Приспособление для заточки свёрл своими руками: инструкция по изготовлению
Как известно, промышленность выпускает отдельные сверла по металлу и по дереву, между ними существуют значительные отличия. Перед тем как изготавливать приспособления для заточки инструментов, необходимо знать, какие требования предъявляются к режущим кромкам.
Не понимая физических процессов резания, не зная параметров углов и, главное, почему для каждого материала имеется свой угол заточки сверла, невозможно сделать приспособление. В связи с этим считаем важным для всех мастеров краткую техническую информацию о сверлах.
СверлаВажно. Сразу предупреждаем, что универсального приспособления для заточки всех видов сверл в природе не существует. Такой агрегат не могут сделать даже на самых современных промышленных предприятиях, не говоря уже о кустарных условиях.
Мы дадим инструкцию изготовления приспособления лишь для наиболее используемых и простых с технической точки зрения режущих инструментов.
Вне зависимости от конкретного назначения и вида все сверла по дереву имеют острый наконечник, он удерживает центр при начале сверления. Металлические такого наконечника не имеют, оно просто бы не выдержало значительных усилий. Центровка отверстия достигается за счет кернения поверхности.
Содержание статьи
- Сверла по дереву
- Сверла по металлу
- Инструкция по изготовлению приспособления для сверл большого диаметра
- Порядок изготовления
- Как пользоваться приспособлением
- Видео — Приспособление для заточки сверла на болгарке
Для изготовления сверл применяются низкокачественные дешевые стали, режущие кромки рассчитываются на небольшие усилия. В зависимости от назначения различаются несколько видов инструментов.
| Тип сверла | Технические характеристики и назначение |
|---|---|
| Спиральное | Может иметь диаметр 3–50 мм, при помощи буравчика на конце центруется отверстие и фиксируется сверло. Он имеет резьбу, что облегчает усилие подачи, часть нагрузки берет на себя буравчик. Боковые режущие кромки в виде спирали, за счет такой конструкции значительно улучшается процесс удаления деревянных опилок из глубоких отверстий. Он имеет резьбу, что облегчает усилие подачи, часть нагрузки берет на себя буравчик. Боковые режущие кромки в виде спирали, за счет такой конструкции значительно улучшается процесс удаления деревянных опилок из глубоких отверстий. |
| Винтовые | Вне зависимости от особенностей заточки режущих плоскостей боковые грани имеют форму винта. Такие сверла внешне очень похожи со сверлами для металла. Разница только в качестве стали и наличии на конце острого наконечника. |
| Перьевые | Самые простые и дешевые, применяются для сверления отверстий в тонких пиломатериалах. Качество отверстий низкое. Стенки имеют очень большую шероховатость, а точность не отвечает современным жестким требованиям. |
| Сверло Форстнера | Сложная инженерная конструкция, используется для высверливания специальных точных крепежных отверстий. Главные преимущества – специальная конструкция минимизирует выделение тепловой энергии, сверло и материалы не перегреваются. |
| Кольцевые | Могут называться коронками, высверливают отверстия большого диаметра. Рекомендуется применять на материалах небольшой толщины. |
| Зенкерные | Специальные сверла для сверления отверстий под метизы с потайными головками. Имеют возможность регулировки глубины отверстий. |
Как видно из таблиц, есть большое разнообразие сверл по дереву, некоторые могут стоить больших денег. Но самостоятельно заточить их невозможно, не позволяют особенности конструктивных решений.
Сверла по металлуИх часто используют и по дереву, эти инструменты можно считать универсального использования. Сверла по металлу изготавливаются из очень качественных и очень дорогих высоколегированных сталей. Периодическая заточка в разы увеличивает сроки эксплуатации режущих инструментов, улучшает процесс высверливания и повышает качество поверхности и геометрии отверстий.
Профессионалы настоятельно рекомендуют покупать только качественные режущие инструменты торговых марок RUKO, BOSCH, HAISSER.
Набор сверл по металлуПочему отечественные намного хуже по качеству, ведь еще лет сорок тому назад наша инструментальная промышленность занимала ведущие мировые позиции? За несколько десятилетий мы безнадежно отстали от мировых производителей, у нас нет ни научного потенциала для разработки новых сплавов и технологий обработки металлов, нет среднего машиностроения для производства самого современного оборудования, не вкладываются финансовые средства в научные разработки.
