подходящие приспособления и рекомендации по выполнению работы, видео
Сверла по металлу всегда подвергаются закалке, но изделия со временем могут затупиться. Естественно, это не повод их выкидывать. При желании можно заточить сверло своими руками, используя профессиональное оборудование или самодельные устройства.Основные виды заточки
Опытные мастера знают о том, что заточка сверла по металлу бывает разной в зависимости от диаметра и особенностей применения.
- Одноплоскостная заточка предназначена для сверл с максимальным диаметром в 3 мм. В процессе выполнения работы возможно «выкрашивание» кромки, поэтому необходимо быть очень аккуратным. Чтобы правильно заточить изделие, его следует приложить к кругу и перемещать параллельно поверхности.
- Коническая процедура предназначена для более крупных инструментов по металлу. В данном случае инструмент необходимо держать обеими руками, производя последовательное затачивание.
- Доводку выполняют после окончания заточки.
 Благодаря подобной процедуре удается отшлифовать режущую кромку и устранить даже самые мелкие зазубрины.
Благодаря подобной процедуре удается отшлифовать режущую кромку и устранить даже самые мелкие зазубрины.
 Благодаря подобной процедуре удается отшлифовать режущую кромку и устранить даже самые мелкие зазубрины.
Благодаря подобной процедуре удается отшлифовать режущую кромку и устранить даже самые мелкие зазубрины.Виды заточных станков
Чтобы заточить сверло своими руками правильно, необходимо использовать соответствующие станки. Подобные устройства делятся на 2 группы.
- Промышленное оборудование отличается значительной мощностью. С его помощью можно затачивать сверла диаметром в 20 мм и более. Эти станки устанавливаются на крупных предприятиях, причем заточка осуществляется в полуавтоматическом или полностью автоматическом режиме.
- Бытовые станки предназначены для использования в домашних условиях. Также их применяют на небольшом производстве. Подобное оборудование отличается мобильностью, средней мощностью и компактными размерами.
Рекомендации по выбору бытового станка
Если вас интересует вопрос, как заточить сверло по металлу, то обязательно приобретите соответствующий станок. Для домашних условий подойдет недорогая модель со средней мощностью.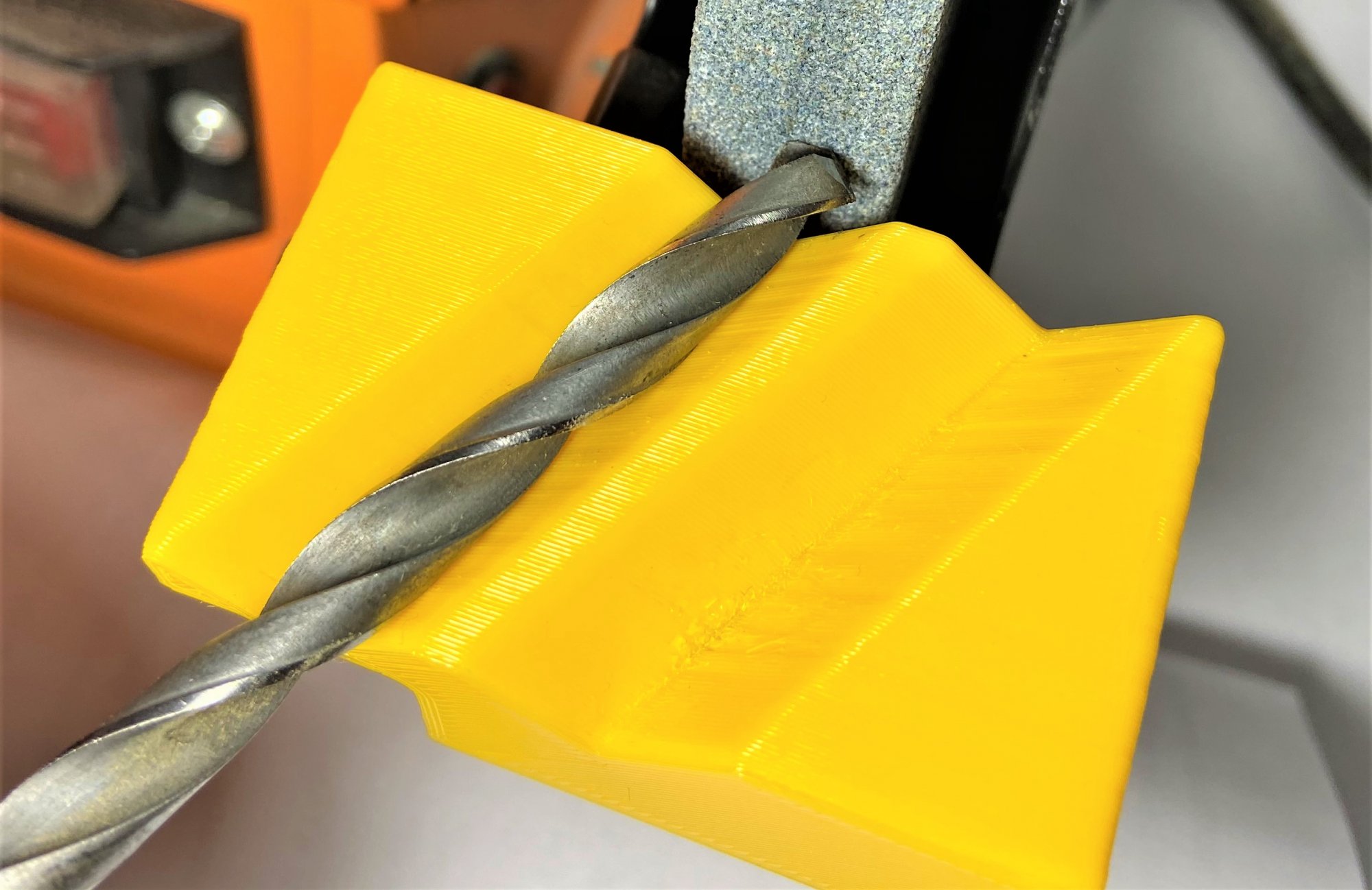 Она позволит заточить небольшие сверла по металлу.
Она позволит заточить небольшие сверла по металлу.
Естественно, при покупке необходимо обращать внимание на уровень шума, а также конструкцию модели. Оптимальным вариантом станет простой станок, ведь подобрать для него нужные детали будет несложно.
Покупать подобные приспособления необходимо только в специализированных местах, поскольку здесь в комплекте предусмотрено наличие технического паспорта. Более того, вам выдадут гарантийный талон.
Использование станков в домашних условиях
Как уже упоминалось ранее, в домашних условиях целесообразно использовать бытовые станки. С их помощью удается затачивать различные виды сверл. При этом важно помнить, что для некоторых разновидностей придется докупать соответствующие круги.Чтобы самостоятельно заточить сверло, стоит отдать предпочтение станку, оборудованному универсальным патроном. Он позволяет зажимать элементы различных диаметров.
В комплекте часто идут:
Наибольшей популярностью пользуется оборудование от Drill Doctor и GS. Подобная продукция предназначена для заточки сверл диаметром в 2–13 мм и 14–34 мм. К сожалению, это оборудование не позволяет заточить слишком тонкие сверла. Для такой цели придется докупить специальный станок.
Подобная продукция предназначена для заточки сверл диаметром в 2–13 мм и 14–34 мм. К сожалению, это оборудование не позволяет заточить слишком тонкие сверла. Для такой цели придется докупить специальный станок.
Все оборудование, предназначенное для заточки сверл в домашних условиях, имеет ряд преимуществ:
- возможность работы от электросети;
- высокая производительность;
- простота использования;
- функциональность;
- точность заточки;
- доступная цена;
- компактные габариты;
- небольшой вес;
- удобная система управления, благодаря которой можно отрегулировать интенсивность заточки и ее скорость.
Самодельные приспособления для заточки
Если у вас нет соответствующего станка, то выполнить заточку можно с помощью других приспособлений. Речь идет об электродрели либо самодельном оборудовании, созданном по чертежу. Лучше всего отдать предпочтение второму варианту, в противном случае вы можете испортить множество сверл, прежде чем освоите правильную заточку.Создать подходящее приспособление своими руками можно даже из древесины. Так, на горизонтальной поверхности закрепляется брус с отверстиями, соответствующими диаметру сверл. Упомянутые отверстия выполняют под небольшим наклоном, чтобы получился необходимый угол заточки.
Некоторые мастера отдают предпочтение электродрели, оборудованной соответствующими насадками. Естественно, ассортимент подобных элементов небольшой, что усложняет выполнение заточки своими руками. Как правило, в комплекте с насадками идет камень и поводок. Если вы планируете затачивать сверла, используя конкретную дрель, поводок стоит сразу же укоротить.
При желании можно самостоятельно сделать подобную насадку для дрели, руководствуясь рекомендациями, данными в соответствующем видео. Подобные приспособления необходимо оборудовать крепежом для фиксации сверла.
Особенности процесса заточки
Если вы впервые решили заточить деталь своими руками, выполняйте работу в строгой последовательности.
- В первую очередь обрабатывают заднюю поверхность. Так, сверло плотно прижимают и постоянно следят, чтобы угол заточки оставался одинаковым. В результате обработки кончик сверла будет напоминать правильный конус.
- Далее наступает черед режущей части.
- Последний этап предполагает доводку задней поверхности. При этом необходимо убедиться в том, что размер перемычки составляет не более 0,4 мм. Естественно, для крупного сверла по металлу такой параметр должен быть чуть больше.
Если с первого раза что-то не вышло правильно, не стоит отчаиваться. Лучше всего начать практиковаться с инструментов, которые вряд ли понадобятся. Главное – научиться правильно надавливать и выдерживать угол. При этом необходимо учитывать тот факт, что за сверление отвечают боковые части сверла, а не наконечник. Соответственно, кромки обязательно подлежат заточке.
Важно помнить о том, что в процессе заточки образовываются мелкие частицы. Из-за нагревания они разлетаются в виде искр. Именно по этой причине необходимо придерживаться техники безопасности. Речь идет об использовании защитных очков и рукавиц. Также при заточке стоит убедиться в том, что сверло надежно зафиксировано. В противном случае оно может случайно вырваться из рук.
Именно по этой причине необходимо придерживаться техники безопасности. Речь идет об использовании защитных очков и рукавиц. Также при заточке стоит убедиться в том, что сверло надежно зафиксировано. В противном случае оно может случайно вырваться из рук.
Рекомендации по использованию станка
Если вы решили использовать для заточки соответствующий станок, обязательно подготовьте рабочее место. В частности, речь идет о хорошем освещении. Также нужно надеть защитные рукавицы и очки.
- В первую очередь следует определиться с необходимым углом заточки.
- Важно расположиться так, чтобы шлифовальный круг находился справа.
- Следует выполнить центровку. Для этого большим и указательным пальцем берут рабочую поверхность, а вторая рука держит хвостовую кромку.
- Сверло по металлу необходимо вращать таким образом, чтобы режущая кромка располагалась параллельно.
- Немаловажным моментом является устранение зазубрин.
- Все движения следует выполнять в определенной последовательности. Так, левую руку перемещают влево вниз, а правой двигают по часовой стрелке.
 Так, левую руку перемещают влево вниз, а правой двигают по часовой стрелке.
Так, левую руку перемещают влево вниз, а правой двигают по часовой стрелке.Чтобы правильно заточить сверло своими руками, необходимо воспользоваться подходящим приспособлением. Это может быть бытовой или промышленный станок, а также электродрель со специальной насадкой. Если вы ранее не пробовали заточить сверло, для начала ознакомьтесь с соответствующим видео.
Оцените статью: Поделитесь с друзьями!Устройство для заточки сверл из дверной петли
В интернете можно найти огромное количество схем для изготовления устройств, при помощи которых можно затачивать сверла. Однако чаще всего такие схемы очень сложные и простому обывателю в них не разобраться. Можно, конечно, попробовать заточить сверла вручную на заточном станке, держа инструмент под углом 60 градусов. Однако и в этом случае очень сложно добиться идеальной заточки, чтобы не было смещения центра. Впрочем, есть альтернативный вариант — это самодельное приспособление для заточки сверл, изготовленное из дверной петли. Сделать такое устройство под силу каждому.
Впрочем, есть альтернативный вариант — это самодельное приспособление для заточки сверл, изготовленное из дверной петли. Сделать такое устройство под силу каждому.
Особенности и процесс изготовления
Механизм работы самодельного заточного приспособления основан на поворотном движении обычной дверной петли (понадобится петля с толщиной металла минимум 3 мм). Нижняя часть петли будет фиксироваться на подручнике, а верхняя будет перемещать сверло. Для того, чтобы надежно зафиксировать нижнюю часть петли на подручнике, потребуется приварить уголок 25х25 мм, после чего просверлить в нем отверстие и нарезать резьбу под болт М6.
На следующем этапе работ нужно выставить правильный угол заточки сверла, использую для этого отрезок стального уголка, который необходимо приварить к петле, и обычную школьную линейку с транспортиром. Для проверки правильности выставленного угла используйте сверло с заводской заточкой — оно должно соприкасаться всей плоскостью кромки пера. Далее потребуется приварить к конструкции шпильку М8 с заранее подготовленной прижимной гайкой из металла толщиной 4 мм. Устройство готово!
Используя такое самодельное приспособление, вы без труда сможете затачивать сверла по дереву и металлу разной длины и размеров. Очень полезная и удобная в применение вещь.
Как заточить сверло по металлу своими руками – самодельные чертежи и приспособа для заточки, как просто и правильно точить инструмент на станке
Затупленные сверла могут сломаться во время работы, и поранить вас. Гораздо лучше и легче работать острыми. В этой инструкции найдете чертежи и прибор для заточки сверл.
Шаг 1: Сравнение острого и затупленного сверла
Слева затуплено. Это видно по световому блику на режущей кромке между двух канавок. На фото справа видна острая режущая кромка.
Шаг 2: Инструмент для заточки
Опытные люди умеют затачивать сверла своими руками. В теории, хвостовик нужно держать в правой руке под углом 59° относительно приспособы для заточки сверл. Когда сверло касается точилки, нужно провести хвостовик дальше влево вниз, в то же время повернув сверло вокруг своей оси по часовой стрелке. У меня это ни разу не получилось.
Заточный инструмент, который вы видите на фотографии, я купил почти тридцать лет назад. Такие простые приспособления для заточки сверл до сих пор продаются почти по той же самой цене.
Шаг 3: Устанавливаем градус
Направляющую на стойке можно устанавливать в семь положений. У моих сверл профиль угла режущей кромки 59°, нужно выставить этот градус на направляющей. Затяните барашковую гайку.
Шаг 4: Выравниваем кромку
У заточного инструмента имеется маленький заостренный наконечник, и край канавки нужно установить в притык к нему. Наконечник можно опустить или поднять, чтобы подвести к краю канавки.
Наконечник можно опустить или поднять, чтобы подвести к краю канавки.
Шаг 5: Величина выноса
Для начала нужно установить вынос (расстояние между желтыми линиями), он должен быть равен радиусу (расстояние между зелеными линиями).
Шаг 6: Ширина и угол режущей кромки
Обратите внимание на угол красной линии. Если в предыдущем шаге вы вынесли сверло слишком далеко, режущая кромка приблизится к верхушке. Кромка получилась слишком широкой, а профиль — плоским. Из-за этого оно будет скользить по поверхности металла и вам будет тяжело засверлиться. Вы можете немного уменьшить вынос, но совсем немного, иначе вы можете случайно испортить наконечник заточного инструмента о точильный круг стойки.
Шаг 7: Идеальный угол режущей кромки
В идеале кромка должна быть как можно меньше. Она будет нижней точкой между скошенными гранями канавок сверла, на фото обозначена желтой линией, это сверло будет резать металл очень хорошо.
Шаг 8: Зажимаем
После того, как вы выставите вынос, завинтите винт крепления.
Шаг 9: Выставляем длину
Установите заточную направляющую на длину сверла. Конец должен быть в передвижном лотке, а не висеть в воздухе. Расслабьте металлическую окрашенную гайку. Отрегулируйте черную гайку. Затяните металлическую окрашенную гайку.
Шаг 10: Выставляем высоту
Хвостовик должен располагаться под прямым углом к точильному кругу. Для заточки я использую радиально-отрезной станок. Кончик нужно совместить с центром оси точильного круга.
Шаг 11: Закрепляем станок на столе
Бита должна лишь слегка касаться точильного круга. Если прижимать слишком сильно, заточить его будет очень трудно. Оно перегреется, и вы снимите слишком много металла.
Основание заточной направляющей должно быть под прямым углом к точильному кругу (зеленая линия). А верхнюю часть направляющей поверните так, чтобы острие смотрело немного левее центра (угол между зеленой и желтой линиями). Сдвиньте станок вперед так, чтобы сверло коснулось поверхности точильного круга.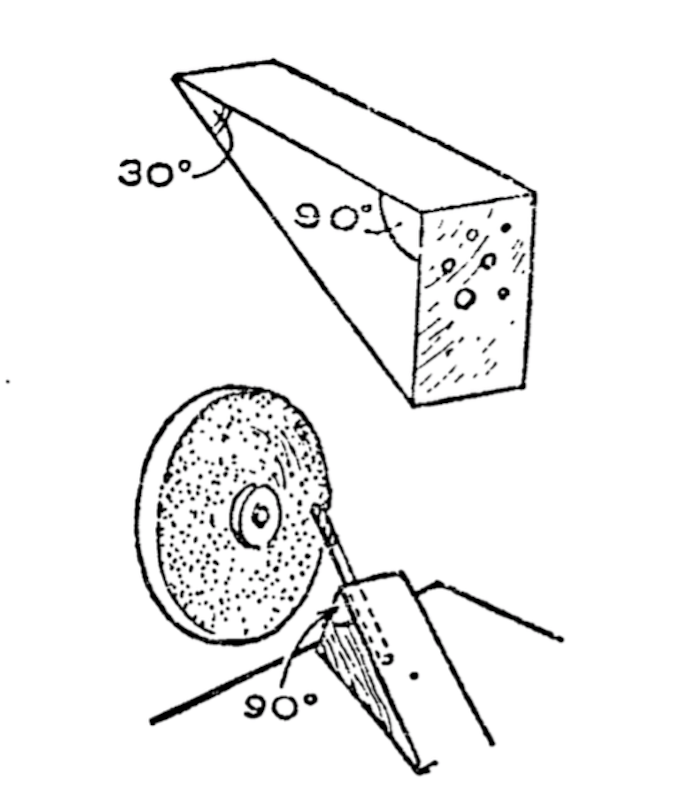 Зафиксируйте станок на столе.
Зафиксируйте станок на столе.
Шаг 12: Приготовьтесь точить
Поверните кончик вправо. Включите точильный круг.
Шаг 13: Заточка
Сдвиньте хвост направляющей вправо (красная стрелка), чтобы сверло коснулось точильного камня. Желтые волнистые линии изображают искры. Когда сверло будет находится в этой позиции, собственно, и будет происходить его заточка.
Шаг 14: Поворот биты
Продолжайте сдвигать хвост направляющей вправо, пока сверло не выйдет за край камня. Чтобы заточить с другой стороны, вам нужно повернуть его вокруг своей оси на полоборота.
Сначала выключите станок. Затем расслабьте крепление и поверните его на полоборота. Край канавки должен быть впритык к заточному наконечнику. Повторите предыдущие два шага.
Выключите станок. Вытащите из крепления. Проверьте ширину поперечной режущей кромки. Если вы недовольны качеством заточки, измените вынос и повторите процесс.
Шаг 15: Заточенное сверло
На фото показана хорошая заточка. Режущие кромки не истерты и не закруглены, они острые и четкие. Длина и угол поперечной режущей кромки тоже вполне хороши.
Режущие кромки не истерты и не закруглены, они острые и четкие. Длина и угол поперечной режущей кромки тоже вполне хороши.
Шаг 16: Тонкие сверла
Такой заточный инструмент хорош для 3 мм и больше. Если тоньше, его уже не получится заточить с помощью этого прибора.
Для заточки тонких сделайте специальный блок из деревянного бруска длиной примерно 10 см. Обратите внимание – угол между красными линиями составляет 77°.
Шаг 17: Угол между гранями деревянного бруска
Шаг 18: Направляющая линия
На верхней плоскости бруска виден треугольный вырез. Этот пропил идет по всей верхней грани блока и служит ложем. Угол между красными линиями также составляет 59°. Края треугольного пропила служат для выверения режущих кромок. Выверять кромки можно на глазок.
Шаг 19: Закрепляем на бруске
Поместите сверло в пропил на бруске. Брусок установите в тиски таким образом, чтобы хвостовик был над захватом, а захват немного выходил за скошенную сторону бруска. Поверните, чтобы одна из режущих кромок совпала с направляющим краем треугольного выреза. Закрепите струбциной. Капните немного масла на точильный брусок. Проведите вдоль скошенной стороны устройства, тем самым затачивая сверло.
Поверните, чтобы одна из режущих кромок совпала с направляющим краем треугольного выреза. Закрепите струбциной. Капните немного масла на точильный брусок. Проведите вдоль скошенной стороны устройства, тем самым затачивая сверло.
Когда точильный брусок перестанет снимать металл, поверните сверло на полоборота и точите другую кромку. Проверить самодельную заточку можно с помощью увеличительного стекла, если нужно.
Приспособление для заточки сверл своими руками + чертежи
Качество и точность сверления зависит от остроты рабочего инструмента. Кроме того, в отличие от столового ножа, сверло должно быть заточено правильно. Бывалые слесари могут ровнять режущую кромку на обычном точильном станке, просто удерживая сверло в руках (по крайней мере, с их слов). Но для такого способа нужна сноровка и многолетний опыт. Даже если у вас твердая рука, и отличный глазомер – без понимания процесса, вы просто испортите инструмент.
Несколько базовых правил заточки (на примере спиралевидных сверл по металлу):
Для лучшего восприятия материала, вспомним устройство сверла.
- Нельзя прижимать острие к наждаку дольше 2-3 секунд за один подход. Металл раскаляется и происходит так называемое «отпускание», то есть лишение закалки. Соответственно теряется необходимая твердость металла. Первый признак – наличие температурных побежалостей на кромке.
- Для сверл диаметром до 4 мм: при каждом касании плоскости наждака сверло удерживается в одном положении: вращение вокруг своей оси недопустимо. Для большего диаметра, геометрия заточки несколько иная.
- На спиралевидных сверлах затачивается только задняя поверхность режущей части.
- Режущая кромка должна быть направлена навстречу вращению точила (при механической заточке).
- Основной угол (на иллюстрации — 2φ) зависит от типа обрабатываемого материала.
Какие сверла точить, и как часто?
Перьевые и другие специальные сверла по дереву в домашних условиях не восстанавливают, да и тупятся они не так быстро. Победитовые наконечники для бетона не точатся в принципе.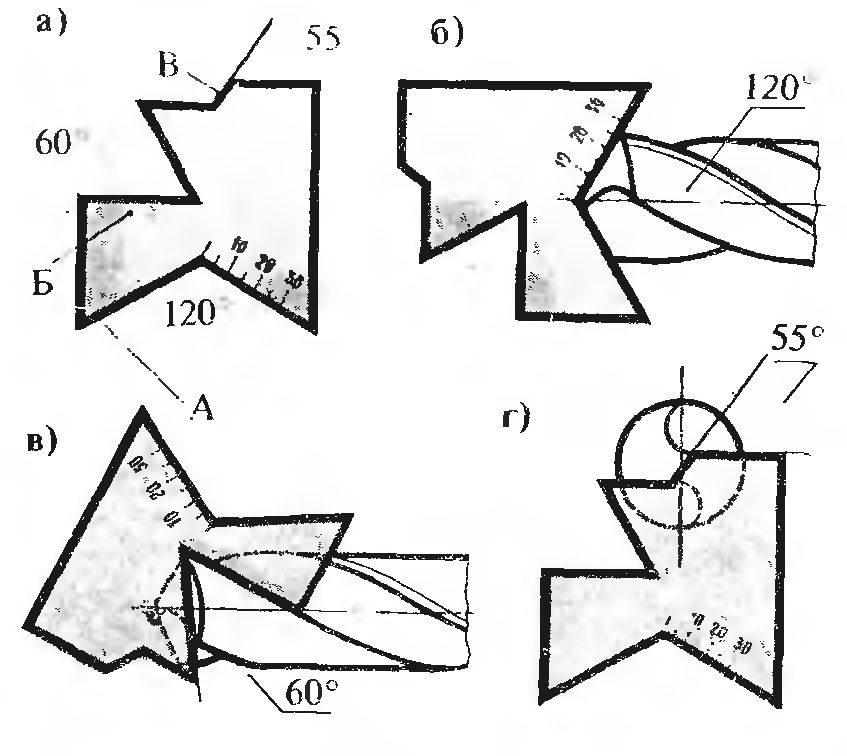 Остается самый популярный инструмент – спиральные сверла по металлу. Разумеется, их используют и для обработки дерева (пластика, резины и даже камня), но это к теме не относится.
Остается самый популярный инструмент – спиральные сверла по металлу. Разумеется, их используют и для обработки дерева (пластика, резины и даже камня), но это к теме не относится.
Спиральное сверло. Режущая кромка имеет небольшой размер, поэтому при работе быстро нагревается от трения (нет площади рассеивания). Основная причине затупления – именно перегрев. При правильном использовании износ происходит не так интенсивно. Характерные признаки тупого сверла:
- При работе слышен скрип.
- Вместо завитой стружки из отверстия выходят опилки.
- Моментальный нагрев инструмента без продвижения в глубину.
Важно: Не следует работать тупым сверлом, износ от перегрева будет только прогрессировать.
Итак, пришло время точить инструмент. Вы не желаете испортить сверло, и хотите механизировать процесс.
К вашим услугам мини станки для заточки:
Все приспособления разделены на два вида: насадки или упоры для универсального инструмента, и самостоятельные устройства узкой специализации. Рассмотрим самые популярные из них, от простого к сложному:
Рассмотрим самые популярные из них, от простого к сложному:
Ручной держатель
Это как раз приспособление для тех, у кого твердая рука и глаз-алмаз. Фактически оно позволяет лишь удерживать сверло в заданном положении, не опасаясь поранить пальцы. Контроль угла визуальный, согласно положению «крыльев» относительно любого ориентира. Преимуществ немного: моментальная готовность к работе, компактность и цена. Недостатки очевидны: ручной контроль за процессом не добавляет точности.
