достигает 2-3 тысяч метров в секунду. Этот параметр справедлив при условии узкого отверстия не более 3 мм. При такой быстроте передвижения веществ молекулы еще сильнее разогреваются. Такого жара хватает для плавки даже тугоплавких металлов. Чем меньше эта характеристика у материала, тем быстрее и с меньшими деформациями происходит процесс.
При такой быстроте передвижения веществ молекулы еще сильнее разогреваются. Такого жара хватает для плавки даже тугоплавких металлов. Чем меньше эта характеристика у материала, тем быстрее и с меньшими деформациями происходит процесс.
Особенности технологии
- Толщина заготовок – до 220 мм.
- Обрабатываются любые металлические вещества.
- Скорость первичного потока при начальной дуге обычно составляет 800 – 1500 м/с.
- Чем уже сопло, тем больше ускорение потока.
- Проплав очень точный, точечный.
- Область возле разреза остается фактически не нагретой.
Есть два подвида процедуры в зависимости от замыкания проводящего контура.
Как работает резка плазменной струей
Металл не является замыкающим элементом, он находится между двумя сторонами – анодом и катодом. Принцип используется в том случае, когда обрабатываются неметаллы и вещества с низкой электропроводностью, то есть диэлектрики. Плазма образуется между электродом и наконечником, а заготовка просто находится между двумя полюсами.
Плазма образуется между электродом и наконечником, а заготовка просто находится между двумя полюсами.
Плазменно-дуговая резка
Используется, когда нужно разрезать металлическую плашку, которая имеет высокую токопроводимость. Это позволяет разжигать электродугу между проводником и образцом для резки. При этом образуется струя. Плазмообразование происходит при содействии кислорода под высоким давлением и ионизирующего газа.
Обрабатываемая зона резги начинает плавиться и капли выдуваются вниз, образуя отверстие, ровный срез. Применяется постоянный ток прямой полярности.
Виды и технологии плазменной резки
Различают три технологических подхода в зависимости от среды, в которой проходит процедура:
- Воздух или азот в сочетании с электричеством. Самый простой аппарат.
- Два защитных газа, которые оберегают область воспламенения от воздействия окружающих веществ. Благодаря этому, появляется максимально чистая атмосфера – в этом пространстве будет очень ровный срез.

- С водой. Жидкость одновременно имеет две функции – защитную и охлаждающую. Применяется не со всеми металлами, так как некоторые из них вступают в химическую реакцию или быстрее после такой металлообработки окисляются.

Особенность всех трех типов в применении безопасных, пожаробезопасных материалов.
Как выбрать плазменный резак
Основное условие для выбора – назначение. При домашнем использовании удобнее инверторный источник питания. Также важен такой параметр, как сила тока – от нее зависит скорость работы. При выборе пользуйтесь таблицей:
Тип | Сила тока на 1 мм толщины |
Черный | 4 А |
Цветной | 6 А |
Отсюда следует, для распиловки двухмиллиметрового медного листа необходимо подать 12 ампер.
Трансформаторные и инверторные аппараты
При наличии трансформатора вы получите следующие характеристики:
- 100% продолжительность включения. То есть непрерывная работа без потребности делать перерывы.
- Высокое энергопотребление.
- Большая цена.
- Увеличенная ширина разрезаемых заготовок.
 То есть непрерывная работа без потребности делать перерывы.
То есть непрерывная работа без потребности делать перерывы.Они применяются на производствах. В быту используют инверторы. Они экономичны, имеют малые габариты и массу, поэтому могут иметь ручку для переноса.
Как работает аппарат водно-плазменной резки в отличие от воздушной
Устройство отличается тем, что среда, в которой образуется плазма, – это жидкость. Она является охладителем, а пар – плазмообразователем. Это выгодно, так как одна субстанция заменяет два газовых потока. К достоинствам можно отнести невысокую стоимость и компактность, но есть существенный недостаток – обрабатывать можно только тонкие листы, не более 80 мм. Конструкция значительно облегчается, так как не нужен компрессор или баллон для газа. А резервуар для пара нужен более компактный, ведь он имеет вязкую структуру.
Контактный и бесконтактный плазморез: для чего нужен и как он работает
Эти два способа точное повторение двух типов – с образованием струи (в обход заготовки, когда она имеет низкую электропроводность) и с наличием дуги между электроном и металлов, тогда столб образует контакт.
Параметры резака
Основное различие для мастера – ручной привод или машинный. Первый держит в руках оператор, а второй программируется в станке. Это сложные аппараты, которые в основном применяются при необходимости высокой точности. Ниже о них поговорим подробнее.
Оборудование своими руками
Намного безопаснее купить устройство, тем более что сейчас оно продается по доступной цене. Но умельцам предлагаем посмотреть видео по самостоятельному изготовлению:
Плазморезка ЧПУ: принцип работы в домашних условиях
Еще труднее изготовить аппарат с компьютерным управлением. Обработка происходит намного быстрее, качество детали выше. Мастер из этого ролика справился с самостоятельным изготовлением:
Обработка происходит намного быстрее, качество детали выше. Мастер из этого ролика справился с самостоятельным изготовлением:
Типы плазмотронов
Различают инструмент по способу стабилизации дуги (подача стабилизатора, воздуха или воды):
- водяной;
- вихревой;
- двойной;
- аксиальный одинарный;
- магнитный.
Как работает плазменная резка металла автомат
Отличие от описанного процесса только в наличии статического стола, динамического сопла, которое передвигается по полозьям и пульта управления. Особенность работы – программа действий задается дистанционно, оператор только включает станок и наблюдает за процедурой.
Какие газы используются
Применяют:
- сжатый воздух;
- кислород;
- азотно-кислородную смесь;
- азот;
- аргоно-водородную смесь.
Преимущества и недостатки
К плюсам можно отнести:
- высокую мощность и производительность;
- экономичность;
- качество и точность.
Минус – небольшая толщина среза, она сильно зависит от силы тока.
Возможности
Используется аппарат во множестве случаев, на предприятиях и в частных целях. Можно обработать как листы, так и трубы, любую конфигурацию металла. Работа происходит и с чистыми веществами, и со сплавами, даже с тугоплавкими. В статье мы рассказали про основы плазменной резки, область применения и максимальную ширину реза при использовании технологии.
Плазморез из инвертора своими руками! Инструкция, схемы и видеоматериал!
Изготовить рабочий плазморез из сварочного инвертора своими руками не такая уж и сложная задача, как на первый взгляд может показаться. Для того чтобы реализовать данную идею, нужно приготовить все необходимые детали такого устройства:
Для того чтобы реализовать данную идею, нужно приготовить все необходимые детали такого устройства:
- Резак плазменный (или по другому — плазмотрон)
- Инвертор сварочный или трансформатор
- Компрессор, с помощью которого будет создаваться воздушная струя, необходимая для формирования и охлаждения потока плазмы.
- Кабели и шланги для объединения всех конструктивных элементов устройства в одну систему.
Плазморез, в том числе и самодельный, успешно применяется для выполнения всевозможный работ как на производстве, так и дома. Это устройство незаменимо в тех ситуациях, когда необходимо выполнить точный, тонкий и качественный разрез металлических заготовок. Отдельные модели плазменных резаков с точки зрения их функциональности позволяют применять их в качестве сварочного аппарата. Такая сварка выполняется в защитном газе аргона.
Обратный кабель и газовый шланг для плазменной резки!
При выборе источника питания для самодельного плазмотрона важно обратить внимание на величину тока, который может генерировать такой источник. Чаще всего для этого выбирают инвертор, который обеспечивает высокую стабильность процесса плазменной резки и позволяет более экономно использовать энергию. В отличие от сварочного трансформатора, обладает компактными размерами и небольшим весом, инвертор удобнее в использовании. Единственным недостатком использования инверторных плазменных резаков является сложность резки слишком толстых заготовок с их помощью.
Чаще всего для этого выбирают инвертор, который обеспечивает высокую стабильность процесса плазменной резки и позволяет более экономно использовать энергию. В отличие от сварочного трансформатора, обладает компактными размерами и небольшим весом, инвертор удобнее в использовании. Единственным недостатком использования инверторных плазменных резаков является сложность резки слишком толстых заготовок с их помощью.
При сборке самодельного агрегата для выполнения плазменной резки вы можете использовать готовые схемы, которые легко найти в Интернете. Кроме того, в Интернете есть видео о том, как изготовить плазморез своими руками. Используя готовую схему при сборке такого устройства, очень важно строго её придерживаться, а также обратить особое внимание на соответствие конструктивных элементов друг другу.
Схемы плазмореза на примере аппарата АПР-91
В качестве примера при изучении принципиальной электрической схемы, мы будем использовать устройство для плазменной резки APR-91.

Принципиальная схема силовой части плазмореза!
Принципиальная схема управления плазмореза
Принципиальная схема осциллятора!
Детали самодельного устройства для плазменной резки
Первое, что вам нужно найти для изготовления самодельного плазменного резака, это источник питания, в котором будет генерировать электрический ток с необходимыми характеристиками. Обычно для этого используют сварочные инверторные аппараты, что объясняется рядом их преимуществ. Благодаря своим техническим характеристикам, подобное оборудование способно обеспечить высокую стабильность генерируемого напряжения, что положительно сказывается на качестве резки. Работать с инверторами гораздо удобнее, что объясняется не только их компактными размерами и небольшим весом, но и простотой настройки и эксплуатации.
Принцип работы устройства для плазменной резки!
Благодаря своей компактности и малому весу плазменные резаки на основе инверторов могут использоваться при работе даже в самых трудных местах, что исключено для громоздких и тяжелых сварочных трансформаторов. Большим преимуществом инверторных источников питания является их высокая эффективность. Это делает их очень экономичными с точки зрения энергопотребления устройств.
Большим преимуществом инверторных источников питания является их высокая эффективность. Это делает их очень экономичными с точки зрения энергопотребления устройств.
В некоторых случаях источником питания для плазменного резака может быть сварочный трансформатор, но его использование чревато значительным энергопотреблением. Следует также учитывать, что любой сварочный трансформатор характеризуется большими габаритами и значительным весом.
Основным элементом аппарата, предназначенного для резки металла плазменной струей, является плазменный резак. Этот элемент оборудования обеспечивает качество резки, а также эффективность ее выполнения.
Размер и форма плазменной струи полностью зависит от диаметра сопла!
Для формирования воздушного потока, который будет преобразован в высокотемпературную плазменную струю, в конструкции плазменного резака используется специальный компрессор. Электрический ток от инвертора и поток воздуха от компрессора поступают в плазменный резак с помощью пакета кабельных шлангов.
Электрический ток от инвертора и поток воздуха от компрессора поступают в плазменный резак с помощью пакета кабельных шлангов.
Центральным рабочим элементом плазменного резака является плазменная горелка, конструкция которой состоит из следующих элементов:
- Сопла
- Канала, по которому подается струя воздуха
- Электрода
- Изолятора, который параллельно выполняет функцию охлаждения
Конструкция плазменного резака и советы по его изготовлению
Сменные насадки для плазмотрона
Некоторые из вышеперечисленных материалов при нагревании могут выделять соединения, опасные для здоровья человека, этот момент следует учитывать при выборе типа электрода. Таким образом, при использовании бериллия образуются радиоактивные оксиды, и при испарении тория в сочетании с кислородом образуются опасные токсичные вещества. Совершенно безопасным материалом для изготовления электродов для плазменной горелки является гафний.
За формирование плазменной струи, с помощью которой и производится резка, отвечает сопло. Его производству следует уделить серьезное внимание, так как качество рабочего процесса зависит от характеристик этого элемента.
Устройство сопла плазменной горелки
Самым оптимальным является сопло, диаметр которого равен 30 мм. От длины этой детали, зависит аккуратность и качество исполнения реза. Однако слишком длинное сопло также не следует делать, так как в данном случае оно быстро разрушается.
Как было упомянуто выше, в конструкцию плазмореза обязательно входит компрессор, который формирует и подает воздух в сопло. Последнее необходимо не только для формирования струи высокотемпературной плазмы, но и для того что бы охлаждать элементов аппарата. Применение сжатого воздуха в качестве рабочей и охлаждающей среды, а также инвертора, который формирует рабочий ток 200 А, позволяет эффективно резать металлические детали, толщина которых не превышает 50 мм.
Таблица выбора газа для плазменной резки металлов!
Для подготовки аппарата плазменной резки к работе, нужно соединить плазмотрон с инвертором и компрессором. Для решения этой задачи применяются пакеты кабельных шлангов, который используют следующим образом.
- Кабель, через который будет подаваться электрический ток, соединяет инвертор и электрод плазменной резки.
- Шланг подачи сжатого воздуха соединяет выход компрессора и плазменную горелку, в которой из входящего воздушного потока будет образовываться плазменная струя.
Основные особенности работы плазмореза
Чтобы сделать плазменный резак, используя инвертор для его изготовления, необходимо понять, как работает такое устройство.
После включения инвертора электрический ток от него начинает течь к электроду, что приводит к воспламенению электрической дуги. Температура дуги, горящей между рабочим электродом и металлическим наконечником сопла, составляет около 6000–8000 градусов. После зажигания дуги сжатый воздух подается в камеру сопла, которая проходит строго через электрический разряд. Электрическая дуга нагревает и ионизирует воздушный поток, проходящий через нее. В результате его объем увеличивается в сотни раз, и он становится способным проводить электрический ток.
С помощью сопла плазменного резака из проводящего воздушного потока формируется плазменная струя, температура которой активно поднимается и может достигать 25-30 тысяч градусов. Скорость потока плазмы, благодаря которой осуществляется резка металлических деталей, на выходе из сопла составляет около 2-3 метров в секунду. В тот момент, когда плазменная струя контактирует с поверхностью металлической детали, электрический ток от электрода начинает протекать через нее, и начальная дуга гаснет. Новая дуга, которая горит между электродом и заготовкой, называется резкой.
Новая дуга, которая горит между электродом и заготовкой, называется резкой.
Характерной особенностью плазменной резки является то, что обрабатываемый металл плавится только в том месте, где на него влияет поток плазмы. Вот почему очень важно, чтобы место плазменного воздействия было строго в центре рабочего электрода. Если мы пренебрегаем этим требованием, то можем столкнуться с тем фактом, что воздушно-плазменный поток будет нарушен, в следствии чего, качество резки значительно ухудшится. Чтобы удовлетворить эти важные требования, используйте специальный (тангенциальный) принцип подачи воздуха к соплу.
Также необходимо следить, что бы два плазменных потока не образовывались одновременно, за места одного. Возникновение такой ситуации, которая приводит к несоблюдению режимов и правил технологического процесса, может привести к выходу из строя инвертора.
Возникновение такой ситуации, которая приводит к несоблюдению режимов и правил технологического процесса, может привести к выходу из строя инвертора.
Основные параметры плазменной резки разных металлов.
Важным параметром плазменной резки является скорость воздушного потока, которая не должна быть слишком большой. Хорошее качество реза и скорость его выполнения обеспечиваются скоростью воздушной струи, равной 800 м/с. В этом случае ток, протекающий от инверторного блока, не должен превышать 250 А. При выполнении работ на таких режимах следует учитывать тот факт, что в этом случае поток воздуха, используемого для формирования потока плазмы, будет увеличиваться.
Самостоятельно изготовить плазменный резак не так уж и сложно, для этого нужно изучить нужный теоретический материал, просмотреть обучающее видео и правильно подобрать все необходимые детали. При наличии в домашнем пользовании подобного аппарата, изготовленного на основе заводского инвертора, может выполнять не только качественную резку металла, но и плазменную сварку!
В том случае если у вас в пользовании нет инвертора, можно изготовить плазморез, взяв за основу сварочный трансформатор, в таком случае вам придется смириться с его большими габаритами и не малым весом.
 Так же, плазморез, сделанный на основе трансформатора, будет иметь не очень хорошую мобильностью и переносить его с места на место будет проблематично!
Так же, плазморез, сделанный на основе трансформатора, будет иметь не очень хорошую мобильностью и переносить его с места на место будет проблематично!
Полная Карта Сайта
Добрый день, уважаемые посетители сайта Сварка и Резка.
Вы находитесь на странице, где представлена полная карта сайта «Современная Энциклопедия Сварочных Работ».
Для доступа к материалам вам достаточно перейти по любой из ссылок, расположенных ниже.
Статьи по разделам
- Рубрики: Газовая сварка
- Газ для сварки металлов — режимы сварки в защитных газах полуавтоматом
- Рубрики: Дуговая сварка
- Рубрики: Контактная сварка
- Рубрики: Оборудование для сварки
- Сварочное оборудование Сварог — отзывы по сварке
- Полуавтомат сварочный инверторный — отзывы пользователей по сварке
- Сварочная проволока для полуавтомата — цена и где ее купить
- Рукав сварочный для полуавтомата — какой и где лучше взять
- Продажа и ремонт сварочных полуавтоматов, какие запчасти есть в продаже
- Бытовая полуавтоматическая сварка — цена на полуавтоматы инверторного типа
- Сварка полуавтомат — какие цены, где купить
- Сварочные полуавтоматы инверторного типа — цены, отзывы, какой сварочный полуавтомат лучший и где купить
- Схема инверторного сварочного аппарата — схемы оборудования для инверторной сварки
- Сварочная маска Хамелеон — отзывы, цены, где купить
- Сравнение нескольких сварочных аппаратов — Патриот, Солярис, Евролюкс, Штурм, ОКОФ
- Виды электродов для сварки — сварка электродами на видео
- Осциллятор сварочный — купить или собрать своими руками?
