ОСОБЕННОСТИ ПРИСПОСОБЛЕНИЙ ДЛЯ СТАНКОВ С ЧПУ
Вследствие характерных особенностей станков с ЧПУ к станочным приспособлениям предъявляются специфические конструктивные требования.
Одна из основных особенностей станков с ЧПУ — их высокая точность. Станочные приспособления оказывают существенное влияние на повышение точности обработки, поскольку погрешность, возникающая при базировании заготовки в приспособлении, является одной из основных составляющих суммарной погрешности обработки. Следовательно, приспособления к станкам с ЧПУ должны обеспечивать большую точность установки заготовок, чем приспособления к универсальным станкам. Для этого необходимо исключить погрешность базирования путем совмещения баз, погрешность закрепления заготовок должна быть сведена к минимуму, точки приложения зажимных сил нужно выбирать таким образом, чтобы по возможности полностью исключить деформацию заготовок. Точность изготовления приспособлений к станкам с ЧПУ должна быть значительно выше, чем приспособлений к универсальным станкам. Погрешность установки приспособлений на станках должна быть минимальной.
Погрешность установки приспособлений на станках должна быть минимальной.
Станки с ЧПУ имеют повышенную жесткость. Следовательно, станочные приспособления для них не должны снижать жесткость системы СПИД при использовании полной мощности станков, а значит, жесткость приспособлений к станкам с программным управлением должна быть выше жесткости приспособлений к универсальным станкам. Поэтому приспособления нужно изготовлять из легированных сталей (с термической обработкой рабочих поверхностей) или модифицированных чугунов.
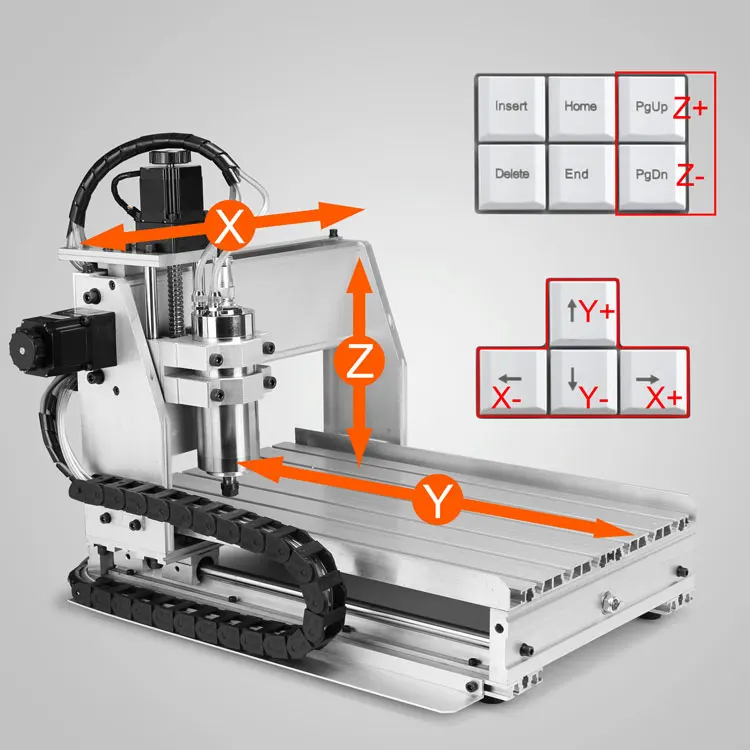
Поскольку при обработке на станках с ЧПУ программируемые перемещения станка и инструмента задаются от начала отсчета координат, в ряде случаев приспособления должны обеспечивать полную ориентацию заготовок относительно установочных элементов приспособления, т: е. должны лишить ее всех степеней свободы. При этом необ
ходимо также полное базирование приспособлений на станке для обеспечения их точной ориентации относительно нулевой точки станка.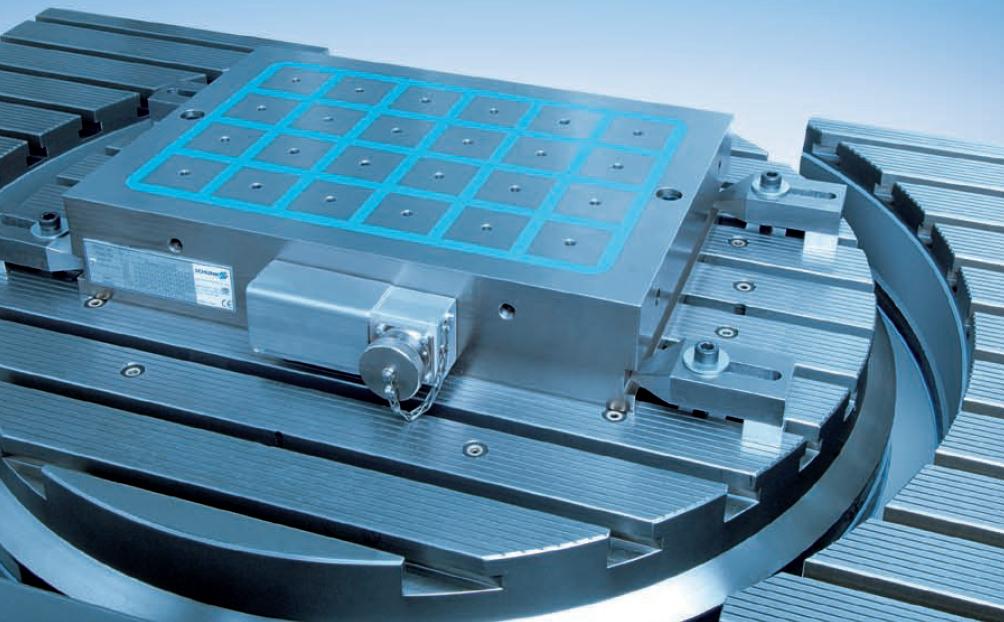 Следовательно, одной из основных особенностей приспособлений к станкам с ЧПУ является необходимость ориентации приспособлений не только в поперечном направлении относительно продольного паза стола станка, но и в продольном направлении.
