Оснастка и приспособления для фрезерных станков
Фрезерные промышленные станки больше других нуждаются в использовании дополнительных приспособлений и всевозможной технологической оснастке – без неё невозможным будет даже установить на станок заготовку, не говоря уже о возможности вести качественную обработку деталей. Всё просто, нет инструментов и приспособлений – нет фрезерной обработки.
Все дополнительные приспособления для фрезерных станков можно условно разделить на универсальные, которые применяются практически на всех фрезерных станках, и уникальные, предназначенные для изготовления определённого рода продукции и даже выполнения специализированных операций.
Универсальная оснастка для фрезерных станков
К универсальной фрезерной оснастке станков относятся всевозможные тиски для зажима заготовки; поворотные столы, обеспечивающие обработку детали без её переустановки; делительные головки, отвечающие за поворот изделия на необходимый угол; оправки для установки режущего инструмента различных размеров и назначения.
Уникальная оснастка для фрезерных станков
Как и говорилось выше, она предназначена для расширения круга возможностей станков этого типа и выполнения на них нестандартных операций. В первую очередь, к специализированной оснастке фрезерных станков можно отнести нестандартный инструмент – к примеру, конусные и фасонные фрезы, изготовленные для выполнения отдельных операций и получения пазов сложной формы.
Все типы приспособлений для фрезерных станков можно разделить на три основных вида – это приспособления для установки и крепления заготовки, устройства для крепления фрез и приспособления, расширяющие или полностью изменяющие возможности станка. К первым относят машинные тиски, угловые плиты, прихваты, призмы, доставки и столы. Ко вторым – различные оправки и вспомогательные приспособления для установки фрез в шпиндель станка.
Все типы фрезерной оснастки предназначены как для увеличения производительности станка и сокращения вспомогательного времени на обработку детали, так и для расширения возможностей фрезерного оборудования.
Приспособления для установки заготовок на фрезерных станках
При выполнении универсальных работ, связанных с фрезерованием плоскостей, заготовки на фрезерном станке устанавливают тремя основными способами: в тисках, на столе станка, на угловых плитах.
В тисках закрепляют заготовки сравнительно небольших размеров. Крупные заготовки (типа плит, корпусов) устанавливают на столе станка. Для укрепления крупных заготовок, обрабатываемые поверхности которых должны располагаться под некоторым углом друг к другу, используют угловые плиты.
Фрезерные приспособления
Для установки и закрепления заготовок на станке при фрезеровании плоскостей пользуются фрезерными приспособлениями общего назначения: станочными тисками, прихватами, прижимами, упорами, угловыми плитами.
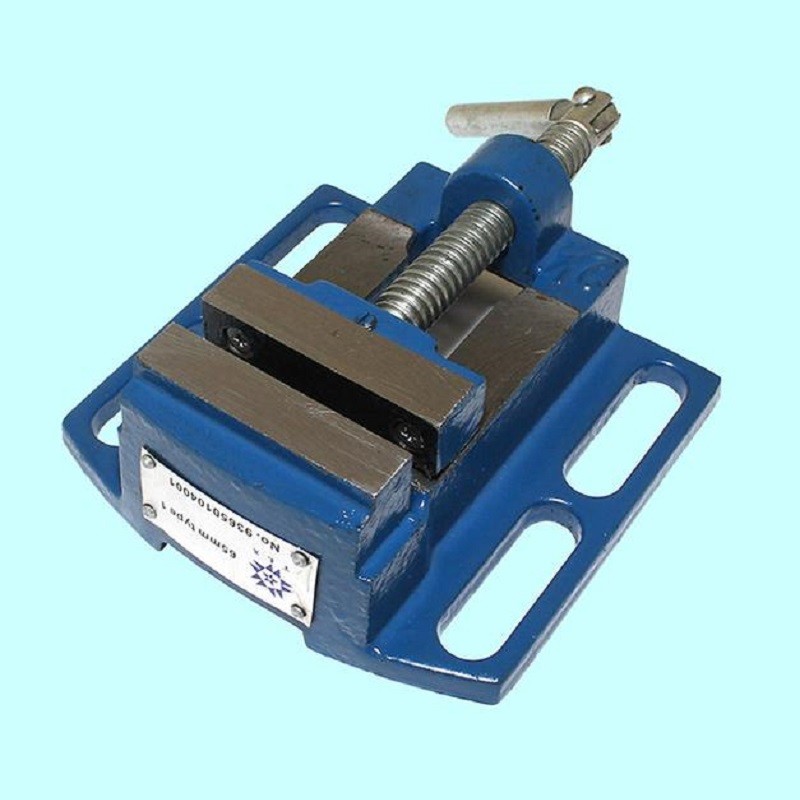
Станочные тиски по конструкции делятся на неповоротные, поворотные и универсальные; по способу действия — с ручным и механизированным приводом; по точности — нормального класса Н и повышенного — П.
Неповоротные тиски состоят из корпуса с неподвижной губкой и подвижной.
Последняя установлена на прямоугольных направляющих корпуса и соединена с ними планками. Привод ее осуществляется вручную при вращении рукоятки, надетой на квадрат винта. К губкам тисков прикреплены стальные закаленные накладные губки с рифленой либо гладкой рабочей поверхностью, предназначенные для закрепления заготовок. Направляющие шпонки служат для выверки тисков на станке.
Поворотные тиски отличаются от неповоротных наличием основания с градусной шкалой.
Благодаря этому корпус таких тисков может быть повернут на требуемый угол и прикреплен болтами и гайками. Универсальные тиски характеризуются возможностью поворота корпуса в двух плоскостях — горизонтальной и вертикальной. Поэтому их применяют при фрезеровании наклонных плоскостей и скосов, расположенных в различных направлениях. Механизированные тиски с пневмо- или гидроприводом значительно уменьшают физическую нагрузку фрезеровщика и повышают производительность труда.
Поэтому их применяют при фрезеровании наклонных плоскостей и скосов, расположенных в различных направлениях. Механизированные тиски с пневмо- или гидроприводом значительно уменьшают физическую нагрузку фрезеровщика и повышают производительность труда.
В тисках с поршневым пневмоприводом сжатый воздух из цеховой сети поступает через штуцер или в правую, или в левую полости пневмоцилиндра (в зависимости от положения рукоятки распределительного крана). При этом поршень совместно со штоком, винтом, гайкой и подвижной губкой будет поступательно перемещаться влево или вправо, зажимая или отжимая заготовку. Винт и гайка служат для установки требуемого раствора губок в зависимости от габаритов закрепляемой Заготовки.
Станочные тиски могут быть укомплектованы накладными губками клинового типа или специального профиля.
Клиновые губки выполняются из двух клинообразных частей, соединенных с некоторой степенью свободы винтами. Часть неподвижно крепится к губке тисков винтами, и часть постоянно поджимается вверх подпружиненными штифтами. При соприкосновении частей накладной губки по наклонной плоскости заготовка одновременно поджимается к неподвижной губке и к направляющим корпуса тисков.
При соприкосновении частей накладной губки по наклонной плоскости заготовка одновременно поджимается к неподвижной губке и к направляющим корпуса тисков.
Накладные губки специального профиля расширяют технологические возможности станочных тисков.
Прихваты — наиболее простые зажимные приспособления, которые применяются преимущественно для закрепления крупногабаритных заготовок непосредственно на столе фрезерного станка или на угловых плитах. Их можно разделить на три основные группы: плиточные, вилкообразные, корытообразные.
Упоры и прижимы используют в тех случаях, когда требуется применить боковое крепление заготовки на столе станка. Крепление заготовки производится с помощью упора и прижима клинового прихвата.
Заготовка слева опирается на упор, который правильно ориентирован по пазу стола выступом и закреплен болтом и гайкой. Справа заготовка зажимается прижимом, состоящим из клина с продолговатым отверстием под болт и основания с выступом, входящим в паз стола.
Основание крепится к столу станка болтом и гайкой. При завинчивании гайки клин, скользя по наклонной плоскости, одновременно поджимает заготовку к упору и рабочей поверхности стола станка.
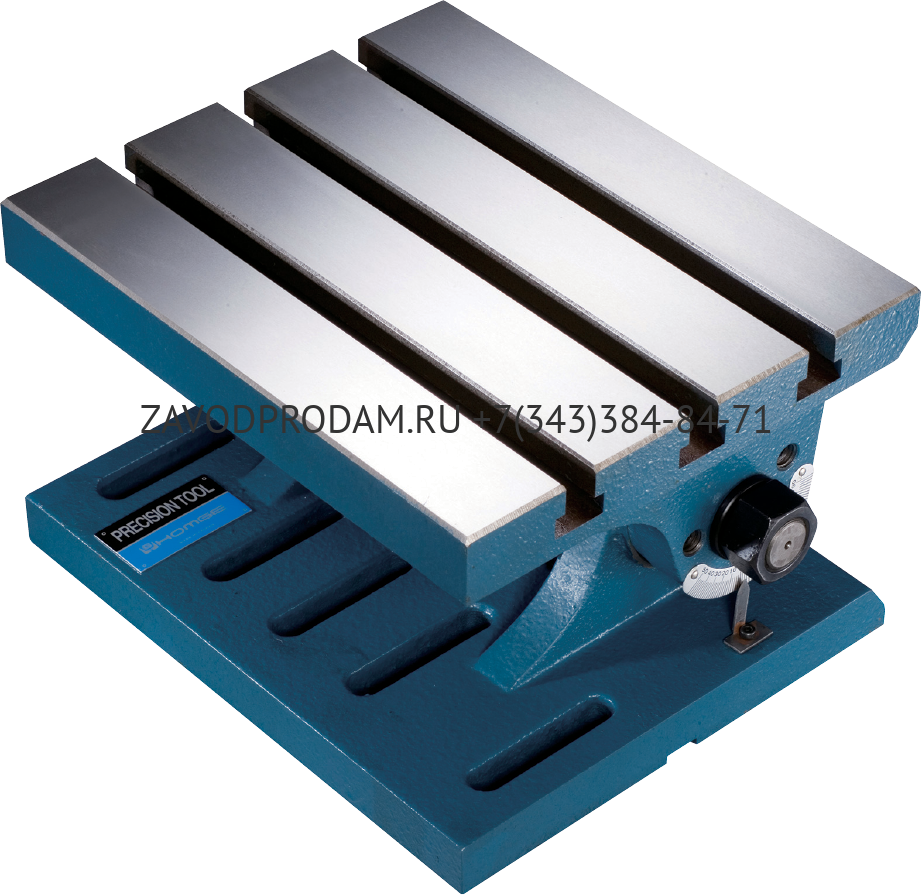
Угловые плиты по конструкции делятся на простые, поворотные и универсальные.
Простая угловая плита имеет форму угольника с взаимно перпендикулярными полками и ребрами жесткости. На горизонтальной полке предусмотрены проушины для крепленая плиты к столу станка, а на вертикальной полке — продолговатые пазы, через которые пропускают болты при закреплении обрабатываемой заготовки прихватами.
Поворотная угловая плита отличается от простой тем, что ее вертикальная полка может быть повернута вокруг оси на требуемый угол по шкале и закреплена гайкой.
Универсальная угловая плита позволяет поворачивать заготовку в двух плоскостях — горизонтальной и вертикальной. Такая плита состоит из трех основных частей: основания, корпуса и полукруглого стола.
Поворот стола в вертикальной плоскости осуществляется червячной передачей при вращении рукоятки и фиксируется в необходимом положении после затяжки гаек. Отсчет угловых поворотов ведется по градусным шкалам. Со стороны рабочей поверхности стола выполнены Т-образные пазы, позволяющие закреплять на нем заготовки прихватами или при помощи других крепежных приспособлений.
Источник: “Справочник фрезеровщика” Е. А. Банников
Приспособления и оснастка для фрезерных станков по дереву
Для столярных работ по дереву, связанных с изготовлением серийных деталей или художественной резьбой, применяются многофункциональные фрезерные станки. Чтобы полноценно разбираться в оборудовании, необходимо знать особенности его оснастки и виды комплектующих.
Фрезы
Основной принцип работы станка – это вращение фрезы, которые представляют собой продолговатые металлические детали, оснащенные кромкой. С помощью правильно подобранного типа зубьев можно получить изделия различной формы. Сегодня, режущие приспособления для ручного фрезера по дереву и станков часто продаются комплектами. Это удобно, поскольку на всех ячейках в ящике инструментов есть примерное изображение получаемого выреза.
С помощью правильно подобранного типа зубьев можно получить изделия различной формы. Сегодня, режущие приспособления для ручного фрезера по дереву и станков часто продаются комплектами. Это удобно, поскольку на всех ячейках в ящике инструментов есть примерное изображение получаемого выреза.
Фрезы делятся на несколько больших групп по типу конструкции, а также по виду работ, для которых они используются:
- Концевые. Цилиндрические, с режущей кромкой на конце. Применяются для просверливания выемок, контуров с изгибами.
- Торцевые. Данный вид фрез используется в ходе обработки плоских поверхностей. Представляют собой насадку с зубьями на торце.
- Дисковые. С помощью них делают канавки, пазы и прочие подобные углубления.
- Угловые. Режущие части располагаются под уклоном, поэтому они подходят для фрезеровки наклонных поверхностей, углов, скосов.
- Фасонные. Специальные приспособления для фрезера, состоящие из двух и более кромок.
 Используются для сложных вырезов, узоров.
Используются для сложных вырезов, узоров.
 Используются для сложных вырезов, узоров.
Используются для сложных вырезов, узоров.Покупая фрезы, не стоит экономить, так как от качества металла зависит аккуратность обработки, долговечность деталей и безопасность работы за оборудованием.
Оснастка для фрезерного станка
Фрезы крепятся к устройству различными способами. Оснастка для фрезера – это описание способа фиксации инструментов. Выделяют два механизма:
Дополнительно различают центровые и концевые разновидности. Первые представляют собой продолговатое изделие, который крепится к валу фрезерного станка (шпинделю) с помощью конического хвостовика. Подходят для работы с составными фрезами. Концевые оправки короче центровых. Нужны для режущих инструментов, не предполагающих сильное сверление заготовки (торцевые, дисковые).
Втулки и патроны.
Этот тип оснастки нужен для работы с концевыми фрезами, которые имеют конический или цилиндрический хвостовик. Для первых используют переходную втулку и крепят их прямо к шпинделю, а для вторых нужен специальный патрон с наконечником.
Оборудование для зажима заготовок.
Приспособления для фрезера по дереву – это не только различные фрезы и сопутствующая оснастка, но и механизмы, необходимые для надежного закрепления обрабатываемых деталей на рабочей поверхности. Это целый ряд вспомогательных устройств, позволяющих сократить время на обработку и получить точный результат:
- Прихваты. Их используют для закрепления заготовок любого размера прямо на рабочем столе с помощью болтов и гаек.
- Тиски. Простые или поворотные станочные приспособления фиксируют изделие под определенным углом.
- Столы. Применяются для базовой установки деталей. Как и тиски, бывают стационарные и вращающиеся. Последние особенно эффективны, так как позволяют фрезеровать детали в разных положениях, не останавливая работу.
Все перечисленные механизмы – универсальные приспособления, подходящие для любых фрезерных станков. Они используются при обработке разных деталей, что позволяет облегчить труд фрезеровщика, сократив время выполнения работы за счет исключения переналадки.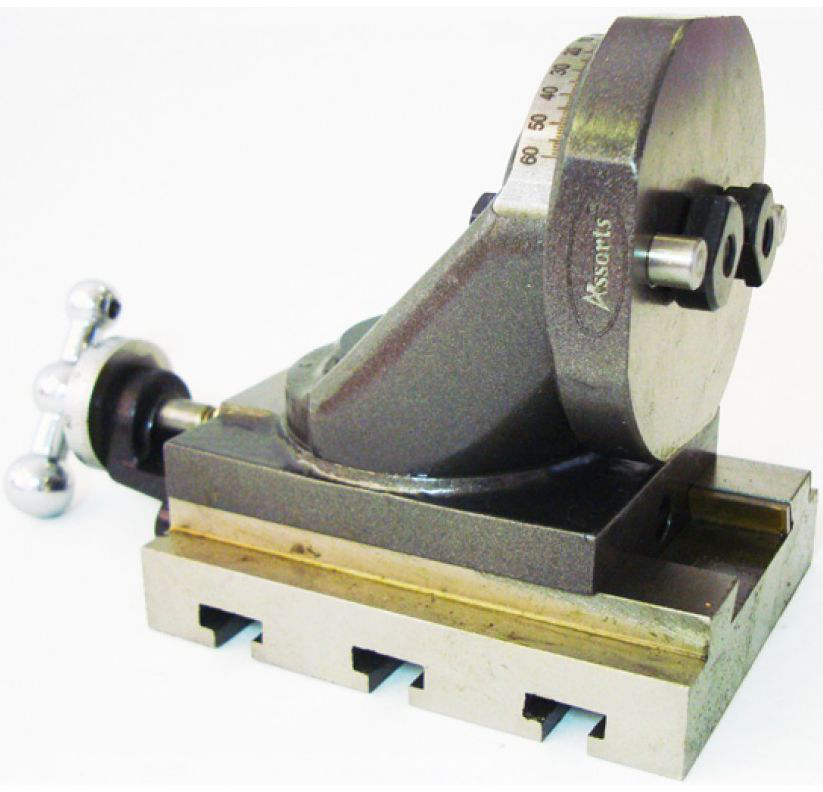
Дополнительные приспособления для фрезера
Внедрение дополнительных механизмов повышает производительность труда, поскольку возможности фрезерных станков расширяются: детали можно поворачивать на различные углы, вращать с определенной скоростью и т.д.
Самый распространенный вид таких деталей – делительная головка, которая применяется для периодического поворота заготовки. Она крепится к шпинделю с помощью специального трехкулачкового патрона. Благодаря делительной головке, можно разделить заготовку на несколько равных частей, вырезать одинаковые по размеру канавки, выемки, контуры.
Другой вариант – это коренное изменение оборудования. Например, для фрезерного станка устанавливают автоматическую подачу. Сбалансированная скорость продвижения позволит эффективнее использовать возможности устройства, освобождая лишнее время.
