Принцип работы ткацкого станка – Морской флот
Внедрение последних технологий в промышленные отрасли в первую очередь затрагивает оборудование. Примеры различных производств демонстрируют преимущества технического развития, что проявляется в повышении качества изделий. При этом есть сферы, где по-прежнему актуальны и традиционные способы организации технологических процессов. В частности, ткацкий станок по сей день сохраняет концепцию тесной взаимосвязи ручного труда и машинной функции. Конечно, в некоторых направлениях производства можно отметить и появление электронных систем с автоматикой. Однако, по совокупности достоинств двух подходов преимущество все же остается за ручными и механическими агрегатами.
Общие сведения о ткацких станках
Несмотря на консервативный подход к текстильному производству, участники данного сегмента используют множество вариаций данной машины. При этом все модели служат одной цели – формированию ткани. В результате взаимного переплетения нескольких нитей с определенной конфигурацией расположения относительно друг друга создается текстильное изделие с заданной структурой.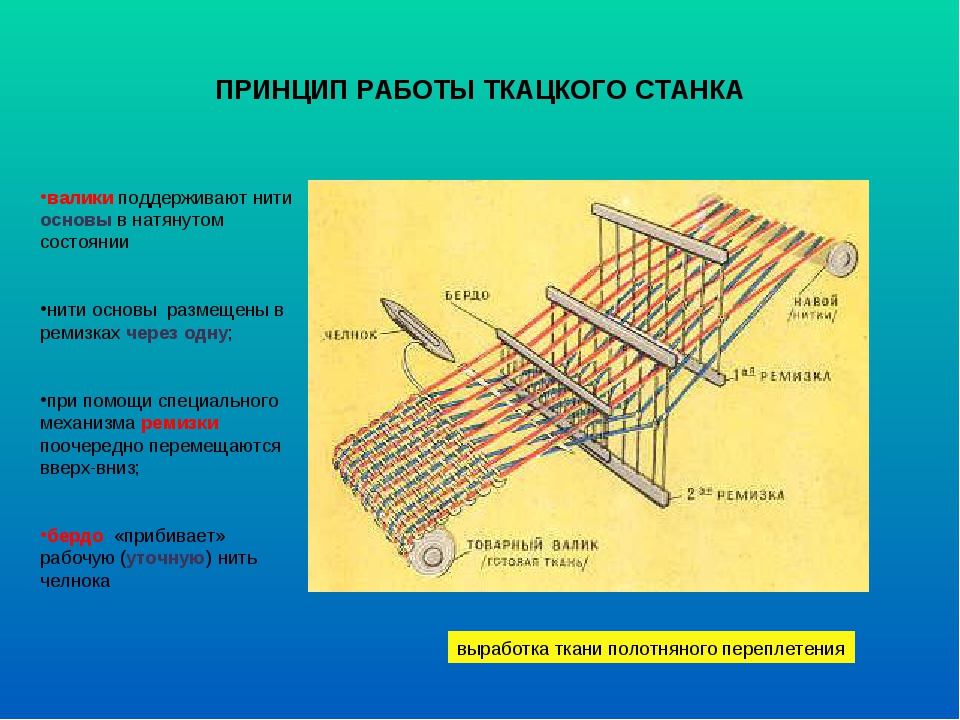 В целом концепция несложная, поэтому ее истоки уходят в историю довольно глубоко. Например, первые находки, свидетельствующие об изготовлении тканей путем переплетения, насчитывают порядка 6 тыс. лет. Если же говорить о машинах, приближенных к современным техническим средствам, то первые ткацкие станки появились в 1785 году. Именно в это время был запатентован механический агрегат такого типа. В то же время нельзя сказать, что устройство было чем-то невиданным и революционным. К этому моменту ручные механизмы были весьма распространены в Европе почти сто лет.
В целом концепция несложная, поэтому ее истоки уходят в историю довольно глубоко. Например, первые находки, свидетельствующие об изготовлении тканей путем переплетения, насчитывают порядка 6 тыс. лет. Если же говорить о машинах, приближенных к современным техническим средствам, то первые ткацкие станки появились в 1785 году. Именно в это время был запатентован механический агрегат такого типа. В то же время нельзя сказать, что устройство было чем-то невиданным и революционным. К этому моменту ручные механизмы были весьма распространены в Европе почти сто лет.
Основные характеристики
Особое место в технических параметрах занимают размеры станков. Наиболее компактными габаритами располагают традиционные ручные машинки, которые легко размещаются даже в небольшой квартире. Их можно сравнить со стиральной машиной, но важно учитывать и необходимость организации рабочего места. Одной из важнейших характеристик является ширина полотна, которая в среднем варьируется от 50 до 100 см. Разумеется, ткацкий станок для промышленных нужд может располагать и двухметровой шириной полотна, что позволяет изготавливать ковры. Также следует учитывать размеры установки, с точки зрения размещения на полу. Как правило, модели из младших и средних линеек занимают участки не больше 100х100 см. При этом высота установки может достигать 1,5 м.
Разумеется, ткацкий станок для промышленных нужд может располагать и двухметровой шириной полотна, что позволяет изготавливать ковры. Также следует учитывать размеры установки, с точки зрения размещения на полу. Как правило, модели из младших и средних линеек занимают участки не больше 100х100 см. При этом высота установки может достигать 1,5 м.
Устройство станка
Классическая конструкция ручного станка в первую очередь предусматривает наличие двух поперечных планок для товарного валика и навоя. Как правило, эти элементы входят в основную комплектацию. Не обходится машина и без держателя нитей. В процессе снования именно за эту часть фиксируются окончания нитей. Для продевания петель пряжи в соответствующие зубцы предназначен проборный крючок. Эту деталь называют и проборкой в бердо. Помимо этого, устройство ткацкого станка предусматривает наличие закладных планок. При помощи этих элементов пользователь может сохранять основу ровной и гладкой. Планки обычно укладывают на основу по мере навивания.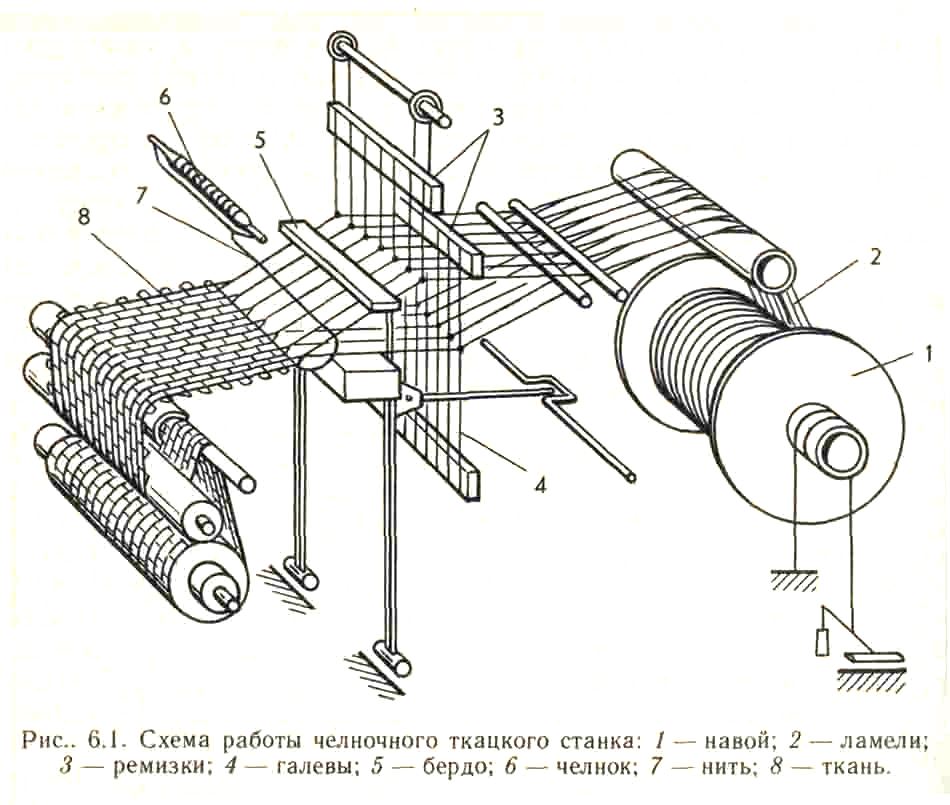 Когда начинается формирование основы на станок, необходима функция держателя ремизок – ее выполняет специальный фиксатор, входящий в комплект. В качестве опции приобретаются и комплекты с проволочными шпильками, которые крепят ремизки после их установки для работы.
Когда начинается формирование основы на станок, необходима функция держателя ремизок – ее выполняет специальный фиксатор, входящий в комплект. В качестве опции приобретаются и комплекты с проволочными шпильками, которые крепят ремизки после их установки для работы.
Разновидности
Производители предлагают ручные, механические, полумеханические, а также автоматизированные устройства. Также модели подразделяются на гидравлические и пневматические машины в зависимости от принципа работы. С точки зрения конструкционного исполнения, можно выделить круглые и плоские станки. К слову, первый вариант применяется исключительно для выработки тканей с особыми качествами.
К примеру, это может быть рукавный материал. Для бытового использования чаще используют небольшие узкие модели, а для крупных производств подходят ткацкие станки промышленные, у которых достаточно мощности для работы с крупными объемами текстильного материала. Существует и разделение станков по способностям формирования разных тканей.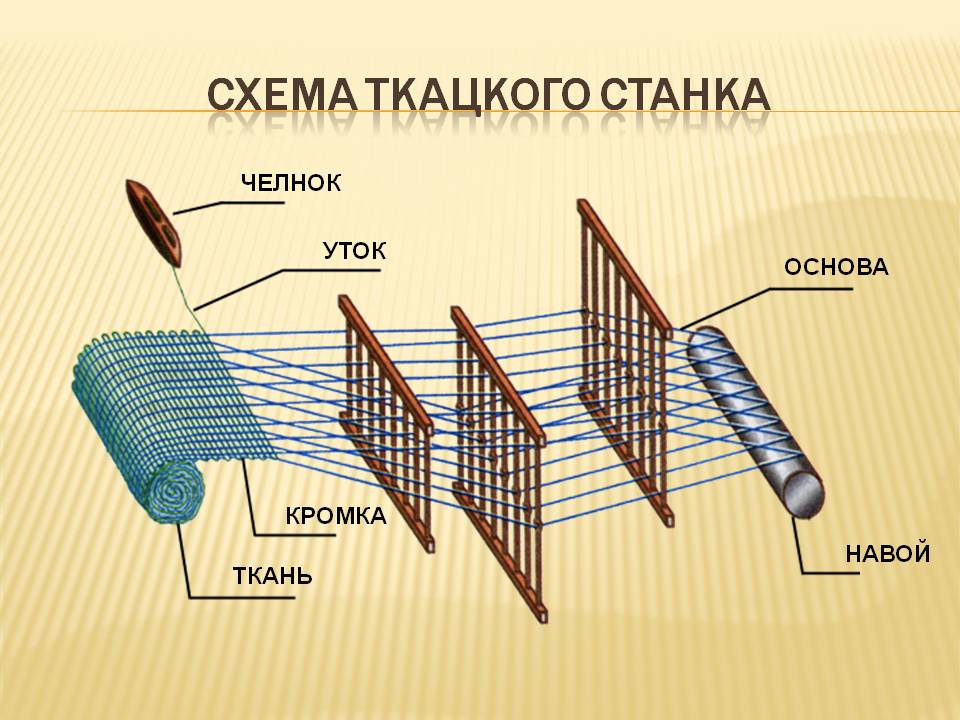 Так, эксцентриковые модели применяются для создания простых переплетений, а мелкоузорчатые полотна можно выполнить на кареточной машине.
Так, эксцентриковые модели применяются для создания простых переплетений, а мелкоузорчатые полотна можно выполнить на кареточной машине.
Классификация по способу прокладки нити
По этому признаку и выделяют пневматические и гидравлические устройства. Правда, существует и третья разновидность – рапирные машины. Что касается пневматических моделей, то они прокладывают нить в зеве при помощи воздушного потока. Для этого предназначено основное сопло, вмонтированное в конструкцию бедра. Важно отметить, что данная часть фиксируется к магистральной емкости, распределяющей сжатый воздух. Также распространены гидравлические и рапирные виды ткацких станков, которые задействуют в процессе прокладки воду и специальные подающие элементы. В первом случае нить проводится летящей водяной каплей. В целом устройство таких станков соответствует пневматическим аналогам, только вместо воздуха используется струя воды. Рапирные механизмы вводят нить в зев двумя металлическими стержнями, один из которых выполняет подающую функцию, а второй – принимающую.
Нюансы техобслуживания
Перечень мероприятий, выполняемых в процессе техобслуживания, зависит от конкретной конструкции. Например, содержание ручных моделей предполагает тщательные осмотры конструкции, которая чаще всего изготавливается из древесины. Правильная настройка компонентов, планок и зажимов – основная часть работы мастера. Более сложные конструкции механических и автоматических агрегатов требуют дополнительных мер. Например, может потребоваться заправка ткацкого станка водой, если речь идет о гидравлических устройствах. Пневматическое оборудование также предполагает отдельное содержание приспособлений, обеспечивающих подачу воздуха. Здесь же требуется проверка соединяющих шлангов и насадок, распределяющих потоки.
Производители ткацких станков
Лидирующие позиции занимают европейские компании, среди которых бельгийские производители, итальянские и немецкие. В частности, пневматические модели на рынке предлагают фирмы Dornier, Picanol и Promatech. Также станки высокого качества производят японские компании, среди которых Tsudakoma и Toyota. Под этими же брендами выходят и гидравлические модели. Примечательно, что российских предприятий в этом сегменте не представлено. Зато отечественный ткацкий станок можно найти в категории рапирных моделей. Свою продукцию в этой нише предлагают заводы «Текстильмаш» и «СТБ».
Также станки высокого качества производят японские компании, среди которых Tsudakoma и Toyota. Под этими же брендами выходят и гидравлические модели. Примечательно, что российских предприятий в этом сегменте не представлено. Зато отечественный ткацкий станок можно найти в категории рапирных моделей. Свою продукцию в этой нише предлагают заводы «Текстильмаш» и «СТБ».
Заключение
Несмотря на расширение производственных мощностей, лучшая текстильная продукция выпускается небольшими предприятиями, ориентирующимися на ручной труд. У такого подхода есть множество преимуществ, которые обеспечивают качественные изделия. Например, ткацкий станок с ручным принципом работы позволяет своевременно выполнить коррекцию формирования ткани, а также внести необходимые поправки в настройку подающих элементов. Кроме того, существует множество операций, которые не способны выполнить автоматизированные машины. В таких случаях, опять же, лучше всего справляются руки опытных ткачей.
Настольный ткацкий станок бесчелночный (СТБ) предназначен для изготовления изделий из шерстяных, шелковых, льняных и хлопчатобумажных тканей. СТБ-станок отличается высокой производительностью и надежной работой всех узлов.
СТБ-станок отличается высокой производительностью и надежной работой всех узлов.
Настольный ткацкий станок
Такое устройство в настоящее время получило достаточно широкое распространение.
1 Ткацкий станок — устройство и принцип работы
Станок СТБ работает по принципу прокладки нитей посредством специального металлического прокладчика. Подача уточной пряжи в устройство СТБ может достигать 2-4 кг. Это позволяет ткацкому агрегату продолжительное время работать без остановок. На станках СТБ установлен зевообразовательный механизм. Он может быть:
Использование кулачкового механизма актуально при производстве тканей с несложными переплетениями, дополнительно он оснащается съемными кулачками с различными профилями. Благодаря разнообразию кулачков и возможности применения десяти разных ремизок, станок СТБ может производить большое количество тканей с различными рисунками плетения.
Эта деталь также существенно облегчает процесс перехода от рисунка к рисунку и перезаправку устройства нитями. Наиболее полноценно можно реализовать возможности СТБ-агрегата в том случае, если он оборудован жаккардовой машиной. Ткацкий станок своими руками, как технологичное устройство, позволяет производить полотно с крупноузорчатой текстурой.
Наиболее полноценно можно реализовать возможности СТБ-агрегата в том случае, если он оборудован жаккардовой машиной. Ткацкий станок своими руками, как технологичное устройство, позволяет производить полотно с крупноузорчатой текстурой.
Ручной ткацкий станок
Если на станке СТБ установить многоцветный уточный прибор, то в зев можно вводить не только цветные нити, но и нити с различным волокнистым составом и степенью плотности. Станки СТБ могут быть двух видов: узкие и широкие. Узкие устройства имеют ширину заправки в 220 см, а широкие – более 250 см.
На таких агрегатах можно одновременно производить несколько полотен. Нужная ширина изготавливаемого полотна регулируется при смещении приемной коробки и среднего кромкообразующего механизма.
В том случае, если станок СТБ вырабатывает полотна с нескольких отдельных навоев, его регулятор оснащается дополнительным дифференциальным механизмом. Устройство станка СТБ позволяет выполнять несколько циклических операций, которые связаны друг с другом.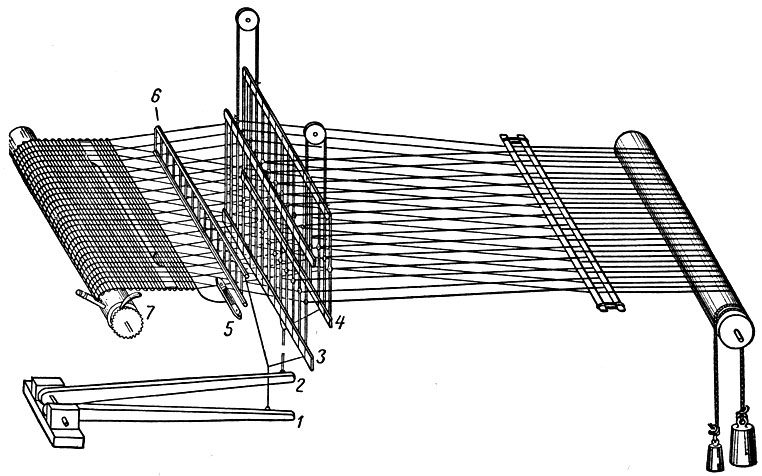 Это:
Это:
- зевообразование;
- введение утка в зев;
- прибой утка к опушке ткани;
- отпуск основания к зоне создания ткани;
- отведение готовой ткани из зоны создания.
Основными рабочими механизмами станка СТБ являются:
- зевообразовательные;
- механизмы введения утка в зев;
- прибоя утки к опушке ткани;
- устройства отвода и перемещения готового полотна;
- механизмы, отпуска ткани с навоя.
При производстве тканей основа станка и полотно, двигаясь в продольной плоскости, проходят через несколько направляющих органов.
Устройство ткацкого станка
В большинстве модификаций это скало, ценовые прутья, шпарутки и грудницы.
Для того чтобы передавать движение этим механизмам устройство оснащается приводом а также механизмом пуска и остановки. В процессе работы от привода движение передается к центральному валу. От главного вала движение распространяется на все остальные подвижные части.
Для того чтобы избежать брака в производимой ткани, большей безопасности работы и облегчения труда оператора устройство оснащается предохранительными, контрольными и автоматизирующими механизмами. Все эти детали крепятся к основе, которая состоит из рам и ниточных связей.
1.1 Как устроен ткацкий станок? (видео)
к меню ↑
2 Как сделать ткацкий станок дома своими руками?
Для того чтобы изготовить ткацкий станок своими руками необходимо придерживаться следующей последовательности действий (например, чтобы собрать самодельный шиномонтажный станок нужна своя последовательность операций):
- Выбирается четырехугольная рамка.
- В двух ее квадратных деревянных рейках проделываются круглые отверстия.
- На концах реек в отверстия вставляются круглые рейки с меньшим диаметром, подбиваются клиньями, для избегания люфта.
- В средней части боковой квадратной рейки делаются пазы для последующей установки гребенки.

- В нижней части конструкции крепится фанерное дно для обеспечения хорошей устойчивости.
- Не первой передней круглой рейке набивается нужное количество гвоздей с шагом в 5 мм. Они обеспечат натяжение нити основы.
- Крепится задняя рейка, применяемая для наматывания излишков полотна.

Гребенка изготавливается с высотой в 15 см. Сделать ее можно из куска толстого фанерного листа. Важно помнить о том, что длина гребенки должна превышать расстояние между боковыми рамами. Количество изготовленных зубьев должно быть равно половине вбитых в центральную рейку гвоздей.
Самодельный ткацкий станок из пластиковых труб
Длина зубьев составляет 7-10 см, ширина – 0,5-0,7 см, а промежуток между ними должен быть равен 0,5 см. Кроме того на каждый отдельно взятый зубец гребенки набивается тонкий гвоздь. Его длина может составлять 1,7-2 см. Далее гребенка вставляется в круглые пазы, располагающиеся в средней части полотка станка.
Следует заранее подготовить планку из дерева с гладкой поверхностью.

Ее длина должна быть меньше, чем расстояние между внутренней частью станка. На планку также набиваются тонкие гвозди с шагом в 1-1,5 см. После этого необходимо изготовить уток, который является подвижной поперечной деталью ткацкого устройства.
Уток может быть представлен в виде устройства, обеспечивающего поддержание катушки, или быть отдельно выпиленной из фанерного листа дощечкой. На нее впоследствии будет наматываться нить. Далее к гвоздям, вбитым в передний вал необходимо привязать равные по длине отрезки нитей.