- Аппараты Свага — сварочное оборудование для дома и дачи
- Сварочный полуавтомат без газа — цена и характеристики аппарата
- Газосварочное оборудование для газовой сварки — сварка газом своими руками (видео)
- Аппарат Брима — сварочный инвертор с хорошими показателями сварки
- Плазменный сварочный аппарат Горыныч — сварка плазмой в домашних условиях
- Сварочный аппарат Телвин — изучаем полуавтомат в реальных условиях
- Сварочный инвертор Днипро М 250 — отзывы пользователей
- Сварка Кайзер — сварочный аппарат инвертор — характеристики
- Cварка Тесла — сварочный аппарат полуавтомат — характеристики
- Сварочные аппараты инверторные Ресанта — отзывы пользователей по Ресанта 160 и 190
- Сварочный инвертор Мастер 202 — цена и отзывы пользователей
- Сварочный аппарат Аврора — выбираем полуавтомат для сварки
- Сварочный аппарат Кемпи — цена и характеристики инвертора
- Сварочный инвертор Интерскол — отзывы пользователей
- Сварочный аппарат Фубаг — характеристики и отзывы
- Сварочные полуавтоматы инверторного типа — отзывы владельцев по надежности
- Правильный держак для сварочного аппарата и магнитные держатели для сварки
- Какая на полуавтоматы сварочные цена — дешево покупаем сварочный полуавтомат с гарантией
- Сварка полуавтоматом для начинающих – видео уроки, изучаем азы
- Полуавтомат сварочный – какой выбрать для сварки дома
- Полуавтомат сварочный – принцип работы, технология полуавтоматической сварки, режимы сварки
- Сварочный полуавтомат своими руками – схема сборки для дома
- Какую купить маску для сварки Хамелеон
- Сварочные маски Хамелеон Ресанта — отзывы пользователей
- Сколько стоит маска для сварки Хамелеон — цена и отзывы сварщиков
- Сварочная маска Хамелеон — какую выбрать лучше для домашней сварки
- Сварочные маски Хамелеон — как выбрать по характеристикам
- Для чего нужна сварка в частном доме
- Рубрики: Плазменная сварка
- Рубрики: Резка металла
- Рубрики: Сварка полимеров
- Рубрики: Сварочные вопросы
Как работает плазменный резак и как сделать правильный выбор?
На улице 2014 год,
газовые резаки уже окончательно уходят с моды и приходят на смену аппараты которые называются плазменный резак, плазморез, аппарат воздушно-плазменной резки, плазменная резка CUT-40, 60, 70, 100, 160.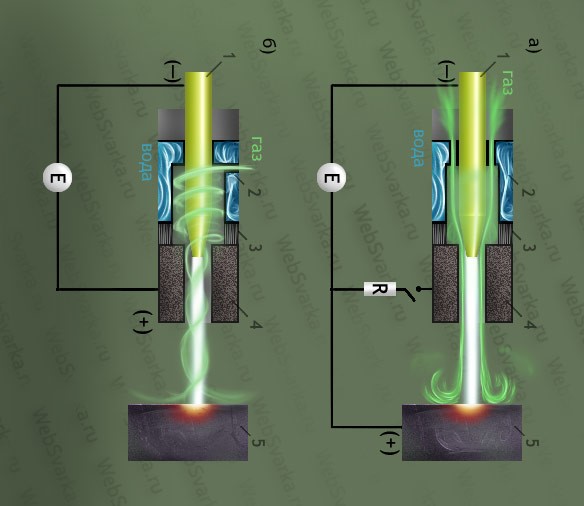
В народе плазменная резка металла — это вид плазменной обработки материалов из металла, при котором в главной роли разрезающего инструмента вместо газового резака используется плазменная струя.
Между электродом (катодом) и соплом аппарата, или между электродом и подопытным металлом поджигается электрическая дуга. В сопло идет подача газа под давлением от 4 до 8 атмосфер, который превращается с помощью электрической дуги в плазму с температурой от 5000 до 30000 градусов и скоростью от 500 до 1500 м/с. Толщина разреза металла может доходить до 200 мм. Изначально поджог дуги осуществляется высоковольтным импульсом или коротким замыканием между форсункой и разрезаемым металлом. Плазмотроны охлаждаются потоком газа (воздушное охлаждение) или жидким охлаждением (водяное охлаждение). Воздушные плазменные резаки зачастую надежнее, плазмотроны с жидким охлаждением используются в аппаратах большой мощности, которые работают без перерывов по несколько часов и дают лучшее качество обработки.
Воздушные плазменные резаки зачастую надежнее, плазмотроны с жидким охлаждением используются в аппаратах большой мощности, которые работают без перерывов по несколько часов и дают лучшее качество обработки.
Союзники при получении плазменной дуги газы можно разделить на активные (кислород, воздух) и неактивные (азот, аргон, водород, водяной пар). Активные газы в основном применяются для резки чёрных металлов, неактивные — цветных металлов и сплавов.
Чем плазменный резак лучше старых технологий:
- обрабатываются любые металлы — черные, цветные, тугоплавкие сплавы и т. д.
- скорость реза небольших и средних толщин в несколько раз выше скорости газопламенной резки.
- небольшой и точный нагрев разрезаемой площади, исключающий ее тепловую деформацию.
- высокая чистота и качество поверхности разреза.
- безопасность процесса резки очень радует (нет необходимости в баллонах с сжатым кислородом, горючим газом и т. д.)
- возможна сложная фигурная резка металла.
Плазморез своими руками из инвертора
У домашних мастеров, которые производят обработку металлических изделий, часто возникает необходимость раскроить ту или иную металлическую заготовку. Для этих целей можно использовать угловую шлифовальную машину (болгарку), кислородный резак или плазморез. Чтобы не приобретать дорогостоящий режущий аппарат, лучше всего сделать плазморез своими руками из инвертора.
Особенности самодельного устройства
Самодельным плазменным резаком достаточно легко выполнять различные работы. Его можно использовать не только для производственных, но и для бытовых задач, к примеру, для обработки изделий из металла, где рез должен быть максимально точным, тонким и высококачественным.
При изготовлении оборудования важно предусмотреть соответствующую силу тока. Этот показатель определяется источником питания, в данном случае инвертором. Благодаря ему обеспечивается относительно стабильная работа, по сравнению с трансформатором энергия потребляется более экономно, при том, что размер толщины изделий, с которыми он может работать, в разы меньше.
Этот показатель определяется источником питания, в данном случае инвертором. Благодаря ему обеспечивается относительно стабильная работа, по сравнению с трансформатором энергия потребляется более экономно, при том, что размер толщины изделий, с которыми он может работать, в разы меньше.
Также особенностью инвертора является удобство при эксплуатации. Он компактный, обладает небольшим весом. Кроме этого, при низком энергопотреблении его КПД практически на десять процентов больше, чем у трансформатора. Все эти нюансы положительно влияют на качество его работы. Единственный минус использования инверторного плазмореза — это затрудненный раскрой заготовок значительной толщины.
Для сборки конструкции самодельных аппаратов можно воспользоваться готовыми схемами, которые представлены в сети. Также важно заранее подготовить все комплектующие. В процессе сборки следует максимально точно выполнять последовательность указанных в схеме действий, обращая внимание на то, соответствуют ли конструктивные элементы друг другу.
Общая конструкция инверторного плазмореза
Для изготовления функционального плазмореза из сварочного инвертора необходимо выполнить правильный подбор основных элементов конструкции, которые будут обеспечивать бесперебойную работу данного оборудования. Чтобы создать полноценный агрегат обязательно требуется наличие:
- плазмотрона — плазменного резака, благодаря которому выполняется основная режущая процедура;
- компрессора — устройства, посредством которого обеспечивается подача мощных воздушных потоков, формирующих плазменную струю;
- источника питания, которым является непосредственно инвертор;
- кабель-шлангов — позволяют подключать отдельные элементы в целостную систему.
Видео «Самодельный плазморез, плазменный резак»
Схема устройства плазмореза
Самодельные плазморезы из инвертора позволяют данным видам оборудования работать согласно своему основному предназначению, подавая разогретую воздушную струю на металлическое изделие. Температурные значения могут превышать 1000°С, в результате чего нагревается кислород и с определенным давлением направляется на обрабатываемые поверхности. Такой процесс способствует резке металлических конструкций. Для ускорения данной процедуры необходимо предусмотреть дополнительные возможности ионизации среды посредством электротока.
Температурные значения могут превышать 1000°С, в результате чего нагревается кислород и с определенным давлением направляется на обрабатываемые поверхности. Такой процесс способствует резке металлических конструкций. Для ускорения данной процедуры необходимо предусмотреть дополнительные возможности ионизации среды посредством электротока.
Рассмотрим схему одного из плазменных инверторов на примере оборудования АПР-91. Его силовая часть имеет следующий принцип строения конструкции.
Подбор конструктивных элементов для оборудования
Чтобы изготовить плазморез из инвертора своими руками необходимо правильно выбрать соответствующие конструктивные элементы:
- компрессор;
- плазмотрон;
- электроды;
- сопло;
- плазморез.
В первую очередь, следует предусмотреть наличие инверторного сварочного аппарата, который будет являться источником питания. Благодаря ему должна обеспечиваться подача электрического напряжения на аппарат, в заданном диапазоне значений. Если отсутствует инвертор, то можно использовать вместо него обыкновенный трансформатор.
Если отсутствует инвертор, то можно использовать вместо него обыкновенный трансформатор.
Подбор плазмотрона должен происходить особенно тщательно, поскольку это основной конструкционный элемент. Воздушный компрессор должен обладать достаточной мощностью, чтобы выполнять резку толстых заготовок.
Также необходимо предусмотреть хорошую длину шлангов, так как это позволит выполнять работу на любых удобных расстояниях. Кроме этого, к плазмотрону следует подбирать соответствующие электроды, которые изготавливаются из подходящих материалов. К таким надежным составляющим относят электроды из тория, бериллия, гафния и циркония. Они обладают положительными характеристиками благодаря тому, что при нагреве на их поверхности создается тугоплавкая оксидная пленка. Это позволяет обеспечить высокую защиту и предотвратить поломку инструмента.
Сопло и его технические характеристики влияют на достижение общего результата и качество рабочего процесса. Наиболее оптимальным вариантом является диаметр сопла — 30 мм. На то, как качественно и аккуратно выполнен разрез влияет длинновой размер сопла. Чем длиннее тем лучше, однако чрезмерная длина может привести к его быстрому износу и преждевременной замене.
На то, как качественно и аккуратно выполнен разрез влияет длинновой размер сопла. Чем длиннее тем лучше, однако чрезмерная длина может привести к его быстрому износу и преждевременной замене.
Работу плазмореза обеспечивает компрессор, нагнетая струю воздуха под давлением. При этом, посредством него не только подается воздушный поток, он также обеспечивает дополнительную охлаждающую систему.
Процесс сборки резака
Плазморез из сварочного инвертора своими руками изготовить достаточно просто, если есть для этого соответствующие инструменты и материалы. После того, как подбор и подготовка элементов выполнена правильно, можно начинать сборку самого аппарата. Соединение компрессора, плазмотрона и инвертора осуществляется при помощи особого кабель-шлангового пакета. Выполняя сборочный процесс, нужно придерживаться правильного порядка в подключении всех составляющих, выполняется это в несколько шагов:
- Следует проверить сварочный инвертор на его исправность. После чего, используя кабель, подключить устройство к электроду, чтобы впоследствии при работе могла образоваться дуга.
- Обеспечить подачу сжатого воздуха из компрессора посредством кабель-шланга.
- Выполнить соединение компрессора и плазмотрона шлангом, которое должно обеспечивать преобразование воздушной струи в поток плазмы для резки металла.
Сразу после сборки важно проверить факт работоспособности оборудования и в случае неполадки заменить неработающие элементы либо выполнить переподключение взаимосвязанных элементов.
Принцип работы плазменного резака
При включении техники, должно подаваться напряжение высокочастотного тока на плазмотрон. Вместе с этим происходит разжигание дуги, которая разогревается до 6000-8000°С. В патрубке возникает воздушный поток, проходящий через участок электрической дуги. После этого происходит увеличение его объема до ста раз. Электрическая дуга начинает ионизироваться.
Выведение полученной субстанции осуществляется через сопло, которое формирует узкую струю для резки. Подача струи происходит со скоростью 3 м/с. К этому моменту температурные показатели увеличиваются до 25000-30000°С, что приводит к образованию плазменного потока. При соприкосновении плазмы и поверхности металла, происходит угасание дежурной дуги и разжигание режущей. Сильный воздушный поток сдувает все остатки расплавленных металлических частей с поверхности детали. В результате чего обеспечивается аккуратный шов.
Подача струи происходит со скоростью 3 м/с. К этому моменту температурные показатели увеличиваются до 25000-30000°С, что приводит к образованию плазменного потока. При соприкосновении плазмы и поверхности металла, происходит угасание дежурной дуги и разжигание режущей. Сильный воздушный поток сдувает все остатки расплавленных металлических частей с поверхности детали. В результате чего обеспечивается аккуратный шов.
При выполнении резки крайне важно следить за тем, чтобы дуговое пятно было расположено именно в центре электродов. Для поддержания стабильного состояния, в устройстве используют тангенциальную подачу воздуха. При возникновении даже незначительных нарушений с воздушным потоком в процессе работы, аккуратность обработки существенно снизиться.
Также следует обращать внимание, чтобы не возникало образование двух плазменных потоков. При нормальной работе допускается только один поток. Такая ситуация может возникнуть из-за несоблюдения технологических норм в процессе работы, а это влечет за собой поломку инвертора.
Одним из важных параметров, который позволяет выполнять плазменную резку правильно, считается скорость воздушной струи. Качественный рез и быстрота его получения достигается при значении скорости потока воздуха в 800 м/c. Показатель силы тока, который поступает от инвертора, не должен быть более 250 А. При работе с учетом таких режимов, следует помнить, что также происходит увеличение расхода воздуха, который формирует плазменный поток.
Изготовить плазморез из сварочного инвертора самостоятельно не трудно, если следовать необходимому теоретическому материалу, выполнив правильный подбор комплектующих и осуществив грамотное их подключение. Благодаря такому универсальному аппарату на инверторной основе, предоставляется отличная возможность выполнять в домашних условиях не только качественную резку металла, но и сваривать тонкий металл инвертором.
Видео «Приспособа для плазмореза»
Плазменная резка металла это аккуратность и точность исполнения заказа
Одним из популярных видов обработки металла является его резка. Существует множество способов получить требуемую форму из цельного листа, но в этом материале рассмотрим принцип работы плазменной резки.
Существует множество способов получить требуемую форму из цельного листа, но в этом материале рассмотрим принцип работы плазменной резки.
Плазменная резка. Фактически – золотая середина. Преимущества резки металла плазмой сочетают в себе все перечисленные технологии. Главное достоинство – нет ограничений по типу обрабатываемого материала. Разве что по толщине.
- алюминиевые сплавы 120 мм
- медные сплавы 80 мм
- сталь 50 мм
- чугун 90 мм
Оборудование бывает разное – от промышленного до бытового, так что технология доступна всем. Рассмотрим ее подробнее.
В качестве резца выступает двухкомпонентная среда:
- Электрическая дуга, работающая по классической схеме – разряд между катодом и анодом. Причем в качестве анода может выступать сам материал, если он является проводником.
- Газовая дуга. Нагреваясь под воздействием электрической дуги (температура достигает 25000º С), газ ионизируется и превращается в проводник электротока.

Принцип работы плазменной резки подробно показан в этом видео.
В результате образуется плазма, которая подается под высоким давлением в зону реза. Эта раскаленная струя газа буквально испаряет металл, причем только в рабочей зоне. Несмотря на то, что температура плазменной резки измеряется десятками тысяч градусов, воздействия на пограничную зону практически нет.
Важно! Правильно выбранная скорость, позволяет получить очень узкий разрез без повреждения края материала.
Источник плазменной резки – плазмотрон.
Его задача зажечь дугу, поддерживать рабочую температуру, и выдуть из зоны реза расплавленный металл. Поскольку плазморезы предназначены для обработки любых твердых материалов, включая диэлектрики – образование электрической дуги производится двумя способами:
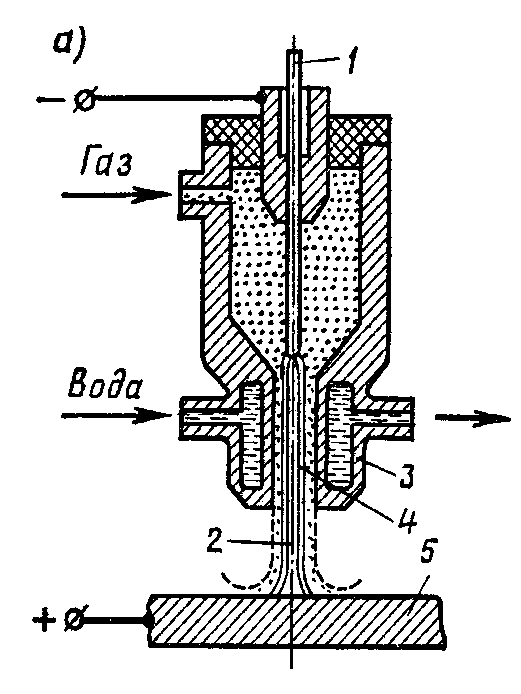
На рисунке а) изображены резак прямого действия. Катодный узел (8) вместе с закрепленным катодом (6) являются одним из электродов. В качестве второго электрода (анода) выступает обрабатываемая деталь (4) – металл, обладающий хорошей электропроводимостью.
Катодный узел (8) вместе с закрепленным катодом (6) являются одним из электродов. В качестве второго электрода (анода) выступает обрабатываемая деталь (4) – металл, обладающий хорошей электропроводимостью.
К нему подводится питающий кабель плазмотрона. Наконечник плазменной резки (5) в данной схеме выполняет роль корпуса. От отделен от катода изолятором (7). Газ подается внутрь по штуцеру (1) и формирует струю плазмы, состоящую из электрической (2) и газовой (3) дуги.
На рисунке б) изображен резак косвенного действия. Основные элементы такие же, как и на резаке прямого действия, за одним исключением. Анодом является наконечник (5), на который подается питание. Электрическая дуга (2) возникает между ним, и катодом (6).
Газ, проходя через электрический разряд, раскаляется и превращается в плазму (3). Далее происходит разрез по такой же схеме: материал (в данном случае диэлектрик) испаряется, и выдувается из зоны реза давлением плазмы-газа.
