Сверлильные станки: устройство, принцип работы, виды
Сверлильные станки предназначены для выполнения глухих и сквозных отверстий в деталях из различных материалов, а также для чистовой обработки внутренних цилиндрических поверхностей при помощи операций зенкерования и развертывания.
Классификация
Есть несколько основных признаков, по которым классифицируются сверлильные станки.
1. По количеству шпинделей:
- одношпиндельные;
- двухшпиндельные;
- многошпиндельные;
Одношпиндельные станки (рис. 1) наиболее распространены. Служат как в мелкосерийном, так и крупном производстве. Как правило, такими станками оснащаются и небольшие ремонтные предприятия.

Рисунок 1. Одношпиндельный сверлильный станок.
Двухшпиндельные сверлильные станки (рис. 2) служат для одновременной обработки двух одинаковых деталей или одной детали с симметричным расположением отверстий. Сегодня широкое распространение получили двухшпиндельные станки с ЧПУ благодаря высокой производительности.
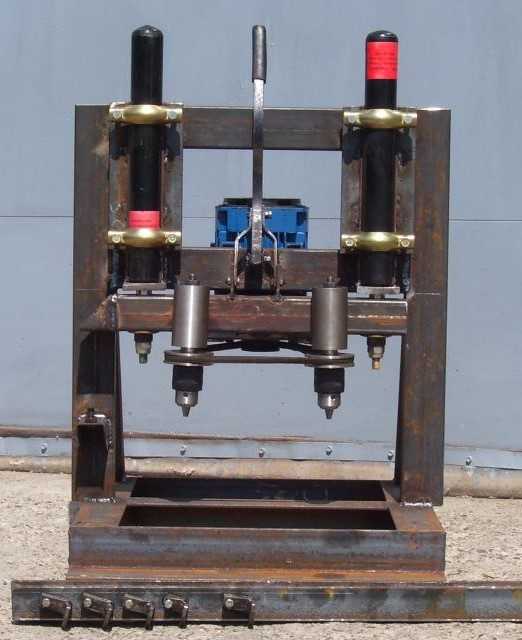
Рисунок 2. Двухшпиндельный сверлильный станок
Многошпиндельные станки (рис. 3) представляют собой целые сверлильные комплексы. Управляются программно. Часто применяются в электротехнической промышленности или поточном производстве. В большинстве случаев изготавливаются на заказ.

Рисунок 3. Многошпиндельные сверлильные станки.
2. По направлению основной подачи:
- вертикально-сверлильные;
- горизонтально-сверлильные;
- радиально-сверлильные.
Вертикально-сверлильный станок – классический вариант. Подавляющее большинство сверлильных станков выполнено именно по такой схеме. Обусловлено это удобством самого процесса сверления, когда подача осуществляется в вертикальной плоскости.
В горизонтально-сверлильном станке основная подача осуществляется в горизонтальной плоскости. У этих станков, как правило, более разнообразные технологические возможности. Часто станки этой группы используются для растачивания, подрезания кромок, горизонтального фрезерования и других металлорежущих операций.
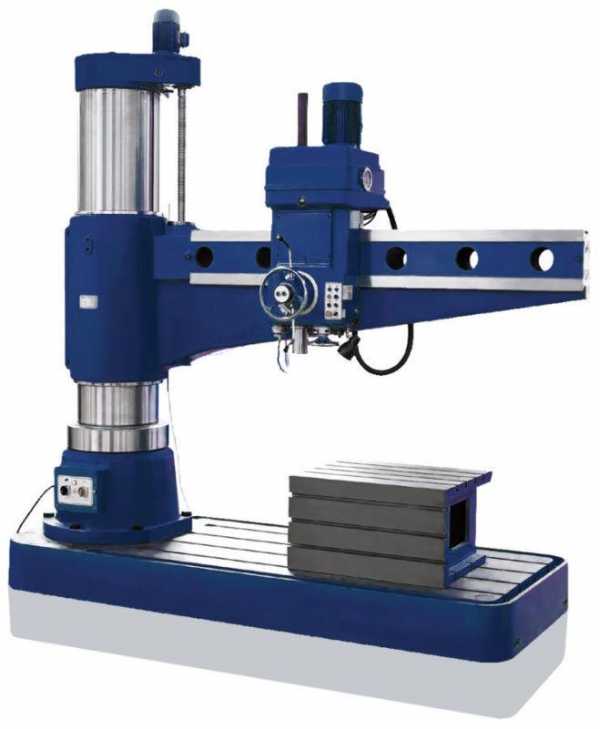
Радиально-сверлильные станки (рис. 4) оснащаются подвижной сверлильной головкой с возможностью поворота в одной или нескольких плоскостях, что позволяет проделывать отверстия в заготовке под углом без ее перестановки.

Рисунок 4. Радиально-сверлильный станок.
3. По типу управления:
- с ручным управлением;
- с полуавтоматическим управлением;
- с числовым программным управлением (ЧПУ).
Станки с ручным управлением применяются в условиях мелкого или ремонтного производства, где выпуск деталей не поставлен на конвейер.
Станки с полуавтоматическим управлением, как правило, отличаются от ручных автоматизацией рабочего движения. Единожды настраивается частота вращения шпинделя, скорость подачи и глубина сверления. Работа оператора сводится к контролю над процессом обработки и подаче заготовок.
В сверлильных станках с числовым программным обеспечением (рис. 5) процесс сверления автоматизирован. Изначально создается программа, согласно которой поэтапно обрабатывается деталь.

Рисунок 5. Сверлильный станок с ЧПУ.
4. По типу сверлильной головки:
- стандартная однопатронная;
- револьверная (рис. 5).

Рисунок 5. Револьверная головка сверлильного станка.
Также сверлильные станки классифицируются по следующим параметрам:
- мощность приводных электродвигателей;
- максимальные габаритные размеры обрабатываемой детали;
- максимальный диметр хвостовика закрепляемого сверла;
Конструкция и принцип работы
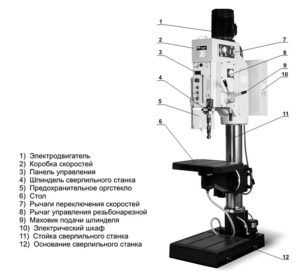
Рассмотрим конструкцию и принцип работы на примере распространенного вертикально-сверлильного станка 2Н125.
Рисунок 6. Вертикально-сверлильный станок 2Н125
Состоит сверлильный станок из следующих основных компонентов.
- Вертикальная колонна (станина). Служит опорой для размещения всех основных узлов станка.