Следовательно, одной из основных особенностей приспособлений к станкам с ЧПУ является необходимость ориентации приспособлений не только в поперечном направлении относительно продольного паза стола станка, но и в продольном направлении.
Для быстрой полной ориентации приспособлений на столах станков в последних помимо продольных пазов делают поперечный паз или отверстие (или и то и другое). Приспособление базируется по пазам станка посредством трех призматических или цилиндрических шпонок, по отверстию и пазу — штырем и шпонкой или двумя штырями.
Ориентация инструментов для обработки отверстий на станках с программным управлением осуществляется автоматически по заданной программе, поэтому в приспособлениях отсутствуют элементы для ориентации и направления инструмента — кондукторные втулки. Следовательно, на станках с ЧПУ вместо сложных кондукторов применяют простые установочно-зажимные приспособления.
Важная особенность станков с ЧПУ — обработка максимального числа поверхностей с одной установки заготовки.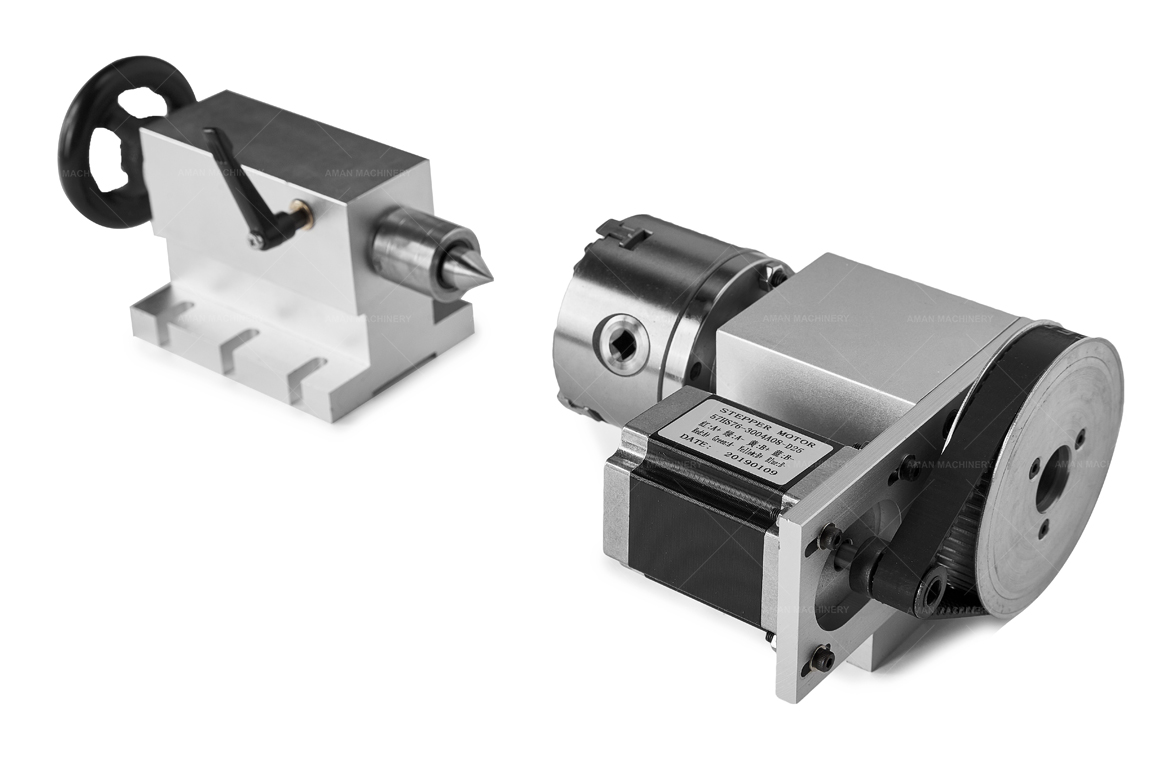 Следовательно, приспособления должны быть спроектированы таким образом, чтобы установочные элементы и зажимные устройства не препятствовали подходу режущего инструмента к обрабатываемым поверхностям заготовки, обеспечивая при этом ее закрепление без «перехвата». Наиболее эффективным средством при обработке пяти плоскостей является закрепление заготовок со стороны установочной опорной поверхности.
