Установка приспособлении на фрезерных станках
Установка приспособлении на фрезерных станкахКатегория:
Приспособление для механической обработке
Установка приспособлении на фрезерных станках
Посадочным местом для установки приспособления на фрезерном станке является его стол. На корпусе приспособления снизу предусматриваются посадочные поверхности, которыми оно ориентируется на плоскости стола.
В небольших приспособлениях посадочная поверхность имеет вид сплошной плоскости А. В приспособлениях значительных размеров в средней части посадочной плоскости А делают неглубокую
Выемку В или полость Г. Благодаря таким выемкам средняя часть корпуса приспособления не соприкасается с плоскостью стола, и приспособление установится более устойчиво.
Для закрепления приспособления на станке в основании его корпуса предусматриваются проушины Б, в которые заводятся крепежные болты. Головки болтов удерживаются в Т-образных пазах стола. Количество болтов, а следовательно, и проушин, выбирается в зависимости от действующих усилий резания. В большинстве случаев удается обходиться двумя проушинами и лишь при больших усилиях резания приходится предусматривать четыре— по две с каждой стороны. При четырех проушинах шаг t между ними согласуется с шагом Т-образных пазов стола станка.
Количество болтов, а следовательно, и проушин, выбирается в зависимости от действующих усилий резания. В большинстве случаев удается обходиться двумя проушинами и лишь при больших усилиях резания приходится предусматривать четыре— по две с каждой стороны. При четырех проушинах шаг t между ними согласуется с шагом Т-образных пазов стола станка.
Рис. 1. Посадочные поверхности фрезерных приспособлений.
Часто требуется придать приспособлению вполне определенное положение на столе станка по отношению к направлению продольной подачи стола. В этом случае ориентацию приспособлений производят с помощью шпонок по Т-образным пазам, направление которых точно совпадает с направлением продольной подачи стола. Наиболее широко используются нормализованные (МН 4790-63) привинчиваемые шпонки.
Основным размером шпонки является ширина В, которая должна быть равна ширине а Т-обраэного паза стола. Размер В у шпонок выполняется по Сз. В шпонках с канавкой размер Вх (у основания) принимается на 0,5—1 мм больше ширины В; это необходимо для пригонки шпонки по Т-образному пазу стола. На каждое приспособление ставят по две шпонки, шпонка на корпусе приспособления устанавливается снизу в специально для этого предусмотренном пазу Б и закрепляется винтом.
На каждое приспособление ставят по две шпонки, шпонка на корпусе приспособления устанавливается снизу в специально для этого предусмотренном пазу Б и закрепляется винтом.
Рис. 2. Установка приспособлений с помощью шпонок на фрезерных станках:
а — конструкции стандартных шпонок; б — способ крепления шпонок на приспособлении; в — схема установки.
Шпонки располагают на корпусе приспособления таким образом, чтобы обе они входили в один и тот же Т-образный паз стола — обычно средний, как более точный. Проушины для крепежных болтов размещают при двух проушинах на оси шпонок, при четырех— слева и справа от оси шпонок так, чтобы для крепления можно было использовать боковые пазы стола.
Вследствие износа и последующих ремонтов ширина пазов на столах часто выходит за пределы допусков, что приводит к увеличению зазоров между шпонкой приспособления и пазом стола. В этих случаях для предотвращения возможного поворота приспособления на столе его при установке прижимают шпонками к одной стороне паза стола и тем самым уменьшают погрешность расположения.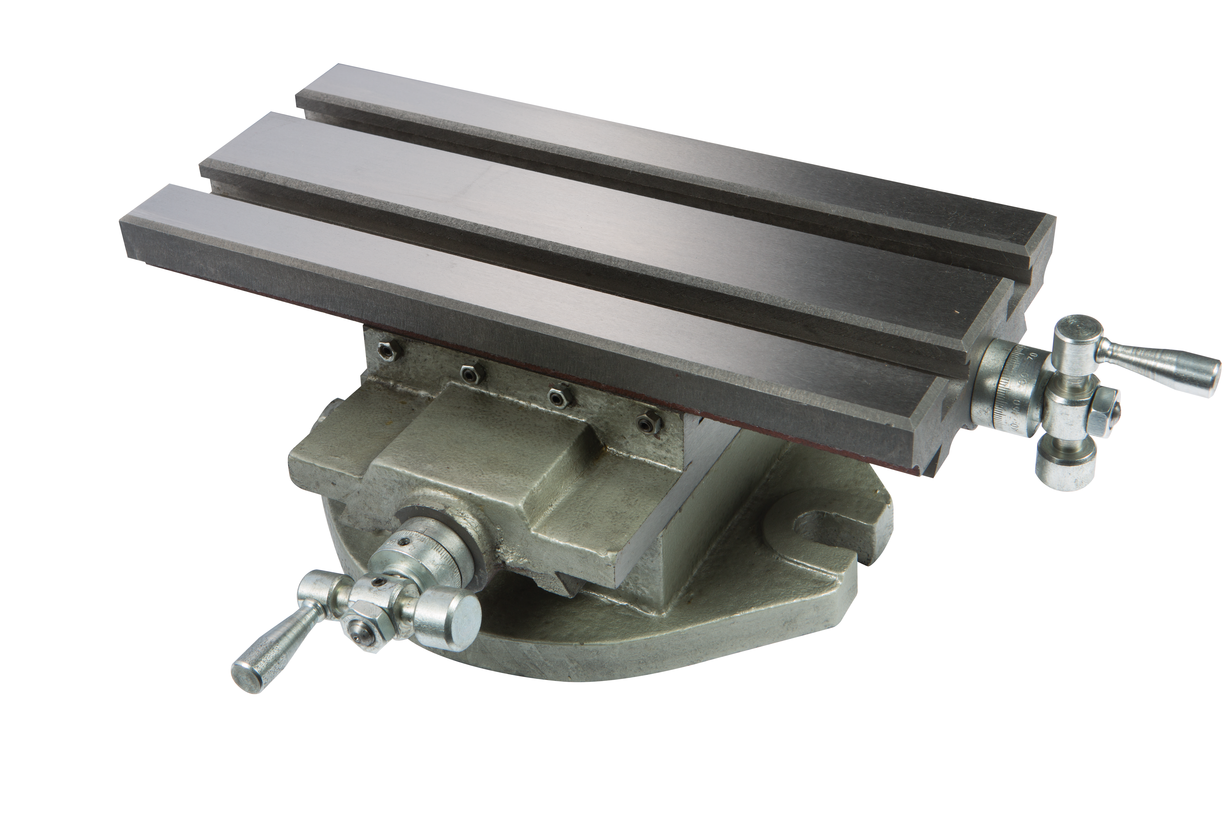
Ориентация приспособлений на столе с помощью шпонок по Т-образным пазам осуществляется также на плоскошлифовальных, строгальных и расточных станках.