- Электродвигатель. Приводит в движение через коробку скоростей шпиндельную головку. Используются как фазные, так и асинхронные электродвигатели, так как нет жестких требований по пусковому моменту. Процесс сверления начинается уже тогда, когда двигатель набирает свою проектную скорость вращения.
- Сверлильная головка. Основной блок. Вмещает в себя коробку скоростей с механизмом изменения частоты передачи, механизм вертикальной подачи с рукояткой, лимб для точной подачи и шпиндель с патроном.
- Рукоятка переключения коробки скоростей и подач. Служит для изменения скорости рабочих движений.
- Штурвал ручной подачи. Вращением этой рукоятки осуществляется ручная вертикальная подача.
- Лимб контроля глубины обработки. Представляет собой кольцевую головку с размеченной шкалой. Служит для тонкой настройки вертикальной подачи. Используется, когда сверление должно осуществляться на определенную глубину. На лимбе обязательно указывается цена деления его шкалы.
- Шпиндель. Служит для закрепления патрона. Предает вращательное движение через патрон на сверло. Имеет возможность вертикального перемещения на направляющей, установленной в сверлильной головке.
- Сопло подачи охлаждающей жидкости. Является частью механизма охлаждения обрабатываемой заготовки и сверла. При включении насоса подает струю смазывающе-охлаждающей жидкости в зону обработки.
- Стол. Предназначен для закрепления обрабатываемой заготовки. Имеет ряд проточек, в которые устанавливаются различные захватные приспособления (струбцины, тиски и др.).
- Рукоятка подъема стола. Приводной орган механизма изменения уровня стола. Служит для подвода заготовки к шпинделю на максимально эффективное расстояние или для отдаления, если обрабатывается заготовка больших габаритов.
- Фундаментная плита. Основание станка. Выполняется массивной, что обеспечивает устойчивость станка. Имеет отверстия под болты, при помощи которых осуществляется крепление к фундаменту.
- Шкаф электрооборудования. Содержит в себе электрические схемы, управляющие реле и предохранительные элементы. На станках более поздних версий также вмещается в себя панель управления автоматизацией рабочего процесса.
Сегодня сверлильные станки представлены в самых разнообразных исполнениях. Центральная концепция, согласно которой развивается это направление станкостроения – максимальная автоматизация рабочих процессов и расширение технологических возможностей.
22.11.2018
fabricators.ru
Устройство вертикально-сверлильного станка
Содержание статьи:
Сверлильный станок является универсальным оборудованием, с помощью которого можно выполнять операции по формированию отверстий с различной конфигурацией. Для ознакомления с устройством рекомендуется изучить компоновку самой популярной модели с вертикально расположенным шпинделем.
Общие сведения о конструкции
Общая конструкция вертикального сверлильного станка
Независимо от того, как выполнено устройство сверлильного станка, принцип его работы остается одинаков для всех типов. С помощью вращающегося сверла происходит обработка деревянных, металлических или полимерных изделий.
Для выполнения этой операции конструкция станка должна состоять из плиты-основания, на которую монтируются другие компоненты оборудования. В вертикально ориентированных моделях сверлильный блок устанавливается на опорную стойку. Она может выполнять две функции – фиксация обрабатывающей части и ее смещение в вертикальной плоскости.
Кроме этого к особенностям конструкции можно отнести следующие факторы:
- тип рабочего стола. В одних моделях он стационарный и его функцию выполняет опорная плита. Такая конструкция актуальна для обработки массивных изделий. Сверлильное оборудование с перемещаемым рабочим столом по опорной стойке применяется для выполнения точных операций;
- сопряжение сверлильного блока с электродвигателем. Это выполняется с помощью ременной передачи. На валах компонентов установлены шкивы различных диаметров. Изменяя положение приводного ремня корректируется число оборотов шпиндельной головки;
- возможность сверления деталей под углом. Это можно выполнить с помощью поворотного рабочего стола. Альтернативным вариантом является наличие механизма смещения в сверлильном блоке.
Это основные сведения об устройстве классического сверлильного станка. Они могут отличаться в зависимости от специфики конструкции, назначения и технологических требований.
Для уменьшения габаритов конструкции ременная передача может быть заменена на шестеренчатую. Однако это делается крайне редко и только для специализированных моделей.
Принцип работы сверлильного оборудования
Сверлильный станок с шестеренчатой передачей
Чтобы изучить специфику устройства сверлильного станка вертикального типа необходимо детально рассмотреть процессы, протекающие в оборудовании во время выполнения работ. Эти сведения помогут разобраться с эксплуатационными техническими качествами каждой модели станка.
Главное вращательное движение передается от электродвигателя к шпинделю сверлильной головки с помощью механизма скоростей. В классических моделях оборудования он располагается в верхней части установки. Для выполнения операции сверления необходимо опустить режущий инструмент к поверхности детали. Для первичного позиционирования можно менять положение рабочего стола либо сверлильного блока, изменяя их положение на вертикальной опорной штанге. Более точная обработка происходит с помощью механизмов вылета шпиндельной головки.
Далее следует ознакомиться с основными техническими характеристиками сверлильного станка:
- размеры рабочего стола, возможность поворота его под определенным углом, а также наличие компонентов для фиксации готовки;
- максимальный минимальный размер устанавливаемого сверла;
- пределы частот вращения шпиндельной головки;
- число скоростей;
- типы и конструкция сверлильного патрона;
- номинальная мощность электродвигателя.
В большинстве бытовых и полупрофессиональных моделей не предусмотрена система подачи охлаждающей жидкости. Однако при обработке изделий из высокопрочных сортов стали эта процедура является обязательной. В качестве альтернативы можно использовать специальный навесной блок. Резервуар с СОЖ устанавливается в любом удобном месте недалеко от станка. С помощью маломощного насоса жидкость поступает по подводящему патрубку, конец которого установлен на вертикально расположенной сверлильной головке.
Для уменьшения шумового эффекта рекомендуется приобретать модели с асинхронным типом электродвигателя. Но при этом следует учитывать, что эта модель более требовательна в плане эксплуатации.
Возможная модернизация заводских станков
Набор ограничителей глубины сверления
Нередко стандартная комплектация заводского вертикально направленного сверлильного станка или его конструкция не устраивает пользователя. В таком случае предпринимаются попытки модернизации оборудования. Они заключаются в установке новых узлов и компонентов или улучшении уже существующих.