Следовательно, приспособления должны быть спроектированы таким образом, чтобы установочные элементы и зажимные устройства не препятствовали подходу режущего инструмента к обрабатываемым поверхностям заготовки, обеспечивая при этом ее закрепление без «перехвата». Наиболее эффективным средством при обработке пяти плоскостей является закрепление заготовок со стороны установочной опорной поверхности.
Основные требования, предъявляемые к деталям, обрабатываемым на станках с ЧПУ, и влияющие на конструкцию приспособлений, могут быть сформулированы следующим образом.
1. Заготовки должны иметь хорошо оформленные установочные базовые поверхности, обеспечивающие точность базирования и надежность установки, а также удобные места для приложения сил зажима, обеспечивающие надежность закрепления без деформации. При отсутствии надежных установочных баз необходимо предусматривать технологические приливы, платики, бобышки, отверстия и т. д., обеспечивающие надежное базирование заготовок по трем плоскостям или по плоскости и двум отверстиям. При отсутствии удобных мест для приложения сил зажима необходимо предусматривать технологические выступающие платики, буртики, бобышки, гладкие или резьбовые отверстия и т. д., обеспечивающие возможность надежного зажима заготовок без перезакрепления их в процессе обработки. Места приложения сил зажима должны быть расположены так, чтобы зажимные устройства не препятствовали свободному подходу инструмента ко всем обрабатываемым поверхностям. На станках с ЧПУ наиболее целесообразно обрабатывать детали прямоугольных форм со сплошными платиками и приливами.
При отсутствии удобных мест для приложения сил зажима необходимо предусматривать технологические выступающие платики, буртики, бобышки, гладкие или резьбовые отверстия и т. д., обеспечивающие возможность надежного зажима заготовок без перезакрепления их в процессе обработки. Места приложения сил зажима должны быть расположены так, чтобы зажимные устройства не препятствовали свободному подходу инструмента ко всем обрабатываемым поверхностям. На станках с ЧПУ наиболее целесообразно обрабатывать детали прямоугольных форм со сплошными платиками и приливами.
2. Для исключения переустановки детали или применения дополнительных приспособлений желательно, чтобы детали не имели поверхностей и отверстий, расположенных под углом.
3. Для обеспечения высокой точности базирования предпочтительно конструировать детали, позволяющие базировать их по трем плоскостям. При этом применяют в основном чистые базовые поверхности, которые на первых операциях подготовляют на обычных универсальных станках.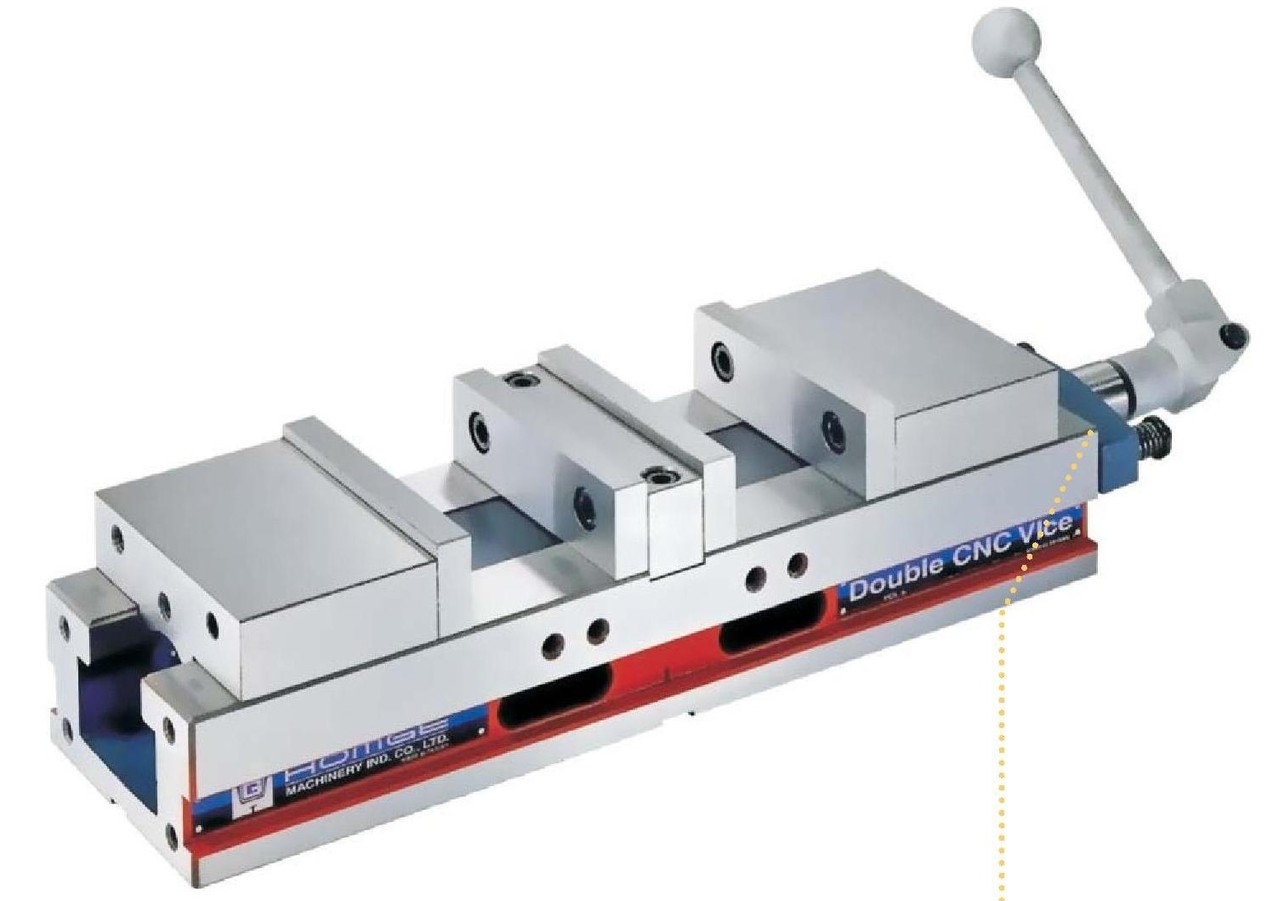
4. Если при обработке невозможно базировать заготовку по трем плоскостям, применяют менее точную схему базирования — по плоскости и двум отверстиям. При этом отверстия должны быть максимально удалены друг от друга и выполнены не ниже чем по 7-му квали- тету.