Следующим шагом является распределение нитей на четные и нечетные. Четные натягиваются и укрепляются на гребенке путем обмотки их на гвоздях зубьев. Нечетные нити крепятся на подвижном вале, располагающемся за гребенкой.
Нити нужно обмотать вокруг шляпок предварительно вбитых гвоздей.
Остатки нитей наматываются на планку при равномерном ее повороте, в итоге получается основа тканого полотна. Далее нить следует намотать на уток, а ее конец закрепить на левой части рамы, расположенной перед ведущей передней рейкой. Планку необходимо поднять, а в полученный зев протолкнуть уток поперек нитей, двигаться нужно слева направо.
Далее нить следует намотать на уток, а ее конец закрепить на левой части рамы, расположенной перед ведущей передней рейкой. Планку необходимо поднять, а в полученный зев протолкнуть уток поперек нитей, двигаться нужно слева направо.
2.1 Создание мини-ткацкого станка
Для небольших объемов работ можно самостоятельно изготовить простой ткацкий мини-станок. Для создания распределяющей нити вилки рекомендуется использовать кусок плотного картона.
Детали и их размеры для создания рамы для ткацкого станка из пластиковых труб
С помощью такого компактного устройства можно сделать небольшой декоративный коврик без применения каких-либо специальных инструментов.
Для этого понадобятся следующие материалы и инструменты:
Помимо картона, для создания ткацкого мини-станка можно применять небольшой лист ДСП, фанеру или любой другой плотный материал, который можно без сложностей разрезать. Если в процессе работы в качестве расходного материала выбрана фанера, то отверстия в ней можно проделать с помощью обычного шила.
В этом случае на листе фанеры следует делать не надрезы дл нитей (как на картоне), а отверстия по краям заготовки. Для создания небольших декоративных изделий подойдет картонный лист с соотношением сторон 13×16 см. Сначала на картон наносится разметка, по которой впоследствии будут производиться разрезы.
Размечается будущий мини-станок таким образом: на двух противоположных сторонах картонного листа карандашом проставляются отметки с шагом в 5-10 мм. Для того чтобы полученная разметка была ровной, необходимо провести параллельные линии по тем отметкам, которые проставлялись каждые 5-10 мм.
Важно, чтобы линии проходили строго параллельно неразмеченным сторонам листа. После этого, следуя нанесенной разметке, на картонном листе делаются надрезы с учетом необходимой глубины на двух противоположных сторонах. Берется пряжа, из которой и будет составлять основу.
Детали и их размеры для создания рамы для ткацкого станка из пластиковых труб
Вместо пряжи можно использовать декоративную ленту или обыкновенную нить. Далее пряжа аккуратно вставляется в надрез картонного листа, а небольшой ее отрезок (2 см) остается на изнаночной стороне импровизированной картонной вилки.
Далее пряжа аккуратно вставляется в надрез картонного листа, а небольшой ее отрезок (2 см) остается на изнаночной стороне импровизированной картонной вилки.
Следует учесть, что продевать пряжу сквозь надрезы необходимо «змейкой», то есть с одной стороны вилки нужно обвязывать полученные вырезы. С противоположной стороны также нужно создать линии из нитей.
Эта сторона впоследствии будет считаться лицевой. На ней располагается изготавливаемое полотно. Следует помнить о том, что натяжку нитей следует выполнять без усилий, чтобы картонная станина не выгибалась. Для удобства рабочая нить может быть вдета толстую иглу с широким ушком. Нужное количество нитей рассчитывается таким образом, крайние были кромочными и переходили из одного ряда в другой.
Челнок обыкновенного ткацкого станка представляет собой обтекаемой формы тело с полостью для уточной паковки (рис. 1.27). Устройство челнока определяется видом паковки с уточной пряжей, способом смены паковки, характером перемещения челнока в зеве и видом перерабатываемой нити. Уточная паковка может быть в форме початка, намотанного на прядильной или на уточно-мотальной машине. Челнок имеет продольный сквозной вырез для шпули, шпуледержатель 3, заводной аппарат 2, металлические конусы – мыски 1, которые жестко закреплены в теле челнока и воспринимают удар гонка боевого механизма. В передней стенке челнока сделана канавка для уточной нити, предохраняющая ее от повреждения, когда челнок движется в правой челночной коробке. Также в передней стенке челнока сделаны вырезы для прохода уточного щупа и нитеуловителя. Шпуля в челноке удерживается специальным стальным шпуледержателем 5. Для придания шпуле при смене надлежащего направления устанавливается специальная пластинка – шпулеспускатель 4. Заводной аппарат 2 служит для автоматической заводки в направляющие уточной нити с новой шпули. Для торможения нити с целью получения необходимого натяжения ее при сматывании со шпули к внутренней стенке челнока прикрепляют мех, щетину или плюш.
Уточная паковка может быть в форме початка, намотанного на прядильной или на уточно-мотальной машине. Челнок имеет продольный сквозной вырез для шпули, шпуледержатель 3, заводной аппарат 2, металлические конусы – мыски 1, которые жестко закреплены в теле челнока и воспринимают удар гонка боевого механизма. В передней стенке челнока сделана канавка для уточной нити, предохраняющая ее от повреждения, когда челнок движется в правой челночной коробке. Также в передней стенке челнока сделаны вырезы для прохода уточного щупа и нитеуловителя. Шпуля в челноке удерживается специальным стальным шпуледержателем 5. Для придания шпуле при смене надлежащего направления устанавливается специальная пластинка – шпулеспускатель 4. Заводной аппарат 2 служит для автоматической заводки в направляющие уточной нити с новой шпули. Для торможения нити с целью получения необходимого натяжения ее при сматывании со шпули к внутренней стенке челнока прикрепляют мех, щетину или плюш.
Челнок работает в сложных динамических условиях, поэтому корпус его изготавливают из хорошо выдержанного дерева твердых пород и с двух или трех сторон оклеивают фиброй.
Рис. 1.25. Виды челноков
Боевые механизмы сообщают челноку необходимую скорость и направление движения через зев.
Боевые механизмы по способу передачи движения разделяются на кулачковые, кривошипные, пружинные и пневматические. Наиболее распространены кулачковые механизмы, в которых кулачок используется и как ведущий орган, и как ведомый.
По расположению деталей на станке боевые механизмы разделяются на три вида: нижнего, среднего и верхнего боя. Широко используются механизмы среднего боя.
Боевые механизмы устанавливаются с обеих сторон ткацкого станка, так как бой происходит попеременно (то с одной, то с другой стороны станка), поэтому боевые кулачки повернуты на среднем валу один относительно другого на 180 градусов. Средний вал вращается с частотой в 2 раза меньшей, чем главный вал, поэтому за каждый полуоборот среднего вала происходит один удар и прокладывается одна уточная нить
При выработке тканей на станках с многочелночными механизмами часто необходимо производить бой не поочередно с каждой стороны, а в более сложной последовательности. По очередности боя боевые механизмы разделяются на механизмы последовательного и произвольного боя.
По очередности боя боевые механизмы разделяются на механизмы последовательного и произвольного боя.
На рис. 1.28 приведена схема боевого механизма среднего последовательного боя автоматического ткацкого станка. На среднем валу 1 станка закреплен боевой кулачок 2, который своим мыском 3 действует на боевой каточек 4. Через боевой каточек поворачивается на некоторый угол веретено 6 с укрепленным на нем рычагом (стременем) 5. Проушина рычага через короткий хомутик 21, брусок 20, длинный хомутик 11 отклоняет погонялку 9 на некоторый угол и через гонок 8 сообщает движение челноку 7. Стрелка 10 препятствует перемещению хомутика вверх. Для обеспечения правильного полета челнока верхний конец погонялки вставлен в прорезь башмака 12, профиль нижней части которого представляет дугу, описанную радиусом, равным расстоянию от центра выреза гонка до плоскости кронштейна 17, укрепленного на подбатанном валу 18. Во время работы станка башмак свободно катится по кронштейну. Язычок 14 и погонялка прижимаются к ролику 13 ремнем 15, нижний конец которого соединен с отжимным блочком 16. На этот блочек действует спиральная пружина, возвращающая погонялку в исходное положение. Башмак имеет продольный вырез, в который входит прилив 19 кронштейна 17, вследствие чего устраняется боковое смещение башмака и погонялки.
Во время работы станка башмак свободно катится по кронштейну. Язычок 14 и погонялка прижимаются к ролику 13 ремнем 15, нижний конец которого соединен с отжимным блочком 16. На этот блочек действует спиральная пружина, возвращающая погонялку в исходное положение. Башмак имеет продольный вырез, в который входит прилив 19 кронштейна 17, вследствие чего устраняется боковое смещение башмака и погонялки.
Рис. 1.28. Схемы боевого механизма (а) и боевого кулачка (б) челночного ткацкого станка
При наладке боевого механизма необходимо правильно устанавливать силу боя. Силой боя называют путь, проходимый челноком в период разгона. На практике сила боя определяется также величиной размаха погонялки в период разгона челнока или расстоянием, на которое перемещается гонок в период разгона. Размах погонялки и величина перемещения гонка регулируются перестановкой стремени 5. При увеличении длины стремени размах погонялки увеличивается. Кроме этого, на размах погонялки влияют длина хомутика 21, изменяющая зазор между хомутиком и погонялкой и положение стрелки 10, изменяющей плечо l2.
Кроме этого, на размах погонялки влияют длина хомутика 21, изменяющая зазор между хомутиком и погонялкой и положение стрелки 10, изменяющей плечо l2.
Машиностроительные заводы выпускают ткацкие станки с автоматической сменой шпуль, одно- и двухчелночные, с заправочной шириной 120; 140 и 160 см. Станки могут быть одно- и двухнавойными, иметь эксцентриковый, кареточный зевообразовательный механизм или жаккардовую машину. По конструкции и принципу работы эти станки примерно одинаковы и различаются лишь шириной и количеством челноков.
На рис. (1.29,а) приведена принципиальная технологическая схема выработки ткани на челночных станках. Навой 1 со шлихтованной основой помещается позади ткацкого станка. Сматываясь с навоя, основа огибает валик 2, который называется задним скалом, и затем идет к ценам 3. На каждую нить основы между ценами надета одна из ламелей 4 основонаблюдателя. Едва только оборвется какая-либо основная нить, надетая, на нее ламель падает, и это вызывает останов станка. По опустившейся ламели видно, какая нить оборвалась. От цен одна часть основных нитей направляется в глазки ремизки 5, а другая часть — в глазки ремизки 7. Ремизки 5 и 7 попеременно перемещаются (одна вверх, а другая вниз и обратно), при каждом перемещении раздвигая нити основы и таким образом образуя зев.
По опустившейся ламели видно, какая нить оборвалась. От цен одна часть основных нитей направляется в глазки ремизки 5, а другая часть — в глазки ремизки 7. Ремизки 5 и 7 попеременно перемещаются (одна вверх, а другая вниз и обратно), при каждом перемещении раздвигая нити основы и таким образом образуя зев.
Рис. 1.29. Образование ткани:
а — схема челночного ткацкого станка; б, в, г, д — последовательность положения основных рабочих органов при образовании ткани
Выйдя из глазков ремизок, основные нити проходят между зубьями берда 8 и сходятся вместе у опушки ткани 10, где они переплетаются с уточными нитями. В дальнейшем движении образованная ткань огибает грудницу 11, вальян 13, снова поднимается вверх, и, обогнув направляющий валик 14, направляется на товарный валик 12.
Вальян 13 получает вращение от особого товарного регулятора. Это вращение передается товарному валику 12 и вызывает навивание на него вырабатываемой ткани. При навивании ткани основа натягивается, заставляя навой поворачиваться для разматывания основных нитей.
При навивании ткани основа натягивается, заставляя навой поворачиваться для разматывания основных нитей.
Ткань образуется следующим образом. Как только ремизки переместятся и образуют зев, в этот зев пролетает ткацкий челнок 9, выбиваемый из челночной коробки боевым механизмом (рис. 1.29,6). При своем полете челнок скользит по полированной планке — склизу, закрепленному на брусе 15 батана 16, непосредственно над которым находятся нити нижней части зева. Конец нити, выходящей из челнока, задерживается кромкой ткани, поэтому нить сматывается с початка во время полета челнока. Челнок, пролетев через зев, попадает в челночную коробку с другой стороны станка и затормаживается в ней. Уточная пить, оставшаяся в зеве, прибивается к опушке ткани с помощью берда 8 (рис. 1.29,в,г), укрепленного в брусе 15 батана 16. Батан через поводок 19 соединяется с коленчатым валом 20, который непрерывно вращается через передачу от электродвигателя и качает батан, имеющий шарнирное соединение 23 в нижней части. Как только челнок пролетит через зев, ремизки 5 и 7 меняются своими местами: верхние основные нити становятся нижними, а нижние — верхними, образуя новый зев, и уточная нить оказывается переплетенной между основными.
Как только челнок пролетит через зев, ремизки 5 и 7 меняются своими местами: верхние основные нити становятся нижними, а нижние — верхними, образуя новый зев, и уточная нить оказывается переплетенной между основными.
Прибив бердом уточную нить к опушке ткани, батан быстро отходит назад, и челнок снова пролетает в образовавшийся зев, прокладывая новую уточину (рис. 1.29,д). Эту уточину батан опять прибивает бердом к опушке ткани, ремизки снова перемещаются, а основные нити переплетаются с новой уточиной.
Так продолжается нарабатывание ткани за счет прокладывания нитей утка и переплетения их с нитями основы. Коленчатый вал 20 делает 220 и более оборотов в минуту. За каждый оборот прокладывается и зарабатывается в ткань одна уточина.
Из описания процесса образования ткани следует, что нитям основы и утка необходимо сообщать движения в двух направлениях: вдоль нитей и перпендикулярно им. Эти движения передаются нитям механизмами ткацкого станка.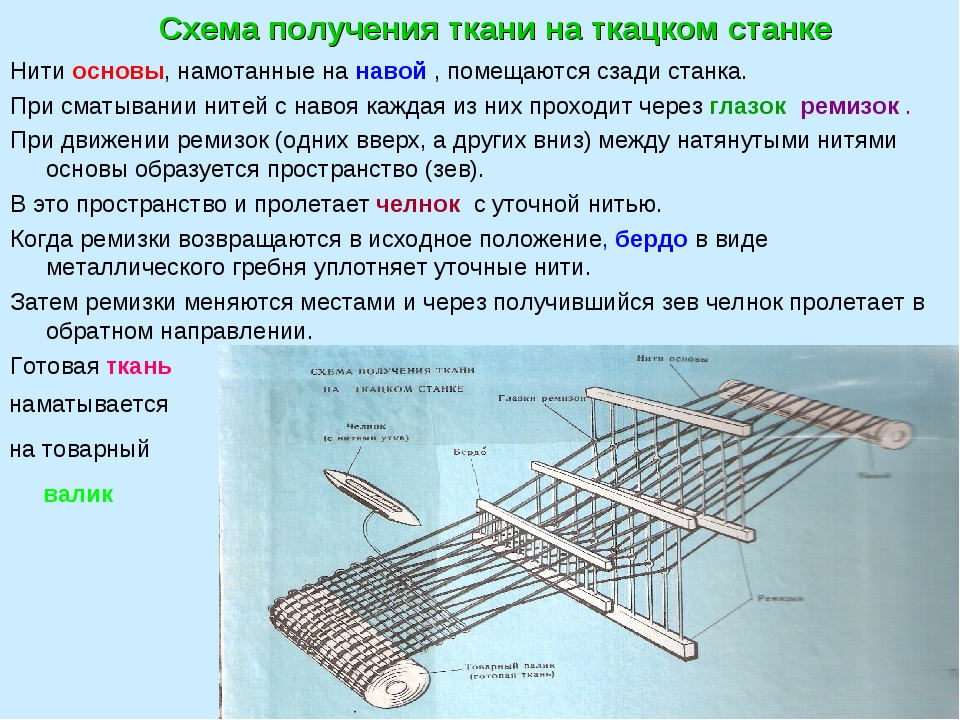 Движение основы в направлении, перпендикулярном оси нитей, для образования зева и переплетения основными нитями уже прокинутой уточины осуществляет зевообразовательный механизм. Движение уточины в продольном направлении (прокидывание) происходит во время пролета челнока через образовавшийся зев в результате воздействия на челнок боевого механизма. Движение уточины перпендикулярно ее оси для прибивания ее к опушке ткани осуществляет механизм батана. Движение основы в продольном направлении, наматывание наработанной ткани и обеспечение натяжения основных нитей осуществляют механизмы товарного регулятора и основного регулятора (или основного тормоза).
Движение основы в направлении, перпендикулярном оси нитей, для образования зева и переплетения основными нитями уже прокинутой уточины осуществляет зевообразовательный механизм. Движение уточины в продольном направлении (прокидывание) происходит во время пролета челнока через образовавшийся зев в результате воздействия на челнок боевого механизма. Движение уточины перпендикулярно ее оси для прибивания ее к опушке ткани осуществляет механизм батана. Движение основы в продольном направлении, наматывание наработанной ткани и обеспечение натяжения основных нитей осуществляют механизмы товарного регулятора и основного регулятора (или основного тормоза).
Все названные механизмы принимают непосредственное участие в формировании ткани на станке и относятся к числу основных механизмов.
От длины ткани, наматываемой на товарный валик при прибое к опушке ткани одной уточины, зависит плотность ткани по утку, а от отпуска основы основным регулятором — величина ее натяжения. Плотность ткани по основе зависит от частоты зубьев берда и числа нитей основы, пробранных между двумя зубьями.
Кроме основных механизмов, ткацкий станок имеет целый ряд вспомогательных и предохранительных механизмов, улучшающих работу станка, облегчающих его обслуживание, способствующих выработке ткани высокого качества.
Вспомогательные механизмы предназначены для изменения направления движения основы, поддержания основы и ткани между ткацким навоем и товарным вальяном. К ним относятся: скало, ценовые палочки, шпарутки и грудница.
Скало 2 (рис. 1.29,а) (валик с шипами) поддерживает основу и меняет направление ее движения с вертикального на горизонтальное.
Ценовые палочки 3 (прутки) разделяют нити основы на четные и нечетные. Их вставляют между нитями основы взамен ценовых шнурков при заправке станка в том случае, когда основа более плотная.
Шпарутки 24 не допускают усадки ткани по ширине под действием натяжения утка, возникающего при изгибе уточных нитей во время их прибоя бердом к опушке ткани.
Грудница 11 (металлический изогнутый брусок) изменяет направление ткани с горизонтального на вертикальное.
Кроме того, на автоматических ткацких станках имеются механизмы автоматической смены шпуль, обеспечивающие бесперебойное питание утком.
Предохранительные механизмы предупреждают выработку недоброкачественной ткани в случае обрыва нитей основы или утка, недолета или вылета челнока. К предохранительным механизмам относятся:
– уточная вилочка, предупреждающая порок недосеки в случае обрыва уточной нити или полного схода ее с находящейся в челноке шпули;
– основонаблюдатель (ламельный прибор), останавливающий станок в случае обрыва нити основы и предотвращающий порок близну;
– замочный механизм, предупреждающий массовый обрыв нитей основы при недолете челнока в челночную коробку;
– предохранитель от вылета челнока, улавливающий челнок, вылетающий из зева;
– искатель опушки ткани, помогающий предупреждать возникновение пороков (забоин и недосек) при пуске станка после останова его по какой-то причине.
Без таких механизмов, как основонаблюдатель, уточная вилочка, автоматическая смена шпуль, один ткач не смог бы обслуживать больше одного-двух станков. С этими механизмами ткачи обслуживают десятки станков.
С этими механизмами ткачи обслуживают десятки станков.
Образование тканых узоров. Для создания в ткани желаемого переплетения основы и утка необходимо так управлять образованием зева, чтобы каждый раз ремизки приподнимали те нити основы, которые должны перекрывать очередную прокидываемую челноком уточную нить. Для этого необходимо, чтобы число ремизок на станке было не меньше числа нитей в раппорте по основе. Для выработки простых переплетений с небольшим раппортом необходимое число ремизок невелико и для управления их движением применяют простейший эксцентриковый зевообразовательный механизм (рис. 1.29,а).
Подъемом и опусканием каждой пары ремизок в этом случае управляет пара эксцентриков 21, сидящих на общем для всех эксцентриков валу 22. Каждый эксцентрик действует на ролик особого рычага 17, который связан тягами 18 с соответствующей ремизкой. Ремизки попарно связаны ремешками 6.
Когда один эксцентрик, действуя на ролик, опустит свой проступной рычаг, то связанная с ним ремизка опустится, а другая поднимется. Второй эксцентрик при этом повернут так, что допускает это движение. Через пол-оборота вала 22 вступает в работу второй эксцентрик и т. д.
Второй эксцентрик при этом повернут так, что допускает это движение. Через пол-оборота вала 22 вступает в работу второй эксцентрик и т. д.
На рис. 1.29 показана схема станка, имеющего две ремизки, — значит, на нем можно вырабатывать ткани только полотняного переплетения. С увеличением числа нитей в раппорте ткани увеличивается число ремизок и число эксцентриков, необходимых для управления их движением. Зевообразовательный механизм с эксцентриками становится все более громоздким. Поэтому его не применяют при выработке тканей более сложных переплетений, когда необходимое число ремизок больше 6—8.
Для получения тканей с более сложными переплетениями применяют зевообразовательные механизмы другого типа – ремизоподъемные каретки и жаккардовые машины, в которых зев образуется специальными подъемными механизмами.