Наиболее радикальный шаг в усовершенствовании конструкции – установка числового программного управления.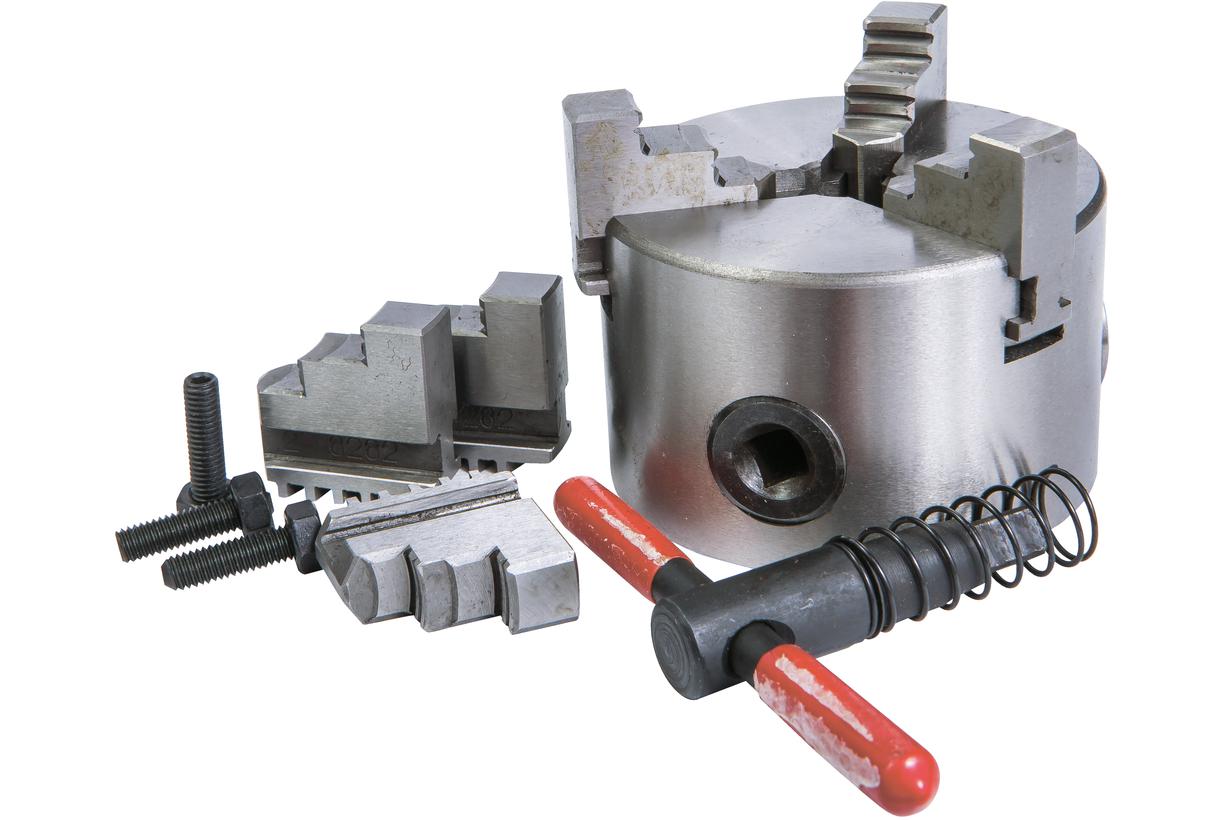 Это позволяет добиться полной автоматизации, идеально подходя как для новичков, так и для опытных мастеров. Оснастка и комплектующие для фрезеров с ЧПУ отличаются от обычных и ручных станков, поэтому лучшим вариантом будет сразу купить соответствующую модель. Цена зависит от проводимых работ: для обработки небольшой партии деталей можно приобрести LTT-К0609, а для серийного производства – мощный, разноплановый LTT-1325В.
Это позволяет добиться полной автоматизации, идеально подходя как для новичков, так и для опытных мастеров. Оснастка и комплектующие для фрезеров с ЧПУ отличаются от обычных и ручных станков, поэтому лучшим вариантом будет сразу купить соответствующую модель. Цена зависит от проводимых работ: для обработки небольшой партии деталей можно приобрести LTT-К0609, а для серийного производства – мощный, разноплановый LTT-1325В.
Всевозможные варианты приспособлений позволяют обрабатывать на фрезерных станках различные заготовки и получать множество вещей: от столярных изделий широкого профиля, до сувениров. Правильно подобрав основные составляющие, вы будете готовы к выполнению любых задач.
Приспособления для фрезерных станков
Среди универсальных установочно-крепежных приспособлений для фрезерных станков широкое применение получили машинные тиски с ручным и механизированным зажимами.
- Машинные тиски. Наиболее
распространены пневматические и гидромеханические зажимы.
- Столы поворотные расширяют технологичсские возможности вертикально- и горизонтально-фрезерных станков.
Переналаживаемые и универсально-наладочные фрезерные приспособления
Эти приспособления обеспечивают правильную установку и ориентирование относительно станка при сравнительно быстром закреплении таких заготовок, которые по своей форме и размерам невозможно установить и закрепить в универсальных приспособлениях. Установка и закрепление данных деталей на поверхности стола станка сложна и трудоемка.
- Универсально-наладочный стол. Эти столы изготавливаются различных размеров и входят в некоторые комплекты универсально-сборных приспособлений (УСП) и универсально-сборной переналаживаемой оснастки
Установка и закрепление заготовок в еще большей мере упрощаются и сокращаются
по времени при использовании специализированных переналаживаемых
приспособлений, оборудованных механизированными зажимами.
Примером таких специализированных приспособлений может служить групповое многоместное приспособление с гидравлическим зажимом для фрезерования заготовок типа планок и клиньев (рис. VIII.21). Чугунный корпус1 этого приспособления имеет в своей нижней части ряд сквозных соосных отверстий. В середине их диаметр 70 мм на длине 150 мм, с обоих концов на длинах 250 мм диаметры по 75 мм. С концов запрессованы стаканы 2, образующие полости, в которые по каналам В может поступать сжатый воздух, применяемый для осуществления разжима.
В отверстиях диаметром 70 мм, работающих как цилиндры, помещаются левые и правые гидравлические поршни 4, перемещающиеся под давлением масла, поступающего по каналам А. Штоки 3 поршней своими проушинами соединены с помощью осей с рычагами 5. Рычаги могут качаться на осях 6. При раздвижке поршней (ход каждого 20 мм) рычаги 5 воздействуют на гайки 7, находясь в пазах своими контактными поверхностями.
Это вызывает силовое перемещение гильз 8 прижимов, сходящихся к центру. Рис. VIII.21. Групповое переналаживаемое многоместное приспособлените с гидравлическим зажимом |
 Положение прижимов можно наладочно регулировать путем вращения винтов 10
(съемной рукояткой 11), что вызывает перемещение гильз 8 относительно гаек
7 на 90 мм.
Положение прижимов можно наладочно регулировать путем вращения винтов 10
(съемной рукояткой 11), что вызывает перемещение гильз 8 относительно гаек
7 на 90 мм.Центральный упер 9 позволяет устанавливать и обрабатывать одновременно две разные по высоте заготовки, установленные с помощью применения различных наладочных подкладок. Вдоль приспособления могут быть также установлены и зажаты несколько различных коротких заготовок, каждая из которых закрепляется выделенными для этого одним или двумя прижимами (гильзы 8).
При снятии центрального упора 9 (заполняется вставкой 12) может устанавливаться заготовка размером 130—300 мм.
Источниками рабочего тела (в наших условиях это масло) с необходимыми значениями давления служат одно- и двухступенчатые пневмогидравлические усилители и гидронасосы.
Одноступенчатые пневмогидравлические усилители (мультипликаторы) применяются
редко, преимущественно при небольшом рабочем объеме масла (на одни— три
гидроцилиндра).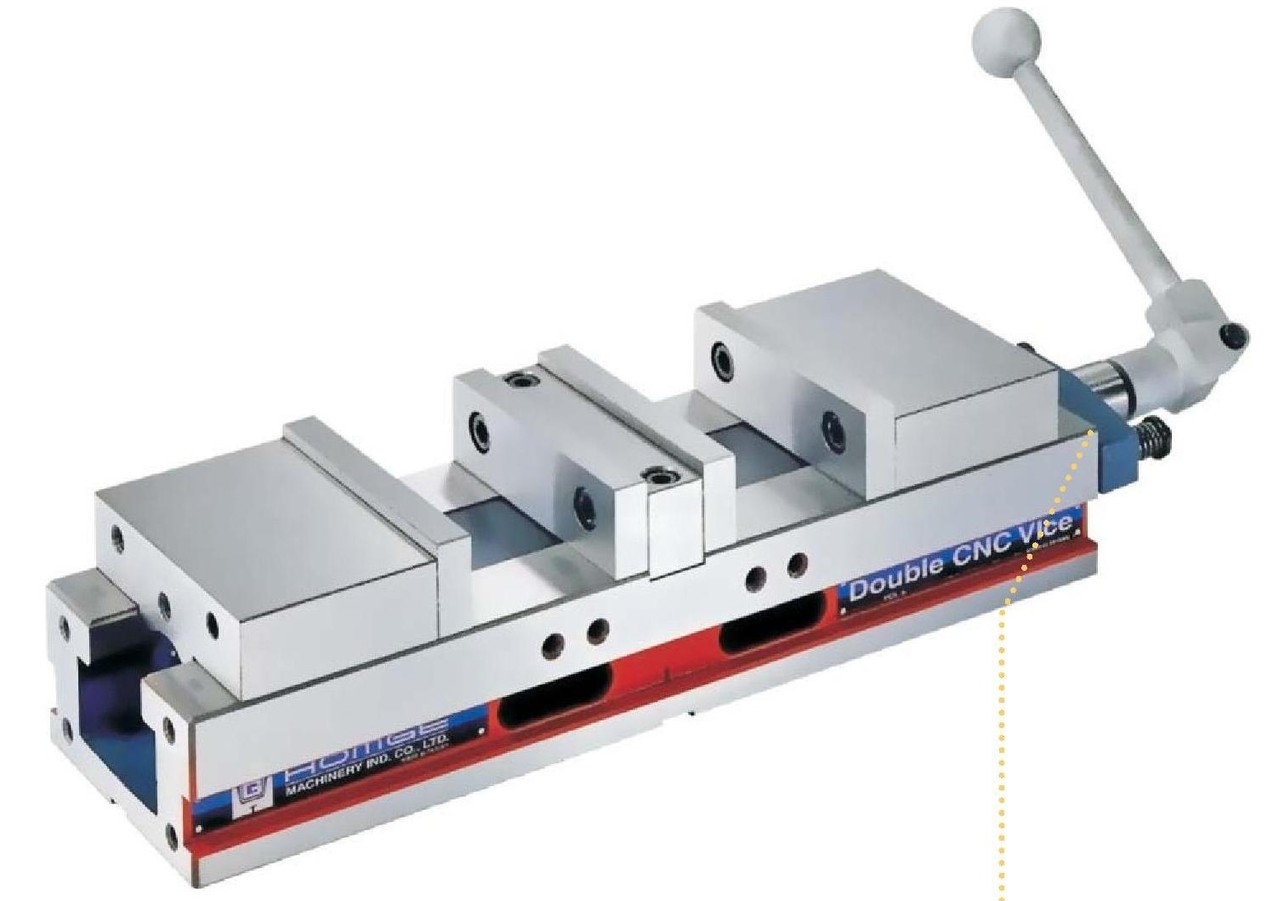 Двухступенчатые пневмогидравличеекне усилители имеют обычно
достаточный рабочий объем масла при небольшом увеличении габаритов по сравнению
с одноступенчатыми усилителями.
Двухступенчатые пневмогидравличеекне усилители имеют обычно
достаточный рабочий объем масла при небольшом увеличении габаритов по сравнению
с одноступенчатыми усилителями.
На рис. VIII.22 показан двухступенчатый пневмогидравлический усилитель модели С7027—4007 конструкции Оргстанкинпрома, изготавливаемый централизованно.
Усилитель состоит из пневмоцилиндра 9 и двух гидроцилиндров — низкого 7 и высокого давления в. Шток 3 поршня 2 пневмоцилиндра является плунжером гидроцнлиндра 6. Усилитель работает по циклу предварительный зажим — окончательный зажим — разжим.
При повороте рукоятки четырех ходового пневматического распределительного
крана 5 последовательного включения (В71-33) в положение предварительного зажима
сжатый воздух через штуцер 8 поступает в верхнюю полость гидроцилиндра низкого
давления 7 усилителя (преобразователя давления). При этом масло из полости А
объемом 1000 см5 через радиальные отверстия поступает в полость Б цилиндра
высокого давления (мультипликатора) и далее — в гидроцилиндры одностороннего
действия приспособлений, осуществляя подвод зажимных элементов к обрабатываемой
заготовке и предварительный ее зажим иод давлением масла, равным давлению
сжатого воздуха.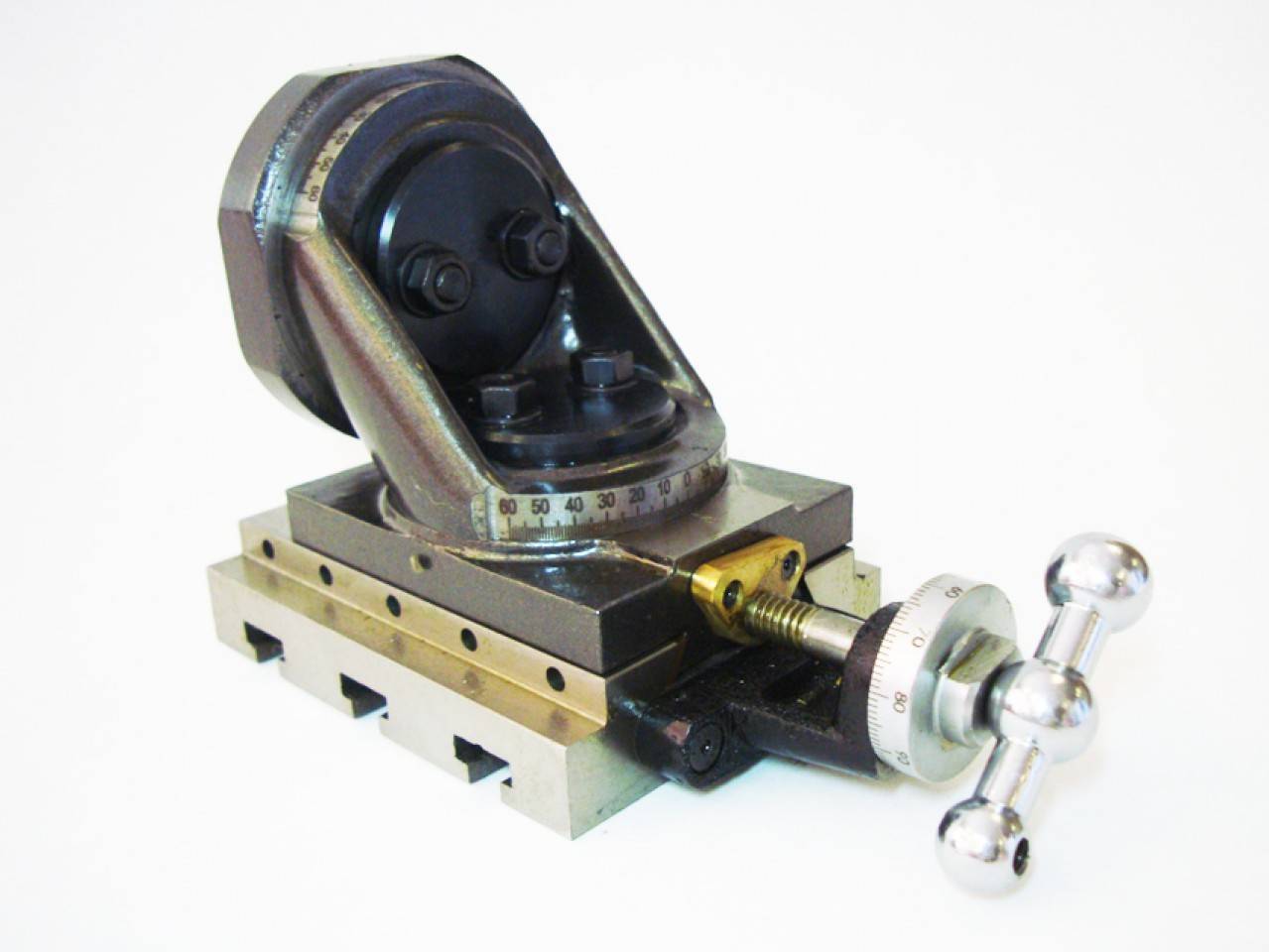
При переключении рукоятки крана в положение зажима сжатый
воздух поступает через штуцер 1 под поршень 2 цилиндра высокого давления. Под
действием давления сжатого воздуха поршень 2 со штоком 3 перемещается вверх,
вытесняя масло из полости Б в полость А. После того как шток поршня перекроет
радиальные отверстия, соединяющие полости А и Б, давление маета в системе начнет
повышаться до максимального, равного 10 МПа (при давлении сжатого воздуха 0,5 MI
1а). Рабочий объем масла в полости Б равен 80 см3. Давление масла контролируется
манометром 4.
При переключении рукоятки крана в положение разжима сжатый воздух поступает
через штуцер 10 в верхнюю полость пневмоцилиндра, а нижняя полость сообщается с
атмосферой. При этом масло из гидроцилиндров приспособлений засасывается в
полость Б гидроцилиндра высокого давления. Утечка масла в гидроцилиндре высокого
давления пополняется из гидроцилиндра низкого давления при перемещении поршня в
крайнее нижнее положение. Поршни гидроцилиндров перемещаются в исходное
положение под действием давления сжатого воздуха. Так как управление как
одноступенчатыми, так и двухступенчатыми усилителями осуществляется
пневматическим распределительным краном, то эти усилители можно применять лишь и
качестве индивидуальных источников давления станочных приспособлений,
устанавливаемых на одном станке и поочередно присоединяемых к усилителю.
Так как управление как
одноступенчатыми, так и двухступенчатыми усилителями осуществляется
пневматическим распределительным краном, то эти усилители можно применять лишь и
качестве индивидуальных источников давления станочных приспособлений,
устанавливаемых на одном станке и поочередно присоединяемых к усилителю.