Далее происходит разрез по такой же схеме: материал (в данном случае диэлектрик) испаряется, и выдувается из зоны реза давлением плазмы-газа.
Важно! При таком способе обработки, нагревается не только материал, но и рабочий элемент плазмореза. Поэтому в некоторых моделях предусмотрено воздушное или жидкостное охлаждение катода.
Эта технология продлевает срок службы недешёвого узла.
В зависимости от используемой среды, существуют различные виды плазменной резки:
- Азотно-воздушный. Используется атмосферный воздух, состоящий в основном из азота). Или же применяется чистый азот, что несколько расширяет возможности плазмореза.При таком способе есть ограничения – толщина металла не может превышать 10 мм. Можно резать мягкие виды стали. Фактически, техника работы такая же, как у обычного кислородного резака.Только качество обработки на порядок выше. Заусенцев, наплавов или шлаков не образуется, а ширина реза не превышает 1 мм.
- В защитной среде. Используется инертный газ, способный образовывать плазму. Кромка рабочей зоны изолирована от атмосферы (особенно от кислорода, образующего окислы при высокой температуре).Качество обработки позволяет выполнять особо точные задачи, без влияния на структуру металла.
- Водная среда. Жидкость подается в зону работы, и выполняет не только функцию охлаждения, но и поглощает паразитные испарения.
 Используется инертный газ, способный образовывать плазму. Кромка рабочей зоны изолирована от атмосферы (особенно от кислорода, образующего окислы при высокой температуре).Качество обработки позволяет выполнять особо точные задачи, без влияния на структуру металла.
Используется инертный газ, способный образовывать плазму. Кромка рабочей зоны изолирована от атмосферы (особенно от кислорода, образующего окислы при высокой температуре).Качество обработки позволяет выполнять особо точные задачи, без влияния на структуру металла.Установка плазменной резки – компоненты и параметры
Основной элемент – сопло
От его параметров зависит точность и качество обработки материала.
В корпусе закреплены: электрод с катодным узлом, механизм подачи газа под давлением, и закрутки воздушного потока. От проработанности конструкции зависит, насколько концентрированной получится плазма на входе в сопло.
Кожух удерживает сопло и позволяет фокусировать поток плазмы, в зависимости от типа и толщины обрабатываемого материала. Сопло плазмореза изготавливается из особо прочных и термостойких материалов, как правило, применяются минералы или драгоценные камни.
Промышленный станок плазменной резки металла видео.
Основной параметр – длина рабочего отверстия (от этого зависит скорость работы). Однако увеличение размера сопла приводит к возрастанию стоимости.
Электрод
Самая уязвимая часть в установке плазменной резки. На него ложится вся температурная нагрузка. Это расходный материал – он подвержен износу. Наиболее долговечный материал (при разумной стоимости) – гафний.
Компрессор
Этот узел напрямую не участвует в процессе, однако без него работа плазмореза невозможна в принципе. Воздух или газ, благодаря которому образуется плазма, подается именно с помощью компрессора. Учитывая огромное давление плазмы, производительность этого узла должна быть соответствующей.
Кроме того, в состав компрессора входят тонкие фильтры и осушитель воздуха.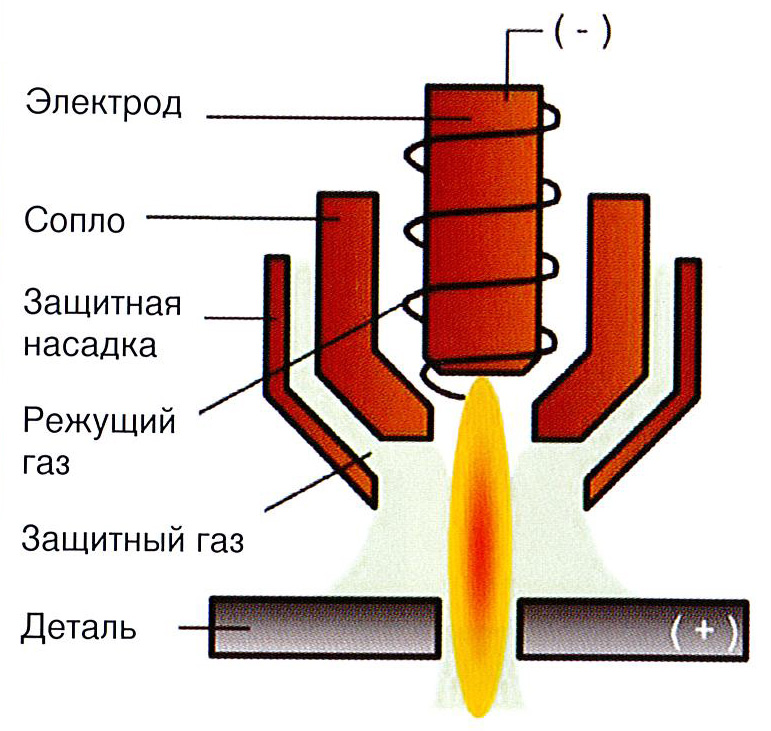 Оптимальный вариант – встроенный в плазмотрон компрессор. Тогда все параметры будут согласованы и просчитаны уже при создании комплекта. Вам не придется подбирать давление под параметры резака.
Оптимальный вариант – встроенный в плазмотрон компрессор. Тогда все параметры будут согласованы и просчитаны уже при создании комплекта. Вам не придется подбирать давление под параметры резака.
Блок питания
Разумеется, это не отдельный агрегат, подключаемый к резаку. Речь идет об общих параметрах устройства. С точки зрения подключения станка плазменной резки, важно правильно выбрать между однофазным и трехфазным напряжением. Разумеется, для домашнего применения – лучше одна фаза.
Сила тока электрической дуги. От этого параметра зависит скорость реза, и самое главное – толщина материала. Для металлов до 35 мм, вполне достаточно 50-60 ампер. Тем более, что большая мощность потребует соответствующих ТУ от вашей энергетической компании. Если вы владелец металлообрабатывающей мастерской – тогда плазморез будет трехфазным, и мощность обеспечит ток от 100 ампер.
Продолжительность непрерывного плазмообразования. По сути – это время одного сеанса, после которого требуется время на охлаждение головки.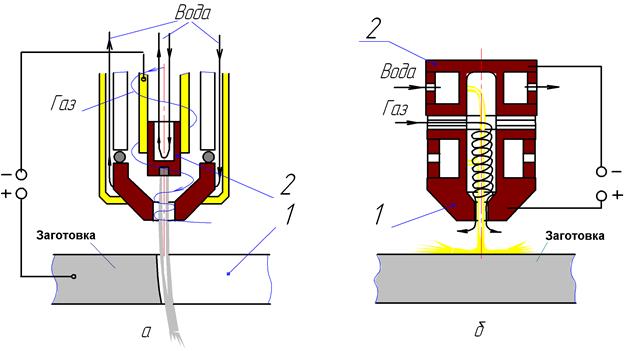 Величина измеряется в % отношения работа/отдых. Чтобы не запутаться, следует получить консультацию у продавца, и прочитать этот раздел в инструкции.
Величина измеряется в % отношения работа/отдых. Чтобы не запутаться, следует получить консультацию у продавца, и прочитать этот раздел в инструкции.
Несоблюдение режима работы приведет к очень скорой «кончине» режущего узла. А это 30% стоимости прибора.
Подразумевает не только правильность работы агрегата. Не менее важно соблюдать технику безопасности. Плазмотрон может нанести травму, вызвать пожар, и повредить не только заготовку, но и окружающие предметы. Если вы все выполняете правильно, бояться нечего.
- Так же, как и при проведении сварочных работ, необходимо пользоваться защитным костюмом и маской сварщика. Плазменная дуга является мощным излучателем ультрафиолета, поэтому без защиты глаз можно серьезно повредить зрение. Все открытые части тела должны быть покрыты плотным материалом, иначе можно получить ожог, аналогичный солнечному. Такой «загар» очень вреден и болезненно переносится.
- Важно поддерживать плазмотрон в чистом и исправном состоянии.
Влажные элементы конструкции, или провода, могут привести к утечке рабочего тока. Перед началом работ необходимо проверить надежность электрических контактов, соединения всех элементов между собой. Особенно это касается устройств с подачей воздуха высокого давления. - Учитывая дороговизну рабочего сопла, его не следует подвергать механическим нагрузкам. Не следует обстукивать его молотком для очистки, ронять или ставить на него тяжелые предметы.
- Выдерживая режим непрерывной работы, старайтесь не выключать дугу для кратковременного перерыва. Например, при переносе резака к новой рабочей точке. Каждый запуск плазмы снижает ресурс устройства.
- Правильно выставляйте рабочий ток. Кроме экономии ресурса, вы сможете получить качественную кромку реза. Избыточная его величина приведет к появлению заусенцев, металл будет деформироваться. Рекомендуется выполнить несколько пробных разрезов, чтобы подобрать величину тока.

Самодельный плазморез с ЧПУ управлением — видео.
Что в активе?
Сделав выбор в пользу плазменной резки металла, владелец получает следующие преимущества:
- Нет ограничений по материалу, особенно при использовании плазмореза косвенного действия;
- Высокая скорость обработки материала;
- Возможность получить деталь любой формы, в том числе высокохудожественные изделия
- За счет прямолинейности плазменной струи, можно выполнять разрез под углом, отличным от 90° по отношению к плоскости;
- Возможность обработки листов большой толщины – до десятков сантиметров;
- Относительная экологичность при выполнении работ – что особенно важно в домашних условиях, в отсутствии промышленной вентиляции;
- Работа начинается сразу после включения плазмотрона – предварительный нагрев заготовки не требуется;
- Нет необходимости использовать огнеопасный газ, поэтому работа с плазморезом относительно безопасна.
Итог
Мы рассмотрели принцип плазменной резки металла плазмотроном, разновидности оборудования и способы его использования. Материал поможет вам выбрать подходящий комплект, и освоить технику обработки.
Плазменная резка металла видео.
About sposport
View all posts by sposport
Загрузка…Что такое плазмаферез? Опасен ли плазмаферез, противопоказания, как делается
Еще десять лет назад плазмаферез считался исключительно медицинской процедурой и назначался только при определенных заболеваниях. Сегодня его предлагают на каждом углу и называют «чисткой крови». С помощью плазмафереза нас обещают омолодить, избавить от «шлаков» и, вообще, «очистить на глубоком клеточном уровне».
Для чего, на самом деле, нужен плазмаферез? Насколько эта процедура универсальна? Насколько безопасна? На эти другие вопросы отвечает Кузьмин Юрий Александрович, врач-анестезиолог высшей квалификационной категории, специалист по плазмаферезу.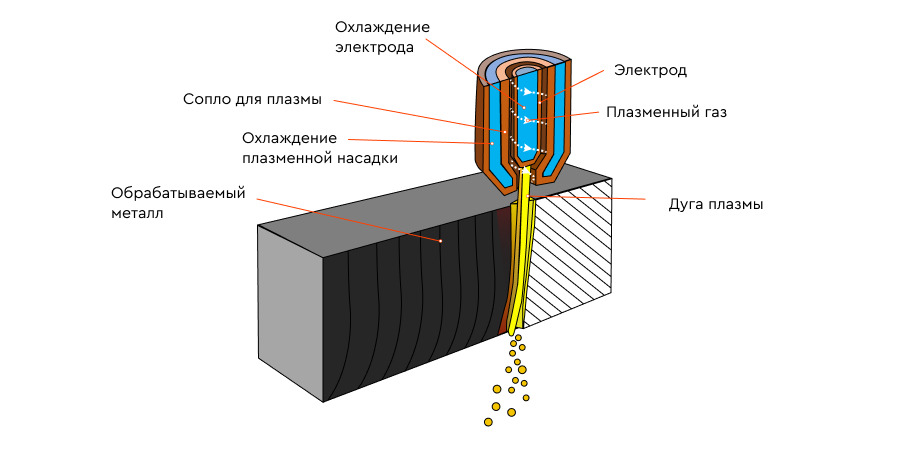
Заблуждение 1. Плазмаферез – это чистка крови от шлаков
К нам часто звонят с вопросом: «Вы чистите кровь?». Я в таких случаях отвечаю: «Я не занимаюсь очисткой крови, я делаю медицинскую процедуру – плазмаферез». Это, во-первых. Во-вторых, понятия «шлаки» в медицине не существует. И чистить от них кровь, как минимум странно.
Что же такое плазмаферез?
Эта методика основана на фильтрации плазмы (жидкой части крови пациента) через специальную мембрану. Мембрана имеет определенный калибр отверстий, и слишком большие белковые молекулы, которые содержат на себе токсические вещества или воспалительные элементы, остаются в фильтре.
Их можно увидеть?
Да. При каждой процедуре я показываю пациенту фильтр «до» (девственно белый) и «после», чтобы реально увидеть то, что на нем осело.
Заблуждение 2. Плазмаферез простейшая процедура, которую можно делать даже в обеденный перерыв
Юрий Александрович, расскажите, пожалуйста, как проводят плазмаферез.
Для проведения плазмафереза используется специальный аппарат – я работаю на Гемос-ПФ. Он является базовым аппаратом МЧС для оказания помощи при чрезвычайных ситуациях.
Пациент ложится на кушетку, в вену на его руке врач устанавливает пластиковый катетер, через который будет осуществляться забор крови.
Задействуется только одна вена?
Существуют разные методики: в каких-то задействуется одна вена, в каких-то – две, допустим, периферическая и центральная. Методика мембранного плазмафереза, которую провожу я, задействует только одну вену. Как говорят медики – это минимальная инвазия.
Катетер поставлен – что дальше?
Дальше кровь пациента «прогоняется» через аппарат.
Вся?
Возвращается то количество крови, которое забирается. У каждого человека свой объем крови. Поэтому количество крови, которое «прогоняется» за один сеанс, для каждого пациента врач рассчитывает индивидуально с учетом клинического анализа крови, массы тела и роста. Существует компьютерная программа для такого расчета.
Существует компьютерная программа для такого расчета.
Сколько по времени длится процедура?
Около часа. В течение этого времени идет мониторирование состояния пациента: измеряется артериальное давление, частота дыхания, пульс и насыщение крови кислородом. То есть пациент находится не только под контролем врача, но и под контролем аппаратуры.
Плазмаферез можно делать амбулаторно?
Да.
Прямо в обеденный перерыв?
Плазмаферез не настолько простая процедура, чтобы проводить ее в обеденный перерыв. Это не укол: укололи – и пошел. Люди по разному переносят плазмаферез, поэтому есть определенный период времени после процедуры (от получаса до часа), в течение которого я наблюдаю за состоянием пациента. Если все показатели стабильны – человек может идти домой.
Заблуждение 3. Плазмаферез опасен
Давайте поговорим про безопасность плазмафереза, а то сейчас пошли страшилки-пугалки, что от этого люди умирают…
Синдром Турчинского, так его назвали журналисты.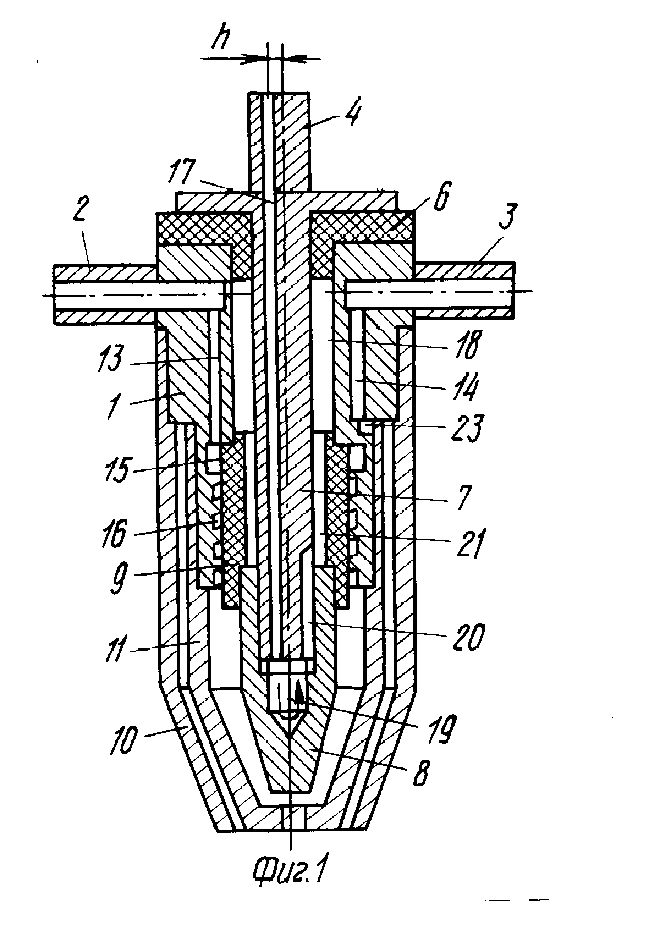
Да!
Наверное, я вас разочарую – плазмаферез тут ни при чем. Владимир Турчинский умер совсем от другого. У него были гормональные проблемы, которые привели к тромбозу и инфаркту. Скажу больше, плазмаферез является профилактикой тромбоза и инфаркта, поскольку в ходе процедуры удаляется «густая» часть плазмы, в результате кровь разжижается, кровообращение становится гораздо лучше.
То есть синдром Турчинского…
– это миф.
И все-таки давайте остановимся на безопасности плазмафереза.
-
Во-первых, при проведении этой процедуры используются одноразовые медицинские инструменты. Я при каждом пациенте раскрываю одноразовый комплект и показываю, что это все конкретно для него.
-
Во-вторых, еще раз заострю ваше внимание на том, что плазмаферез – это не конвейер, когда врач подключил аппарат и ушел.
Я постоянно общаюсь с пациентом во время процедуры и после, контролирую его самочувствие. Поскольку у меня стаж работы в реанимации больше тридцати лет, я серьезно подхожу к таким вещам.
-
В-третьих, плазмаферез не вызывает никаких неприятных ощущений, потому что весь процесс идет в физиологическом режиме работы сердца. В систолу определенный объем крови изгоняется из сердца, в диастолу идет расслабление – кровь возвращается. При плазмаферезе сохраняются все характеристики нормального кровотока.