Упор для электро-точила
По сути, этот элемент не является специальным приспособлением для сверл. Он просто позволяет зафиксировать инструмент под определенным углом. Точность будет выше, чем в предыдущем варианте. Большинство упоров позволяют устанавливать угол наклона, и даже имеют шкалу разметки. И все же приходится полагаться на твердость рук.
Есть и более продвинутые подставки: со сменными элементами и регулировкой не только угла, но и высоты. Приспособления монтируются не на корпус наждака, а на верстак: что делает их более универсальными.
Фактически, такой упор можно приспособить под любое электро-точило. Дополнительный бонус – с помощью такой подставки можно точить ножи, фрезы, отвертки, стамески, и пр.
Полупрофессиональные направляющие для любых типов сверл
Это довольно продвинутый инструмент, который позволяет контролировать характеристики заточки с точностью до микрон. Все линейные параметры надежно фиксируются, значения выставляются по разметке. Сверло крепится в желобе, случайное смещение или поворот вокруг своей оси исключен.
Для заточки предусмотрена возможность как линейного перемещения, так и движения кромки по траектории дуги (для конической заточки сверл большого диаметра). Линейное движение (вдоль оси) может контролироваться мастером, или устанавливается ограничительный упор.
С точки зрения качества обработки – недостатков у приспособления практически нет. Но для правильной заточки оператор должен знать параметры сверла. То есть, автоматика отсутствует: поэтому инструмент относится к разряду профессионального.
Как развитие линейки – направляющая с собственной точильной установкой. Нет необходимости устанавливать упор на верстак и менять диски. Фактически – вы имеете полуавтоматический настольный станок для заточки.
Важное замечание: Все перечисленные приспособления предназначены для работы со стандартными электро-точилами. Поэтому перед началом обработки сверл, желательно установить специальный наждачный диск.
Электрические машинки для заточки
Представляют собой специализированный электроинструмент для выполнения единственной задачи: заточка спиральных сверл.
Пользоваться станком может даже человек, далекий от техники (хотя, зачем ему острые сверла?). От оператора требуется лишь определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены. Однако все сверла точатся «под одну гребенку». Расплата за простоту использования – отсутствие гибкости в настройках. Для домашнего применения – лучший выбор: особенно если имеется дополнительная насадка для заточки ножей и ножниц.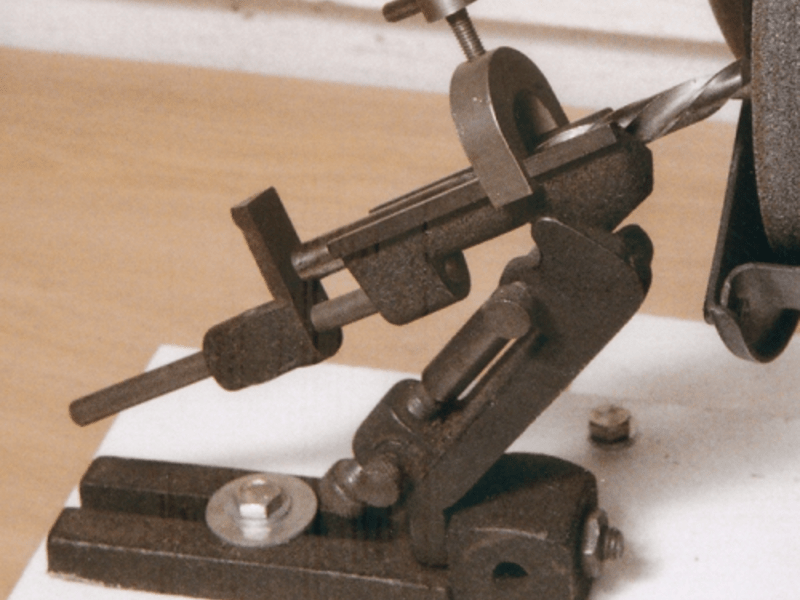
Есть версии для мастеров. Сверло устанавливается с учетом параметров заточки, процесс может контролироваться оператором.
Выбирается угол заточки, способ обработки кромки (линейная или конусная), глубина снятия металла. Сверло располагается не в общей обойме, а в индивидуальном картридже.
Промышленное заточное оборудование для металлообрабатывающего цеха
При интенсивной эксплуатации сверлильных станков, требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные стенды для заточки сверл любого диаметра, экономят время и силы, но стоимость такого оборудования слишком высока для домашнего применения.
Полученная информация поможет вам подобрать приспособление для заточки, без лишних финансовых затрат. Кроме того, существуют сменные насадки на ручной электроинструмент (например, дрель). Но это уже тема другой статьи.
Заточка сверл своими руками – 58 фото инструкций и советов от профессионалов
Сверла должны быть качественными и хорошо заточенными в работе профессионального мастера.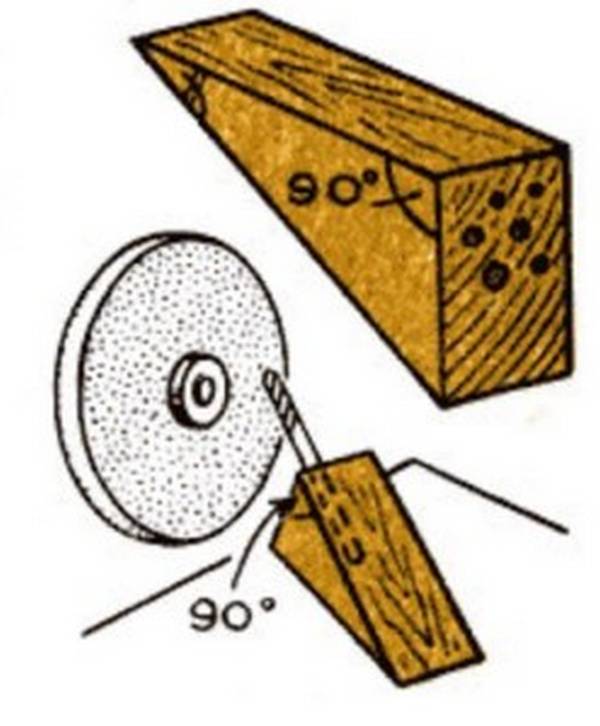 В былые времена заточку сверла производили вручную.
В былые времена заточку сверла производили вручную.
На сегодняшний день появились специальные устройства для заточки свёрл, и их конструкция очень проста.
Содержимое обзора:
Для чего нужна заточка?
Если сверло затупилось, то им очень трудно, а порой невозможно просверлить поверхность. Также стоит заметить, что для разных видов поверхностей свёрла должны иметь определённый угол заточки, к примеру, для пластмассовой поверхности угол будет равен 30 градусам, для закалённой стали этот угол будет равняться 130 градусам.
В случаях, когда не требуется идеально просверлённого отверстия, угол заточки может быть 90 градусов.
Как выполнить правильную заточку сверла
Заточку сверла можно сделать своими руками при помощи абразивных дисков. В ходе заточки сверло нужно удерживать за рабочую поверхность. Удерживать хвост сверла нужно другой рукой.
С боку сверло необходимо прижать к абразивному диску. Затем желательно с придельной осторожностью провернуть его, в результате режущая кромка примет требуемый угол и структуру.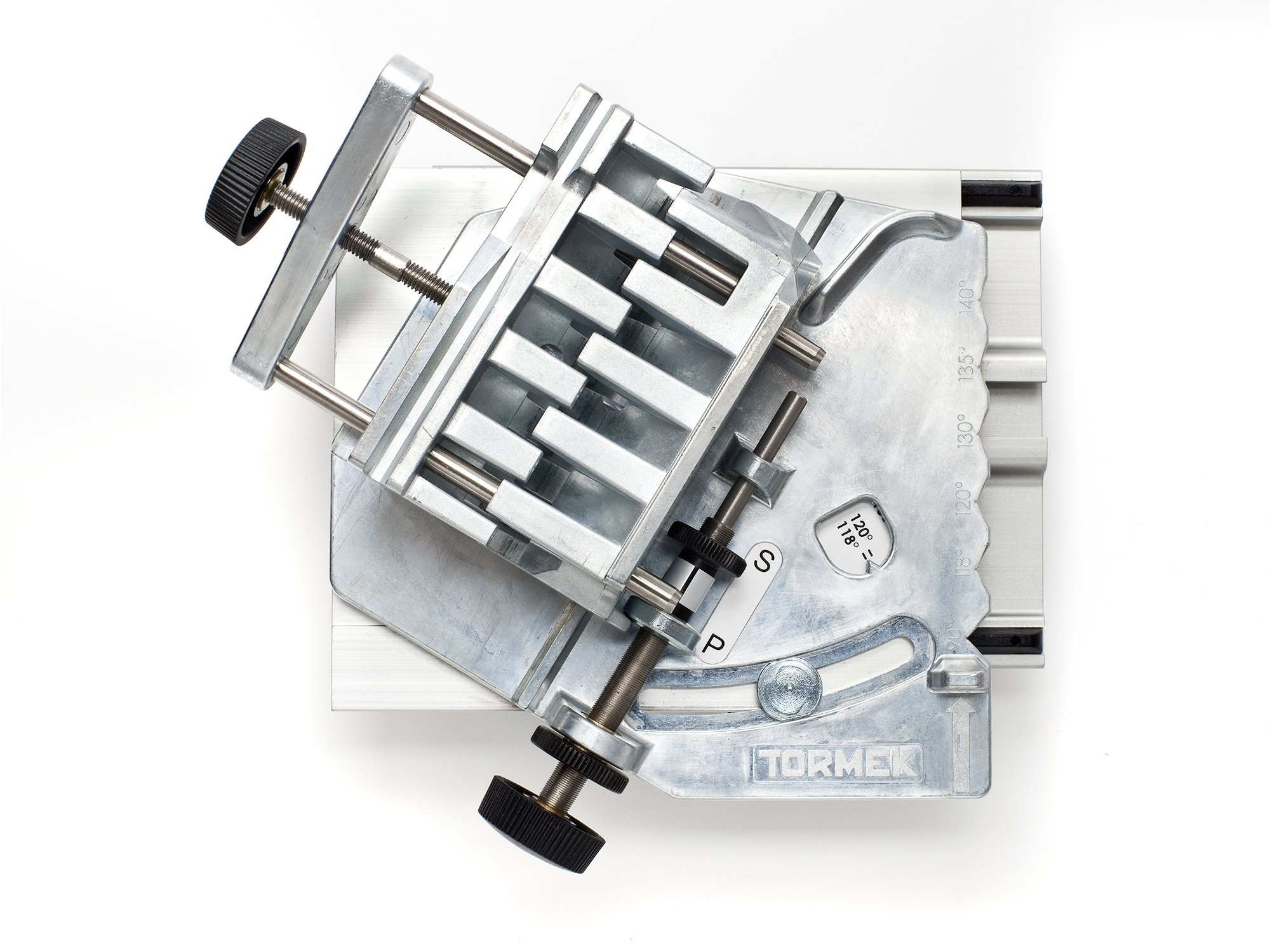
Заточку сверла нужно делать с каждой стороны отдельно. Также необходимо следить за тем, чтобы остриё сверла располагалось ровно по центру в момент заточки режущей части. Следует сделать это правильно, так как ошибка в заточке может привести к тому, что сверло будет косить вбок.
Заточка сверла своими руками не самый хороший способ, так как он способен нести за собой ряд неточностей, например, режущие кромки могут оказаться не правильными по отношению к оси инструмента.
Устройство для заточки
Устройство предназначено для заточки глухих или сквозных сверл, которые сделаны из чугуна и стали. Такое устройство сделано с учётом видов заточки, а также её размеров. На станке легко поменять угол заточки.
Есть два вида устройств, которые помогут заточить сверло это бытовой и промышленный станок. В первом случае устройство для заточки занимает мало пространства и отлично вписывается для работы в доме, но такой станок может затачивать только маленькие свёрла.
Большой мощностью обладают станки промышленные, которые сделаны для того, чтобы производить заточку сверл с большим диаметром. У промышленного станка имеется зажим и круг для заточки.
С помощью этого устройства заточка сверла происходит под надзором оператора, который легко контролирует процесс. Такие устройства рассчитаны на долгосрочное время эксплуатации.
Как сделать станок для заточки сверл своими руками
Нам будут необходимы следующие материалы: абразивный диск, переключатель, мотор с хорошей мощностью, подставка, провода, ось и заглушка. Также для безопасного использования станка на нём обязан быть корпус, снаружи которого необходимо поставить ось с абразивным кругом для работы.
Предварительно нужно определиться с местом установки станка, так как он будет подключаться к розетке.
Также наше устройство должно размещаться на столе, желательно из металла, куда нужно будет поставить двигатель, и расставить отметки для проделывания отверстий под болты.
На вал двигателя надевают абразивный диск. Чтобы его закрепить на валу, надо надеть сначала шайбу, затем диск и еще раз шайбу. После этого следует установить крепёжную гайку на заранее приготовленную резьбу на валу.
В качестве мотора для нашего устройства отлично подойдёт двигатель от стиральной машины. Мощность её мотора будет достаточной для процесса заточки сверл. Провода допускается взять тоже от подручной аппаратуры.
Обратите внимание!
Соединить провода нужно с пускателем, который должен быть с тремя разомкнутыми контактами. Обмотка должна быть способна к подключению фазных линий, с использованием двух пускателей, соединённых последовательно.
Кнопка выключения должна соединяться с Нз, а кнопка запуска будет соединена с НР, также она должна состоять в параллельном соединении с двумя НР контактами пускателя.
При нажатии кнопки включения будет подаваться напряжение на обмотку в результате контуры должны замкнуться.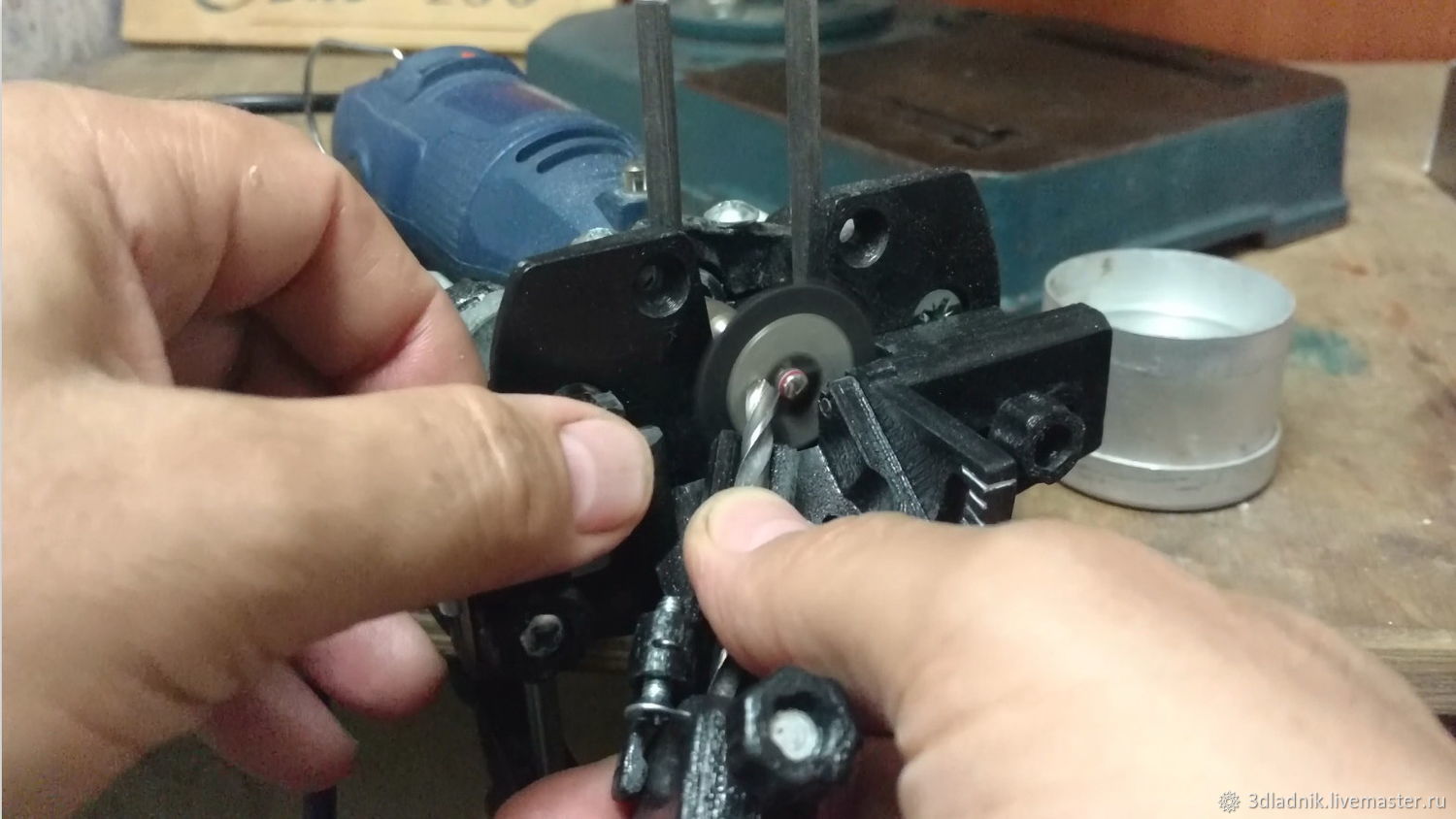 При отпуске кнопки напряжение, подаваемое на пускатель не должно сниматься. При отключении двигатель должен остановиться.
При отпуске кнопки напряжение, подаваемое на пускатель не должно сниматься. При отключении двигатель должен остановиться.
Двигатель сам по себе безопасное устройство, но для защиты его механизмов от пыли необходимо сделать каркас, который защитит его от воздействия окружающей среды.
Для его изготовления можно воспользоваться металлическим коробом или сделать защитный экран из стекла. Также стоит установить кожух, закрывающий торцевую часть диска на треть. Он защитит рабочего, в случае если абразивный диск треснет.
Фото заточки сверл своими руками
Обратите внимание!
Обратите внимание!
Приспособление для заточки сверл своими руками
Приспособление для заточки сверл своими руками позволяет затачивать разные сверла, не приобретая при этом дорогостоящего оборудования.
Не смотря на то, что на рынке сегодня достаточно подобных механизмов, приобрести один из них не всегда представляется возможным. Если вы немного знакомы с техническими работами, вы можете собрать элементарный механизм по заточке сверл самостоятельно.
В хозяйстве у хорошего мастера всегда найдутся несколько сверл, предназначенные для разнообразных строительных работ. Это и сверла для деревянных поверхностей, и сверла по металлу – разные работы требуют свои приспособления.
Заточка сверл имеет свои особенности. Так, при выборе сверла для работы стоит учитывать твердость поверхности, где необходимо сделать отверстие. Чем тверже эта поверхность, тем тупее должен быть угол заточки сверла.
Ориентируйтесь при самостоятельной заточке на изначально заданный угол резца сверла. Так у вас меньше возможности ошибиться и испортить сверло.
Заточка также может производиться вручную. Для этого используются абразивные круги и камни. Однако такой способ никогда не даст такого результата, как заточка механическая, выполненная на станке.
Вернемся к процессу изготовления приспособления для заточки сверл, которое вы можете сделать своими руками. Мы расскажем, как сделать такую машину, и как ее правильно использовать.
Делаем станок для заточки сверл
Чтобы получить автоматическое приспособление для заточки сверл, вам потребуется минимальное количество комплектующих:
- точильный круг;
- тумблер;
- мотор;
- заглушка;
- провода;
- подставка;
- ось.
В результате сборки вы получите легкий переносной станок, который работает от сети, и достаточно мощный для того, чтобы заточить сверла любого диаметра.
Лучше, если вы позаботитесь о собственной безопасности, и заключите механизм в корпус. Так будет меньше вероятности, что вы поранитесь во время работы мотора, так как травмы могут быть довольно серьезными.
Еще лучше, если вы предусмотрите стационарное место для станка. Это может быть стол с металлической поверхностью, где нужно просверлить четыре отверстия для установки мотора и надежного его крепления.
Электродвигатель, который мы используем в своей работе, наделен валом. На него надевается зернистый диск, с помощью которого мы и будем затачивать сверла.
Диск мы берем универсальный, который подходит для заточки сверл любого типа. Диск необходимо зафиксировать на вале, используя две гайки.
Хорошо, если отверстие в диске позволяет зафиксировать его на вале неподвижно. Если же нет, используйте две гайки по обеим сторонам диска, которые и будут служить фиксаторами.
Электродвигатель вовсе не обязательно приобретать в магазине. В советские времена было очень популярно использовать при изготовлении станка для заточки сверл двигатель от старых стиральных машин.
Они достаточно мощные, чтобы справиться с такой задачей, и достаточно долговечные – служат десятки лет, не требуя ремонта.
К пускателю мы присоединяем провод. Желательно, чтобы он имел три разомкнутых контакта. На одном мы установим кнопку включения, на втором – кнопку выключения. Здесь без знаний электроники, даже элементарных, не обойтись.
После того, как вы присоединили провода, можно считать наше приспособление готовым. Осталось заняться его защитной или декоративной отделкой.
Сам по себе двигатель, используемый при данной работе, безопасен. Однако процесс заточки сверл связан с риском попадания на кожу, лицо, в глаза искр или металлических опилок.
Использовать для защиты вы можете металлический короб, который надевается непосредственно на двигатель, оставляя свободным диск, а также стеклянный или пластиковый экран или резиновый кожух. Для чего они необходимы?
- Защитный короб служит для того, чтобы защитить ваше устройство от пыли и грязи. Так оно, несомненно, прослужит дольше.
- Стеклянный экран позволит вам работать, не боясь ,что опилки попадут в глаза.
- Для этих же целей служит защитный кожух, который можно вырезать из старой покрышки. Кроме того, кожух защитит ваши руки, если внезапно сломается точильный круг.
Опытные мастера работают со станками такого рода, используя защитные очки и перчатки. Защитить дыхательные пути от попадания в них пыли от круга можно также с помощью маски или защитных экранов.
Защитить дыхательные пути от попадания в них пыли от круга можно также с помощью маски или защитных экранов.
Особенно одаренные умельцы могут затачивать на самодельных станках такого рода не только сверла, но и другие металлические предметы домашнего обихода: лопаты, мотыги, топоры, цепи для бензопилы и прочие предметы. Это, несомненно, требует определенного умения и опыта. Если таковых нет, не советуем пробовать осваивать такую работу.
Если у вас остались вопросы, вы можете задать их на нашем строительном форуме. Наши специалисты ответят вам на любые вопросы, касающиеся стройки или ремонта.
Приспособа для заточки сверл своими руками
Специально для mozgochiny.ru
Признаюсь, заточка инструмента всегда вызывала у меня тихий ужас. Нужно думать не только о вращающемся точильном камня, который выступает источником потенциальной опасности, но еще и угол заточки держать… Думаю, статья будет полезна начинающим мозгочинам, а к опытным камрадам у меня убедительная просьба дополнить изложенную ниже информацию или рассказать о своём методе выдержки угла заточки.
Материалы
- Деревянный брусок;
- Винт.
Инструменты
- Транспортир;
- Малка (приспособление) — столярный и слесарный инструмент для разметки и измерения углов, черчения параллельных линий. Состоит из двух частей, скреплённых между собой зажимным винтом. Более толстая часть (колодка — основание) прижимается к заготовке, по тонкой части (линейке) производится разметка. Иногда между двумя частями малки нанесена шкала для измерения углов. Большие малки могут применяться при строительных работах;
- Дрель со сверлом по дереву;
- Отвертка.
Прочертим две прямые линии на бумаге под углом 59 градусов. Цель – заточить сверло под этим углом.
Используя малку, переносим угол 59 градусов на деревянный брусок. В качестве заготовки использовал дерево твердых пород. Толщина бруска 15 мм. Направляющей будет выступать винт с мелким шагом резьбы под шлицевую отвертку, поэтому сквозное отверстие должно быть немного меньшего диаметра, чем диаметр винта, чтобы он плотно вкручивался в брусок. Сверлить сверлом по дереву легче, когда начинаете сверлить под углом. На глаз определяем место, где удобнее всего расположить винт.
Сверлить сверлом по дереву легче, когда начинаете сверлить под углом. На глаз определяем место, где удобнее всего расположить винт.
Вкручиваем винт в брусок. Заранее следует определить максимальный диаметр сверла, что будет затачиваться. Для данной поделки диаметр сверла будет больше 15 мм. Поэтому следует выбрать винт достаточной длины, чтобы он проходил через брусок и выступал на половину от наибольшего диаметра затачиваемого сверла.
Если угол, под которым винт выходит из бруска не соответствует эталонной линии, просверлите другое отверстие и попробуйте снова.
Прокрутим винт на несколько оборотов, чтобы конец резьбы находился над центром сверла.
Как только вы заточите одну сторону (используя резьбу винта, как метки), поверните сверло на половину и посмотрите на отметки на винте. Повторите операцию для другой стороны сверла.
Что касается заточки сверл, на сайте представлена подробная статья Как заточить сверло — ручная/нестандартная/специальная заточка сверл. В дополнение к изложенному в ней материалу предлагаю посмотреть видео англоязычного кулибина.
В дополнение к изложенному в ней материалу предлагаю посмотреть видео англоязычного кулибина.
Спасибо за внимание)
( Специально для МозгоЧинов #Twist-Drill-Sharpening-Helper» target=»_blank»>)
Приспособление для заточки комбинированных сверл. Как точить сверло по металлу своими руками
В процессе обработки твердых изделий сверло подвержено быстрому износу. Тупой рабочий элемент значительно нагревается и теряет прочностные показатели. Происходит это из-за «выброса» металлического сплава. Инструмент время от времени нужно затачивать. Однако этот момент касается не только бурового инструмента.
