Гибка проволоки на производстве и в домашних условиях
Гибка проволоки дала возможность придавать изделиям любые формы. Как это происходит на производстве и как согнуть проволоку своими руками – об этом далее.
Трудно сказать, где сегодня не нашли применение изделия из проволоки, которая представляет собой металлическую нить или тонкий пруток. Гибка проволоки дала возможность придавать изделиям любые необходимые формы. Как при помощи как ручного инструмента, так и механических воздействий на специальном оборудовании.
С физической точки зрения, процесс сгибания проволоки заключается в одновременном сжимании внутренних и растягивании внешних слоев металла проволоки. Процесс также может сопровождаться и продольным смещением этих слоев, если при этом происходит скручивание. Такая технология работы с металлической проволокой широко используется как во многих отраслях промышленности, так и в ювелирном деле.
Способы гибки металлической проволоки
Существует несколько основных способов придания металлической проволоке необходимой формы готового изделия, так можно выделить:
- ручной способ сгибания проволоки с помощью специальных инструментов и простых приспособлений.
 Он применяется для проволоки диаметром до 3 мм при изготовлении несложных изделий в подсобном производстве или домашнем хозяйстве. Как правило, не требует практически никаких денежных вложения и специальных знаний;
Он применяется для проволоки диаметром до 3 мм при изготовлении несложных изделий в подсобном производстве или домашнем хозяйстве. Как правило, не требует практически никаких денежных вложения и специальных знаний; - ручной способ изготовления ювелирных изделий из проволоки до 2 мм в диаметре. Требует специальных инструментов и приспособлений, а также определенных знаний и навыков для работы с драгоценными металлами;
- гибка проволоки из бухты, в основе которого используется специальное приспособление, которое называют размотчиком;
- сгибание проволоки из металлического прутка;
- сгибание методом обкатки проволоки;
- сгибание металлической проволоки методом проталкивания.
 Он применяется для проволоки диаметром до 3 мм при изготовлении несложных изделий в подсобном производстве или домашнем хозяйстве. Как правило, не требует практически никаких денежных вложения и специальных знаний;
Он применяется для проволоки диаметром до 3 мм при изготовлении несложных изделий в подсобном производстве или домашнем хозяйстве. Как правило, не требует практически никаких денежных вложения и специальных знаний;Проволокогибочные станки
Механические станки для массового изготовления деталей и готовых изделий из металлической проволоки широко применяются в промышленном производстве. В зависимости от способа технологии придания формы готовому изделию, различают:
- Проволокогибочный станок, выполняющий изготовление деталей непосредственно из бухты. Является наиболее производительным и экономичным вариантом массового производства изделий из проволоки. Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять.
- Проволокогибочный станок для сгибания проволоки из металлического прутка является более технологичным способом, который имеет ряд преимуществ по сравнению с работой из бухты. Особенно это необходимо, когда готовому изделию необходима дополнительная обработка. Это может быть нарезка резьбы или штамповка, которую при этом можно выполнить лишь до придания готовой формы изделию. Недостаткам такого станка является его потребность в дополнительном сложном механизме подачи заготовок и сравнительно невысокой общей производительности.
- Проволокогибочный станок для сгибания проволоки методом обкатки служит в основном для изготовления различных деталей округлой формы и разных видов круглых пружин. К примеру, такой станок для гибки проволоки путем обкатки работает за счет того, что проволока подается через направляющие ролики на вал заданного радиуса, где, вследствие своего вращательного движения, огибает палец заданное количество раз. При этом проволока скручивается по заданному радиусу, который имеет гибочный палец и обкаточные ролики. За счет положения обкаточных роликов относительно центрального вала можно задавать и регулировать угол сгибания или шаг пружины. Станок для гибки проволоки путем обкатки, как и другие аналогичные механические приспособления, способны выпускать только один вид изделия за операцию. Для смены ассортимента выпускаемой продукции требуется как замена гибочных приспособлений, так и пусконаладочные работы.
- Проволокогибочный станок для сгибания металлической проволоки методом проталкивания. Для определенных деталей из проволоки при их изготовлении требуется придавать им сложные формы определенных геометрических фигур, таких как переменные радиусы, дуги неправильной формы, спиралевидный вид и тому подобное. Путем обкатки это выполнять не очень эффективно, а иногда даже технологически просто невозможно. Отсюда, единственно возможный способ — это применение метода проталкивания проволоки. Принцип работы заключается в поступательном движении металлической проволоки через трехвалковый профилегибочный блок или специальное пружинонавивочное приспособление, в котором за счет положения обкатывающих роликов и придается форма готовому изделию. В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки — это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний.
- Рихтовочные станки используются как дополнительное устройство в технологических линиях изготовления различных металлических проволочных сеток для правки проволоки и придания ей определенной формы. Здесь применяются две технологии: правка методом вращения с помощью рамки и правка с помощью двухплоскостного правильного блока. Двухплоскостной блок правит не очень идеально, но не скручивает при этом проволоку. А вот вращающаяся правильная рамка имеет более сложную конструкции, но многие производители станков все-таки предпочитают ее классической конструкции правильного блока.
 За счет положения обкаточных роликов относительно центрального вала можно задавать и регулировать угол сгибания или шаг пружины. Станок для гибки проволоки путем обкатки, как и другие аналогичные механические приспособления, способны выпускать только один вид изделия за операцию. Для смены ассортимента выпускаемой продукции требуется как замена гибочных приспособлений, так и пусконаладочные работы.
За счет положения обкаточных роликов относительно центрального вала можно задавать и регулировать угол сгибания или шаг пружины. Станок для гибки проволоки путем обкатки, как и другие аналогичные механические приспособления, способны выпускать только один вид изделия за операцию. Для смены ассортимента выпускаемой продукции требуется как замена гибочных приспособлений, так и пусконаладочные работы. В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки — это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний.
В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки — это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний.ЧПУ станки
Развитие станкостроения позволило выпускать станки для гибки проволоки с одной или двумя гибочными консолями. Они могут изготавливать готовые изделия не только плоской 2D формы, но и пространственные 3D модели.

Передача управления производственными процессами промышленному компьютеру дала возможность станку с ЧПУ обеспечивать поворот гибочных консолей в трехмерном пространстве в любой заданной последовательности.
Гибка проволоки ЧПУ станками не только позволяет обеспечивать более высокую производительность, но и наладить выпуск разных по форме изделий всего лишь путем смены производственной программы.
Приспособления для сгибания проволоки «своими руками»
В любом домашнем хозяйстве широко применяется металлическая проволока, точнее, различные изделия из нее.

Гибка проволоки с помощью ручного слесарного инструмента своими руками позволяет изготавливать достаточно большое количество необходимых в хозяйстве изделий, такие как:
- хомуты,
- кронштейны,
- вешалки и т. п.
Но для этого приходиться использовать наиболее мягкие и пластичные виды проволоки, так чтобы можно было с легкостью сгибать металл в нужную нам форму.
Так, для работы с проволокой до 3 мм в диаметре, подойдут круглогубцы, плоскогубцы и слесарные тиски, а разрезать проволоку можно кусачками или бокорезами.
Такого набора вполне достаточно для придания металлической проволоке нужной формы и ее последующей обработки.
Работа же с проволокой большого диаметра имеет определенные трудности. А вот если она еще и жесткая, то для ее сгибания вручную понадобиться использовать специальные приспособления для гибки.
Конечно, можно купить готовое приспособление для гибки, но вполне по силам сделать инструмент своими руками.
 Как сделать своими руками приспособление для гибки проволоки из доступных деталей можно посмотреть на фото.
Как сделать своими руками приспособление для гибки проволоки из доступных деталей можно посмотреть на фото.Как согнуть проволоку в кольцо ровно
Для того, чтобы согнуть проволоку в кольцо и оно при этом получилось правильной формы, необходимо воспользоваться либо заранее изготовленной деревянной болванкой нужного диаметра, либо использовать кусок металлической трубы подходящего диаметра. На шаблон навиваем не менее двух витков и делаем отметки, при этом не забываем взять поправку на толщину реза. Далее, разрезаем проволоку и свариваем ровное кольцо.
Если кто-то знает другие способы получения сложных форм из проволоки, можете поделиться ими в блоке комментариев.
Гибка проволоки – приспособления: станки с ЧПУ, ручная гибка
Проволока – металлопродукция, востребованная в строительстве и многих отраслях промышленности. Для гибки проволоки с целью придания требуемой формы используются ручные слесарные инструменты, приспособления и станки. Выбор подходящего способа изгибания зависит от диаметра и твердости проволоки, а также требуемой производительности.
Выбор подходящего способа изгибания зависит от диаметра и твердости проволоки, а также требуемой производительности.Гибка проволоки в домашних условиях
Для придания простых форм не очень жесткой проволоке используют слесарные инструменты, имеющиеся практически в каждой домашней мастерской:
- Плоскогубцы. С их помощью можно изогнуть или надежно зафиксировать конец изделия.
- Пассатижи. Разновидность плоскогубцев.
- Кусачки. С их помощью металлоизделие нарезают на мерные куски.
Для создания сложных фигур используют шаблоны, с которыми сверяются в процессе гибки. Для гибки хомута прямоугольной формы конец проволоки зажимают в тисках, а изгиб осуществляют плоскогубцами или ударами молотка.
Правила техники безопасности при ручной гибке:
- работы требуется проводить в плотных тканевых перчатках;
- необходимо обеспечивать плотную фиксацию обрабатываемого материала;
- на столе, на котором производятся работы, не должны находиться тяжелые предметы, которые могут упасть на пол.
Несложные приспособления для гибки проволоки своими руками
Для выполнения гибки в единичных или мелкосерийных вариантах используют наборы, состоящие из двух стальных пластин, осей, валиков и втулки, имеющих центральный канал 6 мм. Количество и расположение осей можно менять.
Принцип работы гибочного устройства:
- Нижнюю пластину крепят в тисках.
- Верхнюю поворачивают на определенный угол. При необходимости изготовления точных форм в приспособление встраивают угломер.
- За счет торчащих осей и опорной втулки изделие изгибается под нужным углом.
С помощью такого устройства для гибки можно работать с нелегированной и нержавеющей проволокой диаметром 3-4 мм, сварочными прутками, арматурой с гладкой поверхностью класса АI небольшого диаметра.
Самодельный ручной станок для художественной гибки проволоки
С целью гибки проволоки для создания металлических узоров на ограждениях, перилах лестниц, для декора фасадов используется специальное оборудование заводского производства.
Однако возможно и самостоятельное изготовление такого устройства.
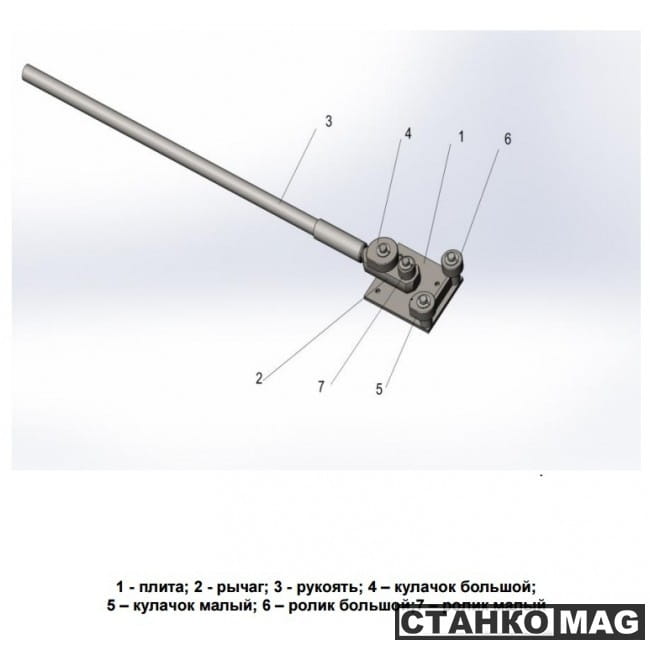
Рис. 1
Рис. 2
Кратко этапы изготовления:
- Изготовить станину (2) размером 150х80 мм из стальной пластины толщиной 30 мм.
- В торце станины просверливают сквозное отверстие (видно на рис. 1) для регулирующего болта, глухие (2) и (3) – для фиксации роликов, (4) и (5) – для фиксации станины к уголку. В отверстиях нарезается резьба М8.
- К столу привинчивают неравнополочный уголок 60х40 мм с толщиной полки 5 мм, длиной 200 мм.
- Для паза на рис.1 изготавливают стальной брусок длиной 90 мм. В бруске просверливают глухое отверстие с резьбой (1) для регулировочного болта, сквозное отверстие (2) для фиксации ручки-регулятора угла поворота, отверстие (3) глубиной 10 мм с резьбой М8 для ролика, имеющего рифленую поверхность.
- К уголку привинчивают собранную станину (2) с направляющими роликами (3), двумя ручками (5) и (6), роликом с рифленой поверхностью.

Промышленные станки для гибки проволоки
В серийном и крупносерийном производствах используются станки, работающие с проволокой в бухтах. Такие агрегаты обеспечивают экономичность и хорошую производительность при получении однотипных металлоизделий. На станок устанавливаются приспособления, настроенные на получение определенной конфигурации.
Процесс работы:
- установка бухты с проволокой на размотчик;
- на длинномерное изделие оказывают воздействие два механизма – роликовый и плоский;
- выровненная проволока поступает в станок в гибочные устройства;
- деталь требуемой конфигурации отрезается механическим режущим устройством.
На таком проволокогибочном оборудовании получают детали несложной формы. Число гибочных операций обычно не превышает 5-ти.
Станки с ЧПУ для гибки проволоки: разновидности и основные характеристики
Технологически передовыми являются станки с числовым программным управлением. Они позволяют получать детали сложной формы. Для изменения формы гибки и размера изделия меняют программу на компьютере.