-
В-четвертых, в ходе процедуры не применяются никакие медикаменты, только физиологический раствор для промывания магистралей, по которым протекает кровь, чтобы она не сворачивалась. Более того, если пациент «перекормлен» гормональными лекарствами, то они включаются в белковые комплексы плазмы и тоже оседают на фильтре. То есть мы убираем лишние гормоны, которые пациент применял в ходе лечения.
 Я постоянно общаюсь с пациентом во время процедуры и после, контролирую его самочувствие. Поскольку у меня стаж работы в реанимации больше тридцати лет, я серьезно подхожу к таким вещам.
Я постоянно общаюсь с пациентом во время процедуры и после, контролирую его самочувствие. Поскольку у меня стаж работы в реанимации больше тридцати лет, я серьезно подхожу к таким вещам.
При плазмаферезе используется донорская плазма? Многие этого боятся.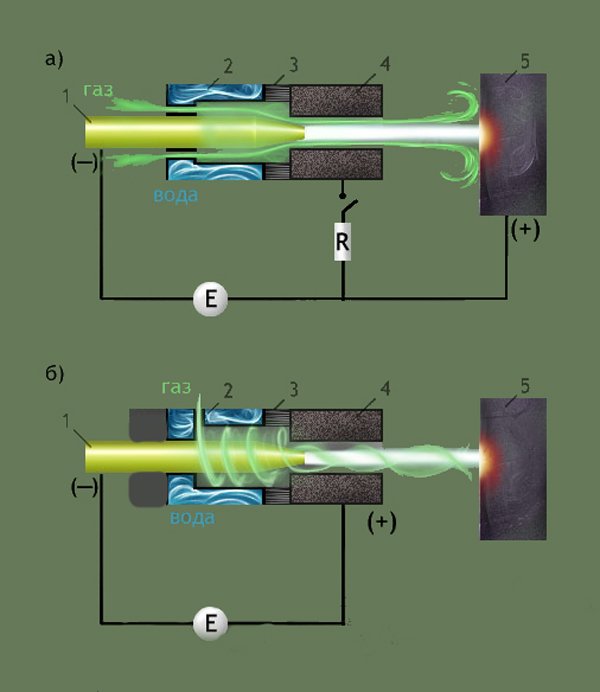
Нет. Мембранный плазмаферез, который делаем мы в Скандинавской центре здоровья, не подразумевает использования донорской плазмы. Видимо, вы имеете в виду каскадный плазмаферез, при котором забирается от 400 до 800 мл плазмы и замещается кровезаменителями. Эту методику я не использую.
У мембранного плазмафереза есть противопоказания?
Абсолютное противопоказание – язвенная болезнь желудка с кровотечением. Нестабильность системы свертывания крови является относительным противопоказанием. Кроме того, я не буду настаивать на проведении плазмафереза пациенту, у которого слабо развита периферическая венозная сеть.
Вену сложно найти?
Да, по этой причине.
Заблуждение 4. Плазмаферез универсален, он помогает от всех болезней
Сейчас в сети много рекламных объявлений, в которых говорится, что плазмаферез необходим всем жителям мегаполиса, что он помогает бороться с отрицательным влиянием на организм стресса и плохой экологии. А еще с его помощью можно омолодиться. Это так?
А еще с его помощью можно омолодиться. Это так?
Вы шутите? Плазмаферез – медицинская процедура, которая дополняет основное лечение заболевания. Назначить ее может только врач, если для этого есть показания. Делать плазмаферез всем подряд бессмысленно.
В каких случаях врач может назначить плазмаферез?
Его назначают в качестве дополнительного метода при некоторых заболеваниях в тех случаях, когда основное лечение было малоэффективным.
Юрий Александрович, а можно конкретнее? При каких, например, кожных заболеваниях рекомендуется плазмаферез?
При неэффективности медикаментозной терапии плазмаферез применяется при аллергических дерматитах, фурункулезе, псориазе и т.п.
Любые кожные заболевания – это проблема не одного дня. Эффект от лечения наступает не сразу. Чаще всего в терапии кожных заболеваний переходят от простых методов – имеются в виду мази, препараты – к более сложным. Одним из следующих этапов при неэффективности «таблеточной» терапии является плазмаферез – способ, когда непосредственно из крови удаляются факторы, вызывающие проявления болезни.
Одним из следующих этапов при неэффективности «таблеточной» терапии является плазмаферез – способ, когда непосредственно из крови удаляются факторы, вызывающие проявления болезни.
Сколько нужно сеансов, чтобы состояние кожи улучшилось? Одного достаточно?
Количество процедур, которое потребуется пациенту, врач рассчитывает индивидуально в зависимости от болезни, ее длительности, общего самочувствия. По статистическим данным, которыми я располагаю, при кожных заболеваниях в среднем необходимо от 5 до 7 процедур. Хотя при аллергических дерматитах эффект бывает заметен уже после 1-2 сеансов.
Давайте представим такую ситуацию: человек прочитал статью про плазмаферез, решил, что он ему необходим, и пришел к вам.
Сначала я пообщаюсь с пациентом – для этого и существует первичная консультация врача, проводящего плазмаферез, выясняю, что у него за заболевание, как он лечился, почему не было положительного эффекта. Затем мы вместе распланируем тактику дальнейших действий: либо стоит начать с обычного лечения у дерматолога, либо, если возможности медикаментозного лечения исчерпаны и дерматолог рекомендует, делать плазмаферез.
Затем мы вместе распланируем тактику дальнейших действий: либо стоит начать с обычного лечения у дерматолога, либо, если возможности медикаментозного лечения исчерпаны и дерматолог рекомендует, делать плазмаферез.
А если человек пришел к вам не лечиться, а «почиститься» и помолодеть?
Плазмаферез – не волшебство, а «чистая» кровь – не показатель здоровья. Я считаю, что для того чтобы хорошо себя чувствовать нужен не плазмаферез, а здоровый образ жизни
Процесс плазменной сварки: принципы работы
Процесс плазменно-дуговой сварки обычно сравнивают с процессом газовой вольфрамовой дуги.
Если электрическая дуга между вольфрамовым электродом и изделием сужается в области поперечного сечения, ее температура повышается, поскольку по ней проходит такой же ток.
Эта сжатая дуга называется плазмой или четвертым состоянием материи.
Этот процесс основан на ионизирующем газе, который происходит при высоких температурах. Когда ионизированный газ может проводить электричество. Затем газ используется для передачи электрической дуги на свариваемую деталь. Сильный жар дуги сваривает или сплавляет два куска металла вместе.
Когда ионизированный газ может проводить электричество. Затем газ используется для передачи электрической дуги на свариваемую деталь. Сильный жар дуги сваривает или сплавляет два куска металла вместе.
Выбранный газ – аргон плюс вторичный газ гелий, смесь аргона и водорода или аргон. Вторичный газ защищает сварочную ванну, как и при других сварочных процессах. Это снижает степень окисления сварного шва.
Плазменная горелка содержит электрод из вольфрама, помещенный в сопло из меди.Наконечник насадки имеет небольшое отверстие. Дуга зажигается между электродом и концом сопла. Затем дуга передается на свариваемый материал.
Небольшое отверстие заставляет газ проходить через «суженное отверстие или отверстие». Это концентрирует тепло на относительно небольшой площади. Способность направлять концентрированное тепло таким образом позволяет сварщику производить сварной шов очень высокого качества.
В результате получается процесс, который обеспечивает более высокую скорость сварки, меньшую деформацию, более однородные сварные швы, меньшее разбрызгивание и больший контроль области сварки, снижая риск повреждения любых близлежащих термочувствительных компонентов.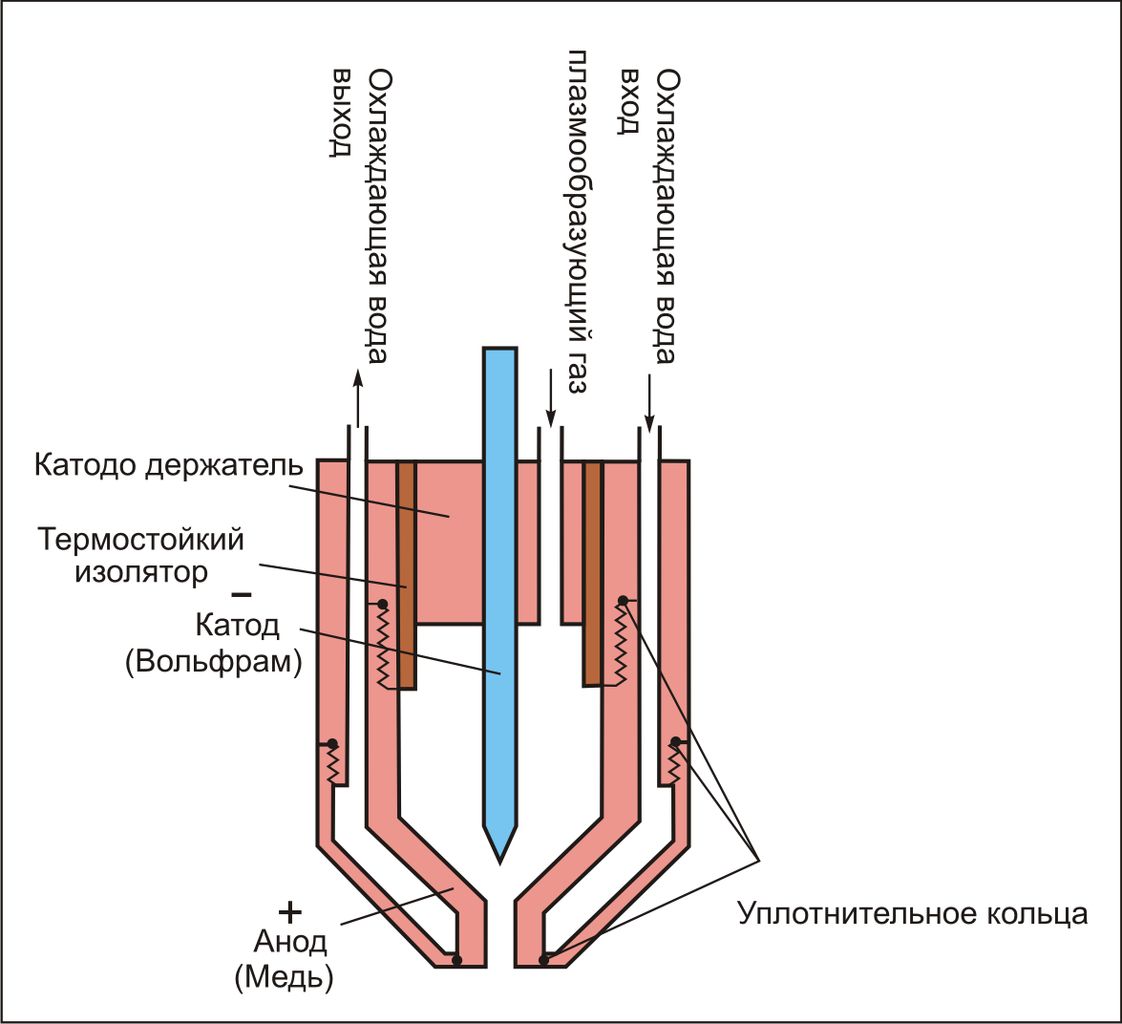 Расходные материалы тоже имеют долгий срок службы.
Расходные материалы тоже имеют долгий срок службы.
Видео о процессе плазменно-дуговой сварки
Режимы работы процесса плазменной сварки
Плазменно-дуговая сваркаСуществует два режима работы процесса плазменной сварки: непереносимая дуга и перенесенная дуга.
- Режим дуги без переноса : В режиме без переноса ток проходит от электрода внутри горелки к соплу, содержащему отверстие, и обратно к источнику питания.Он используется для плазменного напыления или тепловыделения неметаллов.
- Режим перенесенной дуги : В режиме перенесенной дуги ток передается от вольфрамового электрода внутри сварочной горелки через отверстие к заготовке и обратно к источнику питания.
Разница между этими двумя режимами работы показана на рисунке 10-37 ниже. Режим перенесенной дуги используется для сварки металлов. Для сравнения показан процесс газовой вольфрамовой дуги.
Режим перенесенной дуги используется для сварки металлов. Для сравнения показан процесс газовой вольфрамовой дуги.
Как образуется плазма
Плазма создается за счет сжатия электрической дуги, проходящей через отверстие сопла.Горячие ионизированные газы также пропускаются через это отверстие. Плазма имеет жесткую столбчатую форму и имеет параллельные стороны, поэтому она не вспыхивает так же, как газовая вольфрамовая дуга. Эта высокотемпературная дуга, направленная на изделие, расплавляет поверхность основного металла и присадочный металл, добавляемый для сварки. Таким образом, плазма действует как чрезвычайно высокотемпературный источник тепла, образуя сварочную лужу. Это похоже на газовую вольфрамовую дугу. Однако более высокотемпературная плазма заставляет это происходить быстрее и называется режимом плавления.На Рис. 10-36 показано поперечное сечение головки плазменной горелки.
Высокая температура плазменной или сжатой дуги и высокоскоростная плазменная струя обеспечивают повышенную скорость теплопередачи по сравнению со сваркой вольфрамовой дугой при использовании одного и того же тока.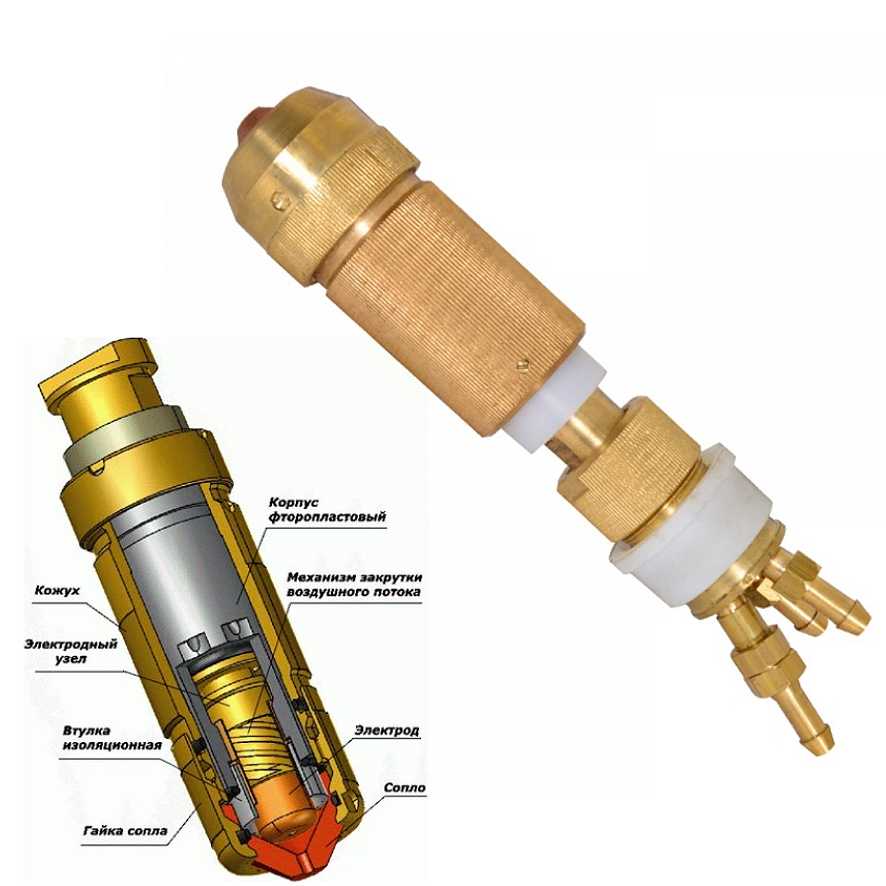 Это приводит к более высокой скорости сварки и более глубокому проплавлению шва. Этот метод работы используется для сварки очень тонких материалов. и для сварки многопроходных канавок, сварных и угловых швов.
Это приводит к более высокой скорости сварки и более глубокому проплавлению шва. Этот метод работы используется для сварки очень тонких материалов. и для сварки многопроходных канавок, сварных и угловых швов.
Процесс сварки в замочную скважину
Еще один метод использования процесса плазменной сварки – это метод сварки «замочная скважина».Плазменная струя проникает через заготовку и образует отверстие или замочную скважину. Поверхностное натяжение заставляет расплавленный основной металл обтекать замочную скважину, образуя сварной шов. Метод замочной скважины можно использовать только для стыков, в которых плазма может проходить через стык. Он используется для неблагородных металлов толщиной от 1/16 до 1/2 дюйма (от 1,6 до 12,0 мм). На него влияет состав основного металла и сварочные газы. Метод замочной скважины предусматривает сварку с полным проплавлением за один проход, которую можно выполнять вручную или автоматически во всех положениях.
Совместное проектирование
Конструкция шарнира основана на толщине металла и определяется двумя способами работы.
- Метод замочной скважины : Для метода замочной скважины конструкция соединения ограничивается типами с полным проникновением. Предпочтительной конструкцией соединения является квадратная канавка без минимального корневого отверстия. Для корневых проходов, особенно на толстостенных трубах, используется U-образная канавка. Корневая поверхность должна быть 1/8 дюйма (3,2 мм), чтобы обеспечить полное проникновение в замочную скважину.
- Метод плавления : Для метода плавления при сварке тонких металлов, толщиной от 0,020 дюйма (0,500 мм) до 0,100 дюйма (2,500 мм), следует использовать сварной шов с квадратной канавкой. Для сварки фольги толщиной от 0,005 дюйма (0,130 мм) до 0,020 дюйма (0,0500 мм) следует использовать краевое фланцевое соединение. Фланцы расплавляются, чтобы обеспечить присадочный металл для сварного шва.
