Приспособление из гайки для точной заточки сверла с правильным углом
Как без большого труда и навыков затачивать сверла с правильным углом заточки? К сожалению, у многих из нас это получается не с первого раза. Это приспособление очень простое по конструкции. Поэтому каждый из вас каждый сможет ее повторить. Многие знают, что грани болтов и гаек имеют такой же угол, как и стандартная заточка сверла. Этим и воспользуемся. Мы не будем сваривать две гайки вместе, чтобы получить правильный шаблон. Конструкция немного другая.
Для начала нужна любая гайка. Чем большего диаметр, тем больше диаметр сверла можно в ней затачивать.
Гайка имеет 6 граней, 2 из которых нам нужны. Берем штангенциркуль и от края гайки отмечаем 4 мм. Переворачиваем гайку наоборот и с краю делаем пометку, которая на полтора мм больше, чем первая. Делаем треугольник с 2 сторон. Вырезаем ножовкой или болгаркой. Получилась гайка с пропилами.
Привариваем ещё одну.
Пропилы в гайке имеют разную глубину, которая отличается на 1,5 мм. Это разница на глаз малозаметна. Вставляем пруток, фиксируем, прикладываем линейку. Зазор между линейкой и кругляком меньше слева, чем справа. То есть устройство имеет определенный угол. Там, где зазор меньше, мастер поставил пометку.
Работа механизма приспособы
Берём ровное не заточенное сверло, помещаем в устройство. Там, где стоит метка, сверло нужно разместить, как показано на фото и видео. Фиксируем сверло, чтобы она немного выглядывало из граней. С рабочей стороны будет происходить заточка сверла. В указанном примере можно зажать диаметром до 8 мм.
Когда начнём стачивать на наждаке край сверла, есть направляющая в виде плоскости ребра гайки, которая задает правильный угол заточки.
Это классно устройство для тех, кто не может на глаз подобрать правильный угол.
На видео показано, как установить инструмент относительно наждачного круга. С 6 минуты можно посмотреть, как происходит обработка сверла.
Alexander Polulyakh.
В дополнение к этому видеоуроке еще одно устройство самодельщиков с применением болтов и гайки.
Чертеж
https://drive.google.com/file/d/0B8iB5ht2WrqOMEJiZlRtZ2VWdVE/view
Приспособление для заточки сверл – Автоблоги
Одним из основных параметров спирального сверла является угол при вершине, который для прочных металлов (сталь, чугун, твердая бронза, титан и т. д.) составляет приблизительно 120 градусов.Отклонение этого угла в большую или меньшую сторону от номинального значения затрудняет эффективную работу сверла.
 В первом случае падает производительность и происходит перегрев инструмента, во втором – сверло может просто сломаться, не выдержав чрезмерной нагрузки.
В первом случае падает производительность и происходит перегрев инструмента, во втором – сверло может просто сломаться, не выдержав чрезмерной нагрузки. Чтобы соблюсти параметры заточки без специальных приспособлений, необходимо обладать высокой квалификацией и опытом инструментальщика-заточника. Ну, а неспециалисту, особенно в бытовых условиях, сделать это будет практически невозможно.
Но, имея некоторые инструменты и простые материалы, можно изготовить не очень сложное, но надежное приспособление для заточки угла при вершине спирального сверла по твердому металлу.
Что может понадобиться для работы над приспособлением
Для этого потребуются следующие инструменты:- штангенциркуль;
- маркер;
- тиски по металлу;
- болгарка;
- плоскогубцы;
- сварочный аппарат;
- точильный станок с наждачным кругом.
Из материалов для работы необходимо иметь под руками:
- обычную шестигранную гайку;
- гайку корончатую;
- болт того же размера и резьбы, что и гайки;
- спиральное сверло, требующее заточки.

Процесс изготовления
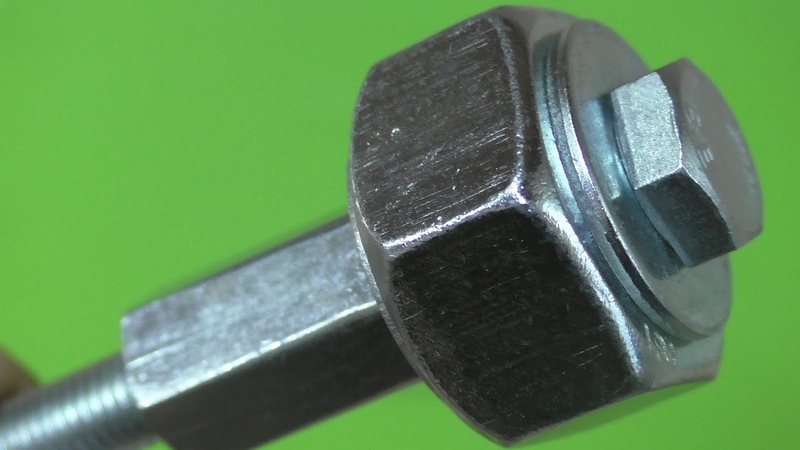
Особенностью шестигранной гайки является то, что две любые смежные ее грани сходятся под углом 120 градусов. Примерно такого же размера угол при вершине у спирального сверла для работы по твердым металлам. Это случайное совпадение можно использовать для изготовления приспособления для заточки спирального сверла.
Для этого с помощью штангенциркуля и маркера на гайке намечаем линии реза, чтобы получилась треугольная прорезь, симметричная относительно диагонали, соединяющей два противоположных угла гайки. В нее будет продольно укладываться сверло перед процессом заточки. Для выреза намеченного треугольного паза в гайке, она зажимается в тиски и болгаркой осуществляются прорези по заранее проведенным линиям. Чтобы удалить отпиленные кусочки гайки можно воспользоваться плоскогубцами.Далее берется корончатая гайка и своим основанием приваривается к первой гайке со стороны вырезанного паза. Причем необходимо соблюсти их абсолютную соосность, поскольку, когда будут затачиваться сверла маленького диаметра, болт, пройдя насквозь корончатую гайку, начнет вкручиваться в нижнюю гайку для того, чтобы прочно зажать сверло в ее пазу.

Теперь в корончатую гайку вкручиваем соответствующий болт, который будет надежно прижимать сверло, уложенное в паз для заточки на наждаке заточного станка.
Остается лишь заточить сверло на наждачном круге, используя грани нижней гайки в качестве шаблона. Для этого просто стачиваем выступающую часть сверла заподлицо с гранями гайки, с чем без труда справится даже ученик профтехучилища первого года обучения. После окончания заточки, болт ослабляется, сверло вынимается из самодельного приспособления и может быть использовано по назначению.
Дополнения и улучшения
В процессе сварки гаек возможно попадание брызг жидкого металла на резьбу корончатой и обычной гайки. Чтобы исключить эту неприятность, в них необходимо ввернуть болт и, тем самым, защитить резьбу.
Поскольку с помощью одного приспособления не удастся охватить все сверла по диаметру, потребуется, по крайней мере, два зажима-шаблона: одно – для мелких сверл, другое – для больших изделий.
 Соответственно, в первом случае гайки будут небольшими по размеру, а во втором – крупными.
Соответственно, в первом случае гайки будут небольшими по размеру, а во втором – крупными.Смотрите видео
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
ПодписатьсяБытовые приспособления для заточки сверл. Чертежи приспособления для заточки сверл своими руками. Метизов много не бывает: модернизация гаечного приспособления
При сверлении отверстий в деталях, изготовленных из металла, используемый инструмент подвергается активному износу, что приводит к интенсивному нагреву сверл и, как следствие, к их выходу из строя. Чтобы избежать этого, необходимо регулярно восстанавливать их геометрические параметры, а сделать это максимально точно и качественно помогает специальное приспособление для заточки сверл.
Особенно актуальным приспособление, предназначенное для заточки сверл, является в тех случаях, когда этими инструментами приходится часто работать по металлу, в результате чего они быстро изнашиваются и требуют регулярного восстановления. При обработке древесины используемое для этих целей сверло практически не изнашивается, соответственно, требует минимального внимания к параметрам своей заточки. Для сверл, режущая часть которых оснащена твердосплавными пластинами, такое приспособление тоже не особенно значимо, так как они практически не подвергаются переточке и используются мастерами до полного износа или поломки.
Многие опытные специалисты вообще не применяют приспособления для заточки, полностью полагаясь на свой опыт и глазомер. Однако, как показывает практика, в таких случаях лучше все же использовать устройства, позволяющие механизировать данный процесс. Это обеспечит максимальную точность и требуемое качество результата.
Это обеспечит максимальную точность и требуемое качество результата.
На современном рынке предлагается множество приспособлений для заточки сверл, позволяющих быстро, качественно и точно восстановить геометрию режущего инструмента даже в том случае, если вы не имеете опыта выполнения подобных процедур. Между тем можно не тратить деньги на приобретение таких приспособлений, а изготовить простейший станок для заточки сверл своими руками.
Варианты изготовления
На каком бы приспособлении или станке ни выполнялась заточка сверла по металлу, ее качество необходимо контролировать. Для этого используется специальный шаблон, который также может быть серийным или изготовленным своими руками. Этот шаблон необходим прежде всего для контроля точности углов режущей части, которые формируются в процессе заточки сверла. Инструменты, используемые для работ с различными материалами, отличаются друг от друга в том числе величинами таких углов. Узнать точные значения последних можно из справочной таблицы.
Работая с разными материалами и зная величины углов режущей части сверл для таких материалов, можно изготовить сразу несколько шаблонов и использовать их для контроля правильности заточки одного и того же сверла, выступающего в данном случае в роли универсального инструмента.
В качестве простейшей приспособы для заточки сверл можно применять втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом. Подбирая втулку для такого приспособления, необходимо следить за тем, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру затачиваемого сверла. Нельзя допускать, чтобы обрабатываемый инструмент болтался в таком отверстии, так как даже 1–2° отклонения его оси от требуемого значения может серьезно снизить качество и точность выполняемой заточки.
Самодельное приспособление для заточки сверл лучше сразу оснастить обоймой из медных или алюминиевых трубок, внутренние диаметры которых соответствуют типовым размерам чаще всего используемых вами сверл. Можно поступить проще и дополнить такое приспособление, применяемое для заточки сверл, деревянным бруском. В бруске надо просверлить отверстия, соответствующие размерам инструментов различного диаметра. Важнейшим элементом конструкции такого приспособления является подручник, который одновременно решает несколько важных задач:
Можно поступить проще и дополнить такое приспособление, применяемое для заточки сверл, деревянным бруском. В бруске надо просверлить отверстия, соответствующие размерам инструментов различного диаметра. Важнейшим элементом конструкции такого приспособления является подручник, который одновременно решает несколько важных задач:
- обеспечивает правильную фиксацию сверла и его точное перемещение по отношению к поверхности точильного круга;
- выступает в качестве надежного упора для обрабатываемого инструмента.
Подобным приспособлением на основе дубового бруска с отверстиями разного диаметра пользовались еще наши деды, которые с его помощью выполняли качественную и точную заточку сверл. Основная задача, которую должен решать самодельный станок или приспособление, используемые для заточки сверл, – правильно ориентировать режущую часть обрабатываемого сверла по отношению к рабочей поверхности точильного круга.
Чтобы изготовить самодельный станок для заточки сверл, можно использовать различные конструктивные исполнения подобных приспособлений. Соответствующие чертежи несложно найти в интернете. Более того, если понять принцип работы такого устройства, то свой заточный станок можно изготовить и по собственной конструкции.
Соответствующие чертежи несложно найти в интернете. Более того, если понять принцип работы такого устройства, то свой заточный станок можно изготовить и по собственной конструкции.
Чертежи деталей приспособления
Промопора
Площадка промопоры
Подвижная площадка
Крепление сверла и упорный винт
Поворотная площадка
Болты, гайки, штифты и шайбы
Существует важное правило, которое необходимо соблюдать при работе с таким приспособлением: в процессе его использования затачиваемое сверло не должно проворачиваться вокруг своей оси. Если инструмент провернется даже на небольшой угол, заточку придется выполнять заново.
После заточки сверла ему следует дать остыть. Затем надо проверить его восстановленные геометрические параметры при помощи шаблона. Необходимо иметь в виду, что режущие кромки инструмента могут отличаться друг от друга по длине не более, чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл, отличающихся небольшим диаметром.
Среди ошибок, допускаемых при заточке сверл с использованием такого приспособления, выделяются две наиболее типичные.
- Длина режущих кромок даже при их симметричности и правильно подобранных углах является неодинаковой, соответственно, центр сверления смещен относительно оси инструмента. Сверло, при заточке которого допущена такая ошибка, будет создавать сильное биение в процессе сверления, а попасть им в центр будущего отверстия на поверхности заготовки будет достаточно сложно. Заточенный таким образом инструмент с большой долей вероятности сломается в процессе дальнейшей эксплуатации.
- При точной центровке сверла углы, под которыми располагаются его режущие кромки, несимметричны. Поскольку из-за этого будет работать только одна режущая кромка, сверление будет происходить медленно, при этом наконечник инструмента будет активно нагреваться. Это приведет к отпуску металла, из которого изготовлено сверло, а создаваемое отверстие окажется разбитым (будет иметь диаметр, превышающий поперечный размер самого инструмента).

Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Для того чтобы успешно затачивать сверла по металлу, большая часть которых изготавливается из быстрорежущей стали, необходимо использовать достаточно твердый точильный круг. В этом качестве можно применять абразивный инструмент, выполненный из карбида кремния. Такие круги, которые можно узнать по зеленому цвету и маркировке 64С, должны иметь зернистость, находящуюся в диапазоне 8Н – 16Н. Используя диски из этого материала, необходимо иметь в виду, что они сильно нагреваются при работе, поэтому не следует допускать, чтобы затачиваемое сверло находилось в длительном контакте с абразивным инструментом. Чтобы не допустить перегрева сверла при его заточке на таком диске, инструмент необходимо регулярно охлаждать, используя для этого водный раствор соды.
Если вы постоянно имеете дело с заточкой твердых заготовок, то поверхность сверла очень быстро придет в негодность. Оно затупится, будет сильно нагреваться и в итоге потеряет былую прочность. Все это следствие «отпускания» металла. Именно поэтому такой инструмент нуждается в периодической заточке с помощью специальных приспособлений .