Основной проблемой бюджетных моделей является появление люфта во время выполнения операции сверления. Это происходит за счет низкой устойчивости конструкции. Решить этот вопрос можно с помощью увеличения массы опорной плиты или установки дополнительной вертикальной опорной стойки. Таким образом можно формировать отверстия небольшого диаметра с высокой точностью.
Кроме этого примера модернизации стандартные заводские модели подвергаются следующим изменениям и дополнениям:
- применение ограничителей глубины сверления. Если таковая функция не предусмотрена в конструкции оборудования — на сверло можно установить специальный ограничитель;
- подключение устройства для плавного запуска электродвигателя. Благодаря ему во время первичного запуска оборудования не будут появляться рывки;
- модернизация рабочего стола. Для фиксации заготовки можно использовать модели с электромагнитной подушкой. Если предполагается обработка сложных по конфигурации изделий — монтируется поворотный механизм;
- установка автономной точки освещения. Она положительным образом повлияет на качество выполняемых работ.
Для безопасности эксплуатации оборудования во время подключения рекомендуется использовать УЗО. Для настольных моделей важно правильно подобрать станину. Она должна быть максимально устойчивой и иметь функцию регулирования уровня.
С подробным устройством вертикально ориентированного сверлильного станка можно ознакомиться в видеоматериале:
stanokgid.ru
Назначение, устройство и принцип работы радиально-сверлильных станков
Федеральное агентство по образованию
ГОУ ВПО Российский государственный
профессионально-педагогический университет
Институт экономики и управления
КОНТРОЛЬНАЯ РАБОТА
Назначение, устройство и принцип работы радиально-сверлильных станков
Пояснительная записка
КР.060800.05.ПЗ
Работу выполнил:
студентка гр.сЭУм-213 Е.А.Лазарева
Руководитель
к.т.н., доцент В.И.Вешкурцев
ЕКАТЕРИНБУРГ-2007
Содержание
Ведение
1 Общая характеристика радиально-сверлильных станков
2 Назначение. Устройство. Принцип работы станка 2А554
3 Общий вид станка
4 Технические данныерадиально-сверлильного станка
Заключение
Приложение
Список литературы
Введение
Современные металлорежущие станки – это доволоно разнообразные и широко распространенные машины, позволяющие выполнять сложные технологические процессы.
Модели станков обозначают буквами и цифрами. Использование классификации позволяет записать модель станка в виде определенного набора цифр и букв. Первая цифра обозначает номер группы, вторая — тип, последующие одна или две цифры характеризуют какой-либо отличительный параметр. Буква, стоящая после первой цифры, указывает на модернизацию основной базовой модели станка, а буквы в конце — определяют модификацию (класс точности, систему управления и др.). В станках с программным управлением в обозначение вводят индексы Ц, Т, Ф1 … Ф4, которые обозначают, что этот станок с цикловой (Ц) или оперативной (Т) системами, с цикловой индексацией и преднабором координат (Ф1), с позиционной и прямоугольной (Ф2), контурной (ФЗ) и универсальной (Ф4) системами. Иногда станкостроительные заводы отступают от этой классификации, но каждому заводу присвоен свой индекс из одной или двух букв, после которого проставляется порядковый номер модели станка.
Сверлильные станки предназначены для сверления отверстий, нарезания в них резьбы метчиком, растачивания и притирки отверстий, вырезания дисков из листового материала и т. д. Эти операции выполняют сверлами, зенкерами, развертками и другими подобными инструментами.
Общая характеристика радиально-сверлильных станков
Радиально сверлильные станки используют для сверления отверстий в деталях больших размеров. На этих станках совмещение осей отверстий и инструмента достигается перемещением шпинделя станка относительно неподвижной детали.
Основными размерами сверлильных станков являются наибольший условный диаметр сверления, размер конуса шпинделя, вылет шпинделя, наибольший ход шпинделя, наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты и др.
Установка станка на фундамент влияет на основные показатели его работоспособности. Станок радиально-сверлильный устанавливают на фундаментах с креплением анкерными болтами – на клиньях с заливкой опорной поверхности станины цементным раствором или на регулируемых опорных элементах (винтовых или клиновых) без заливки.
Обрабатываемую заготовку устанавливают на приставном столе или непосредственно на фундаментной плите. Инструмент закрепляют в шпинделе станка, а затем устанавливают относительно обрабатываемой заготовки, поворачивая траверсу вместе с поворотной наружной колонной и перемещая шпиндельную головку по траверсе. В зависимости от высоты заготовки траверса может быть поднята или опущена. Станок имеет механизированные зажимы шпиндельной головки, траверсы и поворотной наружной колонны.
Радиально-сверлильный станок 2А554
Назначение: Сверлильный станок 2А554 (рис. 1.1) предназначен для сверления в сплошном материале, рассверливания, зенкерования, развертывания, подрезки торцов, нарезания резьбы метчиками и другие подобные операции. Применение приспособлений и специального инструмента значительно повышает производительность радиально-сверлильного станка 2А554 и расширяет круг возможных операций, позволяет производить на нем выточку внутренних канавок, вырезку круглых пластин из листа и т. д.
Радиально-сверлильные станки 2А554, 2А554-1, 2А554-2 (d — 50-63 мм)могут использоваться для сверления, рассверливания, зенкерования и нарезки резьб.
Устройство: Компоновка станков традиционная для радиально-сверлильных станков и включает (рис.1.2): колонну, поворачивающуюся вокруг вертикальной оси на подшипниках цоколя; рукав с возможностью вертикального перемещения по колонне и с возможностью вращения вокруг вертикальной оси вместе с колонной; сверлильную головку с возможностью горизонтального перемещения по направляющим рукава; шпиндель, смонтированный в цилиндрической гильзе, с возможностью вертикального перемещения в корпусе сверлильной головки.
Движения в станке: Главным движением в радиально-сверлильных станках является вращение шпинделя, а движением подачи – осевое перемещение шпинделя вместе с пинолью (гильзой). К вспомогательном движениям относятся: поворот траверсы вместе с поворотной наружной колонной и последующее закрепление на неподвижной внутренней колонне, вертикальное перемещение по наружной колонне и закрепление шпиндельной головки на траверсе, переключение скоростей и подач шпинделя и т.д.
Горизонтальное перемещение шпиндельной головки по траверсе вручную производят с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне осуществляется отдельным электродвигателем. Закрепление траверсы по окончании перемещения, а также освобождение траверсы по окончании перемещения происходит автоматически.