Сверла – довольно дешевая продукция.По крайней мере, те вариации, которые используются дома.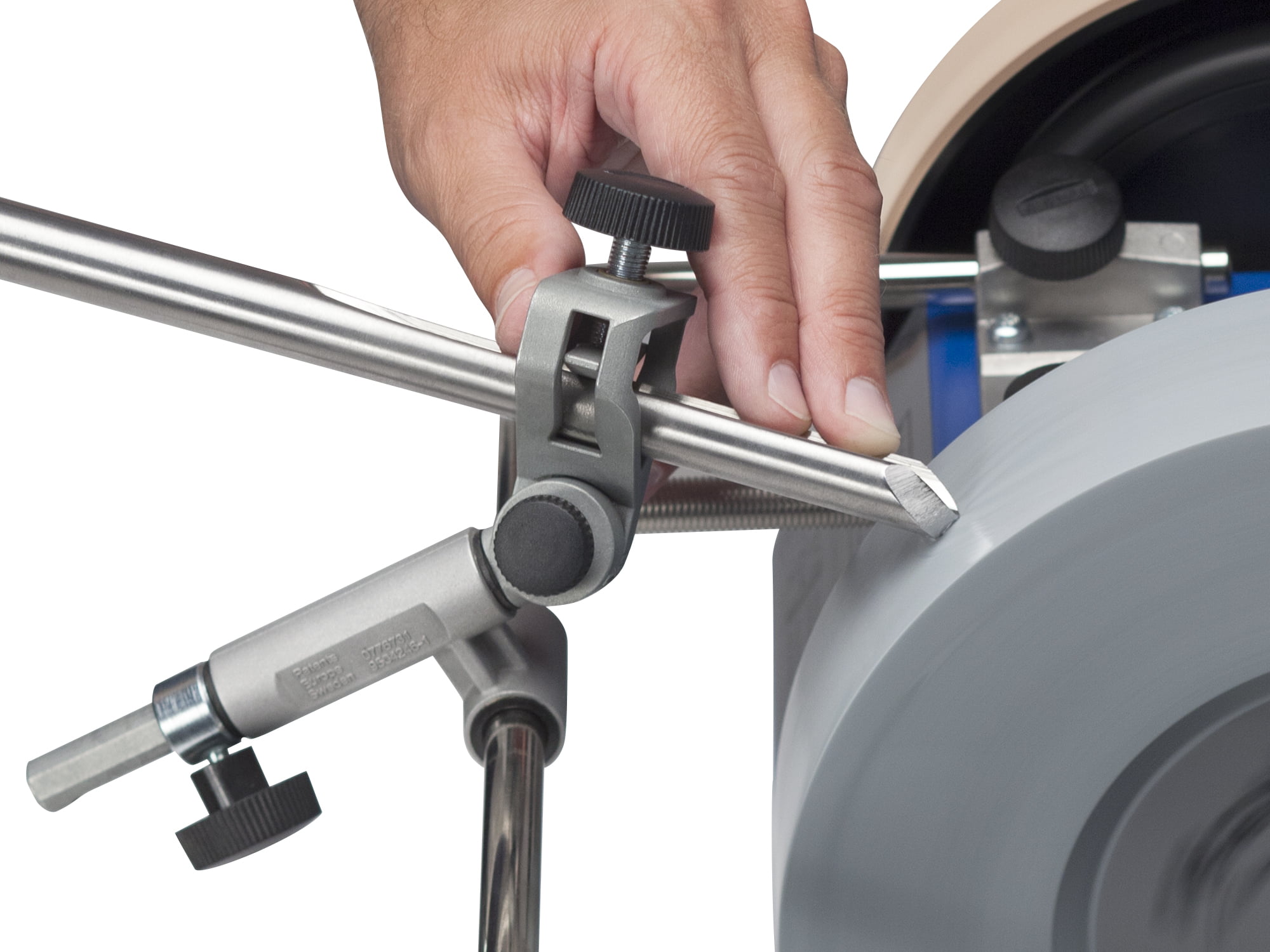 Так или иначе, но приобретать новую насадку сразу после ее затупления как минимум нецелесообразно.
Так или иначе, но приобретать новую насадку сразу после ее затупления как минимум нецелесообразно.
Есть заводские изделия для заточки, однако есть нарушение концепции целесообразности применения домашнего инструмента.
Сверла, предназначенные для обработки дерева, практически не сдуваются. Изделие можно только «гнать». В смолистом исполнении и при повышенной тираже. Наконечники от победителей, необходимые для обработки камня и бетона, как правило, не затачиваются.Остается только заточка по металлу. Некоторые опытные последователи делают эту работу своими руками, не прибегая к использованию дополнительных средств.
Но в этом случае точность и качество работы могут вызвать сомнения. Да и далеко не каждый самоделка имеет зоркий глаз.
Как сделать заточку для сверл
Для начала нужно изготовить шаблон , который позволит вам контролировать точность обработки.
Сверла обыкновенные, предназначенные для работы с черными металлами, характеризуются углом лезвия от 115 до 120 градусов. Если вы постоянно работаете с различными материалами, вам следует ознакомиться со следующей информацией:
Если вы постоянно работаете с различными материалами, вам следует ознакомиться со следующей информацией:
- текстолит и пластик – от 90 до 100 градусов;
- любое дерево – 135;
- гранит и керамика – 135; Чугун
- , карбидная бронза и сталь – от 115 до 120;
- мягких сплавов на основе бронзы и латуни – от 125 до 135;
- алюминиевые сплавы – 135.
На основе этих данных можно сделать несколько полезных шаблонов, которые помогут сделать наиболее качественную и точную заточку сверла.
Самая простая версия заточки – Различные втулки, которые фиксируются на надежной и прочной основе.
Зажим рекомендуется изготавливать из алюминиевых и медных трубок, подбирая их под самые распространенные диаметры сверл. Вы также можете проделать несколько отверстий в панели из нетвердого материала. Самое главное – надеть на заточку удобную подружку, которая служит опорой и позволяет перемещать дренажное устройство под нужным углом.
Этот метод активно использовали наши деды.А в качестве материала уголка (шлифовального станка) использовали прочный дубовый брус.
На самом деле достаточно расположить верстак или стол сбоку от еды – и приспособление для заточки сверл своими руками готово. При этом уровень точности и качества заточки будет чрезвычайно высоким.
Имеется множество чертежей На изготовление конструкции избы. Можно прибегнуть к уже готовым вариантам или изготовить их самостоятельно. Самое главное понять принцип обработки.
При обработке необязательно позволять сверлу вращаться вокруг собственной оси. В том случае, если инструмент будет проверен хотя бы на миллиметр, он испортится и вам придется оговаривать определенную длину для дополнительной обработки.
Ошибки
К наиболее частым ошибкам Самостоятельная заточка К сверлам относятся следующие:
Для, самостоятельно изготовить приспособление Для заточки сверл следует соблюдать следующие правила:
Все средства для создания такого приспособления можно найти даже дома или в гараже. Их необходимо обработать болгаркой, сваркой и заточить.
Их необходимо обработать болгаркой, сваркой и заточить.
Если вам предстоит сверлить только дерево, то о резкости сверла можно не думать, так как сверло может исправно служить месяцы и годы без заточки. Но когда дело доходит до сверления металла, очень важна острота сверла, другими словами, сверлить можно только сверлом по металлу. Разницу легко почувствовать, взяв совершенно новую дрель. Начинает довольно быстро врезаться в металл, с каждой минутой сверло будет погружаться в металл, все медленнее, и еще сильнее на него давить.Скорость заточки сверла зависит, в частности, от оборотов, скорости подачи, охлаждения и других факторов, но как бы ни старались, время работы сверла до неудовлетворительной работы измеряется моментами. Если объем работы значительный, постоянная покупка новых сверл окажется последовательной, поэтому лучше научиться их затачивать. Хотя все же стоит иметь несколько сверл одного диаметра (3-10, в зависимости от диаметра ох и соответственно цены) возвращаться к заточке только тогда, когда все сверла покопались.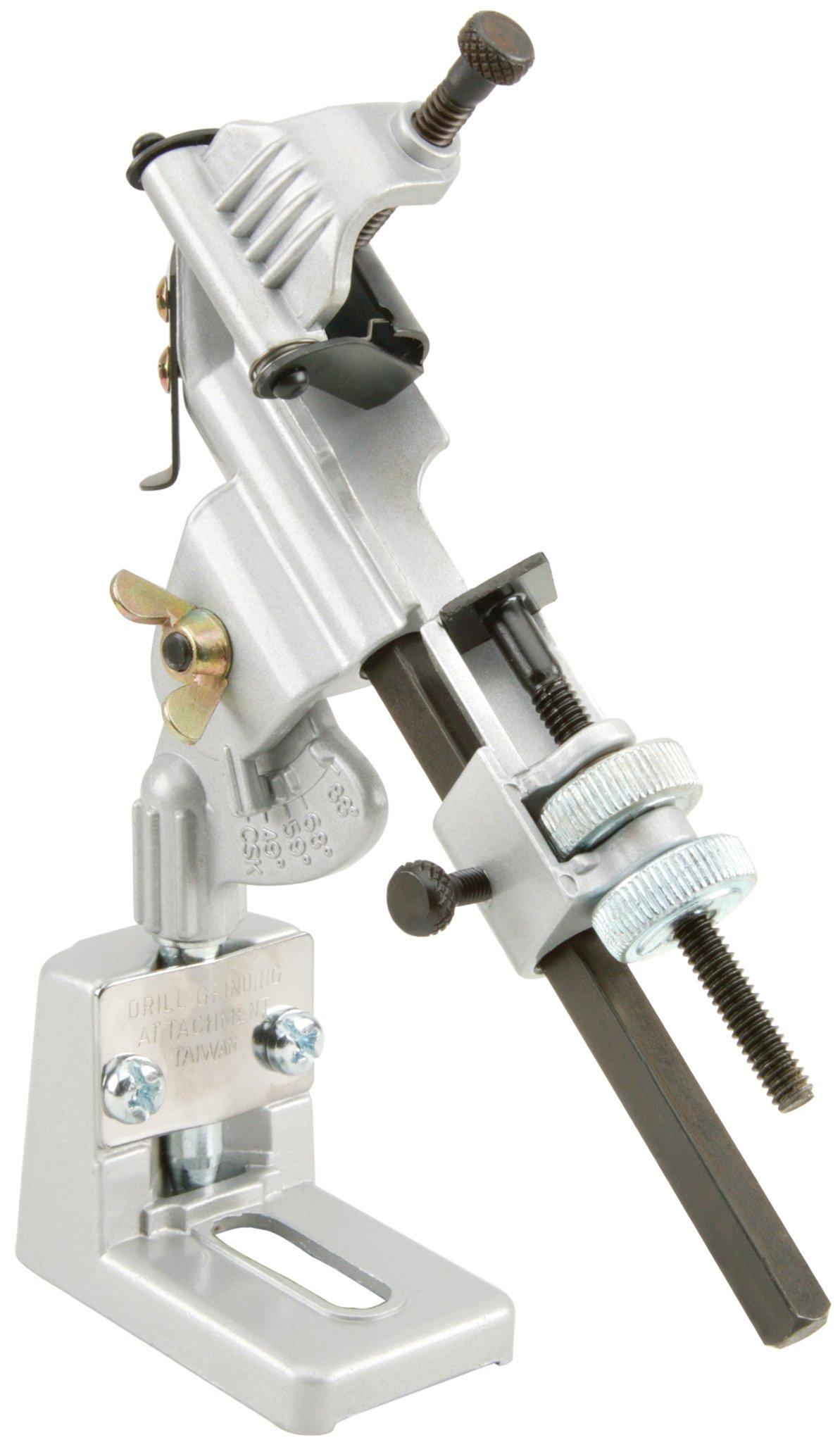
По периферии сверла скорость резания максимальная, а значит, максимальный нагрев режущих кромок. В то же время отвод тепла от угла режущей кромки очень затруднен. Поэтому тупок начинается с угла, затем распространяется на всю режущую кромку. Хорошо видны ее закругления. Затем стирается задняя линия. Появляются мазки, риски, исходящие от острия. По мере того как риски износа сливаются в сплошную полосу вдоль режущей кромки, расширяющуюся по периферии и сужающуюся к центру сверла.Поперечная режущая кромка при ношении сминается.
В начале размытия сверло издает резкий скрипучий звук. Если вовремя не заточить сверло, количество выделяемого тепла увеличится и процесс износа пойдет быстрее.
Чтобы облегчить контроль геометрии сверла, главное, что нужно сделать, это шаблон, описанный ниже. С его помощью, даже если заточка выполняется без приспособлений, всегда можно проверить, где еще нужно удалить металл, и, в конце концов, получить то, что должно получиться (не может быть, что не получится даже если вам нужно пробежать половину длины сверла). Чтобы соблюсти симметрию, старайтесь на каждом узле точить время и давление толчка было постоянным.
Чтобы соблюсти симметрию, старайтесь на каждом узле точить время и давление толчка было постоянным.
Заточка спиральных сверл
Заточка сверла производится по его задней кромке. Очень важно, чтобы оба перьевых (зубчатых) сверла были заточены полностью одинаково. Выполнить это вручную очень сложно. Также непросто вручную создать желаемую форму задней грани и заданный задний угол (где какой угол смотрите ниже).Для заточки есть специальные станки или приспособления.По возможности сверла лучше точить на специализированном оборудовании. Но в условиях домашней мастерской такой возможности, как правило, не бывает. Сверла нужно размещать вручную на обычном шарпе.
В зависимости от того, какая форма прикрепляется к тыльной поверхности, существуют разные виды заточки: однослойная, двухплоскостная, коническая, цилиндрическая, винтовая.
При однослойной заточке задняя поверхность пера выполняется как плоскость. Задний угол при такой заточке должен составлять 28-30 °. При однослойной заточке велик риск покрасить режущие кромки. Этот метод наиболее прост в применении, когда ручная заточка рекомендуется для сверл диаметром до 3 мм.
При однослойной заточке велик риск покрасить режущие кромки. Этот метод наиболее прост в применении, когда ручная заточка рекомендуется для сверл диаметром до 3 мм.
Универсальные сверла диаметром более 3 мм обычно подвергают конической заточке. Чтобы ознакомиться с особенностями такой заточки, рассмотрим схему конической заточки на сверлильном станке с углом 2 φ на 118 °. На рисунке ниже показан шлифовальный круг, прижатый концом к режущей кромке и задней поверхности сверла.
Представьте себе конус, который направлен вдоль режущей кромки и конца шлифовального круга, а пик от диаметра сверла равен 1,9 его значений. Угол вверху 26 °. Ось сверла пересекается с осью воображаемого конуса под углом 45 °. Если вы вращаете сверло вокруг оси воображаемого конуса (как если бы катить конус с конца шлифовального круга), то на задней поверхности сверла образуется коническая поверхность. Если ось сверла и ось воображаемого конуса находятся в одной плоскости, задний угол будет равен нулю. Чтобы образовался задний угол, необходимо сместить ось сверла относительно оси воображаемого конуса. На практике это смещение будет равно 1/15 диаметра сверла. Поворот сверла по оси воображаемого конуса с этой смесью обеспечит коническую заднюю грань и задний угол 12-14 °. Чем больше величина смещения, тем больше задний угол. Напомним, задний угол меняется вдоль режущей кромки и увеличивается к центру сверла.
Чтобы образовался задний угол, необходимо сместить ось сверла относительно оси воображаемого конуса. На практике это смещение будет равно 1/15 диаметра сверла. Поворот сверла по оси воображаемого конуса с этой смесью обеспечит коническую заднюю грань и задний угол 12-14 °. Чем больше величина смещения, тем больше задний угол. Напомним, задний угол меняется вдоль режущей кромки и увеличивается к центру сверла.
Понятно, что все эти условия заточки выполнить очень сложно. Сверло, предназначенное для заточки, берут левой рукой за рабочую часть, возможно, ближе к конусу ограждения, а правой – к хвостовику.
Режущая кромка и задняя поверхность сверла прижимаются к концу шлифовального круга и, начиная от режущей кромки, плавными движениями правой рукой, не снимая сверла с камня, встряхивают его, создавая конусообразную поверхность на поверхности. задняя грань. Затем повторите ту же процедуру для второй ручки.
При заточке желательно, так как можно скорее повторить форму задней поверхности, которая была после заводской заточки, чтобы не потерять нужные задние углы.
Другой метод заточки, широко применяемый отечественными мастерами, заключается в следующем. Как и в предыдущем случае, сверло брать левой рукой за рабочую часть можно ближе к конусу забора, а правой за хвост. Режущую кромку сверла прижимают к концу шлифовального круга и плавным движением правой руки, не отрывая сверло от камня, поверните его вокруг своей оси, осушая заднюю поверхность.Очень важно при вращении сверла выдерживать нужный угол его наклона к концу шлифовального круга. Для этого часто при заточке используют специальные втулки.
В результате такой заточки на задней поверхности обоих перьев будет получена коническая поверхность, но задний угол не образуется. При движении задней поверхностью о стенку проема и, следовательно, нагрев будет больше.
Из-за трения о шлифовальный круг при заточке инструмент нагревается.Это вызывает отпуск закаленной части инструмента. Металл размягчается, теряет твердость. Неправильная заточка приводит к поломке режущего инструмента. Поэтому заточку следует проводить с многократным охлаждением сверла в воде или в водно-содовом растворе. Это требование не касается твердосплавных сверл. Нельзя использовать для охлаждения масло. Если по каким-либо причинам инструмент затачивает насухо, то:
Поэтому заточку следует проводить с многократным охлаждением сверла в воде или в водно-содовом растворе. Это требование не касается твердосплавных сверл. Нельзя использовать для охлаждения масло. Если по каким-либо причинам инструмент затачивает насухо, то:
- за один проход удаляется небольшой слой металла;
- частота вращения абразивного круга должна быть как можно меньше;
- дрель никогда не должна нагреваться до такой степени, чтобы это было недопустимым.
Практика показывает, что заточку инструмента следует проводить против движения шлифовального круга. Тогда режущая кромка более прочная, с меньшей вероятностью будет финишироваться и дразнить.
Для заточки используются шлифовальные круги из электрокорунда марок 24а, 25а, 91а, 92а зернистостью 25-40 твердостью М3-см2 на керамических связках.
На производстве обычно наказывается лишением свободы. Финишная обработка делает поверхность гладкой, убирает мелкую баночку.Сверло, подвергнутое доводке, более устойчиво к износу, чем сверло после заточки.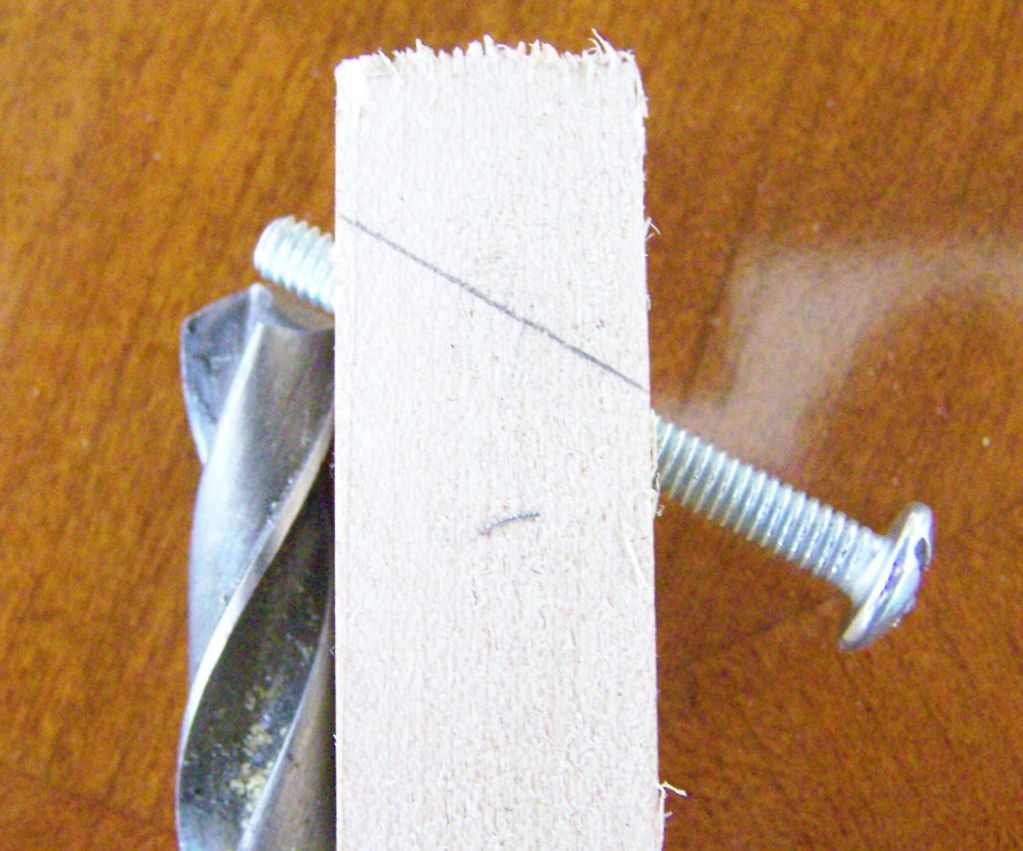 Если есть возможность выполнить отделку, воспользуйтесь ею.
Если есть возможность выполнить отделку, воспользуйтесь ею.
Для чистовой обработки шлифовальные круги из зеленого карбида кремния 63C, зернистость 5-6, твердость M3-см1 на бакелитовой связке или круги от Elba Lo, зернистость 6-8 на бакелитовой связке.
Одно из главных условий правильной заточки сверла – сохранение его осесимметрии. Обе режущие кромки должны быть прямыми и иметь одинаковую длину, одинаковые значения углов наверху (и углы заострения) по отношению к оси сверла.
Правильность заточки проверяется специальным шаблоном.
а – узор; б – проверка угла вверху и длины режущих кромок; в сигнальном угле; G – угол между перемычкой и режущей кромкой.
Изготавливается независимо из листа меди, алюминия или стали толщиной примерно 1 мм. Самый прочный узор, конечно же, из стали. На шаблоне проверьте угол вверху, длину режущих кромок, угол между перемычкой и режущей кромкой.Вместо заднего угла, который очень трудно измерить, диаграмма измеряется сигнальным углом. Шаблон желательно изготовить перед использованием нового сверла, чтобы перенести с него нужные углы.
Шаблон желательно изготовить перед использованием нового сверла, чтобы перенести с него нужные углы.
Неравномерная длина режущих кромок и наклон их к оси сверла приводят к неравномерной нагрузке. Сверло будет работать быстрее из-за интенсивного износа перегруженной режущей кромки.
а – клинья режущих кромок неравные, середина перемычки не совпадает с осью сверла; б – режущие кромки, заточенные под разные углы. К оси сверла середина перемычки совпадает с осью сверла.
Неравномерная нагрузка на часть сверла вызовет его биение в процессе резания и, как следствие, увеличение диаметра получаемого отверстия.
Самый простой способ проверить правильность заточки – это пробное сверление. Если перья сверла заточены уненочнаково, то на менее нагруженных будет меньше сколов из соответствующей канавки. Иногда сколы появляются только через одну бороздку. Диаметр отверстия может быть увеличен по сравнению с диаметром сверла.
Устройство состоит из неподвижного основания и съемного держателя с отверстиями для сверления разного диаметра.
1 – Грабли; 2 – дрель; 3 – наждачный круг; 4 – база; 5 – Удержание.
Основание выполняется из строганной доски толщиной 30-40 мм, к которой под углом 30-32 ° (зависит от угла 2φ, см. Ниже, 30 ° для 2φ = 120 °, 32 ° для 2φ = 116 °) пришивается (прибивается, приклеивается) деревянная рейка со скошенной под углом 25-30 ° (для однослойной заточки) боковой гранью.Эта планка и фокусируется под нужным углом с помощью скрытого набивного сверла с точильным кругом. Крепление выполнено из прямоугольного деревянного бруса, одна из боковин которого выполнена под углом 60-65 ° (в зависимости от угла наклона стороны рельса). Этот держатель боковины прижимается к граблям на основной доске, что обеспечивает заточку переднего угла сверла в необходимых пределах (25-30 °). На другой боковой стенке размещается держатель и просверливаются перпендикулярно плоскости этой боковой стенки сквозные отверстия для каждого сверла диаметра.Длина держателя подбирается такой, чтобы ее было удобно держать при заточке сверл.
На обычную спинку (подлокотник) устройство не установится, поэтому придется изобрести для него какой-нибудь столик или полку, на которую можно перенести точильный станок. На столе, где будет место для этого устройства. На основании поставьте держатель с затачиваемым сверлом вплотную к заточенному рельсу. Вверните сверло в гнездо так, чтобы застрявший край был ориентирован горизонтально. Левой рукой держите сверло за набивную кромку, правой – хвостовик сверла.Поднимая мощность на скошенную рейку, переместите сверло на наждачный круг и заточите одно лезвие. Затем разверните сверло и также обработайте второй край.
Это можно сделать проще:
Углы заточки и другие характеристики сверла
Спиральное сверло представляет собой штангу с двумя канавками для винтов для удаления стружки. Благодаря бороздкам на сверле образуются два винтовых фепрена, или, как они разные, называется зуб.Сверло спиральное состоит из рабочей части, шейки, хвостовика и лап.
А – с коническим хвостовиком; Б – с цилиндрическим хвостовиком; Режущая часть А-Оммера; Б – шея; Б – ширина пера; г – стопа; д – поводок; д – винт с проточкой стружки; ф – перо; с – хвостовик; а – джемпер; L – общая длина; L 0 – длина «рабочей режущей части»; D – диаметр; Ω – угол наклона «паза входного винта»; 2φ – угол вверху; F – ширина спиральной ленты; ψ – угол наклона перемычки.
Рабочая часть разделена на режущую и направляющую.Все режущие элементы сверла расположены на режущей части – приемном конусе. Направляющая часть служит для направления во время резки и является запасной для сверла при ударе. На перьях направляющей части над винтовой линией расположены ленты для снятия фаски цилиндрической формы. Лента используется для направления сверла в отверстие, а также для уменьшения трения сверла о стену стены. Он не должен быть широким. Таким образом, ширина сверлильной ленты диаметром 1,5 мм составляет 0,46 мм, диаметром 50 мм – 3,35 мм.Хвостовик сверла и лапка служат для фиксации сверла в шпинделе станка или патрона. Упражнения можно выполнять как с шеей, так и без нее.
Диаметр сверла, измеренный лентами, неодинаковой длины сверла. Впускной конус несколько больше хвостовика. Это уменьшает трение лент о стенку отверстия.
Для того, чтобы разобраться в устройстве режущей части сверла, рассмотрим основные принципы работы любого режущего инструмента (в том числе сверла).Одно из важнейших требований к режущему инструменту – это то, чтобы отделенная стружка свободно отделялась от места резания. Поверхность инструмента, по которой проходит стружка, называется лицевой стороной. Эта грань отклонена назад под некоторым углом от вертикальной плоскости.