Станки с программным управлением являются полуавтоматами, выгодно отличающимися от традиционных полуавтоматов тем, что обеспечивают возможность быстрого перехода от. одной партии обрабатываемых деталей к другой с минимальным временем простоя станка. Переналадка станка, как правило, сво
дится лишь к замене программоносителя, на что затрачивается незначительное время. Однако существенные затраты подготовительно-заключительного времени связаны с транспортированием, установкой, закреплением, раскреплением и съемом приспособлений. Это повышает время простоя станка, доля которого в общем балансе времени обработки увеличивается с уменьшением партии обрабатываемых деталей. Большое значение имеет также отсутствие простоев станков, связанных с подготовкой приспособлений при переналадке станков на обработку новых партий деталей. Следовательно, конструкции приспособлений должны также обладать гибкостью, т. е. обеспечивать быструю переналадку, ориентацию и закрепление на станке, а также легкое отсоединение и присоединение их пневмо – или гидросистемы к источнику давления.
Следовательно, конструкции приспособлений должны также обладать гибкостью, т. е. обеспечивать быструю переналадку, ориентацию и закрепление на станке, а также легкое отсоединение и присоединение их пневмо – или гидросистемы к источнику давления.
Как известно, наибольшая доля времени простоя станков приходится на транспортирование, установку, закрепление, раскрепление и съем обрабатываемых заготовок. На станках с ЧПУ при установке заготовок на столе станка и в стационарных приспособлениях заготовки меняют при остановке станка. Следовательно, сокращение вспомогательного времени на транспортирование и установку заготовок позволяет значительно повысить эффективность использования станков с программным управлением, особенно многоцелевых станков. Целесообразно при небольшом времени обработки применять быстродействующие ручные или механизированные зажимы, позволяющие значительно сократить вспомогательное время на закрепление и разжим обрабатываемых заготовок. В качестве зажимных устройств широко применяют универсальные гидравлические зажимные устройства с пневмогидравлическими усилителями давления. На расточных и многоцелевых (фрезерно-сверлильно-расточных) станках, поскольку заготовки обрабатывают с нескольких сторон, приспособления устанавливают на поворотном столе станка. Для подвода рабочей среды механизированных приводов к пневмо – или гидроцилиндрам зажимных устройств приспособлений необходимо предусмотреть в осях поворотных столов отверстия для присоединения трубопроводов.
На расточных и многоцелевых (фрезерно-сверлильно-расточных) станках, поскольку заготовки обрабатывают с нескольких сторон, приспособления устанавливают на поворотном столе станка. Для подвода рабочей среды механизированных приводов к пневмо – или гидроцилиндрам зажимных устройств приспособлений необходимо предусмотреть в осях поворотных столов отверстия для присоединения трубопроводов.