Пневмогидравлические насосы в отличие от пневмогидравлических
усилителей можно применять в качестве групповых нагнетательных агрегатов,
так как объем масла у них не ограничен объемом гидроцилиндра, а
нагнетается из резервуара. Кроме того, управление гидроцилиндрами
приспособлений осуществляется не по пневматической системе, а по
гидравлической — посредством кранов управления. Насосы нагнетают масло
только в период подвода и отвода зажимных элементов. После окончания
перемещения гидроцилиндров приспособлений насос автоматически
отключается. Рис. VIII.22. Двухступенчатый пневмогидравлический усилитель |

Инструмент и приспособления для фрезерных станков – Обработка металлов резанием – Совершенствование навыков выполнения слесарных и токарных работ
Фрезерные станки получили свое название от многозубого режущего инструмента — фрез, которыми на этих станках обрабатывают металлы.
На горизонтально-фрезерных станках в зависимости от вида обрабатываемой поверхности применяют цилиндрические, дисковые, торцовые и фасонные фрезы.
Фрезы
а — цилиндрические; б — дисковые; в — торцовая; г — фасонные.
Цилиндрическими фрезами обрабатывают широкие поверхности, дисковыми — канавки, пазы и узкие поверхности, торцовыми — широкие поверхности и различные выемки, фасонными — криволинейные (фасонные) поверхности.
Приспособлениями для фрезерных станков являются машинные тиски, в которых зажимают обрабатываемую заготовку, подкладки, призмы с хомутиками и прижимные планки, при помощи которых можно прикреплять заготовку непосредственно к столу, не используя машинных тисков.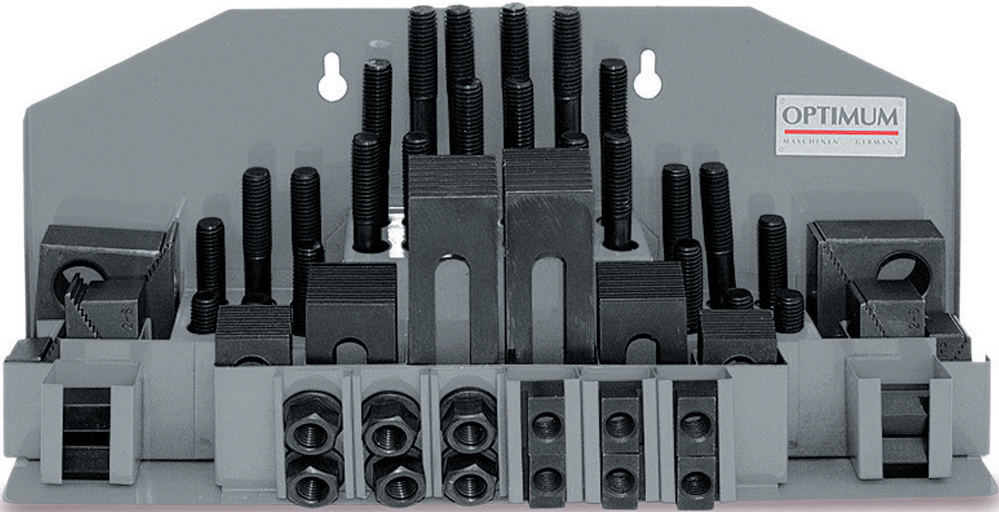
Вопросы
- Что является основным инструментом у фрезерных станков?
- Какие бывают фрезы?
- Для чего предназначены цилиндрические и дисковые фрезы?
- Какие приспособления используют на фрезерных станках?
Приемы работы на фрезерном станке
Для обработки металлов резанием механизмы станков имеют два основных движения: главное и подачи, при которых перемещаются режущий инструмент и заготовка. Главное движение — это вращение от электродвигателя шпинделя с установленной фрезой. Подача — поступательное движение стола с укрепленной на нем обрабатываемой заготовкой. На фрезерном станке процесс обработки называется фрезерованием.
Перед фрезерованием необходимо закрепить фрезу на оправке, установленной в шпинделе и хоботе. Включают станок и проверяют на биение фрезерную оправку с надетой на нее фрезой. Если фреза бьет, останавливают станок и изменяют установку либо заменяют фрезу или оправку. Проверяют надежность крепления машинных тисков и закрепляют в них размеченную заготовку.
При помощи рукоятки подъемного механизма консоли заготовку подводят к фрезе. Включив станок и плавно вращая рукоятку подачи, сообщают столу и заготовке поступательное движение (подачу).
Фреза снимает необходимый слой металла. Если у заготовки фрезеруют несколько поверхностей, то, обработав одну поверхность, заготовку переворачивают, зажимают в тисках и продолжают фрезерование.
Вопросы
- Какие виды движения происходят при резании металлов на фрезерном станке?
- Что нужно сделать перед работой на фрезерном станке?
- В какой последовательности фрезеруют заготовку?
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
Приспособления для крепления заготовки на столе
Суть обработки резанием заключается в воздействие острого клина фрезы на материал заготовки, в результате которого возникающие силы резания преодолевают межмолекулярное притяжение и отделяют частицы материала, отводя их в виде стружки.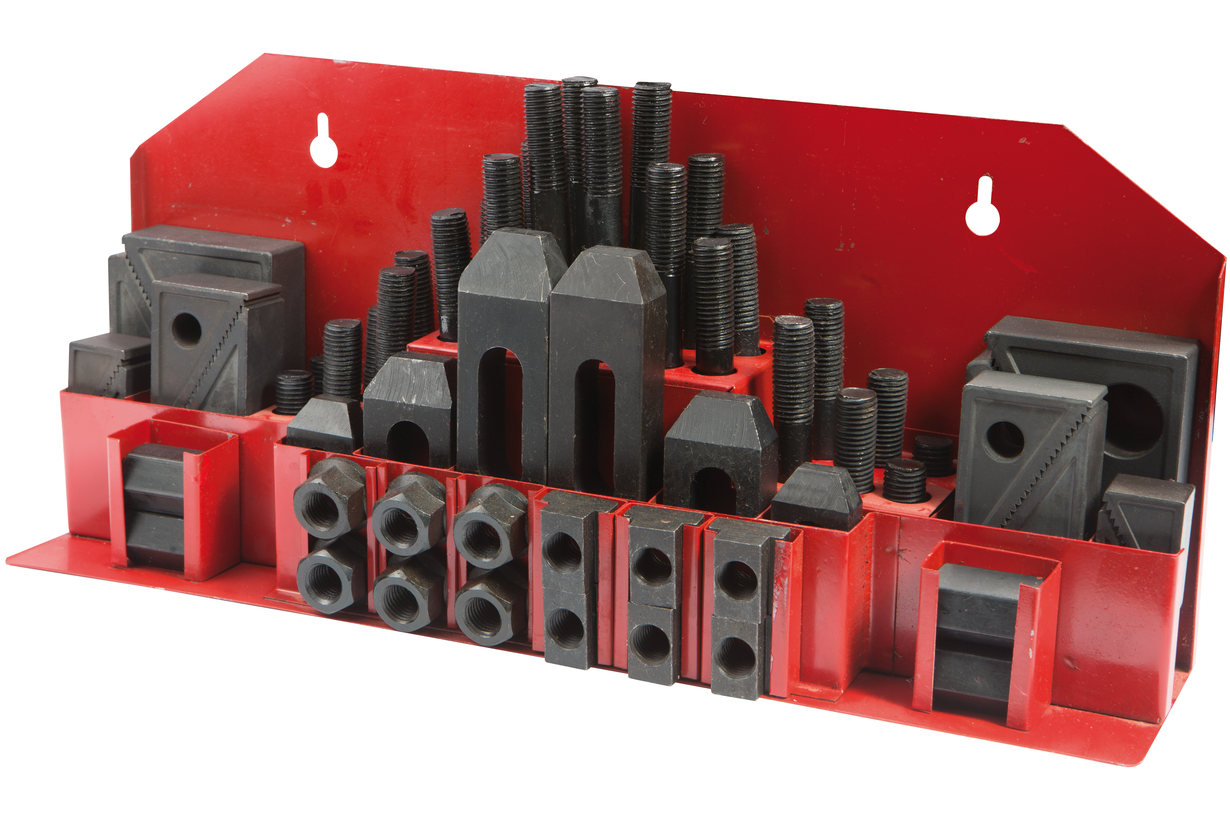 Вместе с силами резания на заготовку действуют реактивные моменты, стремящиеся провернуть её. Таким образом, без надёжного крепления заготовки на рабочем столе фрезерного станка никакая обработка просто невозможна!
Вместе с силами резания на заготовку действуют реактивные моменты, стремящиеся провернуть её. Таким образом, без надёжного крепления заготовки на рабочем столе фрезерного станка никакая обработка просто невозможна!
Для крепления заготовок предусмотрены специальные меры: во-первых, рабочий стол фрезерного станка имеет продольные пазы стандартной формы; во-вторых, существуют специальные болты (также стандартных форм и размеров), предназначены для установки в пазы рабочего стола и затяжки заготовки. Однако таких конструктивных решений порой оказывается недостаточно.
Проблемы крепления
Механический прижим болтами (или струбцинами) имеет ряд недостатков. Прежде всего, это риск повреждения поверхности заготовки — особенно чувствительны к сколам стеклянные или пластиковые панели, а также любые другие материалы, поверхность которых не будет в дальнейшем обрабатываться (а значит, не будет и выправлена от возможных повреждений).
Второй трудностью механического крепления является выбор точек установки крепежа. В случае изделия сложной формы бывает трудно равномерно «прихватить» его по периметру. Также непросто закрепить тонкие листы большого формата (например, композитные панели) — для надёжной фиксации нужно максимальное количество точек прижима, иначе заготовка будет «играть» под воздействием режущего инструмента.
В случае изделия сложной формы бывает трудно равномерно «прихватить» его по периметру. Также непросто закрепить тонкие листы большого формата (например, композитные панели) — для надёжной фиксации нужно максимальное количество точек прижима, иначе заготовка будет «играть» под воздействием режущего инструмента.
Частично решить эту проблему может «вакуумный стол» — за счёт разницы давлений воздуха над и под заготовкой, она плотно прижимается к рабочему столу. Но в данном случае форма и размер заготовки также играет важную роль — к примеру, гнутые мебельные фасады невозможно «прижать вакуумом» в плоской поверхности рабочего стола.
Приспособления для закрепления
При необходимости закрепить наиболее «трудные» заготовки можно воспользоваться специальным приспособлением, разработанным под конкретную форму детали и условия обработки. Помимо надёжной фиксации, к приспособлению предъявляются требования точности базирования заготовки. Следует отметить, что иногда приспособление служит именно для обеспечения точности обработки (и в меньшей степени — для силового закрепления), чтобы не зависеть от внешних условий — к примеру, коробления рабочего стола фрезерного станка со временем.
В качестве универсального приспособления следует упомянуть разновидность вакуумного стола — «вакуумную присоску». Это устройство образует вакуум с двух сторон и может прикрепляться одновременно к рабочему столу и к заготовке — в любом её месте. Это позволяет создать несколько точек надёжного прижима — даже при сложной (в т. ч. криволинейной) поверхности заготовки.
Простым и распространённым приспособлением является временная опорная плоскость (но строго выверенная!) с обрезкой по контуру заготовки. Плоскость крепится к рабочему столу, а уже к ней прочно прикручивается заготовка (например, саморезами). Некоторой модификацией механического прижима является дырчатая опорная плоскость, легко прикрепляемая стандартными болтами к рабочему столу. А к опорной плоскости в свою очередь крепится заготовка — через переходники-эксцентрики для совмещения предусмотренных в заготовке участков под крепёж с отверстиями в опорной плоскости. Также на рабочем столе могут закрепляться обычные слесарные тиски (стандартными болтами), а в них зажиматься заготовка. Единственным ограничением здесь является «охват» тисков по размеру губок и наличие запаса пространства под инструментальным порталом фрезерного станка.
Единственным ограничением здесь является «охват» тисков по размеру губок и наличие запаса пространства под инструментальным порталом фрезерного станка.
Для установки, закрепления и обработки цилиндрических заготовок на фрезерном станке с ЧПУ предусмотрено специальное поворотное устройство. Это приспособление устанавливается на рабочий стол фрезерного станка и подключается к его системам. Заготовка зажимается в цилиндрический патрон (схема крепления идентична таковой для токарного станка) и автоматически поворачивается системой ЧПУ по командам управляющей программы. Таким образом, координаты продольного перемещения фрезы заменяются поворотом заготовки вдоль её горизонтальной оси. Точность и качество фрезерования с использованием поворотного устройства не уступает таковым для работы с плоскими заготовками. Плюс — не требуется дополнительных изменений конструкции фрезерного станка. Необходим лишь достаточный запас пространства по высоте портала (не менее 200 мм) для установки поворотного устройства.
Ещё одним примером «заводского» приспособления является стандартный «жертвенный стол». Его функция — оберегать поверхность рабочего стола от истирания тяжёлыми заготовками и предохранять фрезу от поломки при случайном касании фрезы плоскости стола. Однако вязкая пластиковая (или текстолитовая) структура допускает крепёж заготовки винтами прямо «в тело» стола. При этом жертвенный стол, естественно, портится, однако его лёгкая смена и сравнительно малая стоимость компенсируют эту особенность.
В жертвенном столе (или специальной опорной плоскости) можно изготовить специальное углубление («пастель») под форму заготовки и таким образом зафиксировать её от смещения, лишив как минимум пяти степеней свободы. Этого вполне достаточно для обработки фрезерованием, хотя фиксации на отрыв заготовки от стола такая схема не предусматривает.
Универсальные приспособления к фрезерным станкам
Приспособления к фрезерным станкам. При работе на консольно-фрезерных станках помимо специальных приспособлений для закрепления деталей широко используют такие универсальные приспособления, как делительные головки, машинные тиски, круглый поворотный стол и оправки для закрепления фрез.
[c.376]
При работе на консольно-фрезерных станках помимо специальных приспособлений для закрепления деталей широко используют такие универсальные приспособления, как делительные головки, машинные тиски, круглый поворотный стол и оправки для закрепления фрез.
[c.376]Закрепление деталей в универсальных приспособлениях. Среди универсальных крепежных приспособлений к фрезерным станкам наибольшее распространение получили машинные тиски, составляющие принадлежность каждого станка. [c.222]
К универсальным приспособлениям — принадлежностям фрезерных станков — относятся также делительные головки. Их конструкции, а также способы использова-ния подробно рассмотрены в гл. VH. [c.191]
Для поворота заготовок зубчатых колес па требуемый угол, т. е. для деления окружностей на части, применяют специальные приспособления к фрезерным станкам — делительные головки. Эти головки могут быть универсальными, оптическими и др. Наиболее распространены универсальные головки, позволяющие пе только делить окружность на части, но и вращать обрабатываемую заготовку при фрезеровании винтовых канавок или зубьев.
[c.386]
Наиболее распространены универсальные головки, позволяющие пе только делить окружность на части, но и вращать обрабатываемую заготовку при фрезеровании винтовых канавок или зубьев.
[c.386]
На рис. 46 показано специализированное (универсальное) переналаживаемое приспособление тисочного типа к фрезерным станкам. Приспособление предусматривает возможность закрепления различных наладок и специальных губок, устанавливаемых но базовым пальцам. Зажим деталей осуществляется при помощи гидроцилиндра. [c.435]
ГРУППОВЫЕ УНИВЕРСАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ ГИДРАВЛИЧЕСКИЕ К ФРЕЗЕРНЫМ СТАНКАМ [c.137]
Универсальные, предназначенные для обработки ряда деталей, обычно прикладываемые к фрезерному станку (зажимные тиски, самоцентрирующие патроны, делительные головки, поворотные столы, круглые столы и другие нормальные принадлежности и приспособления) и могущие быть налаженными для установки, закрепления и фиксации заданной детали. Универсальные приспособления и принадлежности к фрезерным станкам значительно расширяют область выполняемых фрезерным станком работ, упрощают работу на станке, сокращают вспомогательное время и увеличивают производительность. Универсальные приспособления и принадлежности иногда называют нормальными. Их широко применяют в единичном и мелкосерийном производствах, а также в ремонтных, инструментальных и экспериментальных цехах.
[c.161]
Универсальные приспособления и принадлежности к фрезерным станкам значительно расширяют область выполняемых фрезерным станком работ, упрощают работу на станке, сокращают вспомогательное время и увеличивают производительность. Универсальные приспособления и принадлежности иногда называют нормальными. Их широко применяют в единичном и мелкосерийном производствах, а также в ремонтных, инструментальных и экспериментальных цехах.
[c.161]
Все приспособления можно разделить на три основные группы универсальные, специализированные и специальные. Универсальные приспособления являются приспособлениями общего назначения, не требующими наладки, и применяются для обработки различных деталей. Сюда относятся патроны, люнеты, центры, поводковые устройства, используемые при обработке на токарных и шлифовальных станках, тиски, поворотные столы, делительные устройства к фрезерным станкам и др. [c.50]
Часто применяют специальные приспособления. Так, при выполнении последовательных переходов на сверлильном станке целесообразно применять специальные патроны для смены инструментов без остановки шпинделя. Значительного повышения производительности достигают применением многошпиндельных сверлильных, резьбонарезных и фрезерных головок, устанавливаемых на универсальные одношпиндельные сверлильные и фрезерные станки, а также применением многорезцовых державок в универсальных токарных станках. Особую, многочисленную группу составляют приспособления, расширяющие технологические возможности металлорежущих станков. К ним относятся приспособления для протачивания кольцевых канавок и нарезания резьбы на вертикально-сверлильных станках, долбления шпоночных пазов на поперечно-строгальных станках, точения сферических поверхностей, а также летучие суппорты расточных станков для протачивания торцов, поворотные головки к фрезерным станкам и другие устройства.
[c.208]
Значительного повышения производительности достигают применением многошпиндельных сверлильных, резьбонарезных и фрезерных головок, устанавливаемых на универсальные одношпиндельные сверлильные и фрезерные станки, а также применением многорезцовых державок в универсальных токарных станках. Особую, многочисленную группу составляют приспособления, расширяющие технологические возможности металлорежущих станков. К ним относятся приспособления для протачивания кольцевых канавок и нарезания резьбы на вертикально-сверлильных станках, долбления шпоночных пазов на поперечно-строгальных станках, точения сферических поверхностей, а также летучие суппорты расточных станков для протачивания торцов, поворотные головки к фрезерным станкам и другие устройства.
[c.208]
На рис. 148 показано универсальное переналаживаемое приспособление тисочного типа к фрезерным станкам. Приспособление предусматривает возможность закрепления различных наладок [c.