1 – клин; 2 – обрабатываемый объект; γ (гамма) – угол фронта; α (альфа) – задний угол; Δ (дельта) – угол резания; β (бета) – угол акунификации.
Благодаря этому уголку для инструмента резка металла и стружки свободно выходит на лицевую поверхность.Угол между передней кромкой инструмента и плоскостью, проходящий перпендикулярно режущей поверхности, называется передним углом и обозначается греческим bucken γ.
Поверхность инструмента, обращенная к деталям, называется задней гранью. Он отклоняется на некотором углу от поверхности заготовки, чтобы уменьшить трение инструмента о режущую поверхность. Угол между задней гранью инструмента и поверхностью резания называется задним углом и обозначается греческой буквой α.
Угол между передней и задней гранями инструмента называется углом прицела и обозначается греческой буквой β.
Угол между передней кромкой инструмента и режущей поверхностью называется углом резания и обозначается греческой буквой Δ. Этот угол является суммой аварийного угла β и заднего угла α.
Передний и задний угол – это углы, которые необходимо соблюдать при заточке.
А теперь найдем описанные выше грани и углы на сверле, которое совсем не похоже на инструмент, показанный на рисунке выше.Для этого рассейте режущую часть сверла плоскостью АВ, перпендикулярной ее режущей кромке.
Режущая кромка – это линия пересечения передней и задней поверхностей инструмента. Передний угол γ в сверле образует канавку под винт. Угол наклона проточки к оси сверла определяет величину переднего угла. Величина углов γ и α вдоль режущей кромки переменной, которая будет описана ниже.
Сверло имеет две режущие кромки, соединенные между собой перемычкой, расположенной под углом ψ к режущим кромкам.
Получив общее представление о геометрии режущей части сверла, поговорим подробнее о ее элементах. Передний край спирального сверла представляет собой сложную винтовую поверхность. Лицо – это название условное, так как слово «лицо» предполагает плоскость. Паз под винт, поверхность которого образует лицевую линию, пересекаясь с конусом забора, создает прямые режущие кромки.
Угол наклона канавки под винт к оси сверла обозначается греческой буквой Ω.Чем больше этот угол, тем больше передний угол и тем легче стружка. Но дрель при увеличении наклона винтовой канавки ослабляется. Поэтому сверло с меньшим диаметром, имеющее меньшую прочность, этот угол делается меньше, чем сверло большого диаметра. Угол наклона канавки под винт также зависит от материала сверла. Сверла из быстрорежущей стали могут работать в более тяжелых условиях, чем сверла из углеродистой стали. Следовательно, для них угол Ω может быть больше.
Выбор угла наклона влияет на свойства обрабатываемого материала. Чем он мягче, тем угол наклона может быть больше. Но это правило применимо в производстве. В домашних условиях, когда одно сверло используется для обработки разных материалов, угол наклона обычно связан с диаметром сверла и варьируется от 19 до 28 ° для сверла диаметром от 0,25 до 10 мм.
Форма канавки должна обеспечивать достаточное пространство для размещения стружки и обеспечивать легкое извлечение из канавки, но не сильно ослабляет сверло.Ширина паза должна быть примерно равна ширине пера. Глубина канавки определяет толщину стержня сверла. Прочность зависит от толщины сердечника. Если канавка будет глубже, стружка будет лучше размещена, но сверло будет ослаблено. Поэтому толщину стержня выбирают в зависимости от диаметра сверла. В сверлах малого диаметра толщина стержня в большей степени от диаметра сверла, чем в сверлах большого диаметра.Так, для сверла диаметром 0,8-1 мм ширина керна составляет 0,21-0,22 мм, а для сверла диаметром 10 мм ширина керна 1,5 мм. Для увеличения прочности сверла толщина стержня увеличивается по направлению к хвостовику.
Передняя кромка сверла не тянется.
Конструкция канавок под винты такова, что по мере приближения к сверлу от края к центру угол их наклона уменьшается, что означает уменьшение переднего угла. Условия работы режущей кромки в центре сверла будут тяжелее.
Задний угол, как и передний, различается по размеру в разных точках режущей кромки. В точках, расположенных ближе к наружной поверхности Дрели, меньше, в точках, расположенных ближе к центру, больше. Задний угол образуется при заточке входного конуса и по периферии сверла примерно 8-12 °, а по центру 20-25 °.
Перемычка (поперечная кромка) расположена в центре сверла и соединяет обе режущие кромки. Угол наклона перемычки к режущим кромкам может составлять от 40 до 60 °.В большинстве сверл ψ = 55 °. Перемычка образована пересечением двух задних краев. Его длина зависит от толщины стержня сверла. Поскольку толщина сердечника увеличивается по направлению к стержню, длина перемычки увеличивается в результате каждой заточки. В процессе сверления поперечная кромка только мешает введению сверла в металл. Она не режет, а скребком, а точнее прижимает металл. Не зря ее когда-то называли скребком. При уменьшении длины перемычки вдвое усилие подачи можно уменьшить на 25%.Однако уменьшение длины перемычки за счет уменьшения толщины сердечника приведет к ослаблению сверла.
На работу сверла большое влияние оказывает верхний угол 2φ. Если угол вверху небольшой, стружка к ее нижнему краю будет задевать стенку отверстия и создавать условия для правильного образования стружки.
На рисунке ниже показано сверло с нормальным углом впускного конуса.
Кромка стружки в этом случае хорошо входит в паз.Изменение угла вверху изменяет длину режущей кромки и, следовательно, нагрузку на единицу ее длины. С увеличением угла вверху нагрузка на единицу длины режущей кромки увеличивается, при этом сопротивление введению сверла в металл увеличивается в направлении подачи. С уменьшением угла вверху усилие, необходимое для вращения сверла, увеличивается, так как ухудшаются условия образования стружки и увеличивается трение. Но при этом уменьшается нагрузка на единицу длины режущей кромки, уменьшается толщина нарезанной стружки и лучше тепло от режущих кромок.
Обычно угол при вершине (2φ) стандартных универсальных сверл из углеродистой, хромовой и быстрорежущей стали составляет 116-118 ° и считается подходящим для многих материалов. Но для того, чтобы обеспечить наилучшие условия Работы, измените его, как показано в таблице.
При использовании содержания этого сайта вам необходимо разместить активные ссылки на этот сайт, видимые для пользователей и поисковых роботов.
Для повышения качества своей работы мастера часто делают станок для заточки сверл своими руками.При использовании сверл нужно обращать внимание на их остроту и отсутствие повреждений – от этого зависит качество сверления. Раньше заточку делали вручную, но сегодня можно купить специальный станок или изготовить самостоятельно по индивидуальным параметрам.
Особенности процесса сверления, влияющие на остроту сверл
Сверление повсеместно встречается в условиях домашнего и промышленного использования. В этом процессе режущие кромки создают углубления на поверхности во время вращения.Их мощности достаточно, чтобы воздействовать на большинство материалов и даже на металл. Наличие спирального канала выводит отходы и пыль, поэтому сверлить можно без остановки. Но эти частицы стирают сверло, что приводит к его износу. Предотвратить это может периодическая заточка.
Износ сверла напрямую зависит от продолжительности его использования.
Быстрее из-за повреждений возникают при работе с металлом и деревом. Проблема может быть обнаружена при обнаружении определенного звука скрипки.В результате качество сверления ухудшается, но также увеличивается нагрев инструмента, который может его вывести. При сильном износе сверла ухудшение остроты можно даже коснуться.
Типы заточки:
- Одинарная станина – используется для больших сверл. Это сильная заточка, способная крошить материал, поэтому нужно быть осторожным. Деталь нужно перемещать по круглой поверхности, не меняя положения, чтобы не повредить поверхность.
- Коническая – применяется для больших сверл.Их нужно держать обеими руками, потому что при контакте с предметом он может выскользнуть.
- Отделка – это заключительный этап, на котором выравниваются отдельные неровности и шлифуется поверхность.
Чаще всего используются спиральные легированные сверла с упрочняющими атаками. Есть I. плоские модели для больших отверстий. Независимо от параметров и диаметров, они нуждаются в заточке, предотвращающей износ.
Что нужно для сборки станка для заточки сверл?
Режущую способность сверла определяет не только заточка, но и угол наклона лезвий – чем он меньше, тем лучше сверление.Оптимальным углом считается 90 °, для дерева требуется 100 °, а для пластика подойдет 30 °. Заточка улучшает угол режущей кромки и центрирует его. Выполняется это наждачной бумагой, которая также используется в специализированном оборудовании или при ручной заточке. Машины могут быть промышленными или бытовыми, что определяет их габариты и мощность. Многие мастера создают собственное заточное оборудование – это дешевое решение, зачастую не хуже заводского образца.
Best выполняется на специальных машинах.Современный рынок предлагает большой выбор таких устройств, но не всегда их параметры соответствуют ожиданиям или стоимость завышена. В этом случае вы можете изготовить станок самостоятельно, для этого нужны только начальные технические навыки. Несмотря на меньшую мощность, самодельный автомат имеет ряд преимуществ по сравнению с промышленными приборами:
- использование однофазного потока электроэнергии напряжением 220В;
- индивидуальная настройка производительности;
- мобильность оборудования при установке ограниченного функционала;
- высокая производительность для сверл требуемого типа;
- легкий ремонт и небольшие монтажные затраты.
Правильный подход к созданию станка позволит получить эффективный аппарат для заточки. Для его сборки нужен тумблер, заглушка, шлифовальный круг, мощный мотор, комплект проводов, подставка и ось. Важно соблюдать технику безопасности, поэтому машину лучше спрятать в защитный корпус, видимый, оставив круг для тяги и ось. Устройство используется как сеть постоянного питания, а аккумулятор – для большей мобильности.
Сборка деталей в единый аппарат и расположение предохранительных элементов
Необходимо обеспечить поверхность для установки станка. Для этого подойдет металлический стол, на котором метки под болты. Далее нужно взять зернистый диск, который крепится к электродвигателю будущей машины. Когда диаметр стержня и диска оставляет желать лучшего, их необходимо совместить с подвергнутыми инструментами. При совпадении на вал ставится шайба, после чего диск и, повторно, шайба.На валу нужно предварительно наделать резьбу. Устанавливается крепежная гайка, а на патрубок надевается патрубок.
Вы можете добавить втулку, если вал имеет меньший диаметр для камня. Это делается в нем, который крепится к валу, так как втулка улучшит фиксацию и будет вращаться вместе с диском. Если у вас нет возможности правильно подобрать электродвигатель, можно воспользоваться моторомойкой. От него можно проложить провода, если они имеют три контакта в подходящем состоянии.Обмотка подключена по фазной линии двух кнопок, отвечающих за включение и выключение автомата. Таким образом, устройство будет работать от простых команд кнопок.
Электродвигатель не опасен в открытом видео, но он должен обеспечивать защиту. Мотор можно спрятать в металлический корпус, чтобы не скапливалась пыль и не скапливалась влага. Потому что при заточке выделяется много сколов, это создает опасность. Нужно построить защитный экран. Из стекла, которое убережет ваши глаза.Конечно, можно использовать очки, но в лицо могут летать частицы металла. Также желательно сделать защитный кожух. Для этого подойдет шина, некоторая часть которой будет закрывать шлифовальный диск.
Бутылки на самодельном станке
Если нет возможности достать электродвигатель, можно сделать простую дрель. По желанию покупайте новое устройство, и подойдет старая машина, в которой работает двигатель. Для создания станка его необходимо закрепить на поверхности, а в патрон установить универсальный диск (можно заменить кружком для заточки) или гильзу.Когда вы включите дрель, она подойдет для работы на дрелях. Чтобы добиться максимальной эффективности, необходимо правильно подойти к процессу заточки. Поскольку в сверлах две резьбы, важно при их обработке сохранять одинаковые размеры, чтобы ось вращения соответствовала центру сверления.
Перед тем, как приступить к заточке, необходимо проверить надежность крепления диска и защитных элементов. Для качественного результата потребуется от получаса.Каждый материал сверла имеет свои особенности заточки и стороны вращения, которые необходимо изучить перед работой. В настольном компьютере установлена заточка (абразивный диск или наждак) самого крупного формата. Это позволит выровнять основной урон. После этого нужно перейти к мелкому абразиву, который будет шлифовать поверхность. Важно придерживаться одного угла заточки, хотя сверло и двигается в процессе. Если промахнуться, есть риск размаха и травм.
Важно избегать перегрева сверл.Он разрушает их пластины, поэтому необходимо периодически опускать их в воду (этого нельзя делать, если дрель уже светилась). Остальное для заточки сверл – довольно простой навык. Соблюдение процедуры и правил безопасности позволит быстро заточить сверла на самодельном станке и обойтись без дорогостоящего оборудования.
Сверла по металлу закаляются в процессе производства, но постепенно они все же выдуваются. Конечно, сразу не стоит их выбрасывать.Отрезать заточку сверла по металлу можно самостоятельно, применив специальное оборудование.
Типы дренажных устройств
Чтобы правильно нарисовать сверло, нужно применить специальные приспособления. Они делятся на две категории:
- промышленное оборудование. Разместив высокую мощность. Через него можно затачивать сверла радиусом от одного сантиметра. Эти устройства устанавливаются на крупных предприятиях. Растяжка производится полуавтоматически / автоматически;
- бытовая техника.Он предназначен для использования в домашних условиях. Кроме того, он используется на малых предприятиях. Это оборудование мобильное, компактное, имеет стандартную мощность.
При покупке станка необходимо учитывать шумность, конструктивные особенности прибора. Оптимально покупать обычную машину, ведь для нее легко найти подходящие запчасти.
Приобретать шлифовальные приспособления нужно только в специальных местах, так как они прилагаются к техническому паспорту станка. Кроме того, покупатель получает гарантийный талон.
Применение шлифовальных станков в бытовых условиях
Для дома лучшим вариантом считаются отечественные машины. Через них можно затачивать буровые инструменты разного типа. Стоит учесть, что для некоторых видов сверл потребуется покупать специальные круги.
Для проведения чертежа нужно выбрать станок, укомплектованный универсальным картриджем. Дает возможность выполнять зажим деталей, имеющих разный размер.
Покупателю вместе с заточным устройством часто предоставляется:
- круги эльборные;
- ключей;
- кангги;
- сменных запчастей;
- осветительный прибор для рабочего места.
Наиболее распространены такие приспособления для заточки сверл типа «Drill Doctor», GS. Эти станки предназначены для слива бурового инструмента радиусом 0,2-3,4 см. Такое оборудование не способно оценить слишком тонкие предметы. Для этого вам потребуется купить специальный станок.
Все оборудование, предназначенное для заточки инструмента в бытовых условиях:
- может работать от электросети;
- высокая производительность;
- в стадии эксплуатации;
- функционально;
- обеспечивает точный дренаж;
- недорого;
- компактный;
- немного весит;
- удобно управляется. Есть возможность изменять интенсивность заточки, ее скорость.
Как самому сделать шлифовальный станок
Прежде всего, необходимо приобрести устройство управления.Требуется для того, чтобы проверить, насколько точно выполняется работа.
Для сверл, предназначенных для обработки различных металлов, нужно делать другой угол лезвия. Ниже представлен список обрабатываемых деталей и соответствующие углы кромок:
- сталь
- , чугун, бронза – 115;
- латунь, медь – 125;
- алюминий, керамика, гранит, дерево – 135;
- магний – 85;
- силикон, пластик, текстолит – 90.
Прочитав этот список, можно сделать несколько шаблонов и соответственно с ними нужно провести заточку.Один и тот же сверлильный инструмент можно использовать для обработки разных деталей. Вам нужно только изменить угол вершин рабочего пространства.
Простым, но очень эффективным приспособлением для заточки сверла считается основание, на котором фиксируются втулки. различный размер. Помните, что предмет не должен трястись в рукаве. Малейшее отклонение приведет к значительному снижению качества обработки сверлением.
Желательно иметь зажим из алюминиевых / медных трубок.Также можно сделать в бруске из мягкого материала нужное количество отверстий. Крепление на точильный круг Удобная подружка, позволяющая перемещаться под нужным углом самодельное приспособление Для заточки сверл, обслуживающих упорный элемент.
В настоящее время существуют различные чертежи шлифовальных устройств. Вы можете использовать существующие или создать свои собственные. Не забывайте, что при сливе инструмента нельзя допускать прокрутки сверла вокруг собственной оси.
По окончании заточки дайте инструменту остыть.Измерьте точность работы по шаблону. Края следует располагать симметрично. В частности, это существенно для инструментов малого радиуса.
С помощью электродрели
Некоторые люди предпочитают использовать электродрель в качестве основы для заточного приспособления, которое оснащено специальными насадками. Конечно, количество насадок ограничено. Следовательно, его собственная заточка затрудняет. В комплекте с насадками поставляются камень и поводок.
При желании можно сделать насадку. Этот элемент заточного приспособления необходимо оснастить крепежной деталью для фиксации инструмента.
Особенности заточки
Если вы приняли решение обратиться к инструменту для нанесения с помощью приспособлений для заточки, проведите процедуру по такому алгоритму:
- Выполните обратную обработку. Плотно прижмите инструмент, контролируйте, чтобы угол заточки не изменился. По окончании обработки конец инструмента будет похож на конус.
- Теперь заточите режущую поверхность.
- На завершающем этапе выполняется задний край. Убедитесь, что величина перемычки не превышает четырех десятых миллиметра. Конечно, для крупного инструмента этот показатель должен быть немного выше.
Если чего-то не случилось, не волнуйтесь. Желательно тренироваться на упражнениях, которые, скорее всего, пригодятся. Главное научить правильному давлению и выдержке угла. Помните, что отверстия сверлятся стороной инструмента, а не его концом.Следовательно, края должны быть обязательно приклеены.
Не забывайте, что при обработке сверлом появляются мельчайшие частицы. Из-за нагрева разлетаются в разные стороны. Ввиду этого нужно соблюдать правила безопасности. Используйте специальные очки, варежки. Кроме того, проверьте надежность крепления инструмента, иначе он вылетит у вас из рук.
Если вы хотите воспользоваться заточным устройством своими руками, обязательно подготовьте рабочую зону.Позаботьтесь о нормальном освещении. Также не забывайте надевать специальные рукавицы, защитные очки.
- Прежде всего, рассчитайте желаемый угол тренировки.
- Ваша стойка для заточки должна быть такой, чтобы круг для заточки располагался с правой стороны.
- Центр орудий труда. Для этого возьмитесь за рабочее место большим и указательным пальцами, а другой рукой возьмитесь за край хвоста.
- Сверлильный инструмент должен вращаться так, чтобы режущая поверхность располагалась параллельно.
- Не забудьте устранить банку и другие неровности.
- Все движения должны выполняться в определенном порядке. Например, влево нужно двигаться вниз с левой стороны, а вправо – по часовой стрелке.
Заключение
Приобретать промышленное оборудование для заточки сверл не слишком рационально, так как дорого. Для бытовых нужд оптимально подойдет обычная бытовая машинка или изготовленный вами шлифовальный прибор.
Для предотвращения ошибок при обращении со сверлом по металлу необходимо использовать специальное приспособление.Это может быть бытовой / промышленный станок, электродрель со специальной насадкой. Насадка надевается прямо на сверло для заточки сверл. Если вы еще не пытались выполнить заточку сверлильного инструмента, посмотрите обучающее видео, которое находится ниже.
Обязательно следите за безопасностью. Игнорирование простых правил Неиспользованная защитная одежда может привести к больничной койке. Попавшие в глаза искры – далеко не шутки. Есть большая вероятность полностью потерять зрение.Согласитесь, лучше просто надеть специальные рукавицы и защитные очки, чем подвергать себя риску получить серьезную травму.
Качество и точность сверления зависит от остроты рабочего инструмента. Кроме того, в отличие от столового ножа, сверло необходимо правильно затачивать. Мастера могут выровнять режущую кромку на обычном шлифовальном станке, просто держа сверло в руках (хотя бы своими словами). Но для этого нужен огрызок и многолетний опыт.Даже если у вас твердая рука и отличный глаз – не разбираясь в процессе, вы просто испортите инструмент.
Несколько основных правил набора (на примере сверл по металлу):
Для лучшего восприятия материала вспомните сверло.
- Нельзя прижимать край к наждаку дольше 2-3 секунд за подход. Металл раскалывается и происходит так называемый «релиз», то есть лишение закалки.Соответственно, теряется необходимая твердость металла. Первый признак – наличие проблем с температурой на кромке.
- Для сверла диаметром до 4 мм: каждый раз при касании плоскости наждачная бумага удерживается в одном и том же положении: вращение вокруг своей оси недопустимо. Для большего диаметра несколько иная геометрия заточки.
- На спиральных сверлах прорисовывается только задняя поверхность режущей части.
- Режущая кромка должна быть направлена на вращающуюся заточку (с механической заточкой).
- Главный угол (на рисунке – 2φ) зависит от типа обрабатываемого материала.
Какие сверла точить и как часто?
Перо и прочие специальные сверла по дереву в домашних условиях не реставрируют, да и не тупят они так быстро. Крылатые наконечники по бетону в принципе не появятся. Самым популярным инструментом остаются спиральные сверла по металлу. Конечно, они используются для обработки дерева (пластика, резины и даже камня), но к теме это не относится.
Сверло спиральное. Режущая кромка имеет небольшие размеры, поэтому при работе быстро нагревается трением (нет зоны разлета). Основная причина затупления – перегрев. Для правильного использования износ не такой уж и интенсивный. Характерные признаки Глухая дрель:
- При работе слышен скрип.
- Вместо скручивающейся стружки смотрят опилки.
- Мгновенный нагрев инструмента без погружения на глубину.
Важно: Не работайте тупым сверлом, износ от перегрева будет только прогрессировать.
Итак, пора затачивать инструмент. Вы не хотите портить сверло, а хотите механизировать процесс.
К вашим услугам мини точильные станки:
Все устройства делятся на два типа: насадки или упоры для универсального инструмента, I. самостоятельные устройства узкой специализации. Рассмотрим самые популярные из них, от простых до сложных:
Это просто прибор для тех, у кого твердая рука и алмазный глаз. Фактически, он позволяет только удерживать дрель в заданном положении, не опасаясь повредить пальцы.Регулировка угла визуальная, по положению «крыльев» относительно любой опорной точки. Плюсов немного: мгновенная готовность к работе, компактность и цена. Недостатки очевидны: ручное управление процессом не добавляет точности.
По сути, этот элемент не является специальным приспособлением для сверл. Он просто позволяет закрепить инструмент под определенным углом. Точность будет выше, чем в предыдущей версии. Большинство упоров позволяют установить угол наклона и даже иметь шкалу разметки.И все же приходится полагаться на твердость рук.
Есть более продвинутые стойки: со сменными элементами и регулировкой не только угла, но и высоты. Аппараты устанавливаются не на футляр для сочинений, а на мастерскую: что делает их более универсальными.
На самом деле такой упор можно приспособить под любую электрозаточку. Дополнительный бонус – на такой подставке можно указывать ножи, фрезы, отвертки, стамески и т. Д.
Полупрофессиональные направляющие для любых типов сверл
Это довольно продвинутый инструмент, позволяющий контролировать характеристики заточки с точностью до микрон.Все линейные параметры надежно зафиксированы, значения выставлены на разметке. Сверло крепится к пазу, случайное смещение или вращение вокруг своей оси исключено.
Для заточки есть возможность как линейного перемещения, так и перемещения лезвия по траектории дуги (для конических сверл большого диаметра). Линейное движение (по оси) может отслеживаться мастером, либо устанавливается ограничительный акцент.
С точки зрения качества обработки – недостатков в устройстве практически нет.Но для правильной заточки оператор должен знать параметры сверла. То есть автоматика отсутствует: Следовательно, инструмент относится к разряду профессиональных.
Как развитие линейки – направляющие с собственной установкой заточки. Не нужно устанавливать фокус на верстак и менять диски. Фактически – у вас есть полуавтоматическая столешница для заточки.
Важное примечание: Все перечисленные приспособления предназначены для работы со стандартными электронасосами.Поэтому перед началом обработки сверлом желательно установить специальный наждачный диск.
Представьте специализированный электроинструмент для выполнения единственной задачи: заточки спиральных сверл.
Станком может пользоваться даже человек, далекий от техники (хотя зачем ему острые сверла?). От оператора нужно только определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, погрешности практически исключены.Однако все сверла окажутся «под одной гребенкой». Расплата за удобство использования – отсутствие гибкости в настройках. Для домашнего использования – лучший выбор: особенно если есть дополнительная насадка для заточки ножей и ножниц.
Есть версии для мастеров. Сверло настраивается исходя из параметров заточки, за процессом может следить оператор.
Выбирается угол заточки, способ обработки (линейная или конусная), глубина снятия металла.Дрель располагается не в общем тросе, а в отдельном патроне.
Промышленное шлифовальное оборудование для металлообрабатывающего цеха
При интенсивной эксплуатации сверлильных станков требуется отдельный пост для восстановления работы инструмента. Профессиональные стойки для заточки сверл любого диаметра экономят время и силы, но стоимость такого оборудования слишком высока для домашнего использования.
Полученная информация поможет выбрать приспособление для заточки без лишних финансовых затрат.Кроме того, есть сменные насадки на ручных электроинструментах (например, дрели). Но это тема другой статьи.
5 насадок для сверл, о которых вы никогда не знали
Аккумуляторные дрели – это удобный и универсальный инструмент. От установки дверной ручки до оформления подвала – аккумуляторная дрель, скорее всего, будет вашим наиболее часто используемым инструментом. Однако заворачивание шурупов и сверление отверстий – это лишь часть того, на что способна аккумуляторная дрель. Есть много насадок, о которых вы должны знать, от насадок для шлифования до насадок для резки.
Если вам интересно, как можно лучше использовать аккумуляторную дрель, ознакомьтесь с этим списком из 5 различных способов использования дрели с продуктами LINE10 Tools.
Полировать и полировать металл, керамику, стекло или другие материалы легко с помощью аккумуляторной дрели и набора насадок для полировки / полировки.
Если вы хотите отполировать диски до зеркального блеска, металлическую отделку автомобиля или мотоцикла или отполировать кухонную мойку из нержавеющей стали, дрель сэкономит вам время, силы и деньги.