Они позволяют получать детали сложной формы. Для изменения формы гибки и размера изделия меняют программу на компьютере.
Различают несколько типов станков, работающих по компьютерным программам:
- С одной гибочной консолью. На таком агрегате изготавливают несложные по форме изделия. Длина развертки ограничена 1 м.
- С двумя консолями. С их помощью получают металлоизделия сложных конфигураций с большой длиной развертки. Работа производится с проволокой, нарезанной на мерные длины. Гибка осуществляется во встречных направлениях. На двухконсольных станках можно получать закрытые изгибы.
- Объемной гибки. 3D-изгибание позволяет изготавливать сложные объемные формы. Минусом такой технологии является высокая стоимость агрегатов и их неспособность обеспечить высокую производительность. На таких станках изготавливают бесшовные изделия, к которым будут предъявляться высокие требования по прочности во время эксплуатации.
Станок для гибки проволоки своими руками
Станки и инструменты /23-мая,2016,22;48 / 25204Художественно изогнутая проволока часто встречается в узорах на заборах, оградах, элементах зданий.
 Станки для подобной работы стоят немало. Сергей Станкевич из Могилева смастерил станок для гибки проволоки своими руками по заводскому образцу.
Станки для подобной работы стоят немало. Сергей Станкевич из Могилева смастерил станок для гибки проволоки своими руками по заводскому образцу.Изготовление станка для ручной гибки проволоки
Привинтил болтами к столу стальной уголок 60x40x5 см длиной 20 см (фото 1, п. 1). Прикрутил к нему стальную станину (2) с двумя направляющими роликами (3), роликом с рифленой поверхностью (4) и двумя ручками (5, 6)
Стальную станину изготовил из металлической пластины 15x8x3 см. Вырезал в ней сквозной прямоугольный паз, в торцах просверлил отверстия: сквозное (см. рис. 1) — под болт регулировки диаметра проволоки; глухие (2,3) для крепления направляющих роликов и два (4, 5) — для крепления станины к уголку. Во всех отверстиях нарезал резьбу М8.
К вырезанному в станине пазу подобрал металлический брусок (фото 1, п. 7) соответствующей ширины и толщины, длиной 9см. Просверлил в этой детали глухое отверстие (рис. 2, п. 1) с резьбой для болта регулировки диаметра проволоки (фото 1, п. 8), сквозное отверстие М8 (рис. 2, п. 2) для крепления ручки, регулирующей радиус изгиба (фото 1, п. 6), отверстие глубиной 1 см с резьбой М8 (рис. 2, п. 3) для крепления ролика с рифленой поверхностью (фото 1, п. 4) для протяжки проволоки.
8), сквозное отверстие М8 (рис. 2, п. 2) для крепления ручки, регулирующей радиус изгиба (фото 1, п. 6), отверстие глубиной 1 см с резьбой М8 (рис. 2, п. 3) для крепления ролика с рифленой поверхностью (фото 1, п. 4) для протяжки проволоки.
Сборка проволокогибочного станка
К металлическому бруску прикрутил болтом с квадратной удлиненной головкой (фото 1, п. 9) ручку для регулировки радиуса изгиба и ролик с рифленой поверхностью и рукоятки для его вращения (5). Вставил брусок в паз станины, внизу которой (по краям паза) приварил две пластины, чтобы брусок не вываливался из паза. а скользил в нем. В крутил болт регулировки диаметра (8) и два направляющих ролика. Всю конструкцию прикрутил к стальному уголку (1).
Принцип работы проволочного станка
При помощи болта (фото 1, п. 8) мастер выставляет необходимый диаметр проволоки. Заводит ее между двумя направляющими роликами (3) и рифленым роликом (4), вращая при этом его по либо против часовой стрелке рукояткой (5) до тех пор, пока проволока не войдет свободно между ними.
 Ручкой регулировки радиуса (6) выставляет величину изгиба проволоки, двигая ее влево или вправо. При помощи ручки (5) вращает ролик, тем самым затягивая проволоку (фото 2). В итоге получаются красивые завитки и зигзагообразные узоры (фото 3).
Ручкой регулировки радиуса (6) выставляет величину изгиба проволоки, двигая ее влево или вправо. При помощи ручки (5) вращает ролик, тем самым затягивая проволоку (фото 2). В итоге получаются красивые завитки и зигзагообразные узоры (фото 3).Николай Головачев, г. Могилев. Фото автора
Оборудование для гибки проволоки
Производство различной продукции требует применения деталей из проволоки, которой придается определенная форма (самый простой пример — проволочные рамки).
Если в бытовых условиях простейшая гибка проволоки может быть осуществлена вручную с применением простейших инструментов и приспособлений, то в промышленных целях используется оборудование различной сложности (вплоть до станков 3Dгибки (объемной) с числовым программным управлением).
Работа с проволокой в домашних условиях
Существует несколько способов, благодаря которым ручная гибка проволоки своими руками становиться достаточно простым процессом.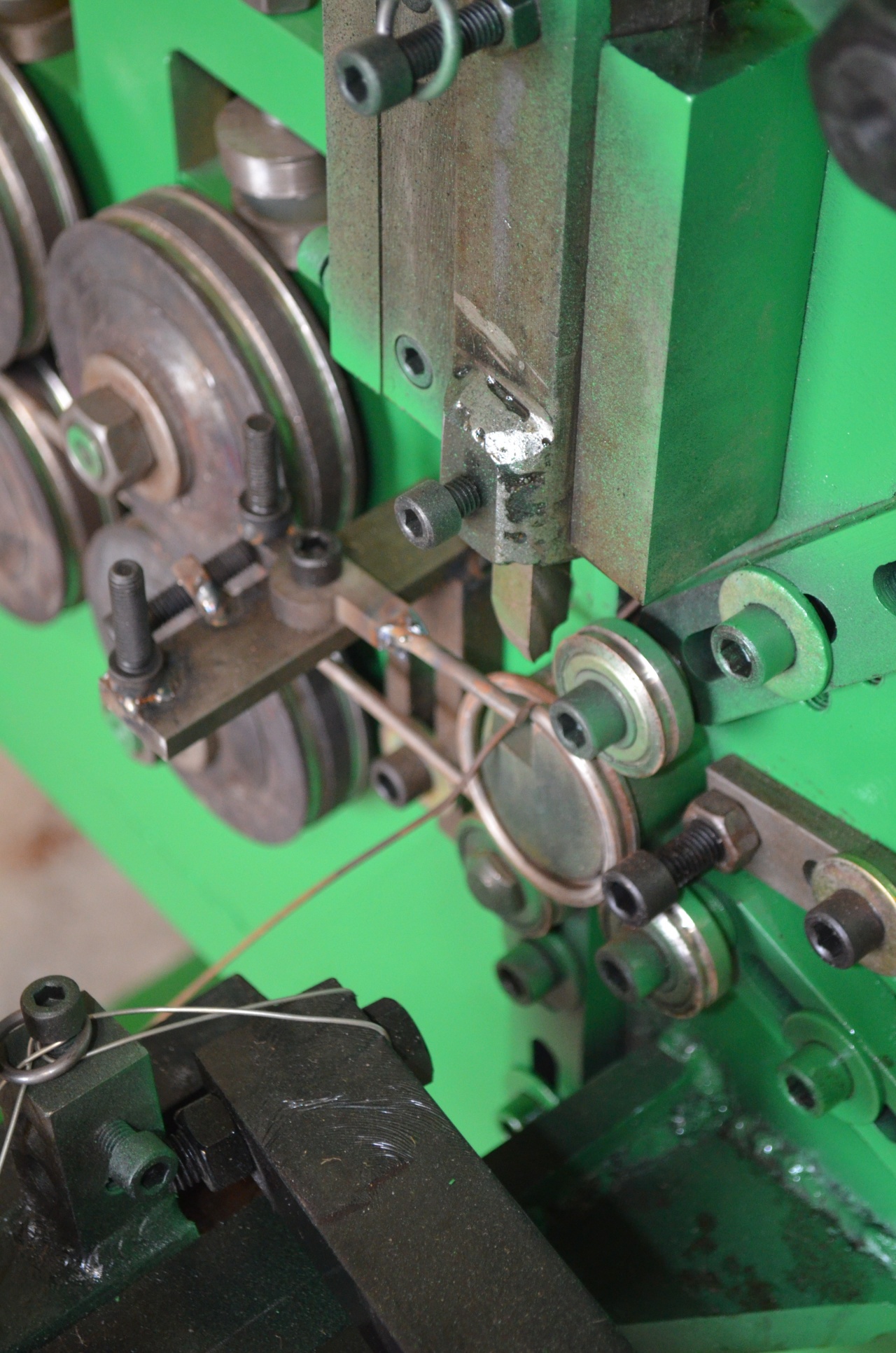 Если речь идет о мягком пластичном материале, то проблем в работе не возникает никаких. Такая проволока легко гнется голыми руками, поэтому придать ей нужную конфигурацию очень просто.
Если речь идет о мягком пластичном материале, то проблем в работе не возникает никаких. Такая проволока легко гнется голыми руками, поэтому придать ей нужную конфигурацию очень просто.
Если же речь заходит о работе со стальной, достаточно жесткой проволоки или материалом большого диаметра, то приходится применять простейшие инструменты, приспособления и шаблоны, которые позволяют придать изделию необходимый вид:
- Круглогубцы позволяют выполнить изгиб проволоки на маленький радиус.
- При помощи плоскогубцев удобно удерживать заготовку, с их помощью можно гнуть проволоку под различным углом.
- Резка материала осуществляется при бокорезов (острогубцев, кусачек).
- Самым универсальным инструментом считаются универсальные плоскогубцы — пассатижи.
В зависимости от требуемой конфигурации изделия можно применять оправки (шаблоны) различной формы. Так обычный прямоугольный хомут можно сделать, зажав один край материала в слесарных тисах, после чего выполнить необходимый изгиб при помощи обычного молотка.
Сложные формы требуют применения более совершенного оборудования.
Способы гибки проволоки
Технологически гибка тонколистового металла и проволоки во многом сходны. В процессе выполнения работ материал претерпевает пластическую деформацию, при этом одна его сторона сжимается, а другая растягивается.
На практике применяют следующие способы обработки:
- Гибка проволоки из бухты. По этой технологии сбухтованный материал разматывается и подается в роликовый двухплоскостной правильный станок, который делает проволоку ровной. Дальше материал попадает на гибочное оборудование, где ему придается требуемая форма, после чего происходит обрезка.
- В случаях, когда необходимо выполнить обработку торцов проволоки до придания ей необходимой формы, выполняют гибку проволоки нарезанной на мерные прутки. Оборудование для гибки проволоки по такому методу отличается более простой конструкцией.
Основные способы деформации проволоки можно условно разделить на следующие группы:
- Обкатка проволоки. Простейшее оборудование для этого процесса состоит из неподвижного шаблона, имеющего определенный радиус закругления (более сложные шаблоны могут иметь несколько различных радиусов). Деформация проволоки выполняется путем обкатки материала вокруг шаблона прижимным роликом. Данная технология широко используется при производстве изделий с небольшим радиусом изгиба (примерно равным диаметру проволоки).
- Проталкивание проволоки. Станок для гибки проволоки по данной технологии похож на 3-х валковое оборудование профилегибочных и пружинонавивочных станков. Материал проталкивается специальным приводом в рабочую зону, в которой он поочередно прижимается роликом к различным валкам, благодаря чему существует возможность менять параметры изгиба, осуществлять переход с одного радиуса на другой. Благодаря такому оснащению можно получать изделия сложной конфигурации с большим радиусом изгиба.
- Для выравнивания проволоки используют рихтовочное оборудование. Такой агрегат может состоять из вращающейся правильной рамки или двухплоскостного правильного блока. Считается, что вращающаяся рамка ровняет проволоку более точно.
 Простейшее оборудование для этого процесса состоит из неподвижного шаблона, имеющего определенный радиус закругления (более сложные шаблоны могут иметь несколько различных радиусов). Деформация проволоки выполняется путем обкатки материала вокруг шаблона прижимным роликом. Данная технология широко используется при производстве изделий с небольшим радиусом изгиба (примерно равным диаметру проволоки).
Простейшее оборудование для этого процесса состоит из неподвижного шаблона, имеющего определенный радиус закругления (более сложные шаблоны могут иметь несколько различных радиусов). Деформация проволоки выполняется путем обкатки материала вокруг шаблона прижимным роликом. Данная технология широко используется при производстве изделий с небольшим радиусом изгиба (примерно равным диаметру проволоки). Такой агрегат может состоять из вращающейся правильной рамки или двухплоскостного правильного блока. Считается, что вращающаяся рамка ровняет проволоку более точно.
Такой агрегат может состоять из вращающейся правильной рамки или двухплоскостного правильного блока. Считается, что вращающаяся рамка ровняет проволоку более точно.Станки для работы с проволокой
Высокую производительность и точность обработки могут обеспечить станки для гибки проволоки с ЧПУ.
При этом системы автоматизации и управления могут устанавливаться на разное оборудование:
Станок с одной гибочной консолью считается самым простым типом оборудования для работы с проволокой. Он чаще всего используется для изготовления несложных по форме изделий. При этом существуют и ограничения по длине развертки, она обычно не превышает одного метра.
Двухконсольный гибочный станок применяется для производства сложных изделий, они могут работать с конструкциями, имеющими значительную длину развертки. Перед началом гибки проволока отрезается на мерные куски, при этом процесс деформации выполняется с обоих концов прутка во встречном направлении. Изделия с большим количеством изгибов можно получить только на оборудовании такого типа, одноконсольные станки с такой задачей не справятся. Кроме того, двухконсольные станки позволяют с легкостью выполнять закрытые изгибы (более 180 градусов).