Дорогие сверла по металлу имеют очень сложную и точную крестовую заточку, дополнительно обрабатываются по методу сеточной заточки. Поверхности покрываются специальными очень дорогими металлами и сложными сплавами для минимизации сил трения, лучшего отвода стружки, уменьшения нагрева. Каждая режущая кромка контролируется минимум по двум углам.
Сверла по металлу HaisserСамодельные приспособления для заточки сверл никогда не смогут заточить сложные режущие поверхности, они не в состоянии полностью восстановить первоначальные технические свойства инструментов. Лучшее, на что можно надеяться – несколько улучшится процесс резания в сравнении с полностью тупым сверлом. Но он всегда будет намного хуже, чем у нового инструмента с заводскими заточками.
Лучшее, на что можно надеяться – несколько улучшится процесс резания в сравнении с полностью тупым сверлом. Но он всегда будет намного хуже, чем у нового инструмента с заводскими заточками.
На таком приспособлении можно заточить ржущие кромки сверл диаметром более 5 мм. Мастер должен быть профессиональным сварщиком и иметь практические навыки выполнения слесарных работ по металлу.
Приспособление позволяет устранять проблемы, возникающие при ручной заточке.
- Заточка вручную требует довольно много времени. Чем больше заточка – тем выше вероятность перегрева режущей кромки. Это очень негативно сказывается на прочности, при высокой температуре происходит изменение кристаллизации стали, обратный процесс можно сделать только в производственных условиях.
 Появляется замкнутый круг: мягкие кромки быстро тупятся, их надо часто точить, ручная заточка становится причиной перегрева.
Сверло перекалено
Появляется замкнутый круг: мягкие кромки быстро тупятся, их надо часто точить, ручная заточка становится причиной перегрева.
Сверло перекаленоТак выглядит перегретое сверло
Заточка сверла своими руками приводит к быстрому уменьшению рабочей длины
- Режущие кромки расположены не по центру сверла.
Режущие кромки расположены не по центру сверла
Как следствие, отверстие неровное, сверло может сломаться. Выход – опять точить и пытаться выровнять центр.
Слом сверла Если получится с первого раза, то сверло станет короче примерно на миллиметр, если нет, то последствия еще более печальные. Как вытащить застрявшее сверло из дрели
 Появляется замкнутый круг: мягкие кромки быстро тупятся, их надо часто точить, ручная заточка становится причиной перегрева.
Сверло перекалено
Появляется замкнутый круг: мягкие кромки быстро тупятся, их надо часто точить, ручная заточка становится причиной перегрева.
Сверло перекалено Если получится с первого раза, то сверло станет короче примерно на миллиметр, если нет, то последствия еще более печальные.
Если получится с первого раза, то сверло станет короче примерно на миллиметр, если нет, то последствия еще более печальные. Существует два выхода из такого положения – покупать заводское оборудование или пытаться изготовить его самостоятельно. Конечно, для большой мастерской лучше покупать станок, вложенные средства быстро окупятся и начнут приносить прибыль за счет реализации готовой продукции. Обыкновенному мастеру приобретать заводское оборудование нет экономического резона, вложенные деньги начнут приносить прибыль в очень отдаленной перспективе. Намного лучше сделать элементарное приспособление со всеми его реальными недостатками, но почти бесплатно. Цена работы только потерянное время.
Порядок изготовления
Шаг 1. Подготовьте материалы. Вам понадобится кусочек листовой стали толщиной 3–4 мм, два отрезка трубы, один диаметром 3/4″ , второй 1″. Угольник с шириной полки 32 мм и 25 мм, болтики М10 гайки к ним.
Шаг 2. Отрежьте уголок 32 мм длиной 120 мм. Болгаркой уберите посередине металлический отлив, он формируется во время горячего проката металла.
На внутреннем сгибе болгаркой спилен отливДобейтесь такого положения, чтобы уголок 25 мм входил внутрь уголка 32 мм. Он не должен шататься, соприкасаться могут лишь боковые стенки, угловые грани пусть имеют зазор. За счет этого два уголка будут плавно и без шатаний скользить, что очень важно для самодельного приспособления.