Характерной особенностью применения станков с ЧПУ является увеличение затрат времени на технологическую подготовку производства. Даже при использовании работающих в автоматическом цикле многоцелевых станков, обеспечивающих автоматическую смену инструмента и заготовок, требуется значительное время на технологическую подготовку производства. Следовательно, обработка деталей на станках с ЧПУ увеличивает трудоемкость подготовки производства, и любое мероприятие, повышающее производительность труда на этапе технологической подготовки производства, значительно повышает эффективность применения станков с ЧПУ. В этом плане выгодно применять компоновки из заранее изготовленных унифицированных агрегатов, узлов и деталей или быстро переналаживать заранее изготовленные установочно-за – жимные приспособления.
В этом плане выгодно применять компоновки из заранее изготовленных унифицированных агрегатов, узлов и деталей или быстро переналаживать заранее изготовленные установочно-за – жимные приспособления.
Возможность обработки на станках4 с ЧПУ, особенно на многоцелевых станках, большого числа поверхностей с одной установки резко сокращает число станочных приспособлений, необходимых для установки и закрепления заготовки при ее переустановке. Отсутствие направляющих элементов приспособлений, предназначенных для ориентации и направления инструмента, повышает точность обработки, а заменяющая их программа с течением времени не изнашивается.
Упрощение конструкций и удешевление приспособлений наряду с резким сокращением их числа обеспечивает существенную экономию затрат на подготовку производства. Помимо этого сокращаются затраты на ремонт приспособлений и их хранение.
Стандартизация унифицированных агрегатов, узлов, деталей и конструкций универсальных и специализированных приспособлений создает предпосылки для их централизованного изготовления, что в значительной мере снижает их себестоимость, повышает точ – ноеть и долговечность, в результате чего повышается экономическая эффективность применения станков с ЧПУ за счет сокращения капитальных вложений на помещение и оборудование инструментальных цехов и высвобождения квалифицированных рабочих-инструмен – талыдиков.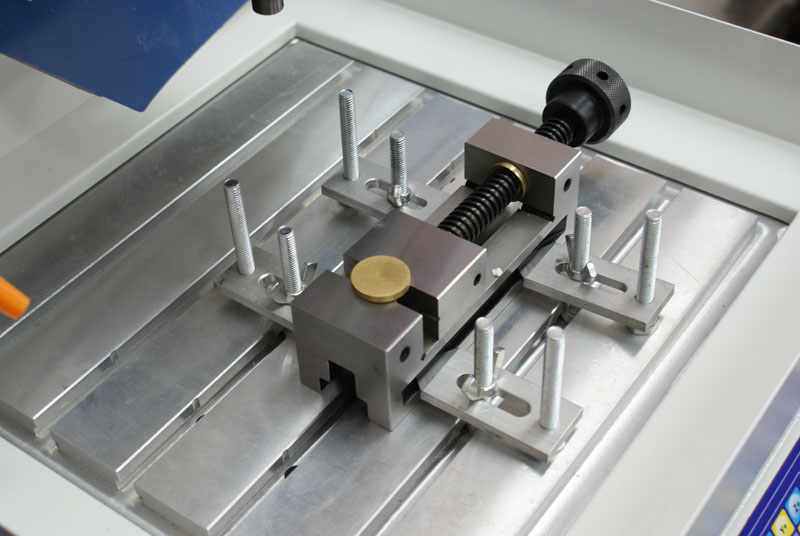
На станках с ЧПУ наиболее целесообразно применять системы обратимых переналаживаемых приспособлений, т. е. заранее изготовленных приспособлений многократного использования, не требующих затрат времени и средств на их проектирование и изготовление.
Поскольку на станках с ЧПУ обрабатывается максимально возможное число поверхностей с одной установки заготовки и, следовательно, время обработки велико, наиболее эффективно производить смену заготовок в приспособлениях вне рабочей зоны станка, совмещая время на смену заготовки с временем работы станка. Для этой цели целесообразно применять маятниковый способ обработки, двухпозиционные поворотные накладные столы, а также универсально-наладочные угольники с двумя или четырьмя установочными поверхностями, располагаемыми на поворотных столах. Таким образом, время смены заготовок в разгрузочной позиции совмещается со временем обработки заготовки, установленной в рабочей позиции.
При обработке заготовок корпусных деталей на многоцелевых станках особенно эффективно применение двух приспособлений, устанавливаемых на переходных плитах-поддонах (спутниках), обеспечивающих смену заготовок вне станка.
Элементы приспособлений для фрезерных обрабатывающих станков
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем элементы приспособлений для фрезерных обрабатывающих станков.
Приспособление – технологическая оснастка к станку, предназначенная для базирования и крепления на ней заготовок. Применение приспособлений способствует:
- повышению производительности труда за счет снижения основного и вспомогательного времени;
- уменьшению погрешности обработки;
- расширению технологических возможностей оборудования;
- улучшению условий труда и повышению безопасности работы.
Приспособления классифицируют по различным признакам. Так, например, в зависимости от степени специализации приспособления подразделяют на универсальные, универсально-наладочные и специальные. Особую группу составляют сборно-разборные приспособления.
