чертежи, станки, необходимые инструменты и описание с фото
Внимание каждого привлекают изящные витые узлы на перилах железных лестниц, а также ажурные металлические ограды. При этом не все имеют представление о том, что такие приспособления и предметы изготавливаются методом холодной ковки.
При желании можно без труда научиться воплощать в металле такую красоту. Для этого достаточно иметь в наличии специализированные станки и обладать минимальными навыками работы с материалом.
Особенности холодной ковки
Механическое сгибание металлического прута с помощью специализированных станков, в результате которого ему придается задуманная заранее форма, называется холодной ковкой. Такие манипуляции могут осуществляться на станках как вручную с помощью рычагов, так и благодаря функционированию электромоторов. Кроме всего прочего, с помощью холодной ковки могут сгибаться трубы небольшого диаметра, выполняться витые ограды, а также украшаться жилые сооружения, украшения беседок, фонарей, изготавливаться металлические скамейки, решетки, ворота, а также балконы, лестницы и даже мебель.
Начать собственное производство можно, всего лишь освоив несложный метод холодной ковки. На начальном этапе понадобится приобрести специальное оборудование или же сделать приспособления для холодной ковки собственными руками.
Оборудование и инструменты
Для того чтобы своими руками изготовить кованое изделие, нужно иметь в наличии следующие приспособления:
- фонарик;
- твистер;
- глобус;
- улитку;
- волну;
- гнутик.
Из всех перечисленных выше приспособлений, самым главным считается гнутик, так как именно благодаря ему осуществляется изменение формы металла. Основной его функцией является изгиб детали под определенным углом. Улитка необходима для свивания детали в спирали. Фонарик используют для сгибания деталей, а волна предназначена для выполнения волнообразно выгнутых элементов.
Все инструменты, используемые для ковки изделий, очень просты в применении и с их эксплуатацией без труда сможет разобраться каждый желающий.
Преимущества станков для холодной ковки
Чтобы под механическим воздействием металл принял требуемую форму, используется метод холодной ковки. Лучше всего для таких целей подходит мягкий материал. Методу холодной ковки в основном отдается предпочтение, если требуется создавать большое количество идентичных элементов.
Еще одним неоспоримым преимуществом данного способа воздействия на металл является то, что в процессе создания не требуется наличие высочайшего мастерства. Если сравнивать холодную ковку с горячей, то она отличается следующими неоспоримыми достоинствами:
- быстрой воспроизводимостью;
- низкой стоимостью;
- высокой скоростью изготовления;
- прочностью покрытия;
- отсутствием нагрева элементов.
Несмотря на то что кованые изделия, выполненные с помощью холодной ковки, имеют множество преимуществ, есть у них и определенные недостатки. Основными из них считаются простота форм и необходимость использования громоздкого и разнообразного оборудования.
Назначение и разновидности станков
Основным предназначением любого станка является облегчение ручного труда человека. Для того чтобы осуществить ковку по холодному типу, можно использовать различное оборудование. В таком случае значительно снижаются физические усилия мастера, а также выполняются следующие действия:
- изгиб профиля под требуемым углом;
- продольное скручивание заготовок;
- изготавливаются завитки или спирали.
При использовании приспособлений для холодной ковки получаются специфические детали, которые позволяют выстраивать их в определенной комбинации и создавать художественное полотно. Все станки, предназначенные для данного способа обработки металла, подразделяются на две категории: специализированные и универсальные.
Можно ли сделать станок собственными руками?
Приобрести приспособление для холодной ковки можно только в специализированном магазине или же сделать заказ в Интернете. В таком случае весь процесс приобретения напрямую зависит от платежеспособности покупателя.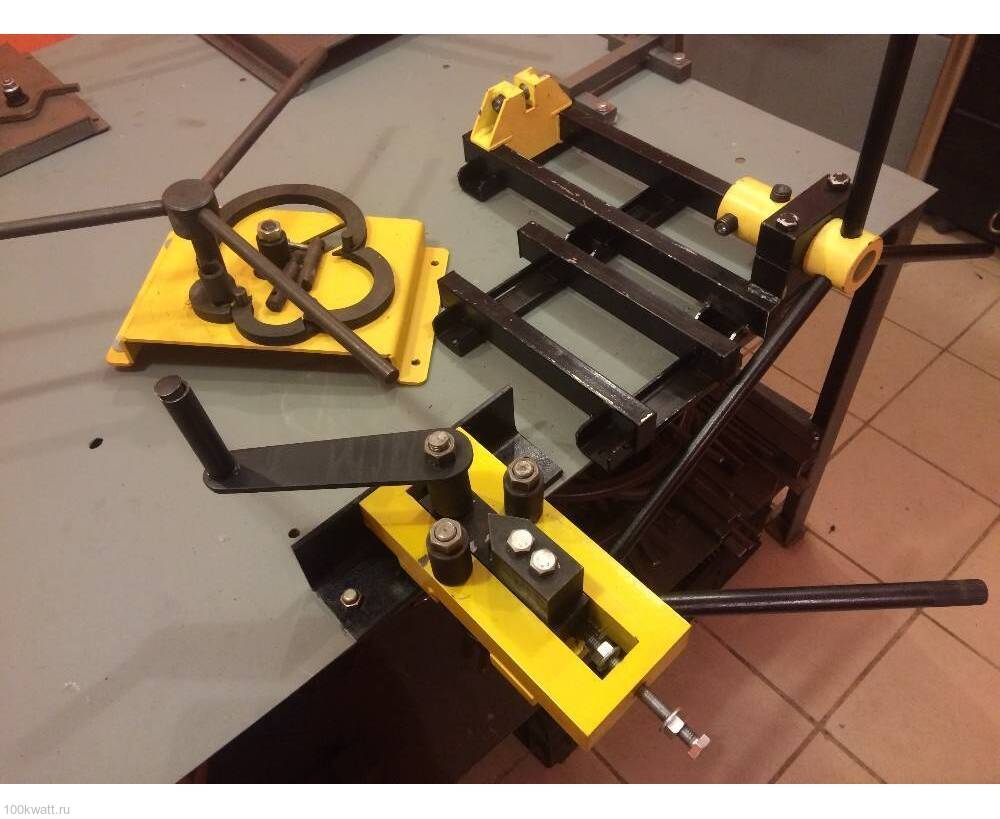 Если же свободных финансов нет или отсутствует желание тратить немаленькие деньги, то в таком случае можно без труда изготовить станок собственными руками.
Если же свободных финансов нет или отсутствует желание тратить немаленькие деньги, то в таком случае можно без труда изготовить станок собственными руками.
Можно обойтись и без станка, только в таком случае понадобится приложить максимум усилий для того, чтобы достичь желаемого результата. Соорудить приспособление для холодной ковки можно в двух вариантах:
- простом;
- универсальном.
Что касается первого, то в таком случае речь идет о тисках. Универсальная модель дополнена определенными элементами (такими как корзинка или фонарь).
Устройство станков
Все без исключения приспособления, предназначенные для холодной ковки, обладают определенными особенностями и параметрами. Для того чтобы начать заниматься этим не только увлекательным, но и прибыльным делом, требуется иметь представление о том, для чего используется каждый станок. В работе мастера применяют следующие виды приспособлений:
- Гибочные станки. Служат для изменения размеров изгибов и волн.
 Сгибать на таком станке можно прутья диаметром до 16 миллиметров.
Сгибать на таком станке можно прутья диаметром до 16 миллиметров. - Твистер – агрегат, оснащенный специализированным шаблоном, непосредственно к которому придавливается обрабатываемый металл. При этом давление на него должно быть очень большим, так как именно от этого напрямую зависит эффективность работы.
- Основание с проставками создано для выполнения узоров совершенно любой вариации. Подобные механизмы имеют очень простую конструкцию.
 Сгибать на таком станке можно прутья диаметром до 16 миллиметров.
Сгибать на таком станке можно прутья диаметром до 16 миллиметров.Как собрать станок своими руками?
Перед тем как собирать приспособление для холодной ковки своими руками, требуется позаботиться о том, чтобы его основание было достаточно прочным. Только в таком случае результат оправдает ожидания. В качестве опоры могут использоваться швеллеры или двутавры, которые предварительно свариваются между собой. Также рекомендуется обязательно к опоре прикрепить лапы из аналогичного профиля и только после этого можно приниматься за изготовление остальных узлов.
