Приспособление для шлифовки направляющих станин токарных станков в Харькове (Станки шлифовальные специализированные)
- Украина
- Харьков
- Оборудование шлифовальное
- Станки шлифовальные специализированные Приспособление для шлифовки направляющих станин токарных станков в Харькове
Цена: Цену уточняйте
за 1 ед.
Компания Алтухов, ФЛ-П (Харьков) является зарегистрированным поставщиком на сайте BizOrg.su. Вы можете приобрести товар Приспособление для шлифовки направляющих станин токарных станков, расчеты производятся в ₽. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
Приспособление предназначено для шлифовки направляющих каретки станин станков 1К62, 16К20, 1К62Д, МК6046, 1А62, 1М63 и других станков по соответствующему типоразмеру. Конструкция механизма позволяет, без демонтажа станка с фундамента, восстановить точность обработки после ремонта до первоначальных данных станка, чем значительно снижаются затраты на ремонт.Механизм и входящая в комплект шлифовальная головка, позволяет последовательно настраиваться на шлифовку поверхностей призмы или верхних и нижних плоских направляющей. Предварительно со станка снимается каретка, задняя бабка.
Товары, похожие на Приспособление для шлифовки направляющих станин токарных станков
Вы можете заказать товар Приспособление для шлифовки направляющих станин токарных станков в компании Алтухов, ФЛ-П через нашу систему. В текущий момент товар находится в статусе “в наличии”.
Компания Алтухов, ФЛ-П является зарегистрированным поставщиком на сайте BizOrg.su.
Служебная информация:
На нашей площадке для удобства, каждой компании присвоен уникальный ID. Алтухов, ФЛ-П имеет ID 484220. Приспособление для шлифовки направляющих станин токарных станков имеет ID на сайте – 5380097. Если у вас возникли сложности при работе с компанией Алтухов, ФЛ-П – сообщите идентификаторы компании и товара/услуги в нашу службу технической поддержки.
Товар был добавлен на сайт 04/09/2013, дата последнего изменения – 04/09/2013. За все время товар был просмотрен 3271 раз.
За все время товар был просмотрен 3271 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
Заявленная компанией Алтухов, ФЛ-П цена товара «Приспособление для шлифовки направляющих станин токарных станков» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Алтухов, ФЛ-П по указанным телефону или адресу электронной почты.
Телефоны:
+380 (67) 5455504
Купить приспособление для шлифовки направляющих станин токарных станков в Харькове:
Украина,Харьковская область, Харьков,ул. Метростроителе 15
Приспособление для шлифовки направляющих станин токарных станковВосстановление геометрической точности станины строганием.
Точнее, восстановление нижних плоскостей направляющих станины токарного станка. ..
..
В литературе довольно подробно описаны методы восстановления плоскостей направляющих станины токарных станков (в основном это шабрение и шлифовка). Подробно рассмотрены вопросы восстановления геометрической точности рабочих плоскостей призматических, V-образных и плоских направляющих станины токарных станков, описаны типовые технологические процессы. В условиях производства широко применяется шлифовка, как более производительный и менее трудозатратный метод. В данной статье я хотел бы рассмотреть метод восстановления станины токарного станка, приемлемый для небольших предприятий, не обладающих материально-технической базой для ремонта станочного парка, а также для мастерских, для энтузиастов и любителей. Чаще всего при восстановлении геометрической точности станка своими силами, используется шабрение, как наиболее доступный способ с экономической точки зрения. Зачастую заказ шлифовки станины (на предприятиях, оказывающих такие услуги) с учетом разборки и транспортировки оказывается более затратным, чем самостоятельное восстановление. Другая причина, более веская, на мой взгляд – это желание самостоятельно восстановить станок (иногда винтажный) для себя и своими силами. Восстановление всех плоскостей не вызывает затруднений, хотя и требует высокой квалификации исполнителя. Но восстановление нижних плоскостей направляющих станины сопряжено с рядом неудобств и трудностей. Помимо неудобного расположения, доступ к этим плоскостям может быть затруднен конструктивными особенностями станины, что требует покупки или изготовления дополнительного инструмента (например поверочной линейки). В то же время, требования к точности этих плоскостей не велики, непараллельность направлению движения карретки суппорта должна быть, обычно, не более 0,02мм на всей длинне станины. Требование параллельности к направлению движения супорта подразумевает, что ремонтироваться эти плоскости должны в последнюю очередь, а требование к закреплению и выверке станины перед восстановлением направляющих исключает возможность перемещения или изменение ориентации оной в пространстве для ремонта нижних плоскостей.