Изделия с большим количеством изгибов можно получить только на оборудовании такого типа, одноконсольные станки с такой задачей не справятся. Кроме того, двухконсольные станки позволяют с легкостью выполнять закрытые изгибы (более 180 градусов).
В последнее время все более востребованной становится 3D гибка проволоки ЧПУ (объемная гибка). Пространственная гибка обеспечивается за счет применения поворотной гибочной консоли, управляемой системами автоматики. Недостатком такой технологии считается высокая стоимость оборудования и сравнительно небольшая производительность линии. Поэтому многие производители применяют оборудование для простой плоской гибки, с возможностью автоматической сварки деталей изделий. Но, в то же время, изделие без сварных швов, сделанное на трехмерном станке, отличается большей прочностью.
Совершенствование гибочного оборудования позволило существенно увеличить скорость выполнения работ и повысить точность изгиба.
 Применение такого оснащение особенно целесообразно при организации серийного производства.
Применение такого оснащение особенно целесообразно при организации серийного производства.Ну а единичные изделия вполне могут быть изготовлены при помощи простейших приспособлений, правда, без наличия соответствующего опыта сделать это самостоятельно не так просто.
Из проволоки могут быть изготовлены предметы различной конфигурации и назначения. Во время работы важно правильно согнуть материал, поэтому при диаметре металлической нити более 1 мм желательно использовать специальные приспособления.
Об основных видах этого типа инструментов, а также о том, как изготовить станок для гибки проволоки своими руками будет рассказано в этой статье.
Основные способы гибки
Если необходимо выполнить небольшой объём работ, то для гибки проволоки используются ручные приспособления. Для изгибания материала из мягких металлов или когда диаметр проволоки не превышает 3 мм, применяются плоскогубцы или круглогубцы.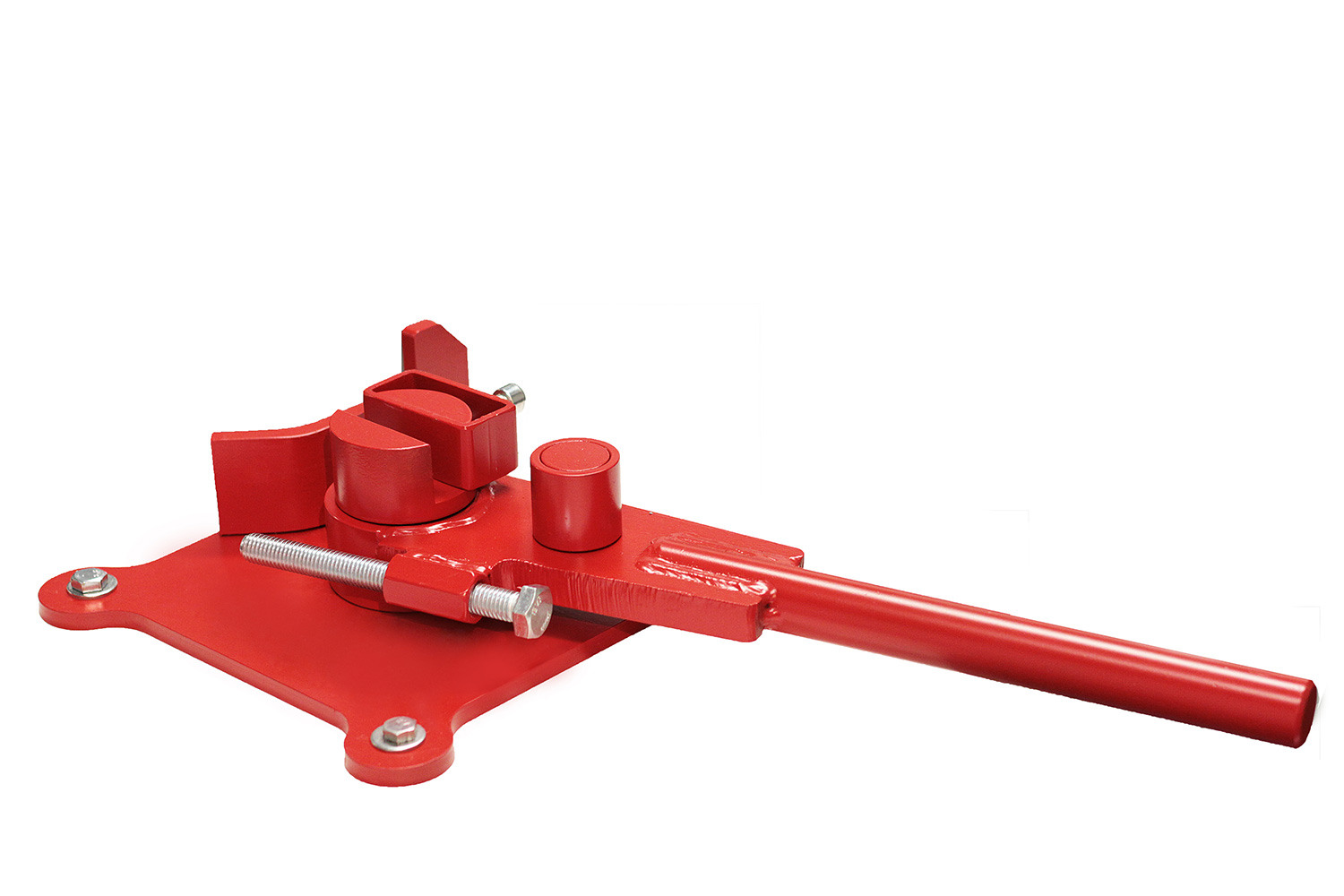 Эти инструменты позволяют надёжно зажать часть изделия в одном инструменте, а с помощью другого произвести изгиб проволоки на нужный угол.
Эти инструменты позволяют надёжно зажать часть изделия в одном инструменте, а с помощью другого произвести изгиб проволоки на нужный угол.
Таким образом можно согнуть материал и при помощью столярных тисков. В этом случае проволока фиксируется в вертикальном положении, а изменение направления также осуществляется с помощью плоскогубцев или любого другого зажимающего устройства или механизма.
Если необходимо выполнить изгиб округлой формы, то для этой цели применяют любой подходящих по диаметру прут, который также зажимается в тисках. Округлый изгиб потребуется изготовить при самостоятельном изготовлении пружин из упругой проволоки.
Для этого достаточно зажать прут или трубу подходящего диаметра в тисках, зафиксировать с одной стороны конец проволоки, и пассатижами осуществить накрутку проволоки на необходимое количество витков.
Если проволоку приходится изгибать слишком часто, то наиболее правильным решением будет приобретение специальных приспособлений или станков.

Инструменты для изгибания этого материала представляют собой конструкцию, в которой зажим проволоки и её изгиб осуществляется за счёт мускульной силы человека. В станках, как правило, используется электрические приводы, а для изготовления сложных изделий такие машины оснащаются электронным управлением.
Правила при работе
Гибка проволоки не является сложным процессом, но для эффективной работы с этим материалом необходимо придерживаться следующих правил:
- Для работы необходимо использовать перчатки из плотной ткани.
- Применять только исправные инструменты и автоматические машины.
- Если для выполнения этой операции применяются тиски, то прежде чем приступить к процессу, необходимо убедиться в надёжной фиксации заготовки.
- Перед выполнением изгиба следует выровнять заготовку.
Выполнение этих рекомендаций позволит не допустить брака и получения ранений в случае резкого высвобождения материала из удерживающего устройства. Также следует позаботиться об исправности проводки и правильном заземлении, при использовании станков работающих на электричестве.
Также следует позаботиться об исправности проводки и правильном заземлении, при использовании станков работающих на электричестве.
Использование оборудования
Если объём работ достаточно велик, то выполнить большое количество операций позволит оборудование, оснащённое электрическим мотором. Применение станков значительно увеличит производительность труда, но на начальном этапе потребуется приложить некоторые усилия для изучения процесса работы проволокогибочной машины.
Наиболее экономным станком для гибки проволоки, считается бухтовое оборудование, в котором подача материала осуществляется из объёмных мотков.
Процесс гибки проволоки на таком оборудовании осуществляется следующем порядке:
- Проволока из бухты подаётся на роликовый механизм, который осуществляет выравнивание материала.
- Выровненная проволока поступает на гибочный механизм.
- На следующем этапа происходит изгиб и отделение проволочного изделий.
- После отрезания готового изделия процесс повторяется.

Чтобы сделать работу по изгибу проволоки максимально комфортной применяют станки с ЧПУ.
Несмотря на значительную стоимость такого оборудования, окупаемость вложений в бизнес производится в течение нескольких месяцев. Оснащённые микропроцессором станки позволяют не только полностью автоматизировать процесс, но и производить сварочные работы изогнутых изделий.
Приспособление своими руками
Если приспособление для гибки проволоки будет использоваться только для домашней работы, то можно изготовить ручной станок самостоятельно. Оборудование сделанное собственными руками не будет отличаться высокой производительностью, но для выполнения ежедневных операций в небольшом объёме такого изделия будет вполне достаточно.
Для самодельного станка потребуется приготовить следующие материалы:
- Листовая сталь 4 мм.
- Стальной прут 20 мм.
- Профильная труба 20*20 мм и 30*30 мм.
- Две гайки 12 мм.
- Стальная труба ¾.
- Болт 12 * 70 мм.
- Втулка с реактивной тяги автомобиля Ваз 2106.

Также для выполнения этой работы потребуется подготовить инструменты:
Изготавливается приспособление для гибки проволоки своими руками в такой последовательности:
- Из стального листа болгаркой вырезается прямоугольник размером 150*80 мм.
- Отступив от стороны меньшей длины примерно 30 мм, ровно посередине необходимо сделать отверстие диаметром 20 мм.
- От металлического прутка отрезать кусок длиной 45 мм.
- Установить отрезок прутка в сделанное ранее отверстие и приварить его с обратной стороны.
- Вырезать из металлического листа прямоугольник 70*30 мм.
- Сделать в пластине 70*30 мм два отверстия диаметром 16 мм. Отверстия должны быть равноудалены от краёв пластины, а расстояние между ними должно быть равно 20 мм.
- Приварить к пластине 70*30 мм гайки М12 таким образом, чтобы они совместились со сделанными ранее отверстиями. Для того чтобы идеально центрировать гайки перед сваркой их рекомендуется наживать на болт, который следует продеть в отверстие.
- От стальной трубы ¾ отрезать кусок длиной 45 мм.
- К получившемуся цилиндру из металлической трубы приварить пластину 70*30 мм, таким образом, чтобы отверстие трубы находилось в одном ряду с ранее просверленными отверстиями 16 мм. При выполнении этой работы пластину следует разместить ровно посередине высоты стального цилиндра.
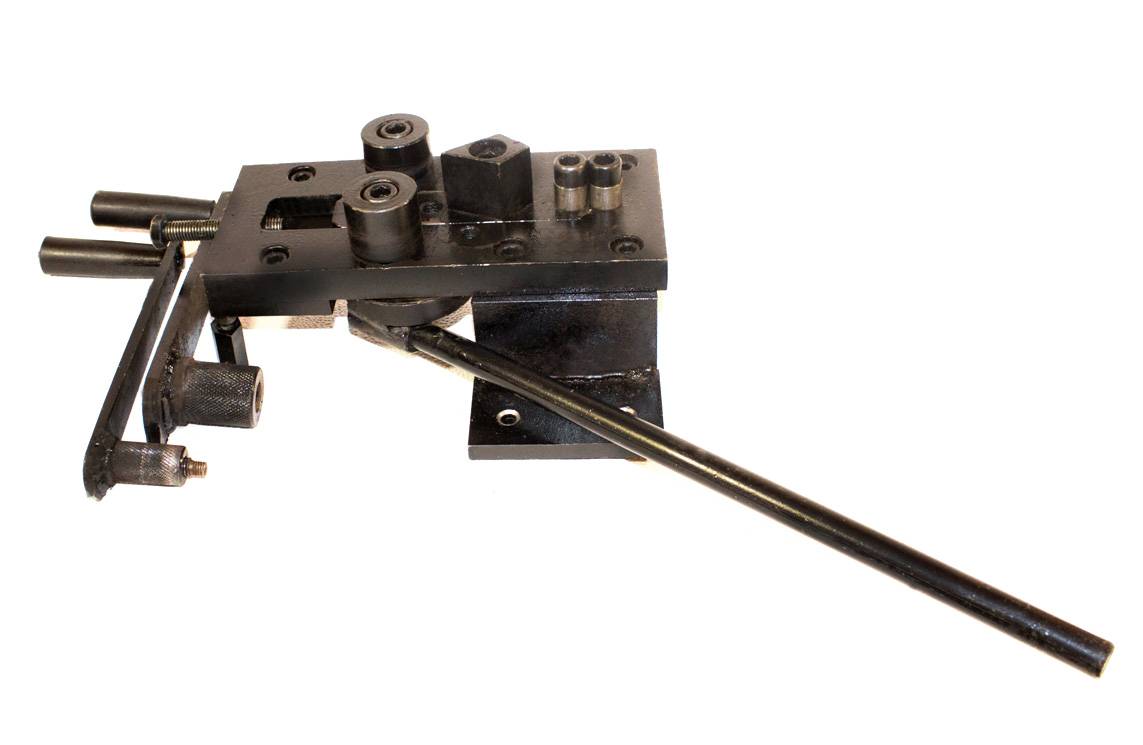
- Отрезать от профильной трубы 30*30 мм кусок длиной 400 мм.
- Приварить отрезок профильной трубы к стальной пластине 70*30 мм. Соединение металла осуществляется со стороны противоположной приваренному цилиндру. Таким образом получится рычаг с цилиндром и 2 отверстиями на конце.