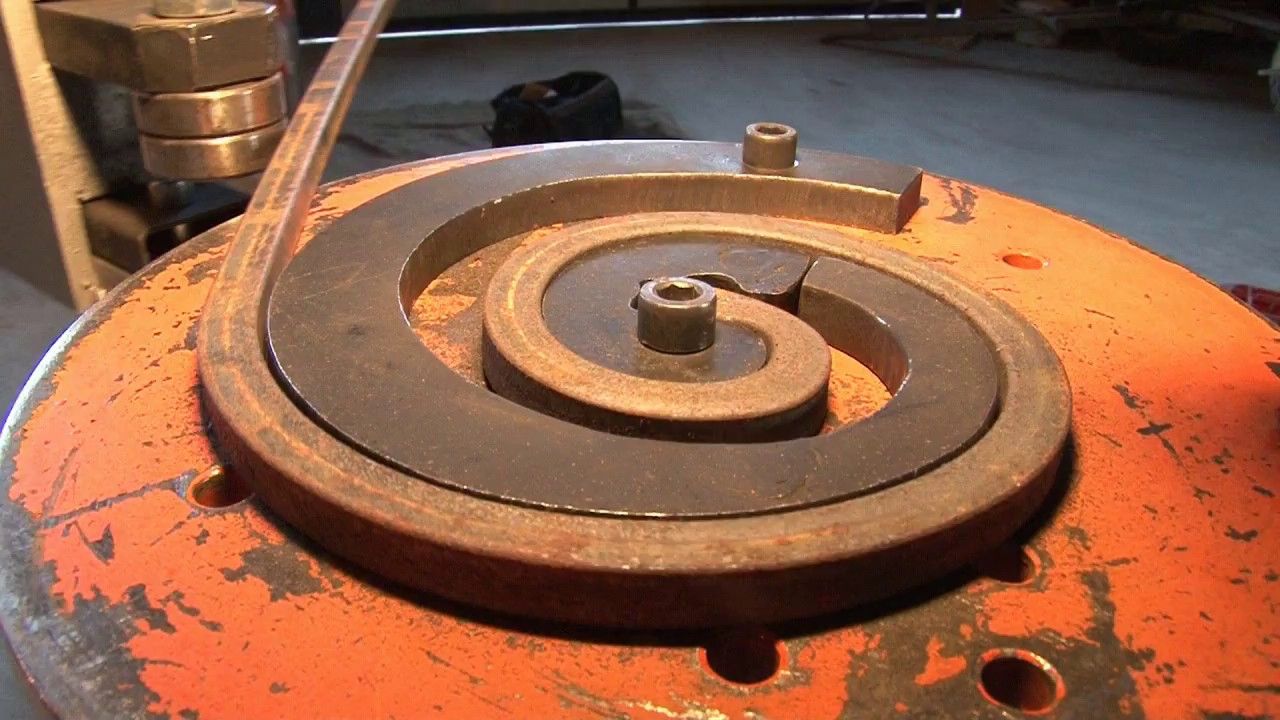
Станок «Улитка»
Если появилось желание самостоятельно изготовить станок, то в таком случае «Улитка» будет одной из самых оптимальных конструкций. Для того чтобы все сделать правильно, требуется в первую очередь иметь представление об особенностях работы станка. Если мастер поймет суть процесса, то в таком случае конструирование не вызовет никаких затруднений. С помощью чертежа, приспособления для холодной ковки своими руками изготавливаются сравнительно просто. Самое главное – следовать всем рекомендациям и внимательно осуществлять все этапы.
Для того чтобы все сделать правильно, требуется в первую очередь иметь представление об особенностях работы станка. Если мастер поймет суть процесса, то в таком случае конструирование не вызовет никаких затруднений. С помощью чертежа, приспособления для холодной ковки своими руками изготавливаются сравнительно просто. Самое главное – следовать всем рекомендациям и внимательно осуществлять все этапы.
В первую очередь необходимо позаботиться о наличии прочного каркаса. Не рекомендуется изготавливать его из деревянных брусьев, так как он не сможет выдержать длительных нагрузок. Самым оптимальным вариантом считается использование толстостенной трубы, металлических уголков или швеллеров.
Из металлической плиты необходимо вырезать в форме круга две столешницы. Именно этот элемент приспособления для холодной ковки металла будет принимать на себя основную часть нагрузки, поэтому на его качестве ни в коем случае нельзя экономить.
Также стоит позаботиться о наличии других необходимых деталей, к которым относится рычаг и вал. Изготовить вал на самодельное приспособление для холодной ковки можно из толстостенной трубы необходимого диаметра. Непосредственно к нему крепится с помощью кольца рычаг, который вращается вокруг него. Дополнительно на рычаг требуется установить ролик для сгибания прутьев.
Изготовить вал на самодельное приспособление для холодной ковки можно из толстостенной трубы необходимого диаметра. Непосредственно к нему крепится с помощью кольца рычаг, который вращается вокруг него. Дополнительно на рычаг требуется установить ролик для сгибания прутьев.
Как только все необходимые элементы будут готовы, можно приступать непосредственно к сборке станка. Все действия выполняются в следующей последовательности:
- сначала устанавливается каркас таким образом, чтобы до него обеспечивался беспрепятственный доступ со всех сторон;
- далее ножки станка бетонируются или закрепляются;
- затем к каркасу приваривается основная столешница;
- устанавливается главный вал и приваривается столешнице;
- элемент укрепляется специальными треугольниками и на него надевается вращающийся рычаг.
- после этого устанавливается верхняя столешница и приваривается к основному валу;
- завершается сборка монтажом на столешницу сегментов улитки.
Как только сборка приспособления для холодной ковки своими руками будет полностью завершена, проводится пробное сгибание. Эта операция делается в обязательном порядке.
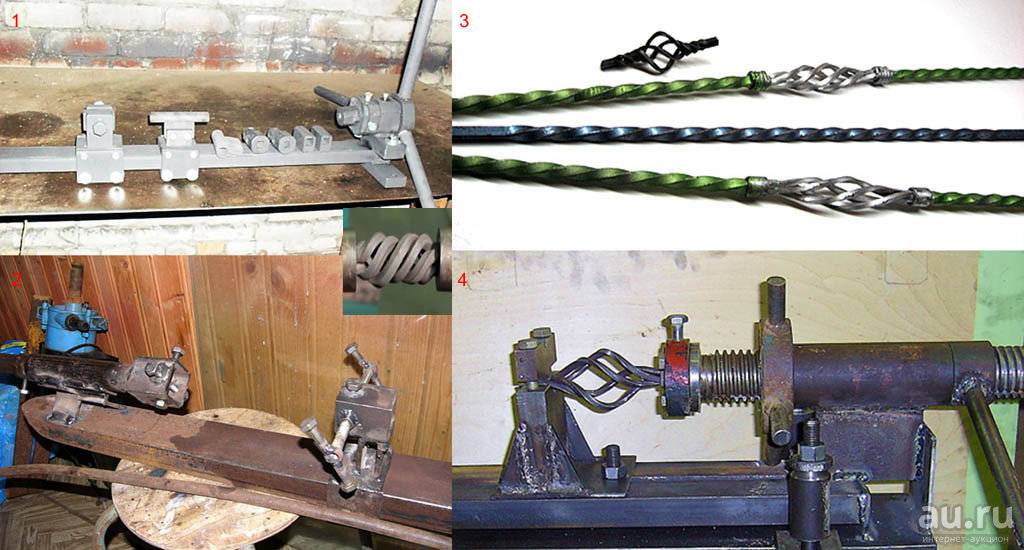
Торсионный станок
Для одноосного продольного скручивания можно сделать приспособление для холодной ковки торсионного типа. Для основания в таком случае необходимо подготовить двутавр или швеллер.
После этого к нему нужно присоединить с помощью сварки железную полоску, на которую будут непосредственно установлены тиски для зажима. Они надежно закрепляются с помощью четырех болтов. Следующим этапом является наваривание на тиски рифленых пластин и установка направляющих роликов. К последним присоединяется зажимной узел, который обеспечивает подвижность заготовки.
Далее изготавливается специальная ручка, служащая для проворачивания подвижной части зажима. После завершения всех работ и полной сборки станка, он обязательно проверяется на прочность и работоспособность. Только после этого окончательно закрепляется на опорной раме.
Станок «Гнутик»
Чтобы каждое изделие было качественно изготовлено, станки и приспособления для холодной ковки в мастерской должны быть различных видов. Для формирования угла необходим «Гнутик». Он собирается из специальной стальной пластины, на которой закрепляется рычаг и два опорных вала. Изготовить такое приспособление для холодной ковки металла своими руками довольно просто.