Ремизоподъемные каретки. На станках, снабженных кареточными зевообразовательными механизмами, порядок подъема и опускания ремизок обеспечивается призмой с картоном. Картон представляет собой набор карт-планок, соединенных колечками в бесконечное полотно. На карты набиты колышки в соответствии с рисунком переплетения. При повороте призмы на одну грань надетый на нее картон перемещается, вводя в действие новый элемент карты с колышками, которые, взаимодействуя с другими элементами механизма (крючками, ножами и др.), управляют порядком чередования подъема и опускания ремизок. Изменяя расположение колышков, можно получать разнообразные переплетения. Число ремизок, а значит, и раппорт вырабатываемых тканей на ткацких станках с каретками может достигать 32, что позволяет вырабатывать на них ткани различных мелкоузорчатых и сложных переплетений.
Картон представляет собой набор карт-планок, соединенных колечками в бесконечное полотно. На карты набиты колышки в соответствии с рисунком переплетения. При повороте призмы на одну грань надетый на нее картон перемещается, вводя в действие новый элемент карты с колышками, которые, взаимодействуя с другими элементами механизма (крючками, ножами и др.), управляют порядком чередования подъема и опускания ремизок. Изменяя расположение колышков, можно получать разнообразные переплетения. Число ремизок, а значит, и раппорт вырабатываемых тканей на ткацких станках с каретками может достигать 32, что позволяет вырабатывать на них ткани различных мелкоузорчатых и сложных переплетений.
В хлопчатобумажной промышленности применяются челночные ткацкие станки АТ-100-5М, AT-100-6, АТ-120-6М, AT-140-5, AT-160-5, AT-175, AT-4-120-5, в шерстяной —AT-175-Ш5, АТ-4-175-Ш, АТ-2-175-Ш, АТ-2-200-Ш; в шелковой АТ-120-Шл-5М, АТ-160-Шл-5М, АТ-2-120-Шл-5М, АТ-2-160-Шл5; в льняной — АТ-60-Л5 для выработки полотенец, АТ-100-Л5И АТ-120-Л5 для выработки тканей из пряжи средней линейной плотности, AT-175-Л5 и АТ-225-Л5 для выработки льняных тканей, скатертей и покрывал, АТ-100-ЛБ для выработки брезентовых тканей из льняной и оческовой пряжи, АТ-120-ЛЗМ для выработки мешочных и паковочных тканей.
В настоящее время в текстильной промышленности практически все челночные ткацкие станки заменены на бесчелночные.
Как построить ткацкий станок и ткать простые ткани
Страница 1 из 5
Инженер В.А. Добровольский
«Как построить ткацкий станок и ткать простые ткани».
“Новая деревня”
Москва – Ленинград – Саратов – Воронеж – Берлин
1924
* * *
I
ПОНЯТИЕ О ТКАНЯХ И ПЕРЕПЛЕТЕНИЯХ
Если взять (рис. 1) систему каких-либо нитей (1, 2, 3, 4, 5, 6, 7, 8), расположить их параллельно друг другу и на равных расстояниях одну от другой, натянуть их для этого на какой-либо раме или ином приспособлении, а затем пересечь всю эту систему одной поперечной нитью (9), несколько раз меняя направление этой последней нити — то слева направо, то справа налево — и притом так, чтобы поперечная нить проходила в определенном порядке (в переплет) между продольными нитями, натянутыми параллельно,— то мы получаем то, что называется тканью, независимо от того, из какого материала будут приготовлены нити для образования ткани.

Рассматривая расположение нитей, образовывающих ткань, изображенную на рис. 1, можно видеть, что первая система нитей (от 1 до 8) имеет направление по длине ткани, нить же (9) располагается поперек ткани, переплетая продольные нити постоянным и закономерно повторяющимся способом: именно, то перекрывая сверху нечетные (1, 3, 5, 7) нити и проходя под четными (2, 4, 6, 8) то, наоборот,— проходя под нечетными и перекрывая четные; такая повторяемость наблюдается на всем протяжении ткани.
Первая система нитей, натягиваемых параллельно между собою и идущих естественным образом вдоль ткани, носит название основы; поперечная же нить, переплетающая нити основы, получает название уточной нити (уток).
Как видно из рис. 1 и последующих (рис. 2, 3, 4 и 5), уточная нить, меняя направление, всякий раз загибается около крайней нитки основы и образовывает, таким образом, у края ткани плотную кайму, идущую по всей длине ткани и называемую кромкой.
Ткань, изображенная на рис. 1, является самой естественной по простейшему переплетению в ней нитей. Кроме нее, очевидно, имеется чрезвычайное разнообразие тканей, особенно если вспомнить разного рода художественное тканье со сложным и разнообразным рисунком.
1, является самой естественной по простейшему переплетению в ней нитей. Кроме нее, очевидно, имеется чрезвычайное разнообразие тканей, особенно если вспомнить разного рода художественное тканье со сложным и разнообразным рисунком.
Если, однако, произвести группировку разнообразных переплетений, имеющихся в тканях, то оказывается, что все переплетения нитей приводятся к трем главным видам переплетения, кои суть: тафтяное или гроденаплевое, киперное или саржевое и, наконец, атласное.
Первый вид плетения, представленный на рис. 1, как видно из рассмотрения рисунка, построен следующим образом: нити основы разделены на две равные части (четные и нечетные нити), уточная же нить в своих переплетениях с основою проходит то над четными, то под четными нитями основы и соответственно же переплетается с нечетными нитями в такой же последовательности.
Этот вид плетения получает следующие названия в применении к определенному материалу нитей:
а) для тканей шелковых – тафтяного или гроденаплевого переплетения.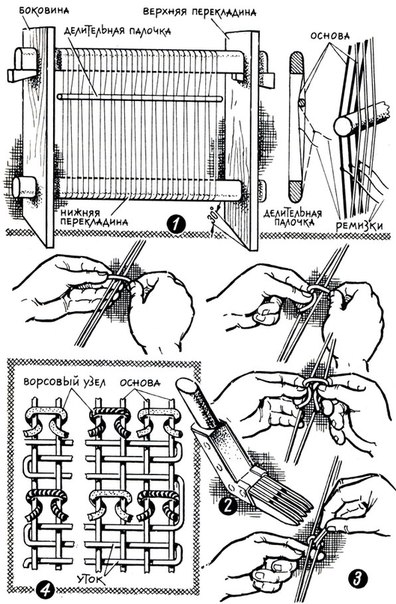
б) для тканей шерстяных — суконного переплетения;
в) для тканей льняных и хлопчатобумажных — полотняного или миткалевого переплетения.
Так как ткань рассматриваемого вида имеет наибольшее число переплетений и перекрещиваний нитей, – то эта ткань и является наиболее прочной из всех видов.
С другой же стороны, в силу того, что каждая нить этой ткани скрадывается во многих переплетениях, ткань этого вида является наименее блестящей и гладкой и в этом отношении уступает другим тканям, образцы коих приводятся ниже. Ткань по рис. 1 можно выполнить с некоторыми простыми вариантами.
Так, если нити основы пропускать то над двумя, то под двумя уточинами (рис. 2), то получается ткань, называемая основным рапсом; точно таким же способом можно получить уточный рапс: для этого необходимо пропускать двойные нити основы то над уточинами, то под ними.
К только что рассмотренному виду тканей относятся: тафта, сукно, полотно, миткаль, муслин, орлеан, люстрин, могер и т.
 п., а также полосатые, клетчатые и радужные материи — каннель, гро-де-тур, веллюр, оттоман, рипс, глассе, хамелеон и т. п.
п., а также полосатые, клетчатые и радужные материи — каннель, гро-де-тур, веллюр, оттоман, рипс, глассе, хамелеон и т. п.Вторым видом плетения — киперным или саржевым является представленное на рис. 3 и 4; оно отличается от предыдущего тем, что в нем имеются диагонально проходящие полоски, более выпуклые нежели вся поверхность ткани, чередующиеся с узкими бороздками, образующимися чередованием неперекрытых нитей основы с перекрытыми нитями утока и наоборот.
Переплетения этого вида чрезвычайно разнообразны, но так как цель этой брошюрки ограничивается ее заглавием, то вопросу о разнообразии киперных тканей здесь отводится весьма скромное место, достаточное лишь для того, чтобы дать только главнейшее представление об этих тканях.
О киперных тканях следует сказать вообще, что они все обладают большим блеском и гладкостью, нежели ткани тафтяные, и притом в тем большей степени, чем менее связанными лежат нити основы и утка, это можно заключить уже из рассмотрения образцов, приведенных на рис. 3 и 4, из коих видно, что нить утка идет довольно свободно по верху нитей основы — этим именно и сообщается ткани блеск и гладкость. К тканям киперным относятся: бумазея, левантин, круазе, кашемир, казимир, дрель, букскин, меринос, бомбассин, казинет, наполитен, тибет, ботавия, фланель и целый ряд других.
3 и 4, из коих видно, что нить утка идет довольно свободно по верху нитей основы — этим именно и сообщается ткани блеск и гладкость. К тканям киперным относятся: бумазея, левантин, круазе, кашемир, казимир, дрель, букскин, меринос, бомбассин, казинет, наполитен, тибет, ботавия, фланель и целый ряд других.
Рассматривая образование переплетений по рис. 3 и 4, можем видеть следующий закон переплетения: каждая нить основы (1, 2, 3, 4, 5, 6…) сдвинута от соседней и притом только на один уток; перекрытия основы и утка, будучи сдвинуты друг относительно друга только на одну нить, естественно и образовывают косые полоски.
Если, в отличие от предыдущего переплетения, строить ткань так, чтобы перекрытия нитей основы и утка не примыкали друг к другу, а были бы сдвинуты более чем на одну нитку, т. е. так, как это представлено на рис. 5, то получается новый вид переплетения, называемый атласным или сатиновым.
Рассматривая рис. 5, находим, что плетение происходит по такому закону: нить основы сначала сама перекрывает несколько нитей утка, идя по последним свободно, а затем сама в свою очередь перекрывается уточной нитью; следующая соседняя нить идет таким же точно образом, перекрывая такое же число уточных нитей; однако, уточные перекрытия двух соседних нитей основы сдвинуты по меньшей мере на две уточных нити.

На рис. 5 изображено, например, атласное переплетение, в коем нить основы проходит, перекрывая свободно 7 нитей (оборотов) утка (1, 2, 3, 4, 5, 6, 7), а затем сама перекрывается утком (8).
Эта ткань носит название “восьмивязного атласа”.
Очевидно, что этот вид переплетения допускает также большое разнообразие; способ же переплетения таков, что ткань получает превосходный блеск и шелковистый вид.
Наиболее известные материи, вытканные по приведенному закону, суть: ластик, разные сатины, английская кожа, дриль и другие.
Рассматриваемого вида переплетения, кроме того, встречаются еще в виде различных комбинаций с другими видами; именно, в так называемых “двусторонних” материях, которые показывают, с одной стороны атласное, а с другой — тафтяное или киперное плетение.
Из материй “двусторонних” следует назвать: молескин, сатин-де-шин и друг.
Указанное уже позволяет судить, насколько разнообразные комбинации переплетения нитей могут быть выполнены.
Сложные ткани, а равно ткани художественные, требуют для своего выполнения некоторого усложнения процесса производства; однако, основной метод тканья сохраняется во всех случаях.
Как сделать ткацкий станок своими руками?
СодержаниеНастольный ткацкий станок бесчелночный (СТБ) предназначен для изготовления изделий из шерстяных, шелковых, льняных и хлопчатобумажных тканей. СТБ-станок отличается высокой производительностью и надежной работой всех узлов.
Настольный ткацкий станок
Такое устройство в настоящее время получило достаточно широкое распространение.
Читайте также:«Разновидности оборудования для плетения сетки рабица».
Ткацкий станок — устройство и принцип работы
Станок СТБ работает по принципу прокладки нитей посредством специального металлического прокладчика. Подача уточной пряжи в устройство СТБ может достигать 2-4 кг. Это позволяет ткацкому агрегату продолжительное время работать без остановок. На станках СТБ установлен зевообразовательный механизм. Он может быть:
Он может быть:
- кулачковым;
- кареточным;
- жаккардовым.
Использование кулачкового механизма актуально при производстве тканей с несложными переплетениями, дополнительно он оснащается съемными кулачками с различными профилями. Благодаря разнообразию кулачков и возможности применения десяти разных ремизок, станок СТБ может производить большое количество тканей с различными рисунками плетения.
Эта деталь также существенно облегчает процесс перехода от рисунка к рисунку и перезаправку устройства нитями. Наиболее полноценно можно реализовать возможности СТБ-агрегата в том случае, если он оборудован жаккардовой машиной. Ткацкий станок своими руками, как технологичное устройство, позволяет производить полотно с крупноузорчатой текстурой.
Ручной ткацкий станок
Если на станке СТБ установить многоцветный уточный прибор, то в зев можно вводить не только цветные нити, но и нити с различным волокнистым составом и степенью плотности. Станки СТБ могут быть двух видов: узкие и широкие. Узкие устройства имеют ширину заправки в 220 см, а широкие – более 250 см.
Станки СТБ могут быть двух видов: узкие и широкие. Узкие устройства имеют ширину заправки в 220 см, а широкие – более 250 см.
На таких агрегатах можно одновременно производить несколько полотен. Нужная ширина изготавливаемого полотна регулируется при смещении приемной коробки и среднего кромкообразующего механизма.
В том случае, если станок СТБ вырабатывает полотна с нескольких отдельных навоев, его регулятор оснащается дополнительным дифференциальным механизмом. Устройство станка СТБ позволяет выполнять несколько циклических операций, которые связаны друг с другом. Это:
- зевообразование;
- введение утка в зев;
- прибой утка к опушке ткани;
- отпуск основания к зоне создания ткани;
- отведение готовой ткани из зоны создания.
Основными рабочими механизмами станка СТБ являются:
- зевообразовательные;
- механизмы введения утка в зев;
- прибоя утки к опушке ткани;
- устройства отвода и перемещения готового полотна;
- механизмы, отпуска ткани с навоя.
При производстве тканей основа станка и полотно, двигаясь в продольной плоскости, проходят через несколько направляющих органов.
Устройство ткацкого станка
В большинстве модификаций это скало, ценовые прутья, шпарутки и грудницы.
Для того чтобы передавать движение этим механизмам устройство оснащается приводом а также механизмом пуска и остановки. В процессе работы от привода движение передается к центральному валу. От главного вала движение распространяется на все остальные подвижные части.
Для того чтобы избежать брака в производимой ткани, большей безопасности работы и облегчения труда оператора устройство оснащается предохранительными, контрольными и автоматизирующими механизмами. Все эти детали крепятся к основе, которая состоит из рам и ниточных связей.
Читайте также: «Принцип работы станка для производства шлакоблоков своими руками».
к меню ↑
Как устроен ткацкий станок? (видео)
 youtube.com/embed/kRjFz3ddDrg?feature=oembed” frameborder=”0″ allowfullscreen=””/>
youtube.com/embed/kRjFz3ddDrg?feature=oembed” frameborder=”0″ allowfullscreen=””/>
к меню ↑
Как сделать ткацкий станок дома своими руками?
Для того чтобы изготовить ткацкий станок своими руками необходимо придерживаться следующей последовательности действий (например, чтобы собрать самодельный шиномонтажный станок нужна своя последовательность операций):
- Выбирается четырехугольная рамка.
- В двух ее квадратных деревянных рейках проделываются круглые отверстия.
- На концах реек в отверстия вставляются круглые рейки с меньшим диаметром, подбиваются клиньями, для избегания люфта.
- В средней части боковой квадратной рейки делаются пазы для последующей установки гребенки.
- В нижней части конструкции крепится фанерное дно для обеспечения хорошей устойчивости.
- Не первой передней круглой рейке набивается нужное количество гвоздей с шагом в 5 мм. Они обеспечат натяжение нити основы.
- Крепится задняя рейка, применяемая для наматывания излишков полотна.

Гребенка изготавливается с высотой в 15 см. Сделать ее можно из куска толстого фанерного листа. Важно помнить о том, что длина гребенки должна превышать расстояние между боковыми рамами. Количество изготовленных зубьев должно быть равно половине вбитых в центральную рейку гвоздей.
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>
Самодельный ткацкий станок из пластиковых труб
Длина зубьев составляет 7-10 см, ширина – 0,5-0,7 см, а промежуток между ними должен быть равен 0,5 см. Кроме того на каждый отдельно взятый зубец гребенки набивается тонкий гвоздь. Его длина может составлять 1,7-2 см. Далее гребенка вставляется в круглые пазы, располагающиеся в средней части полотка станка.
Следует заранее подготовить планку из дерева с гладкой поверхностью.
Ее длина должна быть меньше, чем расстояние между внутренней частью станка. На планку также набиваются тонкие гвозди с шагом в 1-1,5 см. После этого необходимо изготовить уток, который является подвижной поперечной деталью ткацкого устройства.
После этого необходимо изготовить уток, который является подвижной поперечной деталью ткацкого устройства.
Уток может быть представлен в виде устройства, обеспечивающего поддержание катушки, или быть отдельно выпиленной из фанерного листа дощечкой. На нее впоследствии будет наматываться нить. Далее к гвоздям, вбитым в передний вал необходимо привязать равные по длине отрезки нитей.
Следующим шагом является распределение нитей на четные и нечетные. Четные натягиваются и укрепляются на гребенке путем обмотки их на гвоздях зубьев. Нечетные нити крепятся на подвижном вале, располагающемся за гребенкой.
Нити нужно обмотать вокруг шляпок предварительно вбитых гвоздей.
Остатки нитей наматываются на планку при равномерном ее повороте, в итоге получается основа тканого полотна. Далее нить следует намотать на уток, а ее конец закрепить на левой части рамы, расположенной перед ведущей передней рейкой. Планку необходимо поднять, а в полученный зев протолкнуть уток поперек нитей, двигаться нужно слева направо.
Читайте также: «Устройство, виды, самостоятельная сборка станка для гибки металла» и «Станок для изготовления керамзитобетонных блоков».
к меню ↑
Создание мини-ткацкого станка
Для небольших объемов работ можно самостоятельно изготовить простой ткацкий мини-станок. Для создания распределяющей нити вилки рекомендуется использовать кусок плотного картона.
Детали и их размеры для создания рамы для ткацкого станка из пластиковых труб
С помощью такого компактного устройства можно сделать небольшой декоративный коврик без применения каких-либо специальных инструментов.
Для этого понадобятся следующие материалы и инструменты:
- лист плотного картона;
- пряжа;
- ножницы;
- крючок;
- карандаш.
Помимо картона, для создания ткацкого мини-станка можно применять небольшой лист ДСП, фанеру или любой другой плотный материал, который можно без сложностей разрезать. Если в процессе работы в качестве расходного материала выбрана фанера, то отверстия в ней можно проделать с помощью обычного шила.
В этом случае на листе фанеры следует делать не надрезы дл нитей (как на картоне), а отверстия по краям заготовки. Для создания небольших декоративных изделий подойдет картонный лист с соотношением сторон 13×16 см. Сначала на картон наносится разметка, по которой впоследствии будут производиться разрезы.
Читайте также: «Намоточный станок своими руками для катушек».
Размечается будущий мини-станок таким образом: на двух противоположных сторонах картонного листа карандашом проставляются отметки с шагом в 5-10 мм. Для того чтобы полученная разметка была ровной, необходимо провести параллельные линии по тем отметкам, которые проставлялись каждые 5-10 мм.
Важно, чтобы линии проходили строго параллельно неразмеченным сторонам листа. После этого, следуя нанесенной разметке, на картонном листе делаются надрезы с учетом необходимой глубины на двух противоположных сторонах. Берется пряжа, из которой и будет составлять основу.
Детали и их размеры для создания рамы для ткацкого станка из пластиковых труб
Вместо пряжи можно использовать декоративную ленту или обыкновенную нить. Далее пряжа аккуратно вставляется в надрез картонного листа, а небольшой ее отрезок (2 см) остается на изнаночной стороне импровизированной картонной вилки.
Далее пряжа аккуратно вставляется в надрез картонного листа, а небольшой ее отрезок (2 см) остается на изнаночной стороне импровизированной картонной вилки.
Следует учесть, что продевать пряжу сквозь надрезы необходимо «змейкой», то есть с одной стороны вилки нужно обвязывать полученные вырезы. С противоположной стороны также нужно создать линии из нитей.
Эта сторона впоследствии будет считаться лицевой. На ней располагается изготавливаемое полотно. Следует помнить о том, что натяжку нитей следует выполнять без усилий, чтобы картонная станина не выгибалась. Для удобства рабочая нить может быть вдета толстую иглу с широким ушком. Нужное количество нитей рассчитывается таким образом, крайние были кромочными и переходили из одного ряда в другой.
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
Открытое занятие: «Ткацкий станок, устройство и принцип работы».

Задачи:
– Познакомить с историей ткачества и с устройством ткацкого станка.
– Дать первоначальные навыки работы на ткацком станке.
– Воспитывать и прививать любовь к истории, культуре своей малой родины.
Используемые приемы:
-индивидуальный — во время практической работы;
-групповой
Оборудование : мастерская оформлена в праздничном виде: половики, одежда, полотенца, скатерть, предметы старины; ткацкие станки.
Ход занятия:
Ι. Организационный момент.
(Дети сидят за столом. Дверь тихонько отворилась, в кабинет входит педагог в русском народном костюме).
