Самодельный ручной станок для гибки цепных звеньев
Промышленное производство цепей осуществляется на автоматизированных станках, но до их появления звенья гнули вручную с помощью специального кондуктора. Рассмотрим, как сделать такой кондуктор, чтобы изготавливать цепи в домашних условиях.Материалы:
- листовая сталь толщиной 20 мм;
- гладкий прут d 10мм;
- квадратный прут 14х14 или 20х20 мм.

Сборка станка для изготовления цепи
Для изготовления основания гибочного станка нужно вырезать из листовой стали заготовку 12х20 см. Можно использовать свои размеры, но если заготовка будет крупнее, то готовый станок может не помещаться в обычные тиски. Тогда его придется прикручивать к столу или большой деревянной колоде.


Из такой же стали вырезается пара гибочных губок. Их размер составляет 3х10 см. Один торец каждой губки нужно скруглить, обработав на наждаке или сточив болгаркой.

Далее следует отшлифовать лепестковым кругом поверхность губок и ранее сделанного основания кондуктора.


На подготовленных губках нужно сделать по 2 отверстия. Первое сверлится со стороны скругленного торца.

Его диаметр должен составить 11 мм. Центр отверстия располагается на отдалении 15 мм от сточенного торца и боковых краев. Второе отверстие отдаляется от первого на 1-1,5 мм больше толщины прутков, которые будут использоваться для изготовления цепей. Для него применяется сверло 10 мм. Поскольку сверлить настолько толстый металл сложно, то сначала стоит проделать тонкие отверстия, а потом их расширить до нужного диаметра.
Также сверлом 10 мм делается 3 отверстия на основании кондуктора. Два из них располагаются в одну линию. Расстояние между их отдаленными краями должно соответствовать длине желаемых звеньев. Третье отверстие сверлится по центру с отступом в сторону на толщину прутков для гибки.



Из гладкого стального прута d 10 мм нужно вырезать 5 штифтов. Три из них длиной 60 мм, а два 40 мм.

К губкам привариваются ручки из квадрата. Чем они длиннее, тем легче будет сгибать звенья. Желательно варить ручки под углом кверху, как на фото, чтобы в дальнейшем их было удобней захватывать и стягивать.


Длинные штифты забиваются в основание станка, а короткие впрессовываются в губки в отверстия возле ручек. Далее ручки с губками надеваются на штифты в основании.




Готовый станок зажимается в тисках. В него закладываются предварительно нарезанные стальные пруты и загибаются движением губок в звенья. Длина прутков подбирается индивидуально под размер полученного станка. Каждый последующий прут предварительно продевается в предыдущее звено. После изготовления цепи стыки звеньев свариваются.