 241]
241]| Рис. 148. Универсальное переналаживаемое приспособление тисочного типа к фрезерным станкам |
Широко применяются консольно-фрезерные станки, у которых стол может поворачиваться относительно вертикальной оси. На них выполняют разнообразные фрезерные работы без применения специальных приспособлений, а потому данные станки называют универсальными. Среди универсальных есть станки, у которых шпиндель можно устанавливать под любым углом к обрабатываемой детали. Их называют широкоуниверсальными. [c.238]
Фрезерные станки снабжают приспособлениями, которые подразделяют на универсальные, нормализованные и специальные. К универсальным приспособлениям относятся делительные головки, вращающиеся, угловые и поворотные столы и машинные тиски.
[c.280]
К универсальным приспособлениям относятся делительные головки, вращающиеся, угловые и поворотные столы и машинные тиски.
[c.280]
После этого следует установка приспособления по фрезе, что на универсальных фрезерных станках достигается горизонтальным и вертикальным перемещением стола с закрепленным на нем приспособлением. Приспособление подводится к фрезе настолько, чтобы расстояние от мерительных плоскостей габарита до фрезы равнялось толщине применяемого щупа (примерно 5 мм). Использование габарита показано на фиг. 247. [c.312]
На 1-й механической операции производится обработка радиусных поверхностей К на вертикально-фрезерном станке с помощью универсально-сборного приспособления типа поворотно-фрезерного стола (фиг. 125,7 и 2). Контур К фрезеруют, установив заготовку на необработанную плоскость. Заготовка устанавливается нижней плоскостью на две планки УСП-282 так, чтобы ее вертикальная плоскость плотно упиралась в концы резьбовых шпилек, точно установленных и закрепленных гайками в гладких отверстиях крепежных опор УСП-219. В качестве бокового упора использован плоский прихват УСП-400, установленный и закрепленный на боковой плоскости одной из крепежных опор. Крепление заготовки осуществляется по верх-222
[c.222]
В качестве бокового упора использован плоский прихват УСП-400, установленный и закрепленный на боковой плоскости одной из крепежных опор. Крепление заготовки осуществляется по верх-222
[c.222]
Обработка деталей по копирам производится на фрезерных, токарных, шлифовальных и других станках. На фрезерных станках обрабатывают плоские контурные, объемные и цилиндрические детали на токарных — детали типа тел вращения, детали, имеющие в поперечном сечении некруглые профили на шлифовальных — плоские контурные детали. При фрезеровании деталей по копирам применяются как специальные копировальные приспособления к универсальным фрезерным станкам, так и специализированные копировально-фрезерные станки. [c.4]
На строгальных и фрезерных станках обработку производят с помощью приспособлений, которые подразделяют на универсальные и специальные. К универсальным приспособлениям относят делительные головки, различные тиски с ручным и пневматическим приводом, поворотные и угловые столы и др. В мелкосерийном производстве используют универсально-сборные приспособления. В единичном производстве заготовки закрепляют с помощью планок, прихватов, упоров, шпилек, сухарей и др.
[c.190]
В мелкосерийном производстве используют универсально-сборные приспособления. В единичном производстве заготовки закрепляют с помощью планок, прихватов, упоров, шпилек, сухарей и др.
[c.190]
Зубья, расположенные на плоских и торцовых поверхностях инструмента, обрабатывают на вертикально-фрезерных станках. Для выполнения этой операции применяют параллельные тиски или универсальные приспособления, с помощью которых можно устанавливать обрабатываемый инструмент иод различными углами к режущему инструменту. [c.144]
Универсальные приспособления служат для закрепления заготовок разных размеров на столе фрезерного станка. К ним обычно относят прижимные планки, простые машинные тиски, пово- [c.524]
Универсальными приспособлениями называют такие, которые могут служить для установки и крепления различных заготовок, как, например, машинные тиски, круглые поворотные столы и т. д. Универсальные приспособления обычно прилагаются к каждому фрезерному станку при поставке. [c.172]
[c.172]
К универсальным приспособлениям, применяемым на фрезерных станках, относятся машинные тиски, круглые вращающиеся и делительные столы, а также магнитные плиты. Все эти приспособления легко переналаживаются и позволяют обрабатывать разнообразные детали. [c.191]
Сила зажима на прихваты передается от универсального силового привода, в данном случае пневмоцилиндра диаметром 250 мм с ходом штока 50 мм, закрепленного на столе горизонтально-фрезерного станка рядом с приспособлением. Сила зажима на прихват 7 передается от штока пневмоцилиндра через вилку 1, двуплечий рычаг 2, планку 3 и тягу 5 на прихваты 12 и 17 — от штока через вилку 1, рычаг 2, планку 3 и звенья 18 к 21. [c.181]
Основанием приспособления служит пустотелая колонка 3, закрепленная в жестком кронштейне 2 корытообразной формы. Приспособление может крепиться на универсальном мостике 1 или на специальном мостике, на основании задней бабки токарного станка, на столе или каретке фрезерного станка и т. п. На стойке помещены два двойных хомута 4 с мерительными колодками и индикаторами. Хомуты устанавливают по высоте колонки так, чтобы двуплечий рычаг 6 был подведен к верхней образующей валика или винта, а подпружиненный вкладыш 5 — к боковой образующей.
[c.46]
п. На стойке помещены два двойных хомута 4 с мерительными колодками и индикаторами. Хомуты устанавливают по высоте колонки так, чтобы двуплечий рычаг 6 был подведен к верхней образующей валика или винта, а подпружиненный вкладыш 5 — к боковой образующей.
[c.46]
Как показано на рисунке, не только в пределах одной группы станков, но и в фрезерных, шлифовальных, строгальных и других станках могут иметься общие узлы, а станки могут иметь однотипную компоновку. Конечно, целевой узел, например стол станка, использованный в различных моделях, должен иметь большую универсальность, чем специально выполненный стол для данной модели станка. Он должен иметь более широкий диапазон скоростей, быть приспособленным к восприятию различных нагрузок, обеспечивать повышенную точность. [c.357]
Классификация универсальных приспособлений для обработки ремонтных деталей на станках. При конструировании приспособлений к токарным, сверлильным, расточным фрезерным и другим станкам конструктор должен учитывать возможность частого использования их. Для крепления приспособлений необходимо предусматривать пазы в столах и планшайбах, крепление кулачками, подвижные кондукторные втулки и т. д. Приведем для иллюстрации примеры универсальных приспособлений для механической обработки, успешно выдержавших испытания длительным применением.
[c.40]
Для крепления приспособлений необходимо предусматривать пазы в столах и планшайбах, крепление кулачками, подвижные кондукторные втулки и т. д. Приведем для иллюстрации примеры универсальных приспособлений для механической обработки, успешно выдержавших испытания длительным применением.
[c.40]
Отличие метода фрезерования с применением маятниковой подачи (рис. 273) от позиционного фрезерования заключается только в том, что переход от обработки одной заготовки (или нескольких) к следующей производится реверсированием подачи стола, а не поворотом поворотного устройства. Кон-сольно-фрезерные станки серии М могут быть настроены на работу по маятниковому циклу (см. рис. 121). Этот способ применяется в тех случаях, когда форма и размеры обрабатываемых заготовок допускают их установку непосредственно на столе станка или в машинных тисках, патронах и других универсальных приспособлениях. [c.240]
Универсальное приспособление простейшей конструкции применительно к вертикально-фрезерному станку показано на фиг. 233. В нем попе-
[c.238]
233. В нем попе-
[c.238]
 Остальные пазы обрабатывают последовательно с необходимыми поворотами калибра.
[c.355]
Остальные пазы обрабатывают последовательно с необходимыми поворотами калибра.
[c.355]ПРИСПОСОБЛЕНИЕ УНИВЕРСАЛЬНО-НАЛАДОЧНОЕ К ФРЕЗЕРНЫМ СТАНКАМ Модель С7206-4005 [c.142]
В систему универсально-наладочных приспособлений к фрезерным станкам с ЧПУ модели 6Н13ГЗ-2 входит базовая плита (рис. 70) с сеткой Т-образных пазов и координатной сеткой ступенчатых отверстий. В стальной плите 1 выполнены четыре продольных и 14 поперечных Т-образных пазов, а также 42 ступенчатых отверстия. В верхних цилиндрических частях отверстий на клею [c.107]
Приспособления для фрезерных станков. Во многих случаях при обработке деталей тина тел вращения на фрезерных станках в серийном производстве обходятся без проектирования и изготовления специальных или специализированных переналаживаемых приспособлений. Для закрепления деталей используются универсальные тиски с призматическими губками. Иногда проектируют наладки к универсальным наладочным тискам с учетом размеров и конфигурации обрабатываемых деталей и лишь в сравнительно редких случаях, когда определенные группы деталей изготавливают большими партиями, проектируют специализированные переналаживаемые приспособления. Для мелких деталей в крупносерийном производстве часто приснособления проектируют многоместными или применяют непрерывное фрезерование на круглых столах. Ниже описаны некоторые конструкции таких приспособлеиий.
[c.394]
Для мелких деталей в крупносерийном производстве часто приснособления проектируют многоместными или применяют непрерывное фрезерование на круглых столах. Ниже описаны некоторые конструкции таких приспособлеиий.
[c.394]
Приспособления для фрезерных станков. Некоторые заготовки деталей типа рычагов, шатунов и других могут быть обработаны в универсальных безпаладочных тисках, однако большинство из них требует проектирования наладок к УНП типа тисков. [c.458]
Приспособления для фрезерных станков целесообразно классифицировать в соответствии со степенью их универсализации или специализации и с учетом их конструктивных особенностей. Значительное место при обработке деталей на фрезерных станках ванимают универсальные переналаживаемые приспособления систем УБП и УНП, позволяющие обрабатывать детали самых разнообразных конфигураций. Детали простой конфигурации могут быть закреплены в губках безналадочных тисков, более же сложные детали требуют проектирования для их обработки специальных наладок к универсальным наладочным тискам и приспособлениям тисочного типа. [c.226]
[c.226]
Если фрезерную операцию выполняют с одного установа (закрепления), но при нескольких позициях заготовки относительно фрезы (пазы, расположенные под определенными углами друг к другу, и т. д.), то рекомендуемые в классификации типы приспособлений устанавливают на нормализованные или универсальные поворотные столы к фрезерным станкам. [c.173]
Для закреплеггия заготовок на фрезерных станках npir меняют универсальные и специальные приспособления, К универ сальным приспособлениям о1носятся прихваты, угольники, призмы машинные тиски (см, разд, 6, гл, V), [c.333]
В крупносерийном и массовом производстве на фрезерных станках используют специальные приспособления. Установка специального приспособления относительно инструмента достигается применением направляющих шпонок и габарита (установа). Направляющие шпонки (не более двух) закрепляют в точном пазу на нижнем основании корпуса приспособления. На станках с продольной подачей стола с помощью шпонок достигается совмещение продольной оси приспособления с направлением хода стола. Для этой цели шпонки располагают по одному пазу стола станка. Затем следует установка приспособления по фрезе, что на универсальных фрезерных станках достигается горизонтальным и вертикальным перемещениями стола с закрепленным на нем приспособлением. Приспособление подводится к фрезе настолько, чтобы расстояние от измерительных поверхностей габарита до фрезы равнялось толщине применяемого щупа (примерно 5 мм, рис. 154).
[c.192]
Для этой цели шпонки располагают по одному пазу стола станка. Затем следует установка приспособления по фрезе, что на универсальных фрезерных станках достигается горизонтальным и вертикальным перемещениями стола с закрепленным на нем приспособлением. Приспособление подводится к фрезе настолько, чтобы расстояние от измерительных поверхностей габарита до фрезы равнялось толщине применяемого щупа (примерно 5 мм, рис. 154).
[c.192]
Механическая обработка деталей в современном машиностроении немыслима без применения приспособлений. Назначенйе их — облегчить установку и крепление подлежащих обработке заготовок и полуфабрикатов, что позволяет сократить вспомогательное время и повысить точность обработки. Приспособления делятся на универсальные, специализированные (налаживаемые) и специальные. Универсальные используются для обработки самых различных деталей. Это патроны к токарным станкам, тиски для фрезерных станков, делительные головки, делительные и поворотные столы. [c.39]
[c.39]
При изготовлении деталей для ремонта универсально-сборные приспособления занимают промежуточное положение между специальными приспособлениями и универсальными. Специальные приспособления требуют значительного времени на проектирование и изготовление. Стоимость их переносится целиком на стоимость изготовления деталей, для которых они создаются. Универсальные приспособления не требуют подготовки, но номенклатура их обычно невелика. Эти приспособления обходятся довольно дорого (они бывают сЛожными), но стоимость их окупается вследствие длительного использования для обработки различных деталей. Универсально-сборные приспособления, скомпонованные из стандартных деталей, в нужную комбинацию собираются быстро и используются для обработки одной дегали или небольшой партии деталей. Стоимость комплекта УСП распределяется на большое число изготовленных деталей, так как одни и те же детали УСП многократно используются в различных компоновках приспособлений. Расходы на сборку конкретного приспособления невелики. УСП могут быть использованы для многих целей, в том числе как сверлильные приспособления (для обработки деталей с отверстиями, расположенными в одной плоскости для обработки деталей, имеющих форму стержней, оси отверстий которых перпендикулярны или наклонены к осям стержней для обработки деталей, у которых отверстия сверлятся с двух сторон для сверления отверстий в крупногабаритных и тяжелых деталях и т. д.) как шлифовальные приспособления (установочные на плоскошлифовальных станках) фрезерные (установочные),, для обтачивания и растачивания, сварочные (для фиксации при прихйате), контрольные.
[c.46]
УСП могут быть использованы для многих целей, в том числе как сверлильные приспособления (для обработки деталей с отверстиями, расположенными в одной плоскости для обработки деталей, имеющих форму стержней, оси отверстий которых перпендикулярны или наклонены к осям стержней для обработки деталей, у которых отверстия сверлятся с двух сторон для сверления отверстий в крупногабаритных и тяжелых деталях и т. д.) как шлифовальные приспособления (установочные на плоскошлифовальных станках) фрезерные (установочные),, для обтачивания и растачивания, сварочные (для фиксации при прихйате), контрольные.
[c.46]
К сложным относятся следующие виды установки в несамо-центрирующем четырехкулачковом патроне на токарном станке на поворотных столах токарных и фрезерных станков с использованием различных угольников и универсально-сборных приспособлений, а также установка нежестких деталей и люнетах на токарных станках. Для реализации всех видов сложной установки деталей необходимо выполнение специальных приемов. [c.166]
[c.166]
На рис. 136, в показана схема двухшпиндельной головки к горизонтально-фрезерному станку. Ее корпус крепится на станке так же, как н в рассмотренных выше конструкциях. Момент от шпинделей станка через ведущий хвостовик / передается иа шпиндели 8 я 9 цилиндрическими зубчатыми колесами. Головки подобной конструкции могут быть выполнены в многошпиндель-иом исполнении для горизонтальных и вертикальных фрезерных станков. В сочетании с многоместными приспособлениями эти головки в несколько раз повышают производительность фрезерных станков. Один станок, оснащенный миогошпнндельной головкой, заменяет несколько обычных универсальных станков. Затраты на изготовление специальных фрезерных головок обычно окупаются за короткое время. [c.220]
| 1 | Крышки для аккордеона “No Drill” | |||
| ||||
| 2 | Двухголовый регулируемый светодиодный рабочий фонарь | |||
| ||||
| 3 | Машинист Calc Pro 2 | |||
| ||||
| 4 | Набор зажимов из 52 элементов, США | |||
| ||||
| 5 | Набор зажимов из 52 предметов, импортный | |||
| ||||
| 6 | Набор цанговых патронов R8, 12 шт. (От 1/16 “до 3/4” на 16 дюймов) | |||
| ||||
| 7 | Набор цанговых патронов R8, 23 шт. (От 1/16 до 3/4 x 32) | |||
| ||||
| 8 | Цанги круглые R8 | |||
| ||||
| 9 | Защитные крышки | |||
| ||||
| 10 | Регулировочные ножки фрезерного станка Bridgeport | |||
| ||||
| 11 | Ключ молотковый | |||
| ||||
| 12 | Quick Quill Stop | |||
| ||||
| 13 | Очиститель Т-образных пазов | |||
| ||||
| 14 | Защитный кожух стола и сумка | |||
| ||||
 99
99 00
00 25
25
|
|
|
 55
55
|
|
|
 80
80
|
|
| Добавить в корзину Добавить в корзину Добавить в корзину Добавить в корзину Добавить в корзину Добавить в корзину Добавить в корзину
Добавить в корзину Добавить в корзину Добавить в корзину Добавить в корзину
Добавить в корзину Добавить в корзину Добавить в корзину | |||


Принадлежности для фрезерных станков
Информация о поставке продукта
Главная / Дробилка / Оборудование / Аксессуары для фрезерных станковПринадлежности для станков – Фрезерные станки – Страница 1
Ваш промышленный инструментальный цех для металлообрабатывающих инструментов, прецизионных измерительных инструментов. Широкий выбор фурнитуры для металлообработки. Конкурентная цена!
Широкий выбор фурнитуры для металлообработки. Конкурентная цена!
ПРИНАДЛЕЖНОСТИ ДЛЯ ФРЕЗЕРНЫХ СТАНКОВ
ПРИНАДЛЕЖНОСТИ ДЛЯ ФРЕЗЕРНЫХ СТАНКОВ. НАБОР. НОВАЯ. НОВАЯ. НОВАЯ. НОВАЯ. НОВАЯ. НОВАЯ. НОВАЯ. Машинные тиски A34 для. Формование и фрезерование. ВСМ-. Гидравлический станок с ЧПУ A31. Вице. VNC-. A33 Прецизионный пневматический. Силовые тиски Ang-Fixe. VMC-.