- От профильной трубы 20*20 мм отрезается кусок длиной 100 мм.
- Отрезок профильной трубы приваривается к краю пластины 150*80 мм. Расположить этот элемент необходимо от одного из углов до уровня приваренного ранее металлического прутка.
- Из металлического листа вырезать пластину 70*40 мм. Эта деталь будет предназначена для упора заготовки, поэтому её необходимо также приварить к отрезку профильной трубы.
- Втулка от реактивной тяги надевается на болт 12 мм, который затем следует ввернуть в приваренную к рычагу гайку.
- Рычаг с втулкой одевается цилиндром на приваренный к станине отрезок металлического прута.
- Для надёжной фиксации станка во время работы, рекомендуется закрепить станину на ровной горизонтальной поверхности с помощью резьбовых соединений или сварки.

Изготовление станка можно считать завершённым.
Гибка проволоки осуществляется следующим образом:
- Заготовка кладётся на боковую площадку таким образом, чтобы передняя часть была введена в промежуток между центральным цилиндром и закреплённой на рычаге втулкой.
- Рычаг поворачивается на необходимый угол.
- Заготовка снимается со станка, обрезается и используется по назначению.
Если самодельный станок был сделан из качественных материалов, а сварочные швы выполнены на профессиональном уровне, то устройство можно использовать не только для обработки проволоки. В этом случае возможно применить изделие для гибки трубы, в том числе профильной, диаметром до 10 мм.
В этом случае возможно применить изделие для гибки трубы, в том числе профильной, диаметром до 10 мм.
Полезное видео
Посмотрите видео, где человек показывает, как собрать несложную конструкцию арматурогиба для сгибания прутков и квадрата:
На втором видео обзор механизма для гибки проволоки и завивки крючков:
Заключение
Что используют для гибки проволоки подробно рассказано в статье. Для работы с этим материалом можно использовать как простые инструменты, так и сложные установки позволяющие выполнять большое количество операций в минуту.
При ограниченном бюджете можно самостоятельно изготовить механическое устройство, которое не будет уступать по качеству заводским изделиям.
Гибочные машины серии WBF
Гибочные станки серии WBF предназначены для производства рамок, корзин, тележек, сушилок, крючков, сетчатых контейнеров и других изделий из проволоки и металлической ленты.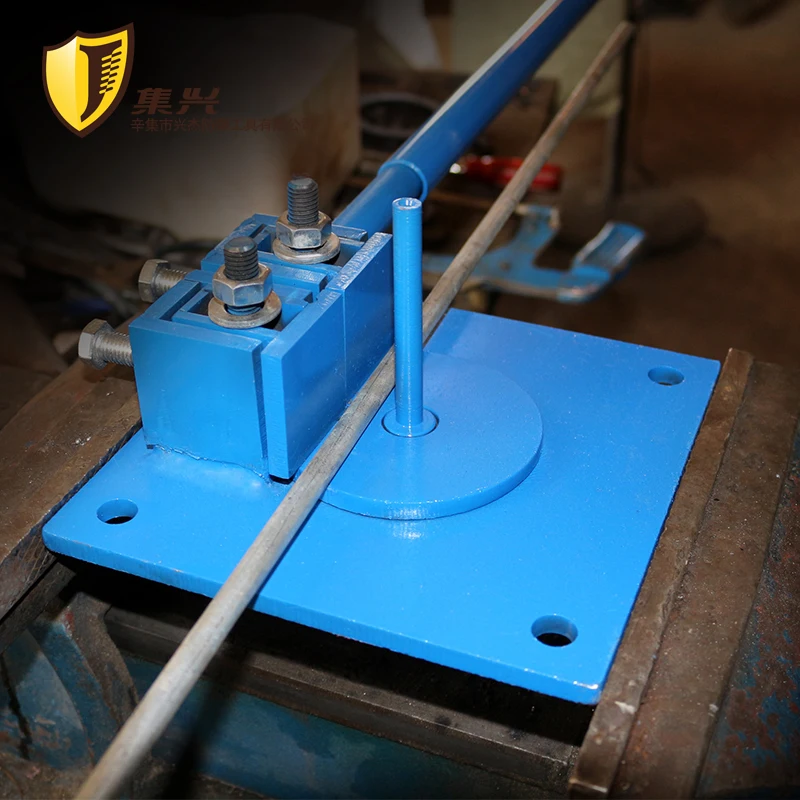 Данные машины будут особенно полезны на предприятиях, занятых серийным производством POS-продукции.
Данные машины будут особенно полезны на предприятиях, занятых серийным производством POS-продукции.
Автоматические гибочные машины AWSCBF и AWBF
Гибочные станки данных типов предназначены для производства крючков, рамок и прочих изделий POS-продукции и кожгалантереи.
Автоматические проволокогибы бункерного типа AWBF
Гибочные станки данной серии предназначены для производства из проволоки и арматуры изделий сложной формы, имеющих многочисленные углы, L-образные изгибы и прочие нестандартные конфигурации.
Автоматические проволокогибы серии AWR-LD
Гибочные станки AWR предназначены для крупносерийного производства из проволоки и металлической ленты колец, пружин и других изделий округлой формы. Гибочные машины выполнены из высокопрочной стали с укреплёнными рёбрами жёсткости.
Гибочные станки для гибки изделий малого диаметра AWR-SD
Данные гибочные станки предназначены для крупносерийного производства из проволоки и металлической ленты колец, пружин и других изделий округлой формы, требующих малого радиуса гиба. Гибочные станки управляются посредством PLC-программируемого контроллера.
Гибочные станки управляются посредством PLC-программируемого контроллера.
Машина для гибки проволоки змейкой SW-PH60
Гибочная машина SW-PH60 предназначена для гибки проволоки в «змейку». Компьютерная система управления позволяет быстро и легко настраивать параметры гибки. Это гибочное оборудование может работать в автоматическом режиме.
3D гибы
Обязательный этап работ на любой строительной площадке – это гибка арматуры и проволоки. Гибочный станок для арматуры может применяться также на производстве сборочного железобетона, существенно ускоряя и облегчая обработку прутьев.
На сегодняшний день машиностроительная отрасль выпускает достаточно широкий модельный ряд данного оборудования. Современный станок для гибки арматуры способен гнуть арматуру разной толщины, диаметром до 90 мм, а также выполнять одновременно несколько операций по гнутью прутьев.
Гибка проволоки либо арматуры происходит следующим образом. Главная часть станка – это вращающийся гибочный диск, на котором установлены гибочные пальцы – центральный и изгибающий. Между ними закладывают и фиксируют арматуру. При вращении диска арматура упирается в упорный ролик – при этом и образуется изгиб. Современные высокопроизводительные гибочные станки имеют множество дополнительных электронных опций, делающих работу быстрее, эффективнее и безопаснее – к примеру, автоотключение.
Между ними закладывают и фиксируют арматуру. При вращении диска арматура упирается в упорный ролик – при этом и образуется изгиб. Современные высокопроизводительные гибочные станки имеют множество дополнительных электронных опций, делающих работу быстрее, эффективнее и безопаснее – к примеру, автоотключение.
Данное оборудование делится на 3 вида – для легкой арматуры (3—20мм), тяжелой (20—40 мм) и сверх- тяжелой (40-90 мм).
Гибочный станок с ЧПУ (числовым программным управлением) может справляться с более сложными задачами: гнуть арматуру в форме спиралей, колец, квадратов, различной формы завитков с заданными параметрами диаметра. В комплекте к этой машине прилагаются специальные насадки.
Станок для гибки проволоки либо арматуры от надежного производителя гарантирует быстроту и точность работы, автоматизацию и безопасность, высокую производительность, и при этом требует минимального технического обслуживания.
При выборе этого оборудования рекомендуется воспользоваться советами опытного консультанта, который не только расскажет о теоретическом аспекте вопроса, но и будет компетентен в том, что касается практического использования гибочных станков, поможет произвести необходимые расчеты и подобрать необходимую модель станка, исходя из пожеланий.
Как провести гибку алюминия в домашних условиях?
2D и 3D гибочные станки для проволоки и арматуры, гибка арматурных сеток Станки широко применяются на заводах ЖБИ, в сервисных металлоцентрах и строительстве. 2D и 3D станки предназначены для размотки проволоки из бухты с последующей правкой, гибкой и рубкой. Применяются для производства широкой номенклатуры двухмерных и трёхмерных проволочных и арматурных изделий, типа скобы и хомуты. Гибка сетки применяется для создания изменяемого заданного угла на сетчатой панели (например, заборы 3D), а также для формирования пространственных каркасов из арматурной сетки в монолитном строительстве.
Основные способы гибки
Если необходимо выполнить небольшой объём работ, то для гибки проволоки используются ручные приспособления. Для изгибания материала из мягких металлов или когда диаметр проволоки не превышает 3 мм, применяются плоскогубцы или круглогубцы. Эти инструменты позволяют надёжно зажать часть изделия в одном инструменте, а с помощью другого произвести изгиб проволоки на нужный угол.
Таким образом можно согнуть материал и при помощью столярных тисков. В этом случае проволока фиксируется в вертикальном положении, а изменение направления также осуществляется с помощью плоскогубцев или любого другого зажимающего устройства или механизма.
Если необходимо выполнить изгиб округлой формы, то для этой цели применяют любой подходящих по диаметру прут, который также зажимается в тисках. Округлый изгиб потребуется изготовить при самостоятельном изготовлении пружин из упругой проволоки.
Для этого достаточно зажать прут или трубу подходящего диаметра в тисках, зафиксировать с одной стороны конец проволоки, и пассатижами осуществить накрутку проволоки на необходимое количество витков.
Если проволоку приходится изгибать слишком часто, то наиболее правильным решением будет приобретение специальных приспособлений или станков.
Инструменты для изгибания этого материала представляют собой конструкцию, в которой зажим проволоки и её изгиб осуществляется за счёт мускульной силы человека. В станках, как правило, используется электрические приводы, а для изготовления сложных изделий такие машины оснащаются электронным управлением.
В станках, как правило, используется электрические приводы, а для изготовления сложных изделий такие машины оснащаются электронным управлением.
Правила при работе
Гибка проволоки не является сложным процессом, но для эффективной работы с этим материалом необходимо придерживаться следующих правил:
- Для работы необходимо использовать перчатки из плотной ткани.
- Применять только исправные инструменты и автоматические машины.
- Если для выполнения этой операции применяются тиски, то прежде чем приступить к процессу, необходимо убедиться в надёжной фиксации заготовки.
- Перед выполнением изгиба следует выровнять заготовку.
Выполнение этих рекомендаций позволит не допустить брака и получения ранений в случае резкого высвобождения материала из удерживающего устройства. Также следует позаботиться об исправности проводки и правильном заземлении, при использовании станков работающих на электричестве.
Использование оборудования
Если объём работ достаточно велик, то выполнить большое количество операций позволит оборудование, оснащённое электрическим мотором. Применение станков значительно увеличит производительность труда, но на начальном этапе потребуется приложить некоторые усилия для изучения процесса работы проволокогибочной машины.
Применение станков значительно увеличит производительность труда, но на начальном этапе потребуется приложить некоторые усилия для изучения процесса работы проволокогибочной машины.
Наиболее экономным станком для гибки проволоки, считается бухтовое оборудование, в котором подача материала осуществляется из объёмных мотков.
Процесс гибки проволоки на таком оборудовании осуществляется следующем порядке:
- Проволока из бухты подаётся на роликовый механизм, который осуществляет выравнивание материала.
- Выровненная проволока поступает на гибочный механизм.
- На следующем этапа происходит изгиб и отделение проволочного изделий.
- После отрезания готового изделия процесс повторяется.
Чтобы сделать работу по изгибу проволоки максимально комфортной применяют станки с ЧПУ.
Несмотря на значительную стоимость такого оборудования, окупаемость вложений в бизнес производится в течение нескольких месяцев. Оснащённые микропроцессором станки позволяют не только полностью автоматизировать процесс, но и производить сварочные работы изогнутых изделий.
Приспособление своими руками
Если приспособление для гибки проволоки будет использоваться только для домашней работы, то можно изготовить ручной станок самостоятельно. Оборудование сделанное собственными руками не будет отличаться высокой производительностью, но для выполнения ежедневных операций в небольшом объёме такого изделия будет вполне достаточно.
Для самодельного станка потребуется приготовить следующие материалы:
- Листовая сталь 4 мм.
- Стальной прут 20 мм.
- Профильная труба 20*20 мм и 30*30 мм.
- Две гайки 12 мм.
- Стальная труба ¾.
- Болт 12 * 70 мм.
- Втулка с реактивной тяги автомобиля Ваз 2106.
Также для выполнения этой работы потребуется подготовить инструменты:
- болгарку;
- сварочный аппарат;
- дрель и сверло по металлу 20 мм.
Изготавливается приспособление для гибки проволоки своими руками в такой последовательности:
- Из стального листа болгаркой вырезается прямоугольник размером 150*80 мм.
- Отступив от стороны меньшей длины примерно 30 мм, ровно посередине необходимо сделать отверстие диаметром 20 мм.
- От металлического прутка отрезать кусок длиной 45 мм.
- Установить отрезок прутка в сделанное ранее отверстие и приварить его с обратной стороны.
- Вырезать из металлического листа прямоугольник 70*30 мм.
- Сделать в пластине 70*30 мм два отверстия диаметром 16 мм. Отверстия должны быть равноудалены от краёв пластины, а расстояние между ними должно быть равно 20 мм.
- Приварить к пластине 70*30 мм гайки М12 таким образом, чтобы они совместились со сделанными ранее отверстиями. Для того чтобы идеально центрировать гайки перед сваркой их рекомендуется наживать на болт, который следует продеть в отверстие.