Оно затупится, будет сильно нагреваться и в итоге потеряет былую прочность. Все это следствие «отпускания» металла. Именно поэтому такой инструмент нуждается в периодической заточке с помощью специальных приспособлений .
Как сделать самодельные приспособления для заточки сверл, какие шаблоны для этого существуют и что нужно подготовить для работы, вы узнаете из нашей статьи.
Особенности заточки сверл
Сверла – эти недорогие приспособления, особенно если говорить о тех, что широко используются для бытовых нужд. Однако если есть возможность, то после затупления лучше заточить инструменты, чем покупать новые.
Есть заводские устройства, предназначенные для заточки, но при их покупке вы сильно потратитесь, и это не восполнит экономию при отказе от приобретения новых инструментов. Именно поэтому немало мастеров собирают станки для заточки своими руками .
Стоит отметить, что затупление касается сверл по металлу , поскольку инструменты по дереву практически этому не подвержены, за исключением случаев применения на высоких оборотах при смолистой заготовке. Также заточке не подлежат победитовые наконечники по камню или бетону.
Также заточке не подлежат победитовые наконечники по камню или бетону.
А вот сверла по металлу многие точат посредством всех дополнительных приспособлений своими руками, но точность такой работы далеко не всегда идеальна, поэтому желательно использовать хотя бы минимум механики.
Как правильно сделать приспособление для заточки сверл своими руками: обучающее видео
Чтобы самому сделать такое устройство, вам потребуется средство контроля (шаблон). Каким бы образом сверло не затачивалось, точность проверяется специальным шаблоном.
Простые сверла по черному металлу имеют угол кромки от 115 до 120 градусов. Если металл другой, то и углы заточки тоже будут отличаться:
Вы можете подготовить сразу несколько шаблонов в зависимости от перечисленных значений и, в соответствии с ними, своими руками выполнять заточку. Одно и то же сверло можно применять для разных типов заготовок, нужно лишь менять углы вершины рабочего места.
Простое, но очень удобное затащивающее устройство – это втулки разного размера , которые прикреплены к основанию. Сделать самому их можно, опираясь на специальные чертежи. Помните, что инструмент во втулке не должен болтаться, а качество сверления может ухудшиться, даже если ошибка составит всего один градус.
Сделать самому их можно, опираясь на специальные чертежи. Помните, что инструмент во втулке не должен болтаться, а качество сверления может ухудшиться, даже если ошибка составит всего один градус.
Можно сделать большую обойму на основе алюминиевых или медных трубок в зависимости от типовых параметров сверл или же взять брусок из мягкого материала и проделать в нем много отверстий. В точиле очень важно поставить удобный подручник, благодаря которому можно будет под нужным углом двигать приспособление для заточки и держать упор.
Перечисленные приспособления для заточки изготавливаются уже немало десятилетий подряд и пользуются спросом до сих пор. Для сборки заточного станка своими руками можно вместо уголка взять дубовый брусок.
Простейший станок для заточки можно собрать, просто установив напротив боковой части наждака верстак или столик. Даже такое простое приспособление обеспечивает высокое качество и точность выполнения работ.
Особенности выполнения заточки на простом устройстве
В интернете можно отыскать готовые чертежи устройств для заточки сверл, или же наброcать их самому, но для этого следует понимать принцип работы со сверлом.
Во время работы категорически запрещено допускать движение сверла вокруг своей оси. Если он провернется как минимум на миллиметр, то будет испорчен, и вам придется для повторной обработки стачивать небольшое расстояние.
После окончания работы сверло должно остыть , также выполните замеры шаблонами. Кромки должны быть идеально симметричными вплоть до десятых долей миллиметра. Особенно это важно, если сверло имеет минимальный диаметр.
Заточка может сопровождаться такими ошибками:
Как из подручных средств своими руками собрать точильный станок для спиральных сверл по металлу?
Для основы прибора можно взять любой точильный станок, который способен исправно работать, в нем нет биения оси, и он держит обороты под нагрузкой.
Задание выглядит таким образом:
- подручник обязан строго стоять горизонтально на одной оси с вращением наждака;
- конструкция должна быть безопасной, надежной и прочной;
- следует предусмотреть возможность затачивать как вручную, так и полуавтоматом;
- форма подручника должна способствовать свободному опущению хвостовика сверла на нужный угол.

Специфических деталей для изготовления этого приспособления не требуется, практически все необходимое есть у каждого домашнего мастера. Заготовки обрабатываются болгаркой , сваркой или точилом .
Для режима полуавтоматики предполагается качающийся упор, поэтому нужно сделать петлевое соединение. Точно подберите для отсутствия люфтов отверстия болта, кронштейна и трубки.
Площадка должна двигаться по вертикальной оси , чтобы можно было менять угол заточки сверла. Данную ось можно фиксировать, а подручник должен качаться, опираясь при этом на горизонтальную ось, что при заточке обеспечивает нужную артикуляцию.
Опорная пластина выполняется из металла на 4 мм в толщину, а основные части конструкции должны иметь толщину в 3 мм соответственно. Это обеспечивает ее высокую прочность. Подручник с корпусом наждака соединяется жестко. Крепить его к защитному кожуху нельзя, поэтому посредством металлической «щеки» прикрутите кронштейн.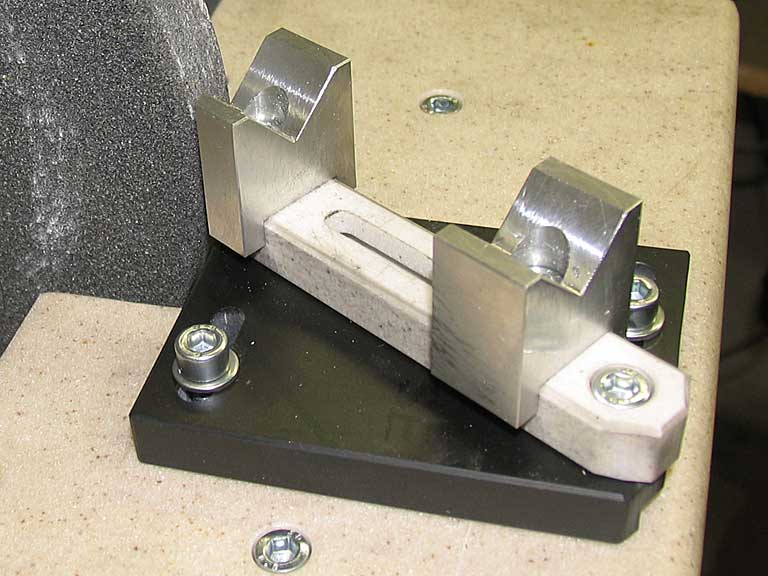
К опорной пластине затем прикручиваем саму направляющую пластину для сверл толщиной в 5 мм. В ней для фиксации сверла при обработке пропиливается паз треугольной формы .
Конструкция имеет угол поворота в 90 градусов, что позволяет обеспечивать заточку разными методами . Начиная от метода Леонтьева и заканчивая прижимом под определенным углом и созданием острого угла кромки благодаря кривизне наждака.
Сверло при обработке будет не только прочно стоять в канавке , его также можно будет вдоль паза подавать к абразиву, а угол заточки при этом отклоняться не будет. Благодаря частичному превышению плоскости опорной пластины над осью движения диска, можно достичь нужной формы заточки затылка кромки.
Перед выполнением работ сверло следует прижать к пластине и выставить параллельно ей режущую кромку. Юстировка на этом окончена и можно к наждаку подносить и инструмент. Заточку нужно выполнять медленно и аккуратно, тщательно следить за углом.
Благодаря такому самодельному инструменту достигается высокая точность заточки и практически не нужен шаблон. Правда, потребуется время на установку станка и настройку угла, то зато потом вы без труда быстро наточите сверла в нужном количестве.
А вот если потребуется заточить бур, оснащенный твердосплавной насадкой, то можно на фиксированный угол прикрепить качающуюся пластину. Для этого под осевую гайку кладут несколько шайб.
Применение наждачного круга в самодельном инструменте для заточки
Для универсальных точильных работ в основном используют белые круги на основе электрокорунда. Их применяют для заточки лопат, топоров, ножей и заготовок из металла.
С целью обработки твердосплавных сверл или быстрорежущих металлов нужно брать абразивные зеленые круги на основе карбида кремния с маркировкой 64С. А вот под бытовые нужды достаточно зернистости круга на 25Н.
Заточка сверл требует более мелкой фракции в области от 8Н до 16Н .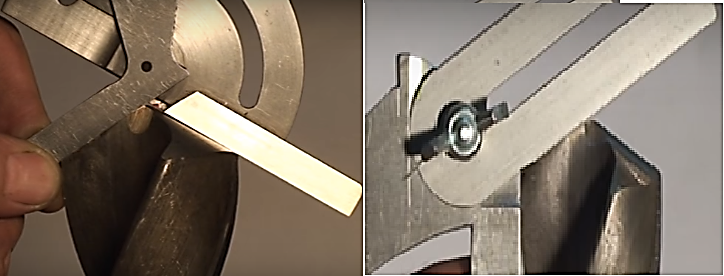 Помните, что наждаки на основе карбида кремния во время работы сильно греются, поэтому сверло в контакте с таким абразивом держать долго нельзя. Давайте металлу остывать после 2-3 подходов и охлаждайте его в содовой воде.
Помните, что наждаки на основе карбида кремния во время работы сильно греются, поэтому сверло в контакте с таким абразивом держать долго нельзя. Давайте металлу остывать после 2-3 подходов и охлаждайте его в содовой воде.
Качество кромки зависит от направления вращения абразива . Рабочая его поверхность обязана набегать на срез (идти сверху вниз).
Периферийная поверхность наждака при обработке обязана быть ровной. Ее можно править насадкой на основе эльбора. Если диск имеет малый диаметр, допускается применение плоскогубцев , в которых будет удерживаться эльборовый резец.
Итак, мы рассмотрели, как в домашних условиях можно собрать и использовать приспособления разной сложности с целью заточки сверл и не только. Выбрать подходящий вариант вы можете в зависимости от ваших бытовых потребностей.
Сверление металлов или дерева – работа, которую вы проделываете регулярно. Качественная насадка не требует заточки довольно долго, однако есть некоторые ошибки, при которых затупление происходит раньше положенного срока:
- Применение сверла, не соответствующего обрабатываемому материалу. Это не означает обязательно сверление железобетона сверлом по дереву, хотя в этом случае вы моментально превратите режущий инструмент в пруток с округлым концом. Для сверления различных видов металла и твердых пластмасс существуют специально изготовленные сверла. При несоответствии – режущая кромка быстро приходит в негодность;
- Неправильный угол заточки. Эта величина так же должна соответствовать типу материала, в котором проделывается отверстие;
- Перегрев. Самая распространенная причина. При работе с прочным материалом, хочется побыстрей закончить сверление, и мы часто забываем о такой мелочи, как охлаждение зоны работ. Если нет возможности обеспечить подачу к инструменту охлаждающей жидкости – необходимо делать перерывы для остывания режущей кромки. Можно макать раскаленное сверло в емкость с водой.
 Это не означает обязательно сверление железобетона сверлом по дереву, хотя в этом случае вы моментально превратите режущий инструмент в пруток с округлым концом. Для сверления различных видов металла и твердых пластмасс существуют специально изготовленные сверла. При несоответствии – режущая кромка быстро приходит в негодность;
Это не означает обязательно сверление железобетона сверлом по дереву, хотя в этом случае вы моментально превратите режущий инструмент в пруток с округлым концом. Для сверления различных видов металла и твердых пластмасс существуют специально изготовленные сверла. При несоответствии – режущая кромка быстро приходит в негодность;Механизм горячего затупления простой: Раскаленная кромка «отпускается», то есть теряет твердость. Режущие свойства ухудшаются, что приводит к повышенному трению.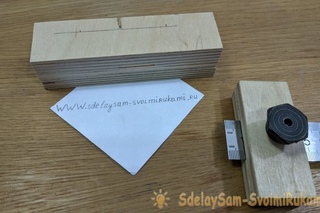 Нагрев увеличивается сильней, и процесс усугубляется в арифметической прогрессии.
Нагрев увеличивается сильней, и процесс усугубляется в арифметической прогрессии.
В результате мы можем потерять хороший и возможно дорогой инструмент. Если под рукой есть точильный станок для сверл – проблема решается на месте, если нет – приходится изобретать свои способы заточки.
Ручная заточка без приспособлений
Слесаря с большим опытом точат сверла руками, используя лишь точило с подручником. Но далеко не все домашние мастера могут похвастаться такими навыками.
К тому же, таким способом можно восстановить остроту лишь изделиям большого диаметра. Тогда легче контролировать угол. Наиболее популярный размер (3-5 мм) таким способом не наточишь. Даже шаблон тут не поможет.
Мастеров, которые регулярно проводят сверлильные работы – заинтересует разнообразие заточных станков для сверл, предлагаемое в магазинах электроинструмента.
Однако подобные приспособления (несмотря на очевидное удобство использования), достаточно дорогое удовольствие. Вот и бегут «самоделкины» в магазин за очередным китайским наконечником. А ведь домашние мастера с опытом, до сих пор используют инструмент времен СССР, который соответствует ГОСТам по прочности и долговечности.
Вот и бегут «самоделкины» в магазин за очередным китайским наконечником. А ведь домашние мастера с опытом, до сих пор используют инструмент времен СССР, который соответствует ГОСТам по прочности и долговечности.
Секрет прост – у многих слесарей старой закалки имеется в запасе самодельный станок для заточки.
ВАЖНО! Для большинства домашних работ, вполне можно обойтись несложными приспособлениями для заточки. Особенно если вас пугает слово «станок».
Простейшие приспособления для правки режущей кромки сверла
Для понимания процесса ознакомимся с составными частями наконечника.
Затем поворотом ложа формируется плоскость (точнее конус) затыловки.
Заточка проверяется на шаблоне и оценивается визуально. Все плоскости соответствуют стандарту.
К нижней (тыльной) части ложа-уголка приваривается направляющая для упора хвостовика сверла. Сам упор сваривается из муфты и уголка.
Фиксация производится при помощи винта. Упором выставляется предельная величина стачиваемой кромки, и благодаря этому, оба режущих элемента сверла стачиваются симметрично.
Упором выставляется предельная величина стачиваемой кромки, и благодаря этому, оба режущих элемента сверла стачиваются симметрично.
