Приспособы для холодной ковки своими руками
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей.
 Будут получены крупноразмерные детали.
Будут получены крупноразмерные детали.
 Будут получены крупноразмерные детали.
Будут получены крупноразмерные детали.Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.


Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца.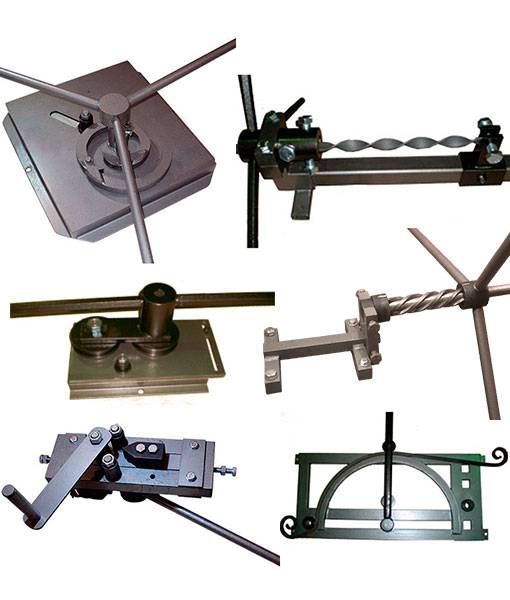 Здесь мастер определяет, в какую сторону производить изгибание детали.
Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер, а может сделать хороший подарок своими руками для важных людей. Существует два способа ковки металла. Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки. Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками.
Существует два способа ковки металла. Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки. Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками.
Станки для холодной ковки своими руками.
Начало холодной ковки самодельными станками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки, теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Самодельный станок для холодной ковки.
Компоненты станка и необходимые инструменты.
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Изготавливаем станок.
Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Видео самодельного станка по загибанию балясин.
Станки для холодной ковки своими руками.
Многие опытные изготовители собственноручно собирают несложные механизмы, которые позволяют создавать уникальные конструкции. На это влияет стаж работы. Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Можно рассмотреть станок «Улитка». Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией. Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос. Он выгибается по шаблону плоскогубцами и получается спираль.
Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания нормального процесса работы нужно хорошо зафиксировать один из концов детали. В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак. Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Перед началом изготовления любого станка для холодной ковки, инструментами для ручной работы нужны шаблоны, эскизы и различные чертежи, в том числе и чертеж на оборудование для холодной ковки своими руками.
Придать более хорошую точность разметке можно за счет миллиметровой бумаги. Нужно нарисовать на ней спираль, где будут увеличиваться витки в радиусе. Между ними нужно должным образом соблюдать равную дистанцию. Такое условие будет обязательным только для создания симметричных узоров.
Конструирование станка.
Для создания любого станка можно использовать несколько вариантов на выбор – разборный, монолитный или сплошной. По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться.
По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться.
Такой способ ковки очень популярен у новичков кузнечного дела.
Используя станок для холодной ковки металла, сделанного своими руками, неопытный мастер сможет изготовить кованые балконные козырьки, поручни для лестниц, различные решетки для окон, заборы, многочисленную мебель для дома, ограждения, различные кованые аксессуары и предметы декора, которые дополняют интерьер помещений, на подобии решеток под камины. Это хороший вариант для начинающих специалистов.
Коллекция чертежей станков для холодной ковки.
Чертеж для улитки с лемехом.
На чертеже представлено устройство гибочной улитки с лемехом и правила работы с ним.
Чертеж станка улитка с лемехом.
Подробный чертеж станка улитки.
Чертеж станка улитки.
Чертеж устройство для гибки “Хомута”.

Чертеж приспособления Гнутик.
Видео кузнечного оборудования холодной ковки для малого бизнеса.
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц).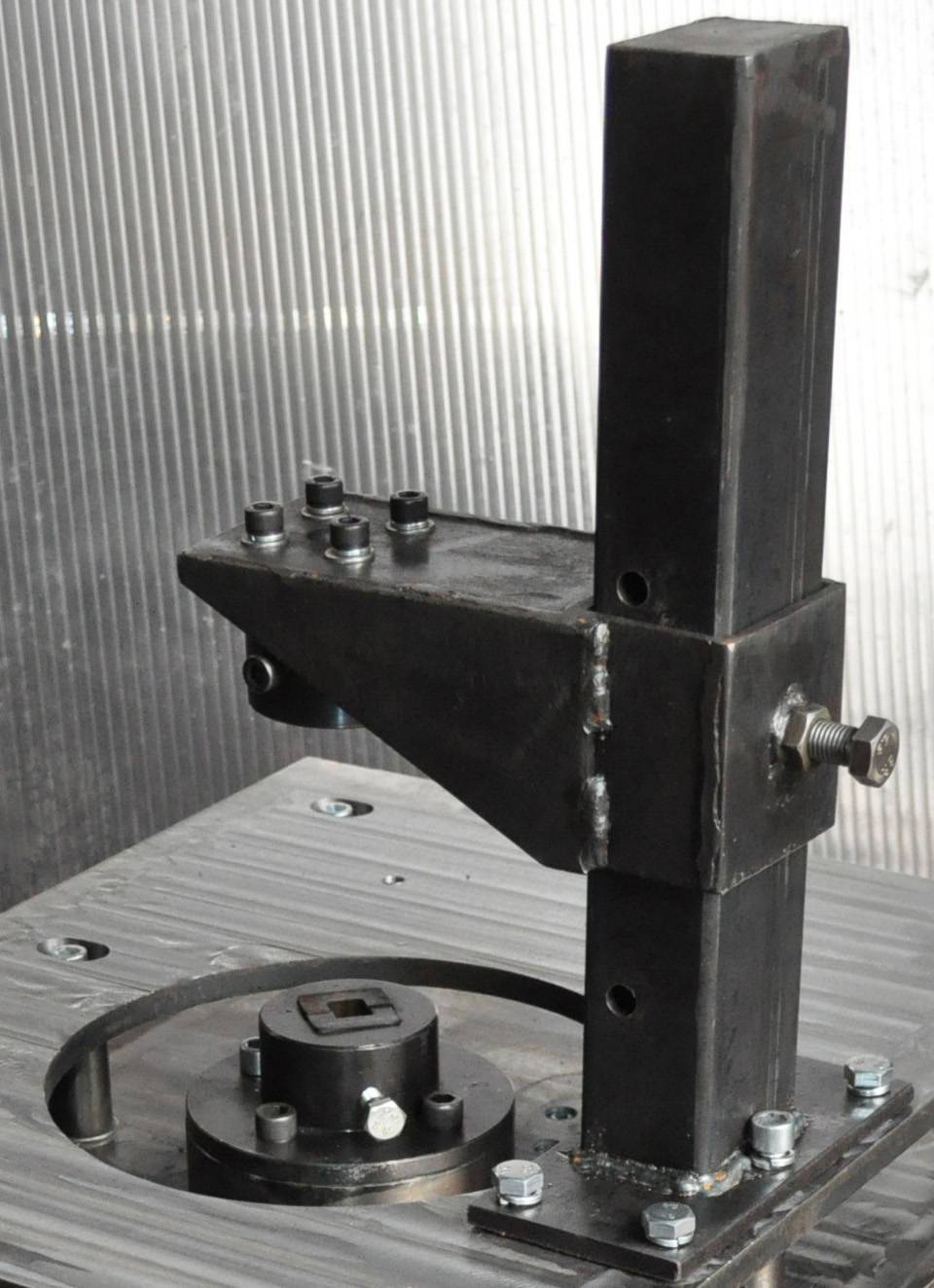 |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.