Закрепление поворотной наружной колонны на неподвижной внутренней, а также закрепление шпиндельной головки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками. Нажим на одну кнопку вызывает закрепление колонны и головки, нажим на другую – их освобождение. Сила закрепления регулируется продолжительностью нажима на кнопку. Траверсу с полой колонной поворачивают вручную.
Все органы управления сосредоточены на панели управления сверлильной головки.Предварительный набор частоты вращения и подачи шпинделя, а также гидравлическое управление коробками скоростей и подач обеспечивает быстрое изменение режимов.
Фрикционная муфта, встроенная в коробку скоростей, обеспечивает быстрый реверс при нарезке резьбы и предохраняет коробку скоростей от перегрузок. Шпиндель станка уравновешен в любой точке его перемещения. Штурвальное устройство управления сверлильной головкой имеет возможность выключения механической подачи при достижении заданной глубины сверления.
Стандартное напряжение электрической сети — 380В, 50Гц. За дополнительную плату возможна установка электроаппаратуры для других значений напряжения сети.
Реверсирование вращения шпинделя осуществляется переключением двусторонней фрикционной муфтой. Муфта является предохранительной, она срабатывает при перегрузке, а также отключается при достижении заданной глубины сверления.
Гильза со шпинделем уравновешивается спиральными пружинами, которые регулируются вручную рукояткой через червячную передачу. Быстрое перемещение невращающегося шпинделя можно осуществлять от электродвигателя. Тонкую ручную подачу шпинделя можно осуществлять маховичком. Штурвал служит для быстрого ручного перемещения или грубой подачи шпинделя, а также для включения и выключения механической подачи.
Перемещение сверлильной головки вдоль траверсы может осуществляться вручную маховичком или от гидромотора.
Вертикальное перемещение траверсы осуществляется от электромотора.. Зажим сверлильной головки на траверсе и траверсы на гильзе осуществляется гидроцилиндрами через рычажные механизмы. Зажим гильзы на колонне осуществляется плунжером-рейкой и передачей винт – гайка.
Общий вид станка 2А554

Рис. 1. Внешний ви
mirznanii.com
Настольные сверлильные станки Назначение, устройство и принцип работы станка мод. Sb 501/1
Станок мод. SB 501/1 (рис. 7.1) предназначен для сверления, рассверливания, зенкерования и развёртывания отверстий в различных деталях, а также для торцевания и нарезания резьбы машинными метчиками.
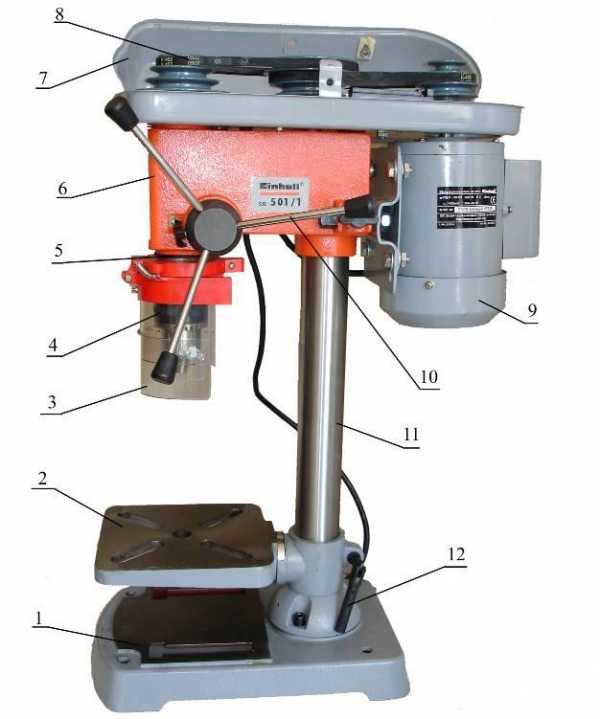
Рис. 7.1. Настольный вертикально-сверлильный станок мод. SB 501/1:
1 – опорная плита, 2 – сверлильный стол, 3 – защитный кожух, 4 – сверлильный патрон, 5 – шпиндель, 6 – корпус, 7 – крышка, 8 – коробка передач, 9 – двигатель, 10 – рукоятка, 11 – стойка, 12 – винт зажима стола.
На станке мод. SB 501/1 обрабатывают детали сравнительно небольших размеров и веса. Станок представляет собой опорную плиту 1 со стойкой 11, по которой передвигается и устанавливается на нужной высоте поворотный сверлильный стол 2. Станок имеет ременную коробку передач 8, которая расположена в верхней части корпуса и закрывается крышкой 7. К корпусу шпиндельной бабки прикреплён двигатель 9. Режущий инструмент закрепляется в патроне 4, который крепится на шпинделе 5. При помощи рукоятки 10 осуществляется вертикальное перемещение шпинделя. Для включения станка предназначен выключатель зелёного цвета, для выключения – красного цвета. Вращательный момент с вала двигателя передаётся через коробку передач шпинделю.
Шпиндель 5 вращается (главное движение В1) с частотой 277-2440 об/мин холостого хода. Обрабатываемая заготовка устанавливается на сверлильном столе 2, имеющем установочные вертикальное П1 и вращательные В2 перемещения вокруг стойки станка и В3 вокруг оси перпендикулярной оси стойки 11. Фиксация стола осуществляется винтом зажима 12. Движение подачи П2осуществляется рычажным устройством при нажиме пальца на рукоятку 10.
Технические характеристики станка представлены в табл.7.1.
Таблица 7.1 – Технические характеристики станка:
Наибольший диаметр сверления, мм | 16 |
Число скоростей вращения шпинделя | 9 |
Пределы чисел оборотов шпинделя в минуту | 277 – 2440 |
Режим работы | 400Вт, 10 мин |
Назначение, устройство и принцип работы устройства сверлильного
Устройство сверлильное с приводом предназначено для сверления отверстий в заготовках из древесины и других материалов в бытовых условиях. Электропривод по своим характеристикам относится к бытовым электрическим приборам с классом защиты II по ГОСТ 27570.0.-87.