Другая причина, более веская, на мой взгляд – это желание самостоятельно восстановить станок (иногда винтажный) для себя и своими силами. Восстановление всех плоскостей не вызывает затруднений, хотя и требует высокой квалификации исполнителя. Но восстановление нижних плоскостей направляющих станины сопряжено с рядом неудобств и трудностей. Помимо неудобного расположения, доступ к этим плоскостям может быть затруднен конструктивными особенностями станины, что требует покупки или изготовления дополнительного инструмента (например поверочной линейки). В то же время, требования к точности этих плоскостей не велики, непараллельность направлению движения карретки суппорта должна быть, обычно, не более 0,02мм на всей длинне станины. Требование параллельности к направлению движения супорта подразумевает, что ремонтироваться эти плоскости должны в последнюю очередь, а требование к закреплению и выверке станины перед восстановлением направляющих исключает возможность перемещения или изменение ориентации оной в пространстве для ремонта нижних плоскостей. Все вышесказанное навело автора на мысль использовать для восстановления нижних плоскостей направляющих технологический процесс строгания.
Все вышесказанное навело автора на мысль использовать для восстановления нижних плоскостей направляющих технологический процесс строгания.
Предлагаемый метод позволяет довольно быстро и с приемлемой точностью, восстановить прямолинейность нижних плоскостей направляющих станины токарных станков.
Процесс будет рассмотрен на примере ремонта станины токарно-винторезного станка DeValliere 130H.
Конструкция.
Рис.1
Рис.2
Рис.3
Состоит приспособление Рис.1, Рис.2, Рис.3 из двух плит УСП собраных друг с другом, с помощью уголков. Верхняя плита закреплена на каретке поперечной подачи. К нижней плите прикручена малая продольная подача с резцедержателем. Малая продольная подача служит для перемещения резца по вертикали и крепится под углом к горизонту около 6 градусов. Значение 6 градусов выбрано из соображения уменьшения в 10 раз реального перемещения резца по вертикали. Таким образом, если на одно деление лимба малой продольной подачи перемещение резца составляет 0,05мм, то по вертикали он переместится на Н=sin60x0,05мм, что составит 5 микрон. На самом деле к таким малым величинам стремиться не стоит, вполне хватит уменьшения в 2-5 раз, что соответствует углам 12-30 градусов. Как видно на рисунке, у автора малая продольная подача была привинчена под углом около 30-ти градусов, что дало перемещение по вертикали около 0,01мм на одно деление лимба. Перемещение резца по горизонтали осуществляется поперечной подачей. Токарный патрон на Рис.1 выполняет роль противовеса. Идея такой конструкции состоит в том, чтобы использовать уже отремонтированные части самого станка. Использование плит УСП позволило исключить изготовление каких-либо дополнительный узлов и деталей.
На самом деле к таким малым величинам стремиться не стоит, вполне хватит уменьшения в 2-5 раз, что соответствует углам 12-30 градусов. Как видно на рисунке, у автора малая продольная подача была привинчена под углом около 30-ти градусов, что дало перемещение по вертикали около 0,01мм на одно деление лимба. Перемещение резца по горизонтали осуществляется поперечной подачей. Токарный патрон на Рис.1 выполняет роль противовеса. Идея такой конструкции состоит в том, чтобы использовать уже отремонтированные части самого станка. Использование плит УСП позволило исключить изготовление каких-либо дополнительный узлов и деталей.
Работа.