При использовании режима плавления для толстых материалов можно использовать ту же общую деталь соединения, что и при дуговой сварке в защитном металлическом корпусе и газовой вольфрамовой сварке. Его можно использовать для угловых, фланцевых сварных швов, всех типов сварных швов с разделкой кромок и т. Д., А также для соединений внахлест с использованием дуговой точечной сварки и дуговой сварки швов. На рис. 10-38 показаны различные конструкции соединений, которые можно сваривать плазменной дугой.
Его можно использовать для угловых, фланцевых сварных швов, всех типов сварных швов с разделкой кромок и т. Д., А также для соединений внахлест с использованием дуговой точечной сварки и дуговой сварки швов. На рис. 10-38 показаны различные конструкции соединений, которые можно сваривать плазменной дугой.
и ток
Сварочная схема для процесса плазменной сварки более сложна, чем для дуговой сварки вольфрамовым электродом в газе.
Требуется дополнительный компонент в качестве цепи управления, помогающий запускать и останавливать плазменную дугу.Используется тот же источник питания.
Есть две газовые системы: одна для подачи плазменного газа, а вторая для защитного газа.
Сварочная схема для плазменной сварки показана на рисунке 10-39. Используется постоянный ток типа постоянного тока (ПС). Переменный ток используется только для нескольких приложений.
Принципиальная схема плазменно-дуговой сварки (плазменная сварка) – рисунок 10-39Советы по использованию процесса
Вольфрамовый электрод должен быть точно отцентрован и расположен относительно отверстия в сопле.Ток вспомогательной дуги должен поддерживаться достаточно низким, достаточно высоким, чтобы поддерживать стабильную вспомогательную дугу. При сварке очень тонких материалов из фольги вспомогательная дуга может быть всем, что необходимо.
Когда присадочный металл используется как часть процесса плазменной сварки, он добавляется так же, как при газовой вольфрамовой дуговой сварке. Однако чем больше расстояние от резака до детали, тем больше свободы для добавления присадочного металла. Оборудование необходимо правильно отрегулировать, чтобы защитный газ и плазменный газ были в правильных пропорциях.Также необходимо использовать подходящие газы.
Тепловая нагрузка важна. Плазменный газовый поток также имеет важное значение. Эти факторы показаны на рисунке 10-40.
Качество плазменной сварки и общие неисправности – Рисунок 10-40Присадочный металл и другое оборудование
Присадочный металл обычно используется в процессе плазменной сварки, за исключением сварки самых тонких металлов. Состав присадочного металла должен соответствовать основному металлу. Размер стержня присадочного металла зависит от толщины основного металла и сварочного тока.Наполнитель обычно добавляется в лужу вручную, но может добавляться автоматически.
Защитный газ
Инертный газ, аргон, гелий или их смесь, используется для защиты области дуги от атмосферы. Аргон более распространен, потому что он тяжелее и обеспечивает лучшую защиту при более низких расходах. Для плоской и вертикальной сварки достаточно расхода защитного газа от 15 до 30 куб. Футов в час (от 7 до 14 литров в минуту).
Сварка над головой требует немного большей скорости потока.Аргон используется в качестве плазменного газа со скоростью от 1 куб. Футов в час (0,5 литра в минуту) до 5 кубических футов в час (2,4 литра в минуту) для сварки, в зависимости от размера горелки и области применения. Активные газы не рекомендуются для плазменного газа. Кроме того, требуется охлаждающая вода.
Качество, скорость осаждения и переменные
Качество процесса плазменной сварки чрезвычайно высокое и обычно выше, чем у сварных швов газовой вольфрамовой дугой, потому что вероятность появления включений вольфрама в сварном шве мала или отсутствует.Скорость наплавки при плазменной сварке несколько выше, чем при сварке вольфрамовым электродом в газе, и показана кривой на рисунке 10-41.
Графики сварки для процесса плазменной дуги показаны данными в таблице 10-5.
Скорость наплавки при плазменной сварке – Рисунок 10-41Параметры процесса плазменной сварки показаны на рисунке 10-41. Большинство переменных, показанных для плазменной дуги, аналогичны другим процессам дуговой сварки. Есть два исключения: поток плазменного газа и диаметр отверстия в сопле.
Основные переменные оказывают существенное влияние на процесс. Второстепенные переменные обычно фиксируются в оптимальных условиях для данного приложения. Все переменные должны присутствовать в процедуре сварки.
Такие переменные, как угол и отклонение электрода и тип электрода, считаются фиксированными для данного приложения.
Процесс плазменной сварки реагирует на эти переменные иначе, чем процесс газовой вольфрамовой дуги.
Зазор, или расстояние от резака до детали, менее чувствителен для плазмы, но угол резака при сварке деталей разной толщины более важен, чем при сварке газовой вольфрамовой дугой.
Приложение к расписанию процедуры плазменно-дуговой сварки – Таблица 10-5Варианты процесса
Сварочный ток может быть импульсным, чтобы получить те же преимущества, которые дает импульсная сварка при дуговой сварке вольфрамовым электродом. Сильный импульс тока используется для максимального проникновения, но не работает постоянно, чтобы обеспечить затвердевание металла. Это дает более легко управляемую лужу для работы вне рабочего места. Импульсный режим может выполняться тем же аппаратом, который используется для дуговой сварки вольфрамовым электродом в газе.
Способ подачи присадочной проволоки
Метод плазменной подачи присадочной проволоки практически такой же, как и при дуговой сварке вольфрамовым электродом в газе. Можно использовать концепцию «горячей проволоки». Это означает, что к присадочной проволоке подается ток низкого напряжения для ее предварительного нагрева перед попаданием в сварочную ванну.
Программируемая плазменная дуговая сварка
Программируемую сварку также можно использовать для процесса плазменной сварки таким же образом, как и для дуговой сварки вольфрамовым электродом в газе.Используется тот же источник питания со способностями к программированию, что дает преимущества для определенных видов работ. Сложность программирования зависит от потребностей конкретного приложения. Помимо программирования сварочного тока, часто необходимо программировать поток плазменного газа. Это особенно важно при закрытии замочной скважины, которая требуется для выполнения корневого прохода сварного шва, соединяющего два отрезка трубы.
Ваш путеводитель по безопасности плазменной резки
В 1960-х годах на сцене появился новый инновационный вид сварки: системы плазменной резки.Компания Thermal Dynamics продала свою первую систему компании Ryerson Steel для обработки нержавеющей стали. Его преимущества сразу же были признаны: более чистый и точный срез. Когда-то плазменные резаки были просто промышленным инструментом, а сейчас они чрезвычайно доступны по цене и используются как профессиональными металлистами, так и любителями.
Стол плазменной резки с ЧПУ
Что такое плазменная резка? Что ж, не многие из нас имеют обширный физический опыт, поэтому процесс может поначалу показаться сложным.Однако ниже мы расскажем, как это работает. Самый простой способ представить это – визуализировать перегретый электрически ионизированный газ, который плавится сквозь металл.
В этой статье рассказывается, как работает плазменная резка, дается обзор мер безопасности, которые следует соблюдать при использовании устройства плазменной резки, и предлагаются лучшие способы защиты глаз при работе с ним.
Происхождение плазмы
Традиционный атом газа содержит равное количество положительных ионов и положительных электронов.Плазма создается, когда тепло заставляет многие атомы терять свои электроны. Поток плазмы из плазменного резака похож на горелку, в которой плазма проходит через небольшое отверстие на конце.
Как работает плазменная резка?
Плазменная резка – это процесс резки электропроводящих материалов с помощью сильной струи горячей плазмы. Другими словами, он использует основные принципы физики для резки металла, такого как сталь, нержавеющая сталь, алюминий, латунь и медь.
Для этого процесса требуются сжатый воздух и электричество, которые в сочетании создают плазменный газ.
Использование в различных отраслях промышленности
Вы обнаружите, что процесс плазменной резки используется во многих отраслях, от создания художественных произведений и вывесок на заказ до резки алюминия и производства готовых деталей. При ремонте автомобилей регулярно применяется плазменная резка, поскольку требуются нестандартные детали для различных типов транспортных средств. Однако во многих отраслях промышленности используется этот вид сварки.
Примеры металлических деталей, изготовленных методом плазменной резки
Этот доступный процесс резки используется в других отраслях:
- Промышленное строительство – мостостроение
- Металлоцентры – металлолом и металлолом
- Производство – Заводское обслуживание и судостроение
В каждой отрасли используются как ручные, так и механизированные плазменные резаки.Используемое оборудование зависит от того, что нужно разрезать, и от требуемой мобильности. Например, строительные работы выполняются удаленно, а не в стационарном здании, что означает, что вы не можете полностью взять с собой механизированные резаки на строительную площадку.
Сравнение ручной плазменной резки и механизированной плазменной резки
Преимущество
С момента разработки в 1960-х годах технология плазменной резки улучшила возможности рабочих процессов для резки металла.Некоторые из преимуществ использования плазменного резака для вашей работы:
1. Экономия времени и денег
Поскольку наем подрядчика стоит денег в зависимости от количества времени, которое он тратит на проект, установка плазменной резки может сократить время работы вдвое, тем самым экономя деньги в долгосрочной перспективе.
2. Прецизионный
Плазменный резак управляется компьютером, что означает, что точность, подобная роботам, достигается каждый раз без человеческой ошибки.
3. Универсальность
Плазменные резакимогут резать широкий спектр металлов различной толщины. И он каждый раз режет с неизменной точностью и скоростью.
4. Функции безопасности
Плазменные резакиможно использовать под водой, что означает, что рабочие подвергаются более низкому уровню тепла и более низкому уровню шума при использовании этой техники.
5. Быстрая доставка
Благодаря тому, что производитель экономит время, используя плазменную резку, материалы доставляются на строительную площадку быстрее и с меньшей вероятностью задержки.
Имейте в виду, что Эдемского сада нет, а продукты и процессы всегда имеют недостатки. Одним из недостатков этого процесса резки является высокое энергопотребление.
Опасности
Как и большинство инструментов на рабочем месте, работа с плазменным резаком сопряжена с определенными опасностями. Шум, качество воздуха и поражение электрическим током – три самых опасных риска при работе с плазменным резаком. Каждый из этих рисков может привести к долгосрочным последствиям для здоровья.
Искры, пламя и опасность перегрева – это некоторые из опасностей, с которыми MCR Safety напрямую справляется с помощью средств индивидуальной защиты (СИЗ). В процессе резки металла образуются искры и тепло. Если ваша кожа подвергается этой опасности, вы можете быстро обжечься. Точно так же небольшая искра может попасть на вашу одежду, что приведет к серьезным ожогам и травмам.
Прежде чем мы остановимся на безопасности и СИЗ, важно отметить, что работники плазменной резки также сталкиваются с травмами от повторяющихся движений.Развитие технологий плазменной резки позволило создать резаки, которые можно использовать в течение более продолжительных периодов времени. Это означает, что сварщик может выполнять больше работы с меньшим количеством перерывов, что приводит к травмам от повторяющихся движений при длительной работе.
Защитное снаряжение Плазменные резаки
требуют особой осторожности. Некоторые основные меры предосторожности, которые вы всегда должны включать:
- Соблюдайте дистанцию между рабочей зоной и зоной стрижки.
- Всегда держите под рукой огнетушитель.
- Не используйте аппарат плазменной резки без надлежащего обучения профессионала.
Хотя эти три меры могут помочь защитить рабочих во многих ситуациях, всегда следует носить надлежащие средства защиты при использовании плазменного резака. Это защитное снаряжение включает:
- Огнестойкие (FR) Балаклавы
В этих головных уборах используются уникальные огнестойкие материалы, устойчивые к возгоранию от искр и пламени и защищающие волосы владельца от ожога.У нас есть два разных варианта: BLCVCX изготовлен из Carbon X®, а BLCVTCN сделан из Westex®.
BLCVCX и BLCVTCN
- Защитные очки для резки и Защитные маски
Это оборудование защитит вашу голову, глаза и лицо от искр, мусора, радиации и яркого света. Защитные очки жизненно важны и будут обсуждаться более подробно позже.
MP 1150
2. Перчатки
Независимо от используемого процесса сварки, сварочные перчатки защищают руки от тепла, искр и ожогов.
4955H – Сварочные перчатки для защиты от порезов
3. Одежда негорючая и термостойкая
Этот тип одежды, такой как кожаный фартук и куртка, а также огнестойкие рабочие рубашки, защитит вашу кожу от горячего шлака, искр или другого мусора, который может вызвать серьезные ожоги.
38136 МВт и 38030 МВт
Запатентованная технология FR Summit Breeze® с тройной вентиляцией
MCR Safety предлагает единственную сварочную рубашку FR с тройным отверстием. Это лучший выбор для сварщиков, которые хотят чувствовать себя комфортно и комфортно. Мы рассмотрим эти рубашки более подробно в нашей статье «Сварочные рубашки».
Как мы упоминали выше, опасность, связанная с шумом и защитой слуха, представляет собой опасность, с которой сталкиваются плазменные резаки. Ношение средств защиты органов слуха поможет работникам избежать повреждения слуха и необратимой потери слуха, а респираторная маска защищает от паров и окислов, образующихся при плазменной резке.Хотя MCR Safety не предлагает ни один из типов СИЗ, мы можем связать вас с местной компанией, которая их продает. Все, что вам нужно сделать, это оставить нам свою информацию ниже, и кто-нибудь свяжется с вами. У нас есть отношения с более чем 700 дистрибьюторами по всей стране, и мы можем попросить их связаться с вами по поводу любых необходимых вам СИЗ.
Соблюдение трех общих правил техники безопасности, упомянутых выше, и оснащение себя защитным снаряжением обеспечивает более безопасную рабочую среду, особенно при использовании плазменного резака, позволяя оставаться целым и наслаждаться всем, что предлагает жизнь.
Плазменная защита глаз
Мы уже коснулись некоторых средств защиты глаз. Однако мы собираемся углубиться в эту область, так как есть некоторые заблуждения относительно того, какая защита очков подходит. А поскольку более 10% всех травм глаз возникают в результате сварочных работ, стоит потратить некоторое время на их обсуждение.
При использовании плазменного резака ваши глаза особенно уязвимы для травм по нескольким причинам.Во-первых, они подвержены риску разлетающихся обломков или искр, как упоминалось выше. Как отмечает Бюро статистики труда (BLS), летающие частицы металла всегда беспокоят тех, кто работает с машинами. Однако глаза рабочих также находятся в опасности из-за науки, лежащей в основе самих плазменных резаков.
Как и любая электрическая дуга, плазменный резак испускает электромагнитное излучение, простирающееся от видимого инфракрасного света до невидимого ультрафиолетового диапазона. Из-за такой интенсивности света ваши глаза подвержены риску обширного повреждения глаз, включая необратимую слепоту.
Светильник для плазменной резки
Из-за этих значительных рисков OSHA контролирует особые предписания по защите глаз, которые необходимо носить в зависимости от выполняемой работы. Поскольку стандарты для защитных очков постоянно обновляются, средства защиты глаз теперь должны иметь фильтрующие линзы с номером оттенка, обеспечивающим надлежащую защиту от светового излучения. Маркировка «W» обозначает номер оттенка сварочного фильтра. Н2.0, Н3.0 и W5.0 – индивидуальные уровни фильтра, каждое большее число указывает на более темный фильтр, обеспечивающий повышенную защиту.
Ниже приведены рекомендуемые OSHA требования к защите в зависимости от того, выполняете ли вы плазменную сварку или плазменную резку:
| Процесс | Ток дуги (Амперы) | Минимальный защитный оттенок | Рекомендуемый номер оттенка |
|---|---|---|---|
| Плазменно-дуговая сварка | Менее 20 20-100 100-400 400-800 | 6 8 10 11 | С 6 по 8 10 12 14 |
| Плазменная резка | Менее 20 20-40 40-60 60-80 80-300 300-400 400-800 | 4 5 6 8 8 9 10 | 4 5 6 8 9 12 14 |
Если вы посмотрите на приведенную выше таблицу, то, вероятно, броситесь в глаза: плазменная сварка требует уровня защиты не менее 6 оттенков.А для действительно проницательного владельца СИЗ вы, вероятно, знаете, что не существует защитных очков, обеспечивающих оттенок 6 при плазменной сварке. При всех операциях плазменной сварки необходимо носить сварочный шлем. Стандартные защитные очки с фильтром 4-5 можно использовать только при резке с током менее 20 ампер.
MCR Очки для безопасной резки и сварки
Если вам необходимы средства защиты глаз при выполнении любых работ по резке, мы рекомендуем ознакомиться с нашим каталогом средств защиты глаз.Щелкните наш каталог очков, чтобы увидеть все предлагаемые нами защитные очки для резки с оттенком 5.0.
Наши солнцезащитные очки Memphis серии 5.0 (показаны выше) соответствуют требованиям к фильтру Z49 для плазменной резки. Эти стильные оттенки имеют дизайн линз с запахом, чтобы не мешать обзору.
Наши новые очки для плазменной резки Memphis
ОчкиMemphis также имеют мягкую гибкую дужку TPR и носовую подушечку для обеспечения вашего комфорта.И, наконец, что не менее важно, они включают шнур для очков, чтобы очки всегда были под рукой.
Общие вопросы
Что может резать плазменный резак?
- Типичными материалами для плазменной резки являются сталь, нержавеющая сталь, алюминий, латунь и медь.
Можно ли резать алюминий плазменным резаком?
- Плазменная резка работает практически с любым токопроводящим металлом, включая алюминий.
Будет ли плазменный резак резать нержавеющую сталь?
Какой уровень защиты теней мне нужен для плазменной резки?
- В соответствии с обновленным стандартом ANSI Z87.1 выбор оттенка линзы фильтра зависит от процесса сварки: тока дуги , размера электрода и толщины пластины. Пользователи должны обратиться к таблице в ANSI Z490.1: 2012, в которой выделен подходящий оттенок фильтра для различных задач. Мы также предоставили справочную таблицу выше.
Какие средства защиты глаз необходимы при плазменной резке?
- Очень важно выбрать подходящий оттенок фильтра. Затем пользователи могут выбрать дополнительные функции, которые они предпочитают в защитных очках, например, наш новый дизайн с запахом, который есть в наших очках серии Memphis.