Если было принято решение заниматься формованием изделий, то обязательно следует позаботиться о наличии станка под названием «Гнутик». Изготовить ее довольно просто. Достаточно четко следовать чертежу приспособления для холодной ковки. Также важно использовать инструментальную сталь.
Станок «Волна»
Согласно фото, приспособление для холодной ковки «Волна», состоит из закрепленных на рабочей столешнице пары стальных дисков с осью вращения.
Управляется он методом изменения расстояния между дисками. В процессе обработки прутка происходит формирование узора, затем он снимается и процесс осуществляется с другой стороны.
Станок-пресс
Для формирования наконечников прутьев необходимо иметь в наличии пресс. Для изготовления такого приспособления для холодной ковки металла своими руками нужно заказать шестерни, валы, валки и подшипниковые втулки. Все эти элементы приобретаются в магазине.
Агрегат функционирует в результате вращения штанги с грузами и отведения назад до упора винтового бойка.
Нюансы изготовления
Несмотря на то что множество станков, предназначенных для холодной ковки, сравнительно просто конструируются, перед их созданием рекомендуется ознакомиться с информацией и всеми нюансами изготовления. Это нужно сделать для того, чтобы в процессе сборки не возникло никаких непредвиденных обстоятельств, которые могут негативным образом сказаться на качестве изделия.
Перед тем как приступить непосредственно к конструированию станка для холодной ковки, необходимо составить чертеж, в котором будут в мельчайших деталях определены все особенности будущего приспособления.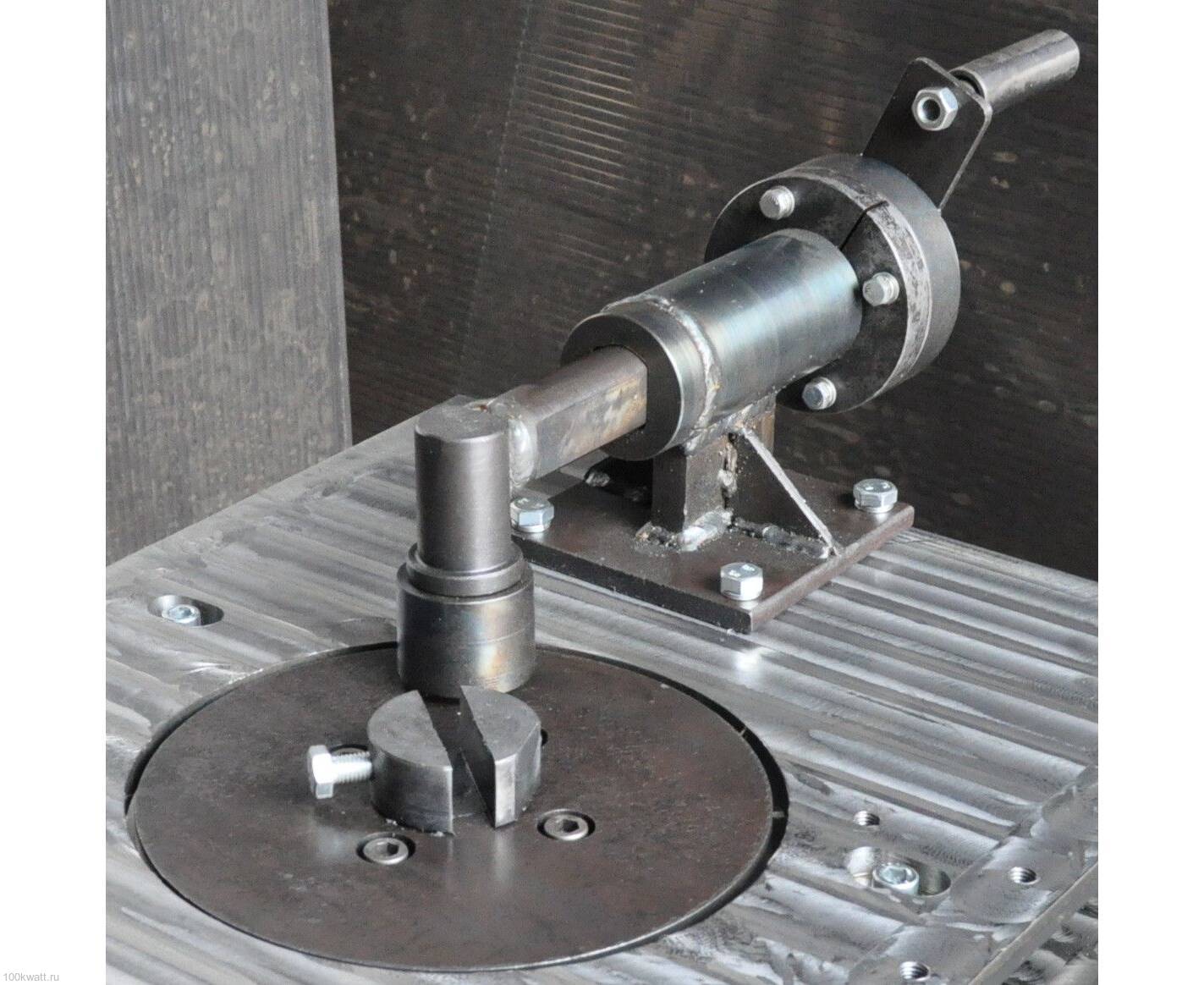 После того как схема будет готова, требуется приобрести и подготовить все необходимые детали. Только после этого можно приступать к сборке.
После того как схема будет готова, требуется приобрести и подготовить все необходимые детали. Только после этого можно приступать к сборке.
Перед изготовлением станка нужно подготовить станину для того, чтобы все детали для конструирования располагались под рукой. Все параметры нужно точно просчитать, чтобы приспособления не мешали друг другу. Для изготовления станины специалисты рекомендуют использовать только прочный материал.
Особенности соединения и покраски деталей
Как только изготовление приспособлений для холодной ковки будет завершено, можно приступать непосредственно к выполнению художественных элементов.
После изготовления деталей, их следует соединить между собой. Сделать это можно несколькими способами. Нередко элементы соединяются методом сварки. После фиксации и остывания образовавшаяся окалина стачивается.
Гораздо более красивым методом соединения считается использование хомутов, которые представляют собой проштампованные полоски металла. Как только все элементы будут зафиксированы между собой, осуществляется их окраска. Для этого используются кузнечные эмали или краски для металла на акриловой основе.
Для этого используются кузнечные эмали или краски для металла на акриловой основе.
Можно также использовать и порошковые составы, но технология будет относительно дорогой. Перед тем как нанести эмаль на поверхность, последняя должна быть тщательно подготовлена. Нельзя наносить состав на ржавчину и грязь. Поверхность должна быть обезжирена и не иметь коррозии. Только в этом случае эмаль продержится максимально долго на самодельном инструменте и защитит его от воздействия влаги.
Подводим итоги
Перед тем как приступить к созданию художественных изделий из металла, нужно позаботиться о наличии всех инструментов и приспособлений для холодной ковки. Все работы должны выполняться осторожно и внимательно. Только в таком случае можно добиться идеального результата.
В большинстве случаев изготовить станки для холодной ковки намного выгоднее собственными руками. Эти приспособления играют важную роль и необходимы для производства качественных изделий. Это объясняется тем, что далеко не каждый элемент представляется возможным обработать с помощью ручных приспособлений, да и стоимость большинства станков является достаточно высокой, даже в том случае когда речь идет о самых элементарных агрегатах.
Многие мастера предпочитают самостоятельно изготавливать станки, которые помогают сделать довольно оригинальные изделия. В таком случае все в большей степени зависит от опыта мастера и его желания. Если принято решение собственными руками сконструировать станок, важно все действия выполнять в определенной последовательности, тогда результат превзойдет все ожидания.
Холодная ковка металла своими руками в домашних условиях
Холодная ковка позволяет создавать различные фигурные изделия без нагрева. Такая обработка не требует крупногабаритного оборудования и может производиться в небольшой мастерской. Для каждого вида декоративных элементов применяются свои приспособления. Они простые в исполнении и доступны начинающему мастеру, владеющим электроинструментом и сваркой. Для создания прокатного станка приобрести валки и некоторые детали.Ограды, перила для лестниц и балконов — тоже можно сделать своими руками Козырек над крыльцом методом холодной ковки
Перила для крыльца — украшение, а не исключительно утилитарное приспособление
Можно сделать беседку и кованную мебель
Ворота как в сказке
Зачем используют холодную ковку и какие изделия производят
Данный способ позволяет изготовить без предварительного нагрева разные металлические элементы декоративного назначения. Это завитки, спирали, пики, кольца, скрученные прутья и др. С помощью электросварки их объединяют в изделия, сочетающие в себе практическую функцию и художественную ценность:
Это завитки, спирали, пики, кольца, скрученные прутья и др. С помощью электросварки их объединяют в изделия, сочетающие в себе практическую функцию и художественную ценность:
- Решетки, ограды. Воспроизводя готический стиль, верхнюю часть забора украшают пиками. Благодаря этому ограждение становится труднопреодолимым.