II. Вводная часть.
– Здравствуйте, ребята! Посмотрите сегодня в нашей горнице кругом,
Лавки, крытые ковром,
Полотенца все в узорах,
Скатерть на столе дубовом,
Ну и я в наряде новом!
Так наряжались и украшали дом в старину люди.
Посмотрите на эти изделия, которыми украшена наша мастерская, что вы можете про них сказать? (ответ детей: все вещи изготовлены своими руками, сотканы на станках).
Правильно, все эти вещи ткали на станках.
– Я сейчас вам продемонстрирую фотографии, где показан народный быт нашего севера, а вы определите какие вещи сотканы на станке.(дети отвечают)
III. Сообщение новой темы.
И тема нашего занятия – «Ткацкий станок, устройство и принцип его работы».
Ткачество – это древнейшее ремесло, история которого начинается с периода первобытнообщинного строя и сопровождает человечество на всех этапах развития. Предшествовало ткачеству плетение, где люди использовали траву, полоски кожи и жилы животных. Первичной целью человека было защитить тело от воздействия окружающей среды.
– Шли годы, десятилетия, века и ткачество развивалось и совершенствовалось.
– Согласно историческим данным за 5-6 тысяч лет до н.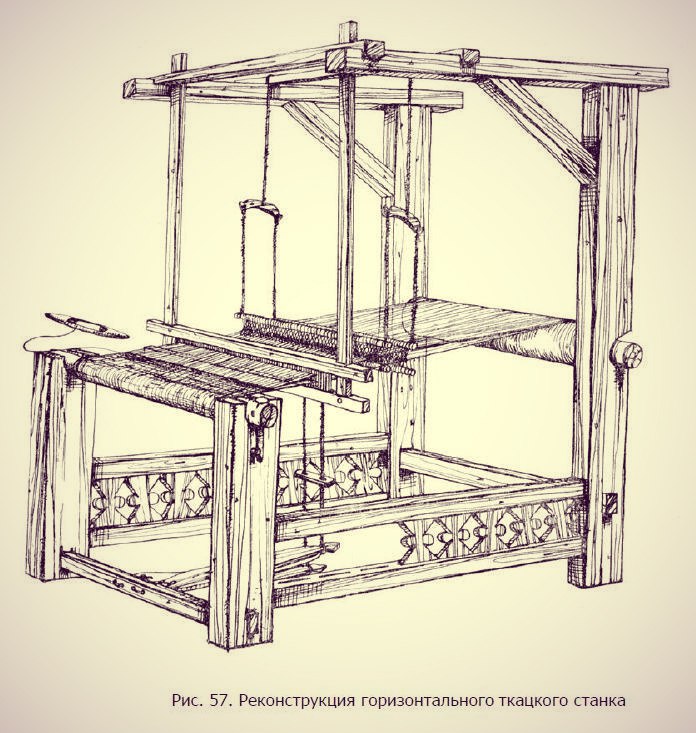 э. появились первые ткацкие станки. Эти простые, основные орудия труда ткача, облегчили и разнообразили его труд. Ткачество уже рассматривается как промысел и как творчество. У многих народов ткачество – это основа национальной культуры.
э. появились первые ткацкие станки. Эти простые, основные орудия труда ткача, облегчили и разнообразили его труд. Ткачество уже рассматривается как промысел и как творчество. У многих народов ткачество – это основа национальной культуры.
– С древних времен на Руси существовало традиционное, домашнее ткачество, которое играло важную роль в жизни крестьян. Каждая женщина в доме с малых лет умела ткать одежду, пояса, ленты, полотенца, скатерти, покрывала, занавески, половики и многое другое. Как сырье использовали лен, коноплю, шерсть (козью или овечью). Для начала сырье выращивали, обрабатывали, отбеливали, красили и пряли. И только после этого приступали к трудоемкому и требующему внимание процессу ткачества.
– В 13 в. новое и главное достижение человечества – механический ткацкий станок. Следующий шаг развития – это автоматизация и в 18 в. станки начинают ткать с помощью двигателя. Появляются фабрики и заводы. Домотканые полотна начинают вытеснять фабричные ткани. Ткачество уходит в прошлое, а ему на смену приходит ткацкое производство.
– Но традиции домашнего ткачества передавались из поколения в поколение и сохранились до наших дней.
Вот и у нас в мастерской стоят 6 ткацких станков, подойдем к одному из них поближе
и начнем знакомство с устройством ткацкого станка:
(Педагог показывает каждую деталь и объясняет для чего она предназначена.
IV. Практическая часть.
А) Повторение ТБ
Ребята, сейчас мы приступим к практической части. Но прежде чем начать работать, повторим технику безопасности с ножницами. (дети отвечают)
Б) Показ процесса тканья половика педагогом с комментированием:
– Как правило, не существовало какого-то смысла в рисунках и орнаментах дорожек как это свойственно другим техникам народного рукоделия. Декоративный эффект достигался за счет разного цвета нитей, больше всего встречаются половики без какого-либо ритмического рисунка. В смене цвета нити не существовало никакой системы, половики напоминали живописное поле и всегда превосходно украшали интерьер.
В) Упражнения детей в ткачестве:
Одни дети начинают ткать половик, другие – наблюдают, затем меняются местами.
V. Подведение итогов и оценка выполненной работы.
К окончанию занятия были рассмотрены фрагменты половика, который ткали дети.
Педагог задает вопросы:
-Посмотрите, ровные ли края.
-Правильно ли подобран цвет. (дети отвечают).
Итог:
Ребята, созданный вами на ручном ткацком станке половик будет не просто работой, в которую вы вложили свою душу, но и станет отличным украшением вашего дома или подарком, например, на день рождения. До свидания.
Просмотр содержимого документа
«Открытое занятие: «Ткацкий станок, устройство и принцип работы».»
Тема: «Ткацкий станок, устройство и принцип работы».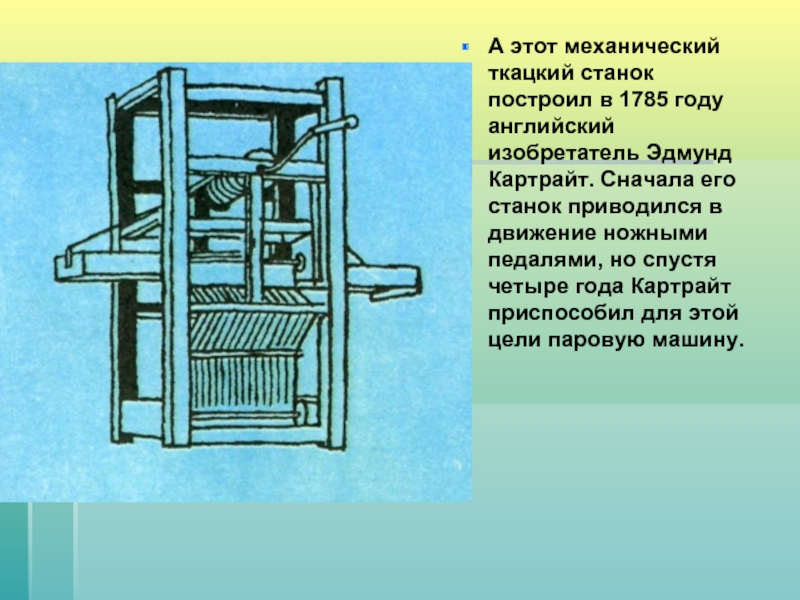
Открытое занятие: «Ткацкий станок, устройство и принцип работы».
Объединение: ” Северные ткачи”.
Педагог ДО: Вершинина Валентина Павловна.
Дата проведения: ноябрь 2018г.
База проведения: Муниципальное бюджетное общеобразоватальное учреждение “Урдомская средняя школа” структурное подразделение ” Центр дополнительного образования детей”.
Количество детей: 6ч.- 4-5 класс.
Цель: Приобщение обучающих к одному из древнейших видов народного творчества.
Задачи:
– Познакомить с историей ткачества и с устройством ткацкого станка.
– Дать первоначальные навыки работы на ткацком станке.
– Воспитывать и прививать любовь к истории, культуре своей малой родины.
Используемые приемы:
-индивидуальный — во время практической работы;
-групповой
Оборудование : мастерская оформлена в праздничном виде: половики, одежда, полотенца, скатерть, предметы старины; ткацкие станки.
Ход занятия:
Ι. Организационный момент.
(Дети сидят за столом. Дверь тихонько отворилась, в кабинет входит педагог в русском народном костюме).
II. Вводная часть.
– Здравствуйте, ребята! Посмотрите сегодня в нашей горнице кругом,
Лавки, крытые ковром,
Полотенца все в узорах,
Скатерть на столе дубовом,
Ну и я в наряде новом!
Так наряжались и украшали дом в старину люди.
Посмотрите на эти изделия, которыми украшена наша мастерская, что вы можете про них сказать? (ответ детей: все вещи изготовлены своими руками, сотканы на станках).
Правильно, все эти вещи ткали на станках.
– Я сейчас вам продемонстрирую фотографии, где показан народный быт нашего севера, а вы определите какие вещи сотканы на станке.(дети отвечают)
III. Сообщение новой темы.
И тема нашего занятия – «Ткацкий станок, устройство и принцип его работы».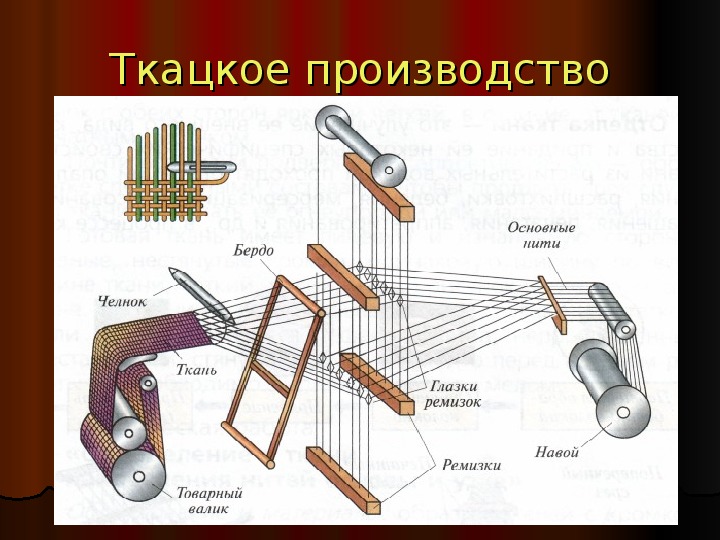
Ткачество – это древнейшее ремесло, история которого начинается с периода первобытнообщинного строя и сопровождает человечество на всех этапах развития. Предшествовало ткачеству плетение, где люди использовали траву, полоски кожи и жилы животных. Первичной целью человека было защитить тело от воздействия окружающей среды.
– Шли годы, десятилетия, века и ткачество развивалось и совершенствовалось.
– Согласно историческим данным за 5-6 тысяч лет до н.э. появились первые ткацкие станки. Эти простые, основные орудия труда ткача, облегчили и разнообразили его труд. Ткачество уже рассматривается как промысел и как творчество. У многих народов ткачество – это основа национальной культуры.
– С древних времен на Руси существовало традиционное, домашнее ткачество, которое играло важную роль в жизни крестьян. Каждая женщина в доме с малых лет умела ткать одежду, пояса, ленты, полотенца, скатерти, покрывала, занавески, половики и многое другое. Как сырье использовали лен, коноплю, шерсть (козью или овечью). Для начала сырье выращивали, обрабатывали, отбеливали, красили и пряли. И только после этого приступали к трудоемкому и требующему внимание процессу ткачества.
Для начала сырье выращивали, обрабатывали, отбеливали, красили и пряли. И только после этого приступали к трудоемкому и требующему внимание процессу ткачества.
– В 13 в. новое и главное достижение человечества – механический ткацкий станок. Следующий шаг развития – это автоматизация и в 18 в. станки начинают ткать с помощью двигателя. Появляются фабрики и заводы. Домотканые полотна начинают вытеснять фабричные ткани. Ткачество уходит в прошлое, а ему на смену приходит ткацкое производство.
– Но традиции домашнего ткачества передавались из поколения в поколение и сохранились до наших дней.
Вот и у нас в мастерской стоят 6 ткацких станков, подойдем к одному из них поближе
и начнем знакомство с устройством ткацкого станка:
(Педагог показывает каждую деталь и объясняет для чего она предназначена.
IV. Практическая часть.
А) Повторение ТБ
Ребята, сейчас мы приступим к практической части. Но прежде чем начать работать, повторим технику безопасности с ножницами.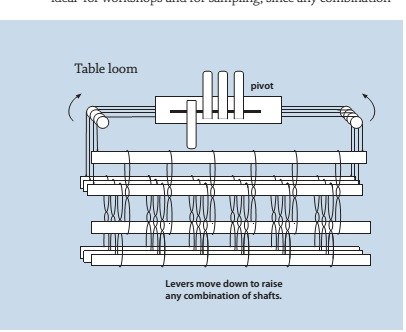 (дети отвечают)
(дети отвечают)
Б) Показ процесса тканья половика педагогом с комментированием:
– Как правило, не существовало какого-то смысла в рисунках и орнаментах дорожек как это свойственно другим техникам народного рукоделия. Декоративный эффект достигался за счет разного цвета нитей, больше всего встречаются половики без какого-либо ритмического рисунка. В смене цвета нити не существовало никакой системы, половики напоминали живописное поле и всегда превосходно украшали интерьер.
В) Упражнения детей в ткачестве:
Одни дети начинают ткать половик, другие – наблюдают, затем меняются местами.
V. Подведение итогов и оценка выполненной работы.
К окончанию занятия были рассмотрены фрагменты половика, который ткали дети.
Педагог задает вопросы:
-Посмотрите, ровные ли края.
-Правильно ли подобран цвет. (дети отвечают).
Итог:
Ребята, созданный вами на ручном ткацком станке половик будет не просто работой, в которую вы вложили свою душу, но и станет отличным украшением вашего дома или подарком, например, на день рождения. До свидания.
До свидания.
Ткацкие станки – Статьи по бытовой швейной технике: – Статьи | ТекстильТорг
Простейший ткацкий станок – одно из древнейших изобретений человечества. Станки приняли на себя роль символа экономического и технического развития, предоставив нам возможность получать добротные ткани и носить красивые наряды. Современные потомки неказистых и тяжелых деревянных конструкций «трудятся» быстрее, выглядят элегантнее и работают с любой пряжей.
На сайте магазина “ТекстильТорг” можно купить ткацкие станки различных модификаций и лучших торговых марок. Susanna, Ideal (Emilia) 35 cm, Julia, Bandloom – это самые популярные бренды ручных ткацких станков, признанные многими умельцами. К сожалению, отзывы о них немногочисленны, по сравнению с отзывами о швейных машинах, но если постараться, то на некоторых форумах, посвященных рукоделию, можно отыскать интересную информацию об их достоинствах и недостатках. Полезные сведения можно почерпнуть и в пособиях по истории.
Полезные сведения можно почерпнуть и в пособиях по истории.
Удивительно, но в век высоких технологий человек не потерял желание создавать что-то своими руками. Ткацкие станки востребованы и для ручного производства. Учитывая, что стоимость изделий, выполненных вручную довольно высока, то и цена на ткацкий станок себя оправдывает.
1. Виды и принцип работы ткацких станков
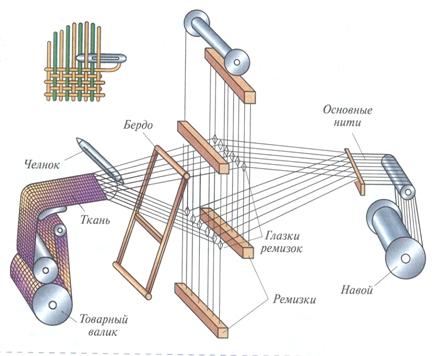
Мы решили восполнить часть пробелов в знаниях, и предоставить нашим клиентам несколько важных сведений о ткацком станке для ручного ткачества. Очевидно, что это механизм, предназначенный для создания текстильных тканей из нитей и главный инструмент ткача. Он состоит из челнока, ремизки, навоя, берда и валика. Для работы используется два вида нитей: уточная и основа. Основа наматывается на навой, затем сматывается, огибая валик, задающий направление, и поступает в отверстия ламелей и галев ремизика, перемещаясь вверх, к зеву станка. В зеве уточная нить переплетается с основой, превращаясь в готовое полотно.
Станки бывают:
- ручные;
- механические;
- автоматические;
- челночные и бесчелночные;
- однозевные и многозевные;
- плоские и круглые.
Различают их и по типам вырабатываемой ткани, разделяя на вырабатывающие шерстяные и шелковые, хлопчатобумажные и стеклянные, железные и остальные.
Модели ткацких станков интернет-магазина ТекстильТорг
В нашем магазине представлено много моделей домашних ткацких станков. И прямо сейчас мы с некоторыми из них и познакомимся.
- Ткацкий станок Bandloom – недорогая модель для производства лент, тесьмы, поясов. Он интересен любителям скандинавских мотивов в тесьме и поясах. Легкий и эргономичный, он не займет много места в вашем доме.
- Ткацкий станок Emilia (35 см) настольного типа. Предназначен для создания шарфов, салфеток, мягких ковриков, половиков. Модель оснащается педалями, что очень удобно для людей с ограниченными возможностями.
- Ткацкий станок Julia обладает широкими возможностями и позволяет ткать материалы различной фактуры. С ним вы порадуете себя и своих друзей эксклюзивными платьями, красочными гобеленами, модными сумками и шарфами.
- Ткацкий станок Susanna относится к напольному типу, выполнен из березы. Оснащен бердом, а обратная сторона может быть использована в качестве сновальной рамы.
 Модель оснащается педалями, что очень удобно для людей с ограниченными возможностями.
Модель оснащается педалями, что очень удобно для людей с ограниченными возможностями.Ко всем нашим моделям прилагаются инструкции на русском языке. Учтите, что цена на ткацкий станок указана на день покупки.
Для тех, кто любит не только ткать, но и заниматься столярным делом, предлагаем смастерить станок самостоятельно.
2. Деревянный ткацкий станок: делаем сами
Для наглядности производимых действий мы подготовили пошаговое описание.
Изготовьте две боковые стенки станка и соедините их планкой.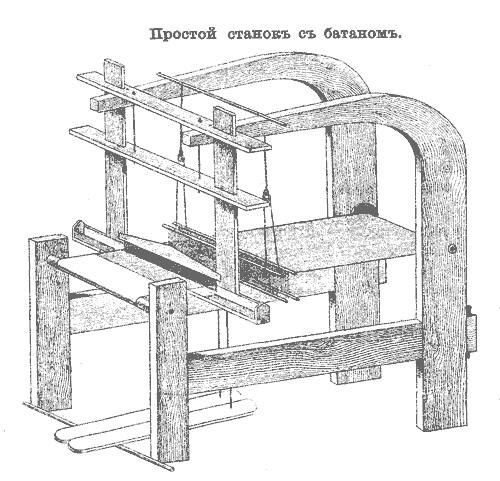 Прикрепите гребень 30х15 и расположите на гребне зубья длиной 10 см и шириной 0,5 см. Расстояние между зубьями должно быть равно 0,5 см, всего вам понадобится 30 штук. На верхний конец каждого зуба набейте гвоздики длиной 2 см. Вбивайте их до половины длины. Такие же гвоздики набиваем на переднюю стенку гребня, отступая от верхушек по 12 см. Приделайте дно для устойчивости станка.
Прикрепите гребень 30х15 и расположите на гребне зубья длиной 10 см и шириной 0,5 см. Расстояние между зубьями должно быть равно 0,5 см, всего вам понадобится 30 штук. На верхний конец каждого зуба набейте гвоздики длиной 2 см. Вбивайте их до половины длины. Такие же гвоздики набиваем на переднюю стенку гребня, отступая от верхушек по 12 см. Приделайте дно для устойчивости станка.
В готовый вал станка набиваем гвоздики, располагая их на расстоянии 0,5 см друг от друга. Всего у вас должно получиться 60 гвоздиков. Шляпки гвоздиков должны выступать на 3 мм над валом. Затем делаем из двух толстых гвоздей ось вала. Для исключения вращения цилиндра во время тканья, рядом с отверстием для его оси высверлите еще одно отверстие, в которое войдет винт с барашковой гайкой. Он необходим для закрепления вала. Последняя деталь – планка длиной в 30 см с 30 набитыми на нее гвоздиками на расстоянии 0.1 см друг от друга.