До того, как приспособление смонтировано на станке, необходимо сделать измерения нижних плоскостей. Это позволит определить место на станине в которой нужно установить резец в начальное положение по высоте. Резец устанавливается поворотом резцедержателя.
Рис.4
Как видно из Рис.4, разница наибольшего и наименьшего отклонений достигает 0,1мм. Цифры соответствуют отклонению в сотых миллиметра. Знак плюс соответствует отклонению вниз, знак минус – вверх. Направление строгания от центра к периферии (в данном случае к передней бабке). Резец, по высоте, устанавливаем на отметке ноль. Я надеюсь, что читатели представляют себе процесс строгания, и не буду на нем подробно останавливаться. Скажу лишь то, что оптимальная величина вертикальной подачи составляет 0,01-0,02мм, а горизонтальной – 0,1мм за проход. Каретка с приспособлением приводится в движение вручную.
Цифры соответствуют отклонению в сотых миллиметра. Знак плюс соответствует отклонению вниз, знак минус – вверх. Направление строгания от центра к периферии (в данном случае к передней бабке). Резец, по высоте, устанавливаем на отметке ноль. Я надеюсь, что читатели представляют себе процесс строгания, и не буду на нем подробно останавливаться. Скажу лишь то, что оптимальная величина вертикальной подачи составляет 0,01-0,02мм, а горизонтальной – 0,1мм за проход. Каретка с приспособлением приводится в движение вручную.
Конструкция не позволяет прострогать всю плоскость целиком с одной установки и требует переналадки приспособления. Это не требует особых усилий, замечу лишь то, что строгание второй половины плоскости требует использования другого резца. В данном случае автор использовал проходной упорный левый и проходной упорный правый резцы.
Рис.5
Рис.6
Рис.7
Рисунки 5, 6 и 7 иллюстрируют приспособление с разных ракурсов. На рисунках 8 и 9 изображено приспособление после переналадки для строгания второй плоскости со стороны призматической направляющей. Так как, со стороны плоской направляющей была отремонтирована и установлена прижимная планка, то необходимость в противовесе отпала.
Так как, со стороны плоской направляющей была отремонтирована и установлена прижимная планка, то необходимость в противовесе отпала.
Рис.8
Рис.9
Тонкости.
Не сморя на то, что конструкция приспособления кажется довольно жесткой и устойчивой, большая консольность требует соблюдения некоторых правил во время строгания. Места приложения усилия для передвижения каретки во время рабочего хода и обратного хода должны быть различны. Иными словами, толкать каретку (рабочий ход – строгание) нужно как можно ближе к направляющей и стараться делать это максимально параллельно плоскости станины. На обратном же ходе тянуть нужно за верх или низ конструкции. Этого правила следует придерживаться потому, что имеет место быть “подныривание” резца (отход резца от плоскости строгания). Автором экспериментально установлено, что величина “подныривания ” может достигать 0,05мм. Это возникает по причине перекоса приспособления, а консоль увеличивает “подныривание”. Во время обратного хода желательно избегать затирания резцом плоскости станины, поэтому нужно возвращать каретку в начальное положение за верх или низ конструкции.
Заключение.
С помощью описанного приспособления автору удалось отремонтировать нижние плоскости направляющих станины с высокой точностью, то есть непараллельность нижних плоскостей направлению движения каретки суппорта составила 0,01мм на всей длине станины. Результат более чем удовлетворительный. Полученные результаты позволяют рекомендовать данный метод к использованию для ремонта станины токарно-винторезных станков.
Литература.
- “Ремонт направляющих станин, столов и суппортов.” Диафильм в 3 частях. Автор И. С. Стерин. Консультант кандидат технических наук Н. И. Думченко. Художник В. В. Петров. Редактор И. Н. Иванова. Издано фабрикой экранных учебно-наглядных пособий …, Ленинград, 198095, ул. Зои Космодемьянской, 26, 1973г.
Можно ли точно отшлифовать токарные станки в домашних условиях?