Реклама:
Читать далее:
Установка приспособлений на зубофрезерных и зубодолбежных станках
Статьи по теме:
- Специальные приспособления
- Специализированные наладочные приспособления
- Приспособления, компонуемые из нормализованных обратимых деталей и узлов
- Универсальные наладочные приспособления
- Универсальные приспособления общего назначения
Приспособления и оснастка для фрезерных станков в Миассе: 687-товаров: бесплатная доставка, скидка-18% [перейти]
Партнерская программаПомощь
Миасс
Каталог
Каталог Товаров
Одежда и обувьОдежда и обувь
СтройматериалыСтройматериалы
Текстиль и кожаТекстиль и кожа
Здоровье и красотаЗдоровье и красота
Детские товарыДетские товары
Продукты и напиткиПродукты и напитки
ЭлектротехникаЭлектротехника
Дом и садДом и сад
Сельское хозяйствоСельское хозяйство
Мебель и интерьерМебель и интерьер
ПромышленностьПромышленность
Все категории
ВходИзбранное
79 893
Сверлильно-фрезерный приводной блок ООО УЗТМ 410120118-40.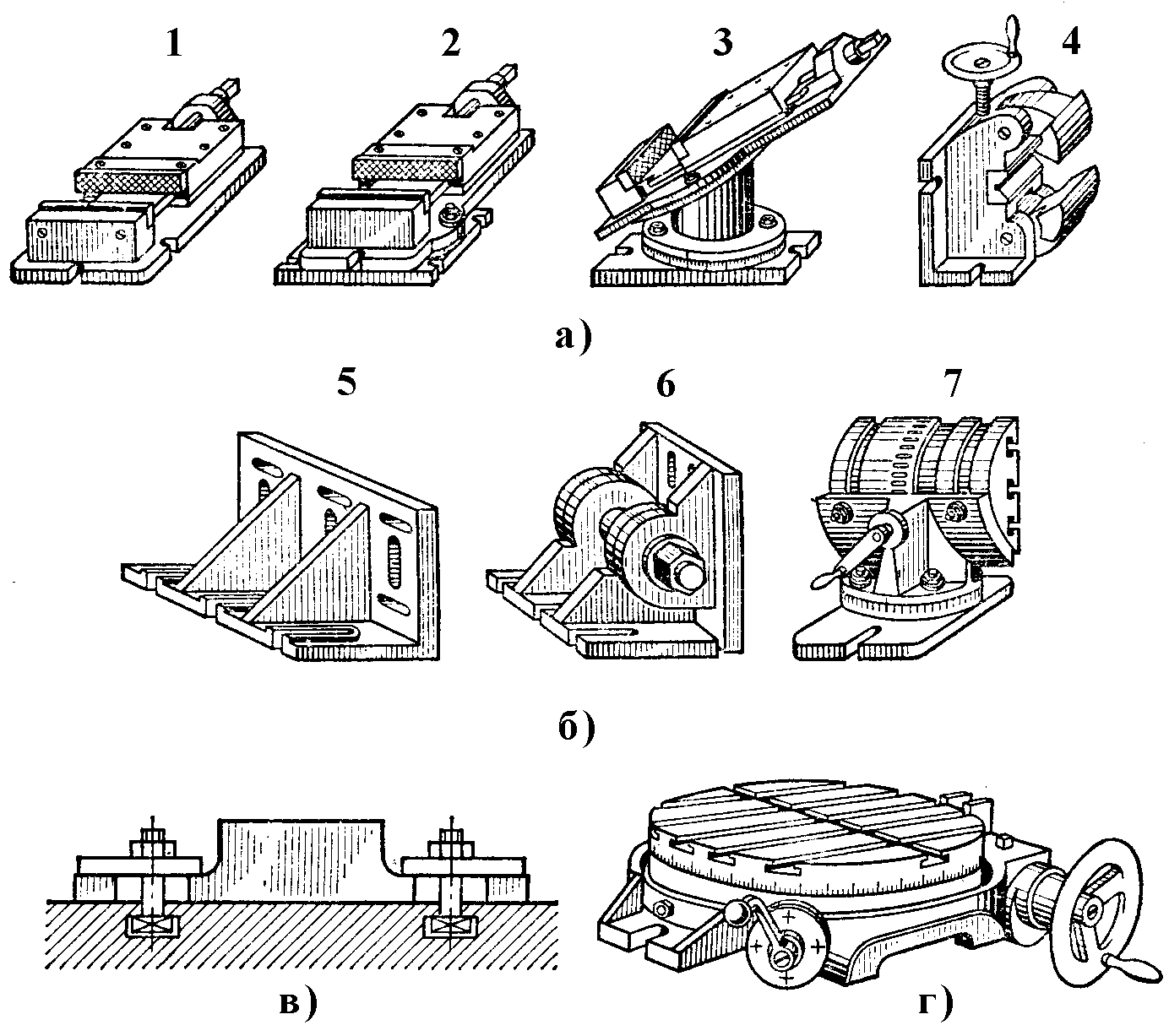 000 Тип: блок приводной
000 Тип: блок приводной
-17%
8 254
9900
Твердосплавное клеймо Станкоинструмент и оснастка БУКВА №12 Тип: буквы кириллица, Вес нетто: 4.000,
ПОДРОБНЕЕ16 295
Рейсмусовая приставка Белмаш TD-2500 Тип: приставка рейсмусовая
ПОДРОБНЕЕПодставка Белмаш П-2 Тип: стол
ПОДРОБНЕЕФрезерное устройство для серии Белмаш СДМ MD-01
ПОДРОБНЕЕ-17%
3 825
4600
Металлическая столешница Белмаш СТ
В МАГАЗИН-21%
6 336
8060
Подставка Белмаш ПК-2
В МАГАЗИН Оснастка для фрезерного станка12 500
Удлинение станины Белмаш EB-510 Тип: удлинение станины
ПОДРОБНЕЕТокарный проходной прямой резец Станкоинструмент и оснастка 4811381016087 Общая длина: 200.000,
ПОДРОБНЕЕТокарный проходной прямой резец Станкоинструмент и оснастка 4811381016179 Общая длина: 170.000,
ПОДРОБНЕЕТокарный проходной прямой резец Станкоинструмент и оснастка 4811381016216
ПОДРОБНЕЕ11 484
Станок шлифовальный тарельчато-ленточный белмаш BDG 25/125 +набор оснастки (KN0091) Производитель:
ПОДРОБНЕЕОснастка для шлифовальных машинок Karnasch Цанга, 3 мм Тип: цанга, Производитель: Karnasch
ПОДРОБНЕЕОснастка для строгальных станков Энкор для Корвет-102 Тип: нож, Производитель: Энкор
ПОДРОБНЕЕ24 564
Оснастка для заточки токарных резцов для станка ZS-110 Тип: резец, Производитель: Хайтек Инструмент
ПОДРОБНЕЕ12 400
Оснастка для токарных станков MicroJig Прижимной толкатель заготовки для пиления MicroJig GR-100