Теперь можно приступать к ткачеству.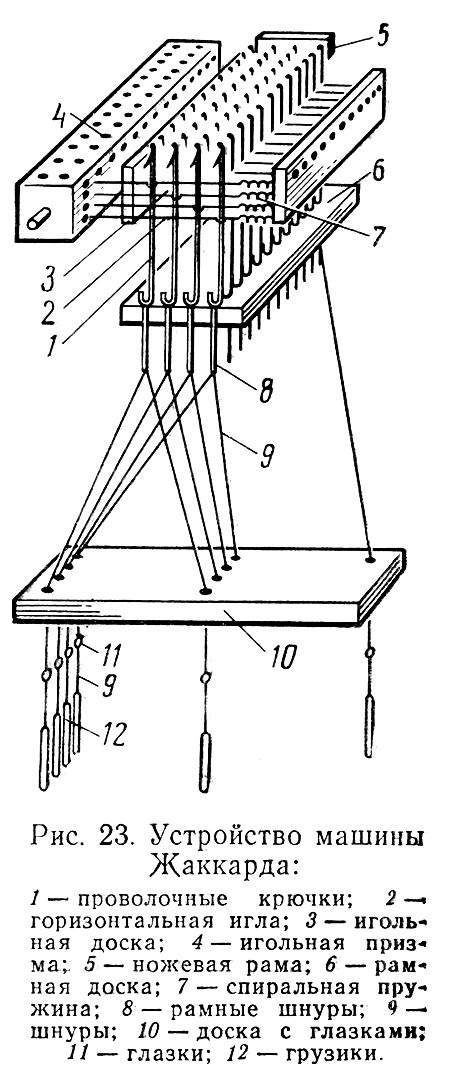 Нарежьте бумажные или шерстяные нити по размерам станка. Привяжите их концы к головкам гвоздиков на валу. У вас должно получиться 60 нитей. Все нечетные нити (30 штук) натяните и обмотайте по два раза вокруг гвоздиков на гребне. Затем потяните нить к нижнему гвоздику и также дважды оберните вокруг него. Оставшиеся четные нити обматывайте гвоздике, расположенные на планке. Начните вращать планку, чтобы нити наматывались на нее. Проследите, чтобы каждая нить наматывалась возле гвоздика, к которому она была привязана изначально.
Нарежьте бумажные или шерстяные нити по размерам станка. Привяжите их концы к головкам гвоздиков на валу. У вас должно получиться 60 нитей. Все нечетные нити (30 штук) натяните и обмотайте по два раза вокруг гвоздиков на гребне. Затем потяните нить к нижнему гвоздику и также дважды оберните вокруг него. Оставшиеся четные нити обматывайте гвоздике, расположенные на планке. Начните вращать планку, чтобы нити наматывались на нее. Проследите, чтобы каждая нить наматывалась возле гвоздика, к которому она была привязана изначально.
Из дощечки изготовьте челнок, вырезав в нем отверстие для катушки. Рядом с отверстием выдолбите два гнезда для оси катушки. Закройте выдолбленные гвозди жестяными пластинами, чтобы катушка не выпадала. Размер катушки 6х9 см. Если катушка выполнена из дерева, вбейте в ее концы гвоздики без шляпки, они послужат для нее осью. Лучше, если она будет изготовлена из металла: она уже имеет свою ось и на нее наматывается больше нитей. Челнок должен быть абсолютно гладким, зачистите его рашпилем и отшлифуйте мелкой наждачкой. Это необходимо, чтобы челнок не цеплял нитки основы.
Это необходимо, чтобы челнок не цеплял нитки основы.
По направлению к катушке высверлите в боку челнока отверстие, зачистите его. Намотайте на катушку нитку, протяните ее конец через боковое отверстие челнока и вставьте катушку.
3. Как ткать на ткацком станке?
Работу начинают с конца нити, выступающего из челнока. Ее надо привязать к первому гвоздику вала, с левой стороны. Правой рукой поднимаем планку с 30 нитями так, чтобы они расположились выше верхушек зубьев примерно на 10 см, левой рукой пропускаем челнок, опускаем планку вниз, на 10 см, челнок перебрасываем налево. Снова поднимаем планку, переводим челнок направо. Выткав примерно 25 см ткани, размотайте все тридцать ниток с зубьев гребня, опустите гайку винта и намотайте на вал полученную ткань. Закрепите цилиндр обратно, натяните основу и продолжайте ткать, повторяя предыдущее действие через каждые 25 см.
Возможно, не все получится сразу, но потренировавшись, вы быстро освоите профессию домашнего ткача.
Если кому-то из вас все эти манипуляции с обустройством собственного станка показались слишком сложными, мы искренне советуем вам купить ткацкие станки в ТекстильТорге и насладиться творчеством без лишних усилий.
Челночные станки. Общее устройство и принцип работы
Челнок обыкновенного ткацкого станка представляет собой обтекаемой формы тело с полостью для уточной паковки (рис. 1.27). Устройство челнока определяется видом паковки с уточной пряжей, способом смены паковки, характером перемещения челнока в зеве и видом перерабатываемой нити. Уточная паковка может быть в форме початка, намотанного на прядильной или на уточно-мотальной машине. Челнок имеет продольный сквозной вырез для шпули, шпуледержатель 3, заводной аппарат 2, металлические конусы – мыски 1, которые жестко закреплены в теле челнока и воспринимают удар гонка боевого механизма. В передней стенке челнока сделана канавка для уточной нити, предохраняющая ее от повреждения, когда челнок движется в правой челночной коробке. Также в передней стенке челнока сделаны вырезы для прохода уточного щупа и нитеуловителя. Шпуля в челноке удерживается специальным стальным шпуледержателем 5. Для придания шпуле при смене надлежащего направления устанавливается специальная пластинка – шпулеспускатель 4. Заводной аппарат 2 служит для автоматической заводки в направляющие уточной нити с новой шпули. Для торможения нити с целью получения необходимого натяжения ее при сматывании со шпули к внутренней стенке челнока прикрепляют мех, щетину или плюш.
Также в передней стенке челнока сделаны вырезы для прохода уточного щупа и нитеуловителя. Шпуля в челноке удерживается специальным стальным шпуледержателем 5. Для придания шпуле при смене надлежащего направления устанавливается специальная пластинка – шпулеспускатель 4. Заводной аппарат 2 служит для автоматической заводки в направляющие уточной нити с новой шпули. Для торможения нити с целью получения необходимого натяжения ее при сматывании со шпули к внутренней стенке челнока прикрепляют мех, щетину или плюш.
Челнок работает в сложных динамических условиях, поэтому корпус его изготавливают из хорошо выдержанного дерева твердых пород и с двух или трех сторон оклеивают фиброй.
Рис. 1.25. Виды челноков
Боевые механизмы сообщают челноку необходимую скорость и направление движения через зев.
Боевые механизмы по способу передачи движения разделяются на кулачковые, кривошипные, пружинные и пневматические. Наиболее распространены кулачковые механизмы, в которых кулачок используется и как ведущий орган, и как ведомый.
Наиболее распространены кулачковые механизмы, в которых кулачок используется и как ведущий орган, и как ведомый.
По расположению деталей на станке боевые механизмы разделяются на три вида: нижнего, среднего и верхнего боя. Широко используются механизмы среднего боя.
Боевые механизмы устанавливаются с обеих сторон ткацкого станка, так как бой происходит попеременно (то с одной, то с другой стороны станка), поэтому боевые кулачки повернуты на среднем валу один относительно другого на 180 градусов. Средний вал вращается с частотой в 2 раза меньшей, чем главный вал, поэтому за каждый полуоборот среднего вала происходит один удар и прокладывается одна уточная нить
При выработке тканей на станках с многочелночными механизмами часто необходимо производить бой не поочередно с каждой стороны, а в более сложной последовательности. По очередности боя боевые механизмы разделяются на механизмы последовательного и произвольного боя.
На рис. 1.28 приведена схема боевого механизма среднего последовательного боя автоматического ткацкого станка. На среднем валу 1 станка закреплен боевой кулачок 2, который своим мыском 3 действует на боевой каточек 4. Через боевой каточек поворачивается на некоторый угол веретено 6 с укрепленным на нем рычагом (стременем) 5. Проушина рычага через короткий хомутик 21, брусок 20, длинный хомутик 11 отклоняет погонялку 9 на некоторый угол и через гонок 8 сообщает движение челноку 7. Стрелка 10 препятствует перемещению хомутика вверх. Для обеспечения правильного полета челнока верхний конец погонялки вставлен в прорезь башмака 12, профиль нижней части которого представляет дугу, описанную радиусом, равным расстоянию от центра выреза гонка до плоскости кронштейна 17, укрепленного на подбатанном валу 18. Во время работы станка башмак свободно катится по кронштейну. Язычок 14 и погонялка прижимаются к ролику 13 ремнем 15, нижний конец которого соединен с отжимным блочком 16.
1.28 приведена схема боевого механизма среднего последовательного боя автоматического ткацкого станка. На среднем валу 1 станка закреплен боевой кулачок 2, который своим мыском 3 действует на боевой каточек 4. Через боевой каточек поворачивается на некоторый угол веретено 6 с укрепленным на нем рычагом (стременем) 5. Проушина рычага через короткий хомутик 21, брусок 20, длинный хомутик 11 отклоняет погонялку 9 на некоторый угол и через гонок 8 сообщает движение челноку 7. Стрелка 10 препятствует перемещению хомутика вверх. Для обеспечения правильного полета челнока верхний конец погонялки вставлен в прорезь башмака 12, профиль нижней части которого представляет дугу, описанную радиусом, равным расстоянию от центра выреза гонка до плоскости кронштейна 17, укрепленного на подбатанном валу 18. Во время работы станка башмак свободно катится по кронштейну. Язычок 14 и погонялка прижимаются к ролику 13 ремнем 15, нижний конец которого соединен с отжимным блочком 16. На этот блочек действует спиральная пружина, возвращающая погонялку в исходное положение. Башмак имеет продольный вырез, в который входит прилив 19 кронштейна 17, вследствие чего устраняется боковое смещение башмака и погонялки.
На этот блочек действует спиральная пружина, возвращающая погонялку в исходное положение. Башмак имеет продольный вырез, в который входит прилив 19 кронштейна 17, вследствие чего устраняется боковое смещение башмака и погонялки.
Рис. 1.28. Схемы боевого механизма (а) и боевого кулачка (б) челночного ткацкого станка
При наладке боевого механизма необходимо правильно устанавливать силу боя. Силой боя называют путь, проходимый челноком в период разгона. На практике сила боя определяется также величиной размаха погонялки в период разгона челнока или расстоянием, на которое перемещается гонок в период разгона. Размах погонялки и величина перемещения гонка регулируются перестановкой стремени 5. При увеличении длины стремени размах погонялки увеличивается. Кроме этого, на размах погонялки влияют длина хомутика 21, изменяющая зазор между хомутиком и погонялкой и положение стрелки 10, изменяющей плечо l2.
Машиностроительные заводы выпускают ткацкие станки с автоматической сменой шпуль, одно- и двухчелночные, с заправочной шириной 120; 140 и 160 см. Станки могут быть одно- и двухнавойными, иметь эксцентриковый, кареточный зевообразовательный механизм или жаккардовую машину. По конструкции и принципу работы эти станки примерно одинаковы и различаются лишь шириной и количеством челноков.
На рис. (1.29,а) приведена принципиальная технологическая схема выработки ткани на челночных станках. Навой 1 со шлихтованной основой помещается позади ткацкого станка. Сматываясь с навоя, основа огибает валик 2, который называется задним скалом, и затем идет к ценам 3. На каждую нить основы между ценами надета одна из ламелей 4 основонаблюдателя. Едва только оборвется какая-либо основная нить, надетая, на нее ламель падает, и это вызывает останов станка. По опустившейся ламели видно, какая нить оборвалась. От цен одна часть основных нитей направляется в глазки ремизки 5, а другая часть — в глазки ремизки 7. Ремизки 5 и 7 попеременно перемещаются (одна вверх, а другая вниз и обратно), при каждом перемещении раздвигая нити основы и таким образом образуя зев.
Ремизки 5 и 7 попеременно перемещаются (одна вверх, а другая вниз и обратно), при каждом перемещении раздвигая нити основы и таким образом образуя зев.
Рис. 1.29. Образование ткани:
а — схема челночного ткацкого станка; б, в, г, д — последовательность положения основных рабочих органов при образовании ткани
Выйдя из глазков ремизок, основные нити проходят между зубьями берда 8 и сходятся вместе у опушки ткани 10, где они переплетаются с уточными нитями. В дальнейшем движении образованная ткань огибает грудницу 11, вальян 13, снова поднимается вверх, и, обогнув направляющий валик 14, направляется на товарный валик 12.
Вальян 13 получает вращение от особого товарного регулятора. Это вращение передается товарному валику 12 и вызывает навивание на него вырабатываемой ткани. При навивании ткани основа натягивается, заставляя навой поворачиваться для разматывания основных нитей.
Ткань образуется следующим образом. Как только ремизки переместятся и образуют зев, в этот зев пролетает ткацкий челнок 9, выбиваемый из челночной коробки боевым механизмом (рис. 1.29,6). При своем полете челнок скользит по полированной планке — склизу, закрепленному на брусе 15 батана 16, непосредственно над которым находятся нити нижней части зева. Конец нити, выходящей из челнока, задерживается кромкой ткани, поэтому нить сматывается с початка во время полета челнока. Челнок, пролетев через зев, попадает в челночную коробку с другой стороны станка и затормаживается в ней. Уточная пить, оставшаяся в зеве, прибивается к опушке ткани с помощью берда 8 (рис. 1.29,в,г), укрепленного в брусе 15 батана 16. Батан через поводок 19 соединяется с коленчатым валом 20, который непрерывно вращается через передачу от электродвигателя и качает батан, имеющий шарнирное соединение 23 в нижней части. Как только челнок пролетит через зев, ремизки 5 и 7 меняются своими местами: верхние основные нити становятся нижними, а нижние — верхними, образуя новый зев, и уточная нить оказывается переплетенной между основными.
Прибив бердом уточную нить к опушке ткани, батан быстро отходит назад, и челнок снова пролетает в образовавшийся зев, прокладывая новую уточину (рис. 1.29,д). Эту уточину батан опять прибивает бердом к опушке ткани, ремизки снова перемещаются, а основные нити переплетаются с новой уточиной.
Так продолжается нарабатывание ткани за счет прокладывания нитей утка и переплетения их с нитями основы. Коленчатый вал 20 делает 220 и более оборотов в минуту. За каждый оборот прокладывается и зарабатывается в ткань одна уточина.
Из описания процесса образования ткани следует, что нитям основы и утка необходимо сообщать движения в двух направлениях: вдоль нитей и перпендикулярно им. Эти движения передаются нитям механизмами ткацкого станка. Движение основы в направлении, перпендикулярном оси нитей, для образования зева и переплетения основными нитями уже прокинутой уточины осуществляет зевообразовательный механизм. Движение уточины в продольном направлении (прокидывание) происходит во время пролета челнока через образовавшийся зев в результате воздействия на челнок боевого механизма. Движение уточины перпендикулярно ее оси для прибивания ее к опушке ткани осуществляет механизм батана. Движение основы в продольном направлении, наматывание наработанной ткани и обеспечение натяжения основных нитей осуществляют механизмы товарного регулятора и основного регулятора (или основного тормоза).
Движение уточины перпендикулярно ее оси для прибивания ее к опушке ткани осуществляет механизм батана. Движение основы в продольном направлении, наматывание наработанной ткани и обеспечение натяжения основных нитей осуществляют механизмы товарного регулятора и основного регулятора (или основного тормоза).
Все названные механизмы принимают непосредственное участие в формировании ткани на станке и относятся к числу основных механизмов.
От длины ткани, наматываемой на товарный валик при прибое к опушке ткани одной уточины, зависит плотность ткани по утку, а от отпуска основы основным регулятором — величина ее натяжения. Плотность ткани по основе зависит от частоты зубьев берда и числа нитей основы, пробранных между двумя зубьями.
Кроме основных механизмов, ткацкий станок имеет целый ряд вспомогательных и предохранительных механизмов, улучшающих работу станка, облегчающих его обслуживание, способствующих выработке ткани высокого качества.
Вспомогательные механизмы предназначены для изменения направления движения основы, поддержания основы и ткани между ткацким навоем и товарным вальяном.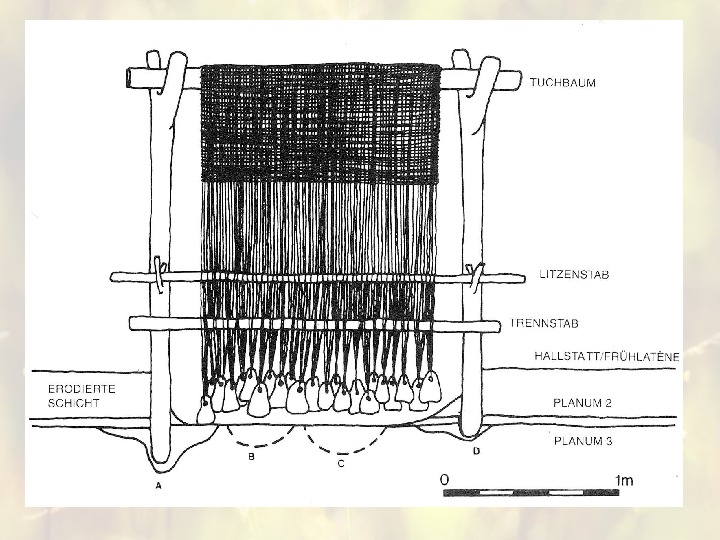 К ним относятся: скало, ценовые палочки, шпарутки и грудница.
К ним относятся: скало, ценовые палочки, шпарутки и грудница.
Скало 2 (рис. 1.29,а) (валик с шипами) поддерживает основу и меняет направление ее движения с вертикального на горизонтальное.
Ценовые палочки 3 (прутки) разделяют нити основы на четные и нечетные. Их вставляют между нитями основы взамен ценовых шнурков при заправке станка в том случае, когда основа более плотная.
Шпарутки 24 не допускают усадки ткани по ширине под действием натяжения утка, возникающего при изгибе уточных нитей во время их прибоя бердом к опушке ткани.
Грудница 11 (металлический изогнутый брусок) изменяет направление ткани с горизонтального на вертикальное.
Кроме того, на автоматических ткацких станках имеются механизмы автоматической смены шпуль, обеспечивающие бесперебойное питание утком.
Предохранительные механизмы предупреждают выработку недоброкачественной ткани в случае обрыва нитей основы или утка, недолета или вылета челнока. К предохранительным механизмам относятся:
К предохранительным механизмам относятся:
– уточная вилочка, предупреждающая порок недосеки в случае обрыва уточной нити или полного схода ее с находящейся в челноке шпули;
– основонаблюдатель (ламельный прибор), останавливающий станок в случае обрыва нити основы и предотвращающий порок близну;
– замочный механизм, предупреждающий массовый обрыв нитей основы при недолете челнока в челночную коробку;
– предохранитель от вылета челнока, улавливающий челнок, вылетающий из зева;
– искатель опушки ткани, помогающий предупреждать возникновение пороков (забоин и недосек) при пуске станка после останова его по какой-то причине.
Без таких механизмов, как основонаблюдатель, уточная вилочка, автоматическая смена шпуль, один ткач не смог бы обслуживать больше одного-двух станков. С этими механизмами ткачи обслуживают десятки станков.
Образование тканых узоров. Для создания в ткани желаемого переплетения основы и утка необходимо так управлять образованием зева, чтобы каждый раз ремизки приподнимали те нити основы, которые должны перекрывать очередную прокидываемую челноком уточную нить.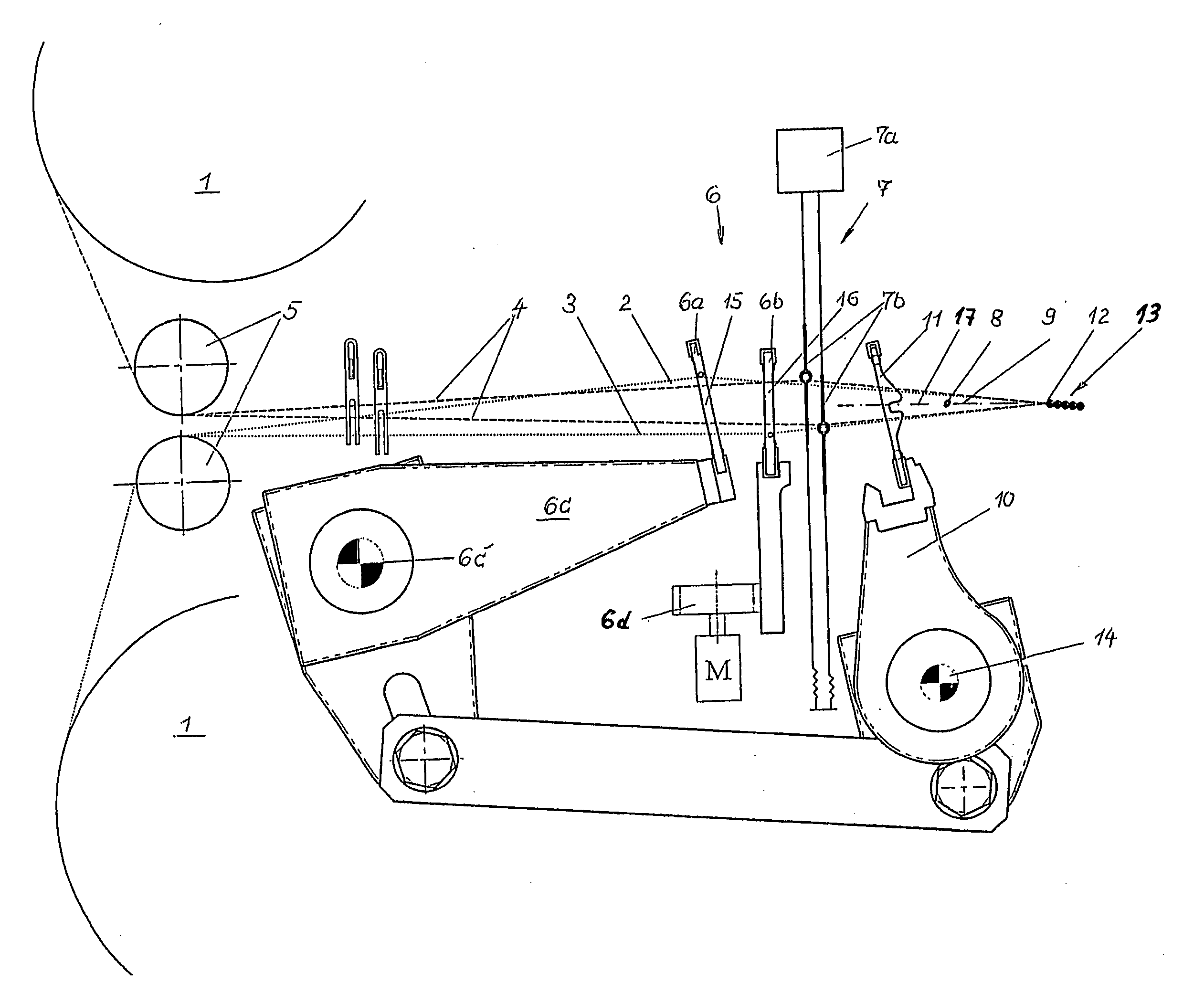 Для этого необходимо, чтобы число ремизок на станке было не меньше числа нитей в раппорте по основе. Для выработки простых переплетений с небольшим раппортом необходимое число ремизок невелико и для управления их движением применяют простейший эксцентриковый зевообразовательный механизм (рис. 1.29,а).