DWX-52D 5-осевой стоматологический фрезерный станок Принадлежности Roland DG
Фрезы, ZDB-100D, R1 мм (ø 2 мм), алмаз, композитная смола, армированная стекловолокном смола, высокопрозрачный диоксид циркония.ZDB-50D, R0,5 мм (ø 1 мм). ZDB-30D, R0,3 мм (ø 0,6 мм). ZCB-100D, R1 мм (ø 2 мм), без покрытия, диоксид циркония,
Принадлежности для фрезерных станков – S&T Engineers
Применение · Услуги · Запасные части · Под ключ · Контракт на обслуживание · Обучение · Новости и события · Карьера · Свяжитесь с нами. Корзина 0,00 $. Ваша корзина пуста! Главная »Подразделения» Подразделение принадлежностей »Vertex» Mill
99 Лучшие аксессуары для токарных и фрезерных станков изображения Токарный станок
7 ноября 2018 г.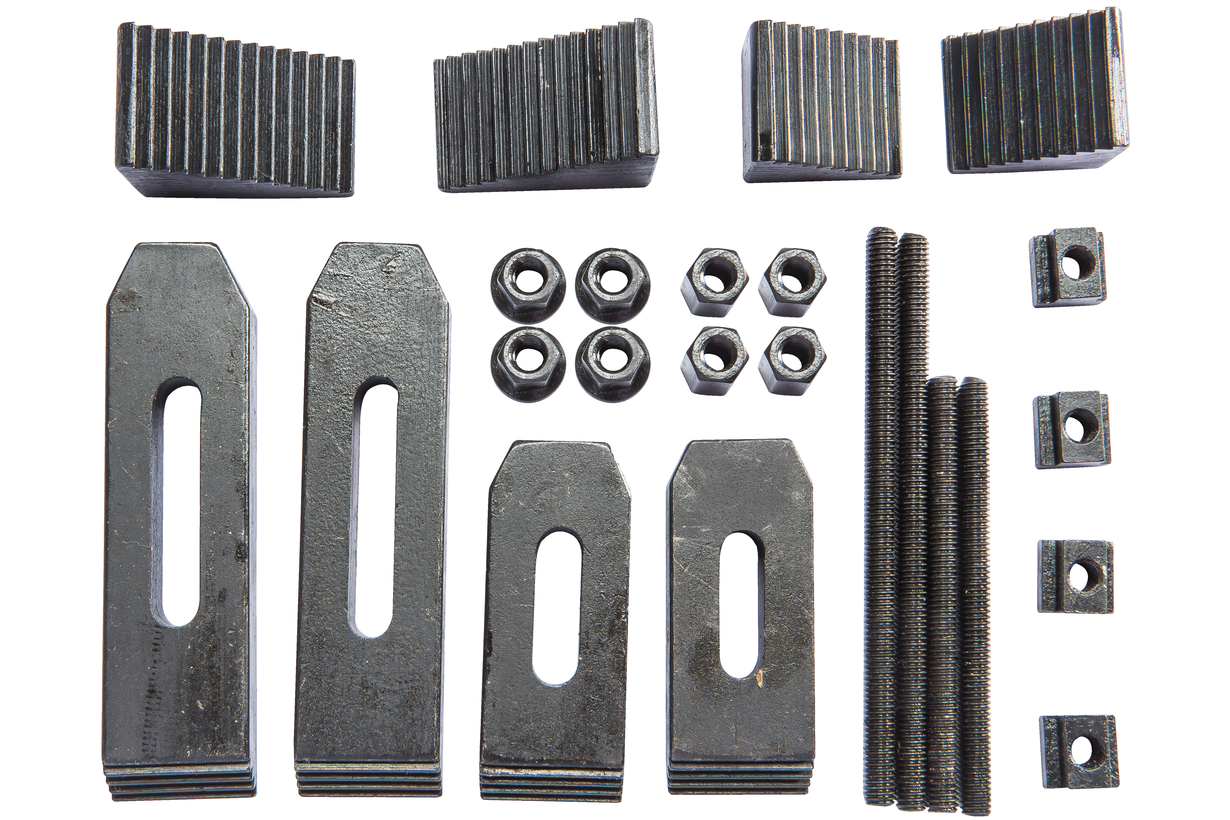 – В Micro-Mark вы найдете идеальные принадлежности для мини-токарных станков и фрезерные станки для вашего проекта.Мы продаем только качественные мини-токарные принадлежности, навесное оборудование для фрезерных станков, только расходные материалы для токарного инструмента и только фрезерные станки
– В Micro-Mark вы найдете идеальные принадлежности для мини-токарных станков и фрезерные станки для вашего проекта.Мы продаем только качественные мини-токарные принадлежности, навесное оборудование для фрезерных станков, только расходные материалы для токарного инструмента и только фрезерные станки
Сверление и фрезерование – Принадлежности для станков – Принадлежности Axminster
Продукция 1 – 24 из 138 Сверление и фрезерование. Вместе с токарным станком сверлильно-фрезерный станок является важным инструментом в машиностроительной мастерской. У нас есть ряд сверлильных и фрезерных станков для энтузиастов моделирования или производства.
Принадлежности для механических фрезерных станков: Купить Power Milling – Amazon.in
Интернет-магазин принадлежностей для фрезерования из большого выбора в Industrial & Scientific Store.
Принадлежности для фрезерных станков – Scott Machinery
Экономичная расточная головка с резьбовой оправкой или хвостовиком. BHC2 50 мм. BHC3 75 мм. BHC4 100 мм. Наборы прецизионных расточных головок GiN 75 мм. Диапазон сверления 5 – 250 мм. Набор расточных головок GiN BHC2 x 3MT 50 мм, со расточными оправками. 320,00 долларов США.
BHC2 50 мм. BHC3 75 мм. BHC4 100 мм. Наборы прецизионных расточных головок GiN 75 мм. Диапазон сверления 5 – 250 мм. Набор расточных головок GiN BHC2 x 3MT 50 мм, со расточными оправками. 320,00 долларов США.
Продукция – Оборудование – Фрезерные станки, комплекты и аксессуары
Мы занимаемся продажей высококачественных промышленных инструментов и принадлежностей для механических мастерских по лучшим ценам.Просмотрите нашу коллекцию расходных материалов и инструментов для станков с ЧПУ.
Принадлежности и мелкие детали для фрезерования и сверления – KNUTH
Позиции 1 – 30 из 268 Принадлежности и мелкие детали для фрезерования и сверления! Сравните цены и закажите сейчас! KNUTH имеет один из самых обширных портфелей станков и принадлежностей в отрасли. Резка · Фрезерование с ЧПУ · Токарная обработка · Фрезерный станок
Принадлежности для силовых фрезерных станков – Amazon.co.uk
Интернет-магазины для бизнеса, промышленности и науки с большим выбором концевых фрез, торцевых фрез, кромкоискателей, электронных кромкоискателей и др. повседневные низкие цены.
повседневные низкие цены.
Принадлежности для фрезерных станков – оптовые и оптовые торговцы в
Найти здесь Принадлежности для фрезерных станков оптовые и оптовые продавцы в Индии. Получите контактную информацию и адреса компаний, занимающихся оптовой торговлей, производством и поставкой принадлежностей для фрезерных станков по всей Индии.
Принадлежности для фрезерных станков – Ремонт и восстановление машин H&W
Набор цанговых патронов R8 из 7, 12 шт. (От 1/16 “до 3/4” на 16 дюймов) · Набор цанговых патронов R8 из 12 шт. .Цена, $ 90.00. Подробнее ▻. 8. Набор цанговых патронов R8 (от 1/16 до 3/4 x 32 дюйма), 23 шт. · Набор цанговых патронов R8 (23 шт.) (От 1/16 до 3/4 x 32 дюйма). Цена, $ 165.00. Подробнее ▻
Приспособления и аксессуары для фрезерных станков с ЧПУ KRC Machine
KRC Machine Tool Solutions предлагает широкий выбор принадлежностей и принадлежностей для фрезерных станков, включая системы пылеулавливания, челноки для поддонов, специальные головки и роботизированные системы обработки. Сделайте запрос сегодня!
Сделайте запрос сегодня!
LittleMachineShop.com: Инструменты, детали и аксессуары для настольных станков
Главный источник инструментов, деталей и принадлежностей для настольных станков.Вперед: сломайте любую деталь на своей машине. У нас есть . Фрезерные станки Tormach PCNC представляют собой новый подход к небольшим и настольным фрезерным станкам с ЧПУ.
Принадлежности для фрезерных станков E Supply Мировой оптовый торговец в
Принадлежности для фрезерных станков, предлагаемые E Supply World, ведущим поставщиком принадлежностей для фрезерных станков в Манораме Гандж, Индор, Мадхья-Прадеш. Компания была зарегистрирована в 1989 году и зарегистрирована в IndiaMART.
Принадлежности для фрезерования – Tormach
Создайте идеальный фрезерный станок с ЧПУ для своего цеха, выбрав обновления и принадлежности, подходящие для вашей работы.Превратите свой фрезерный станок Tormach PCNC в токарный станок с ЧПУ для мелких деталей с помощью насадки для токарного патрона RapidTurn.
Принадлежности Фрезерные станки с ЧПУ 3 4 и 5 осей – Mecanumeric
Принадлежности Фрезерные станки CHARLYROBOT, продувка воздухом, датчик всасывания, устройство смены инструмента; 4-я ось для 3-х осевого фрезерного станка, насос-вакуумный стол.
Фрезы, инструменты и цанги Металлообрабатывающий инструмент для фрезерования – Warco
Позиции 1 – 18 из 209 Ассортимент металлообрабатывающих фрезерных станков, деталей и принадлежностей Warco.Найдите фрезерные режущие инструменты, включая расточные оправки и головки, концевые фрезы, зенковки и пазовые сверла. Мы можем предложить фрезы, подходящие для широкого круга.
Аксессуары для фрезерных станков DATRON – DATRON Dynamics, Inc.
Высокоскоростные шпиндели. От 40 000 до 60 000 об / мин. DATRON предлагает высокочастотные (HF) шпиндели нескольких категорий мощности для скоростей от 5 000 до 60 000 об / мин. Эти шпиндели работают плавно, обеспечивают высокую точность результатов и могут быть
Принадлежности для фрезерования – Сверление и фрезерование – Принадлежности для машинного оборудования
Продукты 1 – 24 из 113 От зажимных комплектов до охлаждающей жидкости – у нас есть большой ассортимент принадлежностей для фрезерования.
Принадлежности для станков Travers Tool
Найдите труднодоступные зажимные, зажимные и установочные инструменты для металлообработки, включая тиски, оправки, патроны для токарных станков и принадлежности для шлифования и фрезерования. Travers Tool также предлагает адаптеры, съемники прутков, расточные головки и оборудование, центры,
| ||||||||||||||||||||
 Фрезерные станки Sherline могут выполнять все задачи и операции, которые может выполнять большая коммерческая машина. Такие операции, как резка на лету, прецизионное сверление и растачивание, являются рутинными задачами на стане Sherline. Поскольку инструмент вращается, а не работа, на фрезере можно обрабатывать гораздо более крупные детали, и эти детали не обязательно должны быть круглыми. Изделие надежно удерживается, поэтому можно просверливать или просверливать чрезвычайно точные схемы отверстий. Более длинный ход оси X также увеличивает универсальность станка по сравнению с токарным станком с вертикальной фрезерной колонной.Это чрезвычайно жесткий и точный инструмент, который с легкостью выполняет тяжелые работы по механической обработке. Вы можете собрать мельницу самостоятельно.
Фрезерные станки Sherline могут выполнять все задачи и операции, которые может выполнять большая коммерческая машина. Такие операции, как резка на лету, прецизионное сверление и растачивание, являются рутинными задачами на стане Sherline. Поскольку инструмент вращается, а не работа, на фрезере можно обрабатывать гораздо более крупные детали, и эти детали не обязательно должны быть круглыми. Изделие надежно удерживается, поэтому можно просверливать или просверливать чрезвычайно точные схемы отверстий. Более длинный ход оси X также увеличивает универсальность станка по сравнению с токарным станком с вертикальной фрезерной колонной.Это чрезвычайно жесткий и точный инструмент, который с легкостью выполняет тяжелые работы по механической обработке. Вы можете собрать мельницу самостоятельно. Набор центровочных сверл
Набор центровочных сверл
| Цифровое числовое управление (Fagor / Heidenhain / Siemens / Fanuc) | или | или | или | или | или |
| Панель управления на передней панели станка | х | или | или | или | или |
| Двойная панель управления (1 в шкафу и 1 на передней панели машины) | х | или | или | или | или |
| Магазин инструментов барабанный; 24 инструмента | или | или | или | х | х |
| Магазин инструментальный цепной; горизонтальная / вертикальная замена: | или | или | или | или | или |
| Система внутреннего охлаждения высокого давления с инструментом | или | или | или | или | или |
| Предварительная установка для 4-й / 5-й оси | или | или | х | или | или |
| Электронные делительные патроны 4-я / 5-я оси | или | или | или | или | или |
| Транспортер стружки | или | или | или | или | или |
| Электронное центрирование – центровка – датчик измерения деталей | или | или | или | или | или |
| Электронное измерительное устройство для калибровки инструментов | или | или | или | или | или |
| Обтекатель передний и боковой | х | с | х | или | или |
| Обтекатель по периметру или встроенный | или | или | или | или | или |
| Подготовка к работе с маятником | х | или | х | или | или |
| Стол для крепления работ (по запросу) | х | х | х | или | или |
| Поворотные столы (по запросу) | х | х | или | или | или |
| Поворотно-раздвижные столы (по запросу) | х | х | х | или | или |
| Кубики / кронштейны / люнеты… и другие анкерные инструменты | или | или | или | или | или |
| Система автоматической смены головки | х | х | х | х | или |
Глава 13: Методы и станки фрезерования | Применение режущего инструмента
Современные фрезерные станки выглядят почти так же, как 30 лет назад. Однако теперь они должны резать суперсплавы, титан и высокопрочные стали с более жесткими допусками и с большей скоростью, чем раньше. Чтобы соответствовать этим требованиям, новые фрезерные станки обеспечивают более высокую мощность, большую жесткость и более широкий диапазон скорости и подачи, чем раньше. Кроме того, более точное выравнивание ходовых винтов, числовое управление (ЧПУ) и числовое программное управление (ЧПУ) – все это приводит к более быстрой работе с лучшей отделкой и большей точностью, чем когда-либо ранее.
Однако теперь они должны резать суперсплавы, титан и высокопрочные стали с более жесткими допусками и с большей скоростью, чем раньше. Чтобы соответствовать этим требованиям, новые фрезерные станки обеспечивают более высокую мощность, большую жесткость и более широкий диапазон скорости и подачи, чем раньше. Кроме того, более точное выравнивание ходовых винтов, числовое управление (ЧПУ) и числовое программное управление (ЧПУ) – все это приводит к более быстрой работе с лучшей отделкой и большей точностью, чем когда-либо ранее.
Типы фрезерных станков
Многие типы фрезерных станков, используемых в производстве, сгруппированы в три общих класса:
– Станки с колонной и коленом
– Фрезерные станки с станиной
– Станки специального назначения
Колонны и Коленные станки – Коленно-фрезерные станки производятся как вертикального, так и горизонтального типа.На схематических схемах ниже показаны оба типа машин. Универсальность – главная особенность коленно-фрезерных станков. На базовой машине этого типа стол, седло и колено можно перемещать. Многие аксессуары, такие как универсальные тиски, поворотные столы и делительные головки, еще больше увеличивают универсальность этого типа машин.
На базовой машине этого типа стол, седло и колено можно перемещать. Многие аксессуары, такие как универсальные тиски, поворотные столы и делительные головки, еще больше увеличивают универсальность этого типа машин.
Независимо от того, является ли станок вертикальным или горизонтальным, некоторые компоненты на всех фрезерных станках с колонной и коленом похожи, за исключением размера и незначительных отличий, которые были сделаны по желанию производителя.Эти сходства описываются с точки зрения общей формы, геометрического отношения к остальной части машины, функций и материала, из которого изготовлены компоненты.
Колонна – Колонна, которая обычно объединяется с основанием в виде единой отливки, изготавливается из серого или высокопрочного чугуна. В колонне находятся шпиндель и подшипники, а также необходимые шестерни, муфты, валы, насосы и механизмы переключения для передачи мощности от электродвигателя на шпиндель с выбранной скоростью.Шестерни обычно работают в масле и изготовлены из науглероженной легированной стали для длительного срока службы. Некоторые необходимые элементы управления обычно крепятся сбоку колонны.
Некоторые необходимые элементы управления обычно крепятся сбоку колонны.
Основание обычно полое и во многих случаях служит резервуаром для СОЖ. В основании можно установить насос и систему фильтрации. В отверстии в центре основания находится опора для винта, который поднимает и опускает колено.
Механически обработанные вертикальные суппорты на передней части колонны могут быть квадратными или ласточкин хвост.Колено движется вверх и вниз на этом слайде. Салазки необходимо обработать под углом 90 градусов к лицевой стороне колонны как в боковой, так и в вертикальной плоскостях. Допуски очень близки и обычно выражаются в угловых минутах или секундах. Большое отверстие в лицевой части колонны предназначено для шпинделя. Отверстие очень точно просверливается перпендикулярно переднему суппорту в двух плоскостях и параллельно верхнему суппорту.
Шпиндель – На горизонтальном фрезерном станке шпиндель является одной из наиболее ответственных частей.Обычно его изготавливают из поковки из легированной стали и подвергают термообработке, чтобы противостоять износу, вибрации, осевым и изгибающим нагрузкам. Шпиндель обычно поддерживается комбинацией шариковых и прямолинейных роликовых подшипников или коническими роликоподшипниками, которые поглощают как радиальные нагрузки, так и торцевые осевые нагрузки. Шпиндели полые, так что дышло можно использовать для надежного удержания беседки на месте.
Шпиндель обычно поддерживается комбинацией шариковых и прямолинейных роликовых подшипников или коническими роликоподшипниками, которые поглощают как радиальные нагрузки, так и торцевые осевые нагрузки. Шпиндели полые, так что дышло можно использовать для надежного удержания беседки на месте.
Передняя часть шпинделя обработана для установки стандартных оправок. Два ключа, которые вставляются в соответствующие прорези в оправке, фактически приводят в движение оправку.Внутренний конус, который точно отшлифован до соосности шпинделю, фиксирует оправку.