ПОДРОБНЕЕ36 561
Оснастка для заточки концевых фрез по спирали до 20 мм для ZS-110 Тип: цанга
ПОДРОБНЕЕ53 089
Оснастка для запрессовки кнопок Bainbridge C361 набор для пресса С360
ПОДРОБНЕЕ22 277
Оснастка для обработки торцевых шпилек и прутка Хайтек
ПОДРОБНЕЕОснастка для токарных станков STALEX МТ-2 Тип: центр, Производитель: STALEX, Назначение: токарные
ПОДРОБНЕЕОснастка для станков Tellure Rota 644863 Материал: чугун
ПОДРОБНЕЕСтанок точильный с гибким валом и гравером Einhell TC-XG 75 Kit + набор оснастки, EINHELL Тип:
ПОДРОБНЕЕОснастка для станков с ЧПУ. Справочник
Справочник
Оснастка для станков Tellure Rota 752132 Тип: ролик, Материал: сталь
ПОДРОБНЕЕ2 страница из 17
Приспособления и оснастка для фрезерных станков
Приспособление фрезерное
Приспособление фрезерноеОбъявление
1 из 23
Верхний обрезанный суппорт Скачать для чтения офлайнРеклама
Реклама
Реклама
Приспособление для фрезерования
- Приспособление для фрезерования
- Обзор • Светильники • Типы светильников • Фрезерное приспособление • Элементы светильников
- Светильники
• Крепления представляют собой прочные и жесткие механические устройства, которые позволяют легко, быстро и
неизменно точное позиционирование, поддержка и фиксация заготовок на
режущий инструмент (ы) и обеспечивают более быструю и точную обработку с постоянным качеством,
функциональная возможность и взаимозаменяемость.
• Приспособления разработаны специально для операции, поэтому они названы на
основу операции, которая будет проводиться с их помощью.

- Типы приспособлений • Ниже перечислены различные типы приспособлений. о Токарные приспособления o Фрезерные приспособления o Приспособление для шлифовки o Приспособление для протяжки o Приспособление для постукивания o Приспособление для сварки о Сборка приспособления о Инспекционное приспособление
- Элементы приспособлений • Светильники – это устройства с ручным или частично электрическим приводом. • Для выполнения своих основных задач светильники состоят из нескольких элементов, таких как: o основание и корпус или рама с зажимными элементами o установочные элементы для правильного позиционирования и ориентации заготовки o опорные поверхности и основание o зажимные элементы о вспомогательные элементы о крепежные детали
- Приспособление для фрезерования
• Приспособления, используемые для выполнения различных видов фрезерных работ, называются фрезерными.