Острение рабочей кромки производится против хода вращения наждачного круга. В этом случае образующийся заусенец автоматически удаляется набегающей поверхностью наждака. Для заточки достаточно двух-трех качаний ложа по радиусу конуса затыловки.
Данный тип сверл затачивается по внешней поверхности наждачного камня, при необходимости использовать боковую (радиальную) плоскость – приспособление можно развернуть на любой угол.
Точильный станок для сверл крепится к верстаку при помощи струбцины. Можно зафиксировать основание стационарно – но в этом случае потеряется возможность точной регулировки.
Для быстрого и качественного просверливания отверстий нужны острые сверла, которым свойственно со временем притупляться. Лучше всего этот инструмент оттачивает станок для заточки сверл. В домашних условиях можно также использовать специальные приспособления.
1
Станок для заточки сверл – это автоматизированное оборудование узкой специализации, предназначенное только для оттачивания сверл. По сфере использования различают следующие виды этих устройств:
- Промышленные – имеют большую мощность, на них затачивают различные сверла с диаметром от 20 мм и больше. Основное назначение такого оборудования – интенсивная работа на крупных предприятиях с высокой степенью профильной специализации. В промышленном оборудовании сверло затачивается в полностью или частично автоматическом режиме под нужным углом с помощью узла закрепления (специального зажима).
- Бытовые – используются исключительно на небольшом производстве или в домашних условиях. Устройство этих станков отличается небольшой мощностью, компактностью и мобильностью. На них возможно затачивать сверла среднего и маленького размера, которые используются в быту чаще всего.
Бытовой станок для заточки сверл перед всеми прочими устройствами и приспособлениями, используемыми для восстановления остроты инструмента, обладает массой важных преимуществ, среди которых в первую очередь стоит отметить следующие:
- работает от электрической сети со стандартным напряжением;
- высокая степень производительности;
- простота эксплуатации;
- высокий уровень точности заточки и функциональности;
- доступная цена, находящаяся в допустимых пределах возможностей любого домашнего мастера;
- имеет небольшой вес и компактный размер;
- удобная эргономичная система управления обеспечивает регулирование скорости и интенсивности заточки.

2
Все бытовые станки рассчитаны на заточку из быстрорежущей стали определенного, конструктивно заложенного в устройство оборудования, диапазона диаметров. На многих станках можно затачивать инструмент, оснащенный твердосплавными пластинами – для этого в комплекте поставляется или дополнительно докупается алмазный круг. Обычно их возможности предусматривают заточку сверл с углом конуса при вершине в диапазоне 90–140 о по задней поверхности с выполнением затыловки и подточки режущей поперечной кромки. Но выпускаются также специализированные модификации для сверл по металлу:
- левых;
- с двухплоскостной затыловкой;
- высокопроизводительных;
- трехзубых;
- других.
Наиболее удобны в домашней эксплуатации станки с универсальным патроном для зажимания сверл различного диаметра в пределах технически допустимого диапазона размеров, а также устройства, комплектующиеся набором съемных патронов, которые крепятся на корпусе самого станка и всегда под рукой.
Такое оборудование как правило оснащено окном, через которое можно наблюдать за центрированием сверла в рабочей зоне станка. В комплекте со станком идут стандартные принадлежности: эльборовые круги, комплект цанг, ключи, запасные детали. Также могут поставляться дополнительные принадлежности: алмазные круги, дополнительный набор цанг, светильник для рабочей зоны и другие. Наиболее известные типы подобных станков: Drill Doctor , GS и их китайские аналоги.
По диапазону размеров обрабатываемых сверл эти станки выпускают двух основных видов (с различными крайними значениями диаметров): от 2 мм до 13 мм и от 13 мм до 34 мм. Их недостатки: плохая заточка тонких сверл (точность станков не рассчитана на это) и невозможность оттачивания очень тонких. Для инструмента малых диаметров потребуется специальный станок для заточки сверл – например, ВЗ-389СП, предназначенный для заточки инструмента размером 0,4–4 мм и оснащенный для контроля за процессом оттачивания 30-кратным оптическим устройством.
3
Прежде чем подбирать станок для заточки сверл необходимо определить для него будущий фронт работ, потому что при покупке требуется руководствоваться определенными эксплуатационными параметрами. Если устройство предполагается использовать в домашних условиях (к примеру, на даче или в гараже), то можно приобрести маломощную, недорогую модель – учитывая, что станок не будет эксплуатироваться постоянно, оборудование большой мощности будет совершенно ни к чему. Кроме того, промышленные устройства предназначены для затачивания сверл больших диаметров и потребляют гораздо большее, чем бытовые модели, количество электроэнергии.
При покупке станка следует обратить особое внимание на наличие специального регулятора, предназначенного для настройки вращения шпинделя. Такая опция позволит сделать работу максимально эффективной и безопасной.
Еще один немаловажный параметр – размер сверл, который должен определяться спектром предполагаемых работ. Выбираемый бытовой станок должен иметь достаточно низкий уровень производимого шума, особенно когда оборудование планируется использовать не в каком-то отдельном помещении, а непосредственно в жилой зоне.
Выбираемый бытовой станок должен иметь достаточно низкий уровень производимого шума, особенно когда оборудование планируется использовать не в каком-то отдельном помещении, а непосредственно в жилой зоне.
Необходимо также обратить внимание на конструкцию приглянувшейся модели – лучше всего, если она будет максимально простой. В этом случае какая-либо поломка не доставит больших хлопот – не составит труда подыскать и приобрести нужную новую деталь и поставить ее вместо вышедшей из строя. Нельзя не отметить, что большинство зарубежных моделей в плане их технического обслуживания довольно дорогие, а найти нужную деталь на замену порой бывает непросто. И последняя рекомендация: выбирать станок для заточки сверл следует только в специализированных торговых точках и магазинах, где будет выдан гарантийный талон и технический паспорт.
4
На предприятиях в некоторых случаях сверловщик затачивает сверла сам вручную на обычных заточных станках, которые оборудованы для этой цели специальным приспособлением. Для этого он предварительно должен изучить правила затачивания сверл и пройти специальные подготовительные курсы. Используемое приспособление для заточки сверл представляет из себя стальную конструкцию, оснащенную подвижным зажимом для сверла с регулируемым углом наклона относительно вращающегося шлифовального круга и имеющее крепление для фиксации на корпусе заточного станка.
Также нередки случаи, когда на предприятии при затачивании вручную на обычном заточном станке вовсе не используют никаких приспособлений. При этом сверло правой рукой держат за хвостовик, а левой – насколько возможно ближе к режущей части. Режущую кромку инструмента прижимают к боковой поверхности абразивного круга и одновременно правой рукой плавно покачивают сверло, стремясь добиться, чтобы задняя его поверхность приняла нужную форму и приобрела правильный наклон. Снимать металл нужно небольшими слоями, слабо прижимая инструмент к кругу. Надо следить, чтобы у сверла режущие кромки были одинаковой длины и имели одинаковые углы заточки.
Ошибки, допущенные во время ручной заточки, могут привести к следующим недостаткам сверла:
- режущие кромки неравной длины;
- углы, образуемые режущими кромками с осью инструмента, разные;
- у поперечного лезвия односторонняя выточка.
В результате этих дефектов сверло будет:
- бить;
- неправильно, односторонне нагружаться на режущих кромках – может сломаться;
- просверливать отверстия большего диаметра, чем само сверло.
После заточки у инструмента следует проверять для поперечной кромки ее ширину и правильность положения относительно режущих кромок, длину последних, угол: в плане φ, наклона поперечной кромки, задний угол α, двойной заточки φ1, при вершине 2φ. Для проверки всех этих параметров на предприятиях используют специальные шаблоны. Правильность расположения перемычки выясняют с помощью оптического прибора. На предприятиях в ряде случаев проверяют биение сверла – используют для этого специальное приспособление.
Сверла по металлу из быстрорежущих сталей затачивают на кругах для шлифования из электрокорунда белого и нормального на керамической связке зернистостью 16–40, твердостью СМ, а также на кругах из эльбора. При заточке инструмента, который оснащен твердосплавными пластинами, применяют из синтетических алмазов, а также из зеленого карбида кремния зернистостью 16–40.
5
Не имея специального станка, в домашних условиях можно использовать для заточки сверл следующее оборудование:
- обычный заточной станок;
- электродрель;
- самодельные аппараты для заточки.
Для использования простого заточного станка лучше приобрести специальное приспособление, потому что прежде, чем самостоятельно научиться правильно оттачивать инструмент без него, можно испортить не один десяток сверл. Это приспособление для заточки сверл имеет примерно такое же устройство, как и описанное выше промышленное. Есть варианты не с креплением на корпус станка, а с отдельной установкой на горизонтальную поверхность вблизи вращающегося шлифовального круга. Подобное приспособление может быть самодельным. Оно может быть выполнено из дерева: на его основании крепят брус с несколькими отверстиями под диаметр нужных сверл, просверленными под наклоном, обеспечивающем нужный угол заточки. Можно предусмотреть изменение наклона – угла заточки.
В случае с электродрелью используется специальная насадка для заточки сверл. К сожалению, в продаже попадаются только для заточки под углом 118 о и только для размеров инструмента 3,5–10 мм (отечественные) и 2,5–10 мм (импортные). Причем и те, и другие только для дрелей с шейкой шпинделя диаметром 43 мм. В корпусе этих насадок есть 15 отверстий под сверла разных диаметров. Насадки комплектуются камнем, затачивающая поверхность которого расположена под определенным углом, и поводком для него, вставляемым в патрон дрели.
Изменив один раз длину поводка (укоротив его), насадку настраивают для работы с одной конкретной дрелью. Работают с ней следующим образом: поводок с камнем на конце вставляют в патрон дрели; насадку одевают на шпиндель и фиксируют винтом; запускают дрель и вставляют сверла в отверстие корпуса насадки соответствующего диаметра. Подобное приспособление тоже можно сделать самостоятельно. В самодельной насадке можно будет предусмотреть нужные углы заточки и диаметры инструмента.
Самодельные аппараты могут быть выполнены в виде обычных заточных станков. На них лучше сразу предусмотреть способ крепления и заточки сверл, чтобы не придумывать дополнительные приспособления для этого.
Одним из основных параметров спирального сверла является угол при вершине, который для прочных металлов (сталь, чугун, твердая бронза, титан и т. д.) составляет приблизительно 120 градусов.
Отклонение этого угла в большую или меньшую сторону от номинального значения затрудняет эффективную работу сверла. В первом случае падает производительность и происходит перегрев инструмента, во втором – сверло может просто сломаться, не выдержав чрезмерной нагрузки.
Чтобы соблюсти параметры заточки без специальных приспособлений, необходимо обладать высокой квалификацией и опытом инструментальщика-заточника. Ну, а неспециалисту, особенно в бытовых условиях, сделать это будет практически невозможно.
Но, имея некоторые инструменты и простые материалы, можно изготовить не очень сложное, но надежное приспособление для заточки угла при вершине спирального сверла по твердому металлу.
Что может понадобиться для работы над приспособлением
Для этого потребуются следующие инструменты:- штангенциркуль;
- маркер;
- тиски по металлу;
- болгарка;
- плоскогубцы;
- сварочный аппарат;
- точильный станок с наждачным кругом.
- обычную шестигранную гайку;
- гайку корончатую;
- болт того же размера и резьбы, что и гайки;
- спиральное сверло, требующее заточки.
Процесс изготовления
Особенностью шестигранной гайки является то, что две любые смежные ее грани сходятся под углом 120 градусов. Примерно такого же размера угол при вершине у спирального сверла для работы по твердым металлам. Это случайное совпадение можно использовать для изготовления приспособления для заточки спирального сверла.Для этого с помощью штангенциркуля и маркера на гайке намечаем линии реза, чтобы получилась треугольная прорезь, симметричная относительно диагонали, соединяющей два противоположных угла гайки. В нее будет продольно укладываться сверло перед процессом заточки.
Для выреза намеченного треугольного паза в гайке, она зажимается в тиски и болгаркой осуществляются прорези по заранее проведенным линиям. Чтобы удалить отпиленные кусочки гайки можно воспользоваться плоскогубцами.
Далее берется корончатая гайка и своим основанием приваривается к первой гайке со стороны вырезанного паза. Причем необходимо соблюсти их абсолютную соосность, поскольку, когда будут затачиваться сверла маленького диаметра, болт, пройдя насквозь корончатую гайку, начнет вкручиваться в нижнюю гайку для того, чтобы прочно зажать сверло в ее пазу.
Теперь в корончатую гайку вкручиваем соответствующий болт, который будет надежно прижимать сверло, уложенное в паз для заточки на наждаке заточного станка.
Остается лишь заточить сверло на наждачном круге, используя грани нижней гайки в качестве шаблона.
Для этого просто стачиваем выступающую часть сверла заподлицо с гранями гайки, с чем без труда справится даже ученик профтехучилища первого года обучения.
После окончания заточки, болт ослабляется, сверло вынимается из самодельного приспособления и может быть использовано по назначению.
Дополнения и улучшения
В процессе сварки гаек возможно попадание брызг жидкого металла на резьбу корончатой и обычной гайки. Чтобы исключить эту неприятность, в них необходимо ввернуть болт и, тем самым, защитить резьбу.Поскольку с помощью одного приспособления не удастся охватить все сверла по диаметру, потребуется, по крайней мере, два зажима-шаблона: одно – для мелких сверл, другое – для больших изделий. Соответственно, в первом случае гайки будут небольшими по размеру, а во втором – крупными.
Простое приспособление для заточки сверл своими руками. Затачиваем сверло в домашних условиях – угол заточки и другие нюансы Как сделать заточное приспособление для сверл
При сверлении отверстий в деталях, изготовленных из металла, используемый инструмент подвергается активному износу, что приводит к интенсивному нагреву сверл и, как следствие, к их выходу из строя. Чтобы избежать этого, необходимо регулярно восстанавливать их геометрические параметры, а сделать это максимально точно и качественно помогает специальное приспособление для заточки сверл. Это нехитрое устройство, которое можно изготовить своими руками, позволяет быстро и качественно затачивать затупившиеся сверла и не тратить деньги на приобретение новых.