- От стальной трубы ¾ отрезать кусок длиной 45 мм.
- К получившемуся цилиндру из металлической трубы приварить пластину 70*30 мм, таким образом, чтобы отверстие трубы находилось в одном ряду с ранее просверленными отверстиями 16 мм. При выполнении этой работы пластину следует разместить ровно посередине высоты стального цилиндра.
- Отрезать от профильной трубы 30*30 мм кусок длиной 400 мм.
- Приварить отрезок профильной трубы к стальной пластине 70*30 мм. Соединение металла осуществляется со стороны противоположной приваренному цилиндру. Таким образом получится рычаг с цилиндром и 2 отверстиями на конце.
- От профильной трубы 20*20 мм отрезается кусок длиной 100 мм.
- Отрезок профильной трубы приваривается к краю пластины 150*80 мм. Расположить этот элемент необходимо от одного из углов до уровня приваренного ранее металлического прутка.
- Из металлического листа вырезать пластину 70*40 мм. Эта деталь будет предназначена для упора заготовки, поэтому её необходимо также приварить к отрезку профильной трубы.
- Втулка от реактивной тяги надевается на болт 12 мм, который затем следует ввернуть в приваренную к рычагу гайку.
- Рычаг с втулкой одевается цилиндром на приваренный к станине отрезок металлического прута.
- Для надёжной фиксации станка во время работы, рекомендуется закрепить станину на ровной горизонтальной поверхности с помощью резьбовых соединений или сварки.

 При выполнении этой работы пластину следует разместить ровно посередине высоты стального цилиндра.
При выполнении этой работы пластину следует разместить ровно посередине высоты стального цилиндра.
Изготовление станка можно считать завершённым.
Гибка проволоки осуществляется следующим образом:
- Заготовка кладётся на боковую площадку таким образом, чтобы передняя часть была введена в промежуток между центральным цилиндром и закреплённой на рычаге втулкой.
- Рычаг поворачивается на необходимый угол.
- Заготовка снимается со станка, обрезается и используется по назначению.
Если самодельный станок был сделан из качественных материалов, а сварочные швы выполнены на профессиональном уровне, то устройство можно использовать не только для обработки проволоки. В этом случае возможно применить изделие для гибки трубы, в том числе профильной, диаметром до 10 мм.
Перемычка с ЧПУ для
гибки и резки Bobo Machine Co. , Ltd.
, Ltd.
750,00 $-800,00 $ / компл.
10.0 компл. (Мин. заказ)
Отправить сообщение
Метки: аллюминий, багажник, крепления.
Комментарии 106
Я бы профрейзеровал и проварил после. Судя по толщине усилие на них будет большое, в этом случае я бы заменил лучше металлом. На мой взгляд в любом случае алюминий прогретый потом в месте изгиба и нагрева, ослабнет, будет опа рано или поздно. .
по учебнику СССР.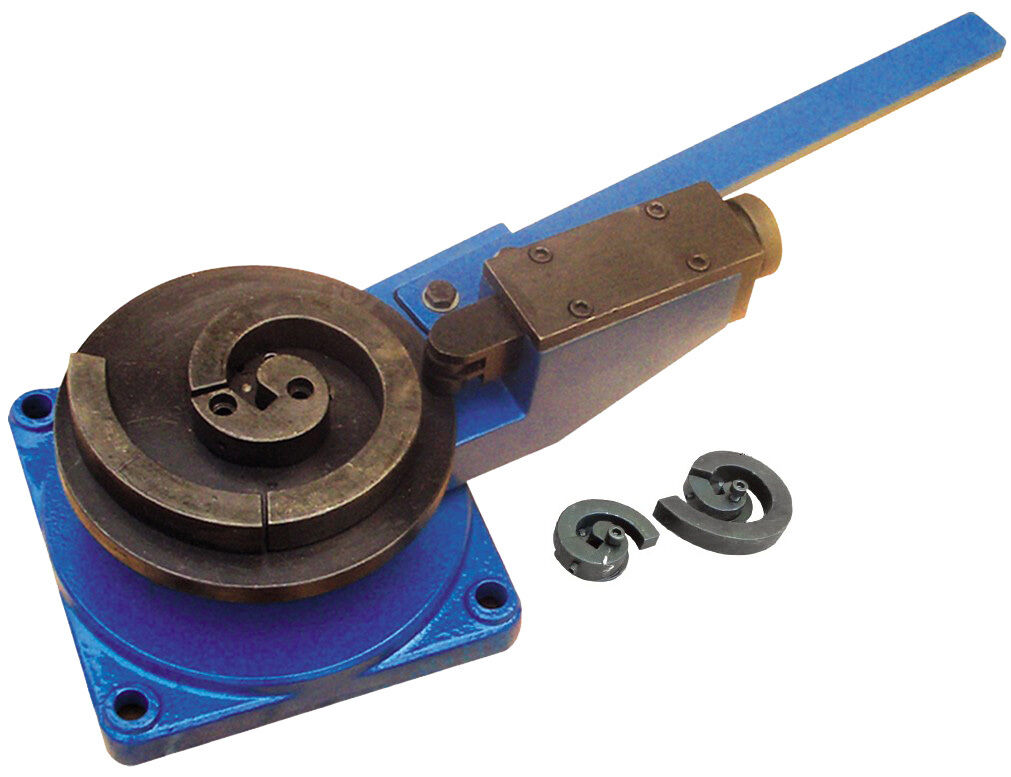 Там все радиусы гиба для основных материалов и толщин прописаны.
Там все радиусы гиба для основных материалов и толщин прописаны.
Найди где у вас есть метало цех Наверняка там есть гибочный станок и вся проблема. И сделай сам такой станочек с уголков и простых шарниров типа как на гаражные ворота ставятся.
Прочитал все советы и понял, что на практике мало кто гибкой алюминия и его сплавов занимался. А по факту такие пластины гнутся очень легко, но нужно их предварительно закалить. Так же, кстати как и медь. А теперь подробнее: 1. Нагреваешь алюминиевую деталь до очень лёгкого свечения. Лучше греть в малоосвещённом помещении (так легче увидеть свечение), поскольку, как кто то тут уже говорил, алюминий легко перегреть и расплавить. Что бы увидеть эту границу (лёгкое свечение — расплав) потренируйся сначала на любой не нужной алюминиевой детали. 2. Как только алюминий прогреется, бросаешь его в воду и охлаждаешь полностью. 3. Достаёшь из воды и гнёшь как тебе нужно хоть в тисах через мягкие проставки (дерево, текстолит и т.д.), хоть в любом другом приспособлении. В закалённом виде алюминий и славы на его основе становятся очень пластичными и гнутся в разы легче чем без термообработки. Но здесь есть один нюанс. Алюминий (как и медь) очень быстро самоотпускается. И где то часа через 2-3 уже будет заметно жоще, и для его деформации снова придётся его закалить. Удачи!
В закалённом виде алюминий и славы на его основе становятся очень пластичными и гнутся в разы легче чем без термообработки. Но здесь есть один нюанс. Алюминий (как и медь) очень быстро самоотпускается. И где то часа через 2-3 уже будет заметно жоще, и для его деформации снова придётся его закалить. Удачи!
Прочитал все советы и понял, что на практике мало кто гибкой алюминия и его сплавов занимался. А по факту такие пластины гнутся очень легко, но нужно их предварительно закалить. Так же, кстати как и медь. А теперь подробнее: 1. Нагреваешь алюминиевую деталь до очень лёгкого свечения. Лучше греть в малоосвещённом помещении (так легче увидеть свечение), поскольку, как кто то тут уже говорил, алюминий легко перегреть и расплавить. Что бы увидеть эту границу (лёгкое свечение — расплав) потренируйся сначала на любой не нужной алюминиевой детали. 2. Как только алюминий прогреется, бросаешь его в воду и охлаждаешь полностью. 3. Достаёшь из воды и гнёшь как тебе нужно хоть в тисах через мягкие проставки (дерево, текстолит и т. д.), хоть в любом другом приспособлении. В закалённом виде алюминий и славы на его основе становятся очень пластичными и гнутся в разы легче чем без термообработки. Но здесь есть один нюанс. Алюминий (как и медь) очень быстро самоотпускается. И где то часа через 2-3 уже будет заметно жоще, и для его деформации снова придётся его закалить. Удачи!
д.), хоть в любом другом приспособлении. В закалённом виде алюминий и славы на его основе становятся очень пластичными и гнутся в разы легче чем без термообработки. Но здесь есть один нюанс. Алюминий (как и медь) очень быстро самоотпускается. И где то часа через 2-3 уже будет заметно жоще, и для его деформации снова придётся его закалить. Удачи!
Спасибо, загнул уже. Но на будущее запомнил.
резаком греть и гнуть
Надрезать на изгибе, вдоль и согнуть
Если как на фото то только резать гнуть и варить аргоном в любых других вариантах получится больший радиус чего как пончл как раз нужно избежать
такой станок ищи
я думаю на многих предприятиях у вас такие есть работы там на 5 мин максимум .а еще делают сами вставку из уголков в пресс гидравлический
нужны тиски как минимум, а лучше спец приспособу для гибки листов, только мощную
тисков нету или коцки боишься оставить?
Зайди к ребятам которые отливы делаю на окна и попроси вежливо
телекинез не пробовал?
Воспользуюсь случаем) Нужно загнуть алюминиевую трубку диаметром примерно миллиметров 12, чтобы не смялась в месте гиба… Какие предложения будут?
летом насыпать песка в трубку. зимой можно заморозить воду в ней. и так и так хорошо. проверено!
Спасибо, попробую с песочком…
Воспользуюсь случаем) Нужно загнуть алюминиевую трубку диаметром примерно миллиметров 12, чтобы не смялась в месте гиба… Какие предложения будут?
Только залитый внутрь свинец может дать ровный загиб;) См. бж.
На сегодняшний день благодаря научно-техническому прогрессу существуют различные токоведущие изделия, для изготовления которых используют металл и которые нашли применение во всевозможных сферах жизнедеятельности человека.
Наиболее широко используются медная и алюминиевая полоса. Чаще всего данный элемент используется в различных энергосистемах (электроустановках), также без токоведущих изделий не обходится строительство и электротехника.
В данной статье поговорим более детально о сферах применения, свойствах, а также ответим на часто задаваемый вопрос о том, как же при необходимости согнуть алюминиевую шину.
Физика 8 класс
краткое содержание других презентаций
«Физика света» – Уроки по физике в 8 классе. Угол отражения равен углу падения. Назначение – давать на экране изображение освещенного предмета действительное, увеличенное. Построение изображения в рассеивающей линзе. Первый зеркальный телескоп построил Ньютон в 1671-1672гг. При сложении всех цветов получается белый свет. Ход лучей в линзе. Геометрическая оптика. Закон отражения света. Прямолинейностью распространения света объясняется образование тени. Глаз человека. Спектр.
«Способы изменения внутренней энергии» – Еп зависит от расстояния между молекулами (агрегатного состояния вещества). Способы изменения внутренней энергии тела. Внутренняя энергия тела Евн = Еп + Ек всех молекул тела. Цель: Продолжить формирование понятия внутренней энергии на основе МКТ. Молекулы обладают потенциальной энергией, т.к. взаимодействуют друг с другом. 2.Как связано движение молекул с температурой тела? Способ 1. Потенциальной энергией?
«Электрические явления» – История открытия электрических явлений. Омметр. Вольтметр переменного тока. Назовите фамилии учёных первооткрывателей электрических явлений. Первые законы и экспериментальные подтверждения. Ионизация воздуха Молния Шаровая молния Огни Эльма. Электрические явления. Кто изобрёл электрическую лампочку накаливания? Электрические приборы. Использование электрических явлений в быту.
«Влажность» – В идеале нужно поддерживать влажность в серверной на уровне 40-55%. Влажность и самочувствие человека. Старение. Вместе с библиотекой гибнут и редкие книги, которые уничтожает высокая влажность. Влажность и климат. Влажность воздуха земной атмосферы колеблется в широких пределах. При общем потеплении климата на 1 градус по Цельсию влажность будет возрастать на 6%. Недостаток влажности воздуха сильнее всего испытывают комнатные цветы и растения. Бальсовое дерево.
«Физика Энергия топлива» – Презентация урока по физике 8 класс. Как вычислить количество теплоты, выделяемое при сгорании топлива? Тема: Энергия топлива. Вопросы на повторение: 1. Что является источником энергии, которая используется в промышленности, на транспорте и быту? Учитель: Васильева Е.Д. МОУ СОШ п.Пионерский. 2006г. Тип урока: закрепление пройденного материала. 8 класс.
«Электроизмерительные приборы» – Классификация. Вольтметр: стрелка поворачивается в магнитном поле магнита. Электроизмерительные приборы устроены на основе взаимодействия магнитных полей. 2)Вольтметры – для измерения напряжения. 1)Амперметры – для измерения силы тока. ВОЛЬТМЕТР – прибор для измерения напряжения на участке электрической цепи. 5)Ваттметры и варметры для измерения мощности электрического тока;
Всего в теме
«Физика 8 класс»
110 презентаций
2D и 3D гибочные станки для проволоки и арматуры, гибка арматурных сеток
Станки широко применяются на заводах ЖБИ, в сервисных металлоцентрах и строительстве. 2D и 3D станки предназначены для размотки проволоки из бухты с последующей правкой, гибкой и рубкой. Применяются для производства широкой номенклатуры двухмерных и трёхмерных проволочных и арматурных изделий, типа скобы и хомуты.Гибка сетки применяется для создания изменяемого заданного угла на сетчатой панели (например, заборы 3D), а также для формирования пространственных каркасов из арматурной сетки в монолитном строительстве.