Плотное соприкосновение уголковШаг 3. От уголка 25 мм отрежьте кусочек длиной 180 мм. Заготовки для скользящих направляющих готовы, они во время заточки подают сверло к камню точила.
Шаг 4. Приступайте к изготовлению фиксатора сверла. Оно делается из двух трубок. Одна длинная диаметром 3/4″, на ней устанавливаются направляющие и основание. Второй отрезок трубы Ø 1″ переделается под муфту фиксации положения отдельных элементов приспособления в выбранном положении.
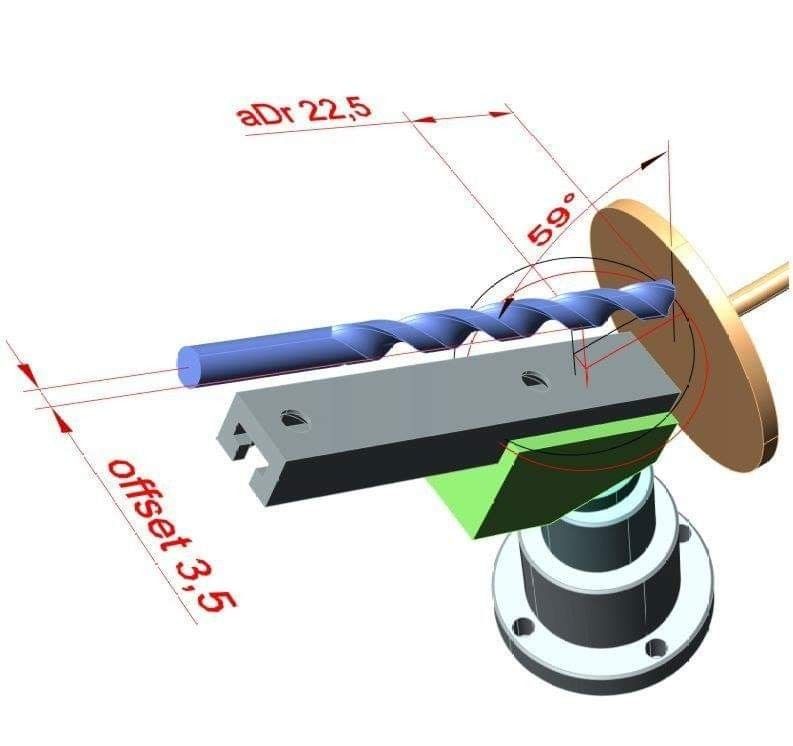
Шаг 5. На торце короткого отрезка болгаркой надо вырезать нишу под уклоном 7–12°, к ней в дальнейшем будет привариваться уголок 32 мм. Это стандартный параметр положения плоскости режущей кромки сверла. Работайте очень внимательно, для сверла по металлу каждый параметр имеет важное значение. От вышеуказанного завысит глубина резания. Конечно, на нее влияет не только угол, но и скорость вращения сверла и величина подачи патрона.
Вырезана ниша под уголокУгол между двумя режущими плоскостями сверла должен быть ≈ 110°. Каждый материал имеет незначительные отличия, но большинство мастеров в быту пользуется одними сверлами и для алюминия, и для стали, и для пластика, и для дерева. На производстве это имеет значение, там большие нагрузки на сверла.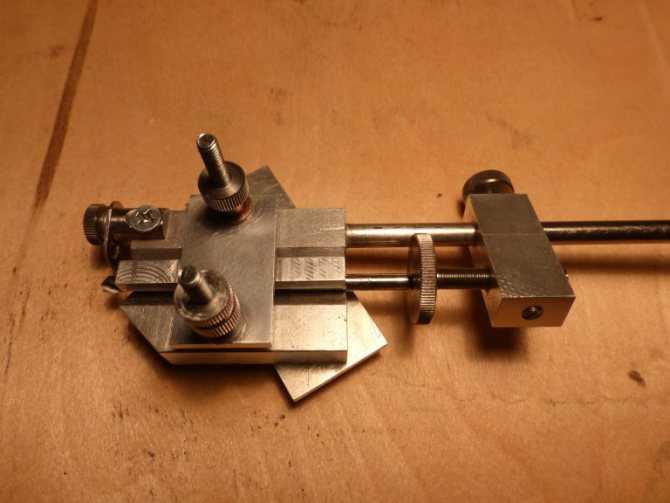
Приварите к трубе уголок, следите, чтобы его не повело. Вначале делайте прихватки, а только после их остывания накладывайте основной сварочный шов.