Смотрите видео
sdelaysam-svoimirukami.ru
Гибка арматуры – как покорить стальной прут? + Видео
Любая основательная стройка требует работ с металлом. Гибка арматуры должна производиться с соблюдением технологии – от этого зависит надежность возводимым конструкций и зданий.
1 Для чего и как гнуть арматуру – памятка начинающим строителям
Основное назначение арматуры – армирование бетона, который подвержен разрушению нагрузками изгибающего характера. В железобетонных конструкциях растягивающие и сжимающие усилия берет на себя металлический пруток. Возвести достаточно надежный, прочный фундамент любого дома практически невозможно без арматурного каркаса.
В тоже время, армирование углов и различных примыканий перекрестием прямых прутков является грубым нарушением технологии, ослабляющем конструкцию, что может привести к расслоению бетона. В угловых связках требуется укладка изогнутой арматуры с перехлестом на каждую сторону минимум 80 см. Гибка прутков также необходима для изготовления различных соединительных элементов, работающих на растяжение (к примеру, стандартный крюк, лапка, другое).
Рекомендуем ознакомиться
Как гнуть арматуру, чтобы она при этом сохранила свои прочностные характеристики, знает далеко не каждый. Стеклопластиковую согнуть невозможно, поэтому подобной обработке подвергают только стальную. Разрешается сгибать арматурные стержни исключительно механическим способом, не допуская острых углов в месте изгиба. Закругления требуется делать плавными – оптимальный радиус составляет 10–15 диаметров арматуры.
Следует знать, что арматура А3 в холодном состоянии гнется без потери прочности на угол 90° (так называемый прямой). Ее прочностные показатели снижаются приблизительно на 10 % при угле в 180°.
В настоящее время очень распространены как минимум 2 недопустимых способа сгибания арматуры:
- место, где будет выполняться гибка, надпиливают посредством отрезной угловой машинки или подобным инструментом;
- место сгиба греют паяльной лампой (сваркой, автогеном, на костре).
После подобных “подготовительных” работ используют подручный инструмент для гибки арматуры (молотки, кувалды, трубы и так далее). Очевидно, что оба приема ослабляют стержни в разы, а это может повлечь их разрушение под влиянием нагрузок. Все виды арматуры требуется гнуть в холодном состоянии без нарушения их целостности, если иное не указано проектировщиком.
2 Устройства для гибки арматурных прутков
За историю развития технологий строительства и металлообработки человечество изобрело далеко не одно приспособление для гибки арматуры. Принцип действия у всех одинаков, а отличие состоит в конструкциях оборудования и диаметре сгибаемой арматуры, зависящих от модели.
Деталь, подвергаемую изменению, фиксируют между центральным и упорным роликом (валом) устройства. Третьим роликом (гибочным) металл изгибают в нужную сторону на требуемый угол. Закругление можно делать как по часовой стрелке, так и против. Препятствием для деформации вдоль всей длины служит упорный вал, не позволяющий провернуться или сдвинуться незадействованной части заготовки.
Основных вариантов оборудования два:
- ручные модели;
- с механическим приводом.
Приводные станки, кроме специальных, действуют по одной схеме. Рабочим органом является диск, который насажен на вертикальный вал и вращается в горизонтальной плоскости. На диске установлены изгибающий и центральные пальцы – между ними закладывают арматуру. Упорный ролик закреплен на стойке – арматура упирается в него при вращении диска и изгибается вокруг центральной втулки под действием изгибающего пальца, который двигается по наружной поверхности прута.

Станки отличаются по мощности, производительности и подразделяются на 3 группы в зависимости от назначения:
- для легкой арматуры – диаметр прутков 3–20 мм;
- тяжелой – 20–40 мм;
- сверхтяжелой – 40–90 мм.
Подобное устройство для гибки арматуры способно согнуть несколько прутков одновременно. Выпускается также оборудование для диаметров 3–90 мм. Если необходимо изготовить сложную конструкцию с переменными углами сгиба, то лучше всего подойдет гидравлический станок. Он позволяет гнуть прутки более качественно, без образования на поверхности заготовки изломов и складок, сопровождающих напряжение металла. На таком станке можно выполнить изгиб под углом до 180°.
Ручные гибочные инструменты выпускают разных видов, в том числе переносные. Они достаточно просты в применении и доступны по цене. Для работы с прутками можно приобрести как специальный станок, так и трубогиб. Устанавливают этот инструмент на верстаках. Большинство устройств предназначено для сгибания прутков диаметром не более 14 мм. Такие станки вполне подходят для частного строительства, но непригодны при больших объемах работ.
Выбор оборудования для гибки определяется диаметром арматуры и объемом работ. Прежде чем приступить к обработке металла, следует учесть, что разные части прутка подвергаются различным напряжениям, внешняя – растяжению, а внутренняя – сжатию. Неправильный выбор станка или его неграмотное применение могут привести к появлению не только складок и изломов, но и к повреждению арматуры.
Поэтому необходимо точное определение всех размеров заготовки, соответствующая настройка оборудования и правильная фиксация в нем прутка.3 Самодельные устройства для сгибания – это может каждый!
Самодельный станок для гибки арматуры можно изготовить самостоятельно. Вариантов исполнения много, но все они похожи на заводской ручной станок. К металлической станине или плите приваривают упорный штырь или уголок. Затем устанавливают поворотную металлическую платформу, оснащенную рычагом, центральным и гибочным штырями. Расстояние между элементами конструкции зависит от диаметра прутков, которые предполагается гнуть. Ножки станины следует прикрепить к полу – это позволит работать с арматурой толщиной 6–12 мм.