Пару слов о компании Nicemach (Южная Корея)
Южнокорейская компания Nicemach – один из мировых лидеров по производству станков для гибки проволоки, ежегодно выпускает более 350 проволокогибочных станков с ЧПУ. Благодаря уникальным техническим решениям и высококвалифицированному инженерному составу, станки очень надежны и просты в эксплуатации.
Продукция компании Nicemach сертифицирована по ISO 9001, имеет международные патенты, удостоена национальными и международными наградами.
Оборудование Nicemach популярно во всем мире, в том числе и в России. Станки успешно эксплуатируются на таких известных предприятиях, как: СЕТИЗ (Орёл), Лада-пласт (Тольятти), НОВАР (Тверь), Фабрикарт (Казань), ГИФ (Краснодар), ТОНАР (Барнаул), ФЕАТ (Подмосковье), МТ-Модуль (Солнечногорск), Нордика (Барнаул), Новосиблазер (Новосибирск) и еще более 20 отечественных предприятиях.
Правила ручной гибки
Если вы собираетесь вручную согнуть проволоку, вы должны придерживаться ряда рекомендаций, которые позволят вам выполнить такую процедуру без вреда для собственного здоровья.
- Осуществлять все процедуры по гибке следует только в перчатках, изготовленных из плотной ткани.
- Проволоку, которая подвергается гибке, необходимо закреплять в тисках максимально надежно, чтобы она не выскочила в процессе работы.
- Все инструменты и оборудование, которое вы собираетесь использовать для работы, должны быть исправными и качественно выполнять возложенные на них функции.
- Тяжелые инструменты и приспособления, которые вы применяете при гибке, не следует размещать на краю рабочего стола, чтобы случайно не задеть их и не уронить себе на ноги.
- Проводя все манипуляции с инструментом для гибки проволоки одной рукой, вторую следует держать как можно дальше от места будущего сгиба. Плоскогубцы и любой другой инструмент могут сорваться и поранить близко расположенную к месту выполнения гибки руку.
Выполнять гибку проволоки, используя для этого подручные средства, можно только в небольших объемах, так как такая процедура отличается достаточно высокой трудоемкостью. Кроме того, использовать эту операцию можно лишь для создания изделий простейшей конфигурации.
Изготавливать в больших объемах различные изделия, в том числе отличающиеся сложной формой, позволяет специализированный станок для гибки проволоки.
Метки: гибочный станок
Участвовать в обсуждениях могут только зарегистрированные пользователи.
страница » Металлообработка — гибка металла
На нашем сайте продолжается серия статей, посвящённая обработке металла. О том, как листы и рулоны из состояния поставки распускаются на полосы (штрипсы), мы рассказывали в статье «Линии продольной резки металла».
Гибка металла производится на специализированном оборудовании или вручную. Как это происходит на импортном оборудовании, мы рассказывали на примере продукции итальянского станкостроительного концерна «WARCOM». Об использовании для этих целей отечественных листогибов мы рассказывали в статье о Липецком листогибочном заводе.
Сегодня расскажем о ручной гибке полосового металла.
Как согнуть полосу металла в круг — ccm-msk.ru
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Несложные приспособления для гибки проволоки своими руками
Для выполнения гибки в единичных или мелкосерийных вариантах используют наборы, состоящие из двух стальных пластин, осей, валиков и втулки, имеющих центральный канал 6 мм. Количество и расположение осей можно менять.
Принцип работы гибочного устройства:
- Нижнюю пластину крепят в тисках.
- Верхнюю поворачивают на определенный угол. При необходимости изготовления точных форм в приспособление встраивают угломер.
- За счет торчащих осей и опорной втулки изделие изгибается под нужным углом.
С помощью такого устройства для гибки можно работать с нелегированной и нержавеющей проволокой диаметром 3-4 мм, сварочными прутками, арматурой с гладкой поверхностью класса АI небольшого диаметра.
Характеристики и свойства шины
Спрос на алюминиевую шину обусловлен положительными свойствами и характеристиками изделия:
- обладает высокой устойчивости к коррозии, и на протяжении всего срока эксплуатации, а он составляет 25 лет, это свойство остается неизменным;
- отличный электропроводный материал;
- характеризуется легким весом;
- пластичный материал, что дает возможность применять его в токопроводах и распределительных щитках;
- часто используют для декоративной отделки аппаратуры благодаря хорошему внешнему виду.
3d гибка проволоки и изготовление изделий
из проволоки на заказ
Основой работы любого 3d станка становится написанная для решения конкретной задачи программа. Она, в свою очередь, создается на основе чертежей будущего изделия. Сам же процесс изготовления трехмерной детали из проволоки очень легок: оборудование забирает нужное количество сырья из проволочной бухты и выполняет все предусмотренные программой операции.
Работа с проволокогибочным станком
Для изготовления из проволоки большого количества гнутых изделий могут использоваться различные методики, для реализации каждой из которых применяется специальное оборудование. Наиболее распространенным и экономичным является бухтовый способ гибки.
Выполнение гибки по данной технологии происходит в несколько этапов.
- Проволока, которая намотана на бухты, подается на роликовый двухплоскостной станок, выполняющий ее выравнивание.
- После выравнивания проволока подается на проволокогибочный станок, на котором и формируется изделие требуемой конфигурации.
- Сформированное изделие отрезается, и весь цикл гибки повторяется заново.
Использование данной технологии позволяет полностью автоматизировать процесс гибки и тем самым добиться его высокой производительности.
Бюджетный станок для сгибания проволоки
Проволокогибочный станок может выглядеть и как неподвижный шаблон, вокруг которого проволока обкатывается при помощи подвижных прижимных роликов. Используя такие приспособления, на поверхности проволоки можно формировать изгибы даже самого минимального радиуса, величина которого сопоставима с наружным диаметром обрабатываемого изделия. При этом конфигурация формируемого на таком станке изделия может быть достаточно сложной.
Переставные упоры и изменяемые рычаги этого шаблона позволяют создавать множество комбинаций изгибов проволочных изделий
Проволокогибочный станок может работать и по принципу проталкивания обрабатываемого изделия через систему валиков. Конец проволоки при использовании такого оборудования соединяется со специальным проводом, который и протягивает изделие через рабочие органы станка. Проволокогибочный станок данного типа за счет особенностей своей конструкции позволяет изготавливать изделия, отличающиеся даже очень сложной формой.
При выравнивании проволоки также используется проволокогибочный станок, который в данном случае применяется для рихтовки. В качестве рабочих органов такого оборудования могут выступать правильные рамки или двухплоскостные правильные блоки. При этом более высокой эффективностью отличаются вращающиеся правильные рамки, именно поэтому их применяют в тех случаях, когда выравнивание поверхности проволоки необходимо выполнить максимально плавно и качественно.
Полезное видео
Посмотрите видео, где человек показывает, как собрать несложную конструкцию арматурогиба для сгибания прутков и квадрата:
На втором видео обзор механизма для гибки проволоки и завивки крючков:
Заключение
Что используют для гибки проволоки подробно рассказано в статье. Для работы с этим материалом можно использовать как простые инструменты, так и сложные установки позволяющие выполнять большое количество операций в минуту.
При ограниченном бюджете можно самостоятельно изготовить механическое устройство, которое не будет уступать по качеству заводским изделиям.
Онлайн мод игры Among As
Играть онлайн
Одиночный мод игры Among Us, в котором вы всегда играете за предателя, а экипаж – боты.
Как играть в одиночном режиме?
Для передвижения используйте клавиши управления: W, A, S, D. Карта – F. Удар – двойное нажатие Q или мышкой на иконке. Esc – выход из полноэкранного режима.
Примеры выполненных работ по гибке проволоки на чпу
Потенциал 3d-станков по гибке проволоки в Москве лучше оценить воочию. Ни одно, даже самое яркое словесное описание, не передаст строгости линий и эстетической привлекательности этих изделий. Ознакомиться с возможностями нашего оборудования на конкретных образцах вы можете в разделе “Примеры работ” на этой странице.
Типы профессионального оборудования
Наиболее простым типом профессионального оборудования, на котором выполняют гибку проволоки, являются станки с одной консолью. Между тем на таких устройствах можно производить лишь изделия простой геометрической формы, длина развертки которых не превышает 1000 мм.
Более сложные изделия с длиной развертки свыше 1000 мм позволяет создавать двухконсольное оборудование, на котором деформация заготовки осуществляется одновременно с двух концов. На таком станке можно изготавливать изделия со множеством сложных изгибов.
Самые сложные изделия из проволоки позволяют создавать 3D-станки, на которых гибка может выполняться одновременно в трех измерениях. Такими уникальными функциями станки данной категории наделяет поворотная гибочная консоль, всеми перемещениями которой управляет электронная автоматизированная система. Несмотря на все преимущества обработки на таком оборудовании, стоит она достаточно дорого, поэтому используют эти станки в исключительных случаях.
Простое приспособление для гибки прутов и арматуры
Здравствуйте, уважаемые читатели и самоделкины!При изготовлении различных металлоконструкций и строительных работах, достаточно часто приходится сгибать стальные пруты, арматуру, или полосу.
В данной статье автор YouTube канала «Mr Tool Junction» расскажет Вам, как сделать специальное гибочное приспособление, с помощью которого легко решаются эти задачи.
Этот проект не очень сложен в изготовлении, а при наличии сварочного аппарата может быть сделан за полчаса.
Материалы, необходимые для самоделки.
— Стальная пластина, труба, уголок
— Шариковые подшипники Z809 8×22×7 мм
— Болт, гайка М27
— Винты с головкой под шестигранный шлиц, шайбы, барашковая гайка М8.
Инструменты, использованные автором.
— Болгарка, отрезной диск— Тиски, автоматический керн
— Метчикодержатель с храповым механизмом, метчик
— Сверлильный станок, кобальтовые сверла по металлу, напильник
— Сварочный полуавтомат, маска хамелеон
— Магнитные уголки для сварки, маркер.
Процесс изготовления.
Основной частью устройства послужит вот такой болт М27. Его длина слишком большая, и автор укорачивает его в два раза.
В качестве основания подойдет 12-мм квадратная стальная пластина, на середине которой автор размечает контуры головки болта.
Затем кернятся центры, и высверливается пара сквозных отверстий диаметром 8 мм.
С нижней стороны основания эти отверстия рассверливаются под головки болтов.
Основание снова прикладывается к головке, и на нее переносится разметка полученных отверстий.
Затем в головке сверлом по металлу делаются ответные отверстия диаметром 6,5 мм, и в них нарезается резьба М8.
Для фиксации устройства в тисках, потребуется закрепить на его нижней части основания кусочек стального уголка 35X35 мм. В уголке делается пара сквозных 8-мм отверстий.
Разместив эту деталь на основании, и перенеся метки отверстий, мастер делает ответные отверстия с резьбой М8 в пластине. Для удобства нарезания резьбы метчиком, можно использовать метчикодержатель с храповым механизмом.
Далее на конце болта делается глубокая прорезь. В нее будут вставляться сгибаемые заготовки.
В качестве рычага автор использует кусок стальной трубы, в которой нужно просверлить сквозное отверстие для болта М8.
Автор хотел обойтись без использования сварочного аппарата, но дойдя до рычага стало ясно, что без него не обойтись. Трубку рычага нужно приварить к одной из граней гайки, и зачистить швы.
Все детали готовы, и первым прикручивается болт к основанию.
Затем, парой таких же болтов с головками под шестигранный шлиц, фиксируется уголок.
Через отверстие в рычаге продевается длинный болт М8, и на него нанизываются подшипники 8×22×7 мм. Сверху накидывается шайба, и навинчивается барашковая гайка.
Гибочное приспособление зажимается в тисках, и на болт навинчивается гайка с рычагом. При этом «вилка» должна полностью выступать над гайкой.
Вот так легко устройство справляется со стальным квадратом.
На краях прорези следует сточить остатки резьбы, чтобы они не оставляли следов на изделиях.
С его помощью можно делать декоративные элементы.
Арматуру так вообще можно в узлы завязывать.
Конечно, можно приварить элементы устройства (а не делать разборное соединение), что ускорит процесс его создания.
Благодарю автора за простое, но полезное приспособление для гибки арматуры и прутов.
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Подписывайтесь на телеграм-канал сайта, чтобы не пропустить новые статьи.
Авторское видео можно найти здесь.
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
27. ГИБКА ТОНКОЛИСТОВОГО МЕТАЛЛА И ПРОВОЛОКИ
27. ГИБКА ТОНКОЛИСТОВОГО МЕТАЛЛА И ПРОВОЛОКИ27. ГИБКА ТОНКОЛИСТОВОГО МЕТАЛЛА И ПРОВОЛОКИ
Гибка — слесарная операция, с помощью которой заготовке или ее части придается необходимая форма. Гибку небольших заготовок из тонколистового металла выполняют в тисках. Чтобы не испортить поверхность заготовок, на губки тисков надевают нагубники. Заготовку в тисках закрепляют так, чтобы линия сгиба (разметочная риска) находилась на уровне нагубников.
Гибку выполняют киянкой (рис. 74, а). Можно пользоваться слесарным молотком, но удары следует наносить не по заготовке, а по деревянному бруску, который будет отгибать металл, не оставляя на нем вмятин (рис. 74, б). Первоначально легкими ударами сгибают края заготовки, а затем переходят к ее средней части.
Для гибки заготовок часто применяют оправки в виде брусков металла различной формы (рис. 75).
Если необходимо согнуть большое количество одинаковых деталей, пользуются специальными приспособлениями. Например, установив заготовку в прорезь приспособления, показанного на рис. 76, и ударяя по ней молотком, можно быстро получить деталь необходимой формы.
Заготовки большой длины можно гнуть в приспособлении, представляющем собой металлическую полосу, прикрепленную к деревянному брусу (рис. 77).