приспособления. • Фрезерное приспособление точно расположено и закреплено болтами на столе станка с помощью
болты и гайки.
• Резак не направляется во время резки.
• Системы расположения и зажима аналогичны используемым для сверлильных кондукторов.
• Усилия резания в приспособлениях высоки и стремятся приподнять заготовку, поэтому
усилие зажима также должно быть высоким.
• Приспособления для фрезерных работ спроектированы и описаны на основе
фрезерные операции, методы фрезерования и силовые методы зажима.
- Типы фрезерных приспособлений
• По видам операций фрезерное приспособление может быть разных типов
– торцевое фрезерование, фрезерование пазов, плоское фрезерование, боковое фрезерование, фасонное фрезерование и групповое фрезерование
приспособления для фрезерования и др.
• На основании техники фрезерной обработки приспособления для фрезерования называются
цельное фрезерное приспособление, струнное фрезерование, индексное фрезерование и т. д.
• В зависимости от силы зажима и метода зажима фрезерные приспособления называются
как приспособление с механическим зажимом, гидравлическим зажимом, пневматическим зажимом,
приспособление для автоматического зажима и зажима тисков.
- Блокировка настройки • Стол фрезерного приспособления позиционируется относительно фрезы с помощью блок настроек. • Блок настройки расположен относительно системы позиционирования заготовки • Он удерживается в своем положении на приспособлении с помощью винтов.
- Блок настройки • Имеет две закаленные посадочные поверхности. • Установка стола выполняется с помощью щупа 0,25 мм между фрезой и установочной поверхностью. • Используется щуп, чтобы блок не повреждался во время обработки. • Установочный блок расположен так, чтобы фреза находилась между вертикальной поверхностью блок и оператор во время настройки.
- Шипы • Два шипа расположены на нижней стороне основания светильника. • Изготовлены из цементируемой стали. • Шипы устанавливаются в Т-образные пазы, которые проходят по всей длине стола станка. • Они располагают приспособление относительно подачи стола. • Два шипа расположены как можно дальше для достижения максимальной точности.
- Стол фрезерного станка и шипы
- Основание фрезерного приспособления
• Фрезерное приспособление имеет тяжелое основание. что полное приспособление
построен.
- Т-образный болт • Крепление крепится к столу станка двумя или четырьмя Т-образными болтами. • Т-образные болты размещаются в Т-образных пазах на столе станка. • Они не являются частью светильника.
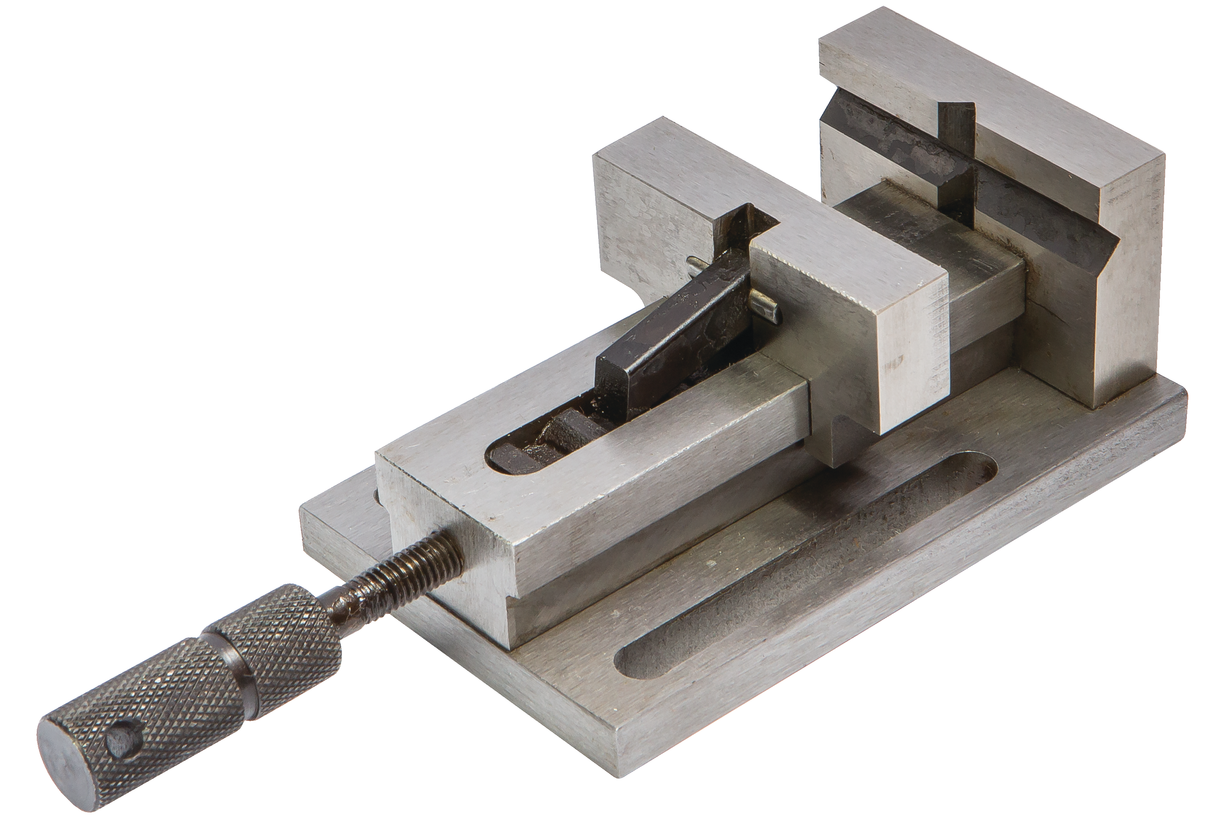
- Машинные тиски • Станочные тиски являются простейшим фрезерным приспособлением. • В него может быть встроена система определения местоположения. • Его можно адаптировать для обработки заготовок неправильной формы.