Susan_in_SF
Богиня дерева и металла
- #1
Привет, ребята,
Некоторое время назад я купил South Bend 9A, которым активно пользовался предыдущий владелец, пока он не скончался. Мне сказали, что он сделал много оружия на моем новом старом токарном станке. Когда я купил его, я был супер новичком, который не думал о постельном белье. Я был ослеплен маркой «Саут-Бенд» и почти ничего не знал.
После покупки этого станка я, честно говоря, не планировал покупать другие станки (смеется). Затем, месяц спустя, на Craigslist я увидел только что опубликованное объявление от парня, который хотел освободить свой склад в тот же день, так как на следующий день он уезжал в отпуск. Я встретил его на складе и купил South Bend 9C вместе с парой стальных тумбочек на верстаке, ящики которых были заполнены припасами 1950-х годов. Я нахожу интересным, как старожилы использовали стеклянные банки, банки из-под кофе и бутылочки с рецептами для хранения своих винтов, кранов и т.
Итак, после того, как мой друг-механик предложил мне оставить 2-й Саут-Бенд на запчасти, я решил оставить его себе, а не продавать. Я рад, что сохранил этот второй токарный станок, так как теперь я знаю, что пути моего токарного станка 9A серьезно изношены. Вы можете легко увидеть износ в нескольких дюймах от передней бабки. Что касается более старого токарного станка 9c 1930-х годов, направляющие находятся в очень, очень хорошем состоянии. Итак, я планирую просто поменяться кроватями. Я читал в Интернете, что мне просто нужно просверлить дополнительное отверстие в станине 9C, чтобы в нее можно было вставить быстросменную коробку.
Я не уверен, что буду делать со своей изношенной кроватью после того, как поменяю ее на кровать 9C.
Возможно ли изготовить длинный подвижный стол для использования на моем маленьком плоскошлифовальном станке 612 и изношенной станине 48 дюймов?
Просто жаль выбрасывать эту старую кровать. В сети читал, что если дорожки были отшлифованы, то фартук надо шлифовать, чтобы токарный станок был точен.
В сети читал, что если дорожки были отшлифованы, то фартук надо шлифовать, чтобы токарный станок был точен.
Несмотря на мой первоначальный план оставить 2-й токарный станок на запчасти, я подумывал продать 2-й токарный станок с замененными 9Кровать.
Моя идея использовать мой плоскошлифовальный станок на 4-футовой станине безумна? Если у МакГайвера есть способ заставить его работать, то как?
Или мне просто продать второй токарный станок как есть, с изношенной станиной (после того, как я поменяю станки)?
Спасибо,
Firstram
H-M Supporter — золотой член
- #2
Я бы починил один и продал бы второй хорошо подержанный со скидкой. Кажется, у вас есть талант находить сделки, поэтому вам понадобится место для следующей части оборудования.
Кажется, у вас есть талант находить сделки, поэтому вам понадобится место для следующей части оборудования.
Боб Корвес
Платина
- #3
Возможно? Да.
Вероятно? Очень уж нет…
Сьюзен, если токарный станок слишком изношен, просто продайте его и купите другой, который лучше соответствует вашим потребностям. Некоторым (очень немногим) людям нравится очищать целую машину для своего хобби-магазина. Другие пользуются другими средствами самобичевания. Будьте готовы к очень высокой кривой обучения и огромному количеству работы, времени и терпения, которые потребуются для правильного выполнения работы.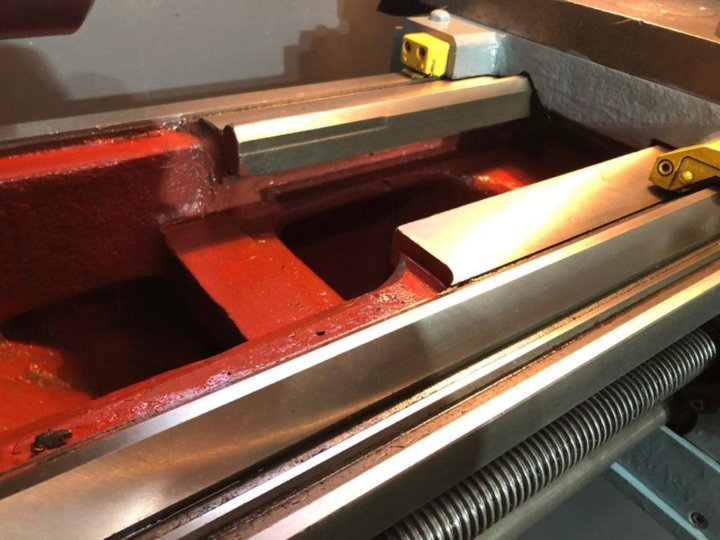 Я бы предположил, что 99 из 100 машин, разобранных любителями для приведения их в функционально новое состояние (а не просто для того, чтобы сделать их снова красивыми), в конечном итоге собираются обратно в незаконченном виде или продаются в виде корзин или запасных частей. Имейте в виду, что любители делают что-то для удовольствия.