Приварен уголокШаг 6. Короткую трубку дюймового диаметра разрежьте вдоль оси, сделайте зазор шириной примерно 5 мм. Мы выше уже упоминали, что она будет зажимать длинную трубку, находящуюся внутри и фиксировать в заданном положении.
Приступайте к изготовлению металлического хомута. Делается он в несколько этапов.
- Одну гайку приварите у кромки разреза. Чтобы металл не повредил резьбу, вкрутите болт и на него накрутите хотя бы еще одну гайку. Лучше закрыть всю резьбу.
Приварена гайка
- Подготовьте небольшую упорную пластинку и высверлите в ней отверстие под болт. Диаметр отверстия должен быть примерно на миллиметр больше диаметра болта. К пластинке приварите вторую гайку. Во время работы в обеих гайках должен быть вкрученным болт, в противном случае очень трудно выдержать соосность. Приварите к трубке пластинку.
Приварена пластинка и вторая гайка
 Диаметр отверстия должен быть примерно на миллиметр больше диаметра болта. К пластинке приварите вторую гайку. Во время работы в обеих гайках должен быть вкрученным болт, в противном случае очень трудно выдержать соосность. Приварите к трубке пластинку.
Диаметр отверстия должен быть примерно на миллиметр больше диаметра болта. К пластинке приварите вторую гайку. Во время работы в обеих гайках должен быть вкрученным болт, в противном случае очень трудно выдержать соосность. Приварите к трубке пластинку.Шаг 7. Изготовьте площадку под приспособление. Делается она из листового железа, размеры примерно 65×100 мм. Как мы уже упоминали, точные параметры не даются, они никакого значения не имеют. Площадка должна быть такой, чтобы приспособление без проблем размещалось у точила – это единственное требование.
Шаг 8. Примерно выставьте положение трубок на своем наждаке, сверло должно легко достать до точильного круга. Приварите хомут к площадке.
Важно. В связи с тем, что окружность трубы должна двигаться во время сжимания, небольшой по длине шов нужно накладывать только с противоположной вырезу стороны.
Проверьте функциональность механизма. Немного затяните болтик, угольник должен застопориться. Все в норме – продолжайте изготовление приспособления для заточки сверл.
Проверка функциональностиПроверка положения сверлаШаг 9. Подготовьте направляющую, к ней фиксируется сверло во время заточки. Направляющая – угольник 25 мм. Вначале следует установить зажимное устройство для сверла. Отрежьте от угольника кусочек длиной примерно 20 мм, просверлите в нем отверстие и приварите гайку.
Гайка и болтикНе забывайте, что во время приваривания гайки резьба должна защищаться вкрученным болтом. Приварите элемент к угольнику. Теперь наше устройство уже приобретает нормальный вид, сверло может фиксироваться в нужном положении и двигаться по прямой линии под выставленным углом по направлению к камню наждачного станка.
Готовое приспособление для фиксации сверлаПриспособление приварено к основной направляющейНо для того чтобы плоскости режущих кромок располагались точно по центру сверла, надо сделать ограничитель хода. Его задача – контролировать длину спиливания с каждой стороны сверла. Еще один плюс такого устройства – уменьшается величина разового стачивания во время точения, что оказывает положительное влияние на длительность пользования инструментом. Ограничитель изготавливается в несколько этапов.
Его задача – контролировать длину спиливания с каждой стороны сверла. Еще один плюс такого устройства – уменьшается величина разового стачивания во время точения, что оказывает положительное влияние на длительность пользования инструментом. Ограничитель изготавливается в несколько этапов.
- Сзади приварите гайку, в нее будет вкручиваться болт. Он устанавливает максимальную длину сверла.
- Сбоку уголка приварите еще одну гайку, вкрутите в нее болт. Именно он ограничивает длину спиливания сверла.