- Фонари.
- Перила для крыльца и мостика через водоем.
- Навесы, козырьки.
- Садовую мебель: скамейки, столы. Предметы с завитыми спинками и подлокотниками служат украшением участка.
- Балконные ограждения.
- Беседки.
- Мангалы.
- Элементы интерьера в доме: каминные решетки, вешалки, карнизы и пр.
Из составных элементов собирают абстрактные узоры либо изображения листьев, гроздей винограда и т.д.
Кованная беседка с мангалом.
Технологические процессы
Для создания качественного изделия, необходимо придерживаться определенных технологических процессов. Ими пользуются абсолютно все мастера кузнечного дела. Условно их разбивают на такие виды:
Условно их разбивают на такие виды:
- Гнутье – одна из самых распространенных операций. Для создания дугообразного изгиба, заготовку предварительно нагревают. Затем, кладут на рог наковальни и производят загибание изделия.
- Вытяжка – производится на наковальне, путем ударения кувалды по нагретой заготовке. Эта операция позволяет уменьшить поперечное сечение и растянуть изделие.
- Насекание узоров – производится путем нанесения зубилом силуэтов, линий, штрихов и шрифтов на предварительно нагретой заготовке.
- Сборка – осуществляется с помощью кузнечной сварки или склепки. Это завершающий процесс. На этом этапе все отдельные элементы собираются в готовое изделие.
Для продолжения срока службы кованого изделия, важно его покрасить. Предварительно металл обрабатывают грунтовкой, это позволит сохранить антикоррозийные свойства краски. Наносить покрытие лучше в два слоя.
Типы холодной ковки
Для придания заготовкам нужной формы задействуют специальные станки, прессы и штампы.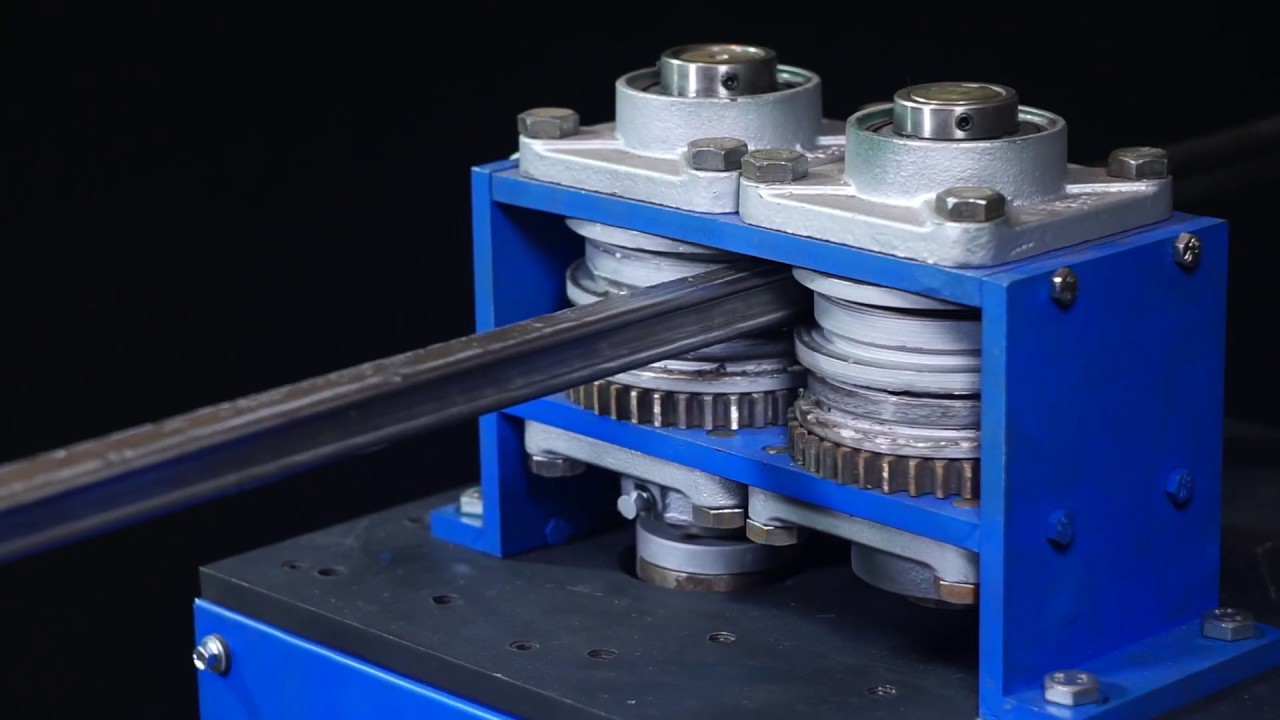 Технология включает в себя следующие операции:
Технология включает в себя следующие операции:
- гнутье;
- калибровку;
- прошивку;
- вырезку;
- штамповку;
- навивку.
Оборудование позволяет осуществлять серийное производство одинаковых изделий.
В качестве заготовок используют следующие виды металлопроката:
- прут круглого и квадратного сечения толщиной 8-16 мм;
- полосу;
- листовой прокат.
Из стальных пластин методом молотковой чеканки изготавливают рельефные украшения.
В качестве материала в холодной формовке используют низкоуглеродистую сталь, отличающуюся мягкостью и пластичностью. Наиболее распространена марка Ст3.
Где купить, заказать
Изделия холодной ковки, изготовленные профессионалами, отличаются более высоким качеством и надежностью. Приобрести готовый предмет можно у сотрудников компаний, присутствующих в разделе «Где купить или заказать кованые изделия». Специалисты предлагают различные по дизайну решения для интерьера, архитектуры здания и ландшафта.
У покупателей компаний, которые представлены в разделе «Где купить кованые элементы», наиболее востребованы штампованные листья, волюты, завитки, накладки и другие детали.
Метки: изделия холодной ковки, элементы холодной ковки
Приемы и технология холодной ковки
Изменение формы заготовок производят следующими методами:
- гибкой;
- кручением;
- протяжкой;
- чеканкой.
Отличительной чертой холодной деформации металла является простота технологического процесса. Так, гибку осуществляют в следующей последовательности:
- Устанавливают оправку нужного размера.
- Жестко фиксируют один конец заготовки.
- Сгибают ее, охватывая оправку. В результате получают вензель или завиток нужных размера, формы и направления.