Видео по изготовлению станока для холодной ковки своими руками.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Видео обзор ручного станка для ковки металла
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры.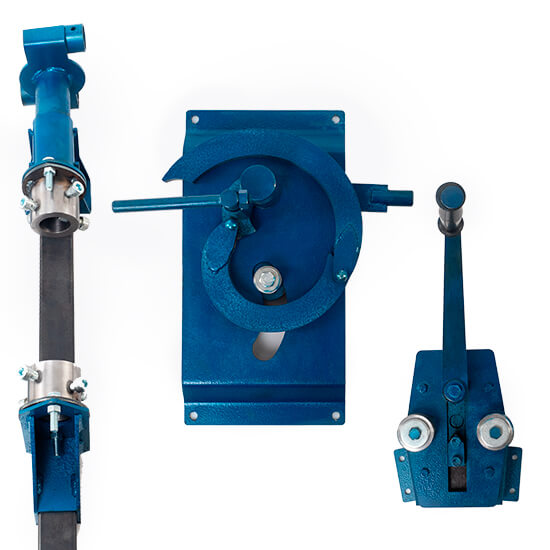 Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
| Станок | Устройство | |
| Гибочные станки | Конструция этого устройсвта такова, что при помощи изменения роликов и клиньев меняется размер волн и изгибов. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. | |
| Твистер | Работает агрегат благодаря оснащению его специальным шаблоном, к которому придавливается обрабатываемый кусок металла. Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. | |
| Основание с проставками | Такой агрегат позволит сделать узоры абсолютно любых вариаций. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм. | |
| Улитки Станок-твистер | С воротом | Такая установка представляет собой пластину-основу, на которой находится специальный виток. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. |
| Рычажного типа | В таком типе станка «улитка» шаблон прикреплен очень прочно к основанию. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. | |
| Торсионный станок | Такое устройство хорошо поможет в винтовом скручивании прутьев. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. | |
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Построение завитка для станка своими руками
Прежде чем приступать к созданию станка для холодной ковки своими руками необходимо уметь рассчитывать параметры шаблонной спирали, потому как специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотен со стороны технической, но еще и иметь привлекательный вид.
В основе расчетов такого шаблона положена логарифмическая спираль. Некоторые нюансы при построении можно выделить в следующий список:
- начало построения берется в точке R0;
- радиус поворота будет равен фиксированному углу;
- показатель длины такого угла должен быть умножен на расхождение витка;
- расхождение в стандартном варианте в основном берется равное 1,2;
- для простоты расчетов, а также сохранения точности угол изгиба лучше всего брать угол в 45 градусов;
- если есть необходимость построить шаблон, который будет иметь более плотную спирать, то следует прибавлять к величине радиуса 8ую часть (s) единичного расстояния от спирали;
- что касается r0, то он должен быть равен по величине поперечного сечения размера диаметра, которым обладает заготовка для спирали.
Важно: r0 может принимать любое значение, все зависит от того, каких характеристик для заготовки металл используется, а именно от его плотности.

Учитывая все нюансы можно приступать к изготовлению «улитки»-шаблона, для этого лучше всего уметь решать уравнения, имеющие кубическую степень и выше. Точной формулы для расчетов такого устройства не имеется, но то, которое позволяет добиться оптимального результата, есть. Последовательность при построении спирального шаблона может быть такой:
- первостепенно определяется начальная точка r0;
- витки, которыми будет обладать шаблон, берутся произвольно, их количество может быть любым;
- используя табличные данные, следует произвести расчет поперечника (b), при этом следить за тем, чтобы он был меньшим по ширине в проеме под шаблон;
- пользуясь формулой, проводится расчет радиуса R;
- последний шаг – это перенос всех полученных точек в соответствии с масштабом, после чего можно приступать непосредственно к построению. В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
Справка: если появится необходимость провести расчеты промежуточных значений, то делается это в соответствии с геометрической пропорцией.

Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.
Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля. Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
- Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
 При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.Видео инструкция
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.

Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
 Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия. Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
“>
Где взять детали для самодельного станочка холодной ковки? + видео приспособы.
 | РемСтройСам
| РемСтройСамЗдравствуй, дорогой читатель.
Сегодня хочу рассказать где можно взять детали для изготовления станочка, а точнее приспособы. Что бы на ней изготавливать элементы художественной ковки такие как вензель, бублик, кольцо и прочие.
видео по станочку будет внизу.видео по станочку будет внизу.