На заводах листовой металл сгибают в гибочных штампах (рис. 78) и на профилегибочных станах. Эту работу выполняют кузнецы и штамповщики.
При изготовлении изделий из проволоки для придания заготовке нужной формы также применяется операция гибки.
Проволоку диаметром до 3 мм сгибают плоскогубцами и круглогубцами (рис. 79). Плоскогубцы применяют, когда необходимо согнуть часть заготовки под нужным углом. Для сгибания деталей криволинейной формы применяют круглогубцы.
Толстую проволоку гнут в тисках с помощью оправок (рис. 80).
1. Работать только исправными киянкой и молотком.
2. Надежно закреплять заготовку в тисках.
3. Не стоять за спиной работающего.
4. Не класть оправки и инструменты на край верстака.
5. При гибке проволоки не держать левую руку близко к месту сгиба.
ПРАКТИЧЕСКАЯ РАБОТА
Сгибание заготовок из тонколистового металла и проволоки
1. Размеченную заготовку коробки для мелких деталей, совка хозяйственного, крючка для вешалки и др. закрепите в тисках таким образом, чтобы линия сгиба была на уровне накладных уголков (нагубников).
2. При помощи киянки согните заготовку по намеченным линиям. При необходимости используйте оправки или имеющиеся приспособления.
3. Согните из проволоки заготовки чертилки, крючка дверного, колец для штор и др. Сравните полученные размеры с чертежными.
Новые термины: Гибка, киянка, оправка, гибочный штамп, профилегибочный стан, кузнец, штамповщик, плоскогубцы, круглогубцы.
1. Какие инструменты необходимы для гибки тонколистового металла и проволоки?
2. Можно ли при гибке тонколистового металла применять слесарный молоток?
3. Назовите правила безопасности при гибке заготовок.
4. Для какой цели применяют накладные уголки (нагубники)?
5. Какие приспособления применяют при гибке? Перечислите приспособления, которые имеются в школьных мастерских.
6. Как избежать вмятин на заготовке при ее гибке?
7. Как согнуть толстую проволоку?
Сайт управляется системой uCozКупите AIM для гибки проволоки AFM-3D12T здесь!
Описание продукта
Это отличная возможность получить эту машину, произведенную Automated Industrial Machinery, Inc.
Машина выпущена в 2013 году, установлена, но использовалась менее 50 часов только при тестировании и все еще находится под напряжением. Будьте готовы заключить потрясающую сделку по этому поводу, машину можно осмотреть. Мы можем отправить в любую точку мира!
Более подробную информацию об этой машине можно найти здесь: https: // www.aimmachines.com/afm-3dx/
Свяжитесь с нами, чтобы узнать цену на эту машину.
Технические характеристики:
Модель : AFM-3D12T, (Опции P8)
Год выпуска : 2013
Серийный : D2F04122013
Диапазон диаметров проволоки : от 4 до 12 мм, (от 0,160 до 0,472 дюйма)
Максимальное растяжение проволоки при максимальном диаметре проволоки : 620 Н / мм2, (90 kPSI)
Разрешение устройства подачи проволоки : <0,0001 мм, (<0,00001 дюйма)
Максимальная скорость подачи проволоки : 145 м / мин, ( 475 футов / мин)
Разрешение гибочного станка : <0.0001 град.
Максимальная скорость гибочного станка : 1.200 град / сек.
Макс.угол изгиба : Без ограничений
Разрешение по оси Z : <0,0001 град.
Скорость оси Z : 720 град / сек.
Вращение оси Z : неограниченно
Смена инструмента оси револьвера : 250 мсек.
Время настройки (одинаковый диаметр проволоки) : 1 минута
Время настройки (замена подающих роликов и гибочных инструментов) : 8 минут
Энергопотребление: 2.6 кВт / ч
Электрические : 460 В, 3 фазы, 60 Гц
Установленная мощность : 55 кВА
Требования к воздуху : 100 фунтов на кв. Дюйм при 2 куб. Фут. В минуту
Прочие сведения
Правительственные постановления требуют использования защитных очков и другого защитного оборудования в непосредственной близости от любого режущего инструмента. При резке или шлифовке твердосплавных инструментов или инструментов с твердосплавными напайками образуется карбидная и паяльная пыль, которая может быть опасной для вашего здоровья.Используйте соответствующую вентиляцию и прочтите соответствующие паспорта безопасности материалов. Metaltech Tools гарантирует, что каждый новый продукт, произведенный или поставленный Metaltech Tools, не будет иметь дефектов материалов и изготовления. Единственное обязательство Metaltech Tools по данной гарантии ограничивается предоставлением без дополнительной оплаты заменой или, по своему усмотрению, ремонтом или предоставлением кредита для любого такого продукта, который в течение 30 дней с даты продажи должен быть возвращен нам с предоплатой доставки, и который при осмотре будет признан дефектным по материалам или изготовлению.Положения этой гарантии не применяются к любому продукту, который подвергался неправильному использованию, ненадлежащим условиям эксплуатации, настройке машины или нанесению смазочно-охлаждающей жидкости; или который был отремонтирован или изменен, если такой ремонт или изменение, по нашему мнению, может отрицательно повлиять на производительность продукта. Полная письменная информация по всем таким вопросам, включая все условия эксплуатации и настройку машины, должна быть предоставлена в качестве предварительного условия для рассмотрения любых претензий или претензий по данной гарантии.Исследования по ключевым технологиям гибки проволоки и разработка оборудования | TANG
Исследование ключевых технологий гибки проволоки и разработка оборудования
Wenxian TANG, Hui ZHU, Mengxiu ZHU, Qinfeng LI, Jian ZHANG
Абстрактные
В этой статье на основе процесса гибки проволоки разрабатывается машина для гибки проволоки постоянного тока, которая используется для изгиба проволоки под любым углом. Станок для гибки проволоки постоянного тока с более высокой степенью интеграции и производственной эффективности содержал механизм хранения, механизм правки, механизм подачи и механизм гибки проволоки.Механизм хранения может быть сброшен сам по себе без ручной регулировки, когда скорость подачи отличается от скорости приема обрабатывающего оборудования. Механизм гибки проволоки для двух головок позволяет добиться асимметричной гибки. Зажимное устройство механизма гибки проволоки более стабильное и более высокая точность вращения.
Ключевые слова
Станок для гибки проволоки постоянного тока; Механизм хранения; Механизм гибки проволоки; Зажимное устройство
Список литературы
Барлат, Ф.(1991). Асикс-компонентная функция текучести анизотропных материалов. Внутр. J. Plasm, 7 (7), 693-710.
Хан, Г. (2010). Разработка и исследование станка для гибки проволоки с ЧПУ. Сианьский университет архитектуры и технологий, Китай.
Лю, Л. (2011). Разработка и внедрение системы ЧПУ для автоматического гибочного станка для гибки стали 5/12 (Магистерская диссертация). Яншаньский университет, Китай.
Лу, К. (2013). Исследование и разработка ключевой механической конструкции станка для гибки проволоки с ЧПУ . Сианьский университет архитектуры и технологий, Китай.
Масаки Ю. и Акихико К. (2006). Метод оценки отказов изгиба трубы, подверженного как изгибающему моменту, так и номинальному давлению. Журнал технологии сосудов под давлением, 11 (128), 605-617.
Вебстер Р. Дж., Романо Дж. М. и Коуэн Н. Дж. (2009). Механика роботов из сплошных труб из предварительно изогнутой среды. Транзакции IEEE по робототехнике, 2 (25), 67-68.
Йе, З., Дж. И Чен, М., Х. (2009). Исследование механизма гибки проволоки. Технология ковки и штамповки, 24 (2), 121-123.
DOI: http://dx.doi.org/10.3968/n
Рефбэков
- На данный момент рефбеков нет.
Copyright (c) 2016 Управление науки и техники
Поделитесь с нами по:
Напоминание
- Как отправить онлайн-заявку в другой журнал?
- Если вы уже зарегистрировались в журнале A, как вы можете отправить другую статью в журнал B? Чтобы это произошло, нужно сделать два шага:
1.Зарегистрируйтесь в журнале B как автор
- Найдите журнал, в который вы хотите отправить, в КАТЕГОРИЯХ, нажмите «ПРОСМОТР ЖУРНАЛА», «Онлайн-материалы», «ПЕРЕЙТИ К ВХОДУ» и «Редактировать мой профиль». Отметьте «Автор» на странице «Редактировать профиль», затем «Сохранить».
2. Отправка
- Перейдите на «Домашнюю страницу пользователя» и нажмите «Автор» под названием журнала B. Вы можете начать новую заявку, нажав «НАЖМИТЕ ЗДЕСЬ».
Мы используем только три почтовых ящика, как указано ниже, для решения вопросов, связанных с приемом, оплатой и отправкой электронных версий наших журналов в базы данных:
caooc @ hotmail.com; [email protected]; [email protected]
Статьи, опубликованные в Менеджмент и инженерия под лицензией Creative Commons Attribution 4.0 (CC-BY).
УПРАВЛЕНИЕ НАУКА И ТЕХНИКА Редакция
Адрес : 1020 Bouvier Street, Suite 400, Quebec City, Quebec, G2K 0K9, Canada.
Телефон : 1-514-558 6138
http://www.cscanada.net Http://www.cscanada.org
Авторские права © 2010 Канадский научно-исследовательский центр науки и культуры
Станок для гибки проволоки – уважаемый Manufacuturer-Ellsen Machinery
Станок для гибки проволоки может сгибать арматурный стержень из спиральной проволоки под углом 180 ° в различные формы, такие как треугольник, четырехугольник, кольцо, а также некоторые неправильные формы и т. Д. Станок для гибки проволоки имеет широкий спектр применения в строительстве и строительстве. Оборудование для гибки проволоки Ellsen имеет три программы правки, гибки и резки для обработки охлажденных прутков, что гарантирует высокую производительность и долговечность этой машины.Таким образом, этот тип станка для гибки прутков имеет много преимуществ на жестко конкурентном строительном рынке.
Продажа различных типов станков для гибки проволоки Ellsen
Ellsen предлагает различные типы и размеры станков для гибки проволоки; Станок для гибки проволоки с ЧПУ является одним из наших продуктов. Разница между нашими разными типами трубогибов в основном заключается в разных приводных двигателях. Двигатель одного типа канатной машины приводится в движение воздухом, а другой приводной двигатель использует гидравлическое устройство.Для машин, оснащенных пневмодвигателем, есть еще одно относительно небольшое устройство для увеличения мощности пневмодвигателя.
Кроме того, Ellsen может настроить гибочные станки различных типов и размеров для клиентов в соответствии с их различными требованиями.
Технические характеристики
HGTW4-10 Станок для гибки проволоки
HGTW4-10 Станок для гибки спиральной проволоки Рабочая мощностьДиаметр одинарной круглой проволоки : φ4-10 мм
Диаметр двойной круглой проволоки : φ4-8 мм
Диаметр одинарной ребристой проволоки : φ4-8 мм
Диаметр двойной ребристой проволоки : φ4 -6 мм
Макс.угол гибки : 180 °
Диаметр центральной оправки : φ20-30 мм
Макс.скорость вытягивания : 100 м / мин
Макс.скорость гибки : 1800 фото / ч
Номинальная мощность
2 Серводвигатель : 11 кВт + 7.5 кВт
1 Тормозной двигатель : 4 кВт
1 двигатель для воздушного насоса : 4 кВт
Напряжение : 380 В / 415 В
Среднее потребление электроэнергии : 5 кВт / ч
Температура рабочей среды : -5-40 C
Общий размер : 3500 × 950 × 2000 мм
Вес брутто : 2,35 т
Получите бесплатное предложение
HGTW4-12 автоматический станок для гибки проволоки
HGTW4-12-арматура-хомут для гибки хомутов Рабочая мощностьДиаметр одинарной круглой проволоки : φ4-13 мм
Диаметр двойной круглой проволоки : φ4-10 мм
Диаметр одинарной ребристой проволоки : φ4-10 мм
Двойная ребристая проволока диаметр : φ4-8 мм
Макс.угол изгиба : 180 °
Диаметр центральной оправки : φ20-30 мм
Макс.скорость вытягивания : 100 м / мин
Макс.скорость гибки : 1840 изображений / ч
Номинальная мощность
2 Серводвигатель : 13 кВт + 7.5 кВт
1 Тормозной двигатель : 4 кВт
1 двигатель для воздушного насоса : 4 кВт
Напряжение : 380 В / 415 В
Среднее потребление электроэнергии : 5 кВт / ч
Температура рабочей среды : -5-40 C
Общий размер : 3500 × 1000 × 2150 мм
Вес брутто : 2,5 т
Получите бесплатное предложение
HGTW4-12A Станок для гибки проволоки
HGTW4-12A-Автоматический станок для гибки арматуры и хомутов на продажу Рабочая мощностьДиаметр одинарной круглой проволоки : φ4-13 мм
Диаметр двойной круглой проволоки : φ4-10 мм
Диаметр одинарной ребристой проволоки : φ4-12 мм
Диаметр проволоки с двойным ребром : φ4-10 мм
Макс.угол изгиба : 180 °
Диаметр центральной оправки : φ20-30 мм
Макс.скорость вытягивания : 110 м / мин
Макс.скорость гибки : 1840 фото / ч
Номинальная мощность
2 Серводвигатель : 18 кВт + 7.5 кВт
1 Тормозной двигатель : 4 кВт
1 двигатель для воздушного насоса : 4 кВт
Напряжение : 380 В / 415 В
Среднее потребление электроэнергии : 5 кВт / ч
Температура рабочей среды : -5-40 C
Общий размер : 3500 × 1000 × 2150 мм
Вес брутто : 2,55 т
Получите бесплатное предложение
HGTW4-16 Станок для гибки проволоки
Гибочная машина для бухт HGTW4-16 Диаметр одинарной круглой проволоки : φ6-16 мм
Диаметр двойной круглой проволоки : φ6-12 мм
Максимальный угол изгиба : ± 180 ° (в двух направлениях)
Макс.скорость вытягивания : 118 м / мин
Макс. скорость : 1200 ° / сек
Диаметр центральной оправки : φ32-42 мм
Макс.длина стороны хомутов (диагональ): 2500 мм
Макс.длина стороны хомутов: 150 мм
Допуск по длине: ± 1 мм
Допуск на изгиб: ± 1 °
Средний расход сжатого воздуха : 12 л / мин, ≥0.9 МПа
Среднее потребление электроэнергии: 17 кВт
Указанная электрическая мощность: 68 кВт
Напряжение : 380 В-50 Гц
Температура рабочей среды : -5-40 ° C
Общий размер : 10000 × 2650 × 3000 мм
Масса брутто : 7T
Получите бесплатное предложение
Характеристики проволочно-гибочного станка Ellsen
1. Компактная конструкция.