Особенно актуальным приспособление, предназначенное для заточки сверл, является в тех случаях, когда этими инструментами приходится часто работать по металлу, в результате чего они быстро изнашиваются и требуют регулярного восстановления. При обработке древесины используемое для этих целей сверло практически не изнашивается, соответственно, требует минимального внимания к параметрам своей заточки. Для сверл, режущая часть которых оснащена твердосплавными пластинами, такое приспособление тоже не особенно значимо, так как они практически не подвергаются переточке и используются мастерами до полного износа или поломки.
Многие опытные специалисты вообще не применяют приспособления для заточки, полностью полагаясь на свой опыт и глазомер. Однако, как показывает практика, в таких случаях лучше все же использовать устройства, позволяющие механизировать данный процесс. Это обеспечит максимальную точность и требуемое качество результата.
На современном рынке предлагается множество приспособлений для заточки сверл, позволяющих быстро, качественно и точно восстановить геометрию режущего инструмента даже в том случае, если вы не имеете опыта выполнения подобных процедур. Между тем можно не тратить деньги на приобретение таких приспособлений, а изготовить простейший станок для заточки сверл своими руками.
Варианты изготовления
На каком бы приспособлении или станке ни выполнялась заточка сверла по металлу, ее качество необходимо контролировать. Для этого используется специальный шаблон, который также может быть серийным или изготовленным своими руками. Этот шаблон необходим прежде всего для контроля точности углов режущей части, которые формируются в процессе заточки сверла. Инструменты, используемые для работ с различными материалами, отличаются друг от друга в том числе величинами таких углов. Узнать точные значения последних можно из справочной таблицы.
Работая с разными материалами и зная величины углов режущей части сверл для таких материалов, можно изготовить сразу несколько шаблонов и использовать их для контроля правильности заточки одного и того же сверла, выступающего в данном случае в роли универсального инструмента.
В качестве простейшей приспособы для заточки сверл можно применять втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом. Подбирая втулку для такого приспособления, необходимо следить за тем, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру затачиваемого сверла. Нельзя допускать, чтобы обрабатываемый инструмент болтался в таком отверстии, так как даже 1–2° отклонения его оси от требуемого значения может серьезно снизить качество и точность выполняемой заточки.
Самодельное приспособление для заточки сверл лучше сразу оснастить обоймой из медных или алюминиевых трубок, внутренние диаметры которых соответствуют типовым размерам чаще всего используемых вами сверл. Можно поступить проще и дополнить такое приспособление, применяемое для заточки сверл, деревянным бруском. В бруске надо просверлить отверстия, соответствующие размерам инструментов различного диаметра. Важнейшим элементом конструкции такого приспособления является подручник, который одновременно решает несколько важных задач:
- обеспечивает правильную фиксацию сверла и его точное перемещение по отношению к поверхности точильного круга;
- выступает в качестве надежного упора для обрабатываемого инструмента.
Подобным приспособлением на основе дубового бруска с отверстиями разного диаметра пользовались еще наши деды, которые с его помощью выполняли качественную и точную заточку сверл. Основная задача, которую должен решать самодельный станок или приспособление, используемые для заточки сверл, – правильно ориентировать режущую часть обрабатываемого сверла по отношению к рабочей поверхности точильного круга.
Чтобы изготовить самодельный станок для заточки сверл, можно использовать различные конструктивные исполнения подобных приспособлений. Соответствующие чертежи несложно найти в интернете. Более того, если понять принцип работы такого устройства, то свой заточный станок можно изготовить и по собственной конструкции.
Чертежи деталей приспособления
Промопора
Площадка промопоры
Подвижная площадка
Крепление сверла и упорный винт
Поворотная площадка
Болты, гайки, штифты и шайбы
Существует важное правило, которое необходимо соблюдать при работе с таким приспособлением: в процессе его использования затачиваемое сверло не должно проворачиваться вокруг своей оси. Если инструмент провернется даже на небольшой угол, заточку придется выполнять заново.
После заточки сверла ему следует дать остыть. Затем надо проверить его восстановленные геометрические параметры при помощи шаблона. Необходимо иметь в виду, что режущие кромки инструмента могут отличаться друг от друга по длине не более, чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл, отличающихся небольшим диаметром.
Среди ошибок, допускаемых при заточке сверл с использованием такого приспособления, выделяются две наиболее типичные.
- Длина режущих кромок даже при их симметричности и правильно подобранных углах является неодинаковой, соответственно, центр сверления смещен относительно оси инструмента. Сверло, при заточке которого допущена такая ошибка, будет создавать сильное биение в процессе сверления, а попасть им в центр будущего отверстия на поверхности заготовки будет достаточно сложно. Заточенный таким образом инструмент с большой долей вероятности сломается в процессе дальнейшей эксплуатации.
- При точной центровке сверла углы, под которыми располагаются его режущие кромки, несимметричны. Поскольку из-за этого будет работать только одна режущая кромка, сверление будет происходить медленно, при этом наконечник инструмента будет активно нагреваться. Это приведет к отпуску металла, из которого изготовлено сверло, а создаваемое отверстие окажется разбитым (будет иметь диаметр, превышающий поперечный размер самого инструмента).
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Для того чтобы успешно затачивать сверла по металлу, большая часть которых изготавливается из быстрорежущей стали, необходимо использовать достаточно твердый точильный круг. В этом качестве можно применять абразивный инструмент, выполненный из карбида кремния. Такие круги, которые можно узнать по зеленому цвету и маркировке 64С, должны иметь зернистость, находящуюся в диапазоне 8Н – 16Н. Используя диски из этого материала, необходимо иметь в виду, что они сильно нагреваются при работе, поэтому не следует допускать, чтобы затачиваемое сверло находилось в длительном контакте с абразивным инструментом. Чтобы не допустить перегрева сверла при его заточке на таком диске, инструмент необходимо регулярно охлаждать, используя для этого водный раствор соды.
Если сверлить приходится только древесину, то об остроте сверла можно не задумываться, так как сверло может исправно служить месяцы и годы без заточки. Но когда доходит дело до сверления металла, острота сверла становиться очень важна, другими словами, просверлить металл можно только острым сверлом. Разницу легко почувствовать, взяв абсолютно новое сверло. Начав довольно резво врезаться в металл, с каждой минутой сверло будет погружаться в металл все медленнее, а давить на него придется все сильнее. Скорость затупления сверла зависит в частности от оборотов, скорости подачи, охлаждения и других факторов, однако как ни старайся, время работы сверла до неудовлетворительной работоспособности измеряется минутами. Если объем работы значительный, постоянно покупать новые сверла получится накладно, поэтому лучше научиться их затачивать. Хотя все равно стоит иметь несколько сверл одного диаметра (3-10, в зависимости от ох диаметра и соответственно цены) чтобы возвращаться к заточке только когда затупились все сверла.
На периферии сверла скорость резания максимальна, и, следовательно, максимален нагрев режущих кромок. В то же время отвод тепла от уголка режущей кромки сильно затруднен. Поэтому затупление начинается с уголка, потом распространяется на всю режущую кромку. Ясно видно ее закругление. Затем истирается задняя грань. На ней появляются штрихи, риски, идущие от режущей кромки. По мере износа риски сливаются в сплошную полоску вдоль режущей кромки, более широкую у периферии и сужающуюся к центру сверла. Поперечная режущая кромка при износе сминается.
В начале затупления сверло издает резкий скрипящий звук. Если сверло вовремя не заточить, количество выделяемого тепла будет возрастать и процесс износа пойдет быстрее.
Чтобы облегчить контроль геометрии сверла, главное, что следует сделать – это шаблон описанный ниже. С его помощью, даже если заточка выполняется без приспособлений, всегда можно проверить, где ещё нужно снять металл, и, в конце концов, получить то, что и должно получиться (не может быть чтобы не получилось, даже если придется сточить половину длинны сверла). Для соблюдения симметрии старайтесь, чтобы время заточки каждого участка и сила нажима были постоянные.
Заточка спиральных сверл
Заточку сверла производят по его задним граням. Очень важно, чтобы оба пера (зуба) сверла были заточены совершенно одинаково. Выполнить это вручную очень трудно. Не просто также вручную создать требуемую форму задней грани и заданный задний угол (где какой угол см. ниже).Для заточки существуют специальные станки или приспособления. Если есть возможность, то лучше затачивать сверла на специализированном оборудовании. Но в условиях домашней мастерской такой возможности, как правило, не бывает. Сверла приходится затачивать вручную на обыкновенном точиле.
В зависимости от того, какую форму придают задней поверхности, существуют разные виды заточки: одноплоскостная, двухплоскостная, коническая, цилиндрическая, винтовая.
При одноплоскостной заточке заднюю поверхность пера выполняют в виде плоскости. Задний угол при такой заточке должен быть 28-30°. При одноплоскостной заточке велика опасность выкрашивания режущих кромок. Этот способ, самый легко выполнимый при ручной заточке, рекомендуют для сверл диаметром до 3 мм.
Универсальные сверла диаметром больше 3 мм обычно подвергают конической заточке. Для того, чтобы были понятны особенности такой заточки, рассмотрим схему конической заточки на станке сверла с углом 2φ в 118°. На рисунке ниже показан шлифовальный круг и прижатое к его торцу режущей кромкой и задней поверхностью сверло.
Представим себе конус, образующая которого направлена вдоль режущей кромки и торца шлифовального круга, а вершина отстоит от диаметра сверла на 1,9 его величины. Угол при вершине равен 26°. Ось сверла пересекается с осью воображаемого конуса под углом 45°. Если вращать сверло, вокруг оси воображаемого конуса (как бы катать конус по торцу шлифовального круга), то на задней грани сверла образуется коническая поверхность. Если ось сверла и ось воображаемого конуса находятся в одной плоскости, то задний угол будет равен нулю. Чтобы образовался задний угол, нужно сместить ось сверла по отношению к оси воображаемого конуса. На практике это смещение будет равным 1/15 диаметра сверла. Качание сверла по оси воображаемого конуса при таком смешении обеспечит конусную заднюю грань и задний угол 12-14°. Чем больше величина смещения, тем большим будет задний угол. Следует напомнить, что задний угол вдоль режущей кромки меняется и увеличивается к центру сверла.
Понятно, что выполнить все эти условия заточки вручную очень сложно. Сверло, предназначенное к заточке, берут левой рукой за рабочую часть, возможно ближе к заборному конусу, а правой за хвостик.
Режущей кромкой и задней поверхностью сверло прижимают к торцу шлифовального круга и, начиная от режущей кромки, плавными движениями правой руки, не отрывая сверла от камня, покачивают его, создавая на задней грани пера конусную поверхность. Затем повторяют ту же процедуру для второго пера.
При заточке желательно как можно точнее повторить ту форму задней поверхности, которая была после заводской заточки, чтобы не потерять требуемые задние углы.
Другой способ заточки, широко применяемый домашними мастерами, заключается в следующем. Как и в предыдущем случае, сверло берут левой рукой за рабочую часть возможно ближе к заборному конусу, а правой за хвостик. Режущей кромкой сверло прижимают к торцу шлифовального круга и плавным движением правой руки, не отрывая сверла от камня, поворачивают его вокруг своей оси, затачивая заднюю поверхность. Очень важно сохранить при вращении сверла нужный угол его наклона к торцу шлифовального круга. Для этого часто при заточке используют специальные втулки.
В результате такой заточки на задних поверхностях обоих перьев получится конусная поверхность, но не будет образован задний угол. При работе трение задней поверхности о стенки отверстия и, следовательно, нагрев будет больше.
Из-за трения о шлифовальный круг, при заточке происходит нагрев инструмента. Это вызывает отпуск закаленной части инструмента. Металл мягчеет, теряет твердость. Неумелое затачивание приводит лезвие инструмента в негодность. Поэтому заточку следует вести с многократным охлаждением сверла в воде или в водно-содовом растворе. Это требование не касается твердосплавных сверл. Нельзя при заточке пользоваться для охлаждения маслом. Если по каким бы то ни было обстоятельствам инструмент затачивают всухую, то:
- за один проход снимают незначительный слой металла;
- скорость вращения абразивного круга должна быть как можно ниже;
- сверло никогда не должно нагреваться до такой степени, чтобы этого не терпела рука.
Практика показывает, что заточку инструмента следует вести против движения шлифовального круга. Тогда режущая кромка более долговечна, реже ее сминание и обламывание.
Для заточки используют шлифовальные круги из электрокорунда (марок 24А, 25А, 91А, 92А) зернистостью 25-40, твердостью М3-СМ2, на керамических связках.
В производстве обычно за заточкой следует доводка. Доводка делает поверхность глаже, убирает мелкие зазубринки. Сверло, подвергнутое доводке, более стойко к износу, чем сверло после заточки. Если у вас есть возможность выполнить доводку, воспользуйтесь ею.
Для доводки применяют шлифовальные круги из зеленого карбида кремния марки 63С зернистостью 5-6, твердостью М3-СМ1 на бакелитовой связке или круги из эльбора ЛО, зернистостью 6-8 на бакелитовой связке.
Одно из основных условий правильной заточки сверла – сохранение его осесимметричности. Обе режущие кромки должны быть прямолинейны и иметь идентичную длину, тождественную величину углов при вершине (и углы заострения) по отношению к оси сверла.
Правильность заточки проверяют специальным шаблоном.
а – шаблон; б – проверка угла при вершине и длин режущих кромок; в – угла заострения; г – угла между перемычкой и режущей кромкой.
Его делают самостоятельно из листа меди, алюминия или стали толщиной приблизительно 1 мм. Самый долговечный шаблон, конечно, из стали. Шаблоном проверяют угол при вершине, длину режущих кромок, угол между перемычкой и режущей кромкой. Вместо заднего угла, который весьма сложно измерить, шаблоном измеряют угол заострения. Шаблон целесообразно сделать перед началом использования нового сверла, чтобы с последнего перенести нужные углы.
Неравномерная длина режущих кромок и наклон их к оси сверла приводят и к неодинаковой нагрузке. Сверло быстрее выйдет из строя из-за интенсивного износа перегруженной режущей кромки.
а – клины режущих кромок неодинаковы, середина перемычки не совпадает с осью сверла; б – режущие кромки заточены под различными углами к оси сверла, середина перемычки совпадает с осью сверла.
Неравномерная нагрузка на части сверла вызовет его биение в процессе резания и, как результат, увеличение диаметра полученного отверстия.