Дополнительные ресурсы
Мы собрали некоторые из наших любимых сообщений в блогах и страниц ресурсов по сварке, чтобы помочь вам оставаться в безопасности при использовании плазменного резака или любого другого сварочного оборудования:
Мы знаем, насколько важны СИЗ в работе, и хотим убедиться, что вы вооружены всеми знаниями, необходимыми для принятия оптимальных решений о покупке.
MCR Безопасность защищает!
MCR Safety занимается производством кожаных рабочих перчаток с возможностью сварки с 70-х годов. Наша полная линейка сварочных аппаратов состоит из кожаных перчаток, кожаной одежды, одежды FR, светоотражающих жилетов и защитных очков для резки. У нас есть сварщики!
Мы приветствуем любые комментарии, отзывы или предложения о том, как лучше всего защитить людей на работе.
За более чем 45 лет MCR Safety зарекомендовала себя как мировой лидер в производстве перчаток, очков и одежды.Будь то производственный цех, нефтяная вышка или строительная площадка, мы всегда готовы помочь в устранении опасностей на рабочем месте. Это часть нашего обязательства защищать людей.
Независимо от того, в какой отрасли вы работаете, у нас есть все необходимое для индивидуальной защиты.
Узнайте больше о безопасности MCR, посмотрев наше последнее видео. Для получения дополнительной информации просмотрите наш веб-сайт, запросите каталог, найдите дистрибьютора или позвоните нам по телефону 800-955-6887.
Как работает плазменный резак
Что такое плазма?
Чтобы правильно объяснить, как работает плазменный резак, мы должны начать с ответа на основной вопрос: «Что такое плазма? Проще говоря, плазма – это четвертое состояние вещества.Обычно мы думаем, что материя имеет три состояния: твердое, жидкое и газообразное. Материя переходит из одного состояния в другое за счет введения энергии, например тепла. Например, вода переходит из твердого (лед) в жидкое состояние при приложении определенного количества тепла. Если уровень тепла увеличится, он снова изменится с жидкости на газ (пар). Теперь, если уровень тепла снова увеличится, газы, составляющие пар, станут ионизированными и электропроводящими, превратившись в плазму.Плазменный резак будет использовать этот электропроводящий газ для передачи энергии от источника питания к любому проводящему материалу, в результате чего процесс резки будет более чистым и быстрым, чем при использовании кислородного топлива.
Формирование плазменной дуги начинается, когда газ, такой как кислород, азот, аргон или даже производственный воздух, пропускается через небольшое отверстие сопла внутри резака. Электрическая дуга, генерируемая от внешнего источника питания, затем вводится в этот поток газа под высоким давлением, в результате чего возникает то, что обычно называют «плазменной струей».Плазменная струя сразу достигает температуры до 40000 ° F, быстро пробивая заготовку и сдувая расплавленный материал.
Компоненты плазменной системы
Источник питания – Источник питания для плазменной резки преобразует одно- или трехфазное сетевое напряжение в плавное постоянное напряжение постоянного тока в диапазоне от 200 до 400 В постоянного тока. Это постоянное напряжение отвечает за поддержание плазменной дуги на всем протяжении резки. Он также регулирует требуемый выходной ток в зависимости от типа и толщины обрабатываемого материала.
Консоль зажигания дуги – Схема ASC вырабатывает переменное напряжение приблизительно 5000 В переменного тока с частотой 2 МГц, которое создает искру внутри плазменной горелки для создания плазменной дуги.
Плазменный резак – Плазменный резак предназначен для обеспечения правильного выравнивания и охлаждения расходных деталей. Основными расходными деталями, необходимыми для генерации плазменной дуги, являются электрод, завихритель и сопло. Дополнительный защитный колпачок может использоваться для дальнейшего улучшения качества резки, а все части удерживаются вместе внутренними и внешними удерживающими колпачками.
Подавляющее большинство систем плазменной резки сегодня можно разделить на обычные или прецизионные категории.
В обычных плазменных системах в качестве плазменного газа обычно используется производственный воздух, а форма плазменной дуги в основном определяется отверстием сопла. Приблизительная сила тока плазменной дуги этого типа составляет 12-20K ампер на квадратный дюйм. Во всех портативных системах используется обычная плазма, и она все еще используется в некоторых механизированных приложениях, где допуски деталей более приемлемы. | ||
Конструкции резака и расходных деталей более сложны, и в комплект входят дополнительные детали для дальнейшего сужения и формы дуги. Прецизионная плазменная дуга составляет примерно 40-50K ампер на квадратный дюйм. Несколько газов, таких как кислород, воздух высокой чистоты, азот и смесь водорода / аргона / азота, используются в качестве плазменного газа для получения оптимальных результатов на множестве проводящих материалов. |
Ручной режим В типичной ручной плазменной системе, такой как наша Tomahawk® Air Plasma, расходные детали электрода и сопла контактируют друг с другом внутри резака в выключенном состоянии. При нажатии на спусковой крючок источник питания вырабатывает постоянный ток, который течет через это соединение, а также инициирует поток плазменного газа.Как только плазменный газ (сжатый воздух) создает достаточное давление, электрод и сопло раздвигаются, что вызывает электрическую искру, которая превращает воздух в плазменную струю. Затем поток постоянного тока переключается от электрода к соплу на путь между электродом и заготовкой. Этот ток и воздушный поток продолжаются до тех пор, пока спусковой крючок не будет отпущен. |
Работа с прецизионной плазменной обработкой
Внутри прецизионного плазменного резака электрод и сопло не соприкасаются, а изолированы друг от друга завихрительным кольцом с небольшими вентиляционными отверстиями, которые превращают предварительный поток / плазменный газ в закрученный вихрь.Когда на источник питания подается команда запуска, он генерирует до 400 В постоянного тока напряжения холостого хода и запускает предварительную подачу газа через шланг, подсоединенный к горелке. Сопло временно подключается к положительному потенциалу источника питания через цепь вспомогательной дуги, а электрод находится на отрицательном полюсе.
Затем из пульта запуска дуги генерируется высокочастотная искра, которая заставляет плазменный газ становиться ионизированным и электрически проводящим, в результате чего возникает путь тока от электрода к соплу, и создается пилотная плазменная дуга.
Как только вспомогательная дуга соприкасается с заготовкой (которая подключается к заземлению через планки режущего стола), путь тока смещается от электрода к заготовке, и высокочастотная дуга отключается, и вспомогательная дуга цепь разомкнута.
Затем источник питания увеличивает постоянный ток до значения силы резания, выбранного оператором, и заменяет газ предварительной подачи на оптимальный плазменный газ для разрезаемого материала.Также используется вторичный защитный газ, который выходит за пределы сопла через защитный колпачок.
Форма защитного колпачка и диаметр его отверстия заставляют защитный газ еще больше сжимать плазменную дугу, что приводит к более чистому резу с очень малыми углами скоса и меньшим пропилом.
Новые и бывшие в употреблении Плазменные резаки с ЧПУ
Плазменные резаки прорезают металл, как масло, чтобы обеспечить очень быструю резку.Более высокая скорость для более тонких металлов, сложных форм или углов с минимальным количеством шлаков. У нас есть большой ассортимент новых и бывших в употреблении ручных и механизированных станков для плазменной резки с ЧПУ по доступным ценам с гарантиями, которые помогут вам значительно повысить производительность на рабочем месте.
С машинами ведущих производителей, таких как Hypertherm, ESAB и Esprit, у нас есть машины на любой размер и любой бюджет. Просмотрите наш полный ассортимент новых и отремонтированных аппаратов плазменной резки ниже.Если вам нужны ответы на вопросы о плазменной резке, в нашем блоге есть много полезной информации о резке листов.
Машины для плазменной резкиподходят для мелких и крупных производителей, художников и даже любителей DIY.
Используемые для резки металла точной формы, машины плазменной резки могут удовлетворить потребности отдельных лиц, желающих разрезать металлические пластины по индивидуальному заказу, вплоть до бизнес-операций в промышленных масштабах, требующих быстрой и точной резки сотен одинаковых форм с помощью ручных систем плазменной резки или механизированной резки. плазма.
Зачем нужны станки плазменной резки?
Промышленность сегодня полагается на использование тяжелых металлов и сплавов; все, от автомобилей, мостов и даже роботов, невозможно изготавливать без способности точно формировать металлические детали.
Однако, хотя металл невероятно прочен, он также обладает высокой устойчивостью к повреждениям, а это означает, что требуется специальное оборудование для точной резки материалов и манипуляций с ними.
Наряду с ESAB, Hypertherm, Esprit Automation и Messer мы покупаем и продаем плазменные резаки и аксессуары других марок: Thermal Dynamics, Kjellberg, Burny Kaliburn, Lincoln, TorchMate, Koike, Farley, Donaldson Torit, SAF-Fro, Thermal Arc
.Машины плазменной резки:
- Самый простой в использовании Ручные плазменные резаки
- просты и удобны в использовании.
- Сканирующие системы – это оптические режущие станки с фотоэлектрическим управлением, обеспечивающие высокую точность. Вместо использования металлических шаблонов системы сканирования могут следовать линейным чертежам или силуэтам шаблонов.
- Станок плазменной резки Portal Gantry подходит для кислородно-ацетиленовой или плазменной резки и доступен во многих размерах.
- Столы для резки плазменных профилей с ЧПУ
- Оборудование для плазменной резки профилей с ЧПУ, оснащенное системой контроля пригорания, отличается надежностью и относительно простотой использования.
- Большинство механизированных станков плазменной резки с ЧПУ имеют 50 стандартных форм, встроенных в память, однако дополнительные формы могут быть добавлены с ПК с помощью программного обеспечения Cad. Плазменная резка с ЧПУ
- также является гораздо более доступным вариантом по сравнению с другими процессами, такими как лазерная резка, и благодаря множеству новых технологий предлагает резку аналогичного качества.
Компоненты станка для плазменной резки профиля с ЧПУ
Механические компоненты:
Здесь есть много вариантов.Каждая машина будет иметь движущиеся части: ось портала или рельса, каретку или поперечную ось резака и ось Z (ось вверх-вниз, используемая для управления высотой резака). На больших промышленных машинах, которые служат десятилетиями и работают менее трех смен, при высокопроизводительном использовании все должно быть тяжелым, точным и чрезмерно сложным – читайте, дорого. Ожидайте, что на недорогих машинах начального уровня все эти же компоненты будут небольшими, легкими и гораздо более дешевыми. Использование легких компонентов на небольших машинах позволяет сэкономить деньги на приводном двигателе, электронике, зубчатых передачах и т. Д., что позволяет системе работать в диапазоне скоростей плазменной резки с разумной точностью.
В подавляющем большинстве недорогих машин в качестве приводных систем используются шаговые двигатели, в то время как в более крупных и дорогих промышленных системах используются сервоприводы. Обе технологии приводного двигателя позволяют перемещать машины с очень хорошей точностью, хотя современные сервоприводы правильного размера, как правило, имеют более широкую скорость и крутящий момент, что улучшает способность плазменного резака резать очень тонкие материалы со скоростью более 400 дюймовв минуту, а также для толстых материалов со скоростью 10 дюймов в минуту или менее.
Сервоприводымогут быть более интуитивно понятными для операторов станков, поскольку они используют обратную связь кодировщика с ЧПУ, обеспечивая меньшую вероятность потери положения на столе для резки в случае столкновения с опрокинутой деталью, сбоя питания или других аномалий резки, которые могут может случиться.
Контроль дыма:
Независимо от уровня мощности или типа плазменного резака, который вы устанавливаете на станке для резки с ЧПУ, должна быть система контроля дыма.Двумя основными типами, используемыми для плазменной резки, являются системы контроля дыма с нисходящим потоком и системы контроля над уровнем грунтовых вод.
Контроллер дымовых газов в поддоне для воды обычно представляет собой именно это: поддон (от 2 дюймов до любой глубины), который позволяет воде касаться дна разрезаемого материала. Мелкие горячие частицы разрезаемого материала под действием струи плазмы выдуваются в воду. Эти частицы охлаждаются и тонут в лотке. Без воды более крупные частицы падали бы, а более мелкие частицы поднимались бы, когда они горячие, и поднимались бы в виде дыма.Большая часть дыма является побочным продуктом прокатной окалины или масла на материале; часть материала.
Для столов с нисходящим потоком требуется достаточный поток воздуха, чтобы скорость потока, указанная в таблице, была достаточно высокой для перемещения тяжелых и легких частиц через канал. Если ваша местная ситуация позволяет выдувать эти пары наружу, этого достаточно для рассеивания паров. Обычно стол 2 x 2 требует около 1000 куб. Футов в минуту, 4 x 4 – около 3500 кубических футов в минуту, а стол 4 x 8 – около 7000 кубических футов в минуту, чтобы удалить весь дым и испарения.Это означает, что во время отопительного сезона вы будете забирать такое количество тепла из своего магазина. В некоторых лучших конструкциях используется воздуховод холодного воздуха для подпитки, стратегически расположенный рядом со столом, чтобы воздушный поток стола использовал наружный воздух вместо воздуха вашего магазина. В некоторых более крупных столах с нисходящей тягой используются зональные секции с подвижными жалюзи, так что всасывание воздействует только на ту область стола, которую резак режет.
Конечно, есть много столов с нисходящим потоком, таких как Donaldson Torit, в которых используется большая самоочищающаяся система фильтрации внутри магазина.Они фильтруют пары и дым и сохраняют тепло в магазине. Системы фильтрации, зональные системы и системы подпитки воздуха увеличивают стоимость и сложность.
Итог по контролю дыма: правильно спроектированные водные столбы и поддоны, а также системы нисходящего потока очень эффективны в контроле дыма и дыма от процесса резки. Вода, контактирующая с большинством материалов (сталью), повлияет на качество кромки с точки зрения шероховатости и окалины (повторно затвердевший металл на нижней кромке), но часто помогает контролировать коробление и изгиб, возникающие из-за воздействия тепла на длинные тонкие детали.
Программное обеспечение CAD и CAM:
CAD – компьютерное черчение или черчение – позволяет рисовать именно те детали, которые необходимо вырезать. Этот электронный чертеж деталей затем вводится в CAM – компьютерную обработку или производство – программное обеспечение, которое выполняет «постобработку» чертежа, регулируя размер для компенсации ширины пропила при плазменной резке, добавляя вводы и выводы. к чертежу, чтобы процесс плазменной прошивки оказывал минимальное влияние на готовую деталь. Затем файл CAM вводится непосредственно в систему ЧПУ, где он преобразуется в электрические сигналы, управляющие всем процессом резки.
Сегодня существуют программные пакеты CAM, которые делают гораздо больше, чем просто «постобработку» чертежей САПР. CAM для приложений резки часто называют программным обеспечением для раскроя, которое используется для постобработки и точного позиционирования нескольких различных файлов САПР в разных количествах, чтобы наиболее эффективно использовать пластину разрезаемого материала. Вложение позволяет эффективно вращать и позиционировать детали и часто генерирует отчеты, включающие калькуляцию затрат, отходы и утилизацию листов и многое другое. Программное обеспечение CAM в некоторых системах сегодня также может контролировать и автоматически устанавливать практически все параметры резки, такие как ток дуги, напряжения, предварительный поток газа, настройки потока резки, скорости резки, высоты резки, высоты прожига и т. Д., Что упрощает работу операторов станков, ограничивает количество брака и т. Д. повышение производительности.
На некоторых недорогих станках программное обеспечение CAD и CAM совмещено, что обеспечивает плавный переход от рисования к резке. Это часто рассматривается как способ позволить каждому в небольших цехах рисовать и резать детали прямо на станке в цехе, что значительно сокращает время обучения работе с этими станками.
Мы можем поставить ряд сопутствующих продуктов для ваших проектов плазменной резки. Блоки вытяжки дыма – жизненно важные для ОТ и ТБ сотрудников, расходные материалы и советы, которые помогут вам получить оптимальную резку и достичь хороших результатов с минимальными затратами, рекомендовать поставщиков газа, поставлять режущие станины и рельсы, блоки управления и программное обеспечение Поддержка CAD CAM
Учитывая, что при покупке станка необходимо учитывать такие факторы, а также у вас может быть ограниченный бюджет, почему бы не взглянуть на покупку бывшего в употреблении устройства плазменной резки с ЧПУ ?
Обладая почти 60-летним опытом поставок подержанного и восстановленного оборудования, мы беспристрастны в отношении марки, но больше стараемся подобрать правильную комплектацию для клиента.
Позвоните нам, если вы хотите обсудить свои варианты.
РАЗЫСКИВАЕТСЯ – Плазменные резаки с ЧПУ б / у
Мы всегда ищем новые системы плазменной резки с ЧПУ. Если вы хотите освободить место в своей мастерской или модернизировать текущие процессы резки до лазерного резака, пожалуйста, немедленно свяжитесь с нами, так как мы можем предложить вам лучшую рыночную цену на любую бывшую в употреблении плазменную или плазменную резку с ЧПУ. Тогда вы будете точно знать, сколько вам нужно будет вложить в следующую машину.
Регулировка высоты резака для автоматизированной плазменной резки
Благодаря уровню технологий, присущему сегодняшним системам плазменной резки высокого разрешения – усовершенствованной конструкции резака и расходных деталей, чрезвычайно точным системам подачи потока газа, надежным и точным источникам питания, а также управлению движением и программному обеспечению, которые обеспечивают высокую производительность и точность в работе. при резке листов и листов – часто игнорируемым компонентом любой операции плазменной резки является управление высотой резака.
Точное регулирование расстояния от резака до рабочего места во время всех этапов и типов операций плазменной резки может быть ключом к значительному повышению качества резки, срока службы расходных материалов, а также производительности и пропускной способности станка для резки.