- Машинные тиски • Машинные тиски установлены на Т-образные пазы стола станка с помощью Т-образный болт, шестигранная гайка и шайба.
- Машинные тиски
- Машинные тиски • Специальная форма губок для размещения заготовки и ее расположения.
- Приспособление для фрезерования
- Простое приспособление для фрезерования
• Крепление расположено на столе станка двумя шипами, расположенными в одном и том же месте.
машинный слот.
• Крепление крепится к машине с помощью Т-образного паза.
- Простое приспособление для фрезерования • Заготовка определяется из двух отверстий с помощью одного установочного штифта и одного алмазный штифт. • Заготовка зажимается двумя усиленными зажимами, затянутыми гаечным ключом. высокие усилия при фрезеровании. • Фреза устанавливается с помощью установочного блока. Установочный блок имеет две установочные поверхности, одну для глубина и др. для поперечной постановки.
- Приспособление для линейного или струнного фрезерования • Пять цилиндрических заготовок расположены в линию. • Детали располагаются и зажимаются одним винтом, затянутым гаечным ключом.
- Линейное или струнное фрезерное приспособление • Крепление располагается на столе станка с помощью двух шипов.
- Спасибо! Какие-либо предложения?

 • Фрезерное приспособление точно расположено и закреплено болтами на столе станка с помощью
болты и гайки.
• Резак не направляется во время резки.
• Системы расположения и зажима аналогичны используемым для сверлильных кондукторов.
• Усилия резания в приспособлениях высоки и стремятся приподнять заготовку, поэтому
усилие зажима также должно быть высоким.
• Приспособления для фрезерных работ спроектированы и описаны на основе
фрезерные операции, методы фрезерования и силовые методы зажима.
• Фрезерное приспособление точно расположено и закреплено болтами на столе станка с помощью
болты и гайки.
• Резак не направляется во время резки.
• Системы расположения и зажима аналогичны используемым для сверлильных кондукторов.
• Усилия резания в приспособлениях высоки и стремятся приподнять заготовку, поэтому
усилие зажима также должно быть высоким.
• Приспособления для фрезерных работ спроектированы и описаны на основе
фрезерные операции, методы фрезерования и силовые методы зажима.
 что полное приспособление
построен.
что полное приспособление
построен.
Объявление
Какие методы зажима приспособлений для фрезерных станков с ЧПУ?
Установка заготовки
Крепление фрезерного станка с ЧПУ используется для зажима заготовки (и направления инструмента). Его функция состоит в том, чтобы позиционировать заготовку, чтобы получить правильное положение относительно станка и инструмента, и надежно зажать заготовку.
Его функция состоит в том, чтобы позиционировать заготовку, чтобы получить правильное положение относительно станка и инструмента, и надежно зажать заготовку.
Содержание зажима заготовки включает:
·Позиционирование: Установите заготовку в правильное положение относительно станка и инструмента.
·Зажим: После того, как заготовка установлена, заготовка закрепляется таким образом, чтобы положение заготовки не менялось во время обработки.