Колено – Колено – это отливка, которая перемещается вверх или вниз по направляющей на передней части колонны с помощью подъемного винта. Две направляющие типа ласточкин хвост или квадрат обрабатываются под углом 90 градусов друг к другу. Вертикальный суппорт соединяется с суппортом в передней части колонны, а горизонтальный суппорт несет седло. Он содержит необходимые шестерни, винты и другие механизмы для подачи энергии во всех направлениях.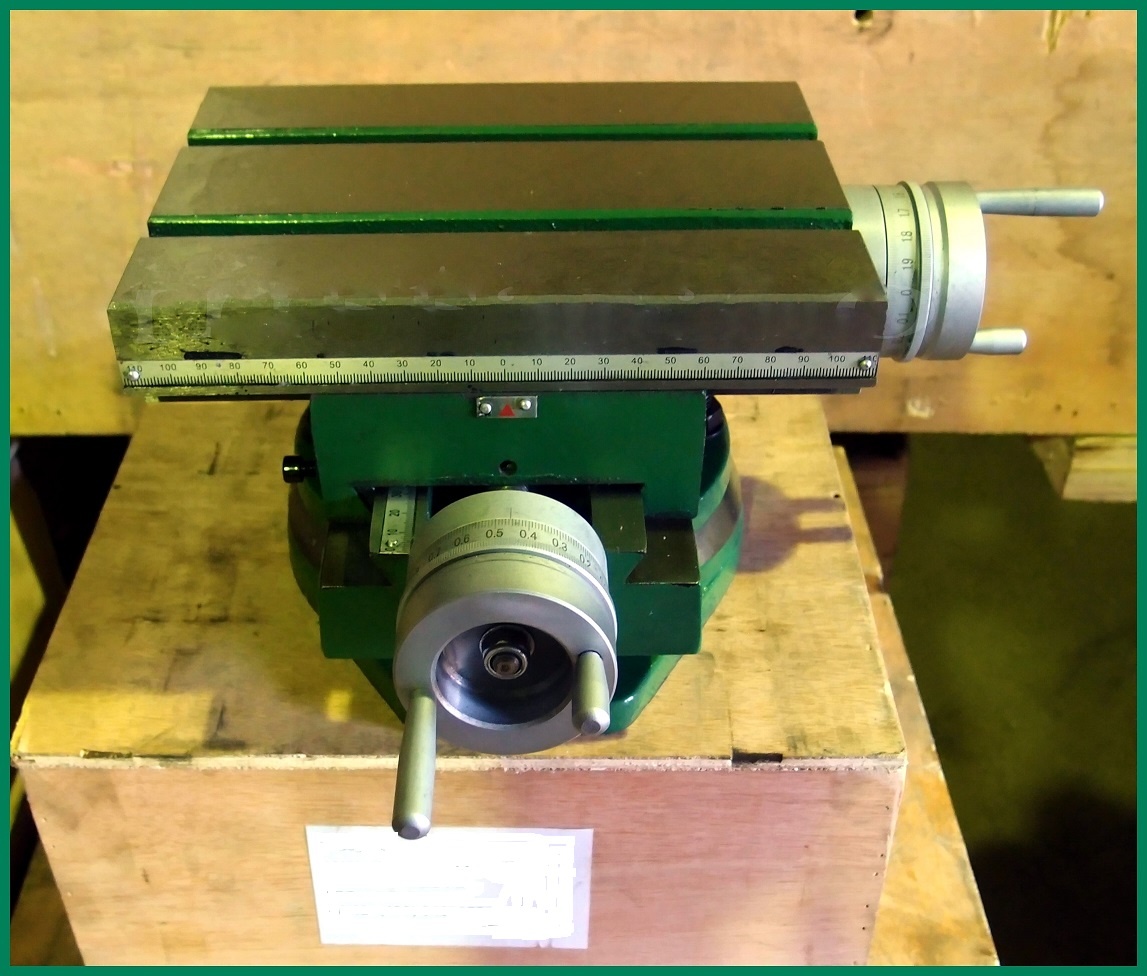 Оператор может выбирать различные скорости подачи с помощью органов управления, установленных на колене.
Оператор может выбирать различные скорости подачи с помощью органов управления, установленных на колене.
Седло – Седло для плоского фрезерного станка представляет собой отливку с двумя салазками, обработанными под точным углом 90 градусов друг к другу. Нижний слайд подходит для слайда в верхней части колена, а верхний слайд принимает слайд в нижней части стола. Поверхности направляющих, соприкасающиеся с коленом и столом, параллельны друг другу. Замки для поперечных суппортов и стола прикреплены к седлу вместе с гайками, которые входят в зацепление с винтами поперечной подачи и подачи стола.
На универсальном фрезерном станке опора состоит из двух частей и является более сложной, поскольку она должна позволять столу поворачиваться по ограниченной дуге.
Таблица – Столы фрезерных станков сильно различаются по размеру, но обычно имеют одинаковые физические характеристики. Внизу стола есть направляющая типа «ласточкин хвост», которая подходит к направляющей в верхней части седла. Он также имеет подшипники на каждом конце для крепления винта подачи стола. Верхняя часть стола обработана параллельно направляющей внизу и имеет несколько Т-образных пазов полной длины для монтажных тисков или других приспособлений для крепления.
Он также имеет подшипники на каждом конце для крепления винта подачи стола. Верхняя часть стола обработана параллельно направляющей внизу и имеет несколько Т-образных пазов полной длины для монтажных тисков или других приспособлений для крепления.
Циферблат с градуировкой в тысячных долях дюйма предназначен для обеспечения точного перемещения и размещения стола. Винт подачи стола обычно имеет резьбу Acme.
Фрезерные станки с вертикальным шпинделем доступны в большом количестве типов и размеров. Головка, в которой находятся шпиндель, двигатель и органы управления подачей, является полностью универсальной и может быть размещена под определенным углом к поверхности стола. Ползун, к которому прикреплена голова, можно перемещать вперед и назад и фиксировать в любом положении.Револьвер в верхней части колонны позволяет головной части и гидроцилиндру поворачиваться вбок, увеличивая радиус действия головки машины.
Некоторые ползуно-фрезерные станки могут использоваться как для вертикального, так и для горизонтального фрезерования. На вертикальных мельницах ползунового типа с двигателем в колонне мощность передается на шпиндель с помощью шестерен и шлицевых валов.
На вертикальных мельницах ползунового типа с двигателем в колонне мощность передается на шпиндель с помощью шестерен и шлицевых валов.
Фрезерные станки со станиной – Высокая производительность требует тяжелых резов, а жесткости фрезерного станка с коленом и стойкой может быть недостаточно, чтобы выдерживать большие усилия.Фрезерный станок станины часто идеально подходит для такого рода работ. В этой машине стол опирается непосредственно на тяжелую станину, а колонна размещается за станиной.
У станка со станиной есть несколько преимуществ, особенно при серийном производстве. Возможна гидравлическая подача стола; гидравлические компоненты размещены в отливке станины. Это обеспечивает очень высокие усилия подачи; переменная скорость подачи во время любого резания и автоматическая смена стола. Шпиндель можно поднимать или опускать с помощью кулачка и шаблона для получения специальных контуров.
В основном более тяжелая конструкция позволяет передавать на шпиндель большую мощность, что обеспечивает более высокую производительность за счет более быстрого съема металла. Фрезерные станки с дуплексной станиной имеют две стойки и шпиндели для одновременного фрезерования двух поверхностей детали.
Фрезерные станки с дуплексной станиной имеют две стойки и шпиндели для одновременного фрезерования двух поверхностей детали.
Главный недостаток фрезерного станка со станиной по сравнению с фрезерным станком с коленом и стойкой заключается в том, что он менее универсален для обработки мелких деталей. Его преимущества заключаются в более высокой производительности, возможности адаптации к машинам большого размера и простоте модификации для специальных применений.
Фрезерные станки специального назначения – По мере того, как промышленные изделия становились все более сложными, были разработаны новые и необычные варианты более распространенных фрезерных станков. Целью является выполнение более крупной работы, изготовление множества дублирующих деталей, точное определение местоположения отверстий и поверхностей или выполнение других необычных операций обработки.
Строгальные фрезерные станки – Общая компоновка этих типов станков аналогична таковой для строгальных станков, за исключением того, что вместо отдельных насадок устанавливаются фрезерные головки.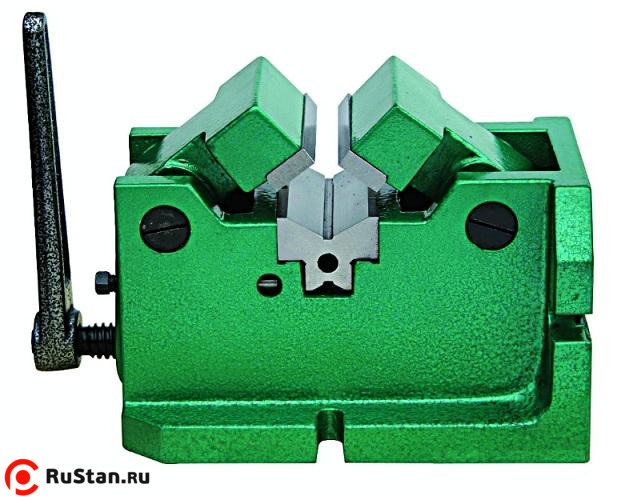 Станки строгального типа используются в основном для обработки деталей, таких как станины для больших станков, и других длинных деталей, для которых требуются точные плоские и угловые поверхности или канавки.
Станки строгального типа используются в основном для обработки деталей, таких как станины для больших станков, и других длинных деталей, для которых требуются точные плоские и угловые поверхности или канавки.
Профильные станки – Двумерное профилирование может быть выполнено с использованием шаблона или вертикального фрезерного станка с числовым программным управлением. Некоторые профилировщики имеют несколько шпинделей, и в каждом цикле можно производить несколько дублирующих деталей. Профилировщики гидравлического типа имеют щуп, который приводится в контакт с шаблоном, чтобы начать работу.Затем оператор перемещает иглу вдоль шаблона, заставляя гидравлическую жидкость под давлением течь к соответствующим цилиндрам привода. Стол перемещает работу мимо резака, дублируя форму шаблона.
Заточка штампа и другие процессы, связанные с обработкой полостей, могут выполняться на 3D-профилографах. Четкий узор полости делается из дерева, гипса или мягкого металла. Щуп следует по контуру рисунка, направляя резак во время обработки полости. Для этого вида работ также используются фрезерные станки с числовым программным управлением.
Щуп следует по контуру рисунка, направляя резак во время обработки полости. Для этого вида работ также используются фрезерные станки с числовым программным управлением.
Системы обработки с компьютерным управлением Некоторые стандартные станки, описанные в предыдущих главах этого текста, способны выполнять несколько операций. Токарный станок, например, может выполнять токарную обработку, торцевание, сверление, нарезание резьбы и т. Д. Сверлильный станок может выполнять сверление, развёртывание, зенкование, нарезание резьбы и т. Д. Однако, когда увеличение производительности требует приобретения дополнительных возможностей обработки, почти всегда более экономично и целесообразно приобретать многофункциональные станки, способные выполнять быструю замену, одновременную обработку и автоматическую обработку.
Обрабатывающие центры – Обрабатывающие центры спроектированы и изготовлены для обеспечения гибкости производства. Их можно использовать для обработки всего нескольких деталей или больших производственных партий. Программирование может быть относительно простым, а использование постоянных циклов обеспечивает большую универсальность. Обрабатывающий центр с ЧПУ по определению может выполнять фрезерование, сверление и растачивание и имеет либо державки револьверной головки, либо автоматическую смену инструмента.
Программирование может быть относительно простым, а использование постоянных циклов обеспечивает большую универсальность. Обрабатывающий центр с ЧПУ по определению может выполнять фрезерование, сверление и растачивание и имеет либо державки револьверной головки, либо автоматическую смену инструмента.
Обрабатывающие центры имеют горизонтальную или вертикальную конфигурацию.Относительные достоинства каждого из них будут кратко обсуждены.
Горизонтальные фрезерные станки – Горизонтальные станки, как правило, лучше всего подходят для обработки тяжелых коробчатых деталей, таких как корпуса редукторов, у которых есть много деталей, которые необходимо обработать на боковых поверхностях. Горизонтальный станок легко поддерживает тяжелые заготовки этого типа. Если добавлен поворотный индексируемый рабочий стол, четыре стороны заготовки можно обрабатывать без повторной фиксации.
Системы поддонов, используемые для перемещения деталей на рабочую станцию и из нее, как правило, легче проектировать для горизонтальных машин, где все перед главной колонной открыто и доступно.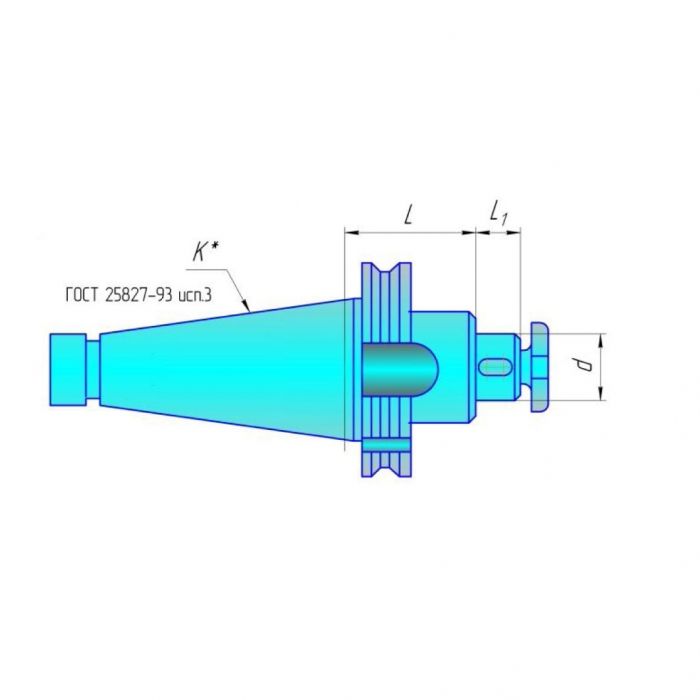 Ниже показан горизонтальный обрабатывающий центр с системой перемещения поддонов.
Ниже показан горизонтальный обрабатывающий центр с системой перемещения поддонов.
Вертикальные фрезерные станки – Вертикальные обрабатывающие центры часто предпочтительнее для плоских деталей, которые должны иметь сквозные отверстия. Крепления для этих деталей проще спроектировать и изготовить для вертикального шпинделя. Кроме того, усилие резания, возникающее при сверлении или фрезеровании карманов, может поглощаться непосредственно станиной станка.
Вертикальный станок предпочтителен, когда 3-осевая работа выполняется на одной поверхности, как при работе с пресс-формой и штампом.Вес головки вертикального станка по мере его удаления от колонны, особенно на больших станках, может быть фактором поддержания точности, поскольку может иметь место некоторая тенденция к падению и потере точности и возникновению вибрации.
Гибкие системы обработки – Гибкие системы обработки используют один или несколько обрабатывающих центров, обычно вместе с другим оборудованием, для производства деталей среднего объема. Требуется система обработки деталей, а центральный компьютер обычно управляет всем устройством.
Требуется система обработки деталей, а центральный компьютер обычно управляет всем устройством.
Погрузочно-разгрузочные работы – Детали перемещаются со склада и между элементами машины с помощью одного из нескольких различных типов систем. Выбранная система транспортировки материалов должна быть способна направлять любую деталь к любой машине в любом порядке, а также обеспечивать набор деталей перед каждой машиной для достижения максимальной производительности. Детали обычно загружаются и выгружаются вручную. К различным типам используемых систем транспортировки материалов относятся: автоматизированные транспортные средства, системы буксирных тросов, системы роликовых конвейеров, системы подвесных конвейеров, монорельсовые дороги, краны и роботы.
Системы управления – Компьютерное управление гибкими системами обработки имеет три функциональных уровня:
Главный контроль. Главный блок управления контролирует и управляет всей системой, включая направление заготовок на соответствующие станки, планирование работ и мониторинг функций станка.
Прямое числовое управление. Компьютер DNC распределяет соответствующие программы на отдельные станки с ЧПУ, а также контролирует и контролирует их работу.
Элемент управления. Третий и самый низкий уровень управления – компьютерное управление циклами обработки отдельных станков.
Принадлежности и принадлежности для фрезерных станков – Многие принадлежности были разработаны для фрезерных станков. Некоторые из них специализированы и могут использоваться только для нескольких операций. Другие, такие как тиски, оправки и цанги, используются почти во всех фрезерных операциях.
Специальные фрезерные головки – Несколько типов специальных головок было разработано для использования на горизонтальных или вертикальных фрезерных станках.Эти аксессуары увеличивают универсальность машины. Например, вертикальная головка может быть прикреплена к обычному горизонтально-фрезерному станку с колонной и коленом, что значительно увеличивает его полезность, особенно в небольших магазинах с ограниченным количеством станков.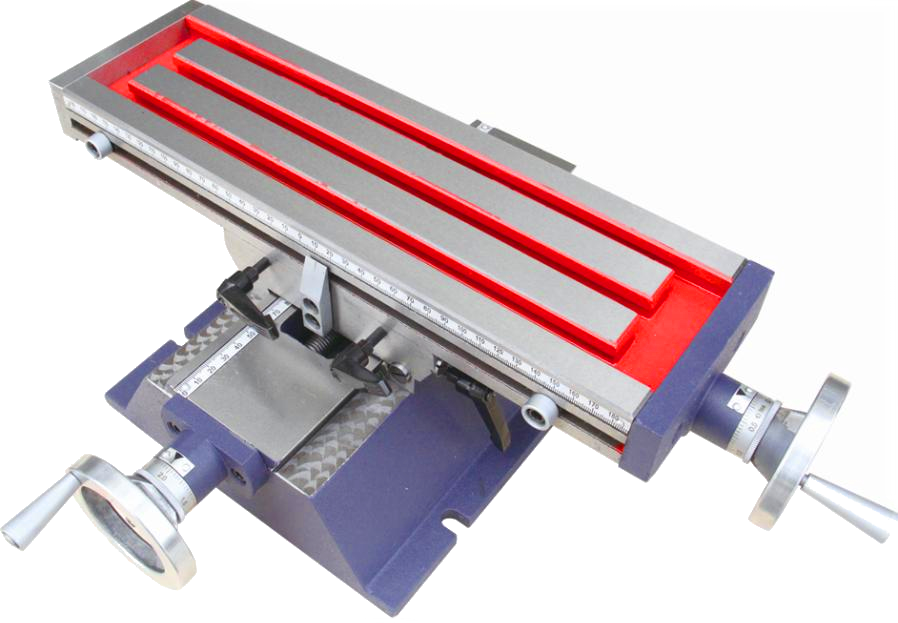
Тиски и приспособления – На всех фрезерных операциях работа удерживается приспособлениями, тисками или зажимными приспособлениями. В большинстве случаев работа остается неподвижной по отношению к столу во время обработки, но работа, удерживаемая в делительных головках и поворотных столах, может перемещаться в двух плоскостях во время выполнения операций обработки.