Даже в простейшем применении плазменной резки – ручном плазменном резаке – часто используется метод регулировки высоты резака. У многих производителей ручных плазменных систем есть открытое сопло (некоторые называют его «наконечником»), которое необходимо удерживать грубо.От 062 до 0,100 дюйма от разрезаемой пластины. . . часто для поддержания этого критического расстояния используется какой-либо тип защитного устройства. Если открытое сопло ручного плазменного резака, работающего на токе 30 ампер или выше, соприкасается с пластиной даже на мгновение, может произойти повреждение отверстия сопла, которое влияет на форму плазменной дуги и влияет на качество резки. В ручных резаках новейших технологий используется технология экранированного резака – электрически изолированный медный экран, который позволяет резаку скользить по пластине, сохраняя правильное расстояние между соплом и пластиной.
При высокопроизводительной механизированной резке перетаскивание резака по пластине обычно является неприемлемым средством управления высотой резака. С середины 1970-х годов производители плазменных систем использовали регулировку высоты резака с обратной связью по напряжению дуги как довольно эффективное средство регулирования рабочего расстояния резака. К сожалению, управление высотой резака с помощью этой технологии может быть довольно сложным, и в список задач оператора станков с ЧПУ добавляется еще дюжина (или около того) параметров настройки, которые необходимы для производства деталей плазменной резки с наилучшим возможным качеством, с высокой производительностью и низкой эксплуатационные расходы.
КАК РАБОТАЕТ КОНТРОЛЬ ВЫСОТЫ ДУГОВОГО НАПРЯЖЕНИЯ?
При плазменной резке используется высокотемпературная электрическая дуга, которая создается путем подачи постоянного тока на внутренний электрод (отрицательный) и пластину (положительный). Газ, протекающий вокруг электрода, нагревается до температуры ионизации, что увеличивает его электрическую проводимость, позволяя энергии постоянного тока образовывать перегретую электрическую дугу от электрода к пластине. Дуга проходит через отверстие в сопле плазменной горелки, которое регулирует форму и скорость этой плазменной дуги, эффективно регулируя энергию и качество резки.
Во время плазменной резки в установившемся режиме можно измерить постоянное напряжение между отрицательным электродом и положительной пластиной. . . это напряжение меняется в зависимости от длины дуги между электродом и пластиной – более длинная дуга считывает более высокое напряжение, более короткая дуга считывает более низкое напряжение. Теоретически это очень эффективный метод измерения рабочего расстояния от резака!
Типичный регулятор высоты системы плазменной резки имеет опорное напряжение, которое задает оператор станка. Это напряжение предоставляется производителем плазменной горелки и различается для каждого типа материала, любой толщины и уровня мощности плазменного процесса.После начала процесса плазменной резки THC (регулировка высоты резака) смотрит на фактическое напряжение дуги (измеренное электронным способом между электродом и пластиной) и сравнивает его с заданным оператором опорным напряжением, затем THC регулирует моторизованную ось Z ( механическая ось вверх / вниз, удерживающая плазменный резак) до тех пор, пока опорное и фактическое напряжение не станут одинаковыми, таким образом регулируя рабочее расстояние резака. Любые проблемы с деформацией или плоскостностью листа на столе для плазменной резки автоматически регулируются этим процессом регулировки высоты.
УРОВНИ СЛОЖНОСТИ
THC для плазмы звучит относительно просто, но, к сожалению, есть много вещей, которые могут повлиять на контролируемое расстояние между пластиной и резаком. Вот несколько из них:
- Изменение скорости резания . Когда машина замедляется, чтобы вырезать небольшое отверстие или сложную часть программы резки, плазменный резак продолжает резку с заданной выходной мощностью. Более низкая скорость эффективно удлиняет дугу (более широкий пропил, плазменная дуга должна расширяться, чтобы достичь пластины), что заставляет THC перемещать резак ближе к пластине для поддержания надлежащего напряжения дуги.. . часто факел ныряет и соприкасается с пластиной.
- Колебание давления газа . Поскольку дуга следует за потоком ионизированного газа, любые изменения давления или потока газа повлияют на сопротивление дуги, что может привести к подъему или опусканию резака для компенсации изменения напряжения / сопротивления.
- Пересечение пропила . Пересечение пропила в точке входа и выхода рядом с концом разреза вызовет мгновенное повышение напряжения дуги (плазменная дуга доходит вниз через уже разрезанный пропил, чтобы найти металл), что приведет к окончанию разреза.
- Проблемы со сроками . Если напряжение дуги все еще остается активным в конце резки, когда движение режущего станка замедляется, напряжение дуги будет расти, и THC будет стремиться погрузить резак в пластину.
- Износ электродов . По мере того, как на электроде горелки регистрируется больше времени и циклов резки, в эмиттере гафния образуется ямка износа. Поскольку эта часть электрода является точкой, к которой прикрепляется дуга, и отсчитывается напряжение дуги. . . Ожидайте, что из-за износа электрода резак будет работать ближе к пластине по мере износа расходных деталей.Яма на 0,080 дюйма в электроде горелки приведет к тому, что резак будет работать на 0,080 дюйма ближе к пластине, что может вызвать плохое качество резки и столкновение пластин.
ВАЖНЫЕ ХАРАКТЕРИСТИКИ И ВОЗМОЖНОСТИ СИСТЕМЫ КОНТРОЛЯ ВЫСОТЫ
Контроль напряжения дуги в установившемся режиме высоты резки имеет решающее значение для качества резки, однако не менее важно для THC иметь возможность точно определять поверхность листа перед каждой резкой цикл, и чтобы иметь возможность втягиваться в резак, производители рекомендуют высоту прожига (разную для каждого типа материала, толщины и уровня мощности) перед зажиганием плазменной дуги.
После зажигания дуги и завершения прожига (разное время для каждого типа материала, толщины и уровня мощности) важно, чтобы резак быстро индексировал высоту резки (опять же, разную для каждого типа материала, толщины и уровня мощности) для стабилизации плазменной дуги до того, как она выйдет из забойного ввода и попадет на фактический профиль реза. В конце цикла резки очень важно, чтобы регулятор высоты резака быстро убирался, чтобы избежать столкновения с потенциально «опрокинутой» ранее вырезанной частью на листе при переходе к следующему резу.
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ДЛЯ ПРАВИЛЬНОГО УПРАВЛЕНИЯ ВЫСОТОЙ ФАКЕРА
- Точное определение поверхности листа перед каждым циклом резки. Это должно выполняться на высокой скорости, чтобы минимизировать время цикла резки и резки, и должно работать точно как с тонкими, так и с толстыми листами.
- Способность регулятора высоты быстро индексировать до рекомендованной высоты прожига, а затем зажигать резак.
- Быстрый указатель до рекомендованной высоты резки после завершения прожига.
- Активация AVC (контроль напряжения дуги), как только режущий станок достигает запрограммированной скорости резки.
- Способность распознавать пересечение пропила для минимизации ныряния.
- Способность связываться с ЧПУ / программой обработки детали для исключения ныряния при прохождении поворотов или замедления сложных функций.
ПРИЯТНЫЕ ФУНКЦИИ ДЛЯ ИМЕНИ
– Интерфейс с программным обеспечением для плазменной резки, ЧПУ и резки для автоматической загрузки параметров (простота использования для оператора).
– Встроенная диагностика.
- Автоматическая регулировка высоты для компенсации износа расходных материалов, изменения скорости.
- Взаимодействие с программным обеспечением для раскроя во избежание столкновений с потенциальными опрокидываниями.
- Нет настроек оператора. . . все настройки управления высотой автоматизированы с помощью программного обеспечения CAM для раскроя.
- Быстрое втягивание и перемещение начальной высоты для минимизации времени цикла.
- Функция пропуска отвода, которая сводит к минимуму трудоемкие перемещения, когда разрезы расположены близко друг к другу.
- Функция обнаружения столкновений для остановки любого движения в случае столкновения резака с рабочим местом.
Мне напомнили, что типичный оператор станка плазменной резки с ЧПУ & ndash; чтобы добиться максимальной производительности от его машины плазменной резки & ndash; должен быть хорошо осведомлен обо всех настройках и параметрах, чтобы обеспечить повторяемую производительность на повседневной основе.Я не мог сосчитать, сколько раз я был в цехе большого завода по обработке листового металла, у которого были жалобы на качество резки, точность резки деталей и / или срок службы расходных деталей. . . где проблема была в конечном итоге решена путем интенсивного обучения операторов, чтобы гарантировать, что высота прожига резака, время прожига, высота резки и высота напряжения дуги всегда устанавливались правильно.
В настоящее время доступны регуляторы высоты, которые являются почти полностью прозрачной частью станка плазменной резки с ЧПУ.Во многих случаях оператор не имеет никакого взаимодействия для регулировки какого-либо аспекта регулировки высоты резака, но система THC точно настраивается каждый раз при ее использовании. Эти новейшие системы напрямую взаимодействуют с системой плазменной резки, ЧПУ станков для резки, а также с программным обеспечением CAM Nesting, связывая все эти компоненты с помощью простого кабеля Ethernet. Преимущества этой новой технологии включают более длительный срок службы расходных деталей, лучшее качество резки, более высокую производительность, а также облегчение работы оператора.
Даже если на вашем аппарате нет новейших технологий плазменной резки и THC, обратите особое внимание на существующую систему управления высотой резака, убедитесь, что ваши операторы понимают ее функции, принцип работы и где найти подходящие настройки для каждого типа. и толщина разрезаемого материала. Это того стоит!
Основы плазменной резки
Основы плазменной резки
Процесс плазменной резки
- Плазменная резка – это самый быстрый процесс резки углеродистой, алюминиевой или нержавеющей стали.
- Плазменная резка может сочетаться с гидроабразивной или кислородной резкой одной и той же детали.
- Плазменная резка может использоваться для точной резки материала толщиной до 6 дюймов из нержавеющей стали. ЭСАБ изобрел плазменную резку в 1955 году, и мы никогда не прекращали разработки способов сделать устройства плазменной резки лучше и проще. Последние инновации ЭСАБ в автоматизации процесса плазменной резки увеличивают объем производства, обеспечивая стабильное качество резки каждый раз … независимо от уровня квалификации оператора:
Плазменная дуга
Характеристики Плазма определяется у Вебстера как «совокупность заряженных частиц»…. содержащий примерно равное количество положительных ионов и электронов и обладающий некоторыми свойствами газа, но отличающийся от газа тем, что он является хорошим проводником электричества … “
Для дуговой резки плазму также можно определить как электрически нагретый газовый поток. Газовый поток нагревается до такой высокой температуры, что становится ионизированным. Ионизированный газ по определению может свободно обмениваться электронами между атомами. Это движение электронов позволяет газу переносить режущий ток.
В плазменной горелке используется сопло из сплава меди, которое сужает поток ионизированного газа и фокусирует энергию на небольшом поперечном сечении. Принцип такой же, как при использовании увеличительного стекла для концентрации солнечной энергии для создания сильного тепла.
Газ, протекающий через сопло, также служит средой для удаления расплавленного металла, нагретого ионизированным газом. Приблизительно 30% газа фактически ионизируется (при оптимальных условиях), а остальные 70% газового потока используются для удаления материала и охлаждения.
Вихревой газ
Закрутка газа способствует резке несколькими способами. Закрутка увеличивает охлаждение. Неионизированные атомы газа тяжелее / холоднее и выбрасываются за пределы вращающегося газового потока. Этот холодный барьер защищает медное сопло. По мере увеличения силы тока степень ионизации увеличивается (изменяется соотношение 30/70%), а охлаждение уменьшается, сокращая срок службы сопла. Форсунки предназначены для работы в определенном диапазоне тока (ампер).
Вихревой газ улучшает качество резки.
Если плазменный газ не закручивается, в результате будет получен скос с обеих сторон реза. За счет завихрения газа дуга равномерно распределяется по одной стороне разреза. Если направление завихрения меняется на противоположное (CW на CCW), сторона квадрата изменится. Когда ионизированный газ (плазменная дуга) закручивается, электрическая дуга будет равномерно прикрепляться к передней кромке реза. Эти многочисленные точки крепления обеспечивают более равномерное распределение мощности по заготовке. Это выравнивание мощности сверху вниз приводит к более квадратной стороне.Другая сторона имеет фаску от 5 до 8 градусов.
Введение защитного газа приведет к дальнейшему сужению и охлаждению сопла. Этот газ впрыскивается в поток плазмы после процесса ионизации на кончике сопла.
Впрыск воды улучшает качество резки и охлаждает сопло. Закручивая воду в том же направлении, что и газ, а затем впрыскивая ее в точку выхода дуги из сопла, дуга еще больше сужается. Когда холодная вода вступает в контакт с высокотемпературной дугой, между дугой и отверстием сопла образуется слой пара.Действие этого барьера можно продемонстрировать, если нагреть сковороду и налить на нее воду. Сразу же маленькие капельки воды будут танцевать на поверхности кастрюли, а не испаряться. Эти водяные шарики защищены пароизоляционными свойствами, которые образуются при контакте воды с поддоном. Для правильной работы впрыска воды температура воды должна оставаться ниже 70 градусов по Фаренгейту. Состояние, известное как пленочное кипение, возникает, если температура поднимается выше этой точки. В результате возникает нестабильная дуга, сокращается срок службы сопла и ухудшается качество резки.
Запуск плазменной дуги
Внутри корпуса резака есть три основных компонента.
- Электрод
- Газовая заслонка (завихритель)
- Сопло
Эти предметы называются расходными материалами. Они расходуются с течением времени в процессе плазменной резки и подлежат замене. Детали резака ESAB PT-36 показаны выше. Другие факелы могут выглядеть иначе, но у всех есть части, которые функционируют как 3 основных перечисленных выше. Обратитесь к руководству по эксплуатации резака, чтобы узнать точную конфигурацию деталей.
Электрод подключается к отрицательной клемме источника питания постоянного тока для плазмы. Форсунка подключена к положительной стороне, но электрически изолирована с помощью нормально разомкнутого реле.
При вводе пускового сигнала плазменной системе происходит следующее:
- Главный контактор в источнике питания подает питание, создавая высокое отрицательное напряжение на электроде.
- Газ начинает течь к горелке и закручивается через перегородку.
- Нормально разомкнутые контакты в цепи сопла замыкаются, обеспечивая путь к положительной стороне источника питания.
- Высокочастотный генератор создает потенциал высокой частоты-высокого напряжения между электродом и соплом. Это вызывает проскакивание небольшой искры между соплом и электродом, ионизируя путь через газ.
- Вдоль этого ионизированного пути между электродом и соплом начинает протекать большая дуга постоянного тока. Это называется вспомогательной дугой.
- Пилотная дуга выдувается из сопла потоком газа и контактирует с заготовкой.
- Основная дуга создается, когда вспомогательная дуга переходит на рабочий материал (если резак расположен достаточно близко).Реле форсунки размыкается при отключении форсунки от цепи. Установлено состояние перенесенной дуги.
- Основная дуга увеличивается до режущей силы тока после размыкания реле сопла.
Двойная дуга
Двойная дуга – это состояние, при котором сопло остается в плазменном контуре. Как описано выше, сопло должно находиться в цепи только во время фазы вспомогательной дуги. Если оставить в цепи, сопло будет пропускать режущий ток, который его разрушит.
Возникновение двойной дуги:
- Постоянный пирсинг. Горелка должна быть расположена достаточно близко к обрабатываемой детали, чтобы вспомогательная дуга касалась пластины, чтобы основная дуга могла переноситься. Брызги прожига выбрасываются под небольшим углом во время начального прожига. По мере того, как дуга проникает в материал, брызги становятся более вертикальными. Этот мусор может соединить пластину и сопло, удерживая сопло в цепи, даже когда реле размыкается, чтобы удалить его.Этот сценарий может повредить переднюю часть резака.
- Горелка контактирует с пластиной. Резка тонких материалов. Все системы автоматического позиционирования резака используют какой-либо метод определения начальной высоты для позиционирования резака над пластиной. Один из методов – это метод касания и втягивания. Горелка перемещается, пока не соприкасается с пластиной, и возвращается на начальную высоту с помощью таймера или энкодера. Если прикосновение не распознается должным образом, резак может все еще контактировать с материалом из-за подпружинения или деформации материала.Сопло останется в плазменном контуре, пропускающем режущий ток, что приведет к его повреждению.
- Неисправность вспомогательной дуги. Это может произойти, если цепи реле вспомогательной дуги не удается снять сопло. Это может произойти как из-за закороченного реле, так и из-за резистора. И снова сопло пропускает больше тока, чем предполагалось, что приводит к его повреждению.
Предотвращение двойной дуги
Двойная дуга обычно возникает во время процесса прожига.
Некоторые методы, которые могут помочь избежать двойной дуги:
- Ползучесть. Режущий станок запрограммирован на пониженную скорость, чтобы начать движение при переносе дуги. Эта скорость обычно составляет от 5 до 10% нормальной скорости резания и рассчитана на определенный период времени. В это время из сопла выбрасываются пронзительные брызги. Это снижает вероятность возникновения двойной дуги.
- Факел поднимается во время прожига с места. При переносе дуги резак начинает отрываться от заготовки. Это позволяет разбрызгивателям вылетать из сопла. Это втягивание продолжается в течение определенного периода времени, а затем снижается до нужной высоты резки после того, как машина движется со скоростью резки.
- Пробивка с начальной высотой выше нормальной (пробивка стоя). Это позволяет прожигающим брызгам не попадать в сопло, что снижает вероятность образования двойной дуги. Этот метод профилактики наименее эффективен.
Параметры плазменного процесса
Все переменные, связанные с плазменной резкой, должны тщательно контролироваться для достижения максимального качества резки, максимального срока службы сопла / электрода и максимальной производительности. Между ними должен соблюдаться баланс.
Газ
Чистота газа
Чистота газа важна для хорошего качества резки и длительного срока службы электрода.Минимальные требования к чистоте азота 99,995% и 99,5% кислорода. Если уровень чистоты ниже рекомендуемого минимума, может произойти следующее.
- Неспособность дуги проникать в тонкие материалы при любом уровне тока.
- Качество резки зависит от степени загрязнения.
- Чрезвычайно короткий срок службы электрода.
- При резке N2 появление остатков черной пленки на лицевой стороне электрода и в отверстии сопла. Чем сильнее загрязнение, тем больше остатков.Если газ чистый, электрод и отверстие сопла приобретут вид пескоструйной обработки.