Для этого необходимо, чтобы число ремизок на станке было не меньше числа нитей в раппорте по основе. Для выработки простых переплетений с небольшим раппортом необходимое число ремизок невелико и для управления их движением применяют простейший эксцентриковый зевообразовательный механизм (рис. 1.29,а).
Подъемом и опусканием каждой пары ремизок в этом случае управляет пара эксцентриков 21, сидящих на общем для всех эксцентриков валу 22. Каждый эксцентрик действует на ролик особого рычага 17, который связан тягами 18 с соответствующей ремизкой. Ремизки попарно связаны ремешками 6.
Когда один эксцентрик, действуя на ролик, опустит свой проступной рычаг, то связанная с ним ремизка опустится, а другая поднимется. Второй эксцентрик при этом повернут так, что допускает это движение. Через пол-оборота вала 22 вступает в работу второй эксцентрик и т. д.
На рис. 1.29 показана схема станка, имеющего две ремизки, — значит, на нем можно вырабатывать ткани только полотняного переплетения. С увеличением числа нитей в раппорте ткани увеличивается число ремизок и число эксцентриков, необходимых для управления их движением. Зевообразовательный механизм с эксцентриками становится все более громоздким. Поэтому его не применяют при выработке тканей более сложных переплетений, когда необходимое число ремизок больше 6—8.
С увеличением числа нитей в раппорте ткани увеличивается число ремизок и число эксцентриков, необходимых для управления их движением. Зевообразовательный механизм с эксцентриками становится все более громоздким. Поэтому его не применяют при выработке тканей более сложных переплетений, когда необходимое число ремизок больше 6—8.
Для получения тканей с более сложными переплетениями применяют зевообразовательные механизмы другого типа – ремизоподъемные каретки и жаккардовые машины, в которых зев образуется специальными подъемными механизмами.
Ремизоподъемные каретки. На станках, снабженных кареточными зевообразовательными механизмами, порядок подъема и опускания ремизок обеспечивается призмой с картоном. Картон представляет собой набор карт-планок, соединенных колечками в бесконечное полотно. На карты набиты колышки в соответствии с рисунком переплетения. При повороте призмы на одну грань надетый на нее картон перемещается, вводя в действие новый элемент карты с колышками, которые, взаимодействуя с другими элементами механизма (крючками, ножами и др. ), управляют порядком чередования подъема и опускания ремизок. Изменяя расположение колышков, можно получать разнообразные переплетения. Число ремизок, а значит, и раппорт вырабатываемых тканей на ткацких станках с каретками может достигать 32, что позволяет вырабатывать на них ткани различных мелкоузорчатых и сложных переплетений.
), управляют порядком чередования подъема и опускания ремизок. Изменяя расположение колышков, можно получать разнообразные переплетения. Число ремизок, а значит, и раппорт вырабатываемых тканей на ткацких станках с каретками может достигать 32, что позволяет вырабатывать на них ткани различных мелкоузорчатых и сложных переплетений.
В хлопчатобумажной промышленности применяются челночные ткацкие станки АТ-100-5М, AT-100-6, АТ-120-6М, AT-140-5, AT-160-5, AT-175, AT-4-120-5, в шерстяной —AT-175-Ш5, АТ-4-175-Ш, АТ-2-175-Ш, АТ-2-200-Ш; в шелковой АТ-120-Шл-5М, АТ-160-Шл-5М, АТ-2-120-Шл-5М, АТ-2-160-Шл5; в льняной — АТ-60-Л5 для выработки полотенец, АТ-100-Л5И АТ-120-Л5 для выработки тканей из пряжи средней линейной плотности, AT-175-Л5 и АТ-225-Л5 для выработки льняных тканей, скатертей и покрывал, АТ-100-ЛБ для выработки брезентовых тканей из льняной и оческовой пряжи, АТ-120-ЛЗМ для выработки мешочных и паковочных тканей.
В настоящее время в текстильной промышленности практически все челночные ткацкие станки заменены на бесчелночные.
Лекция 10
Узнать еще:
Деталь ткацкого станка передающая удар боевого механизма челноку
Деталь ткацкого станка, передающая удар боевого механизма челноку для сообщения ему поступ. движения 5 букв
Четырех-с-половиной-литровые машины были предназначены для американских гонок и гонок вне трехлитрового лимита, действовавшего в зачетных гонках.
Но когда человек падает за борт, правила гонок отступают на второй план и ни один комитет гонок не сможет вас осудить за то, что вы спасаете чью-то жизнь.
Остается добавить, что на следующий день судьи сняли Леонарда Сеппала с гонок, для того, «чтобы поберечь лапы его собак для больших гонок на 133 мили, которые состоятся в следующем месяце».
Я представлял себе гонки, наподобие гонок класса 500 в Индианаполисе, происходящие в различных частях системы.
Три года спустя он уже участвовал в гонках на “мыльницах” [Самодельные машинки без мотора с корпусом из фанеры или пластика. Используются для гонок по участкам с небольшим уклоном.
В этих гонках между Доннером и Крахом давно шла борьба не на жизнь, а на смерть, до тех пор, пока два года назад, в период вспышки на Солнце, иммунная система у Доннера, как и у всех остальных участников гонок, совсем не спеклась — никудышный был год для подобного рода мероприятий.
Это была земля лошадей, земля ферм, земля каменоломен, но в первую очередь, и особенно в данное время года, это была земля НАСКАР.[2] Приближались большие гонки, и скоро этому относительно небольшому городку предстояло превратиться в самый многолюдный город Теннесси: ровно через неделю сюда съедутся триста пятьдесят тысяч граждан государства НАСКАР (кто-то предпочитает называть это государство империей пива «Будвайзер») на одну из первых пятисотмильных гонок нового сезона.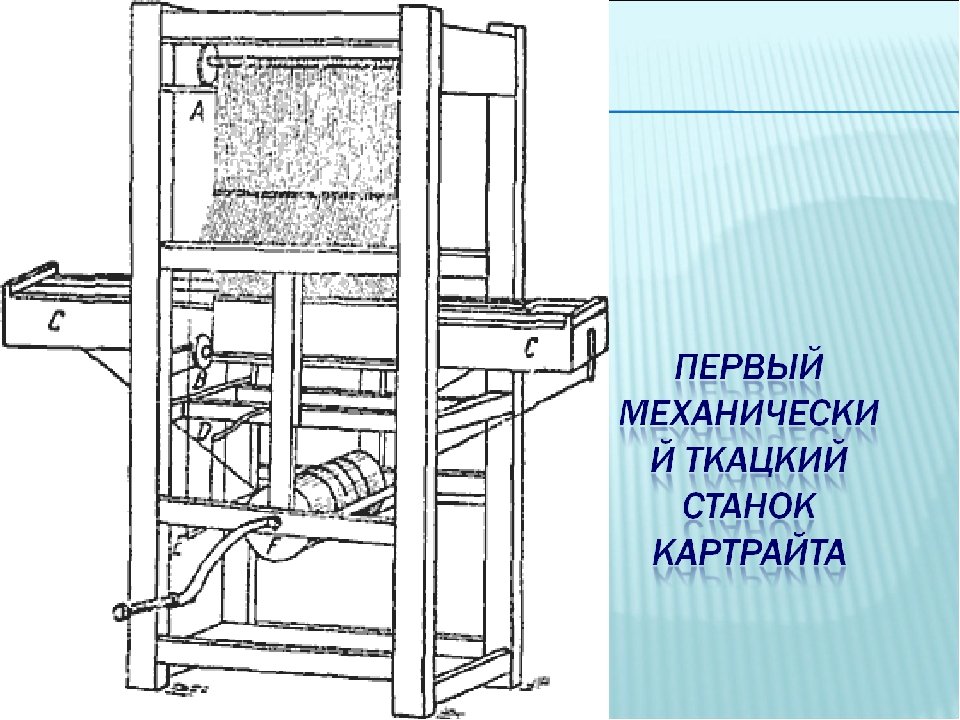
В самом Кулозере – да, приходилось бывать; ездил на прошлогодний Праздник Севера, смотрел гонки оленьих упряжек… Затащил Герка Коготков, любитель всяческого экстрима – от тех же лопарских оленьих гонок, до ралли на джипах по лесотундре и соревнований дельтапланеристов-самодельщиков.
В этих гонках между Доннером и Крахом давно шла борьба не на жизнь, а на смерть до тех пор, пока два года назад в период вспышки на Солнце иммунная система у Доннера, как и у всех остальных участников гонок, совсем не спеклась — никудышный был год для подобного рода мероприятий.
И на последних страницах – раздел спорта, где публиковали результаты гонок Формулы-1, первую шестерку финишировавших в каждой гонке.
Основные механизмы в любом типе ткацких станков могут быть классифицированы на первичные (отбрасывание, сбор и отбивание), вторичные и вспомогательные движения. Потеря открывает лист основы в слоях. Сбор приводит к тому, что груз, перевозящий челнок, перемещается от одного конца станка к другому. Ударное движение кладет уложенный ранее уток к падению ткани. Вторичное движение включает в себя движения подъема и выпуска. Вспомогательные движения состоят из останова основы, остановки утка и движений защитника основы.
Ударное движение кладет уложенный ранее уток к падению ткани. Вторичное движение включает в себя движения подъема и выпуска. Вспомогательные движения состоят из останова основы, остановки утка и движений защитника основы.
Ткацкий станок – это устройство, которое вызывает чередование двух наборов нитей, а именно нитей основы и утка, для формирования ткани. Самым первым ткацким станком в истории является ткацкий станок. Впоследствии был разработан ручной ткацкий станок, а затем ткацкий станок.
После появления ткацких станков произошел ряд событий. Самые первые разработанные ткацкие станки были неавтоматического типа. Эти ткацкие станки не имели ни устройства положительного спуска, ни механизма остановки деформации, ни механизма смены утка.Это требовало от ткача большого внимания.
Затем был разработан полуавтоматический ткацкий станок, который включал два из трех вышеупомянутых механизмов. Затем был разработан автоматический ткацкий станок, который имел все три основных механизма, а именно: устройство принудительного выпуска, механизм остановки деформации и механизм пополнения утка. В прошлом веке развивались бесшнуровые ткацкие механизмы.
В прошлом веке развивались бесшнуровые ткацкие механизмы.
Ткацкий станок – это устройство, которое вызывает чередование двух наборов нитей, а именно нитей основы и утка, для формирования ткани.
Основные механизмы в любом типе ткацких станков можно классифицировать следующим образом:
Первичные движения могут быть далее разделены на движения сброса, захвата и взбивания. Пролив открывает лист основы в слоях, чтобы облегчить проход челнока. Движение захвата приводит к перемещению утка, несущего челнок, с одного конца станка на другой.Ударное движение кладет уложенный ранее уток к падению ткани.
Вторичные движения состоят из движений подъема и отпускания. Движение при намотке помогает намотать ткань на валик, а также влияет на плотность захвата ткани. Движение освобождения помогает пропускать основу от луча ткача с одинаковой скоростью, поддерживая постоянное натяжение основы в течение всего процесса ткачества.
Вспомогательные движения состоят из движения остановки основы, движения остановки утка и движения защитного устройства. Движение остановки деформации используется для остановки ткацкого станка в случае поломки основы. Это необходимо для предотвращения дефектов ткани, таких как отсутствие концов и поплавки. Движение остановки утка используется для остановки ткацкого станка в случае истощения утка или поломки утка. Это необходимо для предотвращения утечки нитей утка в ткани. Защитник основы используется для предотвращения множественных разрывов нитей основы в случае захвата челнока в середине листа основы.
Движение остановки деформации используется для остановки ткацкого станка в случае поломки основы. Это необходимо для предотвращения дефектов ткани, таких как отсутствие концов и поплавки. Движение остановки утка используется для остановки ткацкого станка в случае истощения утка или поломки утка. Это необходимо для предотвращения утечки нитей утка в ткани. Защитник основы используется для предотвращения множественных разрывов нитей основы в случае захвата челнока в середине листа основы.
Ткацкие станки можно классифицировать следующим образом в зависимости от того, используют ли они челнок или нет, и метод, используемый для вставки уточной нити.
.
Power Loom | Факты, резюме, изобретатель, использование и улучшения с течением времениКлючевые факты и резюме
- Ткацкий станок представляет собой механизированное устройство, используемое для плетения одежды и гобеленов.
- Это было одним из ключевых событий в индустриализации колебания во время ранней промышленной революции.
- Первый ткацкий станок был спроектирован в 1784 году Эдмундом Картрайтом, но он был построен в 1785 году. Он продолжал совершенствоваться в течение следующих 47 лет, пока проект Кенворти и Буллоу не сделал работу полностью автоматической.
- К 1850 году в Англии действовало 260 000 ткацких станков. Пятьдесят лет спустя был изобретен ткацкий станок Northwrop, который пополнил шаттл, когда он был пуст. Это заменило Lancanshire ткацкий станок.
- Эдмунд Картрайт был вдохновлен на создание станка на хлопковых фабриках в Англии во время промышленной революции.
- Автоматический процесс ткачества значительно ускорил ткацкое производство, и, таким образом, текстильная промышленность получила огромную выгоду от изобретения ткацкого станка.
- Хотя Картрайт был известен прежде всего своим изобретением силового ткацкого станка, он также был уважаемым поэтом.
- Несмотря на то, что Картрайт изобрел силовой ткацкий станок, он не получил от него много денег, это в сочетании с разрушением его фабрики привело к его банкротству.


Пролог
Одним из наиболее значительных событий в мировой истории стала Промышленная революция. Это оказало большое влияние на то, что должно было стать современным миром. До нововведений промышленной революции большая часть производства зависела от воды, ветра и особенно энергии человека.До заводов были кустарные промыслы. Эти отрасли состояли из многих производителей, работающих на дому. Бизнес-операторы путешествовали по всему миру, чтобы покупать сырье и доставлять его людям, которые будут на них работать.
Затем они пришли и собрали готовую продукцию, чтобы продать или доставить ее на другой рынок. У людей, работающих здесь, было время и желание заработать дополнительный доход, особенно зимой, когда работы было мало.Одним из факторов, которые позволили провести промышленную революцию в Западной Европе, было присутствие этих деловых людей, которые могли расширить масштабы своей деятельности. Однако к середине 1700-х годов в Европе, особенно в Великобритании, разрабатывались новые методы производства.
Этот переход привел к фабричной системе, которая заключалась в создании заводов в централизованных местах, таких как промышленные города и поселки. Этот период инноваций продолжался в течение всего 19-го века и привел ко многим новым изобретениям теперь известных изобретателей.Промышленная революция привела ко многим изобретениям и большей автоматизации или механизации. Некоторые из значительных изобретений или инноваций включают в себя: ткацкий станок, хлопковый джин, паровой двигатель, телефон, лампочку, летающий челнок, автомобиль и многое другое!
Эдмунд Картрайт
Родился 24 апреля 1743 года в Ноттингемшире, Англия. Эдмунд Картрайт окончил Оксфордский университет. У него было четыре брата, которые были очень успешными. Один из них по имени Джон был морским офицером, который боролся за политические реформы, другой по имени Джордж был торговцем, который исследовал Ньюфаундленд и Лабрадор.
Его отцом был преподобный Э. Картрайт, и он пошел по его стопам. Сначала он стал священнослужителем, но вскоре стал известен как изобретатель. Можно с уверенностью предположить, что достижения его братьев, возможно, повлияли на него. Тем не менее, его амбиции возникнут только позже, когда он опоздал.
Сначала он стал священнослужителем, но вскоре стал известен как изобретатель. Можно с уверенностью предположить, что достижения его братьев, возможно, повлияли на него. Тем не менее, его амбиции возникнут только позже, когда он опоздал.
Power Loom
В свои 40 лет он начал экспериментировать со своими изобретениями. Вдохновленный хлопковыми прялками, изобретенными Ричардом Аркрайтом во время поездки в церковь, он вдруг захотел создать машину для ткачества.Однако у него не было никакого опыта в этой области. Многие люди были настроены скептически и считали его идеи чепухой. Увидев прядильные машины, Картрайт подумал, что может сделать нечто подобное для ткачества, изобретение, которое он позже назовет силовым ткацким станком. Он начал работать над проектами машины в 1784 году и полностью построил ее в 1785 году с помощью плотника. Хотя дизайн сначала был упрощенным, он стремился запатентовать еще один ткацкий станок, который послужил моделью для последующих изобретателей.
Он продолжал улучшать свой ткацкий станок, пока не разработал производительную машину. После создания завода в Донкастере он начал массовое производство машины. К сожалению, у Картрайта не было опыта или знаний в бизнесе и промышленности. Он так и не смог успешно продать свои ткацкие станки, но продолжал испытывать новые изобретения на своем заводе. В 1789 году он создал машину для расчесывания шерсти, но ткацкий станок все еще был у него на уме.
Он получил еще один патент на ткацкое изобретение в 1792 году.Чтобы ткацкий станок с механическим приводом стал коммерческим успехом, один человек должен был бы посещать одну машину, или каждая машина должна иметь большую производительность, чем та, которой управляют вручную. Старик по имени Зак Диджхофф помог ему в создании этого устройства.
В общем, ткацкие станки использовались для переплетения тканей для создания текстиля. Картрайт не сильно выиграл от своего изобретения силового ткацкого станка. Например, он сделал очень мало денег от своего изобретения. Тем не менее, стало очевидно, что ни один механизм, каким бы совершенным он ни был, не сможет добиться успеха, пока деформация будет продолжать измеряться, пока ткацкий станок неподвижен. Его планы определить их размеры во время работы ткацкого станка и до того, как его положили в ткацкий станок, провалились.
Тем не менее, стало очевидно, что ни один механизм, каким бы совершенным он ни был, не сможет добиться успеха, пока деформация будет продолжать измеряться, пока ткацкий станок неподвижен. Его планы определить их размеры во время работы ткацкого станка и до того, как его положили в ткацкий станок, провалились.
Картрайт обанкротился в 1793 году, заставив его закрыть свою фабрику. Хотя он продал около 400 своих станков манчестерской компании, он потерял остаток, когда сгорел завод.
Предполагается, что его рабочие сожгли фабрику, потому что они боялись, что их уволят с работы из-за новых ткацких станков.Однако их опасения подтвердились в ближайшем будущем. После банкротства и обнищания Картрайт переехал в Лондон в 1796 году и разработал паровой двигатель, в котором вместо воды использовался спирт. Он также изобрел машину для изготовления веревки и помог Роберту Фултону с его пароходами.
Улучшения в ткацком станке
Было очевидно, что ткацкий станок был его величайшим изобретением. Даже если он отказался от этого, многие изобретатели были очарованы его работой и стремились взять на себя задачу улучшения ткацкого станка.Первоначальные проблемы, с которыми столкнулся ткацкий станок, были решены в 1803 году Уильямом Рэдклиффом и его помощником Томасом Джонсоном с их изобретением устройства для выравнивания луча и шлихтовальной машины
Шотландский изобретатель Уильям Хоррокс, который был разработчиком жезла с переменной скоростью, и американский изобретатель Фрэнсис Кэбот Лоуэлл продолжают совершенствовать ткацкий станок. После 1820 года ткацкий станок широко использовался. После того, как он стал эффективным, женщины заменили большинство мужчин в качестве ткачей на текстильных фабриках.Даже если бы многие из изобретений Картрайта не увенчались успехом, он в конечном итоге был бы признан Палатой общин за национальные преимущества его ткацкого станка.
Законодатели наградили изобретателя призом в 10 000 британских фунтов за его вклад. В конце концов, несмотря на то, что мощь власти Картрайта была очень влиятельной, он мало что получил в качестве финансового вознаграждения за это. Картрайт умер в 1823 году, но за два года до этого он стал членом Королевского общества.
Последствия
Многие изобретения промышленной революции до сих пор используются и сегодня.Хотя они были улучшены или даже значительно изменены, их основа все еще была создана в течение этого периода времени.