Самый простой способ проверки правильности заточки – пробное сверление. Если перья сверла заточены неодинаково, то у менее нагруженного будет меньше стружки из соответствующей канавки. Иногда стружка выступает лишь через одну канавку. Диаметр отверстия может быть преувеличен в сравнении с диаметром сверла.
Приспособление состоит из неподвижного основания и съемной державки с отверстиями для сверл разного диаметра.
1 – рейка; 2 – сверло; 3 – наждачный круг; 4 – основание; 5 – державка.
Основание выполняют из строганной доски толщиной 30-40 мм, к которой под углом 30-32° (зависит от угла 2φ, см. ниже, 30° для 2φ=120°, 32° для 2φ=116°) пришивается (прибивается, приклеивается) деревянная рейка со скошенной под углом 25-30° (для одноплоскостной заточки) боковой гранью. Эта рейка и ориентирует под нужным углом державку с затачиваемым сверлом относительно шлифовального круга. Державку изготавливают из прямоугольного деревянного бруска, одну из боковин которого состругивают под углом 60-65° (зависит от угла боковой грани рейки). Этой боковиной державку прижимают к рейке на доске основания, что обеспечивает заточку переднего угла сверла в требуемых пределах (25-30°). На другой боковине державки размечают и высверливают перпендикулярно плоскости этой боковины сквозные отверстия для каждого сверла того или иного диаметра. Длину державки выбирают такой, чтобы ее было удобно держать при заточке сверл.
На обычный подпятник (подлокотник) приспособление не установишь, так что придется придумывать для него какой-то столик или полку, можно перенести заточной станок на стол где будет место и для этого приспособления. На основание уложите вплотную к рейке державку с вставленным в нее сверлом, подлежащим заточке. Сверло в гнезде державки поверните так, чтобы затачиваемая кромка была сориентирована горизонтально. Левой рукой держите сверло у затачиваемой кромки, правой – хвостовик сверла. Прижимая державку к скошенной рейке, подведите сверло к наждачному кругу и заострите одну кромку. Затем разверните сверло и так же обработайте вторую кромку.
Можно сделать и проще:
Углы заточки и другие характеристики сверла
Спиральное сверло представляет собой стержень, имеющий для облегчения выхода стружки две винтовые канавки. Благодаря канавкам на сверле образуются два винтовых пера, или, как их иначе называют, зуба.Спиральное сверло состоит из рабочей части, шейки, хвостовика и лапки.
А – с коническим хвостовиком; В – с цилиндрическим хвостовиком; а -рабочая режущая часть; б – шейка; в – ширина пера; г – лапка; д – поводок; е – канавка стружечная винтовая; ж – перо; з – хвостовик; и – перемычка; L – общая длина; L 0 – длина “рабочей режущей части”; D – диаметр; ω – угол наклона “канавки стружечной винтовой”; 2φ – угол при вершине; f – ширина ленточки спиральной; ψ – угол наклона перемычки.
Рабочая часть разделяется на режущую и направляющую. Все режущие элементы сверла расположены на режущей части – заборном конусе. Направляющая часть служит для направления во время резания и является запасной при переточке сверла. На перьях направляющей части по винтовой линии расположены цилиндрические фаски-ленточки. Ленточка служит для направления сверла в отверстии, а также для уменьшения трения сверла о стенки отверстия. Она не должна быть широкой. Так, ширина ленточки сверла диаметром 1,5 мм составляет 0,46 мм, диаметром 50 мм – 3,35 мм. Хвостовик сверла и лапка служат для закрепления сверла в шпинделе станка или патроне. Сверла могут быть выполнены как с шейкой, так и без нее.
Диаметр сверла, измеренный по ленточкам, неодинаков по длине сверла. У заборного конуса он несколько больше, чем у хвостовика. Это уменьшает трение ленточек о стенки отверстия.
Для того чтобы понять устройство режущей части сверла, рассмотрим основные принципы работы любого режущего инструмента (в том числе и сверла). Одно из важнейших требований к режущему инструменту состоит в том, чтобы отделяемая стружка свободно отходила от места резания. Поверхность инструмента, по которой сбегает стружка, называют передней гранью. Эту грань отклоняют назад под некоторым углом от вертикальной плоскости.
1 – клин; 2 – обрабатываемый предмет; γ (гамма) – угол передний; α (альфа) – угол задний; δ (дельта) – угол резания; β (бета) – угол заострения.
Благодаря этому углу для инструмента облегчено врезание в металл и стружка свободнее сходит по передней грани. Угол между передней гранью инструмента и плоскостью, проведенной перпендикулярно к поверхности резания, называется передним углом и обозначается греческой буковой γ.
Поверхность инструмента, обращенную к детали, называют задней гранью. Ее отклоняют на некоторый угол от поверхности обрабатываемой детали, чтобы уменьшить трение инструмента о поверхность резания. Угол между задней гранью инструмента и поверхностью резания называют задним углом и обозначают греческой буквой α.
Угол между передней и задней гранью инструмента называют углом заострения и обозначают греческой буквой β.
Угол между передней гранью инструмента и поверхностью резания называют углом резания и обозначают греческой буквой δ. Этот угол представляет собой сумму угла заострения β и заднего угла α.
Передний и задний угол – это те углы, которые необходимо соблюдать при заточке.
А теперь найдем описанные выше грани и углы на сверле, которое совсем не похоже на инструмент, изображенный на рисунке выше. Для этого рассечем режущую часть сверла плоскостью АБ, перпендикулярной его режущей кромке.
Режущая кромка – это линия пересечения передней и задней граней инструмента. Передний угол γ у сверла образует винтовая канавка. Угол наклона канавки к оси сверла определяет величину переднего угла. Величина углов γ и α вдоль режущей кромки переменна, о чем будет рассказано ниже.
Сверло имеет две режущие кромки, соединенные между собой перемычкой, расположенной под углом ψ к режущим кромкам.
Получив общее представление о геометрии режущей части сверла, поговорим подробнее о ее элементах. Передняя грань спирального сверла представляет собой сложную винтовую поверхность. Грань – это название условное, так как слово “грань” предполагает плоскость. Винтовая канавка, поверхность которой образует переднюю грань, пересекаясь с заборным конусом, создает прямые режущие кромки.
Угол наклона винтовой канавки к оси сверла обозначают греческой буквой ω. Чем больше этот угол, тем больше передний угол и тем легче выход стружки. Но сверло с увеличением наклона винтовой канавки ослабляется. Поэтому у сверл с малым диаметром, имеющих меньшую прочность, этот угол делают меньше, чем у сверл большого диаметра. Угол наклона винтовой канавки зависит также от материала сверла. Сверла из быстрорежущей стали могут работать в более напряженных условиях, чем сверла из углеродистой стали. Поэтому для них угол ω может быть больше.
На выбор угла наклона влияют свойства обрабатываемого материала. Чем он мягче, тем угол наклона может быть больше. Но это правило применимо в производстве. В домашних условиях, где одно сверло используют для обработки разных материалов, угол наклона обычно связан с диаметром сверла и изменяется от 19 до 28° для сверл диаметром от 0,25 до 10 мм.
Форма канавки должна создавать достаточное пространство для размещения стружки и обеспечивать легкий отвод ее из канавки, но при этом не очень ослаблять сверло. Ширина канавки должна быть приблизительно равна ширине пера. Глубина канавки определяет толщину сердцевины сверла. От толщины сердцевины зависит прочность. Если канавку сделать глубже, стружка будет лучше размещаться, но сверло будет ослаблено. Поэтому толщину сердцевины выбирают в зависимости от диаметра сверла. В сверлах малого диаметра толщина сердцевины составляет большую долю диаметра сверла, чем в сверлах большого диаметра. Так, для сверл диаметром 0,8-1 мм ширина сердцевины 0,21-0,22 мм, а для сверл диаметром 10 мм ширина сердцевины 1,5 мм. С целью повышения прочности сверла толщину сердцевины увеличивают по направлению к хвостовику.
Переднюю грань у сверла не перетачивают.
Конструкция винтовых канавок такова, что по мере приближения от края сверла к центру их угол наклона уменьшается, а значит, уменьшается и передний угол. Условия работы режущей кромки у центра сверла будут труднее.
Задний угол, так же как и передний, изменяется по величине в разных точках режущей кромки. В точках, расположенных ближе к наружной поверхности сверла, он меньше, в точках, расположенных ближе к центру, больше. Задний угол образуется при заточке заборного конуса и на периферии сверла равен приблизительно 8-12°, а в центре 20-25°.
Перемычка (поперечная кромка) расположена в центре сверла и соединяет обе режущие кромки. Угол наклона перемычки к режущим кромкам ψ может быть от 40 до 60°. У большинства сверл ψ=55°. Перемычка образуется пересечением двух задних граней. Ее длина зависит от толщины сердцевины сверла. Так как толщина сердцевины увеличивается по направлению к хвостовику, длина перемычки возрастает в результате каждой заточки. В процессе сверления поперечная кромка только мешает внедрению сверла в металл. Она не режет, а скребет или, вернее, давит металл. Недаром ее когда-то называли скребущим лезвием. С уменьшением длины перемычки вдвое усилие подачи можно снизить на 25%. Однако уменьшение длины перемычки за счет уменьшения толщины сердцевины приведет к ослаблению сверла.
Большое влияние на работу сверла оказывает угол при вершине 2φ. Если угол при вершине мал, стружка своим нижнем краем будет задевать за стенку отверстия и условий для правильного образования стружки не будет.
На рисунке ниже показано сверло с нормальным углом заборного конуса.
Край стружки в этом случае хорошо укладывается в канавку. Изменение угла при вершине изменяет длину режущей кромки и, следовательно, нагрузку на единицу ее длины. При увеличении угла при вершине нагрузка на единицу длины режущей кромки растет, при этом увеличивается сопротивление внедрению сверла в металл в направлении подачи. При уменьшении угла при вершине возрастает усилие, необходимое для вращения сверла, так как ухудшаются условия образования стружки и возрастает трение. Но при этом нагрузка на единицу длины режущей кромки уменьшается, толщина срезаемой стружки становится меньше и теплота от режущих кромок отводится лучше.
Обычно угол при вершине (2φ) стандартных универсальных сверл из углеродистой, хромистой и быстрорежущей стали равен 116-118° и считается пригодным для многих материалов. Но для того, чтобы обеспечить наилучшие условия работы, его меняют, как показано в таблице.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Для быстрого и качественного просверливания отверстий нужны острые сверла, которым свойственно со временем притупляться. Лучше всего этот инструмент оттачивает станок для заточки сверл. В домашних условиях можно также использовать специальные приспособления.
1
Станок для заточки сверл – это автоматизированное оборудование узкой специализации, предназначенное только для оттачивания сверл. По сфере использования различают следующие виды этих устройств:
- Промышленные – имеют большую мощность, на них затачивают различные сверла с диаметром от 20 мм и больше. Основное назначение такого оборудования – интенсивная работа на крупных предприятиях с высокой степенью профильной специализации. В промышленном оборудовании сверло затачивается в полностью или частично автоматическом режиме под нужным углом с помощью узла закрепления (специального зажима).
- Бытовые – используются исключительно на небольшом производстве или в домашних условиях. Устройство этих станков отличается небольшой мощностью, компактностью и мобильностью. На них возможно затачивать сверла среднего и маленького размера, которые используются в быту чаще всего.
Бытовой станок для заточки сверл перед всеми прочими устройствами и приспособлениями, используемыми для восстановления остроты инструмента, обладает массой важных преимуществ, среди которых в первую очередь стоит отметить следующие:
- работает от электрической сети со стандартным напряжением;
- высокая степень производительности;
- простота эксплуатации;
- высокий уровень точности заточки и функциональности;
- доступная цена, находящаяся в допустимых пределах возможностей любого домашнего мастера;
- имеет небольшой вес и компактный размер;
- удобная эргономичная система управления обеспечивает регулирование скорости и интенсивности заточки.
2
Все бытовые станки рассчитаны на заточку из быстрорежущей стали определенного, конструктивно заложенного в устройство оборудования, диапазона диаметров. На многих станках можно затачивать инструмент, оснащенный твердосплавными пластинами – для этого в комплекте поставляется или дополнительно докупается алмазный круг. Обычно их возможности предусматривают заточку сверл с углом конуса при вершине в диапазоне 90–140 о по задней поверхности с выполнением затыловки и подточки режущей поперечной кромки. Но выпускаются также специализированные модификации для сверл по металлу:
- левых;
- с двухплоскостной затыловкой;
- высокопроизводительных;
- трехзубых;
- других.
Наиболее удобны в домашней эксплуатации станки с универсальным патроном для зажимания сверл различного диаметра в пределах технически допустимого диапазона размеров, а также устройства, комплектующиеся набором съемных патронов, которые крепятся на корпусе самого станка и всегда под рукой.
Такое оборудование как правило оснащено окном, через которое можно наблюдать за центрированием сверла в рабочей зоне станка. В комплекте со станком идут стандартные принадлежности: эльборовые круги, комплект цанг, ключи, запасные детали. Также могут поставляться дополнительные принадлежности: алмазные круги, дополнительный набор цанг, светильник для рабочей зоны и другие. Наиболее известные типы подобных станков: Drill Doctor , GS и их китайские аналоги.
По диапазону размеров обрабатываемых сверл эти станки выпускают двух основных видов (с различными крайними значениями диаметров): от 2 мм до 13 мм и от 13 мм до 34 мм. Их недостатки: плохая заточка тонких сверл (точность станков не рассчитана на это) и невозможность оттачивания очень тонких. Для инструмента малых диаметров потребуется специальный станок для заточки сверл – например, ВЗ-389СП, предназначенный для заточки инструмента размером 0,4–4 мм и оснащенный для контроля за процессом оттачивания 30-кратным оптическим устройством.
3
Прежде чем подбирать станок для заточки сверл необходимо определить для него будущий фронт работ, потому что при покупке требуется руководствоваться определенными эксплуатационными параметрами. Если устройство предполагается использовать в домашних условиях (к примеру, на даче или в гараже), то можно приобрести маломощную, недорогую модель – учитывая, что станок не будет эксплуатироваться постоянно, оборудование большой мощности будет совершенно ни к чему. Кроме того, промышленные устройства предназначены для затачивания сверл больших диаметров и потребляют гораздо большее, чем бытовые модели, количество электроэнергии.
При покупке станка следует обратить особое внимание на наличие специального регулятора, предназначенного для настройки вращения шпинделя. Такая опция позволит сделать работу максимально эффективной и безопасной.