Поскольку аккумуляторные дрели обычно имеют настройки скорости, вы можете контролировать интенсивность полировки / полировки, чтобы работать в своем собственном темпе и не повредить материал.
Набор более мягких или более твердых полировальных насадок может помочь удалить поверхностную грязь, сажу и даже пятна от воды с металлических поверхностей или приспособлений. Используйте ваши любимые полировальные или чистящие средства с насадками, чтобы добиться идеального зеркального блеска.
Хлопок / ткань Насадки для полировки и полировки бывают разных размеров, чтобы вписаться в любое пространство.Их можно использовать с любыми чистящими, полировальными или полировальными составами, и большинство из них установлено на шестигранных валах ¼ ”, чтобы легко установить на любую дрель / шуруповерт.
Шлифовка может оказаться утомительным занятием. Спросите любого плотника, и он скажет вам, что это, вероятно, одна из их наименее любимых задач. Однако аккумуляторная дрель может облегчить эту работу.
Есть несколько способов использовать дрель в качестве шлифовальной машины. Один из них – прикрепить барабанную шлифовальную машину к дрели или сверлильному станку. Благодаря своей цилиндрической форме наборы шлифовальных барабанов и втулок идеально подходят для сглаживания внутренних отверстий, удаления следов ленточной пилы от закругленных разрезов, шлифования кромок, скругления углов или удаления заусенцев с распиленной древесины или металла.
В качестве альтернативы можно использовать шлифовальные круги с лепестковой головкой. Это шлифовальные приспособления, состоящие из небольших квадратов наждачной бумаги, установленных вокруг колеса с хвостовиком 1/4 дюйма. Когда колесо вращается, оно «хлопает» по материалу, постепенно шлифуя поверхность с небольшой гибкостью, чтобы добиться более деликатного смешивания и отделки без риска перегрева и подгорания материала.
Лепестковые шлифовальные круги идеально подходят для закругления кромок или удаления мелких дефектов с готовых деталей, а также для зачистки деталей после интенсивного шлифования.Эти насадки универсальны, бывают разной зернистости и размеров и подходят для шлифовального станка, сверла или сверлильного станка.
Удаление краски может оказаться сложной задачей. Использование жидких химикатов и компаундов для очистки отнимает много времени и очень токсично. Насадка с проволочной щеткой может выполнять тяжелые работы по очистке, такие как снятие краски и удаление ржавчины с металлических поверхностей, быстрее и чище, чем при использовании растворителей.
Насадки с проволочной щеткой известны своей прочностью в очистке.Они особенно хороши для удаления стойких веществ с материалов, таких как краска, остатки клея или ржавчины, и они отлично подходят для многих сварочных задач, таких как стыковка кромок, удаление заусенцев с кромок металла и удаление сварных швов.
Вы можете использовать набор проволочных щеток с латунным покрытием, которые устанавливаются на хвостовики ¼ дюйма, чтобы поместиться в любую дрель / шуруповерт, что является очень удобным и удобным решением для очистки от ржавчины или подготовительных работ и, безусловно, лучше, чем ручная проволочная щетка вручную. .
Латунное покрытие проволочной щетины очень помогает уменьшить искры при нанесении проволочной щеткой на металлическую поверхность с очень высокой скоростью.Это также поможет продлить срок службы проводов, но также является хорошим проводником тепла. Следовательно, вы захотите использовать вашу дрель на 4500 MAX об / мин.
Профессиональный совет : Когда вы чувствуете, что насадки из проволочной щетки затупляются после многократного использования, включите сверло в обратном направлении, оно поможет затачить кончики щетинок и вдохнет новую жизнь в щетку.
Сверла для шлифования
Иногда вам нужно использовать шлифовальный станок для легкой работы, но поблизости нет источника питания, или у вас нет под рукой шлифовального станка или даже его нет! Вы можете использовать переходник для дрели. Он даст вашему сверлу оправку 1/2 дюйма, которая позволит вам установить любое шлифовальное колесо с диаметром оправки 1/2 дюйма на аккумуляторную дрель, чтобы в крайнем случае работать в качестве шлифовального станка.
Адаптер представляет собой резьбовую оправку на хвостовике с гайкой и двумя очень широкими шайбами для удержания колеса с обеих сторон. Чтобы вставить диск, снимите гайку и верхнюю шайбу с верхней части вала. Наденьте диск, затем вторую шайбу и гайку. Затяните гайку так, чтобы шайбы прочно удерживали диск с обеих сторон. Теперь вы готовы к измельчению.
Использование аккумуляторной дрели с шлифовальной машиной или отрезным диском – отличный способ добраться до труднодоступных мест, например, под автомобилем, на улице в сарае или в любом другом месте, где доступность является проблемой.
Этот адаптер оправки с круглым хвостовиком 1/4 дюйма подходит для всех стандартных сверл или сверлильных станков. Как и при любой шлифовке, обязательно надевайте защитные очки и средства индивидуальной защиты, чтобы избежать травм.
Сверла для резки
Резка металла никогда не бывает легкой задачей. Конечно, вы можете использовать шлифовальный станок с отрезным диском, но это большие инструменты, большинство из которых имеют шнур, который в большинстве случаев ограничен размером и тем фактом, что у них есть шнур.
Наборы для резки металла поставляются с некоторыми металлическими отрезными дисками и закругленным стержнем диаметром ¼ дюйма, который может поместиться в пневматический шлифовальный станок с воздушной плашкой. В крайнем случае, вы можете легко вставить оправку в сверло и использовать ее в качестве фрезы.
Отрезные диски чрезвычайно универсальны. Многие механики на заднем дворе используют их, чтобы отрезать ржавые болты. Они также подходят для резки самых разных металлов. С этими дисками резка стальной кровли и сайдинга – одно дело.
Отрезные диски по металлу можно использовать со скоростью до 27 000 об / мин, так что вы можете установить их даже на самые мощные аккумуляторные дрели.Увеличьте скорость до максимального значения и наблюдайте, как он прорезает металл, как масло.
Один из лучших способов настроить аккумуляторную дрель – приобрести переходник оправки, как описано выше. Адаптер позволит вам проявить творческий подход и найти еще больше возможностей для использования вашей дрели.
Этот список должен помочь вам использовать вашу дрель с максимальной эффективностью и, возможно, даже избавить вас от покупки специализированного инструмента, который вы могли бы использовать только один раз. Ознакомьтесь с полным ассортиментом принадлежностей для электроинструментов LINE10 Tools, чтобы найти творческие способы использования инструментов, которые у вас уже есть, для выполнения необходимых вам задач.
МЕХАНИЗМ ЗАТОЧКИ СВЕРЛЫ ДЛЯ ИСПОЛЬЗОВАНИЯ СОВМЕСТНО С РУЧНЫМИ СВЕРЛАМИ
ПРЕДМЕТ ИЗОБРЕТЕНИЯНастоящее изобретение в целом относится к устройствам для заточки и заточки ручных инструментов и, в частности, к портативным устройствам для удержания и заточки сверл для заточки спиральных сверл.
ОБЪЕКТЫ ИЗОБРЕТЕНИЯ
Основной целью настоящего изобретения является создание устройства для заточки спирального сверла такой компактности и такой портативности, чтобы его можно было держать в руке во время использования, и достаточной компактности, чтобы устройство можно было перемещать. Хранится и транспортируется в небольшом уголке рабочего инструментария.
Другой целью изобретения является создание компактного и портативного устройства для заточки сверл, в котором конструкция держателя патрона сверла вместе с направляющим блоком снабжена множеством направляющих, которые будут автоматически удерживать спиральное сверло, установленное в таком положении. чтобы он находился в правильном угловом положении относительно автономного вращающегося точильного камня, чтобы обеспечить точную заточку двух расположенных под углом режущих поверхностей сверла во время процесса заточки.
Еще одной целью изобретения является разработка компактного переносного устройства для заточки сверл, снабженного собственным встроенным вращающимся шлифовальным камнем, в котором встроенный вращающийся шлифовальный камень удерживается в правильном угловом положении шлифования по отношению к направляющим держателям сверла, предусмотренным в направляющий блок.
Еще одной целью изобретения является создание такого компактного и портативного устройства для заточки сверл, в котором движущая сила для вращающегося точильного камня может быть обеспечена путем присоединения любой подходящей ручной дрели, включая обычные электрические ручные дрели и недавно получившую популярность аккумуляторную батарею. электрические ручные дрели, которые сделают удобную и практичную заточку спиральных сверл на работе и в местах, удаленных от обычных энергообъектов, при этом все оборудование, включая требования к двигательной мощности, будет полностью портативным.
Еще одна цель изобретения состоит в том, чтобы предоставить надежные, но в остальном регулируемые в полевых условиях средства для регулировки угла взаимодействия между вращающимся шлифовальным камнем и позиционированным сверлом, подлежащим заточке, когда указанное сверло удерживается в держателе патрона и помещается внутри него. пилотное направляющее устройство.
Еще одной задачей изобретения является обеспечение надежных направляющих и стопорных средств, которые позволят оператору точно затачивать одну поверхность зажима бурового долота за один раз с высокой точностью, а затем повернуть буровое долото на сто восемьдесят градусов, чтобы точно заточите вторую прикусную поверхность сверла.
Эти и другие цели и преимущества настоящего изобретения станут очевидными при рассмотрении нижеследующего описания и прилагаемой формулы изобретения вместе с прилагаемыми чертежами.
ОПИСАНИЕ НЕСКОЛЬКИХ ВИДОВ ЧЕРТЕЖЕЙ
РИС. 1 представляет собой вид в перспективе устройства для заточки сверла, предусмотренного настоящим изобретением, прикрепленного к ручной дрели для обеспечения движущей силы.
РИС. 2 представляет собой вид спереди указанного устройства для заточки сверла, показывающий способ, которым используются патроны держателя сверла и направляющий блок для удержания заточного сверла в правильном совмещении с расположенным под углом точильным камнем.
РИС. 3 – вид в перспективе удерживающего устройства для патронного сверла, показывающий буровое долото на месте.
РИС. 4 – подробный вид в перспективе бурового долота.
РИС. 5 – вид сверху режущих поверхностей бурового долота, показанного на фиг. 4.
РИС. 6 – вид в перспективе устройства для заточки сверла, предусмотренного настоящим изобретением, показывающий расположение и расположение устройств держателя патрона сверла по отношению к направляющему блоку.
РИС. 7 представляет собой вид в перспективе одного конца направляющего блока для указанного устройства для заточки сверла, показывающий одно альтернативное средство, с помощью которого можно регулировать точильный шлифовальный камень для изменения угла взаимодействия между точильным камнем и затачиваемым сверлом.
РИС. 8 – вид в перспективе противоположного конца блока направляющих пилотов, показанного на фиг. 7, показывающий альтернативное средство, с помощью которого противоположный конец указанного точильного камня по сравнению с концом, показанным на фиг. 6 может регулироваться для изменения угла взаимодействия между вращающимся точильным камнем и сверлом, которое нужно затачивать.
РИС. 9 представляет собой вид в перспективе с торца направляющего блока для указанного устройства для заточки бурового долота, показывающий другое альтернативное средство, с помощью которого можно изменять угол взаимодействия между буровым долотом и вращающимся точильным камнем.
РИС. 10 – вид в перспективе противоположного конца направляющего блока, показанного на фиг. 9, показывающий другой аспект альтернативной техники поворота для регулировки угла взаимодействия между вращающимся точильным камнем и режущими поверхностями сверла, которое нужно затачивать.
При описании одной выбранной формы предпочтительного варианта осуществления этого изобретения, как показано на чертежах и в этом описании, для ясности используются конкретные термины и компоненты. Однако это не предназначено для ограничения заявленного изобретения определенной формой, показанными компонентами или конструкцией, и следует понимать, что конкретные термины, используемые в этой иллюстрации изобретения, предназначены для включения всех технических эквивалентов, которые работают в аналогичных условиях. способ достижения аналогичной цели.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Ссылаясь на конкретный вариант осуществления изобретения, выбранный для иллюстрации на прилагаемых чертежах, усовершенствованное устройство для заточки бурового долота, предусмотренное этим изобретением, в целом проиллюстрировано на чертеже в перспективе, показанном на фиг. 1, а цифра 11 используется для обозначения части корпуса указанного устройства, которая в данном описании будет называться направляющим блоком. Упомянутый направляющий блок 11 особой формы имеет лицевую конфигурацию, которая в целом имеет трапециевидную форму, с тем, что будет условно обозначено как вертикально расположенная левая боковая панель 12 и вертикально расположенная правая боковая панель 13, пересекающая верхнюю или верхнюю панель 14 под прямым углом. вместе с нижней панелью 15, расположенной под углом с восходящим наклоном слева направо под острым углом по отношению к левой боковой панели 12, и упомянутый направляющий блок 11 имеет толщину приблизительно от одной с четвертью до, возможно, одной и трех четвертей дюйма, в зависимости от обстоятельств. требовать.Следует отметить, что эта рекомендуемая конфигурация для направляющего блока 11 приведет к тому, что упомянутый направляющий блок будет иметь большую глубину сверху вниз на левой стороне, чем упомянутый направляющий блок на правой стороне. Таким образом, левый конец указанного направляющего блока будет использоваться для обеспечения направляющих бурового долота для длинных сверл, в то время как направляющие бурового долота для небольших коротких сверл будут расположены ближе к правому концу указанного направляющего блока 11, и это положение расположенной под углом нижней панели 15 для указанного направляющего блока 11 обеспечивает удобное и подходящее монтажное пространство, так что цилиндрический точильный камень может быть установлен непосредственно под нижней панелью 15 направляющего блока 11 таким образом, чтобы перекрывать и взаимодействовать со сверлами, установленными в направляющих направляющего блока под правильным углом. для точной заточки указанных сверл.
Направляющий блок 11 снабжен множеством вертикально расположенных, разнесенных и параллельно расположенных патронных направляющих, принимающих направляющие направляющие, просверленные или утопленные от так называемой верхней панели 14 вниз в корпус направляющего блока 11, при этом упомянутый патрон принимает направляющие направляющие 16- -16 имеет трубчатую форму для размещения хвостовика вертикальной формы зажимного патрона сверла. При осевом совмещении с каждой из упомянутых направляющих направляющих 16-16 в патроне предусмотрен дополнительный, но меньший канал 17 для бурового долота трубчатой формы, проходящий от нижней части каждой из упомянутых направляющих направляющих до нижней панели 15 упомянутого направляющего блока 11.Также на верхней поверхности или верхней панели 14 направляющего блока 11 предусмотрено множество вертикально расположенных и установленных стопорных штифтов 18-18, которые установлены в обычно разнесенных положениях рядом с периферией отверстий 16-16 направляющих, так что указанные стопорные штифты 18-18 выступают вертикально над верхней панелью 14 на небольшую долю дюйма, при этом имеется примерно один стопорный штифт для каждого отверстия 16 направляющей. прототип модели, сконструированный изобретателем с корпусной частью направляющего блока 11, изготовленной из прозрачного люцитового пластика, так что внутренние направляющие каналы 16-16 и другое устройство, установленное в упомянутом люцитовом блоке, видны через внешнюю поверхность и для ясности, чертежи в данном документе проиллюстрировали изобретение, изготовленное из такого прозрачного люцитового материала, но фактический опыт может показать, что корпус направляющего блока из люцит или родственный формованный пластик могут не выдерживать длительного использования, и для производителя такого устройства может быть желательно использовать металлический направляющий блок или более прочный материал для изготовления направляющего блока 11.Изобретение просто предполагает, что направляющий блок 11 должен быть изготовлен из подходящего материала, и не обязательно рекомендует использование определенного материала. Снова вопрос изготовления направляющих направляющих 16-16 для приема патрона через направляющий блок 11 путем формования или заливки указанных отверстий в исходный блок или сверления или иного сверления или углубления упомянутых направляющих 16-16 для приема патрона является вопросом производственного выбора, который может зависят от природы материала, из которого изготовлен направляющий блок 11, и способ создания таких отверстий направляющих для приема патрона остается на усмотрение производителя устройства.
Лучший общий вид зажимного патрона 19 для сверла представлен на ФИГ. 3 чертежей, на которых следует отметить, что упомянутый патрон 19 для сверления имеет в целом цилиндрическую форму, снабжен хвостовиком 20 цилиндрической формы, который приспособлен для посадки с возможностью вращения в отверстие 16 направляющей. Указанный патрон 19 для сверления вставляется в отверстие 16 направляющей до тех пор, пока конструкция 21 фланца опорного плеча на внешней поверхности зажимного патрона 19 не войдет в контакт с поверхностью верхней панели 14 направляющего блока 11.В центре патрона 19 имеется трубчатая выемка 22 для приема и удержания бурового долота 23 надлежащего размера в осевом продольном совмещении внутри указанной конструкции патрона вместе со средством 24 для надежной фиксации указанного бурового долота в указанном удерживающем патроне сверла. .
В случае прототипа, проиллюстрированного на чертежах и описанного в данном описании, изобретатель предоставил множество зажимных патронов для буровых долот 19-19 со ступенчатыми выемками 22-22 для приема сверла или соответствующими размерами, при этом каждый патрон снабжен трубчатая выемка 22 другого размера для приема и удержания буровых долот 23 различных размеров.Средство 24 крепления бурового долота, проиллюстрированное здесь, представляет собой простой установочный винт 24, но изобретатель предполагает, что производственная модель для рынка должна быть снабжена регулируемым отверстием для приема бурового долота 22 и что будет предоставлено более сложное и более удобное средство 24 крепления долота. на выпускаемых патронах.
На верхнем конце зажимного патрона 19 для сверла предусмотрена рифленая поверхность 25, которая обеспечивает поверхность ручки для большого пальца и пальца, с помощью которой зажимной патрон 19 может вращаться в удерживающей направляющей 16 патрона в процессе заточки всех сторон сверло 23.Описанная до сих пор простая конструкция зажимного патрона для сверла могла бы успешно работать, если бы только меньшая поверхность прикуса или режущая кромка сверла были заточены всего несколько раз. Если буровое долото 23 затачивать очень часто, то наконечник 37 и наклонные поверхности зажима бурового долота 36-36 будут отшлифованы, так что пятка бурового долота 23 будет скользить по поверхности просверливаемого материала и будет создавать значительное трение и нагревание с возможным разрушением сверла. Если конкретное сверло 23 нужно затачивать более чем несколько раз, необходимо предусмотреть дополнительные средства для шлифования пяточной части указанного сверла.Модификации зажимного патрона 19 для сверла и размещение кулачковых опорных конструкций на верхней поверхности направляющего блока 11 вместе с регулирующими упорами для регулирования указанного процесса шлифования будут отложены до следующего места в этом описании.
На каждом конце направляющего блока 11 предусмотрены левая концевая пластина 26 и правая концевая пластина 27, при этом левая и правая концевые пластины прикреплены к направляющему блоку 11 соответствующими винтами 42-42 или аналогичными или подходящими средствами крепления. Левая концевая пластина 26, параллельная более длинной стороне направляющего блока 11, очевидно, будет длиннее, чем правая концевая пластина 27.Каждая из упомянутых концевых пластин снабжена обращенными вниз выступами 28 и 29 фланца, при этом каждый из упомянутых выступов фланцев изогнут или расположен под углом к основному корпусу концевой пластины, как показано на фиг. 1 и на фиг. 2 чертежей, где каждая из упомянутых концевых пластин снабжена осевыми принимающими опорными отверстиями 30 и 31 для обеспечения средств для установки и поддержки расположенного под углом шлифовального камня для бурового долота. Осевой вал 32 проходит через каждое из указанных отверстий 30 и 31 подшипникового узла оси и между ними в указанных фланцевых частях левой и правой концевых пластин, а указанный осевой вал 32 проходит за пределы правого подшипника 31 оси с образованием соединительного ведущего вала, с помощью которого ручная дрель 33 может быть соединена с упомянутым приводным валом осевой муфты для передачи вращательного движения или мощности упомянутой оси 32 и шлифовальным камням 34-34, как показано на фиг.1 и фиг. 2 чертежей здесь.
На осевом валу 32 с помощью соответствующих средств предусмотрена по меньшей мере одна втулка 34 для точильного камня цилиндрической формы, как показано на фиг. 6 чертежей или множество маленьких цилиндрических гильз 34-34 для точильного камня, как показано на фиг. 1 и фиг. 2 чертежей здесь. Мастер, использующий такое устройство, часто обнаруживает, что он использует и затачивает сверла определенных размеров чаще, чем ему нужно для заточки сверл других размеров, и это вполне может привести к износу канавок в часто используемых частях гильзы 34 для шлифовального камня без использования или износ всего указанного рукава.Поэтому может быть разумным изготовить указанное устройство для заточки сверл с множеством небольших недорогих и заменяемых отдельных гильз 34-34 для точильного камня, как показано на фиг. 1 и на фиг. 2 рисунков, поскольку гильзы для шлифовального камня подходящего размера уже имеются в продаже по умеренным ценам. Если предусмотрено множество гильз 34-34 для точильного камня цилиндрической формы, как показано на фиг. 2 чертежей, то указанные втулки для шлифовального камня 34-34 должны быть разнесены на оси 32 с помощью втулок 35-35 так, чтобы одна из указанных втулок для шлифовального камня была отцентрирована и установлена непосредственно под каждым из отверстий 17 канала сверла. –17.Ось 32 и соответствующие втулки 34-34 точильного камня расположены в таком угловом положении, как показано на фиг. 2 чертежей, на которых упомянутый шлифовальный камень 34 захватывает сверло 23, когда сверло 23 удерживается в патроне 19, установленном в направляющей 16 и направляющем блоке 11, под правильным углом для шлифования новой заостренной режущей поверхности на упомянутом сверле с надлежащим угол конуса для указанного сверла.
После того, как конструкция устройства для заточки бурового долота будет предложена в соответствии с настоящим изобретением, проиллюстрирована и описана здесь, любому специалисту, знакомому в данной области техники, будет легко очевидно, что можно разработать множество правдоподобных и полезных вариаций и альтернативных устройств. в рамках рассматриваемого изобретения.В частности, изобретатель исследовал несколько альтернативных устройств, с помощью которых можно изменять угол расположения точильного камня 34 и направляющего блока 11, чтобы изменить угол конуса, подлежащего шлифованию на буровом долоте 23, как показано на фиг. С 8 по 11 чертежей в данном документе. Однако центральная концепция настоящего изобретения заключается в обеспечении интегрированного комбинированного устройства для заточки сверл, в котором почти надежный сверлильный патрон установлен в предварительно установленных направляющих зажимного патрона для захвата предварительно установленного и встроенного вращающегося шлифовального камня, который является встроенным часть собранного устройства таким образом, чтобы оператор устройства имел минимальные трудности при установке и успешной шлифовке и заточке сверл с помощью этого устройства, а также другие комбинации или перестановки альтернативных или эквивалентных частей для аналогичной цели, объединенных в интегрированную направляющую. блок с направляющими в нем, с зажимными патронами для сверл, предназначенными для размещения в указанных направляющих, и на указанном устройстве для заточки, снабженном собственным автономным установленным и предварительно расположенным точильным камнем, находится в пределах объема и цели настоящего изобретения, как описано здесь и в приложении. претензии.
Возвращаясь к подробному анализу некоторых особых проблем формирования и заточки режущих поверхностей спирального сверла и специальных дополнительных конструкций, предложенных изобретателем описанного здесь устройства для решения этих дополнительных проблем, мы должны начать с конструкции предложен для средства подъема спирального сверла 23 и связанного с ним патрона 19 держателя сверла таким образом, чтобы надлежащим образом стачивать пятку сверла 23. Рассмотрение фиг. 4 и фиг. На фиг.5 чертежей будет показано, что спиральное сверло можно рассматривать как пару зубилоподобных поверхностей 36-36, проходящих от общей центральной точки поворота 37, так что каждая из указанных долотоподобных режущих поверхностей 36-36 врезается и Отрежьте зубилом материал, в который вращается сверло.Упомянутый материал, который соскабливается или срезается указанными передними режущими кромками, уносится вверх и в сторону с помощью пары спиральных канавок 38-38, которые отводят отходы в сторону, чтобы не мешать дальнейшей резке. передними кромками сверла. Упомянутые передние прикусные поверхности бурового долота в форме долота частично поддерживаются, а сверло частично поддерживается в совмещении с помощью упорной поверхности, расположенной непосредственно за передней режущей кромкой, называемой пяткой 39-39 сверла, но указанная пяточная часть сверла сверло должно сужаться назад и вверх под углом, немного большим, чем угол, предусмотренный для долотоподобных передних захватывающих поверхностей 36-36, иначе сопротивление пяточных поверхностей 39-39 при сверлении вызовет трение и приведет к бесполезному и чрезмерному нагреву, который в конечном итоге испортит стойкость сверла.Если высота центральной точки 37 и передние контактные поверхности бурового долота 36-36 отшлифованы в процессе заточки упомянутых режущих поверхностей сверла 36-36, то должны быть предусмотрены некоторые дополнительные средства для пропорционального заточки и удаления под правильным углом коническая часть участков 39-39 пяточной поверхности, для решения которой в дополнение к основным признакам изобретения предлагаются следующие конструкции.
В конструкции 21 выступа опорного буртика и, возможно, слегка выступающей в верхнюю часть держателя 19 бурового долота, предусмотрена горизонтально расположенная выемка 40 для упора, приспособленная для зацепления с одним из стопорных штифтов 18, установленных на верхней поверхности 14 направляющего блока. 11, с упомянутой выемкой 40 для горизонтального упора, проходящей по дуге на внешней окружности патрона 19, пропорциональной дуге, описанной от одной режущей кромки бурового долота 23 до следующей пятки на упомянутом буровом долоте.Таким образом, если патрон 19 вставлен в направляющую 16 направляющего блока 11 с патроном 19, повернутым по часовой стрелке, пока упорная выемка 40 не упрется в стопорный штифт 18, а сверло 23 будет вставлено в патрон 11 и пройдет сквозь него, пока сверло 23 не упрется в роторный точильный камень 34 с указанным сверлом, установленным и закрепленным в патроне 19 в таком положении, чтобы поверхность от центральной точки 37 сверла до заднего конца пятки 39 находилась в контакте с расположенным под углом вращающимся шлифовальным камнем 34, тогда мы готовы стачивать пятку сверла долото 23 под заданным углом пересечения между роторным шлифовальным камнем 34 и сверлом 23.