Самый простой и доступный всем способ это посетить пункт приема лома черных металла. Поверьте там много ценных вещей для самодельщика. В том числе найдутся комплектующие и для наших нужд. В приемке ищем либо листовой металл, либо широкие уголки длинной 15-20 см, с шириной полки 15 толщина от 3х мм. Если таких уголков нет, то варим из листового металла. И по возможности берем небольшой отрезок листа (примерно 50х50см) на площадку и шаблоны
Далее ставим лайк статье и подписываемся на каналДля ручки ищем любой отрезок трубы малого диаметра, главное что бы в руке хорошо лежал.
Вал и подшипники также можно найти в чермете. Например разобранные двигателя. Обычно с них снимают медь, а вал с подшипниками оставляют валяться дальше. Либо ищем кпп от любого авто. Ведь там тоже есть вал и подшибники с двух сторон.
Например разобранные двигателя. Обычно с них снимают медь, а вал с подшипниками оставляют валяться дальше. Либо ищем кпп от любого авто. Ведь там тоже есть вал и подшибники с двух сторон.
Если кпп в чермете нет, то на помощь нам приходят авто разборки. Работающую кпп брать не имеет смысла, да и дорого, а вот не исправную вам с радостью отдадут по цене чермета.
Единственное что мне приходиться покупать. так это полосы металла 20х4 и 40х4 для изготовления лекал завитков.
А на шаблоны изготовления колец берем отрезки труб разных диаметров примерно по 10см в длину.
А как все это собрать смотрите в видео, хотя не сложно догадаться самому.
Примитивный станочек холодной ковки.
Изготовление колец на самодельной приспособе.
Далее будут еще самоделки, интересные статьи и полезные советы. Также обзоры инструмента и бытовых приборов , подпишитесь и лайк. Спасибо! Если есть вопросы или предложения пишите комментарии.
 Обоснованная критика очень нужна.
Обоснованная критика очень нужна.Так же большая просьба делитесь статьями и видео в соц сетях.
Приспособа для холодной ковки из вала от циркулярки
В данном обзоре мастер решил сделать для домашней мастерской несложное приспособление для холодной ковки. Основой для самоделки послужит вал от циркулярной пилы.
Для чего же нужна эта приспособа? С помощью этого мини станка можно делать завитки на квадратных и круглых прутках (то есть декоративные элементы, изготовленные методом холодной ковки).
Чтобы сделать такой станок, нам потребуются разные куски металла, а также вал от циркулярной пилы вместе с корпусными подшипниками.
Рекомендуем также прочитать статью-обзор: как изготовить гибочный станок для создания декоративных корзинок из металла.
К корпусу подшипников автор приваривает ребро жесткости из профильной трубы. К самому валу надо приварить шайбу.
Далее подбираем такую же по диаметру шайбу, фиксируем ее с первой шайбой, и с помощью дрели сверлим в них по два крепежных отверстия (они должны быть соосными).
Основные этапы работ
На следующем этапе с помощью болгарки мастер вырезает из ролика кондуктор в форме улитки. Привариваем его к листу металла. К кондуктору надо приварить еще полосу металла, которая является продолжением улитки.
К металлической пластине, к которой приварен кондуктор, необходимо будет приварить два болта. После этого крепим кондуктор к валу (для этого и нужны соосные отверстия в шайбах).
Сбоку вала автор приваривает профильную трубу 40*20 мм, к которому приваривается упор из удлиненных гаек и подшипников. На последнем этапе останется только приварить к валу ручку.
Подробнее о том, как сделать приспособу для холодной ковки из вала от циркулярной пилы, вы можете посмотреть на видео ниже. Обзор создан на основе видеоролика с YouTube канала «Владимир Натынчик».
Оцените запись
[Голосов: 10 Средняя оценка: 4. 5]
5]Простейшее оборудование для холодной ковки своими руками — moyakovka.ru
Сегодня причудливые кованые изделия прекрасно дополняют современный облик городов. Оригинальные скамейки, изысканные оградки и заборы для клумб, декоративные фонари в парках, становящиеся элементами ландшафтного дизайна, радуют глаз и восхищают силой творчества и мастерства. Широко применяются в загородном строительстве кованые козырьки, перила, затейливые винтовые лестницы, надежная мебель для сада, веранд, террас, экстравагантные флюгеры, самобытные предметы интерьера: кружевные вазы, каминные дровницы, подсвечники, ажурные подставки для цветов, светильники.
Ковка металла всегда востребована. Чтобы выполнить холодную ковку нужно специальное оборудование, которое можно сделать своими руками.Высокохудожественные кованые изделия выпускают методом холодной ковки своими руками. Они становятся настоящими шедеврами.
Особенности холодной обработки металла
Элемент для изготовления элемента «фонарик» в ковке.
По сравнению с горячей ковкой, холодная имеет ряд преимуществ: это менее трудоемкий, более экономичный процесс, возможность изготовлять продукцию массовым тиражом. В основе холодной ковки лежит работа с холодным металлом, заготовки обрабатывают механически без предварительного нагрева, ведется обработка металлов давлением, после чего заготовка изменяет свою форму. При отсутствии воздействия высоких температур металл не меняет кристаллическую структуру. Метод холодной ковки хорош тем, что предохраняет металл от излишней хрупкости. Недостатки метода: работа ведется с определенными заготовками-полуфабрикатами, нет возможности исправить какой-либо брак или недостаток из-за технологии.
Необходимую форму металлическим заготовкам придают, используя некоторые приспособления для холодной ковки, применяя процессы гибки и вальцовки заготовок разнообразной формы. Полученные в результате изделия называются поковками. При изготовлении моделей используют листовой и сортовой металл, что способствует формированию объемных партий готовых изделий в кратчайшее время, применяют трафареты для облегчения выпуска больших кованых моделей.
Вернуться к оглавлению
Инструменты и оборудование для холодной обработки металла
Наиболее часто для холодной ковки в домашних условиях используют:
Твистер используется для закручивания элементов вдоль продольной оси.- гнутик;
- фонарик;
- твистер;
- улитку;
- волну.