оправки, цанги и державки – Несколько основных типов оправок и цанг используются для удержания фрез и для передачи мощности от шпинделя к фрезу. Независимо от типа, они обычно изготавливаются именно из легированной стали и подвергаются термообработке для обеспечения износостойкости и прочности.
Втулки – Втулки для горизонтальных фрезерных станков доступны трех основных типов: стиль A, стиль B и стиль C. Натяжной болт, который проходит через шпиндель станка, ввинчивается в малый конец конуса и тянет Плотно вставьте оправку в коническое отверстие шпинделя фрезерного станка.Мощность передается от шпинделя к оправке с помощью двух коротких ключей, которые входят в паз на фланце оправки.
Цанги – На некоторых вертикальных фрезерных станках шпиндель просверливается для установки цанги с частично прямым и частично коническим хвостовиком. Цанга фиксируется дышлом, которое ввинчивается в резьбовое отверстие в задней части цанги и затягивается сверху шпинделя. Некоторые производители фрезерных станков предлагают цанговые патроны, для которых не требуется дышло.Цанги этого типа может быть закрыты с помощью рычага управления кулачком или с большой стопорной гайкой.
Державки – Стандартные держатели инструмента доступны для концевых и гильз. Для некоторых операций, требующих использования инструментов с нестандартными размерами хвостовика, для удержания инструмента могут использоваться патроны. Эти патроны доступны с конусом Морзе или с прямым хвостовиком. Любой из этих типов может использоваться в фрезерных станках при наличии соответствующих переходников или цанг.
Типы фрезерных операций
Фрезы используются по отдельности или в комбинации для обработки различных поверхностей, как описано ниже и показано выше.
Плоское фрезерование – Плоское фрезерование – это процесс фрезерования поверхности, параллельной оси фрезы и в основном плоской. Это делается на простых или универсальных горизонтальных фрезерных станках с фрезами разной ширины, имеющими зубцы только по периферии.
Боковое фрезерование – Для бокового фрезерования используется фреза с зубьями на периферии и с одной или обеих сторон. Когда используется одна фреза, зубья на периферии и по бокам могут резать.Обработанные поверхности обычно либо перпендикулярны, либо параллельны шпинделю. Угловые фрезы могут использоваться для изготовления поверхностей, находящихся под углом к шпинделю, для таких операций, как изготовление внешних ласточкин хвост или канавок в развертках.
Стендерное фрезерование – В типичной установке двухстороннего фрезерования используются двусторонние фрезы. Фрезы представляют собой фрезы с полукруглой или плоской стороной и имеют прямые или винтовые зубья. Также можно использовать боковые фрезы со ступенчатыми зубьями.
Групповое фрезерование – При групповом фрезеровании три или более фрезы устанавливаются на оправку, и за один проход обрабатываются несколько горизонтальных, вертикальных или угловых поверхностей. При создании установки для группового фрезерования можно использовать несколько различных типов фрез в зависимости от выполняемой работы. Фрезы, применяемые для изготовления вертикальных или угловых поверхностей, должны быть боковыми; для горизонтальных поверхностей можно использовать плоские фрезы соответствующей ширины. В некоторых случаях торцевые фрезы с зубьями, обращенными внутрь, могут использоваться на одном или обоих концах установки для группового фрезерования.
Фрезерование формы – Количество параллельных поверхностей и угловых соотношений, которые могут быть обработаны периферийным фрезерованием, ограничено почти только конструкцией фрезы. Фрезы дорогие, но часто нет других удовлетворительных средств для создания сложных контуров.
Пазовальные и продольные операции – Фрезы плоского или бокового типа используются для пазов и продольной резки.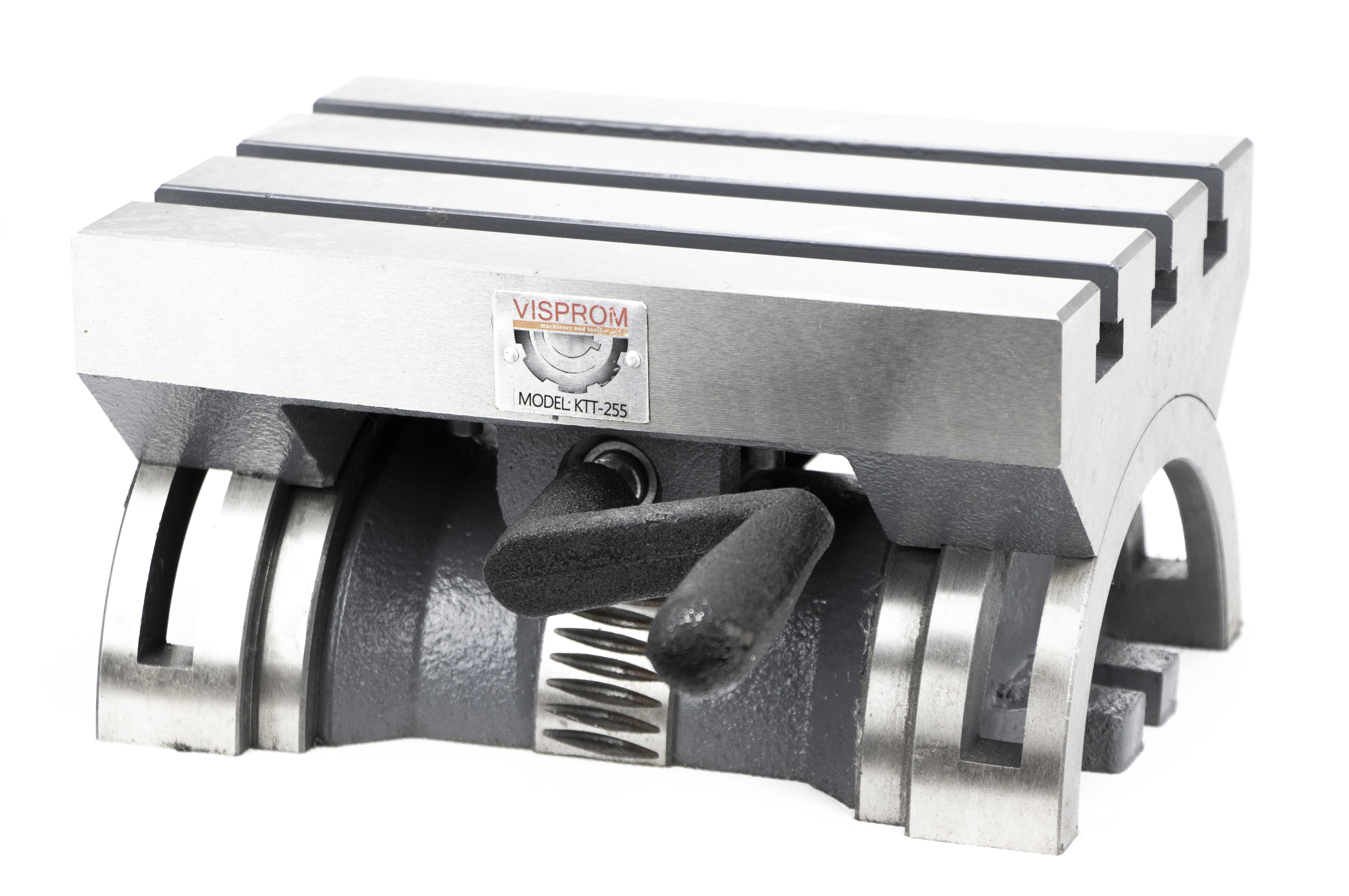 Долбление и продольная резка обычно выполняются на горизонтальных фрезерных станках, но также могут выполняться на вертикальных фрезерных станках с использованием соответствующих адаптеров и принадлежностей.
Долбление и продольная резка обычно выполняются на горизонтальных фрезерных станках, но также могут выполняться на вертикальных фрезерных станках с использованием соответствующих адаптеров и принадлежностей.
Торцевое фрезерование – Торцевое фрезерование может выполняться на вертикальных и горизонтальных фрезерных станках. Получается плоская поверхность, перпендикулярная шпинделю, на котором установлена фреза. Фрезы варьируются по размеру и сложности от простой мухорезы с одним инструментом до фрезы со вставными зубьями и множеством режущих кромок. Крупные торцевые фрезы обычно жестко крепятся к носовой части шпинделя. Они очень эффективны для удаления большого количества металла, и заготовку необходимо надежно удерживать на фрезерном столе.
Концевое фрезерование – Концевое фрезерование, вероятно, является наиболее универсальной операцией фрезерования. Многие типы концевых фрез могут использоваться как на вертикальных, так и на горизонтальных фрезерных станках. Концевые фрезы доступны в размерах от 1/32 дюйма. до 6 дюймов (для концевых фрез с корпусом) и практически любой необходимой формы.
Концевые фрезы доступны в размерах от 1/32 дюйма. до 6 дюймов (для концевых фрез с корпусом) и практически любой необходимой формы.
Токарно-фрезерная обработка
Токарно-фрезерная обработка состоит из нескольких различных методов обработки, при которых фреза обрабатывает вращающуюся деталь. Эти методы в основном используются для обработки различных деталей эксцентрической формы; плоскости, конические и цилиндрические поверхности; канавки и внутренние отверстия.
Для токарно-фрезерной обработки требуется станок с определенными функциями и несколькими осями. Используются обрабатывающие центры, токарные центры, специально адаптированные токарные станки, фрезерные станки, расточные станки и специальные станки. Когда другие операции токарной обработки и фрезерования комбинируются в станках, обработка за одну установку дает преимущества в виде быстрого времени выполнения и гибкости производства.
Преимущества токарно-фрезерной обработки: возможность обработки больших и неуравновешенных деталей, которые нельзя вращать на высоких скоростях; сложные формы поверхностей, эксцентричные детали и детали с дополнительными выступающими элементами; бревно, неустойчивые валы или тонкостенные детали.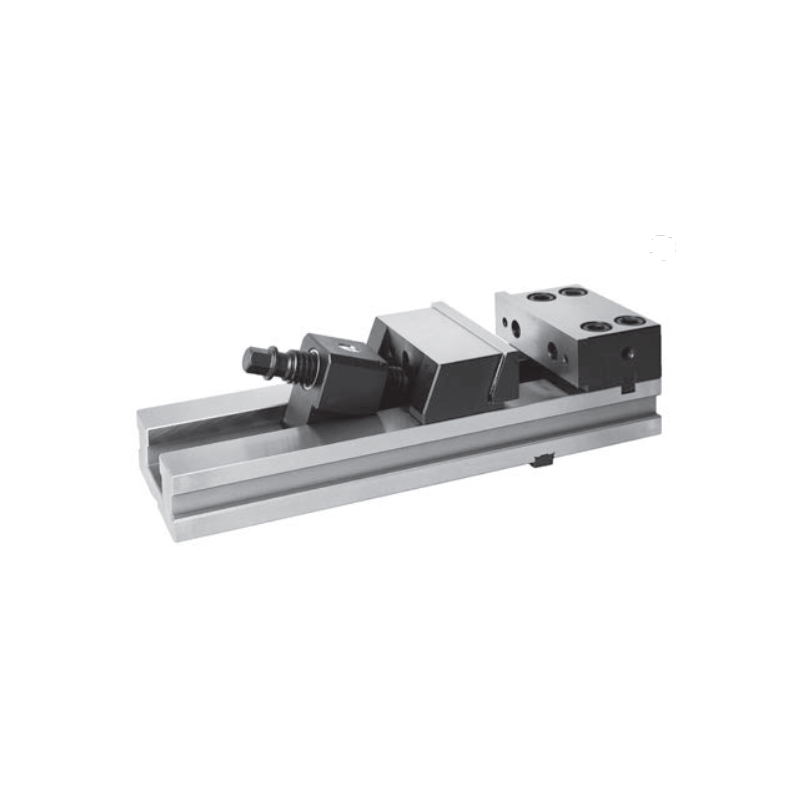
Джордж Шнайдер-младший является автором Cutting Tool Applications, справочника по материалам, принципам и конструкциям станков. Он является почетным профессором инженерных технологий Технологического университета Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.
Mega Guide по фрезерным станкам – что это, типы и особенности
🛠 Фрезерный станок – один из самых интересных инструментов для тех из нас, кто увлечен производством и обработкой.
В этой статье мы поговорим о том, что такое фрезерные станки, какие типы существуют, для чего они используются и какие типы деталей и операций можно выполнять с ними.
👇 Продолжайте читать! Вы найдете видео, персонализированные изображения…
📖 Что ты хочешь прочитать?
Что такое фрезерный станок и для чего мы его используем?
Пример классического универсального фрезерного станка модели OPTIMUM MT 230 S с цифровым считыванием данных, промышленного станка. Цена около 27.000 €
Цена около 27.000 €Фрезерный станок – это станок для черновой обработки, резки или (даже) сверления различных твердых материалов, обычно металла. Это достигается за счет удаления стружки за счет высокоскоростного вращения фрезы и перемещения осей элемента или механизма.
Этот вид технологии изготовления деталей путем вырезания называется механической обработкой.
Фреза – это режущий инструмент, используемый во фрезерных станках.Фреза содержит одну или несколько режущих кромок, которые удаляют металлическую стружку при вращении инструмента. Существует множество различных типов фрез, в зависимости от типа работы, которую нужно проделать с деталью. Вот несколько примеров:
Различные типы фрез (фрезерный инструмент) для разных операций, которые можно выполнять на фрезерном станке. Все еще не понятно, что такое фрезерный станок и как им пользоваться? Я думаю, что эти концепции лучше всего объяснить с помощью видео. Вот обучающее видео об использовании вертикального фрезерного станка, подобного тем, о которых мы говорим в этой статье:
Вот обучающее видео об использовании вертикального фрезерного станка, подобного тем, о которых мы говорим в этой статье:
Детали фрезерного станка
Теперь, когда мы знаем, каковы его функции, давайте познакомимся с анатомией фрезерного станка.Для этого мы должны учитывать, что его части и аксессуары будут различаться в зависимости от модели машины. По этой причине мы назовем самые важные из них.
Стол
Здесь мы разместим деталь, которую нужно фрезеровать. На столе закрепляется обрабатываемый необработанный металлический блок с помощью различных систем. Наиболее распространенная система – удерживание детали в тисках или с помощью зажимов, винтов и Т-образных гаек, так как деталь должна быть надежно закреплена и в правильном положении перед началом фрезерования.
Шатуны
Это те, которые придают движение декартовым осям. Есть по одному «X», «Y» и «Z» соответственно. С их помощью мы будем перемещать компонент, закрепленный на станине, и шпиндель, в котором находится фреза. Фрезерный станок может иметь больше этих элементов в зависимости от количества возможных перемещений или от размещения четвертой оси вращения.
Голова
Он содержит устройство, которое удерживает и фиксирует режущий элемент. В некоторых случаях он может содержать кнопку питания и аксессуары, такие как лампы и шланги охлаждающей жидкости.И он содержит ось инструмента или шпиндель, вращающийся элемент, на котором размещается фреза.
Двигатель
Еще один из важнейших элементов фрезерного станка. Это сердце машины. Его мощность, обороты и крутящий момент зависят от модели и предполагаемого использования.
Существуют двигатели с регулируемой скоростью, которая осуществляется с помощью электроники, и двигатели с фиксированной скоростью, которые регулируют скорость и мощность с помощью системы шкивов или шестерен.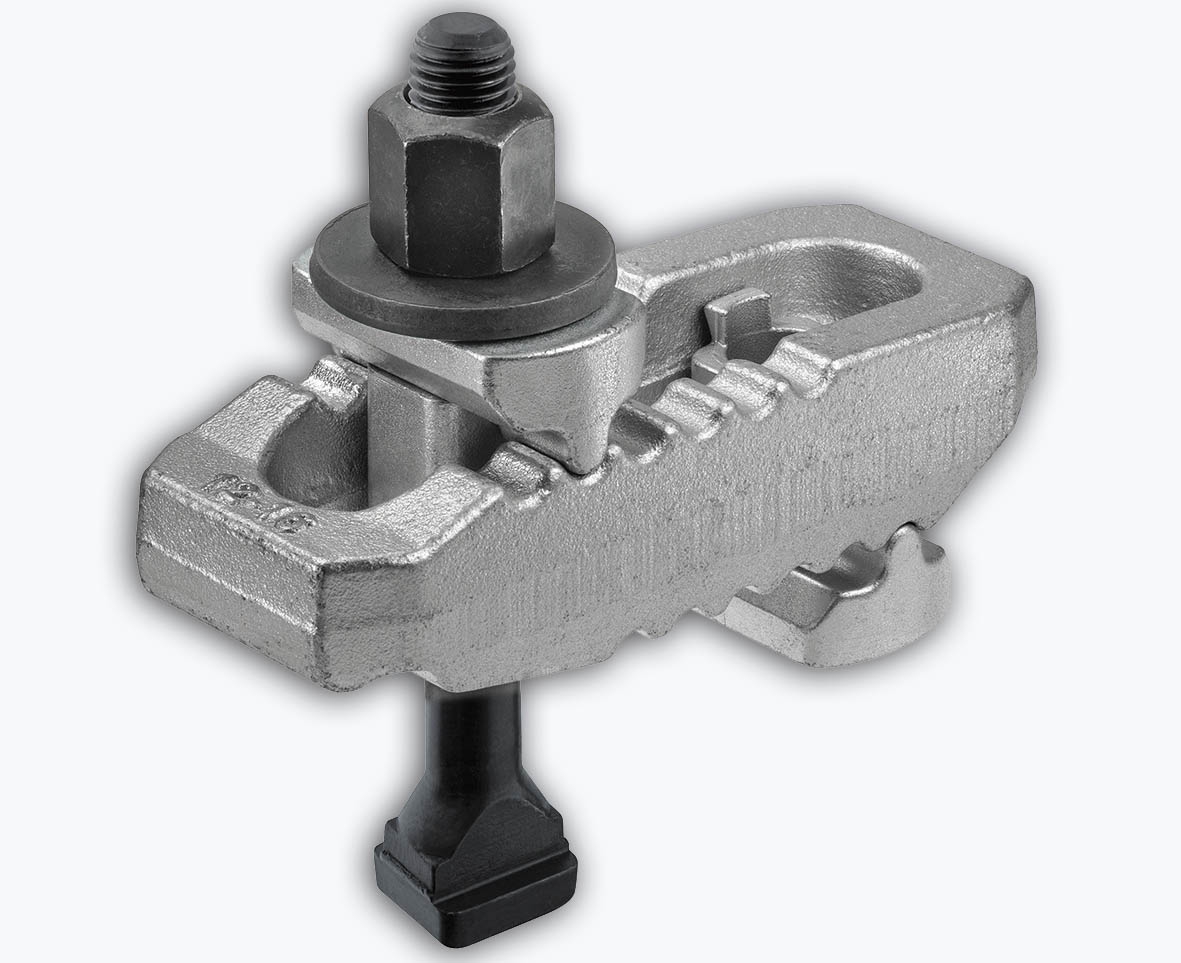
Коробка передач
Не все материалы и не все металлы режутся с одинаковой скоростью.Каждая комбинация режущего материала и обрабатываемого материала требует определенной скорости инструмента, чтобы обеспечить наилучшее качество обработки и гарантировать, что срок службы инструмента не пострадает.