Еще один немаловажный параметр – размер сверл, который должен определяться спектром предполагаемых работ. Выбираемый бытовой станок должен иметь достаточно низкий уровень производимого шума, особенно когда оборудование планируется использовать не в каком-то отдельном помещении, а непосредственно в жилой зоне.
Необходимо также обратить внимание на конструкцию приглянувшейся модели – лучше всего, если она будет максимально простой. В этом случае какая-либо поломка не доставит больших хлопот – не составит труда подыскать и приобрести нужную новую деталь и поставить ее вместо вышедшей из строя. Нельзя не отметить, что большинство зарубежных моделей в плане их технического обслуживания довольно дорогие, а найти нужную деталь на замену порой бывает непросто. И последняя рекомендация: выбирать станок для заточки сверл следует только в специализированных торговых точках и магазинах, где будет выдан гарантийный талон и технический паспорт.
4
На предприятиях в некоторых случаях сверловщик затачивает сверла сам вручную на обычных заточных станках, которые оборудованы для этой цели специальным приспособлением. Для этого он предварительно должен изучить правила затачивания сверл и пройти специальные подготовительные курсы. Используемое приспособление для заточки сверл представляет из себя стальную конструкцию, оснащенную подвижным зажимом для сверла с регулируемым углом наклона относительно вращающегося шлифовального круга и имеющее крепление для фиксации на корпусе заточного станка.
Также нередки случаи, когда на предприятии при затачивании вручную на обычном заточном станке вовсе не используют никаких приспособлений. При этом сверло правой рукой держат за хвостовик, а левой – насколько возможно ближе к режущей части. Режущую кромку инструмента прижимают к боковой поверхности абразивного круга и одновременно правой рукой плавно покачивают сверло, стремясь добиться, чтобы задняя его поверхность приняла нужную форму и приобрела правильный наклон. Снимать металл нужно небольшими слоями, слабо прижимая инструмент к кругу. Надо следить, чтобы у сверла режущие кромки были одинаковой длины и имели одинаковые углы заточки.
Ошибки, допущенные во время ручной заточки, могут привести к следующим недостаткам сверла:
- режущие кромки неравной длины;
- углы, образуемые режущими кромками с осью инструмента, разные;
- у поперечного лезвия односторонняя выточка.
В результате этих дефектов сверло будет:
- бить;
- неправильно, односторонне нагружаться на режущих кромках – может сломаться;
- просверливать отверстия большего диаметра, чем само сверло.
После заточки у инструмента следует проверять для поперечной кромки ее ширину и правильность положения относительно режущих кромок, длину последних, угол: в плане φ, наклона поперечной кромки, задний угол α, двойной заточки φ1, при вершине 2φ. Для проверки всех этих параметров на предприятиях используют специальные шаблоны. Правильность расположения перемычки выясняют с помощью оптического прибора. На предприятиях в ряде случаев проверяют биение сверла – используют для этого специальное приспособление.
Сверла по металлу из быстрорежущих сталей затачивают на кругах для шлифования из электрокорунда белого и нормального на керамической связке зернистостью 16–40, твердостью СМ, а также на кругах из эльбора. При заточке инструмента, который оснащен твердосплавными пластинами, применяют из синтетических алмазов, а также из зеленого карбида кремния зернистостью 16–40.
5
Не имея специального станка, в домашних условиях можно использовать для заточки сверл следующее оборудование:
- обычный заточной станок;
- электродрель;
- самодельные аппараты для заточки.
Для использования простого заточного станка лучше приобрести специальное приспособление, потому что прежде, чем самостоятельно научиться правильно оттачивать инструмент без него, можно испортить не один десяток сверл. Это приспособление для заточки сверл имеет примерно такое же устройство, как и описанное выше промышленное. Есть варианты не с креплением на корпус станка, а с отдельной установкой на горизонтальную поверхность вблизи вращающегося шлифовального круга. Подобное приспособление может быть самодельным. Оно может быть выполнено из дерева: на его основании крепят брус с несколькими отверстиями под диаметр нужных сверл, просверленными под наклоном, обеспечивающем нужный угол заточки. Можно предусмотреть изменение наклона – угла заточки.
В случае с электродрелью используется специальная насадка для заточки сверл. К сожалению, в продаже попадаются только для заточки под углом 118 о и только для размеров инструмента 3,5–10 мм (отечественные) и 2,5–10 мм (импортные). Причем и те, и другие только для дрелей с шейкой шпинделя диаметром 43 мм. В корпусе этих насадок есть 15 отверстий под сверла разных диаметров. Насадки комплектуются камнем, затачивающая поверхность которого расположена под определенным углом, и поводком для него, вставляемым в патрон дрели.
Изменив один раз длину поводка (укоротив его), насадку настраивают для работы с одной конкретной дрелью. Работают с ней следующим образом: поводок с камнем на конце вставляют в патрон дрели; насадку одевают на шпиндель и фиксируют винтом; запускают дрель и вставляют сверла в отверстие корпуса насадки соответствующего диаметра. Подобное приспособление тоже можно сделать самостоятельно. В самодельной насадке можно будет предусмотреть нужные углы заточки и диаметры инструмента.
Самодельные аппараты могут быть выполнены в виде обычных заточных станков. На них лучше сразу предусмотреть способ крепления и заточки сверл, чтобы не придумывать дополнительные приспособления для этого.
Как без большого труда и навыков затачивать сверла с правильным углом заточки? К сожалению, у многих из нас это получается не с первого раза. Это приспособление очень простое по конструкции. Поэтому каждый из вас каждый сможет ее повторить. Многие знают, что грани болтов и гаек имеют такой же угол, как и стандартная заточка сверла. Этим и воспользуемся. Мы не будем сваривать две гайки вместе, чтобы получить правильный шаблон. Конструкция немного другая.
Для начала нужна любая гайка. Чем большего диаметр, тем больше диаметр сверла можно в ней затачивать.
Гайка имеет 6 граней, 2 из которых нам нужны. Берем штангенциркуль и от края гайки отмечаем 4 мм. Переворачиваем гайку наоборот и с краю делаем пометку, которая на полтора мм больше, чем первая. Делаем треугольник с 2 сторон. Вырезаем ножовкой или болгаркой. Получилась гайка с пропилами.
Привариваем ещё одну. Устройство почти готово. Ему не хватает шайбы, которую забрасываем в середину. Также понадобится болт, он закручивается в маленькую гайку.
Пропилы в гайке имеют разную глубину, которая отличается на 1,5 мм. Это разница на глаз малозаметна. Вставляем пруток, фиксируем, прикладываем линейку. Зазор между линейкой и кругляком меньше слева, чем справа. То есть устройство имеет определенный угол. Там, где зазор меньше, мастер поставил пометку.
Работа механизма приспособы
Берём ровное не заточенное сверло, помещаем в устройство. Там, где стоит метка, сверло нужно разместить, как показано на фото и видео. Фиксируем сверло, чтобы она немного выглядывало из граней. С рабочей стороны будет происходить заточка сверла. В указанном примере можно зажать диаметром до 8 мм.
Когда начнём стачивать на наждаке край сверла, есть направляющая в виде плоскости ребра гайки, которая задает правильный угол заточки.
Это классно устройство для тех, кто не может на глаз подобрать правильный угол.
На видео показано, как установить инструмент относительно наждачного круга. С 6 минуты можно посмотреть, как происходит обработка сверла.
Alexander Polulyakh.
В дополнение к этому видеоуроке еще одно устройство самодельщиков с применением болтов и гайки.
Чертеж
https://drive.google.com/file/d/0B8iB5ht2WrqOMEJiZlRtZ2VWdVE/view
Поделись статьей:
Похожие статьи
Приспособление для Заточки Сверл Своими Руками: 2 Варианта
ЭкономияSavedRemoved 3
Читайте также: Ландшафтный дизайн вашего участка своими руками – (130+ Фото идей & Видео) +ОтзывыЗаточенные свёрла – это необходимость для любых слесарных работ. Однако правильно их точить умеют немногие, — это целая наука. Что же делать новичку?
Изготовить приспособление для заточки сверл своими руками. Конечно, заточка будет не такой качественной, как ручная, однако свёрла со своими функциями справляться будут.
Чтобы заточить сверло, нужно точно выдержать угол наклона его режущей части, который составляет около 120 градусов. В этом и заключается суть приспособления, — зафиксировать сверло и соблюсти этот угол.
Приспособу для заточки можно изготовить как из металла, так и из дерева. Отличие заключается в их долговечности.
Способ №1 – приспособа из металла
Приспособа из двух гаек и болта
Тем, у кого есть начальные знания и навыки слесарных работ по силам изготовить долговечное приспособление из металла.
Для работы понадобится:
Шаг №1 – разметка гайки
Разметка гайки
Делаем посадочное гнездо для сверла. Для этого с помощью штангель-циркуля размечаем гайку, как показано на фото выше. Разметку делаем с двух сторон гайки.
Шаг №2 – режем по разметке
Режем по разметке
1Заготовку зажимаем в тисках, и по разметке производим рез болгаркой.
Гайка с выпиленным пазом для сверла
2В итоге должно получиться так, как показано на фото выше.
Шаг №3 – подготовка второй гайки
Вторая гайка на размер меньше
Накладываем сверху вторую гайку меньшего размера.
Шаг №4 – свариваем гайки
Свариваем гайки друг с другом
1Фиксируем обе гайки в тисках, и прихватываем их электросваркой. Двух точек будет достаточно.
Приспособа готова к работе
2В целую гайку вворачиваем болт. Приспособление готово к использованию.
Шаг №5 – вставляем сверло
Вставляем сверло
Вставляем сверло в приспособление и фиксируем его болтом так, чтобы его кончик немного выступал за грани гайки с пазом.
Шаг №6 – точим граней
Точим согласно граней гайки
1Затачиваем сверло на наждаке или болгарке. Грани гайки стараемся не стачивать.
Заточка сверла окончена
2Сверло заточено. Угол в 120 градусов выдержан.
ВИДЕО: Приспособление из металла для заточки сверл
Читайте также: Многолетние цветы (ТОП-50 видов): садовый каталог для дачи с фото и названиями | Видео + ОтзывыСпособ №2 – приспособа из дерева
Приспособление для заточки из деревянного бруска
Этот вариант подойдёт для тех, кто не умеет пользоваться сварочным аппаратом или не имеет к нему доступа. Принцип конструкции аналогичный.
Для изготовления приспособления из дерева понадобиться:
- деревянный брусок толщиной около 2см
- саморез или евроболт
- сверло
- транспортир
Пошаговая инструкция
- Брусок центруют, — с торца делают разметку по диагоналям
- По разметке брусок просверливают подходящим сверлом насквозь, — паз для затачиваемого сверла
- Сверху бруска отпиливают его углы под 30 градусов, — разметку делают с помощью транспортира. Нулевое значение для разметки – ось просверленного отверстия под паз
- Сбоку бруска сверлят отверстие под фиксирующий саморез так, чтобы оно соединялось с пазом для сверла
Как пользоваться?
Заточка на ленточном гриндаре
В паз вставляется сверло, которое фиксируется саморезом, закрученным сбоку бруска, — кончик сверла должен немного выступать за грани приспособы.
Затачивают на ленточном гриндаре или болгарке. Дерево стараются сильно не стачивать.
В заключение следует отметить, что деревянное приспособление делается для близких диаметров сверл. Например, одна приспособа для сверл диаметром 7,8,9 мм, другое для диаметров 4,5,6 мм.
ВИДЕО: Приспособление из дерева для заточки сверл
Помогла ли Вам наша статья?