Основные технические характеристики устройства приведены в таблице 7.2
Таблица 7.2 – Технические характеристики сверлильного устройства
Диаметр сверла, мм | 0,5…6 |
Ряд номинальных частот вращения шпинделя, мин-1 | 1350; 675; 335 |
Напряжение переменного однофазного тока частотой 50 Гц номинальное , В | 220 |
Мощность полезная, Вт | 60 |
Мощность потребляемая номинальная, Вт | 150 |
Режим работы повторно-кратковременный работа, мин пауза, мин | 15 45 |
Шпиндель с резьбой | М12×1,25-6g |
Диапазон расстояний от оси посадочного места род электропривод до оси стойки, мм – без переустановки – с переустановкой | 180-265 110-155 |
Диапазон расстояний от верхней плоскости посадочного места род электропривод до основания, мм – без штанги – со штангой | 215-350 320-500 |
Рабочая глубина сверления, мм, не более | 70 |
Габаритные размеры, мм, не более длина ширина высота | 354 210 660 |
Масса, кг, не более | 15,0 |
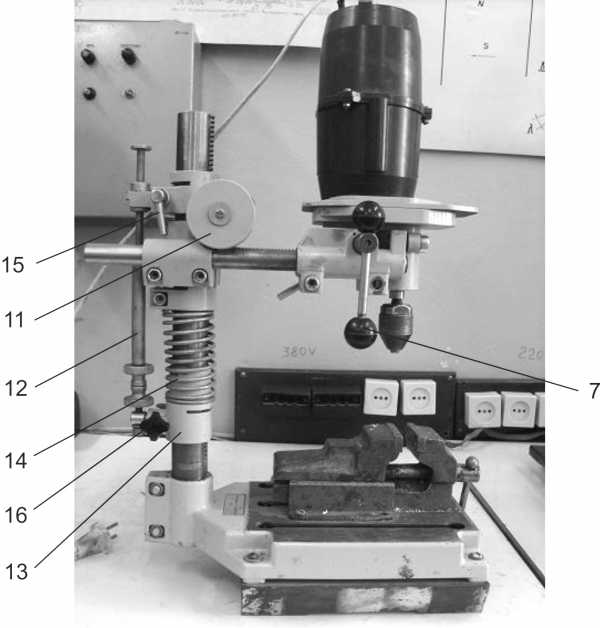
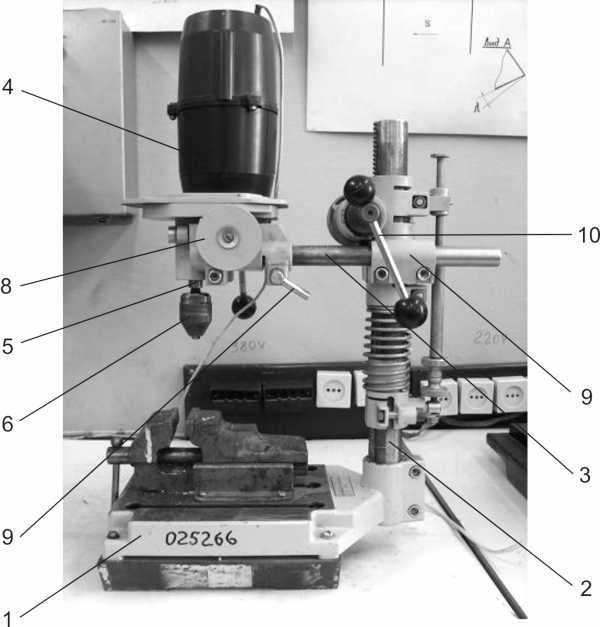
Сверлильное устройство (рис.7.2) состоит из основания, электропривода и механизмов вертикального и горизонтального перемещений. К основанию 1, на котором могут быть установлены тиски или закреплена обрабатываемая деталь, при помощи винтов крепится вертикальная рейка 2, которая несет на себе кронштейн 9 с траверсой 3. На траверсе установлен электропривод 4 с редуктором, который заканчивается шпинделем 5. На шпиндель наворачивается сверлильный патрон 6.
Электропривод имеет возможность перемещаться по траверсе в горизонтальном направлении за счет реечной передачи с помощью рукоятки 7, величина перемещения отсчитывается по лимбу отсчетного устройства 8. После позиционирования оси шпинделя в нужном положении, его необходимо зафиксировать на траверсе вращением ручки 9.
Механизм вертикального перемещения представляет собой прямозубую реечную передачу, зубчатое колесо которого вместе с кронштейном 9 перемещается по рейке 2, при повороте рукоятки 10. Величина перемещения отсчитывается по лимбу отсчетного устройства 11.
В отверстие кронштейна 9 проходит регулировочный стержень в сборе 12, связанный с хомутом 13, который служит для фиксации глубины сверления и вместе с пружиной 14 для возврата траверсы в верхнее положение. Фиксация кронштейна 9 и хомута 13 на рейке 2 производится рукояткой 15 и гайкой 16. От поворота кронштейна 9 вокруг рейки 2 предотвращают шпонки.
| |
Рис.7.2. Устройство сверлильное | |
studfiles.net
Радиально-сверлильный станок – конструкция, характеристики, фото
Радиально-сверлильный компактный станок, обладая даже небольшими габаритами и простотой конструкцией, позволяет решить множество задач, связанных с необходимостью получения отверстий в металлических деталях. Важным качеством является и универсальность подобного оборудования, которым оснащаются как небольшие ремонтные мастерские, так и производственные цеха крупных предприятий.

Радиально-сверлильный станок RD 60
Особенности использования станков
Технические возможности радиально-сверлильного станка позволяют выполнять с его помощью различные операции по обработке металла: сверление и рассверливание отверстий различного диаметра, зенкерование, нарезку резьбы, осуществляемую при помощи метчика.
Даже настольный станок данной категории можно оснащать различными рабочими инструментами, которые повышают его функциональность. Оснащенные такими инструментами, радиально-сверлильные станки дают возможность выполнять технологические операции, характерные для оборудования расточной группы.
Различные модели станков данной категории отличают их габариты и технические характеристики. Наиболее распространенными моделями оборудования радиально-сверлильной группы являются: 2М55, 2К52, 2А554, АС2532, 2Н55, 2532Л. Отличия каждой модели подобного оборудования, предназначенного для выполнения типовых работ по металлу, относятся к их мощности, а также к перечню технологических операций, которые они дают возможность осуществлять.
Универсальность, которой отличаются станки радиально-сверлильной группы, дает возможность успешно использовать их для осуществления ремонтных работ различной степени сложности. Функциональность оборудования данной категории определяется его конструкцией, которая может включать в себя различные системы и элементы.

Радиально-сверлильный станок 2А554
Конструктивные особенности станков
Станки радиально-сверлильной группы — это металлорежущее оборудование, используемое для обработки деталей, обладающих различной конфигурацией и геометрическими размерами, которые изготовлены из чугуна и стали, различных цветных металлов. Такие станки причисляют к оборудованию второго класса, если руководствоваться общепринятой классификацией технических устройств, предназначенных для обработки металла. Наиболее популярные модели оборудования радиально-сверлильной группы (2К52, 2М55, 2А554, АС2532, 2Н55 и 2532Л) позволяют осуществлять сверление отверстий, ось которых располагается под различными углами.