Изобретение Эдмундом Картрайтом силового ткацкого станка не является исключением. Он сыграл ключевую роль в эволюции текстильного производства. Ткачество было последним шагом в текстильном производстве, чтобы стать механизированным. Основная трудность в этом процессе заключалась в том, чтобы имитировать координацию рук и глаз человека. Мощный ткацкий станок Картрайта, несмотря на недостатки, сумел это сделать и тем самым ускорил процесс производства.
В 1803 году во всей Британии насчитывалось около 2400 ткацких станков, но к 1833 году их было целых 100 000. Все текстильные фабрики в Британии использовали их, и поэтому текстильная промышленность получила огромную выгоду от ткацкого станка.
Согласно справочнику Лоуэллского национального исторического парка, Фрэнсис Кэбот Лоуэлл, богатый бостонский торговец, понял, что для того, чтобы Америка не отставала от текстильного производства Англии, где с начала 1800-х годов успешно эксплуатировались ткацкие станки, они будут нужно брать британские технологии.Он посетил английские текстильные фабрики и запомнил работу их ткацких станков, основанных на дизайне Картрайта. Когда Лоуэлл вернулся в Соединенные Штаты, он нанял механика по имени Пол Муди, чтобы помочь воссоздать то, что видел Лоуэлл. Они преуспели и продолжали улучшать ткацкие станки.
Библиография:
[1.] Беренд, Иван. «Экономическая история Европы XIX века: разнообразие и индустриализация». Издательство Кембриджского университета, 2013.
[2.] Хендриксон, Кеннет Э. и др. «Энциклопедия промышленной революции в мировой истории». Rowman & Littlefield, 2015.
[3.] Стрикленд, Мэри (1843). Воспоминания о жизни, трудах и изобретениях Эдмунда Картрайта, Д.Д. FRS, изобретатель Power Loom и т. Д. Лондон: Сондерс и Отли. Получено 21 апреля 2008 г.
[4.] Риелло, Джорджо. «Хлопок: ткань, которая сделала современный мир». Издательство Кембриджского университета, 2015.
[5.] Охота, Дэвид. «Картрайт, Эдмунд (1743–1823)».Оксфордский словарь национальной биографии (онлайн-ред.). Издательство Оксфордского университета.
[6.] Стрикленд (?), М. (1843). Воспоминания о жизни, трудах и изобретениях Эдмунда Картрайта, Д.Д. ФРС, изобретатель Power Loom и т. Д. Лондон: Сондерс и Отли.
Источник изображения:
[1.] https://upload.wikimedia.org/wikipedia/commons/c/c2/Edmund_Cartwright_2.jpg
[2.] https://www.historycrunch.com/uploads/4 /1/1/6/41169839/power-loom-industrial-revolution_orig.jpg
[3.] https://upload.wikimedia.org/wikipedia/commons/0/02/TM158_Strong_Calico_Loom_with_Planed_Framing_and_Catlow%27s_Patent_Dobby.png
[4].
[5] https://upload.wikimedia.org/wikipedia/commons/e/ea/Strickmaschine_im_Museum.JPG
челнок против ткацких станков – в чем разница?
Часто, когда вы читаете о джинсовой ткани самообслуживания, люди рассказывают о знаменитом «старинном челночном ткацком станке», но не так много информации о том, что отличает эти станки от более современных машин, которые используются для изготовления большинства из тканей, которые мы видим сегодня.
Быстрый поиск в Интернете приведет к большому количеству информации о различных станках, но многие из них становятся более техническими, чем хотелось бы знать обычному человеку, и вскоре это может быть ошеломляющим.В попытке упростить информацию и разобраться во всем этом, мы процарапываем поверхность, чтобы различить, как ткацкие станки и снаряды создают джинсовую ткань.
Джинсовая ткань Selvedge на пару Roy KS1002
челночные ткацкие станки
Как известно большинству из нас, джинсовая ткань с самообслуживанием или «само-край» – это джинсовая ткань с самообработанными краями. Кромка, помимо того, что она эстетически приятна, предотвращает износ и растрескивание ткани и в целом (но не всегда) является признаком более высокого качества джинсовой ткани.
Vintage Shuttle Loom
По большей части джинсовая ткань Selvedge изготавливается на старинных челночных станках, которые в начале-середине двадцатого века не пользовались спросом на более быстрых и эффективных машинах. Эти машины в настоящее время набирают популярность, поскольку все больше людей начинают осознавать себя.
Принцип работы челночного ткацкого станка прост: концепция основных нитей (вертикальных нитей) установлена в ткацком станке, шаблон запрограммирован, а челнок, несущий уточную пряжу (горизонтальные присадочные нити), перемещается горизонтально вдоль ткацкого станка, который затем бьют вместе с нитями основы, чтобы начать создавать ткань.
Шаттл делает многочисленные непрерывные проходы назад и вперед с помощью этой единственной уточной пряжи, которая создает законченные края. Большую часть времени фабрика, создающая ткань, будет использовать белую или натуральную основную пряжу вместе с одноцветной пряжей по краям ткани, и в результате получаются цветные линии кромки, которые так почитаются сейчас.
челночные ткацкие станки были промышленным стандартом в течение долгого времени, и за это время почти вся джинсовая ткань была джинсовой тканью.Одной из проблем, с которыми сталкиваются при использовании этих станков, является их медленная скорость. Традиционный челночный ткацкий станок может производить в среднем около 150 кирок (рядов уточных нитей) в минуту.
По мере развития технологий и роста потребительского спроса на джинсовые ткани, компании стали отдавать предпочтение машинам, способным плести ткани с такими гораздо более высокими скоростями. Несколько типов ткацких станков стали усовершенствованием челночного ткацкого станка, причем ткацкий станок был одним из наиболее распространенных в производстве джинсовой ткани.
снарядов ткацких станков
Ткацкий станок уничтожает челнок и вместо этого стреляет уточными нитями через основу по одному ряду, которые последовательно работают для формирования ткани.Высокоуровневое объяснение того, как работает ткацкий станок, также простое: нити основы все еще устанавливаются в ткацкий станок, но вместо челнока есть несколько более мелких снарядов, которые захватывают конец уточной нити и выпускают ее через ткацкий станок через ткацкий станок. основы пряжи.
Когда снаряд достигает другой стороны, он выпускает пряжу и падает на конвейерную ленту, которая затем транспортирует снаряд обратно, в то время как другой снаряд стреляет через ткацкий станок. Эта быстрая последовательность стрельбы может производить более 1000 ударов в минуту, и это на ткани, которая часто вдвое шире.
Поскольку снаряды не зацикливаются с уточной пряжей, когда она достигает другой стороны ткацкого станка, уточная пряжа обрезается по краям ткани, в результате чего концы ткани изнашиваются и остаются незавершенными. Позднее используется оверлочный стежок, чтобы закрепить края ткани на готовом предмете одежды, что является отличительной чертой джинсовой ткани без кромки.
Оверлок на пару джинсов без кроссовок
Джинсовая ткань без кромки может отличаться от джинсовой ткани во многих отношениях, но часто это происходит не только из-за того, что она изготовлена на ткацком станке, а вместо этого представляет собой комбинацию многих факторов, таких как окрашивание пряжи, использование хлопка, вес ткани, скорость, с которой производится ткань, и т. д.
Сами ткацкие станкисами по себе не производят ткани более низкого качества, на самом деле существует множество фабрик, производящих ткани на ткацких станках, которые можно сравнить с некоторыми тканями с кромкой. Просто большинство заводов больше ориентированы на объем, чем на качество, и поэтому они используют гораздо более быстрые ткацкие станки для достижения этой цели. Для более наглядного представления посмотрите видео ниже:
Очевидно, что существует много сложностей с челночными и снарядовыми ткацкими станками и с тем, как изготавливаются ткани, о которых здесь не упоминалось, но, надеюсь, благодаря этим базовым знаниям, вы сможете глубже погрузиться во все детали, которые можно узнать о ткацких станках!
,Рабочий процесс воздушного струйного ткацкого станка
Пневматический ткацкий станок – это ткацкий станок без челнока, который использует струйную струю для протягивания уточной нити через зев. Принцип работы заключается в использовании воздуха в качестве среды для введения утка, а поток сжатого воздуха используется для вытягивания силы трения уточной пряжи, и уточная пряжа проходит через зев, а создаваемая струей струя используется для достичь цели введения утка. Этот метод введения утка позволяет ткацкому станку достигать высокой скорости и высокой производительности.Среди нескольких бесчелночных ткацких станков ткацкий станок с воздушной струей является самым высокоскоростным. Благодаря разумному методу введения утка, он имеет высокую широту действия, прост и безопасен в эксплуатации. Он обладает такими преимуществами, как широкая адаптируемость, низкий расход материала, высокая эффективность, высокая скорость и низкий уровень шума. Он стал одним из самых многообещающих новых типов суконных машин. Поскольку ткацкий станок с воздушной струей использует режим утка с воздушным потоком, самым большим недостатком является высокое потребление энергии.Положение ткацкой части ткацкого станка ограничено положением грудной балки, а перемещение переднего и заднего положений грудной балки невелико. Верхнее и нижнее положение определяется толщиной рожка. Верхнее и нижнее положение плетеной горловины зависит от формы фигуры. При переплетении устье плетения находится слишком высоко, а центральная линия гребня и паза находится на верхней стороне. Если горловина плетения слишком высока, верхняя кромка желоба будет касаться поверхности ткани, в результате чего горловина ткачества подпрыгнет, и появятся складка и порванная пряжа.Низкое отверстие для плетения приведет к тому, что нижняя губа языка порвет нить уточной нити в области отверстия для плетения, а в тяжелых случаях рот для плетения будет поврежден и сломан.
Обычно при плетении из специальной пряжи задний пучок центрируется; при плетении тонкой плотной ткани задняя балка смещается вперед, что способствует открытию сарая; при ткачестве толстой ткани она перемещается назад, чтобы увеличить угол охвата основы по отношению к заднему пучку, так что натяжение остается равномерным, а ткань становится плоской и четкой.Однако задняя балка отодвигается слишком далеко назад, и оператору неудобно работать.
Принцип работы и тип ткацкого станка – Новости
Ткацкие станки, также известные как текстильные станки, ткацкие станки, прядильные машины для хлопка и т. Д., Все первые станки приводятся в движение ткацкими станками с приводом от человека. Технология бесчелночных ткацких станков исследуется с 19 века и постепенно выходит на международный рынок с 50-го поколения.С 1970-х годов на рынке появилось много новых бесчелночных ткацких станков.
Во-первых, принцип работы ткацкого станка
Основной особенностью бесчелночных ткацких станков является отделение пакета уточной пряжи от челнока или перенос только небольшого количества уточных нитей для замены большого и тяжелого челнока на небольшая и легкая уточная вставка, которая обеспечивает благоприятные условия для высокоскоростной вставки утка. . При подаче уточной пряжи упаковка напрямую используется для ввода в механизм введения утка через устройство для хранения утка, так что ткацкая машина может избавиться от частых движений вставки утка.
Использование бесчелночных ткацких станков важно для добавления тканей, корректировки структуры ткани, уменьшения дефектов ткани, улучшения качества ткани, снижения шума и улучшения условий работы. Бесчелночный ткацкий станок имеет высокую скорость и обычно в 4-8 раз эффективнее челночного ткацкого станка. Таким образом, распространение и применение бесчелночного ткацкого станка на больших площадях может значительно повысить производительность труда.
Во-вторых, тип ткацкого станка
★ Рапирный ткацкий станок
Рапирный ткацкий станок использует жесткую или гибкую рапирную головку для захвата и направления утка.Помимо того, что рапирные ткацкие станки подходят для ткачества однотонных и текстурированных тканей, они легко меняют цвет и подходят для многоцветных уточных тканей, пригодных для производства окрашенных пряжей, двухслойных бархатных тканей, махровых тканей и декоративных тканей.
★ Пневматический ткацкий станок
Пневматический ткацкий станок вытягивает уточную нить с помощью нагнетаемого потока сжатого воздуха и переносит уточную нить через зев. Важнейшей особенностью пневмоткацкого станка является его высокая скорость и высокая производительность труда.Он подходит для производства однотонных и фактурных тканей, тонких тканей высокой плотности и больших тканей.
★ Водоструйный ткацкий станок
Водоструйный ткацкий станок использует воду в качестве среды для введения утка, чтобы создать силу трения на уточной нити струей воды, так что уточная пряжа на неподвижной бобине вводится в зев. Водоструйный ткацкий станок отличается высокой скоростью и высокой удельной мощностью и в основном подходит для производства гидрофобных нитей из химического волокна с гладкой поверхностью.
★ Снарядный ткацкий станок
Снарядный ткацкий станок захватывает уточную пряжу с помощью небольшого челнока в форме клапана с зажимом и проецирует вставку утка. Метательный ткацкий станок имеет преимущества стабильного введения утка, отличного качества ткани и меньшего количества уточной пряжи, и подходит для производства многоцветных уточных тканей, тонких, толстых и широких тканей.
В-третьих, состав ткацкого станка
1. Механизм открывания: в соответствии со структурой ткани, нити основы разделяются вверх и вниз, образуя зев для введения утка.
2. Механизм введения утка: введите уточную нить в зев.
3. Взбивающий механизм: протолкните нить утка, введенную в зев, к отверстию для ткачества, чтобы сформировать ткань.
4. Намоточный механизм: ткань отводится от зоны формирования ткани и скатывается в определенную упаковку.
5, механизм основы: пряжа основы подается в соответствии с необходимостью переплетения, и пряжа основы имеет определенное натяжение.
6, рейка, пуск, тормоз, трансмиссионный механизм.
7, защитное устройство: предотвращение плетения, безопасная работа.
8. Автоматическое устройство для увеличения утка: после того, как уток израсходован, он автоматически заполняет его.
9. Устройство подачи многоцветной уточной пряжи: поочередная подача различных уточных нитей для переплетения без остановки.
Принципы и использование ткацкого станка с воздушной струей
Ткацкий станок с воздушной струей представляет собой разновидность бесчелночного ткацкого станка, который применяет струйный воздух, протягивая уток через зев. Принцип работы заключается в использовании воздуха для обработки его как среды для введения утка, а сжатый воздух используется для создания силы трения при трении уточной пряжи.Затем уток проходит через форсунку для достижения цели введения утка через форсунку, создаваемую форсункой.Характеристики:
Этот метод введения утка позволяет ткацкому станку реализовать высокую скорость и производительность. При использовании этих нескольких видов бесчелночных ткацких станков ткацкий станок с воздушной струей развивает максимальную скорость автомобиля. Поскольку метод введения утка является довольно разумным, скорость введения утка относительно высока, а эксплуатация легка и безопасна, что стало одним из самых многообещающих ткацких станков для ткани.Поскольку в ткацком станке с воздушной струей используется метод проточной прокладки утка, его самым большим недостатком является довольно высокое потребление энергии.Развитие нациями
В 1914 году американцы изобрели ткацкий станок с воздушной струей, а в 1950 году Чехословакия произвела первый промышленный ткацкий станок с воздушной струей; а затем в 1970-е годы был запущен в производство ткацкий станок с воздушной струей. Пневматический ткацкий станок в первые дни мог производить только узкую ткань, когда ткацкий станок имел низкую скорость низкое качество ткани и мог производить только однотонную ткань с одноцветной 、 простотой и обычным дизайном.Пневматический ткацкий станок нового типа в значительной степени развивается в аспектах скорости, уровня автоматического управления, качества продукции и гибкости разнообразия, становясь самым быстрорастущим типом среди бесчелночных ткацких станков. В настоящее время в зарубежных передовых ткацких станках с воздушной струей применяется ряд передовых технологий, в частности, исходя из того, что электронно-микроэлектронные технологии, обеспечивающие создание ткацких станков с воздушной струей, обеспечивают качество продукции, производительность которой значительно возрастает. Сегодня к всемирно известным производителям относятся, в основном, Tsuda Ko TOYOTA, Япония, Бельгия (PICANOL), Италия, Yida (Itema) и немецкий Dornier (DORNIER).Разработка Китая
С тех пор, как Шанхайский научно-исследовательский институт ткачества представил ткацкий станок ZA200 от японской компании Tsudakoma, который используется для ткачества в 1982 году, в 1984 году впервые была представлена технология производства струи ZA200 от японской компании Tsudakoma. В настоящее время основными представительными национальными воздушно-струйными ткацкими станками являются ткань красного флага Циндао JA11A, шелкоткацкий станок spr700, воздушно-струйный ткацкий станок, тип Xianyang Champlain GAX и тип ZA209i, тип GA718, тип zhongfangji Weifang Jinshuai JS21N, текстиль Сучжоу типа ASGA701 и т. Д. В настоящее время текстильное оборудование серии JA11A компании Island Red, ткацкие станки серии RFJA от Japan Textile Group, серия TT- Titan и серия F Фен Кая занимают долю рынка, а на международном уровне они создают определенную конкурентоспособность.
Принцип действия пневмоткацкого станка
Принцип работы воздушно-струйного ткацкого станка Пневматические ткацкие станки были изобретены в Чехословакии и позже усовершенствованные швейцарцами, голландцами и японцами, они были разработаны для сохранения аспекта отсутствия натяжения при захвате струи воды при одновременном устранении проблемы, вызванные употреблением воды.Пряжа вытягивается из комплекта поставки с постоянной скорость, которая регулируется роликами, расположенными вместе с мерным диском. перед пачкой пряжи. Измерительный диск удаляет отрезок пряжи. соответствует ширине ткани. Зажим удерживает пряжу в область хранения вставки, где сопло вспомогательного воздуха формирует его в форма шпильки.
Основное сопло начинает выдувать воздух, чтобы пряжа застыла. в движении, как только зажим откроется.Форма шпильки вытягивается как пряжа вдувается в направляющий канал тростника при открытом зеве. Пряжа переносится через навес потоками воздуха, испускаемыми релейными соплами вдоль канала. Начальная движущая сила обеспечивается основным соплом. В электронном виде управляемые релейные сопла обеспечивают дополнительные форсунки для переноса пряжи через сарай. Максимальная эффективная ширина для ткацких станков с воздушной струей составляет около 355 см. В конце каждого цикла вставки зажим закрывается; пряжа забивают, а затем режут после закрытия сарая.Опять некоторая кромкообразующая устройство требуется для обеспечения устойчивости краев ткани.
Эти ткацкие станки используют струю воздуха для продвижения утка. пряжа через зев со скоростью до 600 промилле. Дата от производителей указывают, что струйные ткацкие станки работают на скорости до 2200 метров вставленного резца в минуту. Они могут ткать разноцветную пряжу для изготовления пледов и доступны. как с добби, так и с жаккардовым узором.
Пневматическое ткачество более популярно, потому что машины стоят меньше покупать, устанавливать, эксплуатировать и обслуживать, чем рапира или снаряд ткацкие станки, а воздушная струя может использоваться для более широкого спектра пряжи чем струя воды.
Водоструйные ткацкие станки – Текстильная школа
Гидравлические машины широко используются в Восточной Азии. Они отличаются, в частности, высокой производительностью вставки и низким потреблением энергии. Эти машины производятся всего несколькими компаниями и используются для производства легких и средних тканей со стандартными характеристиками, а также из водоотталкивающих волокнистых материалов, в первую очередь многонитевой синтетической пряжи.Они отличаются, в частности, высокой производительностью вставки и низким потреблением энергии.
Станки водоструйные ткацкие
Эти машины производятся всего несколькими компаниями и используются для производства легких и средних тканей со стандартными характеристиками, а также из водоотталкивающих волокнистых материалов,
в основном из многонитевой синтетической пряжи. Водоструйные машины широко используются в Восточной Азии, но
имеют ограниченное значение в других странах.Они отличаются, в частности, высокой производительностью вставки
и низким потреблением энергии.
Принцип действия
На рисунке показано, как работает машина. Уточная пряжа, которая подается из конуса 7, вытягивается подающим и измерительным устройством 2, а затем проходит через регулятор натяжения 3 и уточный зажим 4. Когда необходимо ввести, уточный зажим ослабляет свое крепление. и нить, вставленная в сопло 1, ударяется струей воды под давлением и запускается через навес с высокой скоростью.
После того, как вставка произошла, пока уток удерживается на ровном месте нитями, которые перемещаются механизмами 5 перевивочного шва, термические ножи 14 вступают в действие на стороне запуска, чтобы разрезать уток, и на противоположной стороне, чтобы обрезать его. ткань. Устройство 13 зажима пряжи удерживает отходы утка, которые срезаются правым термическим ножом, в то время как вращающиеся шестерни обеспечивают их удаление (центральная кромка).
Вода перекачивается насосом 8, снабженным фильтром, поршень которого управляется кулачком 10
, обеспечивающим фазы всасывания воды из емкости 9 и подачи воды к форсунке 1.
Последовательность этапов запуска следующая:
- включается насос 8, и исходная струя воды служит только для распрямления остаточного небольшого кусочка утка, от сопла 1 до термического ножа 14.
- Это действие, продолжительность которого варьируется от 5 до 30 градусов вращения главного вала, зависит от количества пряжи и называется углом направления.
- Нити пряжи образуют так называемый угол пролета, оставляя зажим 4 открытым, чтобы струя воды под давлением могла ввести уточную нить в зев.
- Время открытия зажима зависит от ширины язычка и скорости движения ткацкого станка. На выходе пряжи из зева установлен электрический щуп или инфракрасный датчик, который проверяет наличие конца утка и заставляет машину останавливаться в случае отсутствия утка.