2. Качественный мотор.
3. Гибкость и простота эксплуатации.
4. Стабильная работа.
5. Возможность изготовления серийно.
6. Высокая эффективность работы.
7. Высокая прочность.
8. Простота обслуживания.
Что такое станок для гибки проволоки?
Предлагаемый к продаже станок для гибки проволокишироко используется для сгибания арматуры из спиральной проволоки в различные простые фигуры, например, пятиконечную звезду, кольцо, треугольник, четырехугольник и другой многоугольник, а также другие неправильные формы.
как работает станок для гибки проволокиЗнаете ли вы принцип работы станка для гибки стальной проволоки? Это просто и довольно легко понять.Бухтую арматуру можно загружать в машину от входного отверстия для обработки. Тогда приводной двигатель толкнет его вперед. Далее планки расправим по горизонтали и вертикали; и этот процесс будет происходить упорядоченно и раздельно. После вышеуказанной обработки программа гибки согнет выпрямленный арматурный стержень в определенную форму, которую мы задали ранее с помощью панели числового управления. Фактически, мы можем установить любые формы, такие как пятиконечная звезда на числовой панели, в соответствии с различными потребностями.
Кроме того, наш автомат для гибки проволоки может обрабатывать прутки партиями. Это удобно и позволяет сэкономить много времени.
Преимущества гибочной машины Ellsen?
В оборудовании для гибки хомутов проволокиEllsen используется высокотехнологичная техника. Он продуман разумно. Производители станков для гибки проволоки Ellsen оснащены сложным оборудованием. В дополнение к опытному персоналу наши станки для гибки проволоки отличаются высоким качеством, но по недорогой цене.Именно по этой причине трубогибы Ellsen широко используются в стране и за рубежом.
Ellsen специализируется в этой области производства и экспорта оборудования в течение 20 лет. К настоящему времени она превратилась в одного из лидеров машиностроительной отрасли Китая. Наша компания может предоставить автоматические станки для гибки проволоки по индивидуальному заказу в соответствии с определенными требованиями различных клиентов. И мы рады приветствовать каждого клиента, посетившего наши фабрики.
[KINGSING] Машина для снятия изоляции и гибки электрических проводов – заводская цена
KS-09U относится к новейшим полностью автоматическим машинам для снятия изоляции и гибки проводов от Kingsing Machinery.
Этот станок представляет собой высокопроизводительный гибочный станок для наложения широкого диапазона проводов и кабелей.
Он обеспечивает удобство управления, недоступное ранее для других моделей.
Все вводы могут быть сделаны через сенсорный ЖК-экран. Простой дисплей предоставляет информацию на выбранном языке о текущем статусе обработки в очень наглядном виде.
Традиционная гибка проволоки, обычно выполняемая вручную, KS-09U создана для соответствия требованиям гибки проволоки от 1 до 16 квадратных метров .С 99 наборами функции хранения программ очень удобно управлять зачистной машиной.
Подскакивание колеса Дизайн помогает снизить сопротивление при зачистке производителя и позволяет максимальной длине зачистки достигать 100 мм.
Еще одна специальная функция – 3-х слойное снятие изоляции для плоского кабеля / провода и коаксиального кабеля / провода, кроме того, длину снятия изоляции каждого слоя можно установить произвольно.
Благодаря доступной цене и отличным рабочим характеристикам, KS-09U быстро стал одним из самых продаваемых продуктов и получил очень положительные отзывы клиентов как внутри страны, так и за рубежом.
Доступный диапазон поперечного сечения сердечника: 0,1 ~ 10,0 мм2 / 0,1 ~ 16 мм2 (настраивается)
Макс. Диаметр кабелепровода: φ10 мм
Длина резки: 5 ~ 9999 мм
Длина зачистки: 0 ~ 35 мм
Форма изгиба: настраиваемая
Функция памяти: Макс. Группа 99 программ
Точность зачистки : ± (0,002 мм × длина зачистки)
Точность резки : ± (0,002 мм × длина резки)
Скорость: 3000 ~ 5000 шт. / Час
Режим привода: привод на 2 колеса
Дисплей: ЖК-дисплей с English menu
Материал лезвия: Твердая вольфрамовая сталь
Функция памяти: Макс.99 группа программ
Номинальная мощность: 220 Вт
Источник питания: 220 В / 50 Гц 110 В / 60 Гц
Вес нетто: 35 кг
Размеры: 390 × 350 × 255 мм
3D WIre Гибочный станок Производитель, поставщик и экспортер, Индия
Трехмерный гибочный станок для проволоки
Опираясь на наш огромный опыт и знания в этой области, мы заняты производством и поставкой оптимального диапазона качества для гибочной машины для проволоки 3d .Этот станок для гибки проволоки, широко используемый в механических мастерских, используется для одновременного сгибания металлической проволоки во всех трех направлениях в соответствии с требованиями. Разработанный и изготовленный с использованием передовых компонентов и сложных технологий, наши гибочные станки высоко ценятся клиентами за безупречную функциональность. Доступный в различных спецификациях у нас, мы предлагаем нашим клиентам эту 3d гибочную машину для проволоки по очень конкурентоспособной цене.
Характеристики:
Дополнительные сведения:
Трехмерный гибочный станок для проволокиТехнические характеристики продукции:
| 2-4 мм – 8-10 мм | ||
| Диаметр проволоки (1200 Н / мм²) | 2-4.5 мм – 8-12 мм | |
| Диаметр проволоки (1900 Н / мм²) | 2-6 мм – 8-16 мм | |
| Расширенный рабочий диапазон | 1,5 мм – 5,0 мм | |
| Оси | 10 | |
| Группы роликов подачи проволоки | 03-05 | |
| Угол поворота, ось подачи проволоки | Бесконечная | |
905 905 905| Угол поворота, ось изгиба | Бесконечный | |
| Гибочная головка, ход вверх / вниз | + 25 мм / -120 мм | |
| Макс.скорость подачи | 65 м / мин – 120 м / мин | |
| Позиционирование гибочной головки | Бесконечное | |
| Ход опорной пластины ЧПУ | + 5 мм / -230 мм |
Сведения об архиве – WAFIOS
Рис. 1 WAFIOS TWISTER²
Рис. 2 Захват WAFIOS TWISTER²
Рис. 3 Гибочная головка
Рис. 4 Область инструмента
Рис. 5 Модель приложения TWISTER² – Гидравлическая линия
Рис.6 Модель приложения TWISTER² – Линия жидкости
Рис. 7 Модель приложения TWISTER² – Гидравлическая система рулевого управления
Роботогибочная система TWISTER² была одним из ярких моментов на внутренней выставке WAFIOS в этом году.
Несколько производственных ячеек TWISTER² были представлены в отдельном зале, где были представлены новейшие технологии гибки труб. Впервые представленная на ярмарке проводов и труб в Дюссельдорфе в 2018 году, эта концепция за последний год претерпела дальнейшие усовершенствования и теперь превратилась в модульную систему, идеально адаптированную к требованиям пользователя.Что делает эту концепцию машины такой особенной, так это полная интеграция робота. Трубогибочный станок и робот используют один и тот же пользовательский интерфейс в виде системы программирования WAFIOS WPS 3.2 Easy Way, что позволяет взаимодействовать с задачами гибки и обработки. Эта концепция позволяет гибко и эффективно производить трехмерную геометрию, обеспечивая при этом высокую надежность процесса и исключительно простое управление. Основываясь на этой концепции, WAFIOS Tube Automation представила решение ячейки для производства гидравлических линий, включающее автоматическую подачу компонентов, машину для формовки концов и TWISTER².
Автомобильная промышленность – лишь одна из областей, в которой система TWISTER² может оказать влияние, например, на системы транспортировки жидкости, такие как топливопровод или линии кондиционирования воздуха. Система также может использоваться в области электромобильности, например, при производстве линий охлаждения и нагрева для управления тепловым режимом современных аккумуляторов.
Традиционная технология гибки в сравнении с технологией роботизированной гибки
В обычных трубогибочных машинах с одной головкой блок продвижения позиционирует компонент на линейной оси вдоль направления трубы в гибочной головке.Линейное управление неизбежно приводит к ограничению свободы по сравнению с позиционированием компонента с помощью 6-осевого робота, как в случае с системой TWISTER².
С TWISTER² робот выполняет задачи по наведению и перемещению, а также подает подачу во время процесса гибки. В повседневной работе TWISTER² предлагает большую степень свободы, когда дело касается изготовления деталей и эксплуатации станка.
Стандартизированная модульная система обеспечивает новый уровень гибкости и может быть собрана в соответствии с требованиями конкретного приложения пользователя.
Когда дело доходит до работы с трубой, в распоряжении робота есть ряд систем захвата. Поворотный захват WAFIOS с углом поворота +/- 190 ° идеально подходит для гибки компонентов с помощью зажима, особенно для геометрических форм с длинными зажатыми прямыми участками, например, в линиях кондиционирования воздуха с гибкими элементами из резиновых шлангов. Гидропневматический захват имеет ограниченный угол поворота и, как правило, используется с изогнутыми деталями с короткими зажатыми прямыми участками. То же самое и с пневматическим захватом, который имеет меньшее усилие зажима по сравнению с гидропневматическим захватом.
Рабочие зоны гибочной головки теперь подходят для труб диаметром от 12,7 x 1 мм до 20 x 2 мм. Также доступны гибочные головки, которые позволяют гибку в одном направлении или полную гибку влево и вправо за один цикл.
В зависимости от задействованных деталей, решения для магазинов варьируются от однослойных магазинов с симметричными присоединительными частями, индексных магазинов для трубок с гибкими элементами или асимметричными присоединительными частями до трубных погрузчиков для гладких труб (например, для формирования ячеек), вплоть до в специализированные журналы по проектам.
Полностью интегрированный робот обеспечивает управление системой с особой функцией с точки зрения модульной конструкции. Редактор программы обеспечивает соответствие программного обеспечения модульной сложности. Стандартизированные модули можно гибко конфигурировать как интегрированные ячейки, например, для интеграции различных магазинов. Процессы отдельных компонентов машинной системы могут быть связаны с геометрией компонента. Порядок обработки определяется в программной последовательности.Это помогает создать больше свободы и возможностей для вариаций решений ячеек со стандартизованными модулями, а также для интеграции даже самых разнообразных этапов процесса, будь то окончательная формовка, намотка или сварка.
TWISTER² работает как обычный трубогибочный станок WAFIOS.
Процесс идентичен. Сначала считываются и вводятся параметры гибки. Затем программа гибки рассчитывается автоматически с использованием имеющихся технологий и данных инструмента. Затем моделируется процесс гибки, например, для проверки на столкновение.
Во время работы робот принимает на себя оси для продвижения подачи, горизонтального и вертикального перемещения, а также для изменения направления обработки. Для создания программы гибки от пользователей не требуется никаких знаний о роботах. Программирование осуществляется с помощью ручного устройства управления WAFIOS, а не с панели управления роботом. Сочетание управления роботом и программы гибки является революционным в мире систем гибки роботов. Объединяя эти два аспекта, поворотный захват перемещает длину подхода изгиба как траекторию оси продвижения подачи во время процесса изгиба.Движения робота и инструмента рассчитываются и выполняются одновременно, а интерполяция осей происходит автоматически.
Система TWISTER² во многих отношениях является чрезвычайно экономичным решением. Благодаря интерполяции осей зажимание и разжимание трубчатого зажима происходит во время процесса гибки. Дополнительные преимущества включают повышенную гибкость инструмента, сокращение времени цикла и большую точность размеров.
По сравнению с обычными трубогибочными станками, система TWISTER² обеспечивает значительную экономию затрат на закупку.Для классической тормозной магистрали обычно необходимы магазин для станции подачи, гибочный станок и манипулятор. В то время как WAFIOS TWISTER² требует только добавления журнала, что обеспечивает большую свободу и гибкость.
лучшая цена YLSK- 3D-3100 производитель гибочных станков с ЧПУ
- + 86-18038269529
- [email protected]
- Позвоните нам
- + 86-18038269529
- Наш адрес
- Ворота № 24, современная промышленная зона, улица Цзяоюй, город Шипай, город Дунгуань, провинция Гуандун, Китай-523330, .
- дом
- О нас
- Профиль компании
- Наша сила
- Контроль качества
- Обслуживание клиентов
- Товары
- Машина для намотки пружин с ЧПУ
- Формовочная машина с ЧПУ
- Бескулачковая пружинная машина с ЧПУ
- Станок для гибки проволоки с ЧПУ
- Пружинная закалочная печь с ЧПУ
- Соответствующие продукты
- НОВОСТИ
- Новости компании
- Промышленные новости