Технические возможности радиально-сверлильного станка позволяют выполнять на нем обработку поверхностей любого типа: цилиндрических, конических, резьбовых и торцевых. Настольный станок такой модели чаще всего используется для выполнения черновых, получистовых, а также чистовых технологических операций.
Основными инструментами, которыми оснащаются радиально-сверлильные станки, являются сверла, развертки, зенкера и резьбовые метчики. Для выполнения отдельных технологических операций на станок может быть установлен инструмент специального назначения.
Вышеперечисленные модели, получившие наибольшее распространение, преимущественно используются для обработки внутренних отверстий, которые могут иметь цилиндрическую и даже коническую форму. Детали, которые допускается обрабатывать на оборудовании данных моделей, могут иметь достаточно крупные габариты и неправильную геометрическую форму.
Конструктивные особенности радиально-сверлильных станков делают процесс обработки деталей на них простым и удобным. Деталь на таком станке фиксируется в специальном приспособлении. Конструкция оборудования обеспечивает плавное перемещение режущего инструмента по отношению к обрабатываемой поверхности.

Радиально-сверлильный станок с ЧПУ
Станки данной категории, в том числе и настольные, отличают высокие мощностные характеристики, что дает возможность выполнять на них обработку деталей, изготовленных из различных металлов, стальных заготовок в том числе. Станки радиально-сверлильной группы успешно используются для оснащения предприятий, работающих в различных отраслях промышленности, касается это также автомобиле- и самолетостроения.
Составляющие конструктивные узлы станков
Станки радиально-сверлильной группы, использующиеся на современных промышленных предприятиях, могут относиться к одному из четырех видов по своему конструктивному исполнению.
- Станки моделей 2К52 и 2М55 относятся к категории стационарного оборудования и используются для выполнения технологических операций общего назначения.
- В конструкции станков моделей 2532 и 2А554 присутствует специальная колонна, которая может перемещаться вдоль поверхности обрабатываемой детали, для чего используются специальные направляющие.
- Крупногабаритные станки моделей 2532Л и 2Н55 сами перемещаются вдоль поверхности заготовки, для чего их монтируют на рельсовые направляющие.
- Есть отдельные модели, которые устанавливаются непосредственно в зоне обработки. С помощью такого оборудования можно также выполнять чистовые работы, отличающиеся высокой степенью точности.
Чтобы эффективно и безопасно использовать любую модель данного оборудования, а не только радиально-сверлильный станок с ЧПУ, необходимо очень хорошо разбираться в его устройстве и иметь соответствующую квалификацию.
Конструкция любого станка данной категории, в том числе и настольного, обязательно содержит следующие элементы: надежное основание, на котором фиксируется обрабатываемая деталь, колонна цилиндрической формы, траверса и рабочая головка, в которой закрепляется режущий инструмент.
Колонна радиально-сверлильного станка, на которой фиксируется горизонтальная траверса, при необходимости может совершать вращательные движения. Траверса может перемещаться в горизонтальной плоскости, на данном элементе монтируется сверлильная бабка с рабочим шпинделем, в котором и закрепляется режущий инструмент.
Конструкция такого настольного станка проста и надежна, что становится понятно даже по фото. Это оборудование несложно обслуживать и подвергать требуемому ремонту.
Принципы работы станков
Коробка скоростей и регулировки рабочих передач, которыми оснащен каждый настольный станок радиально-сверлильной группы, располагаются в его сверлильной бабке. Рабочие органы, с помощью которых осуществляется управление работой станка, находятся на его лицевой панели. Обработка деталей на станках данной категории осуществляется за счет вращения режущего инструмента.

Радиально-сверлильный станок 2м57-2
Перед запуском оборудования в работу, используя специальные рукоятки, выставляются параметры скорости вращения инструмента и величина подачи. При выборе параметров обработки, выполняемой на станке радиально-сверлильной группы, учитывают целый ряд факторов: максимальный диаметр отверстия, которое может быть обработано на станке; максимальную величину перемещения шпинделя; номер присоединенного конуса, расположенного во внутренней части шпинделя; количество оборотов, которые может совершать шпиндель; количество ступеней, позволяющих регулировать частоту вращения шпинделя.
Та мощность, которой обладают станки радиально-сверлильной группы определенной модели, преимущественно зависит от параметров электродвигателя, использованного для его оснащения. Большое значение имеет и стоимость станка, которая зависит как от его технического состояния, так и от функциональных возможностей.
В процессе эксплуатации регулярно возникает необходимость в техническом обслуживании оборудования и его ремонте, выполнением которых должны заниматься только квалифицированные специалисты, обладающие достаточным опытом работы в данном направлении.
Станки радиально-сверлильной группы считаются очень надежным оборудованием, которое позволяет эффективно выполнять обработку деталей, изготовленных из различных металлов. К работе на станках данной категории допускаются специалисты, которые не только имеют соответствующую квалификацию, но и прошли инструктаж по соблюдению техники безопасности.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Сверлильные станки: классификация, обозначение, видео, фото
Сверлильные станки используются для обработки отверстий как в сложных производственных, так и бытовых условиях. В ремонтных мастерских, гаражах, слесарных помещениях ремонтных бригад на заводах и в компаниях обслуживающих городские коммуникации встречаются небольшие универсальные станки. В цехах, производящих сложные работы, они имеют несколько усложнённую конструкцию, большую массу, и отличаются повышенной точностью сверления, нарезки резьбы, зенкерования и рассверливания.
- Вертикально-сверлильный настольный станок Энкор Корвет 48
- Радиально-сверлильный станок
- Магнитный сверлильный станок
Классификация
Классификация станков по ЭНИМС для работ по металлу имеет 9 групп. Сверлильные и расточные металлообрабатывающие станки по классификации попали во 2 группу. В этой группе, как и в большинстве других, оборудование делится на 9 типов:
- Вертикально-сверлильные;
- Одношпиндельные полуавтоматические;
- Многошпиндельные полуавтоматические;
- Одностоечные координатно-расточные;
- Радиально-сверлильные;
- Расточные;
- Алмазно-расточные;
- Горизонтально-сверлильные;
- Разные сверлильные.
Каждый из сверлильных станков имеет своё основное назначение. Разновидности их в таблице распределены по принципу уменьшения популярности. Классификация проводилась на основе изучения спроса, на все типы сверлильного оборудования.