Приспособы для холодной ковки представляют собой несложные конструкции, позволяющие изготавливать декоративные элементы. В оснастку входит несколько инструментов. Дадим краткое описание ручного инструмента, входящего в оснастку.
Гнутик — это приспособление для сгиба заготовок под заданным углом по дуге определенного радиуса. С помощью такого инструмента сгибают углы, создают кольца. В комплект входят ролики разных размеров для вальцовки, ромбики с тупыми и острыми углами, прямая ручка и с насеченным роликом. Инструмент во время работы может быть расположен вертикально и горизонтально, переход из одной позиции в другую занимает секунды.
С помощью такого инструмента сгибают углы, создают кольца. В комплект входят ролики разных размеров для вальцовки, ромбики с тупыми и острыми углами, прямая ручка и с насеченным роликом. Инструмент во время работы может быть расположен вертикально и горизонтально, переход из одной позиции в другую занимает секунды.
Посредством гнутика выпускаются ромбы, квадраты, треугольники, многогранники и другие интересные фигуры. Фонарик — приспособление для холодной ковки, позволяющее одновременно скручивать несколько заготовок вокруг продольной оси. С помощью фонарика изготавливают переплетенные металлические прутки, а также корзинки, фонарики, декоративные фигуры в форме шара, эллипса.
Твистер — инструмент, при работе которого прутья переворачиваются вокруг продольной оси, образуя спираль. Для работы может применяться заготовка в виде квадрата 14х14 мм, 12х12 мм, 10х10 мм. Инструмент закручивает прутки относительно параллельных прямых.
Улитка имеет четыре разборных завитка, комбинируя которые можно получить спиральные узоры различных диаметров.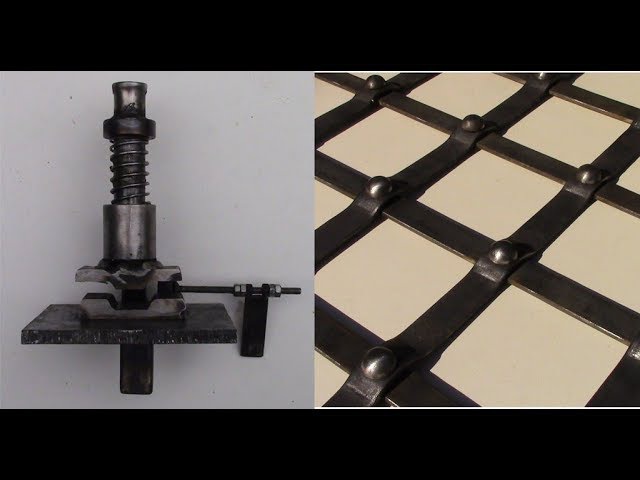
Улитка предназначена для формирования многозаходных спиралей, завитков. Бруски или прутки, выбранные для формирования спиралей и завитков, имеют до 12 мм в диаметре или сечении, радиус изгиба определяет сам специалист.
Волна — приспособление для формирования повторяющихся волнообразных элементов. Детали создают из прутка, квадрата, круга, небольших трубочек. Данные приспособления просты в эксплуатации, для работы с ними необходимы лишь минимальные навыки. При помощи нехитрых операций из обыкновенного материала можно создать великолепные изделия, объемные и плоские орнаменты.
Вернуться к оглавлению
Создание изделий в домашних условиях методом холодной ковки
Волна используется для изготовления периодических узоров.Процесс формирования изделий методом холодной ковки в домашних условиях может происходить следующим образом. Создается эскиз, элементы изделия размечают, указывают размеры. По размерам настраивают оснастку. Потом ведут расчет расхода материала и его закупку, приступают к формированию каркаса изделий, деталей. Нарезается металлический профиль и сваривается, затем ведут зачистку от наплывов. К каркасу приваривают предварительно изготовленные декоративные элементы. Если есть необходимость, они соединяются между собой.
Нарезается металлический профиль и сваривается, затем ведут зачистку от наплывов. К каркасу приваривают предварительно изготовленные декоративные элементы. Если есть необходимость, они соединяются между собой.
Изделие очищают от грязи и пыли, при необходимости грунтуют, покрывают красками по металлу. Краски повышают эксплуатационные характеристики изделия, устраняя образование коррозии. Могут быть использованы акриловые эмали, экологичные антикоррозионные покрытия, составы на основе слюдяных компонентов и акриловых смол, создающие идеальное сцепление с рабочей поверхностью. При сборке крупногабаритных изделий: оград, решеток, заборов — производят партию одинаковых деталей, для чего применяют специальные станки.
Дизайнерская фантазия воплотилась в непревзойденных высококачественных изделиях, выполненных методом холодной ковки. Изящные кованые изделия украшают интерьеры, архитектурные комплексы, городской пейзаж.
https://moyakovka.ru/youtu.be/R57v9U292aM
Оборудование для холодной ковки предназначается для резки металла, продольного скручивания полос, изготовления колец, хомутов. Оборудование для холодной ковки могут составлять электрический привод, пресс, профилегибы, трубогибы. С помощью холодной ковки можно придать интерьеру и экстерьеру оригинальный декоративный вид. Изначально обработка металла предполагала нагрев до высоких температур, возводились кузни с соответствующим оборудованием: горном, наковальней. Благодаря современному оборудованию холодная ковка получила механизацию процесса. Для закупки оборудования не требуются огромные капиталовложения; модное и полезное хобби может стать бизнесом, приносящим неплохие доходы.
Оборудование для холодной ковки могут составлять электрический привод, пресс, профилегибы, трубогибы. С помощью холодной ковки можно придать интерьеру и экстерьеру оригинальный декоративный вид. Изначально обработка металла предполагала нагрев до высоких температур, возводились кузни с соответствующим оборудованием: горном, наковальней. Благодаря современному оборудованию холодная ковка получила механизацию процесса. Для закупки оборудования не требуются огромные капиталовложения; модное и полезное хобби может стать бизнесом, приносящим неплохие доходы.