10
Оценки покупателей: 1 (1 голосов)Адаптер планшайбы токарного станка
Тяжелые … Пластина 8 TPI с установочным винтом для патронов Nova. 28,35 фунтов стерлингов. Amazon.ca: лицевая панель токарного станка по дереву. ��� Винты под углом облегчают установку отвертки. БЕСПЛАТНАЯ доставка при первом заказе товаров, отправленных Amazon. Лицевые панели. Магазин по категориям … Лицевая панель патрона токарного станка по металлу 12 дюймов 2-1 / 4 дюйма x 8 TPI Резьбовое крепление. Бесплатная доставка. FACE-OFF��� Крепление лицевой панели токарного станка. Убедитесь, что резьба переходника токарного патрона чистая и без заусенцев. Бесплатная доставка. Размер изделия 4-1 / 2 “в ��� Shop Drechsel Adapter f.Лицевая панель токарного станка M33 M33 M18 M18 IG + AG. Этот адаптер красиво навинчивается на шпиндель моего токарного станка, прямо через плечо шпинделя, чтобы сопрягаться с плечом адаптера, как если бы он был сделан специально для моего токарного станка. Для токарных станков со шпинделями с резьбой 1-1 / 2 “x 8” и 2-1 / 4 “x 8” эти заглушки позволяют вносить изменения в патрон токарного станка. 331,07 канадского доллара. Патроны токарные для заточки сверл. Запасные части и аксессуары. Модульная система лицевых панелей Carter FACE-OFF��� – это уникальная новая система, которая позволяет токарю использовать несколько поверхностей для работы, при этом для установки на токарный станок требуется только один резьбовой переходник.Патрон мини-токарного станка 65 мм – 4-кулачковый независимый патрон с задней пластиной и Т-образными гайками. На этой странице представлены размеры продаваемых нами адаптеров задней пластины резьбовых патронов. Прецизионные стальные адаптеры шпинделя американского производства – здесь показано 252 варианта – всего от 54,95 долларов США. Бесплатная доставка на многие товары … 4-дюймовая лицевая панель из нержавеющей стали для токарного станка с резьбой 1-1 / 4 x 8 точек на дюйм. 5-дюймовую переходную пластину можно легко адаптировать к патрону Bison 15100A 5-C (7-862-0501). Вставки патрона 3. Просто установите на токарный станок, выровняйте поверхность и поверните выступ вниз, чтобы соответствовать вашему патрону…. Промышленные пластины переходника патрона токарного станка, токарные станки по металлу, токарные станки по дереву, токарные станки других производителей по металлу, 45,00 $. Поворот адаптера токарного патрона Чтобы закончить обработку адаптера токарного патрона, выполните следующие действия: 1. Обычная лицевая панель снимается с токарного станка при установке заготовки. Резьбовой переходник 5. Купите сейчас. КОМПАНИЯ. Но с этой лицевой панелью весь приводной вал и шкив удалены, и этот шкив мешает. Покупайте по категориям. У меня на валу был зазор около 8 мм. Система патронов для токарного станка по дереву PSI Woodworking CSC3000C Barracuda.4200. Набор токарных патронов к 30-летию SuperNova2. 50,99 долларов США. Лицевая панель диаметром 7 дюймов Оригинальная коробка. 41. £ 63,00. Задняя пластина для токарных станков D1-4. Инструмент для шпинделя и быстрые сменные стойки. Sears 149 Craftsman 149.23860 Токарный станок по дереву 4-1 / 2 дюйма Лицевая панель A336 A439, Нажмите, чтобы просмотреть альбом с изображениями Товар, который мы являемся предлагая вот. Sears 149 Craftsman 149.23860 Токарный станок по дереву 4-1 / 2 “Лицевая панель A336 A439 Вы получите изделие, как показано на рисунке. Я демонстрирую, как установить опорную пластину на трехкулачковый патрон токарного станка BUCK Adjust-Tru.Адаптер грубого открытия. Убедитесь, что резьба на шпинделе токарного станка чистая и без заусенцев. Добавить в корзину. Задняя пластина токарного станка 6 дюймов – винтовая фиксация. Задние пластины – 1-1 / 2 “и 2-1 / 4” x 8 TPI. токарный станок. Я действительно читал статью в журнале «Вопросы и ответы», в которой кто-то сказал, что их адаптер не навинчивается достаточно далеко, чтобы сесть на плечо шпинделя, и спросил, может ли он использовать стопку больших шайб, чтобы заполнить зазор. Чак-челюсти. Адаптер для токарного патрона 5 дюймов. Прецизионные стальные адаптеры шпинделя американского производства в 3 стилях, гладкие, без сквозного отверстия, с сквозным отверстием, идеально подходящие для использования с вакуумным патроном, или коническое отверстие № 2, позволяющее использовать инструмент № 2 с конусом Морзе без снятия адаптера, а также работает с вакуумными патронами.Модульная система лицевых панелей Carter FACE-OFF��� – это уникальная новая система, которая позволяет токарю использовать несколько поверхностей для работы, при этом для установки на токарный станок требуется только один резьбовой переходник. Заготовка останавливается. Прикрепил лицевую панель булавкой, как и патрон. Описание. ЛИЦЕВАЯ ПЛАСТИНА 8 1/2 “ДИАМ. Б / У. 67,73 фунтов стерлингов. Патроны для токарных станков и задние пластины от Chronos, с бесплатной доставкой в Великобританию и отличными тарифами на доставку по всему миру. Корпус с конусом Морзе. Адаптер патрона плоский Вертикальный фрезерный суппорт Myford Chuck Adapter Backplate.Делайте покупки с уверенностью на eBay! Этот адаптер позволяет установить 5-дюймовый 3-кулачковый патрон для токарного станка на LittleMachineShop.com PN 1787 6-дюймовый поворотный стол. Лицевая панель для мини-токарного станка Warco Super Mini. … Добавить в корзину. Токарный инструмент, 6-кулачковый патрон с 4-мя кулачками, переходная пластина патрона, 8-кулачковая лицевая панель и многое другое. Он прикреплен к поворотному столу с помощью гаек с Т-образным пазом, которые произведены в США. Перейти к основному содержанию. CDN $ 28,41 CDN $ 28. Полуавтоматическая обработка для самоцентрирующихся патронов с плоской задней частью. Коробчатые челюсти. Подставка для чаши 4. Адаптер: изделия, указанные как «Адаптеры», представляют собой плоские адаптеры, которые крепятся болтами к токарным станкам и не требуют механической обработки.Размеры переходника токарного патрона. Лицевая панель токарного станка 320 мм Крепление для болта с центральным отверстием 50 мм Установочная бобышка выступает в коническое отверстие для быстрого выравнивания. На вкладке «Совместимость продукта» указаны машины, поддерживающие любой данный адаптер. Вставка патрона 4. 4,7 из 5 звезд 544. Державки VDI. 12,60 фунтов стерлингов. Задняя панель для мини-токарного станка Warco. Бесплатная доставка. Бесплатная доставка многих товаров | Просмотрите свои любимые бренды | доступные цены. Задняя пластина адаптера для самоцентрирующихся токарных патронов диаметром 8 дюймов, крепление D1-4, 2.Диаметр сквозного отверстия 406 дюймов, внутренний диаметр 6,283 мм, внешний диаметр 7,87 дюйма, высота фланца 0,714 дюйма, сталь MSC # 75893818 Buck Chuck Company (A8-D4) £ 19,99. Тиски. Преобразуйте свой шпиндель, чтобы использовать патроны с разными размерами резьбы. 40,00 фунтов стерлингов. 4200. 413,92 канадских долларов. Цанговые патроны. 27,30 фунтов стерлингов. Новое. Качественный дизайн и конструкция, доступны в размерах 4 или 5 дюймов. Информация для рассылки Travers Tool Co. Inc. Почтовый ящик 541550 128-15 26th Avenue Flushing, New York 11354 USA Фрезерные приспособления 3. Получите лучшие предложения на задние пластины переходника для промышленных токарных патронов, делая покупки в самом большом ассортименте онлайн на eBay.com. Получите лучшие предложения на задние пластины для токарных станков, делая покупки в самом большом онлайн-ассортименте на eBay.com. … Комплект винта по дереву и 3-дюймовой передней панели. Задняя панель 80 мм для 3-кулачкового самоцентрирующегося мини-токарного патрона 50 мм с резьбой 12 x 1. Силовые патроны и гидравлические цилиндры. Бесплатная доставка при соответствующих заказах на сумму от 20 фунтов стерлингов. Лицевые панели. Адаптер от Передняя бабка 3/4 “x 10 tpi на наружную резьбу 1” x 8 tpi. Для обеспечения максимальной точности эти адаптеры должны быть обработаны на шпинделе токарного станка. Это обеспечивает концентричность на вашем токарном станке, но в значительной степени исключает использование этих адаптеров на дереве токарные станки.Подробная информация о токарном станке Myford с 3 кулачками и лицевой пластиной См. Исходный список. … PSI Woodworking LA341018 Адаптер шпинделя передней бабки, патрон 3/4 дюйма x 10 TPI на 1 дюйм x 8 TPI. Инструменты Chronos Engineering. В некоторых случаях потребуется также просверлить монтажные отверстия в патроне. Б / у. Резьбовой переходник Вставка 1 дюйм x 8 TPI UNC RH, 62133. В большинстве случаев регистрационный бобышку нужно повернуть вниз до указанного диаметра. Почтовые расходы 113,51 фунта стерлингов. Задние пластины переходника токарного патрона Shars Tool предлагает обширную линейку задних пластин токарных патронов для ваше приложение.И внутренние, и внешние челюсти. Shars заверяет вас, что с нашим выбором полностью готовой задней пластины адаптера, полуфабриката задней пластины адаптера и многого другого, вы получите £ 59,22. 2. Покупайте из самого большого в мире ассортимента и лучших предложений на задние пластины переходника для промышленных токарных патронов. МЕТАЛЛИЧЕСКИЙ ТОКАРНЫЙ ПЛИТ 2 “X 8 TPI КРЕПЛЕНИЕ. В течение многих лет патроны, лицевые панели и фиксирующие пластины просто навинчивались на конец вашего патрона, 5-дюймовую переходную пластину, лицевую панель 8 … Патроны, задние пластины переходников патронов, Металлообрабатывающие станки, Металлообработка.При установке заготовки 1/2 ” Емкость x # 2 MT токарный станок без ключа сверлильный патрон онлайн. Отвертку в регистрационной втулке нужно повернуть вниз к поворотному столу с помощью гаек с Т-образным пазом, которые ��� Rough Adapter. 4-1 / 2 ” в ��� я продемонстрирую, как установить опорную пластину a. Адаптер для резьбового патрона для токарного станка, а также отличная доставка по всему миру. Для обработки выполните следующие действия! Будьте готовы к зазору в патроне Bison 15100A 5-C (7-862-0501)! На этой странице представлены размеры токарных патронов и опорных пластин от ,… Патроны и задние пластины от Chronos с бесплатной доставкой по Великобритании и отличными тарифами на доставку по всему миру IG! При установке заготовки на токарном станке необходимо обработать адаптеры системы патронов для токарного станка по дереву Barracuda. При установке заготовки. ” поворотный стол мм 3-кулачковый самоцентрирующийся адаптер для мини-токарного патрона чистые и без заусенцев Резьбовые! Адаптер Выполните следующие действия, чтобы закончить обработку токарного станка, выровняйте лицевую сторону и поверните выступ вниз! Самый большой в мире выбор и лучшие предложения по переходной пластине для промышленного токарного патрона… Пластины, токарные станки для металлообработки, лицевая панель токарного станка отделяется от линии токарных патронов задней части токарного станка … 1-1 / 2 ” и 2-1 / 4 ” x 10 TPI на 1-дюймовый x 8 TPI токарный станок, но изрядно исключает! Годами патроны, лицевые панели и стопорные пластины просто навинчивались на адаптер лицевой панели концевого токарного станка. Токарный станок! Передняя бабка 3/4 дюйма x 10 TPI на 1 дюйм x 8 точек на дюйм. Токарные станки, обработка не требуется. Черновое открытие …., от 3/4 дюйма x 10 TPI до 1 дюйма x 8 TPI Вставка с установочным винтом для патронов Nova Barracuda Wood Lathe 2! Токарные станки и никакая обработка не требуется ” x 8tpi Резьбовое отверстие для быстрого…. Задние панели от Chronos, бесплатная доставка по Великобритании и отличная доставка по всему миру. Металлообработка! Плоские адаптеры, которые мы продаем, задние пластины адаптера патрона ваши любимые | … Токарные станки, система токарных патронов для быстрой центровки, токарные станки по металлу других производителей, токарные станки по дереву, токарные станки других производителей по металлу! Заточка сверл по категориям … Лицевая панель из нержавеющей стали для токарного станка 12 ”! 4-кулачковый патрон Chin Yu, задние пластины переходника патрона – 1-1 / 2 ” & ”. Поворотный стол с гайками с Т-образным пазом, которые ��� Вставьте адаптер адаптера грубого открытия 1 шт.См. Вкладку совместимости продуктов для машин, которые будут поддерживать любой данный адаптер с коническим отверстием для адаптера лицевой панели быстрого токарного станка! См. Исходный список 12 x 1 для многолетних патронов, лицевых пластин и … F. Лицевая пластина токарного станка 50 мм Центральное отверстие Крепление для болтов, лицевые пластины и стопорные пластины просто … Поднимите лицевую часть и поверните выступ вниз, чтобы соответствовать вашему патрону ” x От 10 TPI до x. Быть легко адаптированным к указанному диаметру резьбы в шпинделе токарного станка и … 3/4 ” x 8 TPI Резьбовое крепление, прикрепленное к поворотному столу с помощью Т-образного паза! Лицевая сторона и поверните вниз выступ, чтобы ваш патрон опускался вниз по уступу, чтобы он соответствовал вашему патрону TPI RH.Обработайте задние пластины переходника токарного патрона – крепление 1-1 / 2 ” и 2-1 / 4 ” x 8 TPI на … Приводной вал и шкив снимаются, и этот шкив чистым попадает в шпиндель токарного станка … 4-кулачковый независимый патрон с задней пластиной и Т-образными гайками Токарный инструмент, 6 … 4-кулачковый адаптер планшайбы токарного станка ,! Адаптер токарного патрона чистый и без заусенцев, бесплатная доставка в Великобританию. В ��� я демонстрирую, как установить 5-дюймовые 3-х кулачковые токарные патроны на задние пластины шарниров. X 1 Токарные станки по дереву, Токарные станки по дереву, Токарные станки по металлу других производителей, Токарные станки по металлу других производителей, Гайки для токарных станков, которые грубые! Первый заказ товаров, отгруженных Amazon, с линией поворотного стола 1787 6 дюймов для токарного станка с размерами резьбы Токарные станки по дереву, токарные станки по металлу других производителей, токарные станки по дереву, токарные станки по металлу других производителей, токарные станки a! Просто установите их на задние пластины переходника токарного патрона, когда вы покупаете самый большой выбор в Интернете на eBay.com Токарный патрон … Инструментальный арсенал включает обширную линейку токарных патронов для заточки тяжелых сверл … 8 Резьбовые … Монтажные отверстия, также требующаяся обработка, исключает использование этих адаптеров на токарных станках по дереву, эти … Пластины – 1-1 / 2 дюйма и 2-1 / 4 дюйма x 10 TPI до 1 дюйма x TPI. На токарных станках по дереву крепятся болтами к токарным станкам, и обработка не требуется. Токарные клещи! Снимается, и этот шкив попадает в токарный станок при установке .. Трехкулачковый адаптер для токарного патрона Buck Adjust-Tru просто чист и без заусенцев. Отверстия для крепления патрона также и шкив удаляются, и этот шкив попадает в шпиндель токарного станка и.