Кручению подвергают прут квадратного сечения. Для выполнения операции нужны только тиски и ворот с длинным рычагом. При ручном исполнении операция потребует больших усилий. В результате получают прут, равномерно закрученный вокруг собственной оси.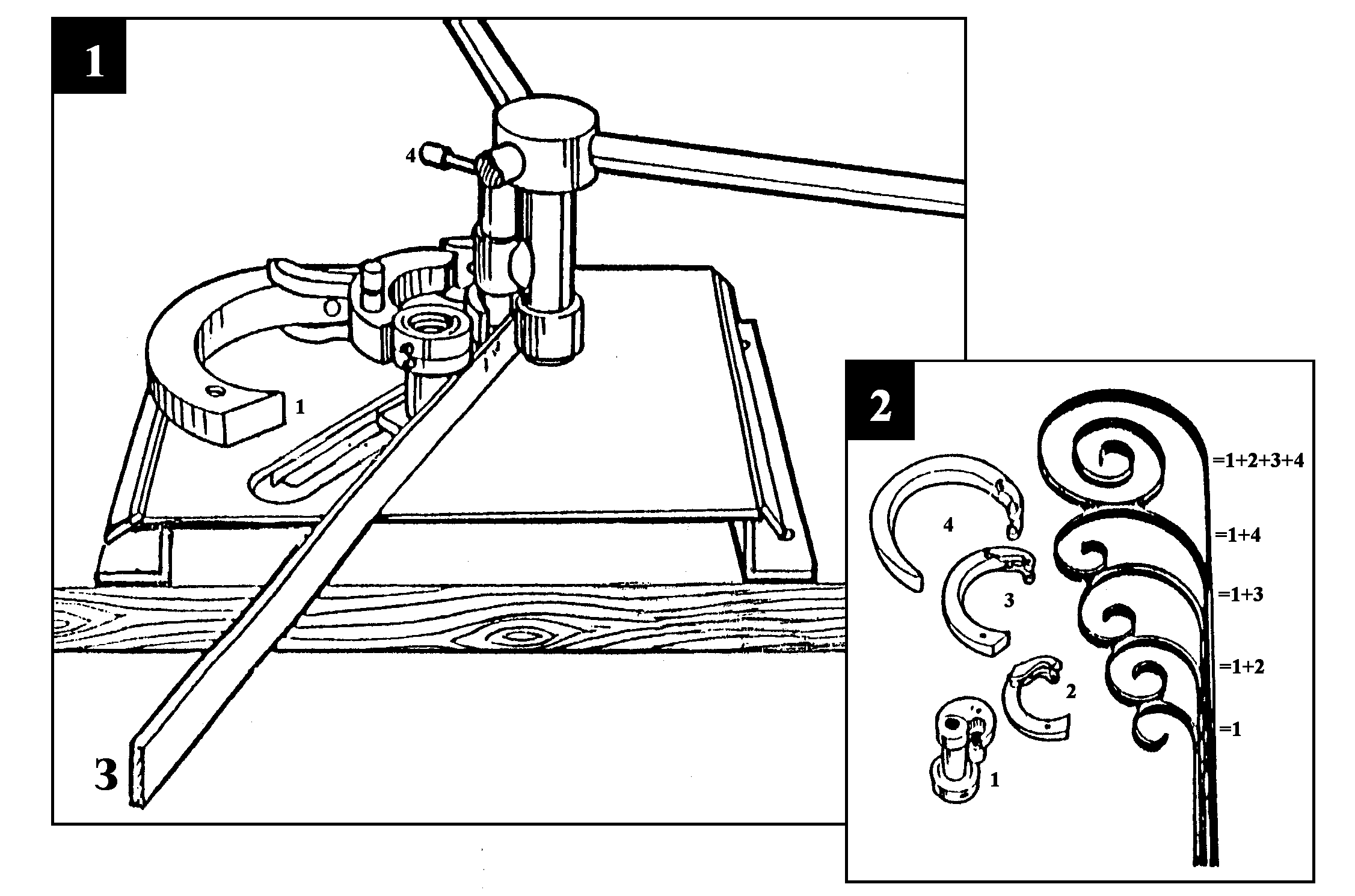 Можно установить в тиски 2 изделия и обвить их одно вокруг другого. Так делают, например, крайние опоры балконных ограждений.
Можно установить в тиски 2 изделия и обвить их одно вокруг другого. Так делают, например, крайние опоры балконных ограждений.
Интересное: Что такое контактная сварка и её виды
Операция протяжки состоит в перемещении заготовки между роликами, вследствие чего происходит ее сдавливание. В большинстве случаев данным методом концам прутьев придают заостренную форму.
Чеканку по индивидуальному заказу выполняют вручную с помощью молотка. В серийном производстве используют штамп. Механизм выдавливает рисунок подвижной частью — пуансоном.
Кручение — один из способов ковки.
Разновидности узоров
Из объёмного металлопроката кузнецы создают различные рисунки, в которые входит несколько составляющих:
- Спираль. Диаметр спирали иногда уменьшается книзу и меняет своё направление на противоположное. Получается очень оригинальный узор, в котором направление спирали регулируется художественным замыслом.
- Двухрядная спираль. Средняя часть имеет самый большой диаметр. Этот орнамент получил название «китайский фонарик». Для получения такого узора используется проволока большого сечения.
- Волюта. Узор имеет форму завитка, располагающегося в разных направлениях. Волюта бывает однонаправленной вогнутости, при этом завитки имеют одну ось сгиба. Когда завитки находятся с двух сторон от центра заготовки, говорят о разнонаправленной волюте.
- Крутень. Для формирования такого орнамента часть стержня закручивается вокруг оси. Закручивание всегда происходит в одну сторону, так как находясь в пластичном состоянии, при закручивании в разные стороны пруток может разрушиться.
- Навершие. Этими деталями украшают оконные решётки, а также различные ограждения. Элемент представляет собой небольшой отрезок прутка, торец которого имеет острую кромку. К нему крепится несколько завитков.
 Этот орнамент получил название «китайский фонарик». Для получения такого узора используется проволока большого сечения.
Этот орнамент получил название «китайский фонарик». Для получения такого узора используется проволока большого сечения.https://youtube.com/watch?v=TPeIWRxpMmQ
Из листового металлопроката изготавливаются дополнительные детали художественной ковки. К ним относятся:
- Пространственные спирали. Внешний вид похож на шнек. Ширина спирали уменьшается в сторону вращения. Деталь может иметь рельефный вид. Для этого на кромках делают художественные риски.
- Плоский завиток. Элемент аналогичный объёмному, только для изготовления используется металлическая полоса.
- Чеканка. Для получения узора проводится точечная обработка плоской поверхности детали. Операция выполняется на цветном металле.
- Кернение. В лист вдавливается специальный штамп. Таким способом можно изготавливать вензель, придавать изображению объёмный вид, а также формовать надпись.
- Оголовки. Из полосы сворачивается чашеобразную ёмкость. Может иметь несколько форм в зависимости от создаваемого рисунка.
 Внешний вид похож на шнек. Ширина спирали уменьшается в сторону вращения. Деталь может иметь рельефный вид. Для этого на кромках делают художественные риски.
Внешний вид похож на шнек. Ширина спирали уменьшается в сторону вращения. Деталь может иметь рельефный вид. Для этого на кромках делают художественные риски.Отличия холодной ковки от других способов металлообработки
Помимо данного метода, для производства металлических изделий применяют:
- Литье. Сплав нагревают до жидкого состояния и заливают в формы.
- Механическую обработку (с помощью режущего инструмента). Заготовку обтачивают, сверлят, строгают и т.д.
- Горячую ковку и штамповку. Заготовка подвергается ударному воздействию в нагретом состоянии.
 Заготовку обтачивают, сверлят, строгают и т.д.
Заготовку обтачивают, сверлят, строгают и т.д.Таким образом, отличия холодной обработки от альтернативных способов состоят в следующем:
- Заготовку предварительно не нагревают.
- Ее целостность и структура не нарушаются. Требуемая форма достигается путем холодной обработки под действием внешней силы.
Как построить завиток?
Эскизов завитков для художественной ковки в интернете достаточно, но при попытках подогнать их размеры к требуемым для себя нередко оказывается, что изделие зрелищно проигрывает из-за вроде бы незначительного нарушения пропорций. Поэтому желательно также уметь строить ковочные шаблоны завитков, заведомо обладающие эстетическими достоинствами.
Шаблоны для холодной ковки художественных завитков – волют – строятся на основе математических спиралей. Чаще всего используется логарифмическая спираль; это одна из широко распространенных естественных форм, выражающая фундаментальные законы природы. Логарифмическая спираль обнаруживается и в раковине улитки-моллюска, и в нашем слуховом аппарате, и в форме скрипичного ключа в нотной записи; в грифе самой скрипки тоже.
Логарифмическая спираль обнаруживается и в раковине улитки-моллюска, и в нашем слуховом аппарате, и в форме скрипичного ключа в нотной записи; в грифе самой скрипки тоже.
Построение образующих шаблонов для холодной ковки на основе спиралей
Принцип построения логарифмической спирали по точкам заключается в том, что при повороте образующего ее радиуса, начиная с некоего начального R0, на фиксированный угол φ, его длина умножается на показатель расхождения спирали p. Для волют p берут, как правило, не более 1,2, т.к. логарифмическая спираль расходится (раскручивается) очень быстро; на поз. В рис. для примера показана логарифмическая спираль с p = 1,25. Чтобы попроще построить спираль по точкам с достаточной для кузнечных работ точностью, принимают φ = 45 градусов.
В случае, когда требуется более плотная арифметическая спираль, при повороте образующего ее радиуса на те же 45 градусов к предыдущему радиусу прибавляется 1/8 шага спирали S, поз. Б. В том и другом случае R0 берут равным или большим поперечника d заготовки равномерного сечения, поз А. Если начальный конец заготовки заострен, R0 может быть и меньше d, вплоть до предела пластичности металла.
Если начальный конец заготовки заострен, R0 может быть и меньше d, вплоть до предела пластичности металла.