Взаимосвязь между позиционированием и зажимом: при установке заготовки есть два процесса: сначала позиционирование, а затем зажим,
Метод зажима:
1. Используйте правильный метод зажима:
1) Метод:
а) Положите заготовку непосредственно на стол станка или в принадлежности станка, такие как четырехкулачковый патрон, станочные тиски и т. д. В соответствии с одним или нескольких поверхностей заготовки, используйте чертилку или индикатор, чтобы выровнять точное положение заготовки, прежде чем продолжить.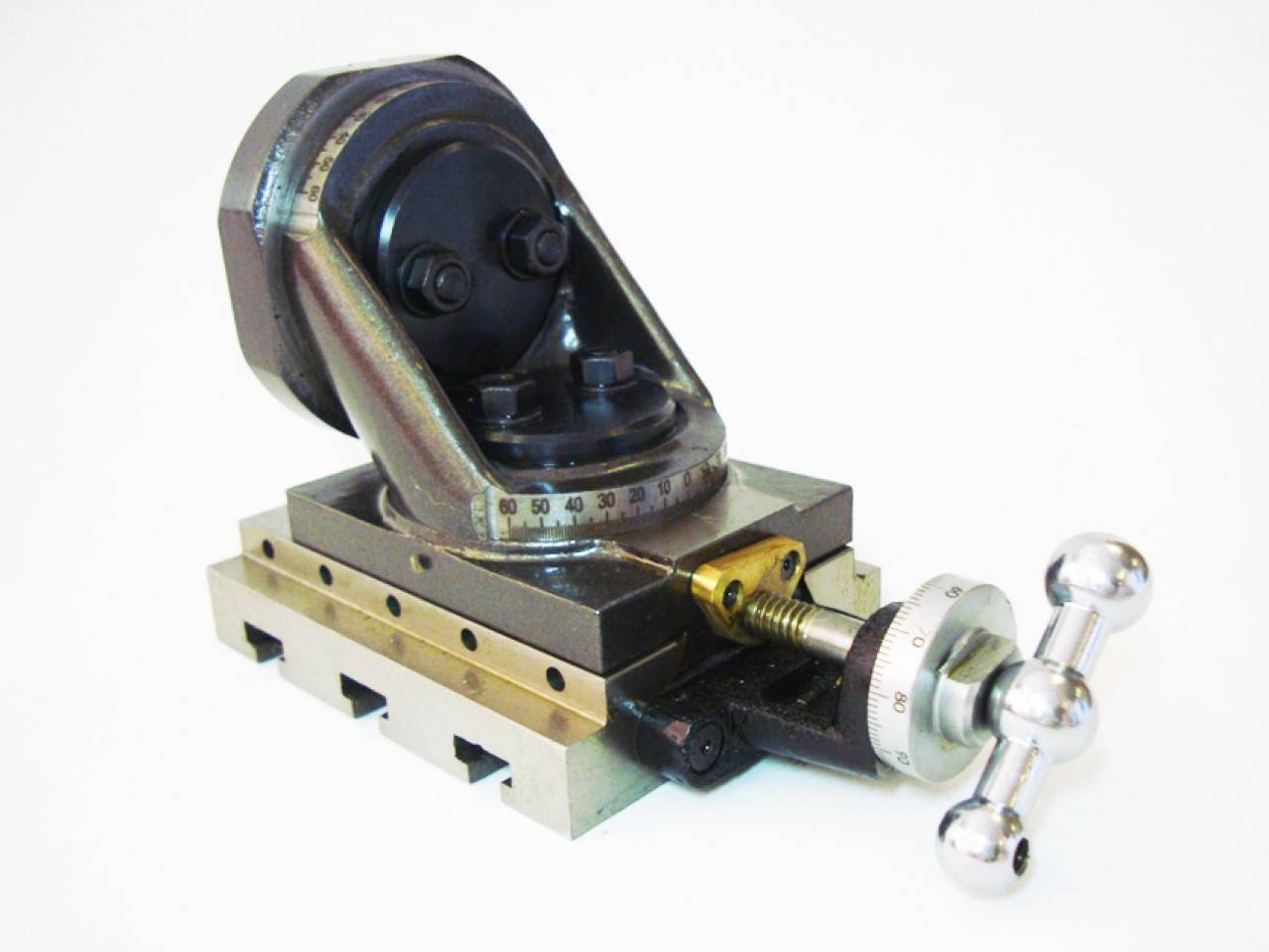 зажим;
зажим;
b) Сначала выполните процесс разметки положения обрабатываемой поверхности в соответствии с требованиями обработки, а затем выровняйте по нанесенным линиям метки, чтобы реализовать зажим.
2) Особенности:
а) Этот метод зажима трудоемок, имеет низкую эффективность производства и требует от работников высокого технического уровня;
b) Низкая точность позиционирования, поскольку часто требуется добавить процесс разметки, что увеличивает стоимость производства;
c) Необходимо использовать только станочные приспособления и инструменты с хорошей универсальностью, поэтому он может быть пригоден для обработки различных поверхностей различных деталей, особенно подходит для штучного и мелкосерийного производства.
2. Установить струбцинами:
1) Заготовка устанавливается на приспособление. Никакого выравнивания не требуется, и можно напрямую получить метод зажима точной позиции обработки.
2) Особенности: Позволяет избежать потерь человеко-часов из-за разметки и позиционирования, позволяет избежать расширения диапазона рассеивания погрешностей обработки обрабатываемой заготовки, удобен для зажима.
1. Этапы зажима заготовки методом выравнивания:
1) Разметить сначала чертилкой положение паза;
2) Положите заготовку на стол вертикально-фрезерного станка с ЧПУ и выровняйте ее по нанесенным меткам. После завершения выравнивания зажмите заготовку прижимной пластиной или тисками.
3) Отрегулируйте положение фрезы относительно заготовки в соответствии с положением меток линии канавки, а затем начните обработку после регулировки.
4) В процессе обработки необходимо нарезать тот или иной ход, измерить размер, а затем по результатам измерения отрегулировать взаимное положение фрезы до выполнения требований.
5) Повторите вышеуказанные шаги для каждой обрабатываемой заготовки.
Таким образом, этот метод зажима является не только трудоемким и длительным по времени, но и имеет большой разброс погрешностей обработки при обработке партии заготовок.
2. Используйте зажимы для зажима
Заготовку можно поместить непосредственно в шаблон без разметки, используя метод зажима шаблона. Сторона А заготовки опирается на две опорные пластины 2; сторона B опирается на два зубчатых верхних опорных гвоздя 3; Прижимная пластина 8 зажимает заготовку, чтобы завершить процесс зажима заготовки. При обработке очередной заготовки положение приспособления на станке не меняется, а загружать и выгружать заготовку можно только ослаблением гайки 9..
Сторона А заготовки опирается на две опорные пластины 2; сторона B опирается на два зубчатых верхних опорных гвоздя 3; Прижимная пластина 8 зажимает заготовку, чтобы завершить процесс зажима заготовки. При обработке очередной заготовки положение приспособления на станке не меняется, а загружать и выгружать заготовку можно только ослаблением гайки 9..