Классификация по универсальности
Станки сверлильной группы по назначению делятся на 3 большие группы:
- Универсальные – их назначение в выполнении широкого диапазона номенклатуры работ по металлу. Их универсальность в проведении работ мешает задействовать их в массовом производстве деталей. Зато штучные детали на таких станках можно обработать от А до Я – высверлить открытое или закрытое отверстие, нарезать резьбу, произвести зенкерование детали и т.д.
- Для сверления глубоких отверстий при производстве однотипных деталей используются станки из группы «специализированные». Основные представители этого класса оборудования работают на поток в массовом производстве. Они специализируются на выполнении одной или нескольких операций.
- «Специальные» — такие станки могут выполнять несколько операций одновременно или поэтапно для обработки одной заготовки.
Как и все станки по металлу, сверлильные станки различаются по массе, классу точности, уровню автоматизации, устройство стола.
Типы сверлильных станков
Виды сверлильных станков из группы «универсальные»:
- Вертикально-сверлильные станки.
- Настольные — предназначаются для обработки небольших деталей. Оборудование этого типа способно обрабатывать отверстия диаметром от 3 до 18 мм.
- Станки средней группы с диаметром максимального сверления от 25 до 50 мм. Движение шпинделя относительно рабочей поверхности стола может быть только вертикальной плоскости, что предполагает перед работой перемещение самой детали для установки её в необходимое для обработки положение. Вращение шпинделю передаётся посредством зубчатой передачи от вертикально расположенного двигателя. Он может находиться в кожухе, закреплённым к корпусу.
- Радиально-сверлильные станки. Принцип работы отличается от вертикальных тем, что заготовка крепится в определённом положении на столе или плите, а относительно неё перемещается инструмент, закреплённый в шпинделе. Для крепления детали у плиты имеются пазы в виде буквы «Т». Некоторые станки относится к разряду переносных, имеют поворотную шпиндельную головку, чего не имеют станки вертикально-сверлильной группы. Диаметр сверления до 100 мм. Используется, как правило, для сверления заготовок большой массы и габаритов. Как в любом правиле, существуют исключения, поэтому станки этого вида можно встретить в цехах массового производства. Частота вращения и подача регулируются за счет переключения рукояток. Кроме этого, на станке может регулироваться высота расположения шпинделя путем перемещения траверсы по колонне. Траверса перемещается вручную в зависимости от необходимой высоты расположения инструмента для обработки.
- Горизонтально-сверлильные. Как правило, они применяются для сверления глубоких отверстий. Вес и габариты заготовок диктуют особенности обработки на данном станке. Для лёгких деталей главное движение — вращения относительно обрабатывающего инструмента. Тяжёлые заготовки остаются при обработке неподвижными.
- Настольные станки относятся к разряду одношпиндельных. Частота вращения регулируется ременной передачей. Предназначаются для сверления отверстий малого диаметра. Недавно настольные станки, предназначенные для переноса их по месту необходимого проведения сверлильных работ, стали оснащаться магнитной подошвой. Магнит внутри основания служит для крепления станка к металлической поверхности. Мощного магнита вполне хватает, чтобы станок был устойчивым без дополнительных креплений. Его можно взять с собой и на полевой стан и на строительство дома и даже использовать его в мостостроении. Главное, чтобы на месте проведения необходимых работ, был достойный источник для питания электродвигателя. Если нет достаточного питания, то все остальные преимущества работы подобных станков оценить в полевых условиях не удастся.
- Многошпиндельные сверлильные станки могут выполнять поэтапно несколько операций в обработке одной заготовки. После проведения одной части работы, без потери времени на смену инструмента, в ход вступает следующее сверло. Станки, имеющие такую компоновку, применяются в массовом производстве, так же как и оборудование, которое позволяет параллельно выполнять сверление в заготовке нескольких отверстий. Шпиндель, в котором свёрла разного диаметра расположены в ряд используется при изготовлении детали с расширяющимся внутренним диаметром. Принцип проведения обработки заготовки состоит в том, что сначала проводится обработка самым тонким, из необходимых, сверлом, а далее по возрастанию диаметров.
Обозначение
По буквам и цифрам в маркировке об оборудовании можно рассказать если не всё, то очень многое. Аббревиатура специалисту, работающему со станками по металлу, скажет об его основных характеристиках.
Буквенно-цифровое обозначение на корпусе указывает:
- первая цифра — на группы по таблице классификации металлообрабатывающего оборудования;
- вторая цифра – на тип оборудования;
- если на втором месте указывается буква, то это говорит о модернизации базовой модели;
- максимальный диаметр сверления в мм определяется по значению последних 2 цифр.
- если в конце стоят буквы «Н», «П», «В», «А», «С», то они указывают на точность, «М» — магазина со сменным инструментом.
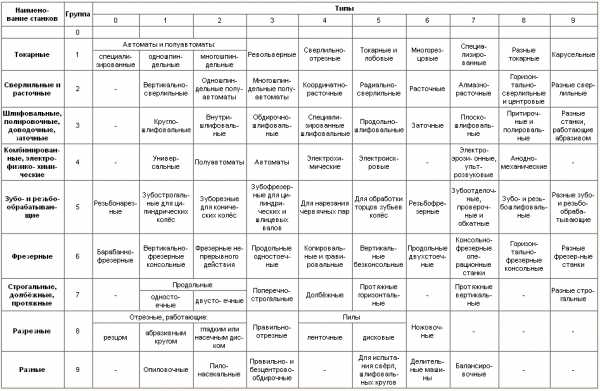 Классификация станков по ЭНИМС
Классификация станков по ЭНИМСМодернизированные станки с ЧПУ имеют в маркировке, обозначение перед типом букву «Ф» с цифрой. Значение цифры указывает:
- станок имеет цифровую индикацию и предварительный набор координат. Назначение этой системы состоит в том, чтобы, отработав один из заданных циклов, станок остановился. Для запуска следующей операции необходимо нажать кнопку. Запрограммированное устройство автоматически выведет сверло на необходимую позицию. Движение инструментов программируется посредством записи действий на перфоленту.
- станок оснащён позиционными и прямоугольными ЧПУ. Назначение этой системы выставить одновременно от 1 до 5 инструментов в рабочую позицию.
- контурные системы ЧПУ. Импульсный сигнал определяет необходимое расстояние для перемещения инструмента в заданную точку.
- система ЧПУ универсальная.
Характеристики
При выборе оборудования необходимо правильно подобрать компоновку станка и технические характеристики согласно планируемым работам.