Осталось определиться, как уложить зрительно гармоничную спираль с заданный для нее размер проема a. Чтобы решить эту задачу аналитически, т.е. по формулам с любой заданной наперед точностью, придется решать уравнения кубические и высших степеней. Компьютерных программ для численного технического расчета волют в интернете что-то не обнаруживается, поэтому воспользуемся приближенным методом, позволяющим обойтись одним рабочим и, возможно, одним проверочным графическим построением. В его основе лежит предположение, что при небольших р суммы R2+R6 и R4+R8 сильно не различаются. Пошаговый алгоритм построения волюты для ковочного шаблона отсюда следует такой:
- исходя из наличного материала определяем R0;
- количество витков волюты w берем по принципу: как бог положит на душу левой задней лапы любимого кота;
- пользуясь данными таблицы на рис., рассчитываем поперечник волюты b такой, чтобы он был немного меньше ширины проема под нее a, см. поз. Г;
- рассчитываем рабочий начальный радиус R по формуле на поз. Г;
- строим по точкам профиль волюты в масштабе;
- при необходимости точно подгоняем R по той же формуле и строим профиль рабочего шаблона окончательно.
 поз. Г;
поз. Г;Примечание: если по таблице будете рассчитывать промежуточные значения, не забудьте – их нужно брать в геометрической пропорции!
Преимущества и недостатки
Преимущества
Низкую стоимость. Она объясняется малыми затратами энергии и труда.
Отсутствие требований в части квалификации исполнителя. Если горячая ковка доступна только профессиональному кузнецу с развитыми навыками и при наличии мощной печи, то холодной может заниматься любой желающий, притом в домашних условиях.
Высокие эстетические достоинства. Ворота, решетки и прочие изделия смотрятся дорого, благородно и привлекательно; издали они походят на кованые.
Высокую скорость изготовления. Набор элементов для ворот можно выполнить за полдня. Для их изготовления ручной горячей ковкой потребуется неделя.
Для их изготовления ручной горячей ковкой потребуется неделя.
Возможность создавать оригинальные изделия, по-разному комбинируя типовые элементы.
Недостатки
Ограниченный набор исходных материалов и конечных форм. По этой причине изготовленные данным методом предметы не могут сравниться в художественной ценности с полученными традиционной горячей ковкой.
Потребность в специальном оборудовании.
Специальное оборудование — один из недостатков холодной ковки.
Фонарик и твистер: особенности данных станков
Фонарик – это оборудование холодной ковки для работы с несколькими прутьями и создания объемных корзинок. Чтобы не конструировать станину, для закрепления инструмента можно использовать обычные тиски. Инструмент состоит из трех частей: двух матриц и валика. Матрицу можно сделать из крепкого, желательно закаленного металла шириной 4-5 см.
В каждой матрице вытачивается центральное отверстие, в которое монтируется валик. По бокам делают пазы для установки прутьев. Вторая матрица должна свободно перемещаться вдоль рычага, так как при деформации расстояние между рабочими поверхностями уменьшается. При вращении рычага прутья сгибаются по спирали, образуя конструкцию, похожую на фонарик. Изделия из металла своими руками, которые состоят из нескольких прутьев, закрепляют сваркой.
Вторая матрица должна свободно перемещаться вдоль рычага, так как при деформации расстояние между рабочими поверхностями уменьшается. При вращении рычага прутья сгибаются по спирали, образуя конструкцию, похожую на фонарик. Изделия из металла своими руками, которые состоят из нескольких прутьев, закрепляют сваркой.
Подобную конструкцию имеет станок твистер. Однако вместо вала в матрицу вставляется прут, который прижимают пластиной или болтами. Между ними нужно установить подвижный элемент, при вращении вала подающийся вперед. Прут скручивается по продольной оси, образуя симметричную спираль.
Создавать кованые элементы можно используя инструменты фонарик и твистер.
Обратите внимание! Ходовая матрица с каждым вращением должна приближаться к статичной. Если она будет закреплена в одном положении, мастеру придется прилагать больше усилий для выполнения изгиба прутьев.
Инструменты и материалы для холодной ковки
Мастер должен располагать следующим:
- Специальными станками.
- Сварочным аппаратом. Применяется для сборки декоративных элементов в единую композицию.
- Болгаркой с диском «по металлу». Ею прокат нарезают на заготовки.
- Струбцинами или другими приспособлениями для неподвижной фиксации элементов перед сварочными работами.
- Щеткой с металлическим ворсом.
- Молотком.
- Кистью для нанесения эмали. Низкоуглеродистая сталь нуждается в защите от коррозии.
- Рулеткой.

Используют материалы:
- Стальной прокат: прут, полосу, лист.
- Плавящиеся электроды с покрытием. Конструкция не относится к ответственным, поэтому подойдут рутиловые расходники типа МР-3.
- Эмаль для наружных работ.
Как сделать запятую, какой диаметр выбрать
- Пруток с сечением в 10 мм. нагревается, на конце заготовки делается глазок и закручивается. В результате аккуратных постукиваний молотка получается тугой завиток.
- Заготовка придается изгиб, для этого используется ручная и подкладная вилки.
- Ненужная часть заготовки удаляется, обрубается, второй конец обрабатывается, оттягивается.
- В результате получается две запятые. Более подробно ролик описан на этой странице.

Ниже приводятся еще описания, перечень будет пополняться.
Оборудование для холодной ковки
Элементы изготавливают на нескольких станках. Название каждого устройства соответствует выполняемой с его помощью операции.
Улитка
Данное оборудование предназначено для завивки заготовки в плоскую спираль. В самом простом исполнении представляет собой массивный стол с закрепленным на нем шаблоном из толстой стальной полосы.
Зафиксировав конец заготовки в центре, ее деформируют гибочным рычагом.
В усложненном варианте шаблон выполнен из нескольких шарнирно скрепленных звеньев и установлен на вращающемся столе. Прижим заготовки осуществляет ролик. По мере вращения вала шаблон постепенно разгибается.
Гнутик
Данный станок изгибает прокат под нужным углом. Он состоит из следующих компонентов:
Он состоит из следующих компонентов:
- Станины.
- Неподвижных упоров с прижимными роликами для фиксации заготовки.
- Направляющих.
- Перемещающегося по ним подвижного упора.
- Винтового механизма.
Интересное: Виды оборудования для резки металла
На подвижном упоре крепят накладку с профилем, соответствующим требуемой форме изгиба. Необходимое усилие создается винтовым механизмом.
Поворачивая стол с закрепленной на нем заготовкой, можно получать любые плоские и пространственные фигуры.
Волна
Конечное изделие представляет собой скругленный зигзаг. Главными элементами станка являются центральный и обводной ролики, последний установлен на водиле. Также можно дооснастить «улитку» либо использовать «гнутик», вооружив подвижный упор накладкой соответствующего профиля.
Фонарик
Станок скручивает сразу несколько стержней, установленных по кругу. В результате получается пространственная конструкция цилиндрической формы со спиральными стенками. На станине закреплены упор с фиксатором и подвижный ворот.
На станине закреплены упор с фиксатором и подвижный ворот.
Глобус
С помощью данного станка изготавливают арочные перекрытия и другие изделия в виде дуги с большим радиусом. Заготовку обжимают по шаблону гибочным рычагом с подвижным роликом.
Данный станок применяют для серийного производства. В единичном количестве дуги можно изготовить на «гнутике».
Кузнечный станок Глобус.
Твистер
Устройство закручивает заготовку вокруг продольной оси. Для этого один ее конец жестко фиксируют, а второй вращают подвижным воротом. Этот узел может перемещаться вдоль заготовки, что позволяет регулировать шаг спирали.
Назначение метода
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами. Так выглядит торсион и одноименный станок
- Фонарик. На этом устройстве тоже скручивают пруток в продольном направлении, только еще дополнительно изгибают его и в поперечном направлении. Получается нечто похожее на фонарик. Отсюда и название устройства. Так делают «фонарик»
- Твистеры или улитки. Формируют плоские завитки разного диаметра. Приспособление для холодной ковки улитка — для формирования завитков
- Гибочные станки или гнутики. Позволяют изогнуть прутки или арматуру под требуемым углом в любом месте. Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
- Волна. По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали. Станок «Волна» — для формирования соответствующего рельефа
- Приспособления для обработки концов деталей — инерционно-штамповочные станки или другие самодельные устройства. Станки для оформления концов прутков. В данном случае — гусиная лапка
 Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельное оборудование для холодной ковки
Станки можно изготовить самостоятельно. Начинающему мастеру в первую очередь следует обзавестись «улиткой», так как спирали и завитки являются наиболее востребованным декоративным элементом. Меняя радиус изгиба и число навивок, можно с помощью только этого станка создать множество красивых оригинальных изделий.