Основные элементы приспособлений рассмотрим на примере фрезерного четырехместного приспособления, используемого при обработке лысок на заготовках типа валиков (рис.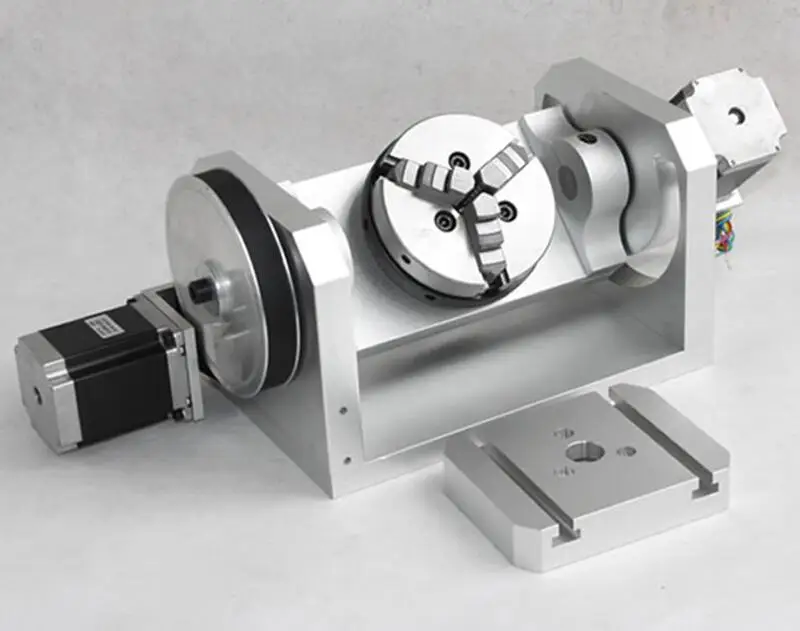
Рис. 4.1. Типовые элементы фрезерного приспособления:
а – специального; б – универсально-сборного (УСП)
Корпус 1 фрезерного приспособления имеет специальные пазы – проушины, которые позволяют гайкой 7 с болтом 8 крепить приспособление к столу фрезерного станка. У большинства фрезерных приспособлений в пазах основания корпуса крепят две направляющие шпонки 6. Эти шпонки определяют положение приспособления (при его установке на стол станка) по оси центрального (продольного) Т-образного паза стола станка и должны входить в паз с минимальным зазором.
Установочные (базовые) элементы 2 приспособления служат для базирования заготовки в приспособлении. Относительно установочных элементов приспособления задается положение поверхности установа 4. Установ является элементом фрезерного приспособления, который позволяет (при использовании щупа) быстро настроить фрезу на необходимый размер. Обязательным элементом приспособлений являются зажимные устройства 5, которые надежно фиксируют положение заготовок 3 после их базирования в приспособлении.
Обязательным элементом приспособлений являются зажимные устройства 5, которые надежно фиксируют положение заготовок 3 после их базирования в приспособлении.
Конструктивное исполнение приспособлений определяется размером заготовок, их массой, формой и т.п.
В массовом и крупносерийном производствах экономически оправдано применение сложных приспособлений со встроенным силовым приводом (пневматическим, электрическим, гидравлическим и др.) для зажимного устройства. Широко применяются многоместные автоматические и обеспечивающие непрерывную обработку приспособления.
В единичном и мелкосерийном производстве используют приспособления, относящиеся к группе сборно-разборных. Такие приспособления собирают из стандартизованных или нормализованных деталей и узлов. После окончания обработки партии заготовок такие приспособления разбирают, составляющие детали и узлы отправляют на участок для хранения или используют при сборке других приспособлений.
На рис. 4.1, б показано приспособление, собранное из нормализованных деталей. На плите 1 закреплена призма 2, на которую устанавливают обрабатываемую заготовку 3. Винто-рычажное зажимное устройство 4 предназначено для закрепления заготовки.
В системах сборно-разборных приспособлений часто применяют механизированные приводы зажима заготовки.
Страница не найдена – RapidDirect
Страница не найдена – RapidDirectОбработка с ЧПУ
Литье под давлением
Изготовление листового металла
Решение
Аэрокосмическая промышленность
Обеспечьте эффективное производство и более быстрое проектирование до поставки.
Автомобильный
Производите прецизионные детали, превосходящие отраслевые стандарты.
Автоматизация
Быстро создавайте и тестируйте продукты, чтобы вывести их на рынок.
Потребительские товары
Выводите новые доступные продукты на рынок быстрее.
Коммуникация
Возможность быстрее внедрять инновации, повышая производительность.
Электроника
Инновации в корпусах для мелкосерийного производства.
Новая энергия
Ускорьте инновации и развитие.
Медицинское оборудование
Создавайте прототипы и продукты, соответствующие требованиям медицинской безопасности.
Робототехника
Повысьте эффективность благодаря точному, быстрому и стабильному качеству деталей.
Полупроводник
Сокращение времени выхода на рынок за счет производства по требованию.