- Тип станка. При обработке больших и тяжелых заготовок больше подходят радиально-сверлильные, маленьких — вертикальные.
- Мощность. От этого параметра напрямую зависит производительность и расход электроэнергии.
- Напряжение питания. 220 В — небольшое оборудование хоббийного класса, 380 В — профессиональные станки.
- Максимальный диаметр сверления. Этот параметр характеризует максимальный диаметр сверления в стали 45.
- Частота вращения шпинделя. Зависит от редуктора станка и, в зависимости от оборудования, может составлять 2000 — 3000 мин-1. Различные материалы обрабатываются на различных частотах вращения.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Станок вертикально сверлильный – принцип работы и применение
Вертикальный сверлильный станок – это техника, необходимая для создания глухих и сквозных отверстий, а также для дополнительной обработки полученных иным методом отверстий. Она часто используется для рассверливания отверстий, которые требуют максимальной точности.
Также агрегаты данного типа демонстрируют свою эффективность при нарезании внутренней резьбы и при создании дисков из сплошного листового материала. Другими словами, вертикальные станки – это универсальные помощники, на которые можно возложить выполнение ряда непростых задач.

Конечно же, технологические возможности оборудования не ограничиваются вышеприведенными операциями. Функционал техники гораздо шире, чем может показаться на первый взгляд. Это стало причиной широкого ее применения в самых разных сферах.
Особую популярность такие станки обрели в мелкосерийном производстве. Для выполнения частных задач они подходят идеально. Однако, если рабочий цех оснастить должным образом, подобные агрегаты станут незаменимым инструментом в сфере массового производства.
Виды вертикальных сверлильных станков
Все вертикальные сверлильные станки можно распределить по следующим категориям:
- Одношпиндельные агрегаты настольного типа. Такая техника идеально подходит для мелкосерийного производства.
- Одношпиндельные вертикальные напольные станки.
- Агрегаты редукторного типа.
- Многошпиндельные станки.
- Техника, предназначенная для глубокого сверления.
Все эти агрегаты могут быть дополнены числовым программным управлением, что делает работу на них проще, эффективней, а результаты – точнее. Рассмотрим особенности каждого из видов станков.
Одношпиндельные агрегаты настольного типа – это небольшие по размеру станки, которые рассчитаны в основном на получение отверстий диаметром до 16 миллиметров. Также с помощью этой техники можно зенкеровать и зенковать заготовку. С нарезанием резьбы одношпиндельные настольные станки также справятся.
Среди преимуществ эти станков стоит выделить малые габариты, умеренное энергопотребление и низкий уровень издаваемого во время работы шума. Пожалуй, это единственные вертикальные станки, которые подходят для эксплуатации в бытовых условиях.
Если же речь идет о больших цехах или мастерских, то для этих условий идеально подойдет напольный станок, список возможных операций которого гораздо шире. Особенностью конструкции этой техники можно считать наличие специальных подножек, которые облегчают монтаж достаточно тяжелого агрегата на самых разных поверхностях. Также конструкция включает такие элементы как рабочую стойку, шпиндель, фундаментную плиту, механизм подачи и коробку скоростей.

Для получения крупных отверстий в условиях цеха такой техники, все же, недостаточно. И тут на помощь приходят массивные редукторные станки, которым можно поручить такую работу. Если же такой агрегат комплектуется числовым программным управлением, то он и вовсе становится незаменимым помощником на производстве, так как позволяет получать практически любые отверстия с максимальной точностью. Подобные агрегаты комплектуются системой индикации, которая предоставляет оператору нужную информацию.
Станок вертикально-сверлильный имеет свои особенности. Во-первых, сверление осуществляется путем перемещения заготовки относительно инструмента, который крепится с помощью специальных переходных втулок и патронов. Во-вторых, встроенный стол поворачивается вокруг основной колонны, что делает более удобной работу с большими заготовками. Стоит также отметить, что эта техника имеет достойные показатели производительности. Их сервисное обслуживание при этом порадует мастера своей простотой.
Расшифровка обозначений
Как вам, наверняка, уже приводилось видеть, у каждого станка вертикально-сверлильного есть свое буквенно-числовое обозначение. Какую же информацию несут под собой эти шифры?
Первая цифра в названии станка говорит о том, к какой группе он принадлежит. Вторая цифра определяет тип агрегата. Третья и четверная цифра указывают на габариты станка. Если после первой цифры стоит буква, то перед нами улучшенная модель агрегата. Стоящая же после всех цифр буква информирует о том, что на базе станка была создана усовершенствованная модель.
Устройство вертикального станка и алгоритм работы
Каждый агрегат вертикального типа состоит из нескольких конструктивных деталей. В большинстве случаев он являет собой фундаментальную плиту, куда водружается колонна. На колонне располагается электродвигатель и шпиндельная головка с инструментом. На направляющих фиксируется шпиндельная бабка, что позволяет перемешать посредством штурвала шпиндель в вертикальной плоскости.

Также конструкция имеет рабочий стол, на котором обрабатывается заготовка. Чаще всего производители станков оснащают стол механизмом подъема и опускания. В некоторых случаях стол может поворачиваться вокруг оси колонны для большего удобства оператора.
Алгоритм работы за вертикальным сверлильным станком выглядит следующим образом:
- Закрепление заготовки;
- Настройка работы станка оператором;
- Включение агрегата и подача сверла;
- Съем детали;
- Уборка стола и помещения от образовавшейся стружки.
Многие производители оборудования комплектуют станки многоскоростным редуктором, который позволяет выбирать оптимальную частоту для конкретной операции. В целях безопасности агрегаты оснащаются электрическим шкафом, который обеспечивает при необходимости защитное отключение техники.
Тонкости покупки
Вы удивитесь, но в среднем стоимость вертикального сверлильного станка весьма умеренна. При этом чтобы выбрать идеальный для своих целей агрегат, нужно тщательно узнавать у поставщика технические характеристики конкретных моделей. Для домашней эксплуатации вполне достаточно настольного аппарата.

Нужно также учитывать, что наличие числового программного управления делает технику более дорогой. Тем не менее, если станок будет использоваться в производственных целях, то ЧПУ станет весьма выгодной инвестицией, которая повысит качество и точность проведения большинства сверлильных операций. Практика показывает, что приобретение компьютеризированной техники окупается очень быстро. Главное – подобрать подходящий по всем параметрам аппарат, который будет справляться с поставленной задачей.
Рекомендуем почитать
prostostanok.ru