Давление / расход газа
Каждая форсунка рассчитана на работу при оптимальном токе в зависимости от заданного давления / расхода газа. Повышение этого давления может привести к сокращению срока службы электрода. Об этом свидетельствует появление отверстий на вольфрамовой вставке. При использовании азота возникнет проблема с запуском горелки. Если горелка не запускается при высоком давлении, может наблюдаться разбрызгивание вспомогательной дуги.Там, где высокое давление газа может создать проблемы, низкий расход газа обычно приводит к отказу двойной дуги.
Вода
Чистота воды
Для плазменного процесса с впрыском воды требуется деионизированная и фильтрованная вода. Взвешенные твердые частицы, растворенные минералы и другие факторы влияют на проводимость воды и срок службы форсунки и увеличивают вероятность высокочастотных помех.
Давление / расход воды для резки
Расход воды для резки должен быть установлен на количество, указанное в документации по резаку.Чрезмерный поток воды приведет к сокращению срока службы электрода и нестабильной дуге. Низкий расход воды приведет к недостаточному охлаждению, влияющему на срок службы форсунки.
пропил
Пропила – это ширина материала (перпендикулярного резаку и оси реза), удаляемого в процессе плазменной резки. Kerf зависит от трех основных переменных.
- Скорость резания. Более высокие скорости резания при постоянных других переменных приведут к более узкому пропилу. Прорезь будет продолжать сужаться до тех пор, пока не произойдет потеря проплавления.Более низкая скорость движения приведет к более широкому пропилу до тех пор, пока не произойдет пропадание дуги.
- Сила резания. Увеличение силы тока резания при постоянных двух других переменных приведет к более широкому пропилу. Продолжая увеличивать ток, пропил будет увеличиваться до тех пор, пока сопло не будет разрушено. Снижение силы тока приведет к более узкому пропилу и более положительному углу среза до тех пор, пока проплавление не будет потеряно.
- Противостояние. Зазор – это расстояние между резаком и заготовкой после прожига (во время резки).В большинстве современных систем используется система обратной связи по напряжению дуги. Увеличение напряжения дуги увеличивает расстояние зазора и расширяет пропил. Продолжение увеличения противостояния в конечном итоге приведет к потере резания. Уменьшение зазора приведет к более узкому пропилу и, в конечном итоге, к потере пропила.
Напряжение дуги
Напряжение дуги не является независимой переменной.
Зависит от:
- Ток (в амперах)
- Размер сопла
- Противостояние
- Расход режущего газа
- Расход воды в отсечке (если применимо)
- Скорость резания
Газы, необходимые для большинства приложений, – это пусковой газ, защитный газ и режущий газ.В некоторых ситуациях требуется второй защитный газ. Результаты различаются в зависимости от различных комбинаций азота, кислорода, воздуха, метана и H-35 (комбинация 35% водорода – 65% аргона). Для плазменной маркировки используется газообразный аргон. Тип и толщина материала, качество резки, скорость и стоимость производства – это переменные, которые следует учитывать при выборе комбинаций газов. Все газы не подходят для некоторых применений и горелок. Обратитесь к документации по горелкам для получения дополнительной информации.
Решение ESAB
Плазменная система m3ESAB полностью автоматизирует процесс плазменной резки, упрощая настройку всех параметров процесса, описанных выше, и обеспечивает стабильное качество резки.
Плазменный резак| Мертвый космос вики
Ad
Плазменный резак 211-В
Тип
Инструмент для добычи направленной энергии
Урон (DMG)
10 (максимум 18)или ???? (DMG) (DS3)
Боезапас (патроны)
20 плазменных энергетических батарейили ???? (CLP) (DS3)
Эффективная дальность стрельбы
Короткое-среднее
Вторичное возгорание
Лезвие вращается на 90 °
Верхний наконечник инструмента
Наконечник по умолчанию
Требуется 17 узлов питания для полного обновления.Требуется 18 узлов питания для полного обновления.| “ | Этот плазменный резак сочетает в себе мощность и надежность в портативном корпусе. | ” |
Плазменные резаки , также известные как Резаки , представляют собой семейство подобного самодельного оружия, которое обычно использовалось выжившими во время вспышек некроморфов.
В серии были показаны три различных типа плазменных резаков:
Первый и самый распространенный – это плазменный резак 211-V.Инструмент 211-V, разработанный и изготовленный Schofield Tools, предназначен для использования в горных работах. Он использует два выравнивающих лезвия сбоку и три фары спереди, чтобы помочь пользователю точно прорезать более мягкие минералы. В нем используется внутренний источник питания, он компактен / достаточно легок, чтобы его можно было легко переносить, и его можно использовать даже одной рукой (из-за небольшого веса). Исаак нашел свой 211-V на окровавленном верстаке USG Ishimura.
Вторая версия, показанная в серии, – это самодельный плазменный резак.Построенный Исааком Кларком во время вспышки эпидемии на Разрастании, он изначально был медицинским устройством, которое использовалось в хирургических операциях. Исаак использовал фонарик, который он приобрел ранее, в качестве источника энергии для резака, быстро прикрепив их, чтобы отбиться от атакующего Слэшера. Эта модель меньше 211-В. Его излучатель имеет крышки, которые убираются на его переднюю часть, предположительно для предотвращения случайного разряда, когда он не используется. Эти крышки открываются при активации оружия. Исаак продолжал использовать это оружие во время побега со станции.Неизвестно, что с ним случилось потом, но можно предположить, что Исаак, скорее всего, отказался от него в пользу «настоящего» плазменного резака.
Третья показанная версия – неизвестная модель. По размеру и эстетике он находится где-то между 211-V и Isaac’s Makeshift Cutter. Его передняя часть имеет регулировочные лезвия, аналогичные 211-V, но они убираются над эмиттером, как у самодельного резака Айзека; его задняя часть больше похожа на самодельный резак Исаака. Эта модель, как и другое оружие в Dead Space 3, может быть разобрана на части для улучшения и / или модификации другого оружия.Эти обновления включают добавление плазменного резака в качестве дополнительного оружия или добавление дополнительного оружия на плазменный резак. Исаак впервые использует эту модель, убегая от воинствующих юнитологов в Лунной колонии New Horizon.
DLC-варианты плазменных резаков в соответствующих играх обычно доступны с первого обнаруженного игрового магазина.
Детали дизайна [править | править источник]
Плазменный резак при выстреле создает связный импульсный поток, или «болт», ионизированной плазмы.Он может стрелять болтами вертикально (основной режим стрельбы) и горизонтально (дополнительный режим стрельбы). Плазменный резак очень точен, он использует три синих лазерных указки, чтобы указать желаемую плоскость резки.
При ударе о цель сцепление болта сначала нарушается, проникая в цель сфокусированной струей перегретого вещества. Это вызывает интенсивные эффекты локализованного сдвига, а также туннельное тепловое расширение. При использовании на хрупких, замерзших камнях, пронизанных разломами, в умелых руках он может расколоть их за один или два выстрела.Однако против податливых целей удар вызовет минимальный ущерб, а тепловое расширение не столько сократит, сколько нагнетает область вокруг места удара, иногда требуя нескольких последовательных ударов не модернизированным инструментом. Тем не менее, несмотря на то, что ему предлагается менее чем эффективная альтернатива против плотного органического вещества, плазменный резак 211-V сохраняет свою полезность.
Боеприпасы[править | править источник]
- Основная статья: Plasma Energy
В плазменном резаке в качестве боеприпасов используются картриджи переменной емкости, называемые «Энергия плазмы», которые способны разрезать твердые минеральные породы при добыче полезных ископаемых.Хотя кажется, что плазма содержит только накопленную энергию, на самом деле плазма представляет собой сильно ионизированное вещество, поэтому либо картридж представляет собой комбинацию батареи / плазменной среды, либо сам резак содержит резервуар пригодного для использования материала для переноса ионного заряда.
Энергия плазмы для плазменного резака может быть куплена в магазине за 1200 кредитов на шесть патронов.
вариантов [править | править источник]
Dead Space 1 [править | править источник]
- Плазменный резак Astronaut
- Плазменный резак Elite
- Плазменный резак Heavy Damage (Увеличенный урон)
- Военный плазменный резак
- Обсидиановый плазменный резак
- Плазменный резак пешеходный
- Плазменный резак Scorpion
- Плазменный резак убивает скорость (повышенная скорость)
Dead Space 2 [править | править источник]
- Плазменный резак Agility (скорость перезарядки -5%, скорость стрельбы + 5%)
- Кованый плазменный резак (+ 10% бонус к урону, скорость перезарядки -5%)
- Восстановленный плазменный резак
Dead Space 3 [редактировать | править источник]
- Плазменный диспергатор (более широкий болт для плазмы)
- Mk-II Разогнанный плазменный диспергатор (+ SPD)
- Mk-V Диспергатор плазмы с наддувом (++ SPD)
- Плазменный повторитель (автоматический огонь)
- Mk-II разогнанный плазменный повторитель (+ SPD)
- Плазменный ретранслятор Mk-V с наддувом (++ SPD)
- Плазменный резак Planet Cracker (-RLD, + SPD)
- Плазменный резак Tundra Recon (-RLD, + SPD)
Боевые советы [править | править источник]
- Плазменный резак – основное оружие игрока на ранних этапах игры, и его следует рассматривать как надежный резервный резак.Хорошая стратегия – держать как минимум 1-2 слота инвентаря заполненными энергией плазмы (один слот может содержать 25 патронов) на случай ситуаций, когда у игрока могут закончиться боеприпасы для другого оружия. Держите плазменный резак полностью загруженным и всегда готовым.
- Использование стазиса на некроморфах позволяет быстро отрезать им конечности с помощью плазменного резака. Когда они замедлятся до ползания, расчлените им руки, чтобы сэкономить боеприпасы.
- Запущенная плазменная энергия почти мгновенно перемещается к цели, что делает плазменный резак полезным для борьбы с удаленными / быстро движущимися врагами, такими как слэшеры, взрыватели и твичеры.Однако боеприпасы куттера практически не наносят урон от брызг, что делает его неэффективным против полезной нагрузки Swarmers.
- Плазменный резак, являясь одним из самых точных видов оружия в серии, требует от оператора устойчивости и контроля при прицеливании. Сохраняйте спокойствие и выстраивайте свои кадры.
- Это очень полезно против Drag Tentacle. Если вас схватят, быстро переходите на это.
- В Dead Space (мобильный) для полного обновления требуется всего 14 узлов питания, оставляя открытыми несколько пустых мест, что делает его одним из лучших видов оружия в игре.Его два режима стрельбы, высокая мощность, быстрая скорость стрельбы и быстрая скорость перезарядки делают его отличным оружием (независимо от того, используется ли он со стазисом или без него), чтобы расчленить практически любого некроморфа.
- В Dead Space 3 плазменный диспергатор может расчленить обе ноги Слэшера за один выстрел, если он стоит или идет, из-за того, что они держат ноги близко друг к другу. В более ранних играх это было невозможно, потому что враги держали ноги врозь. Из-за этого можно убить Слэшера одним выстрелом из плазменного резака с максимальным вложением урона, если игрок целится в его бедра, экономя драгоценные боеприпасы.
- В Dead Space 3 сложность плазменного резака с меньшими / более быстрыми врагами может быть преодолена путем замены вращающейся манжеты плазменного резака (или диспергатора плазмы) на плазменный ретранслятор. Потеряв возможность выстрелов по вертикали, вы получите преимущества широкого плазменного резака и возможности быстрой стрельбы.
Геймплей [править | править источник]
- Завершение первого Dead Space и использование только плазменного резака принесет трофей / достижение «One Gun».Тем, кто пытается получить достижение, следует активно использовать стазис в многолюдных ситуациях, поскольку плазменный резак не подходит для борьбы с толпой, даже если он полностью улучшен. То же самое достижение можно получить, используя только плазменный резак (помимо плазменной пилы) в Dead Space (мобильный) .
- Помимо Потрошителя, Плазменный резак – единственное оружие Dead Space 2, у которого нет уникального увеличения урона, присущего любым костюмом, за исключением Элитного Продвинутого Костюма, который обеспечивает 10% бонус к Урону ВСЕМ оружию.Пока что, как и у Потрошителя, не было костюма, который предлагал бы бонус к урону только плазменному резаку.
- В Dead Space плазменный резак всегда возвращается в вертикальный режим во время анимации перезагрузки, а затем возвращается в текущее установленное положение после завершения анимации. Cutter в более поздних играх этого не делает.
- В Dead Space 2 он получает способность поджигать врагов после того, как заполнен слот «Особый». Этот эффект кажется гораздо менее заметным при расчленении по сравнению с выстрелами в туловище / тело.
- The Forged Plasma Cutter из Dead Space 2 DLC чрезвычайно полезен на более высоких настройках сложности, поскольку его урон на 10% выше (что составляет 19,8 урона за выстрел на полностью обновленной модели), что позволяет Исааку легче расчленять некроморфов, пока используя меньше боеприпасов.
- В версиях Dead Space 2 для ПК и PS3 плазменный резак всегда сбрасывается в вертикальный режим, когда вы умираете и возвращаетесь на контрольную точку.
- Плазменный резак – одно из пяти дополнительных видов оружия в мультиплеере Dead Space 2 .Он служит оружием по умолчанию.
- В Dead Space 3 плазменный резак можно воссоздать, используя любую компактную раму, верхний инструмент Plasma Core и модуль вращающей манжеты. Добавление насадки Flame Glaze воссоздает особый эффект, наблюдаемый на полностью обновленном резаке во второй игре.
- Плазменные резаки классов Tundra Recon и Planet Cracker в Dead Space 3 не могут быть оснащены модулями поворотной манжеты. Хотя плазменный резак класса Planet Cracker поставляется с одним прикрепленным, что позволяет игроку создать его чертеж для безопасного хранения, если оружие разобрано, оно не может быть повторно прикреплено вручную.
В других средствах массовой информации [править | править источник]
- Плазменный резак появляется в Dead Space: Martyr , хотя в играх подразумевается, что он намного больше, чем плазменный резак, поскольку для работы требуется две руки, и он значительно утяжеляет Альтмана во время плавания, хотя это может быть потому что это была более старая версия плазменного резака. Кроме того, похоже, что на нем есть какое-то лезвие, как у плазменной пилы .
- Коллекционное издание Dead Space 2 поставляется с комично маленькой версией плазменного резака с тремя светодиодами, символизирующими перекрестие его торговой марки.
- В шоу «Теория большого взрыва» модель плазменного резака можно увидеть на полке в комнате Ховарда в доме его матери.
Разное [править | править источник]
- Исаак показан с плазменным резаком в большинстве рекламных материалов для Dead Space , Dead Space 2 и Dead Space 3 .
- С максимальным увеличением повреждений плазменный резак становится легальным аппаратом для дуговой сварки, хотя и не для традиционного электричества, а для плазменной сварки.Если сразу после стрельбы посмотреть налево или направо, они увидят, что след от ружья до намеченной цели представляет собой дугу ионизированной энергии. Это противоположно выходу урона по умолчанию для плазменных резаков, который представляет собой просто болт.
- Подобно Потрошителю, размер плазменного резака уменьшается при каждой последующей записи в игру. Он визуально большой в оригинальном Dead Space, затем он становится немного меньше в Dead Space 2, когда его громоздкие прокладки (в основном) удалены. К моменту выхода Dead Space 3 Cutter стал размером с небольшой пистолет, проставки были добавлены заново, но их общий размер значительно уменьшился.
- «Лезвия» на плазменном резаке, возможно, действуют как проставки для инструментов, предназначенных для резки минералов. Это означает, что с плазменным резаком, вероятно, обращаются как с пистолетом для гвоздей, поскольку резак предназначен для установки / наведения непосредственно на материал, который нужно разрезать, и выстрела одним плазменным зарядом в указанную поверхность. Вертикальный и горизонтальный режимы резцов позволят пользователю резать минералы без необходимости поворачивать весь инструмент на 90 градусов.
- Плазменный резак, приобретенный игроком в Dead Space 2 , не является официальным инструментом, а представляет собой модель, созданную Исааком Кларком.Это было сделано путем объединения стационарного медицинского плазменного излучателя «тканевого лазера» с ранее приобретенным фонариком.
- Этот изготовленный на заказ плазменный резак имеет тот же путь обновления, что и «Восстановленный плазменный резак»; улучшение одного плазменного резака повлияет на другой. При полном улучшении он способен поджигать врагов.
- Модель плазменного резака, производимая Schofield Tools (модель из оригинальной Dead Space ), возвращается в Dead Space 2 под названием «Восстановленный плазменный резак» стоимостью 0 кредитов, если Dead Space установлен на ПК, или файл сохранения Dead Space существует на жестком диске PS3 или Xbox 360.Вы можете получить его в первом магазине, который вы пройдете в игре. Элли Лэнгфорд также владеет официально произведенным плазменным резаком.
- Восстановленный резак также является второстепенным оружием по умолчанию в многопользовательском режиме Dead Space 2.
- Более старая версия плазменного резака требовала выключения перед переключением в горизонтальный или вертикальный режим. [ необходима ссылка ]
- Плазменный резак был немного переработан в Dead Space 3, он стал похож по дизайну на импровизированный плазменный резак Айзека в Dead Space 2.Рама стала заметно меньше, а нижний стабилизатор был удален и заменен на вращающуюся манжету инструмента. Его цветовая схема также была перевернута: оранжевые части теперь серые, и наоборот. Его режим по умолчанию также был изменен с вертикального на горизонтальный и навсегда закреплен в последнем режиме, если вращающая манжета не была встроена в инструмент. Звук стрельбы также был изменен, он звучит намного слабее, чем у предыдущей модели. Неизвестно, будет ли это более новая модель плазменного резака, произведенная Schofield Tools, модель, произведенная конкурирующим производителем, или просто художественный редизайн игры.
- Плазменный резак можно воссоздать, поместив плазменный сердечник с любым наконечником в качестве верхнего инструмента на компактную раму, с модулем вращающей манжеты в качестве нижнего инструмента и добавив насадку для глазури.