Обработка с ЧПУ для аэрокосмической промышленности
Чрезвычайно высокий уровень точности, необходимый в аэрокосмической промышленности, делает обработку с ЧПУ подходящим производственным процессом для этого сектора.
В этой статье представлено полное руководство по обработке в аэрокосмической отрасли и ее важности.
Блоги
Получите ценную информацию о производственных процессах.
Материалы
Выбирайте из более чем 50 металлов и пластиков для своего проекта.
База знаний
Технический документ, руководство по дизайну, материалы и отделка.
Поверхностная отделка
Различные варианты отделки улучшают внешний вид и функциональность детали.
Видео
Откройте для себя нашу библиотеку обучающих видео.
Электронная книга по обработке с ЧПУ
Если вы хотите производить высококачественные обработанные детали с гладким внешним видом, важно учитывать некоторые критические факторы, связанные с обработкой с ЧПУ.
Здесь мы собрали некоторую основную информацию и важные соображения, которые помогут вам достичь желаемых результатов.
О РапидДирект
Наше видение, миссия, история развития и преданная команда.
Отзывы
Реальные отзывы об опыте и мнениях о наших услугах.
Новости
Новости компании, обновления платформы, объявление о праздниках.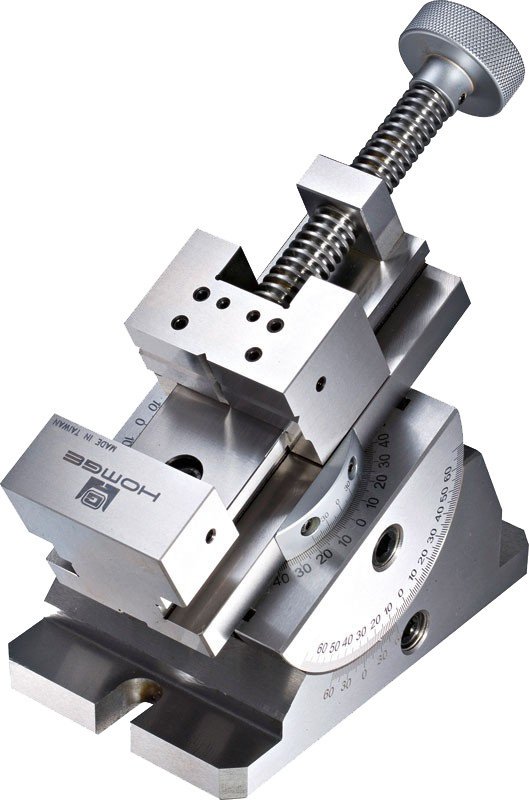
Наша платформа
Получите мгновенные котировки с нашей умной онлайн-платформой.
Наши возможности
Быстрое прототипирование и производство по требованию.
Гарантия качества
Поставлять качественные детали, которые соответствуют требованиям и превосходят ожидания.
Свяжитесь с нами
Онлайн-платформа котировок v3.0
Внимание! У нас есть интересные новости, чтобы поделиться с вами. Мы только что запустили новейшую онлайн-платформу версии 3.0!
Обновленная платформа может похвастаться свежим и интуитивно понятным дизайном, а также расширенными функциями, которые упрощают и ускоряют процесс ценообразования, такими как новый производственный процесс, оптимизированная сводная страница котировок и улучшенная страница оформления заказа.
К сожалению, страница, которую вы ищете, не существует
Перейти на домашнюю страницу
Услуги
Ресурсы
О нас
Связаться с нами
Подписаться
Фейсбук Твиттер YouTube Линкедин
Copyright © 2023 Shenzhen Rapid Direct Co.
Английский
Страница не найдена – RapidDirect
Страница не найдена – RapidDirectОбработка с ЧПУ
Литье под давлением
Изготовление листового металла
Решение
Аэрокосмическая промышленность
Обеспечьте эффективное производство и более быстрое проектирование до поставки.
Автомобильный
Производите прецизионные детали, превосходящие отраслевые стандарты.
Автоматизация
Быстро создавайте и тестируйте продукты, чтобы вывести их на рынок.
Потребительские товары
Выводите новые доступные продукты на рынок быстрее.
Коммуникация
Возможность быстрее внедрять инновации, повышая производительность.
Электроника
Инновации в корпусах для мелкосерийного производства.
Новая энергия
Ускорьте инновации и развитие.
Медицинское оборудование
Создавайте прототипы и продукты, соответствующие требованиям медицинской безопасности.
Робототехника
Повысьте эффективность благодаря точному, быстрому и стабильному качеству деталей.
Полупроводник
Сокращение времени выхода на рынок за счет производства по требованию.
Обработка с ЧПУ для аэрокосмической промышленности
Чрезвычайно высокий уровень точности, необходимый в аэрокосмической промышленности, делает обработку с ЧПУ подходящим производственным процессом для этого сектора.
В этой статье представлено полное руководство по обработке в аэрокосмической отрасли и ее важности.