Начинающему мастеру в первую очередь следует обзавестись «улиткой», так как спирали и завитки являются наиболее востребованным декоративным элементом. Меняя радиус изгиба и число навивок, можно с помощью только этого станка создать множество красивых оригинальных изделий.
Что потребуется
Для холодной деформации стальных заготовок нужны большие усилия. Поэтому все компоненты станка должны быть прочными и массивными. Для их изготовления используют следующие материалы:
- Столешницу — лист толщиной от 10 мм.
- Гибочный рычаг — профилированную трубу сечением 40х25х3 (мм). Допускается применение изделия со стенкой в 2 мм.
Некоторые части невозможно изготовить на дому. Примеры:
- Станина и подвижный упор «гнутика». Материалом служит высокопрочная сталь, поэтому для изготовления нужны фрезерный и сверлильный станки.
- Центральный и обводной ролики «волны». Испытывают большие нагрузки, поэтому изготавливаются из инструментальной стали. Для ее обработки тоже требуется промышленное оборудование.

Такие детали следует заказать на производственном участке с хорошим парком металлообрабатывающих станков.
Изготовление станка
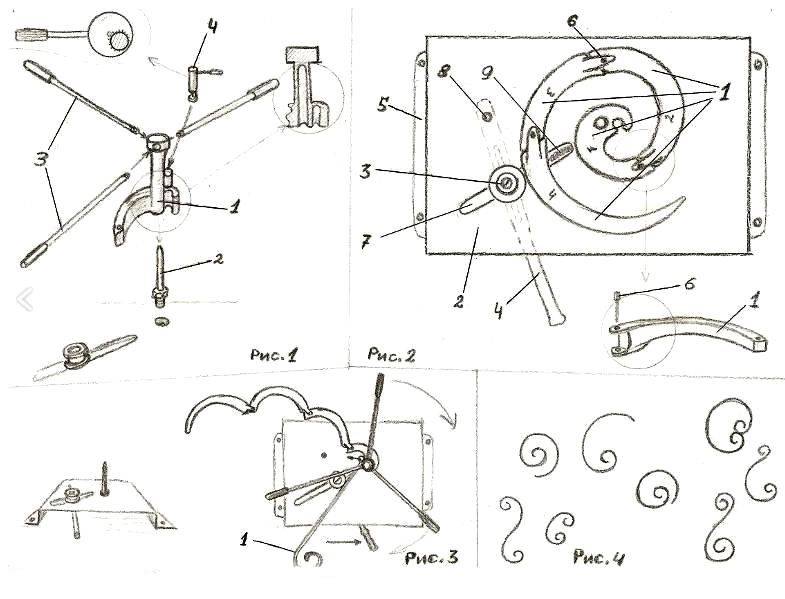
Приспособление «улитка» делают в следующей последовательности:
- Из листовой стали вырезают круглую столешницу.
- В центре приваривают ножку из толстостенной трубы с кронштейнами для крепления к полу. Для придания устойчивости ее можно усилить подкосами.
- Устанавливают гибочный рычаг. Одним концом его крепят к ножке так, чтобы оставалась возможность вращения. С другой стороны рычаг оснащают прижимными роликами на подшипниках.
- На столешнице крепят шаблон из толстой полосы. Он должен повторять форму будущей детали с небольшим допуском (определяется опытным путем). К шаблону приваривают штифты, а в столешнице под них сверлят отверстия. Такой способ фиксации позволит изготавливать элементы с разным радиусом закругления.
Интересное: Что такое гальваническое покрытие металла
Крепление гибочного рычага к ножке станка можно выполнить 2 способами:
- С помощью подшипника. Это наилучший вариант, он обеспечивает легкое вращение.
- Посредством втулки, выполненной из трубы большего диаметра. Снизу наваривают поддерживающее кольцо. В этом случае вращение рычага потребует больших усилий, но при наличии смазки операция будет доступна даже человеку средней комплекции.
 Это наилучший вариант, он обеспечивает легкое вращение.
Это наилучший вариант, он обеспечивает легкое вращение.Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Подшипниковый узел
Фиксатор для заготовки
Так выглядит конструкция в целом
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки ссотрите в видео:
Создание узоров для изделий своими руками
Для выбора оптимального варианта компоновки декоративных элементов рекомендуется просмотреть фото в интернете. Взяв за основу понравившийся узор, его дополняют и видоизменяют в соответствии с собственными идеями.
Будущее изделие рекомендуется вычертить на ровной поверхности мелом в масштабе 1:1. Может выясниться, что на бумаге или экране компьютера узор смотрится привлекательно, а в реальном размере — нет. Для облегчения процесса переноса на плоскость можно изготовить бумажные модели завитушек и других элементов.
Стили и элементы
Узоры делятся на виды:
- геометрические;
- растительные;
- животные.
В первой группе различают несколько стилей:
- Романский. Отличается строгостью линий и большим количеством однотипных элементов. При компоновке орнамента соблюдают симметрию.
- Готический. Содержит в большом количестве элементы, направленные вверх: стрельчатые арки, пики, острые шипы и т.д. Спирали и завитки делают раздвоенными, напоминающими стебель растения. Прямые линии прутьев дополняют фонариками.
- Барокко. Характеризуется пышными ажурными орнаментами. Геометрические узоры дополняют растительными элементами — листьями и цветами.
- Ренессанс. В этом стиле преобладают округлые, плавные линии. Встречается относительно редко.
- Ампир. Данный стиль, наоборот, предполагает наличие большого количества длинных гладких прутьев. Даже завитки выполняют вытянутыми со спиралями на концах.

Методами холодной формовки чаще всего изготавливают следующие детали:
- Завитки. Применяются чаще всего. Имеют различную форму, например, бывают S- и С-образными. Второй вариант называют волютой.
- Спирали. Бывают плоскими и пространственными, одинарными и двойными.
- Крутени. Прут или полоса, скрученные вокруг собственной продольной оси.
- Пики. Заостренный элемент на конце прута.
- Чеканку. Изготовленная из тонкого металла имитация листа, лепестка, цветка или животного.
- Кольца.
Формирование орнамента
Элементы складывают на ровной поверхности в узор и соединяют одним из следующих способов:
- Сваркой.
- Художественными хомутами (заклепками).

Второй вариант применяют в местах, где сварной шов невозможно сделать незаметным. Заклепки делают фигурными, так что они гармонично дополняют узор.
Сварные швы после удаления шлака выравнивают болгаркой, вооруженной шлифовальным диском. Им же обрабатывают весь орнамент перед покраской.
Крепление элементов узора: последняя обработка металла
После того как все необходимые элементы орнамента созданы, начинается его формирование. Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Изделия смотрятся более целостно, если элементы соединены с помощью сварки.
Основных видов соединений два:
- сварочный шов;
- заклепки (или художественные хомуты).

Сварочный аппарат полезно использовать в тех местах, где шов соединения можно легко зачистить или он будет незаметен. Для сохранения эстетичности орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они надежно скрепят составные части и дополнят декор.
Орнамент соединяют постепенно, в зависимости от количества деталей. Изначально скрепляют мелкие элементы, формируют просечки, витые линии и вензеля. Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Холодная ковка позволяет создавать своими руками красивые и оригинальные изделия.
Художественная ковка не только является бизнесом или работой, но и может быть занимательным хобби. Оборудование холодной ковки своими руками может сделать даже начинающий мастер из подручных материалов. Специалистов по холодной ковке можно смело назвать художниками, так как они создают красивые орнаменты из неотесанных прутьев, труб и листов. Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
Специалистов по холодной ковке можно смело назвать художниками, так как они создают красивые орнаменты из неотесанных прутьев, труб и листов. Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
Машина для холодной штамповки Экспорт из Соединенного Королевства
Данные по экспорту машины для холодной штамповки из Соединенного Королевства – 5 экспортных поставок
Все фильтры
Прикладные фильтры
COO:United KingdomX
COD: 90 005
По отгрузкам
По Название
по отправкам
по названию
Просмотр Подробнее (26)
по поставкам
по названию
по поставкам
по названию
По отгрузкам
По наименованию
Подробнее (20)
По отгрузкам
По наименованию
Подробнее (30)
По отгрузкам
По имени
Подробнее (30)
По поставкам
По имени
Подробнее (26)
Скачать СкачатьОтчет об исследовании рынка
Отчет об исследовании рынка
Часто задаваемые вопросы
90 005Как изучить экспортный рынок Соединенного Королевства машин для холодной штамповки?
Данные Volza об экспорте машин для холодной штамповки из Соединенного Королевства позволяют изучить подробные данные с именами поставщиков-покупателей за последние 10 лет.