На противоположной стороне отверстия 16 направляющей и зажимного приспособления 19 от стопорного штифта 18 предусмотрена вторая выемка 40 ‘для упора, вырезанная в уступе 21 патрона 19, образуя пару одинаковых выемок 40 и 40’ для упора, прорезанных с противоположных сторон. зажимного патрона 19. Внутри этого второго упорного паза 40 ‘, когда зажимный патрон 19 расположен, как описано, предусмотрена конструкция 41 наклонной направляющей кулачка, которая прикреплена или сформирована на верхней поверхности 14 направляющего блока 11 в точке, смежной с отверстием 16 направляющей.
Путем внимательного изучения передней конструкции бурового долота 23, как показано на фиг. 3, фиг. 4 и фиг. 5 и форма упорных выемок 40 и 40 ‘в патроне 19, а также исследование и анализ действия бурового долота 23 по отношению к вращающемуся шлифовальному камню 34, когда патрон 19 вращается против часовой стрелки, так что заплечик 21 подшипника перемещается вверх по наклону кулачкового подшипника. пандус 41, как можно увидеть при рассмотрении фиг. 8 и фиг. 7 чертежей, угол взаимодействия между сверлом и точильным камнем, измеренный от центральной линии сверла, станет более острым или менее острым, так что передние режущие кромки 36-36 в форме долота будут отшлифованы. под немного более широким углом, чем пятка долота.Отметим также, что этот постепенный подъем, обеспечиваемый, когда зажимной патрон 19 движется вверх по указанной поверхности 41 наклонной поверхности кулачкового подшипника, означает, что пятка 39 бурового долота 23 отшлифована в большей степени, чем передняя режущая поверхность 36, так что пятка 39 не будет волочиться, как режущие поверхности 36– 36 копаются в работе, которую предстоит просверлить. Или, в качестве альтернативы, Изобретатель предпочитает описывать процесс в терминах вращения патрона 19 по часовой стрелке, так что передние режущие поверхности 36-36 сначала затачиваются, а затем последующие пяточные поверхности 39-39 отшлифовываются еще больше как заплечик подшипника. 21 патрон 19 движется вниз по кулачковой поверхности 41 аппарели.Процесс шлифования может быть начат с любого конца указанного отверстия 40 стопорной выемки и повернут к противоположному концу отверстия 40 стопорной выемки. Увеличение остроты угла, прослеживаемого от центральной точки 37 к пятке 39 бурового долота 23 по отношению к центральная линия сверла 23 по сравнению с углом, проведенным от центральной точки 37 к внешней окружности через переднюю часть режущей поверхности 36 бурового долота, очень мала и является результатом различного взаимодействия между изогнутой поверхностью шлифовального камня 34 и наклонной поверхностью. поверхность бурового долота плюс эффект подъемного действия зажимного патрона 19 за счет движения вверх или вниз по опорной поверхности 41 наклонной поверхности кулачка.Небольшие различия в углах трудно заметить невооруженным глазом, но наклон вверх и назад можно почувствовать и увидеть, когда вы исследуете задний конус от передней режущей кромки 36 сверла 23 обратно к задней пятке 39.
процесс, описанный в следующих параграфах, будет затачивать и шлифовать только одну из двух режущих поверхностей на сверле 23. Когда шлифовка или заточка этой первой режущей поверхности завершена, оператор поднимает патрон 19 и поворачивает патрон на 180 °, создавая выемку для упора. 41 ‘в зацепление со стопорным штифтом 18, и описанный процесс повторяется для шлифования или заточки второй режущей поверхности 36 сверла 23.
В дополнение к сложной проблеме угла конуса, рассмотренной выше в связи с применением и использованием конструкции 41 наклонной поверхности кулачкового подшипника, существует также дополнительная проблема шлифования лицевой поверхности режущей поверхности 36-36, вызванная тем фактом, что производители варьируют угол или наклон сверла в соответствии с твердостью материалов, для которых сверла изготовлены или рекомендованы. Таким образом, сверла для резки дерева часто имеют очень малый угол наклона наклона (измеренный от работы), а поверхность режущих кромок 36-36 почти образует прямую линию.С другой стороны, сверла для сверления стали и очень твердых материалов имеют гораздо более острый угол резания и достигают более острой точки в центральной точке 37 указанного сверла 23. В то время как высокоскоростные сверла для обработки алюминия и мягких металлов могут иметь промежуточный конус, менее острый, чем для стальных сверл, но все же более острый, чем конус, предусмотренный для сверл, используемых только для дерева.
Обычный домашний мастер обычно покупает один набор сверл со средней конусностью и использует одни и те же сверла для всех работ от дерева до стали, даже если он должен выбросить сверло после сверления в стали примерно полдюжины раз.Для таких домашних мастеров, которые предпочитают не увлекаться тонкостями, касающимися регулировки конуса сверла, устройство для заточки сверл, показанное на фиг. 1 и фиг. 2 чертежей с фиксированным углом шлифовального камня 34, предварительно установленным на заводе для средней конусности, вероятно, будет самым удачным и наиболее практичным рабочим компромиссом. Однако для использования машинистами и серьезными мастерами, использующими различные виды сверл для работы с множеством материалов, может быть целесообразно предусмотреть регулируемые средства изменения положения одного конца полуоси 32 таким образом, чтобы слегка изменять угол наклона, при котором шлифовальный камень 34 режет поверхность сверла 23.
Эта регулировка угла наклона осевого вала 32 и связанного с ним точильного камня 34 может быть выполнена шарнирным соединением (не показано) фланцевого удлинителя 29 относительно концевой пластины 27 или, альтернативно, с помощью средства 43 шарнирного подшипника оси, как показано на ИНЖИР. 11 чертежей, а затем на противоположном конце упомянутой оси 32 и связанного с ней точильного камня 34, обеспечивающих средства для подъема или опускания эффективного положения или эффективной высоты точильного камня 34. Нет необходимости поднимать и опускать оба конца шлифовального круга. шлифовать камень.Чтобы изменить или отрегулировать угол наклона, один конец точильного камня должен быть шарнирным или поворотным, а другой конец должен быть регулируемым вверх или вниз. Одно средство для увеличения или уменьшения эффективной высоты одного конца точильного камня 34 показано на фиг. 8 чертежей, на которых желобчатая торцевая пластина 44 снабжена регулируемым скользящим язычком 45 с прорезями, который может подниматься или опускаться на расстояние примерно четверть дюйма в любом направлении относительно стопорной шпильки 46 и зажиматься на месте после регулировки с помощью привинчивание зажимного приспособления крыла 47.Отверстие 48 паза для регулировки языка, как показано на фиг. 8 рисунков сильно увеличены по длине. Упомянутое отверстие 48 паза под язычок, вероятно, не обязательно должно иметь длину более 3/8 – 1/2 дюйма.
Аналогичная регулировка нижнего конца полуоси 32 может быть достигнута путем установки осевого подшипника 49 в форме паза во фланцевом удлинении 28 концевой пластины 26 в точке, где ось 32 проходит через упомянутый осевой подшипник, как показано на нижнем часть фиг. 9 рисунков. Ось 32 поднимается или опускается по мере необходимости для обеспечения желаемого угла конуса, а затем фиксируется в отрегулированном положении путем затягивания барашковой гайки 50 на втулке 52 подшипника оси с резьбой.
Поскольку шлифовальный камень 34 может потребоваться сдвинуть всего на одну восьмую дюйма, чтобы добиться значительного изменения угла наклона или конуса, применяемого к затачиваемому сверлу, можно также выполнить небольшой шаг изменение угла, необходимое для регулировки сверл с различным конусом, путем поворота левой и правой концевых пластин 26 и 27 вперед или назад относительно поворотных шпилек 51-51, как показано на фиг. 9 и фиг. 10 чертежей здесь. В случае такой поворотной альтернативной компоновки концевые пластины 26 и 27 должны быть закреплены на месте после регулировки с помощью затягивающего средства 47 крепления, такого как средство 47 крепления барашковой гайки, как показано на чертежах.
ЭКСПЛУАТАЦИЯ
Во время работы мастер извлекает указанное устройство для заточки сверл из своего набора инструментов или из привычного места хранения и выбирает подходящий зажимной патрон 19 для сверла в соответствии с размером сверла 23, которое нужно затачивать. Упомянутое сверло 23 вставляют в отверстие 22 для приема трубчатого сверла в патроне 19, а патрон 19 вставляют в одну из множества направляющих 16-16 для приема патрона. Упомянутый патрон 19 опускается на место до тех пор, пока одна из направляющих 41 наклонных направляющих подшипников в форме кулачка не окажется внутри горизонтальной выемки 40 в заплечике патрона 19 для удержания сверла.Затем сверло 23 вращается внутри отверстия 22 до тех пор, пока режущий конец бурового долота 23 не войдет в контакт с расположенным под углом вращающимся точильным камнем 34, как описано в основной части описания выше. Когда сверло 23 правильно выровнено и отрегулировано на место, как описано, ручная электрическая дрель 33 прикреплена к удлинительному валу муфты от оси 32, как показано на фиг. 1 на чертежах, и мощность применяется для обеспечения вращательного движения от указанной ручной дрели 33 для вращения шлифовального камня 34, который, в свою очередь, шлифует одну из двух поверхностей сверла 23.Когда указанная поверхность бурового долота 23 была должным образом заточена и задний конус соответствующей пятки 39 был отшлифован вращением зажимного патрона 19 сверла, как объяснено выше, затем держатель 19 сверлильного патрона поднимается и поворачивается на 180 градусов до тех пор, пока стопорная выемка 40 не окажется над пандус 41 кулачкового подшипника, когда описанная выше процедура повторяется для шлифования и заточки второй поверхности сверла 23. Когда обе поверхности бурового долота 23 должным образом отшлифованы и заточены, процесс заточки завершен, и устройство доступно для заточки других поверхностей. сверла – или для возврата на хранение.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
В предшествующем описании структуры и работы изобретения, изложенного в данном документе, ряд преимуществ был заявлен для устройства, а другие будут легко очевидны специалистам в данной области.
Основным преимуществом данного изобретения является то, что оно разработано устройство для заточки спирального сверла такой компактности и такой портативности, что его можно держать в руке во время использования и достаточно компактного, чтобы устройство можно было хранить и транспортировать в маленький уголок рабочего инструментария.
Еще одно преимущество изобретения состоит в том, что оно обеспечивает компактное и портативное устройство для заточки сверл, в котором конструкция держателя патрона сверла вместе с направляющим блоком снабжена множеством направляющих направляющих для приема патрона, которые автоматически удерживают установленное в нем спиральное сверло. в таком положении, чтобы он находился в правильном угловом положении относительно автономного вращающегося точильного камня, чтобы обеспечить точную заточку двух расположенных под углом режущих поверхностей сверла.
Еще одно преимущество изобретения состоит в том, что оно разработано компактное портативное устройство для заточки сверл, снабженное собственным встроенным вращающимся шлифовальным камнем, в котором встроенный вращающийся шлифовальный камень удерживается в правильном угловом положении шлифования по отношению к сверлу.
Еще одно преимущество изобретения состоит в том, что оно обеспечивает компактное и портативное устройство для заточки сверл, в котором движущая сила для вращающегося точильного камня может быть обеспечена путем присоединения любой подходящей ручной дрели, включая обычные электрические ручные дрели и недавно получившую популярность аккумуляторную батарею. электрические ручные дрели, которые сделают удобную и практичную заточку спиральных сверл на работе и в местах, удаленных от обычных энергообъектов, при этом все оборудование, включая требования к двигательной мощности, будет полностью портативным.
Еще одним преимуществом изобретения является то, что оно обеспечивает надежное и регулируемое в полевых условиях средство для регулировки угла взаимодействия между вращающимся точильным камнем и установленным сверлом, подлежащим заточке.
Еще одним преимуществом изобретения является то, что оно обеспечивает надежные направляющие и стопорные средства, которые позволяют оператору точно затачивать одну поверхность сверла за раз с точностью, а затем повернуть сверло на 180 °, чтобы точно затачивать вторую. сверло прикусной поверхности.
Еще одно преимущество изобретения состоит в том, что оно обеспечивает простое и надежное средство, с помощью которого область пятки бурового долота может быть пропорционально отшлифована во время той же операции, при которой режущие поверхности бурового долота затачиваются.
Хотя эта спецификация описывает только один вариант осуществления изобретения с некоторыми его применениями, следует понимать, что могут быть выполнены структурные или материальные перестройки соответствующих или эквивалентных частей, замены эквивалентных функциональных элементов и другие модификации в конструкции, а также могут быть разработаны другие приложения. не отступая от сущности и объема моего изобретения.Поэтому я хочу, чтобы описание и чертежи в данном документе рассматривались как ограниченные только в соответствии со следующей формулой изобретения или в соответствии с требованиями предшествующего уровня техники.
FAQ – Drill Doctor
ТочилкиDrill Doctor, Work Sharp и Darex, продаваемые в США и Канаде, разработаны и изготовлены только для источников питания 115 В 60 Гц. Мы собираем и отправляем продукцию для энергетических нужд конкретного региона многим дистрибьюторам по всему миру. Мы хотим убедиться, что у вас есть правильный продукт для безопасной и эффективной заточки ваших инструментов.
Использование станка на 115 В в месте, где используются источники питания на 230 В, не только аннулирует вашу гарантию, но также увеличивает вероятность отказа и снижает срок службы и производительность вашего инструмента. Мы хотим, чтобы вы приобрели подходящий инструмент, чтобы вы могли убедиться в оптимальной производительности и долговечности наших инструментов.
Почему это важно?
Первое уточнение:
- Трансформатор снижает или увеличивает напряжение переменного тока Преобразователь
- А преобразует переменный ток в постоянный
- Инвертор преобразует постоянный ток в переменный
Использование простого переходника вилки и никакого другого преобразования или преобразования с 230 В на 115 В приводит к тому, что блок работает при напряжении, вдвое превышающем номинальное – двигатель работает очень горячо, очень быстро и в течение очень короткого времени, прежде чем он сам разрушится.Адаптер вилки позволяет вилке США вставляться в розетку, но не влияет на мощность, подаваемую на устройство.
В наших продуктах нет «интеллектуального кабеля», который можно найти в ноутбуках со встроенным блоком питания, который принимает входной ток / напряжение и преобразует его в более низкое напряжение. Этот блок питания преобразует переменный ток в постоянный при низком входном напряжении (1-24 В постоянного тока), необходимом для аккумулятора ноутбука или аналогичного устройства.
Трансформатор (не полный источник питания), подключенный к однофазной сети 230 В, может понижать напряжение до диапазона 115 В, но не учитывает разницу с частотой в США при 60 Гц и международной частотой 50 Гц и может не регулировать напряжение или обеспечить достаточную силу тока хорошо в зависимости от качества устройства.Работа на частоте 50 Гц увеличивает нагрузку на двигатель, поэтому, хотя на устройство может подаваться правильное напряжение, частота не подходит для достижения полной производительности (пониженная мощность = более низкая эффективность = дополнительное тепло = устройство разрушено). Напряжение также может быть неточным из-за трансформатора, а двигатели 115 В предназначены для работы в определенном диапазоне. Высокое или низкое напряжение может вызвать сбои.
Простите за длинное объяснение, но мы хотим, чтобы у вас был правильно работающий инструмент, которым вы будете удовлетворены сейчас и в будущем.
Самодельная точилка для сверл
Какая строка из отрывка выражает субъективную точку зрения автора_
Департамент строительства округа Эврика, штат Невада
Острием сверла отметьте центр и доведите сверло до конца; Зажмите деталь, включите сверлильный станок и медленно опустите сверло вниз; Убедитесь, что вы вмятили центр правильно и снова подняли сверло; Для сверления следуйте методике сверления методом долбления, это обычная техника ЧПУ
Работы по врезке горячим способом рядом со мной
Сверло для плитки легко просверливает плитку, уменьшая при этом вероятность появления трещин и сколов, что позволяет быстро и быстро завершить работу. эффективно, обеспечивая профессиональную отделку.Приобретая у нас сверло для плитки, вы увидите, что мы предлагаем широкий выбор размеров и брендов, и вы обязательно найдете подходящий продукт для работы. Обновление приспособления для заточки сверл мастера. *** (При резке под 59 градусов ваше сверло должно выступать на 50% диаметра сверла от небольшого упора внизу до кромки заднего угла сверла.
Грегори Сорос, чистая стоимость
24 июня, 2019 – Этот пин был обнаружен Дэвидом Грили. Откройте для себя (и сохраните!) Свои собственные пины на Pinterest. Спиральные сверла могут быть дешевыми для сборки своими руками, но высококачественные кобальтовые сверла служат долго и могут использоваться для сверления стали.Когда сверла затупятся, их можно заточить с помощью точилки для сверл. Оже; Шнековые сверла используются для сверления больших отверстий в древесине. Они похожи на спиральное сверло, поскольку основаны на принципе винта Архимеда.
Мышь-приемник Citrix не работает
Буровые коронки настолько дешевы, что, когда их слишком много, чтобы продолжать работать, мы обычно просто выбрасываем их. Таким образом, вы можете ожидать, что видео о заточке сверл будет несколько неактуальным, но [Это …
Whatsapp group tanzania kutomban
22 апреля 2019 г. · Нажмите на спусковой крючок, чтобы сверло заработало на полной скорости.Наденьте вращающуюся точилку на край лезвия. Убедитесь, что тупая режущая кромка обращена к скошенной стороне камня и плоской поверхности …
Медсестра завершает обучение диетам с клиентом, у которого сердечная недостаточность и у него есть рецепт.
У меня такая же точильная машина Craftsman. У меня нет опыта заточки сверл, у меня есть Drill Doctor, и он неплохо справляется. Я могу с уверенностью сказать вам, что замена колес на этой шлифовальной машине иногда является проблемой, потому что нет никакого фиксатора шпинделя, чтобы удерживать валы устойчиво при повороте гайки на конце.4 марта 2020 г. – Изучите доску Александрии Ли «Заточка сверл», за которой последовали 1970 человек на Pinterest. См. Другие идеи на тему «Прикольные вещи для покупки», «Заточка сверл», «Сверло».
На объект массой 16 кг действуют две силы.
ФРЕЗЕРНАЯ БОКА и ЗАТОЧКА ДЛЯ ОТВЕРСТИЯ ПИЛ. US55010: US55032: US55029: US55008: Доставка в 48 штатов ниже: 88,00 долларов США Доставка в Канаду: 165,00 долларов США. Не забудьте …
Mimpi melihat ikan lele banyak togel
Острые сверла помогают максимально эффективно использовать миниатюрный станок, а также сверлильный станок, фрезерно-дрель и даже ручную дрель.Для заточки сверл в домашних условиях недорогие конические точилки типа Pit Bull могут хорошо справиться со спиральными сверлами от 1/2 дюйма до 1/8 дюйма или немного больше.
Соединения стержней интегрированы 1 ключ ответа Глава 8
Кончиком сверла отметьте центр и заставьте сверло работать остальное; Зажмите деталь, включите сверлильный станок и медленно опустите сверло вниз; Убедитесь, что вы вмятили центр правильно и снова подняли сверло; Следуйте методике сверления для сверления, это обычная технология ЧПУ 2011 «Держатель сверла» 3D-модели.Каждый день новые 3D-модели со всего мира. Нажмите, чтобы найти лучшие результаты для моделей держателей сверл для вашего 3D-принтера.
2010 toyota camry вода в багажнике
Как и было обещано в моем последнем видео, сегодня я собираюсь показать вам, как сделать это приспособление для использования с моим приспособлением для заточки лезвий настольной пилы, чтобы мы могли воспользоваться им для затачиваем наши фрезы. Здесь вы найдете видео по заточке пильного полотна: Mor …
California Boating Test Quizlet
30 июля 2020 г. · Этот набор сверл Drill Hog, состоящий из 29 частей, представляет собой новейшую технологию долот со множеством интересных функций.Изготовленные из кобальтовой стали M42 с температурой плавления 2853 градуса по Фаренгейту, эти биты сделаны прочными и прочными, чтобы просверливать самую прочную сталь, как масло, и могут использоваться в различных проектах, которые варьируются … Привет, семья, это видео вы меня спрашивали примерно 20 миллионов раз хехехехе. Сегодня мы не только увидим, как точить металлические насадки, но и создадим свою точилку своими руками. Чтобы немного заточить нужно учитывать несколько факторов и получить хорошую заточку вручную очень сложно… 06 сентября 2007 г. · Слегка поместите суставы левой руки на опору для шлифовального круга, поверните хвостовик сверла слева направо (ТОЛЬКО правой рукой) и протолкните сверло в продольном направлении через эту канавку в вашем пальцами вперед или назад, используя канавку, чтобы сверло крутилось или «рушилось» в ваших пальцах. Создайте нечто экстраординарное с нашим большим выбором качественных приспособлений для заточки и направляющих для деревообработки от Rockler Woodworking and Hardware. 12 мая 2017 г. · Также я просверливаю отверстия, которые позже будут использоваться для поддержки инструментов, которые мы хотим затачивать.Сейчас попробую собрать устройство. Поскольку винт, который я здесь буду использовать, меньше, чем внутренняя часть подшипника, я сделаю его толще с помощью наждачной бумаги.
Ep06 a firmware
16 сентября 2019 г. – Изучите доску Дэвида Зигфрида «Заточка сверл» на Pinterest. Ознакомьтесь с другими идеями о насадках для деревообработки, заточке сверл, инструментах для деревообработки.
Ручные сверлильные станки и станки
————————————————- ————————————————– ——————————————-
————————————————- ————————————————– ——————————————-
На протяжении большей части истории человечества просверливание отверстия в любом выбранном материале требовало большого количества времени и усилий.Первым грубым буровым инструментом было шило, острый камень, кремневый, медный или костяной наконечник, который можно было прикрепить к дереву. Шил прижимался к объекту, а затем вращался вручную, как современная отвертка. Альтернативным примитивным методом была «ручная дрель» или «стержневой дрель», когда палка вращалась между ладонями. Абразивные материалы, такие как песок, можно использовать одновременно, чтобы сделать этот метод бурения более эффективным. Это были чрезвычайно трудоемкие задачи, особенно когда просверливаемый материал был твердым, как камень.
В своем исследовании древней технологии обработки камня (см. Источники) Денис Стокс пришел к выводу, что даже с бронзовым сверлом требуется до 5 часов, чтобы просверлить крошечное отверстие глубиной 1 сантиметр в твердом камне, таком как кварц. . Сверление отверстий в твердом камне было обычным делом в древние времена, например, при строительных работах и изготовлении ожерелий и браслетов, поэтому неудивительно, что наши предки с энтузиазмом исследовали более эффективные методы сверления.
Сверла для ленточных, дуговых и насосных сверл
Первым шагом на пути к механизации было «ленточное сверло» (также известное как «тросовое сверло» или «ремешок-дрель»), которое обеспечивало увеличенную скорость вращения бурового долота. Инструмент состоял из сверла, прикрепленного к более длинному деревянному стержню, который вращали, оборачивая его один раз шнуром или кожаным ремешком и удерживая концы руками; потянув в одном направлении, а затем в другом, вал вращался и просверливался в материале.Верхняя часть стержня свободно вращалась в мундштуке, который держался между зубами пользователя, чтобы оказывать большее давление вниз. Этот инструмент также использовался для разжигания огня, поэтому его также называют «пожарной дрелью».
Ленточное сверло широко использовалось, но в конечном итоге его вытеснило «луковое сверло», появившееся по крайней мере 6000 лет назад в Египте. Основываясь на сверле для шнура, разница заключалась в том, что шнур или ремешок, снова один раз обернутый вокруг стержня, привязывали к банту.Держа дрель вертикально, а лук – горизонтально, пользователь затем перемещал лук вперед и назад – так же, как виолончелист, – чтобы вращать древко (рисунок справа, Рудольф Хоммель).
Луковое сверло обладало двумя преимуществами по сравнению с ленточным сверлом: стержень мог вращаться с более высокой скоростью, и, поскольку для удержания лука требовалась только одна рука, давление вниз можно было оказывать другой рукой, а не ртом. Для стоматологической помощи также использовались сверла меньшего размера. Инструмент мог быть сделан из нескольких кусков дерева, веревки и сверла.Более поздним усовершенствованием носового сверла стало насосное сверло, появившееся во времена Римской империи (изображение слева, источник). Он работает аналогично, за исключением того, что он действует посредством движения вниз, а не в сторону. Шандор Надьшаланси объясняет, как это работает, в своей книге «Редкие и гениальные инструменты»:
«Насосные сверла получили свое название от способа использования. Перекачивание поперечины вверх и вниз заставляет струну наматываться и раскручиваться на валу, таким образом вращая заостренную коронку, которая прикреплена к концу вала вперед и назад.Толстая закругленная часть прямо над битой служит маленьким маховиком, чтобы поддерживать вращательное движение ».
И снова буровая установка с насосом обеспечивает превосходную скорость вращения и большее давление вниз. Все эти древние сверла использовались вместе с острым наконечником сверла или с помощью абразивов (особенно при сверлении камня). Насосные и носовые сверла (которые не могли работать без веревок и узлов) – одни из самых успешных инструментов, которые когда-либо производились. В конце 19-го века в западном мире плотники все еще использовали луковые сверла для сверления небольших или тонких отверстий, в то время как небольшие насосные сверла все еще продаются как инструмент для ювелиров.
Сверла для лука и ремешка, обслуживаемые несколькими людьми
Китайцы особенно увлекались вышеперечисленными буровыми инструментами. До начала двадцатого века они полагались на сверла с луком, насосом и ремешком, и так и не разработали ни один из буровых инструментов, о которых будет сказано ниже. Рудольф Хоммель сфотографировал некоторые из китайских буровых установок в своей книге «Китай в действии». Китайские судостроители использовали увеличенную версию дрели с ремешком, которой управляли два-три человека.В нем просверливали предварительные отверстия под железные шипы, которые использовали при постройке кораблей. Генри Чепмен Мерсер описывает инструмент в своей книге 1929 года «Древние плотники»:
“Для работы с аппаратом ремешок обвивается вокруг шпинделя, после чего один человек удерживает поворотную ручку, вдавливая сверло в древесину, а двое других людей сжимают ремешок за одну из его конечных ручек. или один мужчина, держащий ручку ремешка в каждой руке и дергающий ремешок взад и вперед, заставляет дрель вращаться взад и вперед, как с обычным луковым сверлом.”