Блоги
Получите ценную информацию о производственных процессах.
Материалы
Выбирайте из более чем 50 металлов и пластиков для своего проекта.
База знаний
Технический документ, руководство по дизайну, материалы и отделка.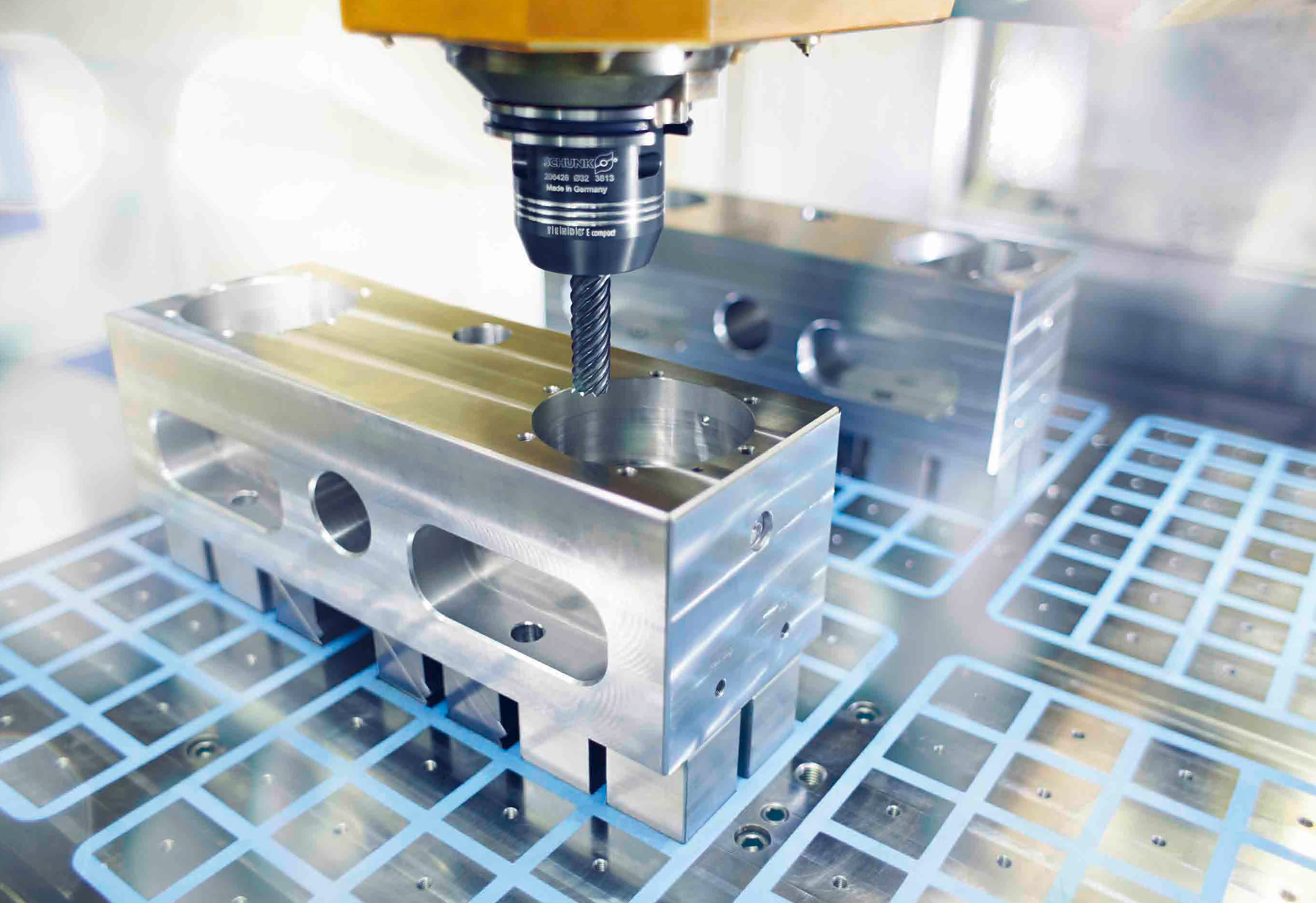
Поверхностная отделка
Различные варианты отделки улучшают внешний вид и функциональность детали.
Видео
Откройте для себя нашу библиотеку обучающих видео.
Электронная книга по обработке с ЧПУ
Если вы хотите производить высококачественные обработанные детали с гладким внешним видом, важно учитывать некоторые критические факторы, связанные с обработкой с ЧПУ.
Здесь мы собрали некоторую основную информацию и важные соображения, которые помогут вам достичь желаемых результатов.
О РапидДирект
Наше видение, миссия, история развития и преданная команда.
Отзывы
Реальные отзывы об опыте и мнениях о наших услугах.
Новости
Новости компании, обновления платформы, объявление о праздниках.
Наша платформа
Получите мгновенные котировки с нашей умной онлайн-платформой.
Наши возможности
Быстрое прототипирование и производство по требованию.