Как пользоваться приспособлением
- Струбцинами зафиксируйте приспособление на столе с наждаком. Контролируйте расстояние, оно должно позволять точить сверла.
- Отпустите зажимной хомут, установите сверло, найдите угол заточки. Выдумывать ничего не надо, медленно вращайте приспособлением до тех пор, пока плоскость сверла не будет плотно прилегать к камню.
- Затяните задний болт и закрутите контргайку.
- На боковом приспособлении выставьте зазор примерно миллиметр, затяните сверло.
 Контролируйте расстояние, оно должно позволять точить сверла.
Контролируйте расстояние, оно должно позволять точить сверла. Инструмент правильно установлен, можно начинать точить. После того как одна кромка готова, освободите зажим. Поверните сверло на 180° и повторите все операции в указанной последовательности. Не трогайте только ограничительный болт, он должен позволять снимать такую же длину сверла, как и при первом заходе.
Видео — Приспособление для заточки сверла на болгарке
За счет приспособления для заточки сверл можно существенно улучшить качество отверстий, исключить появление овала или больших шероховатостей. Кроме того, острыми сверлами легче работать, в разы увеличивается срок их эксплуатации. Такими сверлами без проблем делаются отверстия в довольно тонких заготовках. Все сверла перед изготовлением стола для фрезера также предварительно затачивались на самодельном оборудовании. А как изготавливался стол можно прочитать на страницах нашего сайта.
Приспособление для заточки сверл – Автоблоги – 15 июля – 43116333667
Одним из основных параметров спирального сверла является угол при вершине, который для прочных металлов (сталь, чугун, твердая бронза, титан и т.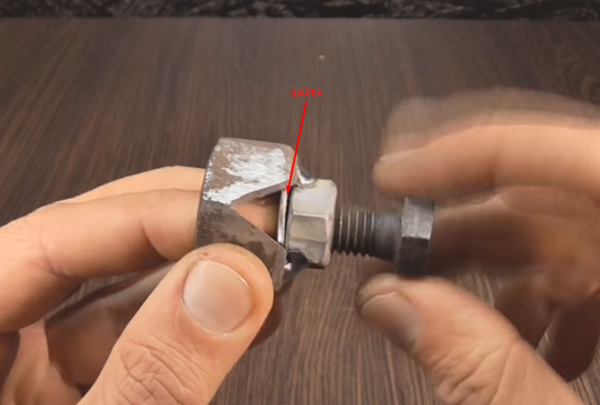 д.) составляет приблизительно 120 градусов.
д.) составляет приблизительно 120 градусов.
Отклонение этого угла в большую или меньшую сторону от номинального значения затрудняет эффективную работу сверла. В первом случае падает производительность и происходит перегрев инструмента, во втором – сверло может просто сломаться, не выдержав чрезмерной нагрузки.
Чтобы соблюсти параметры заточки без специальных приспособлений, необходимо обладать высокой квалификацией и опытом инструментальщика-заточника. Ну, а неспециалисту, особенно в бытовых условиях, сделать это будет практически невозможно.
Но, имея некоторые инструменты и простые материалы, можно изготовить не очень сложное, но надежное приспособление для заточки угла при вершине спирального сверла по твердому металлу.
Что может понадобиться для работы над приспособлением
Для этого потребуются следующие инструменты:- штангенциркуль;
- маркер;
- тиски по металлу;
- болгарка;
- плоскогубцы;
- сварочный аппарат;
- точильный станок с наждачным кругом.

Из материалов для работы необходимо иметь под руками:
- обычную шестигранную гайку;
- гайку корончатую;
- болт того же размера и резьбы, что и гайки;
- спиральное сверло, требующее заточки.
Процесс изготовления
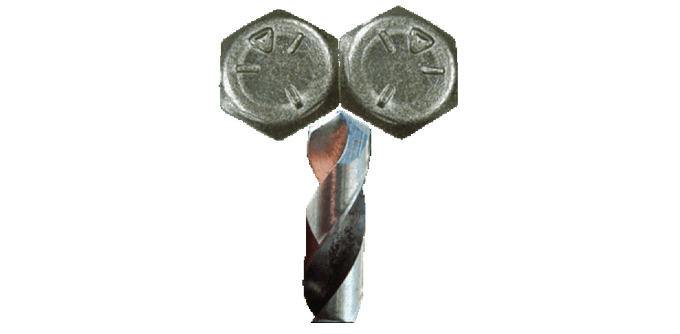
Особенностью шестигранной гайки является то, что две любые смежные ее грани сходятся под углом 120 градусов. Примерно такого же размера угол при вершине у спирального сверла для работы по твердым металлам. Это случайное совпадение можно использовать для изготовления приспособления для заточки спирального сверла.