Конструкция, выполненная на плите, будет являться переносным вариантом. Но для нее необходимо предусмотреть способ крепления по месту работы. Это могут быть отверстия под болты – для прикручивания к верстаку или иной основе. Можно также приварить с обратной стороны плиты 2 или более штырей, которые надо будет вставлять в отверстия основы. Возможности такого станка, скорее всего, будут ограничены диаметром арматуры в 10 мм.
4 Как согнуть арматуру руками – дешево и сердито
Когда специальные устройства отсутствуют, то можно, конечно, в ряде случаев обойтись и без них. Но необходимо помнить, что ручная гибка арматуры на порядок травмоопасней, чем на станке. Любое непродуманное действие, движение может привести к тому, что пруток или импровизированные приспособления спружинят или выскользнут и нанесут повреждение горе-мастеру.
Тонкие прутки до 8 мм при хорошей физической подготовке можно сгибать вручную даже без каких-либо приспособлений. Качество будет соответствующее – радиус сгиба будет слишком велик. Такая арматура вряд ли в полной мере выполнит возложенные на нее функции по укреплению фундамента.
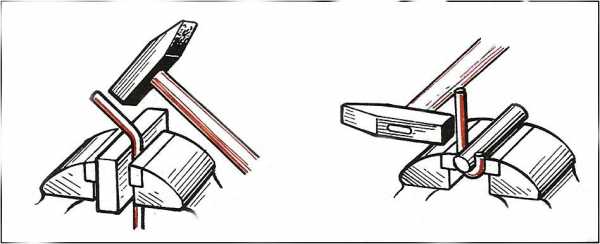
Использование двух стальных труб значительно улучшит результат и позволит сгибать более толстые прутки. Чем длиннее трубы, тем больше может быть диаметр арматуры, и меньшие усилия потребуются. Схема работы – стержень фиксируют в одной трубе, а вторую надевают на выступающий конец заготовки и используют, как рычаг. Тонкие прутки можно будет сгибать прямо от земли, наступив на упорную трубу. Более продвинутый вариант – когда фиксирующая труба укрепляется до неподвижного состояния на верстаке в тисках, в земле (вкапывается, бетонируется) или другим способом.
Другой вариант с применением труб, когда в землю прочно вбивают 2 штыря, используемые в качестве упора для прутка на месте сгиба. Арматуру заводят между штырями. Обе трубы выполняют роль рычага. Вместо штырей можно использовать 2 близко растущих дерева, но защитникам природы это очень не понравится!
Можно также использовать нерекомендуемые способы, упомянутые выше, но только если это не отразится на надежности конструкции, или когда не важен результат. Гибка арматуры своими руками в этом случае начинается с закрепления прутка (необязательное условие). Место сгиба надрезают или раскаляют, а затем гнут арматуру в нужную сторону. При необходимости используют молоток или трубы.
tutmet.ru
Гибка проволоки – приспособления: станки с ЧПУ, ручная гибка
Проволока – металлопродукция, востребованная в строительстве и многих отраслях промышленности. Для гибки проволоки с целью придания требуемой формы используются ручные слесарные инструменты, приспособления и станки. Выбор подходящего способа изгибания зависит от диаметра и твердости проволоки, а также требуемой производительности.
Гибка проволоки в домашних условиях
Для придания простых форм не очень жесткой проволоке используют слесарные инструменты, имеющиеся практически в каждой домашней мастерской:
- Плоскогубцы. С их помощью можно изогнуть или надежно зафиксировать конец изделия.
- Пассатижи. Разновидность плоскогубцев.
- Кусачки. С их помощью металлоизделие нарезают на мерные куски.
Для создания сложных фигур используют шаблоны, с которыми сверяются в процессе гибки. Для гибки хомута прямоугольной формы конец проволоки зажимают в тисках, а изгиб осуществляют плоскогубцами или ударами молотка.
Правила техники безопасности при ручной гибке:
- работы требуется проводить в плотных тканевых перчатках;
- необходимо обеспечивать плотную фиксацию обрабатываемого материала;
- на столе, на котором производятся работы, не должны находиться тяжелые предметы, которые могут упасть на пол.
Несложные приспособления для гибки проволоки своими руками
Для выполнения гибки в единичных или мелкосерийных вариантах используют наборы, состоящие из двух стальных пластин, осей, валиков и втулки, имеющих центральный канал 6 мм. Количество и расположение осей можно менять.
 |  |
Принцип работы гибочного устройства:
- Нижнюю пластину крепят в тисках.
- Верхнюю поворачивают на определенный угол. При необходимости изготовления точных форм в приспособление встраивают угломер.
- За счет торчащих осей и опорной втулки изделие изгибается под нужным углом.
С помощью такого устройства для гибки можно работать с нелегированной и нержавеющей проволокой диаметром 3-4 мм, сварочными прутками, арматурой с гладкой поверхностью класса АI небольшого диаметра.
Самодельный ручной станок для художественной гибки проволоки
С целью гибки проволоки для создания металлических узоров на ограждениях, перилах лестниц, для декора фасадов используется специальное оборудование заводского производства.