(3) Классификация приспособлений
Их можно классифицировать по области применения, используемому станку и источнику зажимного усилия.
а) В соответствии с различными процессами приспособления можно разделить на приспособления для станков, приспособления для осмотра, приспособления для сборки, приспособления для сварки и т. д.;
b) В соответствии с различными типами станков приспособления для станков можно разделить на приспособления для токарных станков, приспособления для фрезерных станков, приспособления для сверлильных станков и т. д.;
c) В зависимости от используемых источников зажимной силы его можно разделить на ручные зажимы, пневматические зажимы и т.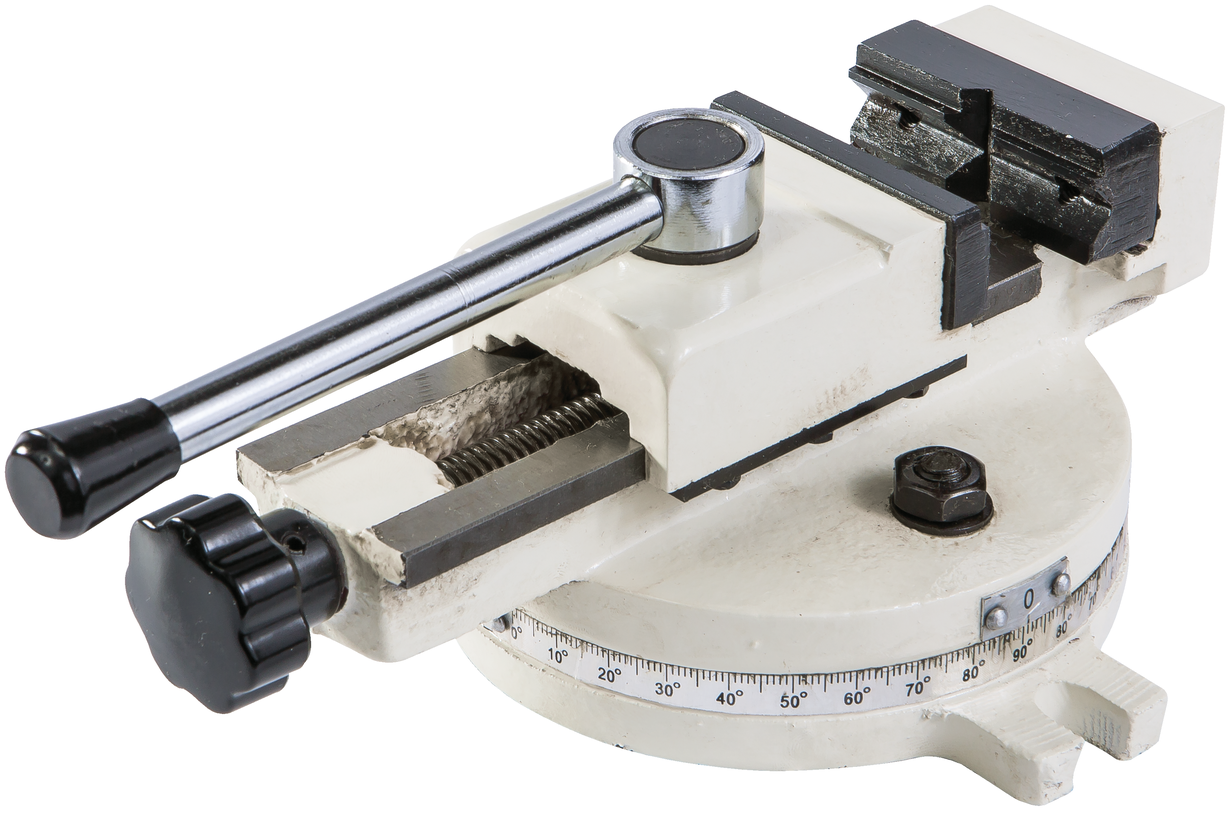 д.;
д.;
d) В зависимости от сферы применения подразделяются на общие приспособления, приспособления, комбинированные приспособления, доступные регулируемые приспособления и групповые приспособления.
Определения и характеристики различных приспособлений показаны в таблице ниже.
Универсальное приспособление Высокая универсальность, широко используется в мелкосерийном производстве штучных изделий
Приспособление специально разработано для конкретного процесса, имеет компактную структуру, удобное управление, высокую эффективность производства и простую гарантию точности обработки. Он подходит для серийного и массового производства фасонных изделий.
Комбинированное приспособление Приспособление, собранное из набора предварительно изготовленных стандартных компонентов и узлов.
Универсальные регулируемые приспособления не соответствуют конкретному объекту обработки и имеют широкий спектр применения. Адекватно регулируя или заменяя отдельные компоненты на приспособлении, можно использовать его для обработки различных заготовок с одинаковыми формами, размерами и методами обработки.
Групповое приспособление специально разработано для групповой обработки группы деталей с явными объектами обработки и сильной уместностью. Его можно адаптировать к различным процессам и формам и размерам обработки путем регулировки.
e) Передвижное приспособление: Передвижное приспособление — это приспособление, используемое на автоматических или полуавтоматических производственных линиях. Хотя он подходит только для определенного типа заготовки, после того, как заготовка установлена на подвижном приспособлении, ее можно использовать в различных положениях от начала производственной линии до конца производственной линии. Обработка различных процессов. В соответствии с этим конструкция передвижного приспособления также может применяться в различных процессах.