Для этого с помощью штангенциркуля и маркера на гайке намечаем линии реза, чтобы получилась треугольная прорезь, симметричная относительно диагонали, соединяющей два противоположных угла гайки. В нее будет продольно укладываться сверло перед процессом заточки.
Для выреза намеченного треугольного паза в гайке, она зажимается в тиски и болгаркой осуществляются прорези по заранее проведенным линиям. Чтобы удалить отпиленные кусочки гайки можно воспользоваться плоскогубцами.
Чтобы удалить отпиленные кусочки гайки можно воспользоваться плоскогубцами.
Далее берется корончатая гайка и своим основанием приваривается к первой гайке со стороны вырезанного паза. Причем необходимо соблюсти их абсолютную соосность, поскольку, когда будут затачиваться сверла маленького диаметра, болт, пройдя насквозь корончатую гайку, начнет вкручиваться в нижнюю гайку для того, чтобы прочно зажать сверло в ее пазу.
Теперь в корончатую гайку вкручиваем соответствующий болт, который будет надежно прижимать сверло, уложенное в паз для заточки на наждаке заточного станка.
Остается лишь заточить сверло на наждачном круге, используя грани нижней гайки в качестве шаблона.
Для этого просто стачиваем выступающую часть сверла заподлицо с гранями гайки, с чем без труда справится даже ученик профтехучилища первого года обучения.
После окончания заточки, болт ослабляется, сверло вынимается из самодельного приспособления и может быть использовано по назначению.
Дополнения и улучшения
В процессе сварки гаек возможно попадание брызг жидкого металла на резьбу корончатой и обычной гайки. Чтобы исключить эту неприятность, в них необходимо ввернуть болт и, тем самым, защитить резьбу.
Поскольку с помощью одного приспособления не удастся охватить все сверла по диаметру, потребуется, по крайней мере, два зажима-шаблона: одно – для мелких сверл, другое – для больших изделий. Соответственно, в первом случае гайки будут небольшими по размеру, а во втором – крупными.
Смотрите видео
Ссылка на первоисточник
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Подписаться
видеоавтососветыавтоновостиавто и мотоПлоскогубцы
DG13 Точилка для прецизионных сверл 3/64″ – 1/2″
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
DG13 3/64″ – 1/2″ точилка для точных сверл
Увеличить изображение Видео
Артикул 101-1032
Наличие В наличии
Доставка Ипс Граунд
Обычная цена: 599,95 долларов США
Только онлайн-цена 569,95 долларов США
Сохранить элемент
Доля Распечатать Каталог Страница 20
Детали Прожектор Что включено Отзывы
| Артикул | 101-1032 |
|---|---|
| Артикул производителя № | 101-1032 |
| Марка | Инструмент для шаровидных инструментов |
Полная информация
Обзор продукта
| Двигатель: | 1/4 л. с., 1 фаза 110 В с., 1 фаза 110 В | Вместимость сверла: | 3/64″ – 1/2″ |
| Скорость шпинделя: | 5300 об/мин | Угол вершины сверла: | 90° – 135° |
| Мощность: | 180 Вт | ||
| Вес нетто: | 25 фунтов |
| Заявка |
- Дополнительная емкость для заточки сверл из быстрорежущей стали и кобальта от 3/64 до 1/2″
- Возможность заточки сверла под углом от 90° до 135° до стандартной или разделенной вершины
- Возможность создания и восстановления точки разделения из стандартной точки
- Простота в эксплуатации: вставьте держатель режущего инструмента в предназначенный слот и дайте шлифовальному станку выполнить заранее заданную операцию шлифования
- Надежная конструкция, портативность, простота в эксплуатации и высокая точность заточки
- Используйте цангу ER20
- Возможность установки угла обрезки для регулировки количества материала, снимаемого в центральной точке сверла, что позволяет производить различные сверла для работы с различным материалом заготовки
- Использование дюймовой регулировочной шкалы для настройки режущего инструмента на соответствующую длину для сверла или диаметр для концевой фрезы
- Диапазон заточки 3/64 – 1/2″ для сверла
- Возможность заточки переднего переднего угла, угла передней вершины и заднего угла сверла
- Конструкция с затяжкой сверла с подшипниковым устройством
- Возможность настройки поиска по центральной точке
- Срок службы круга из КНБ в среднем на 8000 шлифовальных операций
Цанга ER20, набор из 11 шт. | Держатель режущего инструмента | Колесо из КНБ |
|---|---|---|
ПОЧЕМУ НАШИ ИЗМЕЛЬЧИТЕЛИ ПОСТАВЛЯЮТ В ГЕРМАНИЮ БОЛЕЕ 1000 ЕДИНИЦ В ГОД?