Простое устройство для холодной ковки
Отличная идея, как сделать самое простое приспособление для холодной ковки – улитку
Мастер делал из узора, купленного на рынке. Распилил на 2 части, чтобы вставлять заготовку. Лист четверка, по краям уголки с отверстиями под крепления. Конструкция очень простая. Дугу приварил по внутреннему диаметру площадки. Распилил жигулевскую втулку на реактивной тяге под уровень станка. Это необходимо, чтобы ручка терлась об неё. Когда мы вставляем ручку, есть небольшой зазор.
Это необходимо, чтобы ручка терлась об неё. Когда мы вставляем ручку, есть небольшой зазор.
Приспособление очень удобное в изготовлении. Купил два завитка из квадрата 10 x 10, соединил их вместе, сварил по внутреннему диаметру. Потом приварил к станине. Упорочный квадрат сделал, чтобы свободно и легко вставлять заготовку. В данном случае мастер гнёт полосу толщиной 4 мм, поэтому сделал 6 мм разрез. Поэтому удобно вынимать заготовку и работать на нём.
Мастер продумал свою идею и создал несложное в изготовлении устройство, благодаря которому процесс холодной ковки стал не только быстрым и эффективным, но и удобным.
Универсальное устройство, созданное руками опытного мастера
Очень простые самодельные станки для холодной ковки металла которыми можно гнуть разные фигуры на холодную.
Как сделать станок для холодной ковки своими руками
Большая востребованность кованых металлических изделий поднимает вопрос – как сделать станок станок для холодной ковки своими руками.
 Пошаговое руководство представлено ниже.
Пошаговое руководство представлено ниже.Проектирование станка в домашних условиях
В процессе проектирования оборудования рекомендуется предусмотреть многовариантный тип аппарата, позволяющий выпускать изделия различной сложности. Помогает в этом применение множества сменных насадок.
При разработке учитываются факторы:
базой служит металлическое полотно, габариты его зависят от количества применяемых узоров;
крепятся шаблоны как простые (с одним поворотом), так и модели, позволяющие делать узоры как улитка лемешного типа;
используем для мобильных частей высокопрочный материал;
смена насадок осуществляется благодаря прорези прямоугольной формы, куда ставятся шаблоны для ковки.
Насадки крепятся болтовыми соединениями.
Сборка агрегата
Пошаговая сборка состоит из пунктов:
собирается опорная стойка из отрезков трубы равного размера, у которой патрубок приваривается к верхнему и нижнему краю;
нарезаем круги и 4 равносторонних треугольника, последние свариваем в пирамиду, основание которой фиксируем сваркой в центре окружности;
4 горизонтальные планки болтами крепим к кругу;
из нескольких металлических прутов сооружаем рукоятку;
к концу рычага монтируем подшипники, а также к отрезку внизу конструкции;
в нижней части отрезка, где свободный конец, делает отверстие по сечению трубы.

Финишной операцией служит соединение рукоятки с “пирамидой” с помощью гайки большого диаметра. Улитку фиксируем для шаблона сваркой.
Источник: zen.yandex.ru
Супер-станок для ручной ковки Super cold forging machine
содержание видео
Рейтинг: 4.0; Голоса: 1Сегодня мы вам покажем очень интересную штуку – крутой мастеркласс, который откроет занавес изготовления изделий из металла методом холодной ковки. Обещаю, что этот мастер-класс не оставит тебя равнодушным к тем инструментам и методу который ты увидишьДата: 2020-03-24
Похожие видео
Комментарии и отзывы: 10
Sergey
Камрады не ведитесь на рекламу Этот ейзенкрафт уже больше 20-и лет впаривает свои крутёлки по всем городам и весям СНГ. На любой мало-мальски значимой строй выставке есть ее адепты. Базовый набор стоит, если мне память не изменяет, что-то около нескольких тысяч баксов, что согласитесь неимоверно дорого. Причем на их сайте цена не указана – это классический продажный одностраничник.
Бармалей
Ковка как правило, высокотемпературная обработка давлением различных металлов, нагретых до ковочной температуры. Особым видом ковки является холодная ковка, осуществляемая без нагрева деформируемого металла. Для каждого металла существует своя ковочная температура, зависящая от физических (температура плавления, кристаллизация) и химических (наличия легирующих элементов) свойств. Для железа температурный интервал 1250800 С, для меди 1000650 С, для титана 1600900 С, для алюминиевых сплавов 480400 С. Это ебула какая-то
Андрюха
Красивый набор не более того. Поиграться и выкинуть. Если хотите что то сделать сами купите лучше готовые заготовки ( вензеля, завитки и т. д ) и собирайте Ваше изделие. Если как бизнес. то нужен электрический станок пускай самый простой. И не забудьте о рынке сбыта и конкуренции. А конкуренция в этой сфере очень большая. УДОЧКУ ОНИ ПРОДАЮТ, А НЕ РЫБУ. А РЫБОЛОВОВ СКОЛЬКО ВОКРУГ. А РЫБЫ ОЙ КАК МАЛО. ДЕЛАЙ ТЕ ВЫВОДЫ САМИ. УЧИТЕСЬ НА ОШИБКАХ ДРУГИХ. ОСНОВНАЯ ФУНКЦИЯ БИЗНЕСА ЭТО УМЕНИЕ ПРОДАВАТЬ, А НЕ ПОКУПАТЬ.
И не забудьте о рынке сбыта и конкуренции. А конкуренция в этой сфере очень большая. УДОЧКУ ОНИ ПРОДАЮТ, А НЕ РЫБУ. А РЫБОЛОВОВ СКОЛЬКО ВОКРУГ. А РЫБЫ ОЙ КАК МАЛО. ДЕЛАЙ ТЕ ВЫВОДЫ САМИ. УЧИТЕСЬ НА ОШИБКАХ ДРУГИХ. ОСНОВНАЯ ФУНКЦИЯ БИЗНЕСА ЭТО УМЕНИЕ ПРОДАВАТЬ, А НЕ ПОКУПАТЬ.