Я бы предположил, что 99 из 100 машин, разобранных любителями для приведения их в функционально новое состояние (а не просто для того, чтобы сделать их снова красивыми), в конечном итоге собираются обратно в незаконченном виде или продаются в виде корзин или запасных частей. Имейте в виду, что любители делают что-то для удовольствия.
bhigdog
Зарегистрировано
- #4
Три способа приблизиться к этому.
1. Выбросить или продать кровать.
2. Попробуйте очистить кровать в качестве учебного опыта, прежде чем выбрасывать ее.
3. Используйте его как есть в качестве учебного опыта. Я видел некоторые из лучших работ, выполненных на самых запущенных машинах, потому что оператор хорошо знал их и работал с их недостатками, а не против них. ………….. Боб
………….. Боб
Cadillac STS
Активный пользователь
- #5
Можно ли перевернуть станину так, чтобы передняя бабка оказалась на менее используемом конце задней бабки?
П. Уоллер
Латунь
- #6
Бенмикри
Джон Йорк
- #7
НА САМОМ ДЕЛЕ, НЕТ
П. Уоллер
Латунь
- #8
Почему бы и нет?
Бенмикри
Джон Йорк
- #9
НА ТОКАРНОМ СТАНОКЕ С ПЛОСКИМ НАПРАВЛЕНИЕМ ЭТО МОЖЕТ БЫТЬ ТЕОРЕТИЧЕСКИ ВОЗМОЖНО, НО СТАНКИ С ЮЖНЫМ ИЗГИБОМ НЕ ИЗГОТОВЛЕНЫ ТАКИМ ОБРАЗОМ, КЛАВИША И ГОЛОВКА И ЗАДНЯЯ БАСКА, ОНИ БЫЛИ ПЕРЕВЕРНУТЫ, И НЕТ СПОСОБА НАПРАВЛЯТЬ И ВЫРОВНИТЕ СООТВЕТСТВУЮЩИЕ ЭЛЕМЕНТЫ.
Супербербан
Зарегистрировано
- #10
Согласен. Южный изгиб имеет V-образную форму, плоскую на передней стороне и 2 V-образных на задней.
Сколько стоит переточка направляющих и седла?
HMF
Основатель сайта
- #1
Насколько дорого обойдется переточка направляющих и седла на токарном станке 10×36?
Вам нужно будет сделать переднюю и заднюю бабки, чтобы все выровнять?
Будет ли после этого человек смотреть на соскоб? Или можно было бы добраться туда одним только соскабливанием, если предположить, что состояние путей не так уж плохо.
Предполагается, что вы не пытаетесь создать сверхточный станок, а просто возвращаете его OEM-производителю.
Спасибо!
Нельсон
Последнее редактирование модератором:
Тони Уэллс
Зарегистрировано
- #2
Ну, это немного отличается, но на этом маленьком токарном станке я ожидаю > 500 долларов. НО, и это БОЛЬШОЕ НО, все меняет свое вертикальное положение при шлифовке станины.