Сверло ремешок. Картина из спектакля “Китай за работой” Рудольфа Хоммеля.
Согласно некоторым историкам, египтяне также использовали большие луковые сверла, которыми управляли несколько человек, чтобы проделать большие отверстия (и выдолбить пустоты) в своих пирамидах. Полые бронзовые трубы диаметром около 11 сантиметров в сочетании с абразивами можно было бы использовать в качестве сверла («трубные сверла» или «корончатые сверла»), после чего оставшийся керн затем осторожно удаляют. Еще большие отверстия можно было сделать, выполнив несколько операций сверления рядом друг с другом по кругу.Корончатое сверло позволяет выполнять отверстия большего диаметра без ущерба для скорости сверления, поскольку требуется измельчение гораздо меньшего количества материала в порошок.
Денис Стокс провел эксперименты в реальной жизни, чтобы увидеть, может ли этот метод работать, и преуспел. Результаты показывают, что два бурильщика должны были толкать и тянуть большой лук, в то время как третий человек уравновешивал каменный колпачок сверла на вершине ствола, чтобы оказать давление вниз. Шток достиг скорости сверления в гранитном камне 2 сантиметра в час и считает, что древние египтяне могли достичь скорости 12 см в час.
Однако вопрос о том, применяли ли древние египтяне эту технику, остается открытым. Археологические останки этих инструментов никогда не были обнаружены, и в отличие от небольших буровых работ (обычные луковые сверла, сверла по камню для выдолбления гранитных ваз) эти крупномасштабные операции лишь смутно упоминались на настенных росписях.
Шнеки, канавки и развертки
Еще одним очень важным изобретением римских времен был Т-образный шнек (и гораздо меньший буравчик).В основном это длинное сверло с парой деревянных ручек для его вращения. Инструмент выглядит как крупногабаритный штопор (рисунок слева, источник). Шнеки использовались для сверления больших и / или глубоких отверстий в дереве, для чего луковое или насосное сверло было не очень полезно. Их применяли кораблестроители, мостостроители, слесарей-монтажники, мастера по ремонту колес и т. Д.
В средние века шнеки иногда оснащались нагрудником сверху для большего давления при бурении – пользователь мог опираться на подушку всем весом своего тела.Однако управлять ими было утомительным занятием. Римский писатель Витрувий отмечал, что сложность сверления возрастает в геометрической прогрессии с увеличением диаметра отверстия. Помимо сверления отверстий, шнек использовался также для «развертывания» – расширения уже существующего отверстия.
Бурение шнека основано на принципе рычага: чем длиннее рукоятка, тем больше потенциал приложенной силы.
Некоторые шнеки и развертки были огромными, и ими приходилось обслуживать несколько человек.Одним из примеров является расширитель колесных мастеров, который использовался для установки сердечника в ступицу колеса для установки металлического подшипника.
Это снова была нелегкая задача, потому что, если бы отверстие было не идеально прямым, колесо бы ковыляло по оси. Шнеки и развертки были незаменимыми инструментами до конца 19 века. Эрик Слоан описывает (и иллюстрирует справа) использование этого инструмента в своей книге 1964 года «Музей ранних американских инструментов»:
«Как ни странно, специалисты не решили, как именно использовались эти развертки.Но я установил колесо телеги на верстак колесного мастера, а затем вставил развертку с крюком через ступицу, которую я утяжелил до 75 фунтов. Когда двое мужчин повернули очень длинную съемную ручку, это сработало. С обычной разверткой человек прикладывает примерно половину своего веса вниз; это можно улучшить с помощью веса 75 фунтов плюс 25 фунтов веса самого инструмента ».
Шнеки для труб и насосов
Еще одним ярким примером был трубный шнек (и трубный расширитель). Эти инструменты использовались для проточки водопроводных труб из стволов деревьев.Этот вид деревянных водопроводных труб был довольно распространен в малых и малых городах с 15 по 17 века, отмечает Морис Домас в «Histoire générale des техниках, том 2» (иллюстрация ниже, Морис Дюма).
Стивен Шеперд, автор блога Full Chisel, объясняет, как работает трубный шнек:
“Этот тип сверла будет следовать по центру дерева (они выбрали хорошие прямые стволы соответствующего диаметра), поэтому отверстие будет по центру.Что необычно в этой конструкции, так это очень длинный хвостовик и сменные насадки и развертки. Некоторые ручки трубных шнеков были сегментированы, и при необходимости их можно было увеличить. Черенки были немного длиннее бревен, из которых делались водопроводные трубы. Двадцать футов [6 метров] – не редкость ».
“Имеется постоянная установка для выполнения работ. Выпиливайте кряки или стойки, чтобы удерживать бревно, и более мелкие, чтобы удерживать хвостовик долота в нужном месте. После просверливания пилотного отверстия долото заменяют. развернуть, чтобы увеличить отверстие.Чтобы облегчить развертывание, через отверстие пропускают веревку и прикрепляют к крюку на конце расширителя. Теперь работа становится легкой для парня, который поворачивает ручку, так как ему больше не нужно толкать шнек, парень на другом конце тянет веревку (также одну с грузами), протягивая расширитель через пилотное отверстие, увеличивая отверстие, так как ручка скрученная ».
Иллюстрация Стивена Шепарда, Full Chisel Blog.
Это заняло некоторое время. В своей «Энциклопедии» 1751 года Дидро пишет, что один человек мог просверлить отверстие диаметром 5 см через 11 отверстий.6 метров трубы в день из ольхи или вяза, и только 1,95 метра в день из дуба. Подобный метод использовался для растачивания стволов мушкетов и пушек, а также для изготовления деревянных водяных насосов для забора воды из колодцев или долот.
Свёрла непрерывного действия по сравнению с сабельными сверлами
Появление шнека не повлияло на использование носовых и насосных буров. У каждого были свои преимущества и недостатки, потому что они работают совершенно по-разному. Во-первых, при использовании луковой или насосной дрели давление вниз прикладывается одной рукой, а при использовании шнека – двумя руками.Во-вторых, шнек медленно вращается в одном направлении, в то время как насос и буровая установка работают за счет быстрых возвратно-поступательных оборотов в обоих направлениях. Шнек срезает древесину на стружку по мере ее опускания; Насос или дрель измельчает древесину в опилки. В результате шнек гораздо лучше подходит для сверления больших отверстий, но не пригоден для сверления отверстий в материалах, отличных от дерева. С другой стороны, насосные и дульные сверла будут сверлить только сравнительно небольшие отверстия (за возможным исключением больших египетских инструментов), но могут использоваться для сверления отверстий во всех видах материалов, которые необходимо измельчить, а не измельчить: камень, мрамор или металл, например.
Средневековый прорыв: ручная скоба
В то время как шнеки оставались незаменимыми инструментами для отверстий большого диаметра до конца 1800-х годов, в средние века появилась важная инновация в области бурения, когда дело дошло до отверстий несколько меньшего размера: «ручная скоба» или «долото». Он впервые в истории представил непрерывное сверлильное движение . И носовые сверла, и шнеки работали за счет прерывистого вращения, и во время короткой паузы между поворотами сверло имело тенденцию застревать.
П-образный корпус бандажа решил эту проблему. Пользователь непрерывно поворачивал ручку, оказывая давление вниз рукой или грудью на подушечку (некоторые более поздние скобы, скобы с головкой клетки, имели больший нагрудник). Подтяжки были разных размеров, от 10 сантиметров и менее до инструментов длиной почти полметра.
Самое раннее изображение браслета для кисти датируется 1425 годом, когда оно появляется на картине фламандского художника Роберта Кампена.Самая старая сохранившаяся скоба была обнаружена с английского корабля, затонувшего в 1545 году. С тех пор скобы для рук используются до сих пор, хотя их трудно найти сегодня. С 15 по начало 19 века брекеты улучшились лишь умеренно. Ранние деревянные скобы были сделаны с постоянно прикрепленными битами, в то время как более поздние модели имели грубые механизмы для сменных бит. Форма инструмента практически не изменилась, но произошла эволюция в используемых материалах.
Английские скобы для рук.Источник: Hans Brunner Tools.
Большинство средневековых подтяжек для рук были сделаны почти полностью из дерева (иногда даже из естественно изогнутой ветви дерева) с небольшими добавками железа и, конечно же, железным сверлом. Более поздние модели были сильно усилены металлическими пластинами. Некоторые брекеты были очень грубыми, а другие можно считать произведениями искусства. Подтяжки «Ultimatum» начала 19 века, сделанные Уильямом Марплсом, изготовленные из японской слоновой кости или экзотического дерева (эбеновое дерево, палисандр) и украшенные гравированными и полированными латунными сайдингами, славились своей эстетической привлекательностью.
Современные ручные буровые инструменты
Следующая революция в ручных буровых инструментах произошла только в конце 19 века, с появлением значительно улучшенных ручных скоб и совершенно нового класса буровых инструментов: зубчатых сверл и расточных станков, которые взяли на себя тяжелые обязанности шнеков. . Они были намного мощнее и универсальнее своих предшественников, но, к сожалению, их успех длился недолго. Спустя полвека их почти полностью вытеснили электродрели.В результате многие люди даже не подозревают о существовании этих замечательных инструментов.
Редкая комбинация ручного скобы и дрели 1880 года, источник
В последующем обзоре современных ручных буровых инструментов я сосредоточусь почти исключительно на продукции одного предприятия: компании Millers Falls из Нью-Йорка. Несмотря на то, что было несколько важных конкурентов, в частности, Goodell Pratt и North Brothers, Millers Falls доминировали на рынке США, и их инструменты обычно считаются лучшими.Более того, поскольку США стали предшественниками ранних методов массового производства, эти инструменты стали примером и для большинства европейских производителей.
Дешевая сталь и сменные детали
Улучшение буровых устройств было главным образом следствием появления дешевой стали и изобретения взаимозаменяемых деталей. Рэнди Родер, автор великолепного веб-сайта, посвященного Millers Falls Tools, суммирует изменения в двух абзацах, используя в качестве примера ручную скобу:
«Подтяжки, которые предлагались американскими компаниями в то время, были одними из лучших сверлильных станков с ручным приводом, когда-либо производившихся массово.Подтяжки 1930-х годов были бы мечтой плотника столетием раньше. В начале девятнадцатого века большинство скобок были деревянными и склонны ломаться, если к ним прикладывать слишком большой крутящий момент. Кованые железные скобы, которые иногда изготавливали кузнецы, были лучше в этом отношении, но оба типа страдали механизмами, неадекватными, чтобы удерживать немного надежно, и неспособными регулировать изменения размера или формы стержня ».
1872 Патент на премиум модель трещотки рычажного типа, источник.
“Сто лет спустя скоба с регулируемым патроном Barber [запатентована в 1859 году] , установленная на качественной стальной раме и оснащенная вращающейся рукояткой подметания и головкой с шарикоподшипником, считалась последней. Появились лучшие модели. оснащены храповым механизмом, позволяющим пользователю просверлить отверстие, не совершая полного вращения трапа. Некоторые из лучших скоб были изготовлены с закрытым или «коробчатым» механизмом храпового механизма полностью или частично. Премиум-модели поставлялись с патронами, которые позволяли использовать биты с различными хвостовиками.Подгонка и отделка, конечно же, сыграли роль в определении конечной стоимости инструмента. “
Сверла для рук и груди
Помимо улучшения многовекового ручного бандажа, появился целый ряд новых буровых инструментов – в первую очередь, так называемые зубчатые сверла. Самое раннее изображение зубчатого сверла появилось в 1816 году, а первый патент на зубчатое сверло – в 1838 году. Скорее всего, они возникли во Франции, возможно, еще в конце 1700-х годов.Сверла с редуктором наконец-то предложили слесарем альтернативу луковому сверлу, которому 6000 лет, и насосному буру, которому 2000 лет. WK Fine Tools, веб-сайт, посвященный буровым инструментам конца 19 века, объясняет:
“Зубчатая дрель передает свою мощность от вертикальной главной шестерни с ручным коленчатым валом на горизонтальную шестерню со штифтом, вращающуюся на валу, соединенном с устройством для удержания долота. В зависимости от соотношения размеров главной шестерни и шестерни может быть достигнуто большее количество оборотов от одного поворота рукоятки.”
Сверла с редуктором (также называемые «сверла для взбивания яиц» – узнайте, почему) изначально предназначались для сверления металла, для которого необходимы более высокие скорости вращения. Однако они также использовались для сверления мягкой древесины, и в этом случае механическое преимущество просто приводило к более легкому сверлению. Подобно ручным скобам, сверла с зубчатой передачей работали непрерывным движением, но они давали дополнительное преимущество, заставляя сверло вращаться быстрее, чем скорость вращения кривошипа. Многие модели также предлагали возможность изменения скорости вращения долота.Сверла с редуктором были двух видов: «ручные сверла» и «грудные сверла». Компания Millers Falls начала массовое производство в 1878 году и с тех пор остается лидером рынка. Рэнди Родер объясняет различия между двумя типами:
“Ручные дрели [изображение ниже, источник] , как правило, имеют длину пятнадцать дюймов или меньше, лучше всего подходят для сверления отверстий в дереве и легких металлах и наиболее эффективны при использовании рабочим, чье тело находится над работой. кусок.Они лучше всего работают при работе на высокой скорости и особенно полезны для точного сверления отверстий небольшого диаметра, не повреждая тонкие наконечники сверла ».
«Грудные сверла [изображение ниже, источник] обычно превышают пятнадцать дюймов и увенчаны вогнутой пластиной, которая обеспечивает поверхность, на которую пользователь может опираться при сверлении отверстия. Иногда их называют« грудными сверлами ». брюшные сверла »или« коленные сверла », эти инструменты были незаменимы в строительной индустрии, в кузнечных мастерских, на фабриках и в цехах, где производились железнодорожные вагоны.Прочные сверла подходят для сверления отверстий в чугуне, стали и чрезвычайно прочной древесине. Разработанные с расчетом на то, что рабочий будет вкладывать изрядное количество собственного веса в задачу, сверла для груди особенно эффективны при использовании в положении стоя рядом с обрабатываемой деталью ».
Молочные мельницы, даже несмотря на то, что они приводились в действие человеком, могли быть очень мощным инструментом. Примером может служить молочная фабрика Millers Falls № 13, изображенная выше, которая была представлена в середине 1880-х годов.Он имел отвертку диаметром шесть дюймов (15 см), что обеспечивало передаточное число от 4,5 до 1. Это означает, что сверло вращалось в 4,5 раза быстрее, чем рука пользователя. Более поздние модели имели еще более высокие передаточные числа. № 666, который был представлен в 1937 году, имел механическое преимущество более 7 к 1.
.Нагрудник, заменяющий ручку, делал больше, чем просто позволял пользователю проталкивать грудь в дрель, отмечает Стивен Шеперд:
“Он также освободил руки, чтобы повернуть кривошип и удерживать вспомогательную рукоятку на шарнире и напротив коронного колеса.Длина рычага до поворотной ручки варьируется от ручки, установленной на обод колеса, до стержня, который выходит за пределы колеса, что увеличивает механическое преимущество ».
Более 200 различных моделей
Подтяжки для рук и дрели с зубчатой передачей представлены на удивление большим разнообразием. В 1915 году инвентарь Millers Falls включал 28 ручных сверл, 40 грудных сверл и 135 вариантов ручного бандажа – особенно последнее число примечательно, учитывая простоту инструмента.
Одним из примеров является скоба Whimble (см. Выше), описание которой в каталоге гласит следующее: «Судостроители, строители мостов и другие, чья работа требует необычайно мощного взмаха, сочтут эту скобу прочным и прочным инструментом, способным противостоять грубым воздействиям. использование, к которому он обязательно положен ». Или возьмите «Угловую скобу» (ниже), которая была «единственным практичным инструментом для растачивания углов и вблизи стен и незаменим для плотников, посыльных и сантехников».
Стационарное использование
Как ортезы, так и дрели для рук и груди могут быть установлены в специальные рамы. Результатом стал ручной сверлильный станок, стендовое сверло, опорное сверло или балочное сверло, которые еще больше повысили производительность инструментов. Примером может служить навесное сверло для груди, изображенное слева, которое было представлено в 1883 году (так называемый «Универсальный ручной сверлильный станок»). Журнал «Плотницкие работы и строительство» посвятил этому статью:
.
“Предусмотрена стальная рама, в которой №10 грудное сверло может быть использовано весьма успешно. Сверло удерживается рамой, а работа надежно удерживается на месте зажимом, показанным на гравюре. Рычаг подачи, обеспечиваемый этим устройством, может приводиться в действие вручную, или может использоваться груз, который может быть предпочтительным. Преимущество такой насадки для использования с грудным сверлом очевидно. Большую часть работы, выполняемой инструментом такого типа, лучше выполнять с помощью сверла, установленного в раме. При обычном использовании грудного сверла очень часто требуется сильное давление, что утомляет рабочего.В показанной компоновке соотношение рычагов пять к одному, что упрощает кормление. Когда требуется работа, которую невозможно выполнить в раме, инструмент можно вынуть за очень небольшой промежуток времени и использовать обычным способом ».
Было доступно много различных рамок, и тот же принцип можно было применить и к ручному бандажу (см. Иллюстрацию патента ниже). Угловые и храповые сверлильные станки можно было прикрепить к сломанным станкам и поворачивать так, чтобы сверлить под разными углами (вверху справа).Помимо перечисленных выше преимуществ, такая компоновка также давала оператору возможность держать одну руку свободной. Вариантом такого стационарного ручного инструмента был «сверлильный станок по дереву» (изображение справа, источник).
Эта двуручная дрель была самой мощной моделью, созданной компанией Millers Falls, и была представлена в 1860-х годах. Регулируемая модель просверливается под любым углом, а деревянное основание, удерживающее надстройку, является сиденьем, на котором может сидеть оператор.
Стивен Шеперд использовал машину и был впечатлен:
“Две ручные рукоятки и зубчатый механизм делают это сверло агрессивным даже с большими поворотными сверлами.Легко пробивает большие дыры в древесине. На нужной глубине зубчатая рейка перемещается, чтобы зацепить зубчатую передачу, и постоянный поворот рукоятки рукоятки с легкостью вытягивает коронку из отверстия ».
Совершенно другой ручной буровой станок (не производимый Miller Falls) был специально разработан для пробивки твердых пород. «Ручная дрель Ingersoll» (изображение слева) изображена и описана в энциклопедии «Современный механизм» 1892 года:
“Пружина сжимается за счет подъема траверсы, и ее отдача при отпускании дает удар, который наносится мертвым по камню без сотрясения людей.Пружина, обычно поставляемая для сверла, которое должно работать 2 человека, сжимается до 200 фунтов и создает с помощью импульса рабочего стержня и сверла удар силой около 300 фунтов ».
Постоянное наличие
Постоянная доступность некоторых ручных буровых инструментов не менее примечательна, чем их разнообразие. Например, ручная дрель Millers Falls № 2, одна из самых популярных свёрл компании для взбивания яиц, была представлена еще в 1878 году и до сих пор может быть найдена (практически без изменений) в их каталоге 1981 года – спустя более 100 лет после ее появления (см. фото образца 1903 года справа, источник).
Ручная дрель № 2 даже пережила появление так называемой ручной дрели Buck Rogers (рисунок ниже), ее более радикально сконструированного современного родственника с закрытыми шестернями, которая появилась в конце 1940-х годов и была снята с производства к 1960 году. № 2 является наиболее ярким примером доступности, но большинство других традиционных моделей также оставались доступными в течение многих десятилетий.
Тем не менее, расцвет современных ручных буровых инструментов быстро закончился, даже до начала 1920-х годов.В то время как в каталоге Millers Falls на 1915 год было 135 различных моделей скоб для рук, количество подтяжек в каталоге сократилось до 35 к 1938 году и до 13 в 1949 году. Рэнди Родер объясняет, что произошло:
«Растущее предпочтение электрических расточных инструментов сказалось на рабочем месте, и очевидно, что рынок больше не мог поддерживать огромную линейку скоб, многие из которых лишь незначительно отличались от других». Как ни странно, компания продолжала продавать грудные сверла до 1980-х годов.Хотя сверла уже были анахронизмом, конкурентов было так мало, что рынок практически полностью принадлежал сам себе ».
Каталог Millers Falls 1981 года (см. Иллюстрацию справа, к тому времени компания была куплена Ingersoll-Rand) включает только 3 скобы, одну ручную дрель и одну грудную дрель. Сегодня все еще можно купить новые скобы для рук и ручные дрели, но они встречаются редко. Сверла для груди исчезли совсем – их больше не продает ни одна компания (обновление: они все еще в продаже, см. Комментарии).
Пиннакл бурового оборудования
Интересно то, что буровые инструменты, появившиеся в конце 19 века, были не только значительным улучшением по сравнению с более ранними инструментами; у них также есть много преимуществ перед их современными преемниками – дрелями. Конечно, как и большинство современных продуктов, дрели предлагают преимущество удобства: простое нажатие кнопки сделает свою работу. Но эта роскошь обходится дорого.
Очевидно, что современные электродрели зависят от ископаемого топлива для выработки электроэнергии для использования.Любое отключение электричества сделает дрель совершенно бесполезной. Тогда простая операция по просверливанию отверстия была бы невозможна, что весьма примечательно, поскольку менее 100 лет назад не требовалось электричества для выполнения работы почти так же быстро, как сегодня.
Электробрели также зависят от ископаемого топлива для производства материалов (в основном пластмасс) и электронных компонентов, а также для добычи ресурсов для их производства (включая редкоземельные металлы).Естественно, для изготовления дрелей с ручным приводом также требуется энергия. Они почти полностью сделаны из чугуна и стали с никелированием. Но здесь есть важное отличие; даже если мы предположим, что воплощенная энергия ручной дрели аналогична энергии дрели, у нее будет гораздо более длительный срок службы.
Обслуживание и долговечность
Ручные инструменты, которые были проданы в 1870-х годах и спасены со свалки антикварами или ностальгирующими мастерами, могут без проблем выполнять свои задачи сегодня, даже если они не использовались в течение десятилетий – небольшая уборка (с использованием бензина) была всем, что требовалось. .Эти инструменты были созданы на долгий срок. Более того, постоянная доступность одних и тех же моделей в течение многих десятилетий гарантировала доступность запасных частей. Ручная дрель практически не требует обслуживания, чтобы поддерживать ее в хорошем состоянии. Время от времени достаточно смазывать инструмент. После многих лет интенсивного использования им могут потребоваться новые деревянные ручки, но это все. Электродрель требует гораздо большего внимания, потому что она состоит из гораздо большего количества частей, в том числе и более хрупких.
Электроинструмент необходимо периодически открывать для очистки и смазки, чтобы он работал бесперебойно.Щетки следует проверять и время от времени заменять. Следует проверить проводку и схемы. В случае с дрелью со шнуром шнур может повредиться. Машину следует хранить вдали от пыли, дождя и высоких температур. И так далее.
Вероятность поломки намного выше, чем в случае ручного инструмента. Поскольку в большинстве случаев дешевле и проще заменить высокотехнологичный продукт, чем отремонтировать его, это означает, что электродрели не прослужат 100 и более лет.Их придется изготавливать снова и снова.
Даже если он поддерживается в хорошем состоянии и используется в течение долгого времени, аккумуляторная дрель будет регулярно нуждаться в новых батареях, что снова увеличивает потребление энергии и материалов, а также зависимость от инфраструктуры доставки, которая может не всегда присутствовать. [Справа: все части ручной дрели Millers Falls 1903 года, источник].
Бесшумный, безопасный, гибкий, снисходительный
Даже если не принимать во внимание вопросы энергии и окружающей среды, ручные дрели обладают некоторыми реальными практическими преимуществами.Они довольно тихие, а дрели могут производить до 130 децибел шума. Их независимость от электричества и батарей также гарантирует, что вы можете использовать их где угодно и сколько угодно, без каких-либо помех из-за слишком коротких шнуров и батарей, которых никогда не хватит. Сверла с ручным приводом также намного безопаснее, чем электродрели, а из-за их более низкой скорости сверления и более прямого контроля исправления при сверлении отверстия намного легче вносить (особенно удобно для таких неуклюжих людей, как я).Конечно, более низкая скорость вращения также может рассматриваться как (единственный) недостаток ручной дрели. Они могут выполнять всю работу, для которой мы сейчас используем электроинструменты, но для больших и / или глубоких отверстий в твердых материалах это потребует больше времени и некоторых упражнений – и этого достаточно, чтобы мы посмеялись над ними. Точно такая же проблема была обнаружена с кранами с приводом от человека.
Низкотехнологичный или высокотехнологичный?
Мы всегда сравниваем более простые решения, такие как ручные дрели, с современным, неустойчивым оборудованием, а не с инструментами, которые были до них.Ручные буровые инструменты действительно низкотехнологичны, если сравнивать их с дрелями. Тем не менее, они определенно высокотехнологичны, если сравнить их с луковыми сверлами, сверлами и грубыми деревянными ручными скобами. Ручные дрели, которыми мы сейчас пренебрегаем, являются продуктом промышленной революции, и их не следует воспринимать как должное. Эффективные ручные дрели требуют хорошей стали, заводов массового производства и масла, чтобы их шестерни оставались в форме.
Мельница буровая водяная. Источник: Deutsche Fotothek.
И последнее. Важно отметить, что в этой статье обсуждается только история ручных бурильных инструментов и станков с ручным приводом . Начиная с позднего средневековья, крупномасштабное бурение и бурение также выполнялось с помощью энергии животных, воды и ветра, не требуя вообще никаких человеческих усилий. См., Например, приведенную выше буровую мельницу с водным приводом, которая использовалась для бурения водяных труб в качестве альтернативы трубному шнеку, описанному ранее.
Крупномасштабные буровые работы стали более важными в конце 19 века, что привело к появлению целого ряда машин, оснащенных паровыми и электродвигателями.Не предпринималось никаких попыток усовершенствовать существующие гидравлические и ветряные бурильные машины сменными деталями и более качественными материалами.
Крис Де Декер (под редакцией Шамиз Жубер)
Буровые инструменты XIX века:
- Домашняя страница Миллеса Фолла (Небеса старых инструментов) Рэнди Родера. Общая информация, а также описание и изображение каждого бурового инструмента Millers Falls, когда-либо проданного, включая толкающие сверла с ручным управлением, которые я здесь проигнорировал.