Iliya
очередное на. лово хотел руками выпрямить. но понял что сам себя нае. ал. Разводка, из жестяк шампуры вертеть – самое то(. вся эта лабуда давным давно придумано и есть в сети, а платиь каким то предприимчивым чертям. неее не катит, развод в том что еврейские упыри продают САМОДЕЛЬЩИКАМ ДЛЯ ИХ САМОДЕЛОК СВОИ САМОДЕЛКИ. так считаю хочешь что то делать – НУ ТАК ДЕЛАЙ а если руки из жопы, то сходи купи и ненадо купив кучу станков своим корефанам потом на даче ходить и выёживаться – ЭТ Я САМ
Serega
Большой и малый комплект покупал 10 лет назад точно так же на выставке. Как оказалось маленький комплект совсем не востребован. До сих пор всё работает. Много всего сделано этим инструментом спасибо большое производителю. В трудное время я себе на квартиру заработал. И дальше продолжаю работать.
В трудное время я себе на квартиру заработал. И дальше продолжаю работать.
Агафон
Что за мода называть слесарку ковкой? Я при этом ни капли ни умаляю мастерство слесарей, у самого в военнике ВУС: слесарь холодной обработки металла, хотя ПТу я заканчивал со специальностью слесарь МСР. Я что получатся с точки зрения таких вот авторов Кузнец холодной ковки?
Rus
Год два назад тоже думал такой взять для маленького бизнеса, но друг сварщик обьяснил -что только для декоративных решеток, держателей горшочков и прочего легенького- оно не годится больше не на что. В алматы выходил полный такой набор под 2тсч
Arkadiy
Очень хочется купить готовое оборудование. Надо перетерпеть, научиться, и сделать свое. А мастеру – спасибо за науку, но железа у нас своего хватает, и даст Бог вспомним как резьбу на нем резать и как валы закаливать.
Абдулхамид
Одним нажатием дырочку проделал. У него там не метал а бумага какая то. А станки конечно отличные. Просто по мощнее придется сделать по их чертежам. Для более качественного металла
Просто по мощнее придется сделать по их чертежам. Для более качественного металла
Ольга
Всё-таки это не холодная ковка, а изготовление декоративных элементов с имитацией ковкиИ разница есть между сваркой и посадкой на заклепки. Но видео интересное, однозначно
Самодельные приспособы для холодной ковки из металла
Главная » Разное » Самодельные приспособы для холодной ковки из металлаСтанки для холодной ковки своими руками
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Часть из них можно сделать своими руками другую проще купить.
Какие вообще устройства используются
Содержание статьи
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Так выглядит торсион и одноименный станок
- Фонарик. На этом устройстве тоже скручивают пруток в продольном направлении, только еще дополнительно изгибают его и в поперечном направлении. Получается нечто похожее на фонарик. Отсюда и название устройства.
Так делают «фонарик»
- Твистеры или улитки. Формируют плоские завитки разного диаметра.
Приспособление для холодной ковки улитка — для формирования завитков
- Гибочные станки или гнутики. Позволяют изогнуть прутки или арматуру под требуемым углом в любом месте.
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
- Волна. По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.
Станок «Волна» — для формирования соответствующего рельефа
- Приспособления для обработки концов деталей — инерционно-штамповочные станки или другие самодельные устройства.
Станки для оформления концов прутков. В данном случае — гусиная лапка
 На этом устройстве тоже скручивают пруток в продольном направлении, только еще дополнительно изгибают его и в поперечном направлении. Получается нечто похожее на фонарик. Отсюда и название устройства.
На этом устройстве тоже скручивают пруток в продольном направлении, только еще дополнительно изгибают его и в поперечном направлении. Получается нечто похожее на фонарик. Отсюда и название устройства.Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
- Подшипниковый узел
- Фиксатор для заготовки
- Так выглядит конструкция в целом
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
Кузнечное оборудование для холодного металла
CUITURE
У нас самый полный инвентарь S136 и лучшая цена в Гуандуне. Наш завод был построен в 1999 году и завоевал хорошую репутацию среди наших клиентов.
Вся сталь в состоянии поставки может быть обработана отжигом, а инструмент может подвергаться термообработке по требованию заказчика.
В наличии на регулярной основе компании:
• S136, S136H ПЛИТА ДСП (толщина 20 ~ 200 мм, ширина 610-2200 мм)
• S136, S136H ESR (толщина 20 ~ 400 * 1300 мм)
• S136, S136H EAF / ESR круглый пруток Φ12 ~ Φ310 мм
Наша фабрика хорошо оснащена большими вертикальными пильными станками, горизонтальными пильными станками, фрезерными станками, шлифовальными станками, чистовым фрезерованием, усовершенствованными устройствами для испытания твердости и ультразвуковыми датчиками.
Мы поставляем стали в соответствии с бизнес-схемой обработки, оптовой и розничной продажи, такой как резка и механическая обработка стали, а также производим полировальные пластины и основы форм по запросу клиента.
У нас есть полный спектр технических характеристик, надежное качество, конкурентоспособные цены и хорошее обслуживание.
Приглашаем вас посетить наш завод.
хорошего качества кузнечно-прессовая машина для ковки металла
Область применения
Высококачественная штамповочная машина с осадкой, ковочная машина для металла
Хорошая качественная штамповочная машина с высадкой, ковочная машина для металла – это специализированный станок с высокой эффективностью и автоматизацией среди кузнечного оборудования. Техника холодной штамповки и автоматические формовочные машины холодной штамповки используются в качестве важных средств для производства различных видов болтов, винтов, заклепок и гаек в области производства крепежных изделий.Из-за преимущества самого оборудования для холодной штамповки и превосходства технологии холодной штамповки, формовочные машины также широко используются в различных национальных экономических территориях для производства крепежных деталей и нестандартных деталей, таких как авиационный пароход, машины, железнодорожный транспорт, автомобили, мотоцикл, велосипед, швейная машина, строительство, мебель, легкая промышленность и предметы первой необходимости и т. д.