- В нашей кофемолке используется специальный двигатель, встроенные нестандартные подшипники и уплотнения, которые обеспечивают более длительный срок службы двигателя и позволяют работать более бесшумно, чем другие обычные кофемолки
- Используется электромагнитный переключатель, который гарантирует, что в случае внезапного отключения питания, обрыва фазы питания или других аварийных ситуаций выключатель отключится первым и защитит двигатель, чтобы повысить электрическую безопасность
- Рукоятки всех кофемолок имеют регулируемые рукоятки, которые обладают большей гибкостью
- Все основные детали кофемолок изготавливаются в точном соответствии с техническими требованиями. Благодаря нескольким процессам термообработки долговечность и точность шлифовального станка значительно повышаются.
- Каждая кофемолка должна соответствовать немецким стандартам качества, и большие партии продукции экспортируются на европейские рынки
- Каждый шлифовальный станок имеет заводской сертификат с ручным управлением и печатью. Производитель ISO 9001 сертифицирован. Кроме того, на каждой коробке есть серийный номер, по которому можно проследить исходную информацию о каждой кофемолке .
 Благодаря нескольким процессам термообработки долговечность и точность шлифовального станка значительно повышаются.
Благодаря нескольким процессам термообработки долговечность и точность шлифовального станка значительно повышаются.Что включено
- 1 шт. цангового держателя ER20
- 11 шт. ER20 истинного английского размера: 1/8″, 5/32″, 3/16″, 7/32″, 1/4″, 5/16″, 11/32″, 3/8″, 13/32″, 7/16, 1/2″
- 1 шт. круга 200 CBN
| Размер колеса CBN | Размер зерна | Заявка |
| 77,60 мм Г x 10,10 мм Г x 12,70 мм Отверстие под оправку | зернистость 200 | Сверло из быстрорежущей стали и кобальта |
Отзывы
Артикул № ETMDD500X — 3/32 дюйма
(866) 900-3462
2011 Матильда-стрит
Хьюстон, Техас 77039
КОРЗИНА
0,00 $
Касса
Перевести на испанский
242. 88750000
88750000
Будь первым, кто напишет обзор.
3/32″ – 1/2″ ПРОМЫШЛЕННАЯ ЗАТОЧКА ДЛЯ БУР | |||
| Артикул №: | ЭТМДД500Х | ||
| Развязка #: | |||
| Вес: | 0,00 | ||
| Количество в упаковке: | 1 | ||
| Описание: | ЗАМЕНА ШЛИФОВАЛЬНОГО КАМНЯ № SA01328GA. | ||
| Цена: |
| ||
| Общая стоимость: |
| ||
| Общий вес: | 0,00 фунта. | ||

КатегорияИНСТРУМЕНТЫ > ЭЛЕКТРИЧЕСКИЙ ИНСТРУМЕНТ / Поиск ЭЛЕКТРИЧЕСКИЙ ИНСТРУМЕНТ X | |
- Технические характеристики
- Покупатели
Артикул № ETMDD500X
| Вес: | 0,00001000 |
| Производитель: 9 0072 | ETM |
| Группа продуктов: | 4071 |
| Тип Артикул: | ЗАТОЧКА ДЛЯ БОР |
* Цены указаны за штуку, а не за упаковку.