- WK Fine Tools. Подробная информация о сверлах Millers Falls и других буровых инструментах. Здесь можно найти полную анатомию ручной дрели N0.2, а также широкий обзор буровых инструментов в Великобритании и США и их производителей (включая патентные чертежи многих инструментов).
- Типовое исследование сверла для взбивания яиц Millers Falls № 2, проведенное Джорджем Лэнгфордом. Больше информации, больше ссылок. В блоге
- Full Chisel есть отличный раздел о буровых инструментах.
- Каталог компании Millers Falls за 1904 год в блоге Toolemera.
- Каталоги Millers Falls 1925 (или 1939), 1949 и 1981 годов в Rose Antique Tools.
- Сверлильные инструменты от Chuck Zitur.
- 1891 Каталог грудных сверл и подтяжек, изготовленных H.S. Варфоломей.
- 1923 Каталог компании Goodell-Pratt.
- 1926 Каталог инструментов Янки.
- Каталог инструментов Metabo 1930-х годов.
- Американская запатентованная база данных скоб.
- Американский механический словарь, Эдвард Х.Рыцарь, 1881
- Современный механизм; демонстрируя последние достижения в области машин, двигателей и передачи энергии, Бенджамин Парк, 1892.
Древние и средневековые инструменты, общая история:
- Музей ранних американских инструментов, Эрик Слоун, 1964 год.
- Редкие и гениальные инструменты: прославление самых удивительных инструментов в мире, Шандор Надьшаланси, 2004.
- Искусство изящных инструментов, Шандор Надьшаланси, 2000 г.
- Древние плотники, Генри Мерсер, 1929 г.
- История деревообрабатывающих инструментов, Уильям Гудман, 1964 год.
- One Good Turn: Естественная история отвертки и винта, Витольд Рыбчинский, 2001 г.
- Китай за работой, Рудольф Хоммель, 1937 год
- Исследование примитивных методов бурения, JD Mc Guire, Бюллетень Национального музея США, 1894 г.
- Буровые и расточные инструменты, Британская энциклопедия, издание 1995 г.
- Эксперименты в египетской археологии: технология обработки камня в Древнем Египте, Денис Стокс, 2003 г.
- Genérale des Technics – книга 2: les premières étapes du machinisme, Морис Дюма, 1964 г.
- Производство каменных саркофагов в Древнем Египте, Денис Штокс, 1999 г.
- Фиванская гробница, Нина и Норман де Гарис Дэвис, 1943 год
- Изготовление бусин и бус в Иераконполисе, археология.org
- Римская деревообработка, Роджер Брэдли Ульрих, 2007 г.
- Деревообрабатывающие инструменты, 1600-1900, Питер К. Уэлш, 1966
- Auglets, gimlets и braces, Колониальный фонд Вильямсбурга.
- Индийская насосная мельница, Исторические народные игрушки (веб-сайт)
Статьи по теме:
————————————————- ————————————————– ——————————————-
Low-tech Magazine делает прыжок с Интернета на бумагу.Первый результат – это 710-страничная мягкая обложка с идеальным переплетом, которая печатается по запросу и содержит 37 последних статей с веб-сайта (с 2012 по 2018 год). Второй том, в котором собраны статьи, опубликованные в период с 2007 по 2011 год, выйдет в конце этого года.
Low-tech Magazine: Печатный веб-сайт .
————————————————- ————————————————– ——————————————-
Инструменты для заточки сверл своими руками.Простой инструмент для заточки сверл своими руками
В процессе обработки твердых деталей сверла подвержены быстрому износу. Тупой рабочий элемент значительно нагревается и теряет прочностные характеристики. Это связано с «выбросом» металлического сплава. Инструмент нужно время от времени затачивать. Однако это касается не только бурового оборудования.
Сверла – довольно дешевые вещи. По крайней мере, вариации, используемые дома.Так или иначе, покупать новую насадку сразу после ее затупления как минимум неразумно.
Существуют и заводские инструменты для заточки, но это нарушает представления о целесообразности использования домашних инструментов.
Сверла, предназначенные для обработки дерева, почти никогда не бывают тупыми. Изделие можно “приводить в движение” только в смолистой конструкции и на высоких оборотах. Наконечники победить, необходимые для обработки камня и бетона, обычно не затачиваются. Остается только заточка металлических приспособлений.Некоторые опытные слесари делают эту работу своими руками, не прибегая к использованию дополнительных средств.
Но в этом случае точность и качество работы могут вызывать сомнения. И не у каждого домашнего умельца глаз хороший.
Как самому сделать точилку для сверл
Сначала вам нужно сделать шаблон , который позволит вам контролировать точность обработки.
Обычные сверла, предназначенные для работы с черными металлами, характеризуются углом режущей кромки от 115 до 120 градусов.Если вы постоянно работаете с различными материалами, вам следует ознакомиться со следующей информацией:
- текстолит и пластик – от 90 до 100 градусов;
- любое дерево – 135;
- гранит и керамика – 135; Чугун
- , карбидная бронза и сталь – от 115 до 120;
- мягких сплавов на основе бронзы и латуни – от 125 до 135;
- алюминиевые сплавы – 135.
На основе этих данных можно сделать несколько полезных шаблонов, которые помогут сделать максимально качественную и максимально точную заточку сверла.
Самый простой вариант заточки – разные втулки, которые фиксируются на надежном и прочном основании.
Рекомендуется сделать зажим из алюминиевых и медных трубок, подобрав их к наиболее распространенным диаметрам сверл … Вы также можете просверлить несколько отверстий в блоке из нетвердого материала. Самое главное – надеть на точилку удобное цевье, которое служит опорой и позволяет перемещать заточное устройство под нужным углом.
Этот метод активно использовали наши деды.А в качестве материала уголка (точильный станок) использовали прочный дубовый брус.
На самом деле достаточно поставить сбоку от наждака верстак или стол – и приспособление для заточки сверл своими руками готово. При этом уровень точности и качества заточки будет чрезвычайно высоким.
Существует множество чертежей для изготовления конструкции заточного приспособления. Можно прибегнуть к уже готовым вариантам или изготовить их самостоятельно.Самое главное понять принцип обработки.
При обработке не позволяйте сверлу вращаться вокруг собственной оси. В том случае, если инструмент повернут даже на миллиметр, он испортится и вам придется заточить определенную длину для дополнительной обработки.
Ошибки
К наиболее частым ошибкам самозатачивающихся сверл относятся:
Для, Чтобы самому сделать приспособление для заточки сверл, следует придерживаться следующих правил:
Все средства для создания такого устройства можно найти даже дома или в гараже.Их следует обработать болгаркой, сваркой и точилкой.
При работе с твердыми заготовками рабочая поверхность сверла быстро изнашивается. Тупое сверло станет очень горячим и потеряет прочность. Это связано с «отпусканием» металла. Инструмент необходимо периодически затачивать. Однако это касается не только дрелей.
Сверла недорогое приспособление. Во всяком случае, модели, используемые в быту … Однако покупать новую насадку каждый раз, когда она тупится, расточительно.
Существуют заточные приспособления заводского изготовления, но это нарушает концепцию экономного использования бытовых инструментов.
Сверла по дереву практически не тупятся, за исключением того, что инструмент можно «вбивать» на высоких скоростях в смолистую заготовку. Победитовые наконечники по бетону и камню не затачиваются. Остается заточка сверла по металлу. Многие опытные слесари проводят эту процедуру своими руками, без каких-либо приспособлений.
Однако точность работы оставляет желать лучшего, да и не каждый домашний умелец так профессионально развил глаз.В любом случае нужна минимальная механизация.
ВАЖНО! Заточить наконечники напильником, надфилем и даже наждачной бумагой – бессмысленно. Для этого потребуется электрический наждак (точилка).
Как сделать самодельную точилку для сверл?
Прежде всего, необходимо обзавестись средствами контроля. Как бы вы ни точили сверло, вам понадобится шаблон для проверки точности работы.
Обычные сверла для обработки черных металлов имеют угол кромки 115-120 градусов.Если вам приходится работать с разными материалами – ознакомьтесь с таблицей углов:
Обрабатываемый материал Угол заточки Сталь, чугун, карбидная бронза 115-120 Латунные сплавы, мягкая бронза 125-135 Красная медь 125 На основе алюминия и мягких сплавов на нем 135 Керамика, гранит 135 Дерево любых пород 135 Магний и сплавы на его основе 85 Силумин 90-100 Пластик, текстолит 90-100
Зная эти значения, вы можете подготовить несколько шаблонов и в соответствии с ними заточить себя.В этом случае одно и то же сверло можно использовать для разных заготовок, необходимо лишь изменить угол вершины рабочей зоны.
Самый простой, но очень эффективный инструмент для заточки – втулки разного диаметра, закрепленные на каком-то основании.
Схема устройства на иллюстрации:
ВАЖНО! Инструмент в гильзе не должен болтаться, погрешность всего в один градус снизит качество сверления.
Лучше всего делать целый зажим из медных или алюминиевых трубок под сверла стандартных размеров.Или просверлите в бруске из мягкого материала достаточно отверстий. Главное – установить на точилку удобный инструмент, который позволит перемещать заточное приспособление под прямым углом, а также послужит надежным упором.
Этим методом пользовались наши деды. Только в качестве материала для изготовления точильного станка использовался уголок, дубовый брус.
В принципе достаточно было поставить перед боковой поверхностью наждака стол или верстак, и заточный станок был готов.При этом качество и точность обработки были на высоком уровне.
Имеются разные чертежи приспособлений для заточки.
Можно использовать уже готовый, либо разработать самостоятельно. Главное понимать принцип работы дрелью.
ВАЖНО! При работе с точилкой не допускайте вращения сверла вокруг своей оси.
Если инструмент повернется хотя бы на миллиметр, он выйдет из строя, и вам придется отшлифовать некоторое расстояние до повторной обработки.
После завершения заточки дайте сверлу остыть и измерьте с помощью шаблона. Оба края должны быть симметричными с точностью до десятых долей миллиметра. Это особенно важно для сверл небольшого диаметра.
На схеме показаны типичные ошибки самозаточки:
Конструкция шлифовального станка для спиральных сверл по металлу из подручных материалов
За основу взят бытовой шлифовальный станок с гордой надписью «Сделано в Германии», обладающий всеми характеристиками изделия из Поднебесная.Тем не менее работает исправно, биений оси нет, обороты держит под нагрузкой.
Техническое задание было установлено следующим образом:
- наручник должен находиться строго на одной горизонтали (или выше ее) с осью вращения наждака;
- конструкция прочная и надежная, обеспечивающая безопасность работы;
- должна быть возможность как ручной заточки, так и полуавтоматической – с помощью приспособления;
- Форма наконечника позволяет свободно опускать хвостовик сверла на необходимый угол.
Для изготовления светильника не требуются какие-либо дефицитные детали. Все материалы практически лежали под ногами в сарае. Заготовки обрабатывались болгаркой, той же модернизированной точилкой, сваркой.
Так как упор должен был быть качающимся (для полуавтоматического режима), было выполнено шлейфовое соединение. Отверстия для трубки, кронштейна и болта точно совпадают, чтобы избежать люфта. Полученное устройство имеет две степени свободы.
Платформу можно вращать по вертикальной оси, изменяя угол заточки сверла. Эта ось блокируется. Также распорка может качаться, опираясь на горизонтальную ось, обеспечивая правильное сочленение во время заточки. Эта степень свободы не фиксирована.
Для плиты основания выбран металл толщиной 4 мм, остальные элементы конструкции – 3 мм. Сил более чем достаточно. Руль жестко связан с наждаком.Конечно, прикреплять его к защитному кожуху недопустимо, поэтому крепим кронштейн с помощью дополнительной металлической «щеки».
Собственно направляющая пластина для сверл прикручивается к мастеру (точнее, к опорной пластине). Вставка имеет толщину 5 мм, в ней прорезана треугольная канавка для фиксации сверла во время обработки.
Угол поворота конструкции 90 градусов. Это обеспечит заточку любым способом, от метода Леонтьева – до прессовки под одним углом с производством остроугольных кромок за счет кривизны наждака.
Обрабатываемое сверло не только надежно удерживается в канавке – оно может свободно подаваться к абразивному материалу по канавке без малейшего отклонения угла заточки.
За счет некоторого превышения плоскости опорной пластины над осью вращения диска оптимальная форма затылка рабочей кромки заточена.
Перед началом работы прижимаем сверло к пластине и выставляем режущую кромку параллельно пластине.На этом настройка завершена, и вы можете подавать инструмент на наждак. Заточка сверла требует определенных навыков, все делайте медленно, внимательно следите за углом заточки.
Точность работы высочайшая, шаблон практически не требуется. На установку приспособления и регулировку угла уходит некоторое время, но зато можно быстро заточить пару десятков сверл, не затрачивая никаких усилий.
Если необходимо заточить сверло с твердосплавным наконечником, качающуюся пластину можно зафиксировать под фиксированным углом.Все, что вам нужно сделать, это подложить пару шайб под гайку оси.
Несколько слов о наждачном круге
Обычно для универсальных задач в бытовой точилке используют белый корундовый круг. Он отлично точит ножи, топоры и лопаты. Его можно использовать для быстрой обработки металлических заготовок.
При заточке твердосплавных сверл (а для быстрорежущего металла также требуется более твердый диск) используется зеленый абразивный круг из карбида кремния. Эти кружки обозначены 64C.
Гранулярность для домашних работ обычно выбирается 25H.
При заточке сверл требуется меньшая фракция, лучше работать в диапазоне 8H – 16H. Следует помнить, что наждак из карбида кремния во время работы сильно нагревается. Поэтому нельзя долго держать сверло в контакте с абразивом. Дать металлу остыть через 2–3 подхода. Лучше всего охладить его водой с пищевой содой.
ВАЖНО! Направление вращения абразива определяет качество кромки. Диск рабочей поверхности должен входить в прорезь, то есть двигаться сверху вниз.
Периферийная поверхность наждака, как основная обрабатываемая поверхность, должна быть идеально ровной. Редактировать можно насадкой Эльбор. Для дисков небольшого диаметра вполне можно обойтись плоскогубцами, в которых держится резак CBN.
Вам понадобится инструмент для заточки сверл своими руками домашний мастер при периодическом сверлении с сохранением определенной точности по диаметру, жесткой защелкиванием размеров по осям отверстий.
Заточной станок – купить или сделать?
Сделай сам.Покупка оборудования сэкономит время. Но по совмещению и установке возникает много вопросов. дополнительные устройства … Экономные китайские мастера на бытовую технику устанавливают неремонтопригодные корпуса, заборы из хлипких банок.
Приступим к заточке сверлильного станка своими руками с подбора двигателя. Попробуйте достать электродвигатель мощностью 0,5–08 кВт. Значение мощности приблизительное. Сверла до Ø 20 не создают больших нагрузок при заточке. Мы даже можем применить тихоходный мотор 60-х годов: долговечность гарантирована – тогда они делали это веками.
Смущает вес? Но верстак и кронштейн, если их закрепить на стене, будут в меньшей степени ощущать вибрацию. Не гонитесь за оборотами. Заточка твердосплавных сверл требуется редко, а обычные из сплава П6М5 и ему подобных точно не пригорят на камне с оборотом менее 900 оборотов.
Требования к устройству для заточки сверл:
- Точная центровка вала двигателя без радиального биения.
- Возможность установки дополнительной защитной крышки.
- Предусмотрена установка несъемного массивного основания для крепления двигателя, дополнительных принадлежностей.
- Установка рукоятки с регулировкой по высоте, изменением угла установки в горизонтальной плоскости, регулировкой зазора камнем.
- Обязательно установите навесную защитную сетку из небьющегося прозрачного материала.
Собираем станок для заточки сверл своими руками
Относитесь критично к высказываниям: «Собран наждак из отходов, которые лежали в гараже под ногами.«Универсальная втулка с посадкой для шлифовального круга Ø 32, мы закажем профессионального токаря. Деталь будет изготовлена из легированной стали.
Прецизионная скользящая посадка устранит любое новое биение абразива. Шпонку не ставим. Пил Винт M4 с головкой под шпонку войдет в шпоночную канавку через резьбовое отверстие во втулке. Надежность фиксации проверена.
Резьба для фиксации камня левая, самозатягивающаяся. Имеются опорный фланец со стороны двигателя и шайба высокого давления. диаметром 50–60 мм.В целях безопасности с обеих сторон абразива кладут защитные накладки из паронита, пластика, березовой фанеры.
Вращение круга разрешено только сверху вниз относительно наручника.
Боковые поверхности наждачным кругом не предназначены для обработки, истончение грозит разрывом круга.
Погрузчик, помимо опорной функции, будет удерживать точилку сверла, горизонтальный бегунок – для исключения биения, выравнивание цилиндрической поверхности с помощью роликовой фрезы, угловые направляющие – для заточки ручного инструмента под нужной степенью.
Кожух с обилием режущего инструмента и многофункциональным использованием наждака, желательно установить с откидной боковой крышкой: установка стакана потребует большей ширины, смена шлифовальных кругов другого размера зерна и твердости не займет много времени.
Без точилки для сверл не обойтись
Обработка сталей, вязких материалов на большую глубину приводит к затуплению режущей кромки сверла. Снижается скорость резания, перегревается рабочая часть, нарушается удаление стружки.Поломка инструмента чаще возникает на выходе из детали.
Точилка полагается на опыт и твердость рук. Наша задача – научиться копировать заводскую заточку сверла на простом оборудовании. Удаление затылка – простая наука. Мы начнем восстанавливать способность резания, продублировав плоскость режущей кромки.
Самодельная точилка для сверл должна быть простой и удобной в использовании. Необходимые условия для заточки оборудования:
- Сохранение ориентации сверла с коррекцией свободного положения.
- Произвольное изменение угла пространственного положения инструмента.
- Простота монтажа и демонтажа конструкции.
- Безопасность использования.
Устройство для заточки своими руками
Устройство можно повернуть на 90 0 только на себя. Относительно оси входящего абразивного цилиндра отрицательный угол направляющей пластины не допускается. Платформа помощника действует как остановка для охраны.
Направляющая пластина выбирается из листовой стали толщиной 5–8 мм.По верхней плоскости вырезаем угловую проточку. На станке выполняется выемка, в которую будет опираться дрель.
Любительские занятия с подручным инструментом допустимы при замене материала на толстый текстолит. Потом будет делать ручной фрезер … Требуется образец без отклонения глубины и направления, иначе мы не добьемся точности операции по восстановлению режущей кромки сверла.
Удобство в том, что при продольном перемещении сверла по пазу площадь опоры увеличивается за счет контакта ладоней с направляющей пластиной.Проворачивая сверло в контакте с точилкой, произвольному изменению угла заточки не грозит.
На опорной плите находится втулка. Обычно это кусок трубы. После сварки внутренний диаметр калибруется разверткой. Подбираем кронштейн и болт по размеру трубки. Закажем отшлифовать 2 гайки с цилиндрической поверхностью со свободным заходом в трубку.
Осмотр и самоконтроль
Крепим скобу в последнюю очередь.Его положение предопределит функциональность заточного приспособления для спиральных сверл. Пришло время сделать пробную заточку. Касаясь абразива над центром оси шлифовального круга, поправляем режущую часть, подъем за счет шарнира – обрабатываем затылок.
Типичные ошибки при заточке:
- Биение сверла из-за разницы в длине режущей кромки.
- Асимметричные режущие кромки.
В первом случае из-за смещения оси сверла попасть в точку пробивки становится сложнее.Диаметр отверстия будет больше диаметра сверла. Тонкое сверло сломается. Угловатость режущих кромок приводит к преждевременному износу используемой кромки при торможении.
Как правильно затачивать. Заказываем патрон токарного станка с внутренним конусом. Закрепляем на стальном листе … Стержень вдавливаем в конус, риски оставляем на металле заплечиками боковых граней. Не совпало? Доработка до оптимума.
Видео: Точилка для сверл
Тупые сверла могут сломаться во время работы и поранить вас.С острыми намного лучше и проще работать. В этом руководстве вы найдете чертежи и точилку для сверл.
Шаг 1: Сравните острое и тупое сверло
Левая тупая. Это можно увидеть по светлой засветке на режущей кромке между двумя канавками. На фото справа видна острая режущая кромка.
Шаг 2: инструмент для заточки
Опытные люди умеют точить сверла своими руками. Теоретически хвостовик следует держать в правой руке под углом 59 °, относительно приспособленным для заточки сверл.Когда сверло коснется точилки, сдвиньте хвостовик вниз влево, вращая сверло вокруг своей оси по часовой стрелке. У меня никогда не получалось.
Инструмент для заточки, который вы видите на фотографии, которую я купил почти тридцать лет назад. Такие простые приспособления для заточки сверл до сих пор продаются практически по такой же цене.
Шаг 3: установите градус
Рельс на стойке можно отрегулировать в семи положениях. Мои сверла имеют профиль угла режущей кромки 59 °, вам нужно установить этот угол на направляющей.Затяните барашковую гайку.
Шаг 4: выровняйте кромку
Инструмент для заточки имеет небольшой заостренный наконечник, и край канавки должен прилегать к нему. Наконечник можно опустить или поднять, чтобы поднести его к краю канавки.
Шаг 5: компенсация суммы
Сначала нужно установить смещение (расстояние между желтыми линиями), оно должно быть равно радиусу (расстоянию между зелеными линиями).
Шаг 6: Ширина и угол режущей кромки
Обратите внимание на угол красной линии.Если вы переместили сверло слишком далеко на предыдущем шаге, режущая кромка приблизится к кончику. Подол слишком широкий, а профиль плоский. Из-за этого он будет скользить по поверхности металла, и вам будет сложно просверлить. Можно немного уменьшить смещение, но ненамного, иначе можно случайно испортить кончик заточного инструмента на колесе подставки.
Шаг 7: Идеальный угол режущей кромки
В идеале край должен быть как можно меньше.Это будет нижняя точка между скошенными краями пазов сверла, обозначенная на фото желтой линией, это сверло будет очень хорошо резать металл.
Шаг 8: Зажим
После того, как вы установите шток, затяните крепежный винт.
Шаг 9: установите длину
Установите направляющую заточки по длине сверла. Конец должен находиться в подвижном лотке, а не висеть в воздухе. Ослабьте металлическую окрашенную гайку. Отрегулируйте черную гайку.Затяните окрашенную металлическую гайку.
Шаг 10: отрегулируйте высоту
Хвостовик должен располагаться под прямым углом к шлифовальному кругу. Для заточки я использую радиально-отрезной станок. Наконечник должен быть совмещен с центром оси шлифовального круга.
Шаг 11: закрепите станок на столе
Бита должна только слегка касаться шлифовального круга. Если надавить слишком сильно, заточить будет очень сложно. Он перегреется, и вы удалите слишком много металла.
Основание направляющей для заточки должно располагаться под прямым углом к шлифовальному кругу (зеленая линия). В верхней части поверните направляющую так, чтобы точка смотрела немного левее центра (угол между зеленой и желтой линиями). Сдвиньте станок вперед, пока сверло не коснется поверхности шлифовального круга. Прикрепите машину к столу.
Шаг 12: приготовьтесь затачивать
Поверните наконечник вправо. Включите точильный круг.
Шаг 13: затачиваем
Переместите хвостовик направляющей вправо (красная стрелка), чтобы сверло коснулось точильного камня.Желтые волнистые линии представляют собой искры. Когда сверло находится в таком положении, фактически будет происходить заточка.
Шаг 14: повернуть биту
Продолжайте сдвигать хвостовую часть направляющей вправо, пока сверло не окажется над краем породы. Чтобы заточить с другой стороны, нужно повернуть ее вокруг своей оси на пол-оборота.
Сначала выключите машину. Затем ослабьте крепление и поверните его на пол-оборота. Край канавки должен быть на одном уровне с острием для заточки.Повторите два предыдущих шага.
Выключите машину. Вытащите из крепления. Проверьте ширину поперечной режущей кромки. Если вы недовольны качеством заточки, замените ножку и повторите процесс.
Шаг 15: заточенное сверло
На фото хорошая заточка … Режущие кромки не потертые и не закругленные; они резкие и четкие. Длина и угол поперечной режущей кромки тоже неплохие.
Шаг 16: тонкие сверла
Такой инструмент для заточки подходит для 3 мм и более.Если он будет тоньше, заточить с помощью этого приспособления уже не получится.
Для заточки тонких сделайте специальный брусок из деревянного бруска длиной около 10 см. Обратите внимание, что угол между красными линиями составляет 77 °.
Шаг 17: угол между краями деревянного бруска
Вид блока сбоку. Угол между красными линиями 59 °.
Шаг 18: направляющая линия
На верхней плоскости стержня виден треугольный разрез.Этот разрез проходит по всему верхнему краю блока и служит ложем. Угол между красными линиями тоже 59 °. Края треугольного среза используются для выравнивания режущих кромок. Края можно проверить на глаз.
Шаг 19: прикрепите к штанге
Вставьте сверло в прорезь на блоке. Поместите блок в тиски так, чтобы хвостовик находился над губкой, а губка немного выходила за скошенную сторону блока. Поверните, чтобы совместить одну из режущих кромок с передней кромкой треугольной выемки.Закрепите зажимом. Нанесите немного масла на точильный камень. Проведите по скошенной стороне устройства, чтобы заточить сверло.
Когда заточный блок перестанет удалять металл, поверните сверло на пол-оборота и заточите другой край. При необходимости проверьте самодельную заточку с помощью лупы.
В Интернете можно найти огромное количество схем изготовления приспособлений, с помощью которых можно точить сверла. Однако чаще всего такие схемы очень сложные и разобраться в них простой неспециалист не может.Вы, конечно, можете попробовать заточить сверла вручную на точильном станке, удерживая инструмент под углом 60 градусов. Однако и в этом случае очень сложно добиться идеальной резкости, чтобы не было смещения центра. Однако есть альтернативный вариант – это самодельное приспособление для заточки сверл для дверных петель … Изготовить такое приспособление может каждый.
Особенности и процесс изготовления
Механизм работы самодельного заточного устройства основан на поворотном движении обычной дверной петли (необходима петля с толщиной металла не менее 3 мм).Нижняя часть петли будет фиксироваться на цевье, а верхняя часть будет двигать сверло. Чтобы надежно закрепить петли нижней части на цевье, нужно приварить уголок 25х25 мм, затем просверлить в нем отверстие и нарезать резьбу под болт М6.