Сушильное устройство удаляет влагу, поглощенную тканью, всасывая ее через канавки
, образованные в передней балке 6 машины. Можно вставить не более двух цветов утка
(смеситель утка).
Rapier Looms, Rapier Insertion Rapier, Типы Rapiers
]]>В настоящее время существует большое количество видов рапир. ткацкие станки на рынке, как с точки зрения их маркеров, так и с точки зрения дизайна. Кроме того, что касается конструкции ткацких станков, существует два уровня разнообразия; на стратегический уровень решений об общем методе, который будет использоваться, например, использовать ли жесткие рапиры: на тактическом уровне, решения о, скажем, типе рапирного привода, используемого для воплощения данной стратегии проектирования в эффект.В данной статье рассматривается только первый из этих типов разнообразия, давая вводный отчет об общих методах, используемых в рапирные ткацкие станки и их значение. Он предназначен для обсуждения механизмов используется для срабатывания рапиры в следующей статье.
Уток Вставка
Основными отличиями в способах введения утка являются: показано на рис. 1. В простейших случаях в каждом цикле ткацкого станка кончик одиночная рапира вставляется по всей ширине сарая, а затем отводится, уток вводится во время движения рапиры только в одном направлении.Потому что замедление процесса линьки и побоев в течение всего периода на рапира находится в сарае, цикл ткацкого станка используется неэффективно, и только несколько ткацких станков используют этот метод: он имеет то достоинство, что не возникает проблем с переносом утка. Кроме того, если вставлены двойные отмычки, нет нужно обрезать уток, нет отходов утка, и одна кромка автоматически закрепляется. Петли утка на другой кромке можно закрепить либо b связать их вместе или с фиксирующей нитью.У рапиры может быть просто уток постоянно продетый через отверстие рядом с его кончиком, а затем он должен войти в зев со стороны подачи утка (рис. а). Этот метод широко используется на узкие ткацкие станки и ковровые ткацкие станки, но в остальном на некоторых специальных машины. Если вставлены одиночные пикировки, то, конечно, нормальный диапазон ткачество может производиться, но ткацкие станки, использующие эту технику, работают медленно и тоже не часто используется (рис. 1b; относительные скорости см. ссылку 1).
Обычно две рапиры входят в сарай с противоположных концов a (ld уток передается от одного к другому, когда они встречаются, и они – тогда снято. Таким образом, интервалы для вставки рапиры и для рапиры оба вывода используются для введения утка. Неизменно на ткацких станках полной ширины, вставляется только один комплект пряжи из данного комплекта поставки, но он может быть вставленным как петля до момента передачи,
и перенесенная петля выпрямлялась во время рапира вывод из сарая (петлевой перенос или система Габблера).Отвод пряжи из уточной упаковки, таким образом, завершается во время передачи. Это Недостаток в том, что перед переносом скорость отрыва утка от верхнего слойный пакет высокий (в два раза больше скорости рапиры), и, следовательно, он равно нулю; также после переноса свободный конец резца мог раскручиваться (рис. 1 cO. Одно время широко использовалась петлевая передача, так как она может облегчить формирование полутрадиционных кромок, но теперь он доступен как одна из опций только на нескольких ткацких станках.При петлевом переносе используется утка в той или иной форме. аккумулятор часто является стандартным.
Таким образом, почти всегда именно обрезанный конец утка переносится (перенос конца или наконечника, также известный как система Деваса, рис. 1 d). Это влечет за собой установку зажимов для пряжи в голове как дающего, так и берущего. рапиры, вместо пряжи
]]>направляющих. Постоянно развиваются новые методы. для улучшения контроля утка или условий во время операции переноса утка, и Можно отметить четыре совершенно разных стратегии.Сначала пряжа зажимается в головки рапиры могут иметь принудительное срабатывание при передаче (в дополнение к любому положительное срабатывание при подборе и выпуске утка), как на Dornier и Iwer К2-330 100мс. Во-вторых, контроль расположения рапиры (перпендикулярно утку). направление) во время передачи можно улучшить. Обратите внимание на руководство рапиры голову за тростник и гоночную доску на жестком рапирном ткацком станке, таком как MAV, и использование электромагнитов в центральной зоне гоночной доски на Метеоре ткацкий станок, например.
В-третьих, временная характеристика смещения рапиры может быть уточнена. с целью предоставления более выгодных условий в зоне трансфера. Как Например, мы можем отметить различный шаг винтового кулачка на Vamatex Пропеллерный ткацкий станок. В-четвертых, это использование косвенного перевода. То есть, проблемы с перемещением пряжи во время переноса предотвращаются за счет переноса пряжи зажимать от одной рапиры к другой, кроме самой уточной нити, которая остается зажимается одним и тем же зажимом (рис.1 е.)
Если косвенный перенос используется для вставки утка только с одного стороне ткацкого станка, данный зажим для пряжи должен быть возвращен пустым на стороны поставки, после использования, и различные способы сделать это встречаются на два имеющихся в настоящее время ткацких станках. На ткацком станке Acutis есть несколько пряжи зажимы, и они возвращаются пустыми на сторону подачи конвейером, работающим под зоной ткачества, как на станке Sulzer. На Минтисс каждая рапира входит в сарай с зажимом, и они обмениваются при передаче одна пряжа доставляется со стороны подачи, другая возвращается пустой.
Обычно требуется возможность вставки одиночного резца, чтобы дают нормальный диапазон переплетений, но некоторые переплетения могут быть произведены в большинстве эффективно, если, кроме того, при необходимости могут быть вставлены вместе в одноткацкий цикл. Возможно только для данной пряжи должны быть вставлены вместе таким образом или по отдельности, в зависимости от потребности, на без челнока ткацкие станки, и эта возможность была предусмотрена на некоторых рапирных ткацких станках, например, Dornier Айвер.
(Возможность закручивания одновременно вставленных резцов Однако необходимо учитывать.)
Наконец, можно отметить, что теперь рапира маячит. почти всегда вставляйте уток только с одной стороны ткацкого станка. Помимо избегания необходимость дублирования системы подачи и отбора утка, каждая рапира имеет затем выполнять только одну роль, роль дающего или получателя, и может быть спроектирован специально для этой роли. Вставка с обеих сторон была обычным делом, так как может легко использовать вместе с петлевым переносом для получения полутрадиционных кромки.
Типы рапиров
Рапиры, используемые для введения утка, обычно имеют форму либо из жестких стержней, либо из гибких металлических или пластиковых лент или лент.Оба жесткие и гибкие рапиры уже давно используются на сопоставимом количестве марок ткацкий станок. Жесткие штанги могут проходить сквозь навес снаружи рабочей ширины. В Однако в некоторых случаях руководство в пределах рабочей ширины предоставляется в навесе. граница с помощью доски, возможно, с помощью верхнего листа основы или тростника, или и того, и другого, предположительно для облегчения контроля за расположением рапиры при переносе утка. В напротив, рапиры, состоящие из гибких лент, всегда должны направляться в пределах рабочая ширина.В некоторых случаях рапиры направляются по краю зева как описаны, но чаще направляющие пластины устанавливаются на салазках с короткими интервалами по ширине. Движение пластин такое, что они войдите в сарай через нижний лист основы, когда петля отодвигается и уходит тем же маршрутом до избиения.
Жестко-рапирный метод позволяет одновременно вводить утка в двух навесах один над другим, используя отдельную пару рапир для в каждом сарае, такие ткацкие станки Rapier обладают преимуществами для непосредственное плетение тканей с ворсом основы, и такие ткацкие станки также доступны для плетения двух отдельных тканей без ворса, расположенных одна над другой.
]]>Недавно вошел в употребление третий тип рапиры. Словно ригид рапира имеет боковую жесткость, но состоит из двух или трех «телескопические» компоненты. Один компонент соединен непосредственно с рапирой привод, и его положение в утке определяет положение второго компонента, средства такого механизма, как, рапира, таким образом, полностью выдвигается, когда ‘ вставлены в сарай, и компоненты телескопируются вместе, когда он снято.
Рапира Монтаж
Форма убивающего движения рапирного ткацкого станка зависит от где установлены рапиры. Таким образом, положение рапиры в варп-пути, относительно сваи, должен быть таким, чтобы сарай образовывался с заданной высотой движение достаточно велико для них. Кроме того, очень важно, чтобы рапира была держаться подальше от тростника, даже если большая часть цикла (обычно около двух третей) обычно используется для вставки утка на рапире ткацкие станки.Следует различать два способа монтажа. Во-первых, рапиры устанавливаются на убойе, и поэтому доля движения – это деформация пути. Это означает не может быть и речи о столкновении тростника и рапиры, а рапира может направляться в пределах рабочей ширины. Убивающее движение может быть непрерывным, а убивающее может иметь простой кривошипно-шатунный привод. У убийцы может быть простой кривошипно-шатунный привод, у убийцы однако масса увеличивается из-за необходимости носить на себе. Рапира и рапирный механизм должен быть способен передавать движение от неподвижного ведущий вал к движущемуся слоту.
Альтернативное расположение – установка рапиры в фиксированное расположение на раме ткацкого станка, что упрощает задачу передачи движение к ним. Однако при фиксированном креплении рапиры наведение невозможно. обеспечивается непрерывно движущимся убийцей либо внутри сарая, либо на его границы. Более того, постоянно движущийся тростник должен был бы сильно двигаться. дальше от падения, чем рапира. С рапирами, установленными на ткацком станке рама, поэтому карабин обычно приводится в действие кулачком и практически на протяжении всего движения рапиры по камышовой дорожке.
Тем не менее, в некоторых случаях непрерывно движущийся салазки, приводимые в действие кривошипом, используются вместе с рапирами, которые устанавливаются на рама ткацкого станка. Рапиры могут войти в сарай ближе к сопке, чем обычно. и хитрость уходит далеко за пределы рапирного пути. Если рапиры в навес на обычную часть цикла, расстояние от упавшего до рапирного пути должен быть существенно меньше, чем диапазон качающегося движения, и уменьшение дистанция «упал до рапиры» помогает снизить этот диапазон до приемлемого уровня.А Размер запахового навеса в точке входа рапиры является недостатком при использовании деформации может не образовать ясный навес. Тем не мение. Такие ткацкие станки установили сами и сочетают в себе избежание расходов на кулачковый слей с упрощение задачи срабатывания рапиры.
В первом случае рапиры должны двигаться дальше. за кромки, чем это необходимо для введения утка, чтобы согласовать их непрерывное движение с необходимостью держать их подальше от рабочей ширины до тех пор, пока этап цикла введения утка повторяется.Это имеет тот недостаток, что рапира достигает точки, в которой нужно поднять уток, уже достиг значительной части своей максимальной скорости. Когда меня подобрал на такой рапире скорость утка, воспринимаемая такой рапирой, скорость утка равна резко увеличился с нуля до высокого значения. Против этого рапирный драйв может быть простым, прочным и относительно недорогим кривошипно-кривошипным механизмом.
Кривая времени смещения рапиры для рапиры, путь которой длина ограничена длиной, необходимой для введения утка.Это смещение следовательно, также должны быть ограничены соответствующей частью цикла ткацкого станка, и такое движение легко получить с помощью кулачкового механизма. Во время рапиры смещения формы двух кривых на рис.4 одинаковы, и это ясно, что скорость захвата утка ниже для прерывистое движение. скорость захвата все еще может быть заметной, поскольку скорость рапиры может очень быстро увеличиваться в начале смещение.Например, во время китайского соидального смещения рапира достичь 0,4 своей максимальной скорости в течение первых 5 процентов диапазона движение.
Непрерывность Rapier Motion
Отличительной чертой большинства рапирных ткацких станков является то, что уток прикреплен к вставляемому элементу, в данном случае рапира, в точке возле входа в сарай, а не в том месте, с которого он начинается его движение – как, например, на Sulzer, или постоянно – как на шаттле ткацкий станок (это позволяет использовать многоцветные уточные устройства особенно просто на рапире ткацкие станки).Следовательно, введение утка начинается с любой достигнутой скорости. рапирой, когда нужно поднять уток.
]]>Во всех случаях возвратно-поступательное движение утка рапиры, входящие и выходящие из сарая, такие, что не допускаются к сараю, это такое чтобы они не попадали в сарай (или, если они установлены на раме ткацкого станка, из-под захвата язычка) достаточно, чтобы его можно было сменить и уток побитый. Обычно рапиры находятся вне сарая примерно на треть цикла, и следует различать два основных случая: непрерывный движение рапиры на протяжении всего цикла и прерывистое движение с рапиры обитают вне сарая.В первом случае рапиры должны двигаться дальше от кромок, чем это необходимо для введения утка, чтобы согласовать их непрерывное движение с необходимостью держать их подальше от ширины захвата до тех пор, пока не повторится этап цикла укладки утка. Это Недостаток в том, что рапира достигает точки, в которой уток должен быть поднял, уже достигнув значительной части своей максимальной скорости. При подхвате такой рапирой скорость утка, набираемая такой рапирой. скорость утка, воспринимаемая такой рапирой, скорость утка резко увеличивается. увеличился с нуля до высокого значения.Против этого рапирный драйв может быть простой, надежный и относительно недорогой кривошипно-шатунный механизм.
Кривая времени смещения рапиры для рапиры, путь которой длина ограничена длиной, необходимой для введения утка. Это смещение поэтому должно быть ограничено тем, что необходимо для введения утка. Это смещение поэтому должен быть ограничен соответствующей частью цикла ткацкого станка, и такое движение легко получить с помощью кулачкового механизма.Во время рапиры смещения формы двух кривых одинаковы, и ясно, что скорость захвата утка ниже для прерывистого движения. Скорость подбора все еще может быть заметной, поскольку скорость рапиры может очень быстро увеличиваются ближе к началу смещения. Во время синусоидальное смещение, например, рапира достигнет 0,4 максимума скорость в первых 5% диапазона движения.
Интересный промежуточный случай возникает, когда рапирный привод генерирует непрерывное движение, а рапиры устанавливаются на тренажере.В тогда движение рапиры зависит от комбинированного воздействия привода и движения. натяжной петли, что может привести к тому, что рапиры будут иметь квазиведание при извлекается из сарая, как это происходит на ткацком станке Picanol PGW.
Передача Скорость
Это простейшие формы уточного переноса смещения – кривые синхронизации для двух рапир совпадают по фазе, и рапиры будут считается, что они встречаются и переносят уток, когда они находятся дальше всего в сарае и меняют направление своего движения.Это для непрерывного движения рапирой и соответствующая кривая утка показана пунктирной линией *. Таким образом хотя система переноса позволяет вставлять уток во время как вставка рапиры в зев и извлечение из него, ввод утка скорость падает до нуля в момент передачи. Только ограниченный интервал доступны для введения утка на необходимое расстояние, и это попадает в скорость сама по себе нежелательна.
Нулевая передача.Скорости можно избежать, настроив две рапиры должны двигаться в одном направлении во время передачи, как показано, если Рис. 5б для примера. Однако это влечет за собой другие изменения, которых нет в сами по себе выгодны. Рапирам нужно продвинуться дальше в сарай, чтобы например, а также может находиться в нем в течение меньшей части цикла.
Показывает только один из типов временной кривой положения по которых можно достичь ненулевой скорости переноса, но их относительные достоинства, и баланс преимуществ и недостатков в любом случае должен быть полностью проанализированы.Подробные исследования степени, в которой такие возможности эксплуатируемые на практике, также отсутствуют.
Всего Ширина и рабочая ширина
Гибкие рапирные ткацкие станки часто изготавливаются с рабочей шириной. примерно от 1 1 / 2 м до 4 м. Когда рапиры вытянутой из сарая, каждый либо оборачивается по окружности барабан или, чаще, входит в С-образную направляющую, нижняя часть которой может проходить под ткацкий станок.В любом случае на практике пространство, необходимое для этой части ткацкий станок, лежащий за пределами рабочей ширины, обычно постоянен для данной модель станка, независимо от величины ширины захвата, Вт.
Таким образом, общая ширина (A) может быть записана как A = W + K f (1) а постоянная K f составляет около 3m.
]]>На ткацком станке с жесткой рапирой, когда рапиры сняты с навес они должны выступать за рабочую ширину на сумму в как минимум W.Для любого заданного W ткацкие станки с жесткой рапирой обычно имеют большую общую ширины, чем гибкие станки; исключения около узкого конца диапазон W можно было ожидать от значений K f Постоянно ожидается, что перемещение жестких рапир приведет к значительному использованию A и ткацких станков. с таким жестким приводом рапиры обычно доступны только на небольшом диапазон ширины примерно до 2м. Ткацкие станки с кулачковыми рапирами доступны более более широкий диапазон ширины, хотя обычно он распространяется лишь немного выше диапазон для первой группы.Отношение между A и W во втором случае зависит от того, выступают ли корпуса рапиры дальше за пределы рабочая ширина, чем у других частей ткацкого станка. Другие компоненты ткацкого станка могут быть асимметрично расположено, в частности, благодаря расположению шпулярника утка, а на узких ткацких станках корпус рапиры может выступать дальше только с одной стороны (как на рис. 6б)
Тогда A = 1.5W + K r1 (2) Когда корпус выдвигается далее с двух сторон A = 2W + K r2
(Ур.3 был дан ранее для жесткой рапиры 100 мс 5 ). K r1 и Kr; являются константами, и какое бы уравнение ни применялось, A увеличивается с W быстрее, чем на гибком ткацком станке. Для данного диапазона ткацких станков Уравнения. 2 и 3 могут применяться оба, каждый в другой части диапазона ширины? Это Следует отметить, что если в таких случаях уравнение 3 соответствует данным для более широкие ткацкие станки, он будет недооценивать A, если используется в диапазоне ширины, где уравнение. 2 Применяется, Также отклонения от уравнения.3 особо выделены в важный корпус ткацкого станка Дорнье; Уравнение. 3 это только часть ширины диапазон, и если эта подогнанная линия экстраполирована на меньшее значение, используйте W, – оценивает A с точностью до Аналогично для двухкомпонентных телескопических рапирных ткацких станков, графики A против W с градиентами 1,5, 1,25 и (возможно) 1,0 могут быть ожидал.
Обсуждение
Пока что аккаунт был. учитывая более традиционные Стратегии проектирования рапир-ткацких станков.В этом заключительном разделе некоторые другие способы использования рапиры. кратко упомянуты, и внимание обращается как на некоторые аспекты движение рапиры здесь не рассматривается, а также к ряду других описаний рапирных движений. ткацкие станки.
В настоящей статье подразумевается, что цель рапиры (S) – это вставка утка из комплекта поставки за пределы навеса. Однако изредка. Это еще не все, или это может быть только одна из функций рапиры. Таким образом, на проволочных ткацких станках иногда используются рапиры. утка положительно через навес 6 , как было предусмотрено в количество первых попыток создания ткацкого станка полной ширины? В одном недавно Небольшие уточные пакеты выставленного ткацкого станка проходят по очереди через два зева на по обе стороны от центрального рапирного движителя; у него есть одна жесткая рапира каждая конец которого используется для вставки утка в один навес.Опять же, в шаттле ATPR менее ткацкий станок, который широко используется в СССР, трубчатые рапиры не используются непосредственно для введения утка, но для направления воздушного потока пневматического утка система вставки.
Еще одно менее радикальное применение трубчатой рапиры можно отметить на ткацкий станок Gardella T egard, который является усовершенствованием одинарной жесткой рапиры метод вставки двойной кирки. Уточка продевается по всей длине. рапиры, и подается к ней из такого места, что пряжа извлекается из упаковки при движении рапирой в обоих направлениях 9 Наконец, рапиры используются для дополнительных операций на различных модели ткацких станков Mackie Tumack и Onemack, где рапиры задействованы в разборка, а также
вставка утка.
Чтобы прочитать больше статей по текстилю, Промышленность, технический текстиль, красители и химикаты, машинное оборудование, Мода, одежда, технологии, розничная торговля, Кожа, обувь и ювелирные изделия, программное обеспечение и Общие, пожалуйста, посетите http://articles.fibre2fashion.com
Чтобы продвигать свою компанию, продукты и услуги в рекламных статьях, следите за
эта ссылка: http: // www.fibre2fashion.com/services/article-writing-service/content-promotion-services.asp
принципов ткачества | Ткацкий станок
У вас может быть простой механический ткацкий станок, начинающийся с 2-х валов, но обычно он имеет 4 или больше, вплоть до 40 валов (иногда больше) для действительно сложных моделей. Вал – это простая рама с завязками ( хеддля, ) из металла, хлопка или нейлона (известного как Texsolv), подвешенных между двумя горизонтальными стержнями рамы.
У струн есть «ушко» (как у иглы, но большего размера) в середине каждой струны, через которое продета отдельная нить основы. Каждый вал имеет механизм, с помощью которого он может подниматься и опускаться, который при использовании против других валов создает пространство (называемое зевом ), через которое может проходить уточная нить, создавая тем самым каждую линию в узоре.
Множество узоров можно создать с помощью различных механизмов подъема и опускания валов.С двумя валами вы можете создавать полотняное переплетение, как и раньше. С 3 или более валами перестановки становятся более разнообразными.
У меня есть четырехвальный ткацкий станок, на котором я обучаю новичков.
Четыре вала позволяют создавать простые ткани с полотняным переплетением, а также получать гораздо больше рисунков. Возможности ткацкого станка с 4 валами значительно возрастают. Во-первых, , у вас есть возможность изменить порядок нити основы. Вы можете заправлять нить последовательно, переходя от вала 1 к 2, от 3 к 4 и повторяя.