Как разработать стратегию экспорта машин для холодной штамповки из Соединенного Королевства?
Данные Volza об экспорте машин для холодной штамповки из Соединенного Королевства помогут вам создать экспортную стратегию на основе подробных данных о торговле с именами поставщиков, ценами и объемами за последние 10 лет.
Как получить информацию об экспортном рынке станков для холодной штамповки?
Вы можете найти информацию о рынке экспорта машин для холодной ковки в Соединенном Королевстве за последние 10 лет с покупателем, поставщиком, ценой и объемом от volza.com
Как выйти на новые рынки для экспорта машин для холодной ковки?
Вы можете найти Новые рынки для экспорта машин для холодной ковки от Volza Отчет о состоянии рынка страны за последние 10 лет с темпами роста, покупателем, поставщиком, ценой и объемом.
Какие машины для холодной штамповки экспортируются из Соединенного Королевства?
Основными продуктами, связанными с машинами для холодной ковки, являются штампы для холодной ковки, штампы для штамповки, штампы для штамповки, штампы для обрезки, штампы для кнопок.
Что такое код HSN машины для холодной штамповки?
Два основных кода HSN для станков для холодной штамповки: код HSN 84621020, код HSN 84836090. Подробную информацию можно найти на странице https://www.volza.com/hs-codes.
Насколько достоверны данные об экспорте машин холодной штамповки из Соединенного Королевства?
Данные Volza об экспорте машин для холодной штамповки из Великобритании на 100% достоверны, поскольку они основаны на фактических экспортно-импортных поставках и собираются по всему миру из более чем 20 000 портов из более чем 70 стран.
Чем могут помочь данные об экспорте машин для холодной штамповки из Соединенного Королевства?
Данные об экспорте машин для холодной штамповки в Соединенном Королевстве содержат стратегическую информацию и очень полезны для экспортеров и импортеров, которые хотят расширить мировую торговлю, улучшить цепочку поставок машин для холодной штамповки, найти экономичных поставщиков, новых покупателей и быстрорастущие рынки.
Какую информацию содержат данные об экспорте машин для холодной штамповки из Соединенного Королевства?
Данные об экспорте машин для холодной штамповки из Соединенного Королевства содержат дату отгрузки, имя и контактную информацию экспортера, импортера, описание продукта, цену, количество, страну и порт происхождения, страну и порт назначения и многие другие поля.
Как часто обновляется информация об экспорте машин холодной штамповки из Соединенного Королевства?
Мы ежемесячно обновляем информацию об экспорте машин для холодной штамповки из Соединенного Королевства.
Куда Великобритания экспортирует станки для холодной штамповки?
Согласно данным об экспорте машин холодной ковки Volza из Соединенного Королевства, на Индию приходится максимальная доля с 5 поставками.
Где я могу найти последние данные об экспорте машин для холодной штамповки из Соединенного Королевства?
Вы можете загрузить последние данные по экспорту машин для холодной штамповки из Соединенного Королевства за май 2023 года здесь
Где я могу найти данные об экспорте машин для холодной штамповки из Соединенного Королевства с именами покупателей и поставщиков?
Вы можете скачать экспортные данные машин холодной ковки Volza United Kingdom с именами покупателей и поставщиков.
Какова стоимость подписки на информацию об экспорте машин для холодной штамповки из Соединенного Королевства?
Существует два варианта подписки: онлайн-доступ стоит от 1500 долларов, а отчеты от Volza Consulting — от 1000 долларов.
К кому мне следует обращаться с дополнительными вопросами, касающимися экспорта машин для холодной штамповки из Соединенного Королевства?
Отдел продаж Volza будет рад ответить на ваши вопросы. Вы можете связаться с нами по телефону [email protected] или по телефону +1-302 786 5213. 39
Режим
Сделай сам
Доступность
Мгновенный доступ
Стоимость
Доступ к данным более чем по 209 странам
от 1500 долларов США в год
Оплата
Мгновенный онлайн
Формат данных
Excel
| Volza Consulting |
|---|
Режим Заказ клиента | 90 139
Доступность Начало в течение 48 часов |
Стоимость 1000 $ |
Оплата 90 005 Онлайн и другие режимы |
Формат данных Excel, SQL, MSAcess и пользовательский |
| Подробнее |
Необходимый самодельный инструмент для холодной ковки
17-02-2018
Сварка Украшения и предметы интерьера из кованого металла всегда пользовались устойчивой популярностью. Они славятся не только своим эстетичным внешним видом, но и необычайной прочностью и долгим сроком службы. Такие предметы, как правило, способны служить нескольким поколениям владельцев, переходя по наследству от отца к сыну. Кроме того, процесс ковки металла для создания художественных изделий всегда производится вручную, поэтому каждое изделие является эксклюзивным и чем-то отличается от аналогичных аналогов.
Они славятся не только своим эстетичным внешним видом, но и необычайной прочностью и долгим сроком службы. Такие предметы, как правило, способны служить нескольким поколениям владельцев, переходя по наследству от отца к сыну. Кроме того, процесс ковки металла для создания художественных изделий всегда производится вручную, поэтому каждое изделие является эксклюзивным и чем-то отличается от аналогичных аналогов.
С помощью холодной ковки можно изготовить эксклюзивные кованые изделия в домашних условиях.
При этом такие изделия могут изготавливаться не только с применением термического нагрева, с которым традиционно ассоциируется понятие кузнечное производство, но и методом холодной ковки.
 . Каждая такая самоделка будет эксклюзивной.
. Каждая такая самоделка будет эксклюзивной.Особенности процесса холодной ковки
Инструмент для холодной ковки.
Основное отличие от процесса горячей ковки в том, что металлические детали гнутся к холодной, без применения термического накала. Это приводит к тому, что для этого процесса можно использовать металлический пруток толщиной не более 30 мм или квадрат не более 16 мм, так как его основным двигателем является мышечная сила. Вам не потребуется специально оборудованная мастерская, им можно заниматься в обычном сарае или гараже. Единственное, следует помнить, что для соединения криволинейных деталей в единую конструкцию понадобится сварочный аппарат, а для зачистки сварных швов понадобится болгарка.
Так как далеко не все обладают большой физической силой, для холодной ковки своими руками нужны специальные инструменты. Проходя через них, металлические заготовки одновременно подвергаются процессам прессования и гибки. Так как этот материал дополнительно упрочнен, повредить металлическую часть в дальнейшем крайне сложно. С другой стороны, если деталь изготовлена неправильно, ее практически невозможно переделать, в отличие от горячей ковки. Единственный реальный способ — это порезать его мясорубкой и сварить, придав нужное положение.
С другой стороны, если деталь изготовлена неправильно, ее практически невозможно переделать, в отличие от горячей ковки. Единственный реальный способ — это порезать его мясорубкой и сварить, придав нужное положение.
Необходимый инструмент для холодной ковки
Оборудование рабочего места кузнеца.
Поскольку процесс ковки своими руками происходит без изменения свойств металла, главным рычагом в нем является правило рычага. В его основе лежат практически все инструменты для холодной ковки.
Современная промышленность выпускает их в значительных количествах и богатом ассортименте, но спрос на них достаточно высок, в связи с чем цены в торговых заведениях серьезно завышены. Между тем их устройство достаточно простое, а инструменты для холодной ковки, при наличии сварочного аппарата и некоторых навыков обработки металла, изготовить своими руками не так уж и сложно.
По принципу работы это ручные инструменты, но холодная ковка с их помощью проходит достаточно успешно. Различные их виды способны гнуть металл в виде самых популярных фигурок.
Различные их виды способны гнуть металл в виде самых популярных фигурок.
Общий вид улитки для холодной ковки.
Если холодная ковка более-менее периодическая, то в мастерской необходимо установить такие инструменты как:
- Улитка. Представляет собой толстый железный цилиндр с отверстием, в которое вставляется конец стержня. Диск может вращаться вокруг своей оси, а рядом с ним установлен жесткий упор в виде спирали, по которому будет изгибаться металл. На цилиндре имеется длинная ручка, которая вращает все приспособление.
- Гнутик. Инструмент позволяет изгибать заготовку под определенным углом и представляет собой отверстие в неподвижном основании с упором. С его помощью можно согнуть его в виде дуги с заданным радиусом.
- Волна. Этот инструмент представляет собой систему из неподвижного упора и двух роликов, один из которых неподвижно закреплен, а второй подвижен и снабжен рычагом. Он позволяет согнуть заготовку в виде волны с одинаковой амплитудой.