Однако возможно и самостоятельное изготовление такого устройства.

Рис. 1

Рис. 2
Кратко этапы изготовления:
- Изготовить станину (2) размером 150х80 мм из стальной пластины толщиной 30 мм.
- В торце станины просверливают сквозное отверстие (видно на рис. 1) для регулирующего болта, глухие (2) и (3) – для фиксации роликов, (4) и (5) – для фиксации станины к уголку. В отверстиях нарезается резьба М8.
- К столу привинчивают неравнополочный уголок 60х40 мм с толщиной полки 5 мм, длиной 200 мм.
- Для паза на рис.1 изготавливают стальной брусок длиной 90 мм. В бруске просверливают глухое отверстие с резьбой (1) для регулировочного болта, сквозное отверстие (2) для фиксации ручки-регулятора угла поворота, отверстие (3) глубиной 10 мм с резьбой М8 для ролика, имеющего рифленую поверхность.
- К уголку привинчивают собранную станину (2) с направляющими роликами (3), двумя ручками (5) и (6), роликом с рифленой поверхностью.
Промышленные станки для гибки проволоки
В серийном и крупносерийном производствах используются станки, работающие с проволокой в бухтах. Такие агрегаты обеспечивают экономичность и хорошую производительность при получении однотипных металлоизделий. На станок устанавливаются приспособления, настроенные на получение определенной конфигурации.

Процесс работы:
- установка бухты с проволокой на размотчик;
- на длинномерное изделие оказывают воздействие два механизма – роликовый и плоский;
- выровненная проволока поступает в станок в гибочные устройства;
- деталь требуемой конфигурации отрезается механическим режущим устройством.
На таком проволокогибочном оборудовании получают детали несложной формы. Число гибочных операций обычно не превышает 5-ти.
Станки с ЧПУ для гибки проволоки: разновидности и основные характеристики
Технологически передовыми являются станки с числовым программным управлением. Они позволяют получать детали сложной формы. Для изменения формы гибки и размера изделия меняют программу на компьютере.

Различают несколько типов станков, работающих по компьютерным программам:
- С одной гибочной консолью. На таком агрегате изготавливают несложные по форме изделия. Длина развертки ограничена 1 м.
- С двумя консолями. С их помощью получают металлоизделия сложных конфигураций с большой длиной развертки. Работа производится с проволокой, нарезанной на мерные длины. Гибка осуществляется во встречных направлениях. На двухконсольных станках можно получать закрытые изгибы.
- Объемной гибки. 3D-изгибание позволяет изготавливать сложные объемные формы. Минусом такой технологии является высокая стоимость агрегатов и их неспособность обеспечить высокую производительность. На таких станках изготавливают бесшовные изделия, к которым будут предъявляться высокие требования по прочности во время эксплуатации.
spbrmk.ru