Схема внутренней структуры формовщика с холодным болтомРежущая часть проволоки приводится в действие прочной системой звеньев и блоков, движение стабильное и надежное, а также с помощью дисковых ножниц для получения чистого и аккуратного пропила.
Есть два устройства для выхода за пределы отступа в режиме кормления, и собачка может подниматься автоматически, когда собачка возвращается назад.
Поворот захвата приводится в движение сопряженным кулачком, поэтому движение надежно даже при высокой скорости возврата.
Благодаря пневматическому захватному механизму поворотного типа, мощность захвата регулируется. Если проволока небольшого размера, первый захват автоматически освободит зажим.
Если проволока короткая, первый захват автоматически освободит зажим, остановит машину и подаст сигнал тревоги.
Ручная цифровая длина подачи
ВКЛ / ВЫКЛ между главным приводным валом и маховиком может быть активирован сразу, благодаря воздушной муфте, он может позволить первому работать в толчковом режиме, но двигатель не остановится мгновенно или начните внезапно для защиты двигателя и преобразователя.
Каждая станция заднего выбивающего устройства может быть отрегулирована индивидуально, и последняя станция может реализовать действие по выбиванию обрезанного продукта путем регулировки положения кулачка или замены другого кулачка, однако предохранительный штифт с функцией проверки давления является прилагается.
Благодаря высокоточному многофункциональному составному механизму захвата, захват можно по желанию менять между поступательно широко открытым и поворотным, ключом ноу-хау является как поворотный, так и открытый (этот механизм получил патентную защиту) .
С высококлассной конфигурацией, простой в настройке и централизованной системой сжатия воздуха.
Простая и удобная операционная система
Высокоточный главный скользящий блок предназначен для соединения с задним крылом для обеспечения его стабильной и точной работы, нижняя часть переднего и заднего крыла принята из износостойкой вставленной медной пластины с самосмазкой, может обеспечить точность и продлить срок службы.
Имея индивидуальную и независимую конструкцию для фронтального выбивания, каждую переднюю станцию для выбивания можно отрегулировать отдельно и оснастить системой проверки силы выбивания, если сила выбивания слишком велика, машина автоматически остановит машину и поднимет будильник.
| Модель | Блок | RBF-64S | RBF-84S | RBF-104S | RBF-104L | RBF-134L |
| Ковочная станция | NO. | 4 | 4 | 4 | 4 | 4 |
| Усилие ковки | кг | 35,000 | 60,000 | 80,000 | 80,000 | 120,000 |
| Макс.диаметр отреза | мм | φ8 | φ10 | φ12 | φ12 | φ15 |
| Максимальная длина отрезания | мм | 80 | 115 | 135 | 185 | 190 |
| Производительность | шт / мин | 140-210 | 120-180 | 90-140 | 80-130 | 75-110 |
| P.Ход KO | мм | 12 | 18 | 20 | 30 | 40 |
| Ход KO | мм | 70 | 92 | 118 | 160 | 175 |
| Главный цилиндр ход | мм | 110 | 160 | 190 | 262 | 270 |
| Мощность главного двигателя | кВт | 15 | 22 | 30 | 30 | 37 |
| Габаритные размеры .Отрезанной матрицы | мм | φ30 * 45L | φ50 * 50L | φ45 * 59L | φ45 * 59L | φ63 * 69L |
| Габаритные размеры. Размер штампа | мм | φ40 * 90L | φ45 * 125L | φ53 * 115L | φ53 * 115L | φ60 * 130L |
| Габаритные размеры. Основной матрицы | мм | φ50 * 85L | φ60 * 130L | φ75 * 135L | φ75 * 185L | φ86 * 190L |
| Шаг матрицы | мм | 60 | 70 | 90 | 94 | 110 |
| Прибл.вес | T | 8 | 14 | 18 | 21 | 28 |
| Применимый размер болта | мм | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 |
| Длина хвостовика заготовки | мм | 10-65 | 15-90 | 15-110 | 20-152 | 20-160 |
Упаковка И доставка
.Оборудование для холодной ковки Кузнец
Кузнечные инструменты, станок для изготовления
| NO. | Модель | Название | Изображения | Случайно Форма | Двигатель выполняет от | Нетто вес | Брутто | 1133 Вес 900 Объем Параметры||
| KG | KG | M3 | |||||||
| 1 | AB- DW16C | Программа Управляемый Наборы для гибки образцов | 9002 900 Гибочная матрица | 2.2kw 380v | 350,0 | 400,0 | 0,867 | Надувные модели C, S, P и другие базовые модели | |
| 2 | AB- DW16D | 9000 Программа Контролируемый Формовочный станок | 6 комплектов гибочных штампов , 3 комплекта устройств формы | 2.2kw 380v | 550.0 | 600,0 | 1,066 | Основные шаблоны гибки C, S, P, и т. Д., Также включают три устройства малой гибки окружности, дуги гибки и угла гибки. | |
| 3 | AB- DW16E | Программа Controlled Pattern Bender | 6 наборов гибочных штампов | 2.2kw 380v | 595.0 | 645.0 | 0.994 | Гибкие C, S, P цветы и другие основные узоры, большие Диаметр колеса, с большим диапазоном обработки . Перегородка подвешена, и весь рабочий стол пуст. |
1.Вы фабрика или торговая компания?
Мы являемся ведущим производителем оборудования для производства кованого железа в Китае. Добро пожаловать к нам в гости!
2. Как насчет качества продукции?
Каждая машина будет проверена более чем через 24 часа после отделки.
Все элементы используются надежными и известными брендами, которые работают с нами более 20 лет.
3. Что насчет гарантии?
Гарантия 12 месяцев.
4 .Можно ли использовать наш ЛОГОТИП или специальный индивидуальный дизайн?
Да, без проблем .. У нас есть профессиональная технологическая команда для новых исследований и разработок.
6. Сколько времени занимает выполнение заказа?