(4) Состав и назначение приспособления
Состав: позиционирующий элемент, зажимное устройство, соединительный элемент, инструментальный установочный или направляющий элемент, другие устройства, зажимной корпус.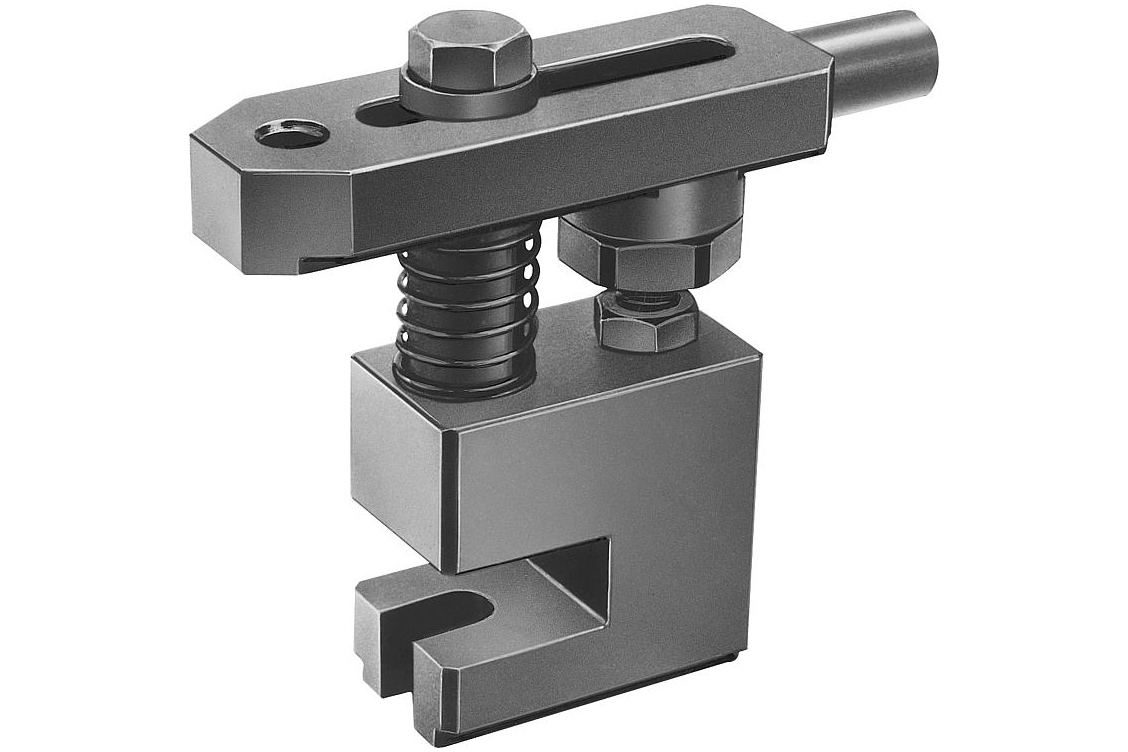
Состав приспособления
1) Позиционирующий элемент: используется для определения положения заготовки в приспособлении.
2) Зажимное устройство: используется для зажима заготовки.
3) Настройка инструмента, направляющий элемент: определить положение инструмента относительно позиционирующего элемента приспособления.
4) Другие устройства: такие как делительные элементы и т. д.
5) Соединительные элементы и соединительные поверхности: используются для определения положения приспособления на шпинделе или столе станка.
6) Корпус зажима: Соедините различные компоненты и устройства на зажиме в органичное целое.
Функции: (1) Обеспечение стабильного и надежного выполнения различных требований к точности обработки; (2) сократить время обработки и повысить производительность труда; (3) снизить производственные затраты; (4) снизить трудоемкость рабочих; рабочие для обработки; (6) может расширить сферу станкостроения.
Гарантия точности размеров
1. Блок наладки инструмента 5 устанавливается на приспособление. Щуп 10 для наладки инструмента вставляют между рабочей поверхностью блока наладки инструмента и режущей кромкой концевой фрезы для определения положения фрезы относительно приспособления. В это время положение стола фрезерного станка соответственно горизонтальное. Расположите и вертикально поднимите стол, чтобы добиться правильного положения инструмента относительно блока наладки инструмента.
Блок наладки инструмента 5 устанавливается на приспособление. Щуп 10 для наладки инструмента вставляют между рабочей поверхностью блока наладки инструмента и режущей кромкой концевой фрезы для определения положения фрезы относительно приспособления. В это время положение стола фрезерного станка соответственно горизонтальное. Расположите и вертикально поднимите стол, чтобы добиться правильного положения инструмента относительно блока наладки инструмента.
2. Поскольку две рабочие поверхности режущего блока и соответствующие опорные поверхности соответствующей опорной пластины 2 для позиционирования приспособления и зубчатого верхнего опорного штифта 3 были гарантированы и рассчитаны, размеры a и b фрезерной канавки окончательно гарантировано, как показано на следующем рисунке.
3. Что касается положения и размера длины паза, отрегулируйте положение ограничителя хода продольной подачи стола фрезерного станка в соответствии с этим, чтобы конечное положение продольной подачи вертикально-фрезерного станка стол следит за тем, чтобы расстояние между фрезой и опорным штифтом 4 было равно c.