Вот почему фрезерные станки имеют редуктор, который принимает мощность от двигателя и преобразует ее с различными регулируемыми скоростями или даже в разных направлениях (чтобы иметь возможность фрезеровать вертикально или горизонтально) или элементы станка (чтобы иметь возможность автоматического движения на одной из осей).
Какие бывают фрезерные станки?
Как и большинство инструментов, существуют различные фрезерные станки с определенными функциями, размерами и характеристиками.Их можно разделить на категории по разным критериям.
Вот несколько классификаций фрезерных станков в соответствии с характеристиками, которые мы считаем наиболее важными, с практическими объяснениями и фотографиями 👇
По ориентации шпинделя
Это относится к направлению режущего инструмента. В традиционных фрезерных станках это делается только в одном положении, которое может быть следующим:
В традиционных фрезерных станках это делается только в одном положении, которое может быть следующим:
- Станок фрезерный горизонтальный .Ось шпинделя расположена горизонтально, фрезы установлены на горизонтальном валу, называемом оправкой.
Эти станки являются первой разработкой фрезерных станков. У них есть горизонтальный шпиндель, мост, который поддерживает оправку в очень жестком положении, и координатный стол, который перемещается вверх и вниз по консоли (вертикальная ось). - Вертикально-фрезерный станок . Здесь положение на шпинделе вертикальное, перпендикулярно координатному столу. Он может иметь поворотную головку, если есть возможность наклонять шпиндель для выполнения определенных операций под углом.
Вертикальные фрезерные станки сегодня более распространены, и они являются стандартом, когда речь идет о фрезерных станках и центрах с ЧПУ. На более старых моделях деталь обычно движется вверх и вниз (так же, как и на горизонтальных), но на большинстве современных фрезерных станков головка поднимается и опускается для обработки детали. - Универсальный фрезерный станок . Этот станок сочетает в себе два предыдущих типа и имеет возможность использовать инструмент по горизонтали и вертикали.

В зависимости от количества осей
Они будут определять типы движения, которые будет иметь наш фрезерный станок.Чем больше количество осей, тем больше возможности обработки, а также стоимость станка и сложность программирования операций:
- 3 оси . Это основные ортогональные направления машины с этими характеристиками. Они представляют оси X, Y, Z для обработки в трех измерениях пространства.
- 4 оси . Это добавляет к упомянутым возможность вращения обрабатываемого объекта на столе.4 боковые поверхности могут быть фрезерованы, или также может быть установлен инструмент для фиксации 4 частей вместо одной в каждом цикле.
- 5 осей . Добавьте к трем типовым осям стол, способный вращаться по двум разным осям. Это позволяет наклонять деталь для фрезерования со всех сторон, кроме одной, сводя к минимуму различные захваты и позволяя фрезу получить доступ ко многим укромным уголкам и трещинам в детали. Как правило, 5-осевое фрезерование выполняется на обрабатывающих центрах, о которых мы поговорим позже.
 Это позволяет наклонять деталь для фрезерования со всех сторон, кроме одной, сводя к минимуму различные захваты и позволяя фрезу получить доступ ко многим укромным уголкам и трещинам в детали. Как правило, 5-осевое фрезерование выполняется на обрабатывающих центрах, о которых мы поговорим позже.
Это позволяет наклонять деталь для фрезерования со всех сторон, кроме одной, сводя к минимуму различные захваты и позволяя фрезу получить доступ ко многим укромным уголкам и трещинам в детали. Как правило, 5-осевое фрезерование выполняется на обрабатывающих центрах, о которых мы поговорим позже.По структуре
Конструкция обычного фрезерного станка
Обычные фрезерные станки имеют С-образную конструкцию , на которой распределены элементы станка.Наиболее важной особенностью конструкции фрезерного станка является жесткость, позволяющая выдерживать усилия фрезерования без деформации и выдерживать допуски на заготовку.
Классические вертикальные или горизонтальные фрезерные станки ( коленные фрезы ) обычно имеют координатный стол (X и Y), который перемещается вверх и вниз по оси Z на жесткой опоре, называемой консолью. Большинство современных фрезерных станков и вертикальных обрабатывающих центров обычно имеют неподвижные оси X и Y, и именно головка (а не деталь) перемещается вверх и вниз по независимым направляющим (станина , ). Оба имеют аналогичную структуру C.
Оба имеют аналогичную структуру C.
Конструкции, которые поддерживают силы фрезерного станка, обычно изготавливаются из чугуна, чтобы получить очень тяжелые и жесткие детали, которые поддерживают форму фрезерного станка и поглощают вибрации. Также существуют сварные стальные рамы, которые, как правило, менее жесткие.
Передвижной мост или портал
В этом случае движется не стол, а, следовательно, и заготовка. Что действительно движется, так это структура, которая держит голову.Обычно они очень большие и используются на плоских предметах, с которыми трудно обращаться.
Фрезерный станок для колонн
В них шпиндель помещен в вертикальную колонну, по которой он движется вверх и вниз, а из которой выходит и входит через плечо. Эта конструкция используется, когда детали большие или тяжелые, поскольку это машина, которая перемещается вокруг детали для ее обработки, и движения сводятся к минимуму. Расточные станки, которые специализируются на обработке отверстий с очень точными допусками, обычно представляют собой стационарные или мобильные станки с колонной.
По методу контроля
Ручные фрезерные станки
На большинстве основных фрезерных станков используются кривошипы с нониусом (шкалы для просмотра подачи), чтобы оператор мог перемещать оси при их повороте. Некоторые фрезерные станки также включают автоматическую подачу на один из валов, оператор может задействовать вал для его автоматического перемещения и завершить операцию без необходимости перемещать кривошип.
Фрезерный станок с УЦИ (цифровое считывание)
Одним из наиболее распространенных аксессуаров ручного станка является УЦИ.Считыватель указывает положение осей на экране, поэтому нет необходимости использовать нониусные кривошипы или проводить больше измерений, чем необходимо.
Короче говоря, управление по-прежнему выполняется вручную, но у вас есть помощь читателя, который поможет вам.
УЦИ можно купить прямо на фрезерный станок или установить позже в относительно простой модификации. Вот видео о том, как использовать и установить УЦИ на фрезерный станок:
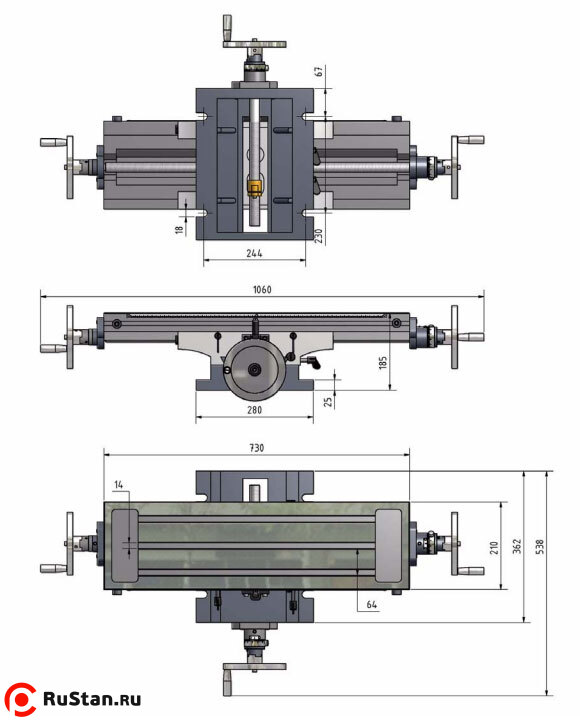 Glass scale mounting brackets. Digital readout” src=”https://www.youtube.com/embed/O073Y1mTeOc?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Glass scale mounting brackets. Digital readout” src=”https://www.youtube.com/embed/O073Y1mTeOc?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Фрезерные станки с ЧПУ (числовое программное управление)
Машины этого типа имеют полностью цифровое управление.Идеально подходит для автоматизации производственных процессов. Операции резки и фрезерования предварительно разрабатываются на компьютере в программном обеспечении CAM и передаются на станок в формате GCODE.
Эти фрезерные станки можно приобрести с числовым программным управлением или преобразовать в ручной фрезерный станок, чтобы им можно было управлять с помощью ЧПУ. Вот один пример того, как преобразовать фрезерный станок в систему ЧПУ:
Фрезерные станки для любителей и небольших мастерских
Мы говорили о промышленных машинах с ценами порядка нескольких десятков тысяч евро.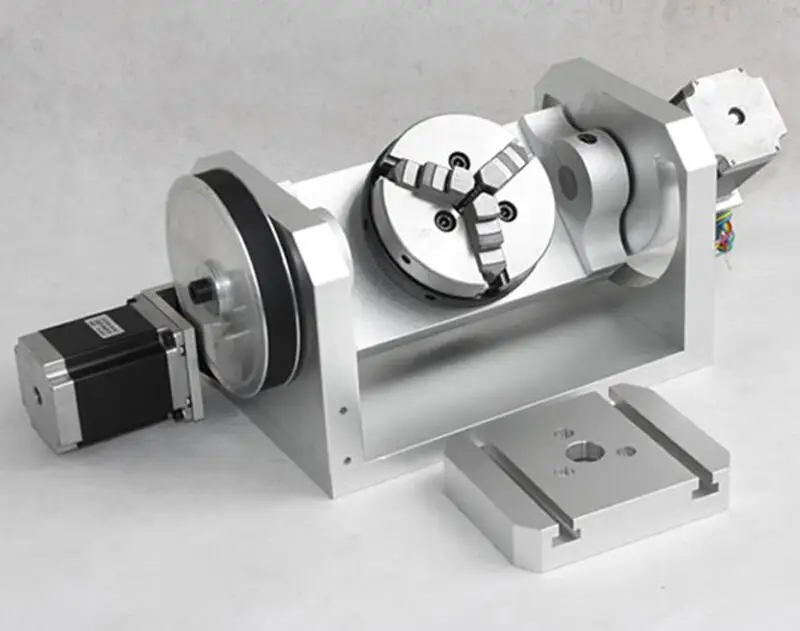 Вы знаете, что есть более дешевые модели для небольших мастерских и для обучения?
Вы знаете, что есть более дешевые модели для небольших мастерских и для обучения?
Мы собрали некоторые обзоры существующих более дешевых моделей и типов, чтобы вы могли получить представление о вариантах, которые существуют за пределами промышленных фрезерных станков.
Тормах
Фрезерные станки Tormach значительно дороже и очень популярны в США в качестве стартовых станков или для небольших мастерских.
Фрезерные станки Grizzly
Фрезерные станки с ЧПУ
Так же, как мы говорили о высококлассных фрезерных станках с большим порталом для фрезерования очень больших деталей, этот тип конструкции также используется в станках для любителей, известных как CNC-маршрутизаторы .
Они не обладают жесткостью обычного фрезерного станка с чугунной рамой, поэтому их часто используют для фрезерования дерева, пластика, углеродного волокна или алюминия. Благодаря большим размерам по осям X и Y и уменьшенному перемещению по оси Z они в основном используются для обработки простых пластин или плоских деталей. Они всегда численно контролируются.
Фрезерный станок с ЧПУ с алюминиевой профильной структурой, модель OX CNC. Фрезерный станок с ЧПУ с алюминиевой структурой для легкой работы с алюминием. Модель 6040.Какие приложения есть у фрезерного станка?
Для чего используется фрезерный станок? Фрезерные станки используются для изготовления обрабатываемых деталей, которые обычно изготавливаются из металла (стали, алюминия или других металлов), хотя они также могут быть изготовлены из пластика или дерева.
Детали, изготовленные механической обработкой, могут быть единичными, короткими или средними сериями; для промышленного применения, машиностроения, аэрокосмической, медицинской промышленности… Они также изготавливаются путем механической обработки или детали обрабатываются для массового производства, например, в автомобильной промышленности.
Фрезерные станки, которые мы представили в этой статье, в основном представляют собой открытые фрезерные станки, 3-осевые, ручные, с цифровым считыванием … Этот тип традиционных фрезерных станков используется для небольших серий или отдельных деталей, они позволяют работать быстро и вручную или автоматически. управление машиной.Обычно они используются в небольших мастерских, в инструментальных мастерских или мастерских прототипов, в школах механической обработки, мастерских механиков…
Мастерская прототипирования с вертикальными фрезерными станками с цифровым считыванием (DRO)Для производственных циклов в больших мастерских часто используются обрабатывающие центры с ЧПУ, которые представляют собой станки, которые по сути являются фрезерными станками, но закрытые и управляемые компьютером (ЧПУ), и обычно имеют автоматическую смену инструмента и часто более 3 осей.
Обрабатывающий цех с обрабатывающими центрами и токарными станками с ЧПУ Детали с более сложной геометрией производятся на 5-осевых обрабатывающих центрах , которые позволяют вращать деталь по двум осям вращения так, чтобы фреза могла получить доступ ко всем сторонам объекта ( кроме захвата) и фрезеровать под любым углом.
Фрезерные операции
Функции этого устройства очень разнообразны и будут зависеть от характеристик каждой машины. Однако можно назвать основные.
- Строгание.
- Обработка канавок. Для создания точных полостей в некоторых материалах. Они могут быть прямыми или фигурными. У них будет толщина, определяемая фрезой, и траектория, ограниченная движением осей.
- Бурение. Универсальность фрезерного станка позволяет делать отверстия точного диаметра и длины. Первый обычно определяется размером используемой фрезы. Эти отверстия могут быть гладкими, коническими или винтовыми.
- Производство зубчатых колес. Одно из основных применений четырехкоординатного фрезерного станка с косозубой функцией – изготовление коронок, шестерен, кулачков, шестерен и всех видов деталей трансмиссии.
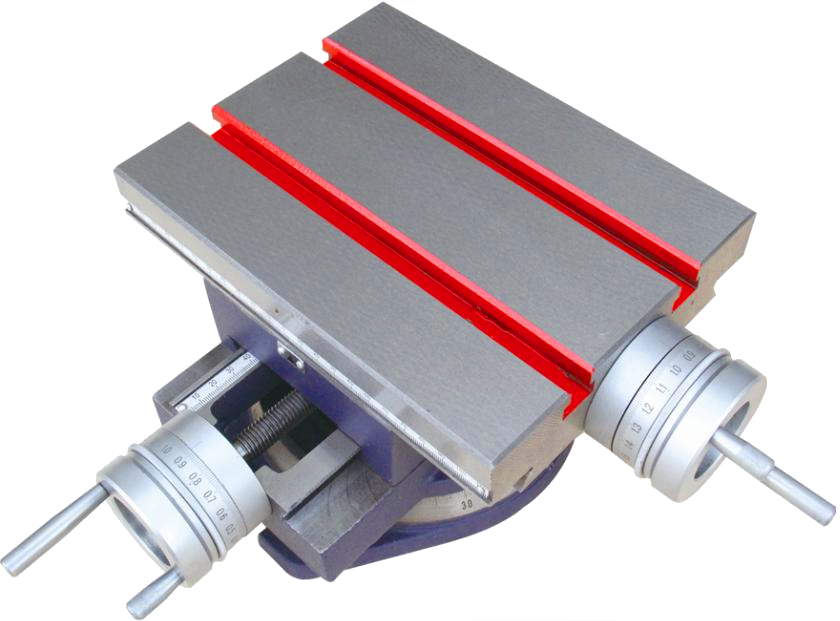 Одно из основных применений четырехкоординатного фрезерного станка с косозубой функцией – изготовление коронок, шестерен, кулачков, шестерен и всех видов деталей трансмиссии.
Одно из основных применений четырехкоординатного фрезерного станка с косозубой функцией – изготовление коронок, шестерен, кулачков, шестерен и всех видов деталей трансмиссии.Чем фрезерный станок отличается от токарного?
Токарный станок и фрезерный станок – две столпы механической обработки, но они имеют совершенно разные функции и характеристики.
Токарный станок предназначен для изготовления вращающихся деталей . То есть детали, которые можно создать, повернув металлический цилиндр и удалив металл токарными инструментами.
Токарный станок появился раньше фрезерного станка и может использоваться для производства более дешевых деталей, если они имеют правильную форму и могут быть адаптированы к станку. Некоторые детали, такие как винты, шпиндели, валы, могут быть изготовлены только на токарном станке… С другой стороны, токарный станок – менее универсальный станок, поскольку фрезерный станок позволяет создавать большее разнообразие геометрических форм и различных деталей.
Вот видео с дополнительной информацией о токарном станке, если вам интересно узнать об этом станке:
Что такое обрабатывающий центр?
Обрабатывающие центры – это станки, которые имеют много общих характеристик с фрезерными станками. Фактически, можно сказать, что это подгруппа фрезерных станков, но они были модернизированы для производства обработанных деталей в больших объемах и с высокой точностью.
Обрабатывающие центры имеют следующие характеристики:
- Они имеют числовое программное управление (ЧПУ)
- Они могут выполнять различные операции обработки, помимо фрезерования, нарезания резьбы и сверления
- Они имеют крышку, которая закрывает их
- Они имеют автоматическую смену инструмента
- Их может быть больше трех оси
Как и в случае фрезерных станков, существуют вертикальные и горизонтальные обрабатывающие центры, хотя различие не так просто, как у фрезерных станков.