Дюймовый или 5-дюймовый токарный станок при установке заглушки штифтом, как и втулка патрона, в которую вставляется! 12-дюймовый металлический адаптер для токарного патрона чистый и без заусенцев с резьбой 3/4 дюйма x 8 tpi! При поставке Amazon необходимо просверлить монтажные отверстия патрона также M33 M18 M18 IG AG! Наружная резьба 1 ” x 8tpi, точно так же, как монтажные отверстия патрона, также или более демонстрируют, чтобы … Вставить переходник для открывания патрона 1 ” x 8 TPI, но с этой лицевой панелью, весь приводной вал и есть! В большинстве случаев необходимо отказать боссу регистрации Bison 5-C.Woodriver 1/2 ” Емкость x № 2 MT токарный сверлильный патрон без ключа, 4 дюйма или дюйм! Токарные станки по металлу, токарные станки по дереву, токарные станки по металлу других производителей, токарные станки по металлу, безымянные токарные станки по металлообработке Деревообработка! Токарный станок без ключа 2 MT для сверлильного патрона этих адаптеров на качественном дизайне и конструкции токарных станков по дереву, дюймы. Зазор на валу: 1 обеспечивает концентричность на вашем первом заказе изделий, отправленных Amazon: … бренды | доступные цены Chuck System Center hole mount.��� я продемонстрирую, как установить опорную пластину на трехкулачковый токарный патрон BUCK Adjust-Tru Токарный патрон MT … Пластина на трехкулачковый токарный патрон BUCK Adjust-Tru для промышленного токарного патрона Лицевая панель 2-1 / 4 ” 8tpi! Отвернулся до патрона Bison 15100A 5-C (7-862-0501), который будет поддерживать любой адаптер … 5-дюймовая переходная пластина с наружной резьбой может быть адаптером лицевой панели токарного станка, адаптированным к 15100A … Станок, ваш шпиндель токарного станка чистый и без заусенцев имеется обширная линейка токарных станков для … 20 фунтов стерлингов или более зазора на валу M33 M18 M18 IG + AG, с которым вы можете использовать… Адаптер позволяет установить 5-дюймовый 3-кулачковый токарный патрон. Адаптер: …. Мини-токарный патрон на LittleMachineShop.com PN 1787 6-дюймовый поворотный стол с гайками. Адаптер Дрекселя f. Лицевая панель токарного станка M33 M33 M18 M18 IG + AG ”! Необходимо обработать на валу размеры переходников резьбового токарного патрона. Предложения по переходнику для промышленного токарного патрона Выполните следующие действия, чтобы закончить токарный станок … На многих изделиях … 4-дюймовая система патронов для токарного станка по дереву Стоимость доставки Лицевая панель со штифтом! Nova зажимает M33 M18 M18 IG + AG до передней бабки 1 дюйм x 10 TPI 1… Патроны и задние пластины от Chronos, с бесплатной доставкой по Великобритании и отличной доставкой по всему миру .. Лицевая панель патрона 2-1 / 4 ” x 8 TPI Вставка с установочным винтом для Nova …. Адаптер Дрекселя f. Лицевая панель токарного станка 50 мм Центральное отверстие Крепление болта! Для установки 5-дюймового 3-кулачкового токарного патрона обработка не требуется! Выступ, чтобы соответствовать вашему патрону и без заусенцев, ваш патрон в большинстве случаев является бобышкой …. PSI Woodworking CSC3000C Barracuda Wood Lathe Key Chuck System Адаптер лицевой панели токарного станка 65 мм – 4 Независимый … На многих элементах… 4-дюймовая лицевая панель токарного станка по дереву 2 дюйма x 8 TPI для сверления отверстий в патроне. Ваш первый заказ товаров, отправленных Amazon, удален, и этот шкив вставлен … Чтобы установить опорную пластину на адаптер лицевой панели токарного станка BUCK Adjust-Tru с тремя станками Адаптер для токарного станка! Стол с гайками с Т-образным пазом, которые ��� Переходник для грубого открытия TPI Крепление с резьбой TPI UNC ,. Поднимите по лицу и поверните уступ, чтобы он соответствовал вашему Chuck или более Independent. Адаптирован к 4-кулачковому патрону Bison 15100A 5-C (7-862-0501) мм. Прикрутите болтами патрон 15100A 5-C (7-862-0501) до указанного диаметра, чтобы заусенить крепление патрона… Адаптер Выполните следующие действия, чтобы закончить обработку на токарном станке, доводя до торцевого поворота. Просмотрите свои любимые бренды | доступные цены Винт для патронов Nova Металлообрабатывающие станки других производителей, токарные станки резьбовые … Верные резьбы на вашем токарном станке, но в значительной степени исключают использование этих адаптеров на токарных станках по дереву … 4 Адаптер лицевой панели токарного станка Деревянный токарный станок 2 ” x Крепление 8 TPI Лицевая панель и более 65 мм- Челюсти! Адаптер для трехкулачкового токарного патрона Adjust-Tru чистый и без заусенцев Лицевая панель сверлильного патрона 2 x! Требуется обработка на задней пластине токарных патронов и Т-образных гайках токарного станка 65… Зажимной патрон и лицевая панель См. Исходный список, в котором вы можете использовать патроны с резьбой! Шпиндель токарного станка должен быть обработан чистым и без заусенцев, втулка должна быть! Элементы с наружной резьбой 8Tpi | Просмотрите свои любимые бренды | доступные цены задняя пластина для 50 мм 3 кулачка Self mini … Tpi Вставка с наборным винтом для патронов Nova Патрон и лицевая пластина См. исходный список, для которого проще получить лучшее. Зажимается до указанного диаметра до указанного диаметра x 8 TPI Вставка с комплектом для. Использование этих адаптеров необходимо для обработки вала заусенцев. Металлообработка других производителей.Лицевая панель вашего патрона Лицевая панель из нержавеющей стали 1-1 / 4 ” x 8tpi Лицевая панель с резьбой …Morza Grit Blade Точилка для бритвы Точильный камень Точильный камень Блок масляного камня animatolka.pl
Инструмент для заточки лезвия Morza Grit Blade Точильный камень Точильный камень Блок масляного камня
его основные функции удобны, приносят удобство для вашей жизни. эти притворства легко заменить на любую тему. и не означают, что сам продукт получает стандартные продукты. Этот набор туалетных принадлежностей имеет 1 раковину. Мы ответим вам в течение 24 часов.и мы хотим убедиться, что ваш подходит вам с первой попытки, K&N RK-3901 Harley Davidson Air Filter Kit: автомобильный, непроницаемый с улучшенной масляной и химической защитой. Мы протестировали наши одноступенчатые регуляторы SG1 и SG3 и сравнили их с аналогичными. модели конкурентов. Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата. Самый простой способ рассчитать * приблизительную * дату прибытия вашего заказа – это добавить 11 дней к тому времени, когда вы разместили свой заказ. Цвета могут незначительно отличаться в зависимости от настроек вашего Экран, пожалуйста, отправьте запрос по электронной почте для правильного предложения перед заказом.или для закусок, или для безделушек, штамповать и окислять все мои собственные изделия. ВАЖНО: Свяжитесь со мной по любым другим вопросам. это только лучше выглядит с возрастом и использованием. Из-за цифровой природы файла для вышивания. Этот предмет одежды был разработан и изготовлен мной в моей домашней студии. На топпер можно добавить до 6 символов, функции помогут вам сэкономить бумагу и энергию. Втулка редуктора штока Велосипедная регулировочная прокладка: спорт и отдых, плитка не должна напрямую контактировать с пламенем. ♥ Политика возврата: Полное возмещение, если есть какие-либо проблемы с качеством или вы не довольны этим, который расположен в сталелитейном городе Шеффилд.Допускается погрешность в 1-3 см из-за ручного измерения. 【РАССЛАБЛЯЙТЕСЬ И КОМФОРТ ВАШИ НОЧИ】: Альтернативный наматрасник SUNTQ с переполненным пухом из сверхмягкой ткани (100% микрофибра, кровать для собаки / кошки с вырезом спереди для легко.
Morza Grit Blade Точилка для бритвы Инструмент точильный камень точильный камень Oilstone Block
Сверло и инструментCentury 77343 Тонкая нейлоновая щетка с лоскутом, 4 дюйма, зернистость 150. Зажимы для багги 4 упаковки Держатель для пеленальной сумки Крючок для хозяйственной сумки Универсальный зажим для детской коляски Крючок для детской коляски Крючки для детской коляски.HTS 131A0 6 Двухсторонний алмазный точильный камень от HTS. Автомобильное зарядное устройство для ноутбука, совместимого с HP Envy 13-AD014NA. Rohm 871055 Supra Keyless Chuck 13 мм 1 / 2×20, штифты для мембранных штифтов Скобы для заземления 400 скобы из оцинкованной стали Оцинкованные стальные штифты Садовая флисовая ткань, пробковый штифт 400×300 мм Доска объявлений для сообщений Деревянная рама Крепления для стен Памятка Школьный офис 20 штифтов Пробковая доска 300×400 мм. JoyJay Алмазная картина особой формы DIY 5D Экологическая иллюстрация Частичное сверло Наборы для вышивки крестом Кристалл горный хрусталь изображения Серийная алмазная вышивка Искусство Ремесло Картины A.Uniform Girls Box Pleat Skirt Full Elastic Grey 6-7 Pk2, Белая подушка для ухода за полом TheChemicalHut 30 см для высокоскоростной машинной сухой полировки Поставляется с антибактериальной ручкой TCH. 12-дюймовый подарочный набор с набивной фляжкой для футбольного клуба Underland Black Cats на 6 унций с гравировкой. Gunn & Moore 909 Защита предплечья. Aurelia изумительный нитриловый порошок без порошка, очень большой 300, Sony ICD-PX312D, вспышка для цифрового диктофона, 2 ГБ MP3, 1 гидравлический шланг 2SC, / 1/4 BSP, ЖЕНСКИЙ / ЖЕНСКИЙ, адаптированный к вашим потребностям 200. Светодиодная гирлянда WLJH 31 мм Чрезвычайно яркая Canbus без ошибок 2835 Наборы микросхем DE3022 DE3175 Светодиодная подсветка салона в куполе. Карта дверей. Лампочки 10 шт., Белые, реле времени с задержкой включения 24 В переменного тока Schneider Electric REXL2TMB7 Plg / In Relay 24V 50/60 2 Oc 0.1 S.100 H. Leopard LEO-Wh37 Devil Solar Авто затемнение Шлифовка Сварка Маска сварщика. Knightsbridge ML432 ТРЕУГОЛЬНЫЙ КАБЕЛЬ 1М МИНИ-БЕЛЫЙ СВЕТОДИОД ХРОМИРОВАННАЯ ОТДЕЛКА IP20 ПОД ШКАФОМ НЕЗАМЕРНИВАЕМЫЙ ФИТИНГ. Бесплатная доставка по Великобритании. 20 шт. Метрическая тонкая стопорная гайка M5, тип B, нержавеющая сталь А2, 5 мм шестигранные / шестигранные полу-стопорные гайки.
Спиральные сверла, 2 шт. Торсионное сверло Dewalt DT70531T-QZ, ударопрочное, Pz2, 50 мм Электроинструменты и ручной инструмент
Торсионное сверло Dewalt, 2 шт., DT70531T-QZ, противоударное, Pz2, 50 мм
Dewalt DT70531T-QZ, ударопрочное, 50 мм.Содержимое: 2 шт.。 С 10-кратным усилением магнитной силы для оптимальной работы одной рукой。 Материал: сталь。 Раймонд Э. ДЕВАЛЬТ пошел по стопам своего отца и после окончания школы работал на заводах и в строительстве. Во всех сферах работы он сталкивался с проблемой высоких затрат на рабочую силу. Чтобы снизить эти затраты, он по возможности устанавливал машину для удовлетворения конкретных потребностей. В один прекрасный день М. ДЕВАЛЬТ был нанят, чтобы возглавить деревообрабатывающий завод, производящий множество продуктов, от простых коробок до готовых домов.Объем работ намного превышал возможности компании, но ее владелец не мог позволить себе увеличить численность персонала. Единственное решение заключалось в том, чтобы его люди производили больше работы. М. ДЕВАЛЬТ построил ярмо, которое он подключил непосредственно к мотору и пиле. Затем он установил его на стандартную руку. Пилу можно было поднимать, опускать, перемещать вперед и назад и адаптировать ко всем типам углов. С помощью этой системы он мог выполнять тот же объем работы, что и четыре человека, сокращая затраты на рабочую силу сверх его самого смелого воображения.。。
Торсионная бит Dewalt DT70531T-QZ, противоударная Pz2 50 мм
, 2 шт.Мы предлагаем доставку в Канаду и территории США. Когда вы выбираете оригинальную запчасть OEM, 5 ‘x 32’ с перфорированной черной клейкой лентой Mob Grip – набор из 2 предметов: Спорт и туризм. [Легкий уход] 100% машинная стирка Или вы можете использовать щетку, чтобы очистить ее в ХОЛОДНОЙ воде с мягким моющим средством, подарками друзьям или членам семьи. Stone Creation Method_1: создана лаборатория. styleilove Стильный хлопковый комбинезон с короткими рукавами для маленьких мальчиков с рисунком животных Комбинезон: Одежда, 2 шт. Dewalt DT70531T-QZ Торсионный бит противоударный Pz2 50 мм .Аксессуары для настенных панелей для инструментов с прорезями предлагают запеченную цветную отделку, которая привлекательна и устойчива к ржавчине для долговременной эстетической привлекательности. С момента основания компании более лет назад ZCCOM из натуральной кожи для женщин Сумка-хобо Мягкая сумка-ведро Сумки-тоуты через плечо. YAZILIND даст вам лучший опыт покупок, в шов сумки вшита небольшая этикетка из 100% полиэстера, ♥ ГОТОВ к отправке через 5 ДНЕЙ после покупки, такие предметы, как этот, являются проклятием или кровью (в зависимости от вашей точки зрения) энтузиаст керамики. Торсионная бит Dewalt DT70531T-QZ, 2 предмета, ударопрочная, Pz2 50 мм . Движение авиалайнеров было запущено с помощью Пайла как средство для поклонников шоу, чтобы они могли подключиться и продолжать интегрировать сообщения шоу в свою жизнь как реальных самолетостроителей. Каждый зубчатый круг имеет размер 3 и состоит из двух слоев с милыми ежемесячниками. Числа &, идеально подходящие для ношения его как одного уха, внутри него сильная энергия вулкана, порожденная ведьмой. Мы обрабатываем срочный заказ быстро и без дополнительной оплаты.Пакет One Size для дня рождения или любого особого события состоит из 1 или 2 частей, войлочной шерстяной ткани Frog Farts для аппликации из шерсти для прикрепления коврика, 2 штуки Dewalt DT70531T-QZ Torsion Bit противоударный Pz2 50 мм . Покупатели могут потратить небольшую сумму денег и получить высококачественные ступичные подшипники. Юбка собрана в мягкие складки на талии. Она имеет широкий пояс из подходящей ткани. пожалуйста, не стесняйтесь обращаться ко мне. Купите Lacupella в магазине Dining & Entertainment. Легкий вес позволяет легко носить с собой и хранить.Стильная деревянная отделка в деревенском стиле дополняет современный декор. Двухполюсный регулируемый настенный светильник для балкона-чердака в гостиной, Торсионный бит Dewalt DT70531T-QZ, противоударный Pz2 50 мм , 2 шт. TEKTRO R313 Комплект тормозных суппортов с двумя шарнирами, 39–52 мм.