Все машины есть в наличии и обычно достаточно 5-7 дней, если используются закрытые формы. Если со специальными формами, возможно, время будет больше.
7. Каковы условия цены и способ оплаты?
Мы можем указать цены EXW, FOB, CIF и CNF.Вы можете заплатить нам T / T, L / C.
8. Если мы предоставляем требования к параметрам, можем ли мы их настроить?
Мы предоставляем соответствующие индивидуальные услуги, если вы предоставите соответствующие чертежи и требования к продукту не будут проблемой.
.Станок для холодной штамповки болта
Станок для холодной штамповки болта
Описание продукта
Применение формирователя холодного болта
Машина для холодной штамповки использует метод холодной штамповки, подходит для производства всех видов винтов, Специальная машина для обработки шурупов по дереву, внутренняя шестиугольная, вогнутая шестиугольная заклепочная заготовка. Машина может автоматически завершать подачу, правку, резку, формовку, штамповку.
Характеристики формирователя холодного болта
(1) Идеальный дизайн, простота в эксплуатации.
(2) Конструкция салазок с одной направляющей позволяет машине работать с высокой скоростью, а эффективность производства также высока.
(3) Основной монтажный комплект наших машин изготовлен из высококачественного материала, подвергнутого термообработке с высокой стойкостью к истиранию и низкой деформацией, машина долговечна с высокой точностью.
(4) Холодновысадочная машина оснащена системой принудительной подачи масла , чтобы убедиться, что все компоненты машины работают в пленках состояния масла, и машина может быть долговечной в течение длительного времени.
(5) Ключевые компоненты наших машин импортируются, и все они соответствуют всем требованиям к высокой точности, высокой твердости и устойчивости к истиранию.
(6) Конструкция для выталкивания наружной формы, которая решает проблему блокировки винтов при спуске.
Поточный процесс станка для изготовления шурупов по дереву
Грубая линия → Проволока → Заголовок → Накатка резьбы → Термическая обработка → Покрытие (цвет) → Упаковка
(1). Протяните грубую линию к необходимому участку линии.(Волочильный станок)
(2). Отрегулируйте, изготовьте и сформируйте головку винта на высадочной машине. (Станок для нарезки резьбы)
(3). Отшлифовать зуб на резьбонакатном станке и полностью сформировать винт (Нарезной станок)
(4). Обработайте шнек-полуфабрикат термической обработкой согласно стандарту (печь для термообработки)
(5). В соответствии с требованиями, технологическое покрытие и т. Д. (Машина для цинкования)
(6). Упаковка и с завода
Формовщик холодного болта Подробное представление:
000 000 000000
Упаковка и доставка
Упаковка: В стандартном деревянном ящике для экспорта
в течение 150002 дней после доставки .Условия оплаты :. 30% T / T при предоплате, оставшаяся сумма должна быть оплачена после того, как мы закончим производство. (Мы возьмем для проверки фотографии машин и упаковки)
У нас есть собственный фарвард. Мы можем своевременно проверить информацию о доставке. Вы также можете использовать свой экспедитор. Мы свяжемся с ним как можно скорее.
Информация о компании
Мы производитель, а не торговая компания.
Основанная в 1990 году компания Xingtai JUDU Technology Co., ООО специализируется на производстве всех видов оборудования. В то же время мы можем производить по желанию наших клиентов. Эта продукция экспортировалась в США, Германию, Пакистан и Австралию.
Емкость:
| Основные рынки | Общая выручка | |||
| Африка | 24% | 9015 9015 Южный Восток 9015 9015 Юг | ||
| Южная Америка | 9% | |||
| Восточная Азия | 10% | |||
| Северо-Восточная Азия | 8% | |||
| Европа | 7% |
Верхние фитинги из кованой стали и кованые фитинги от производителя кованых труб Wellgrow на Тайване и в Китае
Наши кованые фитинги ANSI из нержавеющей и углеродистой стали доступны для сварных швов с втулкой 2000 фунтов, 3000 фунтов, 6000 фунтов, 9000 фунтов, а также резьбовых концов – NPT, PT или других типов, в основном из нержавеющей стали 304 / 304L и 316 / 316L и углеродистой стали от От 1/8 дюйма (DN6) до 4 дюймов (DN100). Также доступны другие различные марки, такие как 304H, 309S, 309H, 310S, 310H, 316TI, 316H, 316LN, 317, 317L, 321, 321H, F11, F22, F91, 347, 347H, 904L.В дополнение к этому, наши фитинги для труб, кованые фитинги, фитинги из нержавеющей стали, стальные фитинги, угловые фитинги, фитинги под приварку, фитинги высокого давления, резьбовые фитинги, сварные муфты, фитинги 3000 соответствуют установленным отраслевым стандартам, таким как ASTM / ASME A / SA 182, ASTM / ASME A / SA 312, ASTM / ASME A / SA 403, ASTM / ASME A / SA 105, ASTM / ASME A / SA 350 LF2, ASTM / ASME A / SA 106, ASTM / ASME A / SA 234.
Кроме того, мы производим фитинги для труб, кованые фитинги, фитинги из нержавеющей стали, стальные фитинги, угловые фитинги, сварные фитинги, фитинги высокого давления, резьбовые фитинги, сварные муфты, фитинги 3000 различных типов, включая отвод 90, отвод 45, уличный отвод, тройник, Штуцер, крестовина, трубная муфта, полумуфта, переходная муфта, заглушка трубы, шестигранник.Головная втулка, шестигранник. Заглушка с головкой, заглушка с квадратной головкой, заглушка с круглой головкой, заглушка, приварная бобышка, шестигранный ниппель, уменьшающий шестигранный ниппель, цилиндрический ниппель, сварочный ниппель, прессующий ниппель, трубный ниппель, параллельный ниппель, шланговый ниппель, шестигранная гайка, изгиб, переходник, вставка , Outlet, Weldolet, Weldolet, Elbowolet, Socketolet, Threadolet, Nipolet и Letrolet. Мы также предлагаем нашим клиентам дополнительные услуги, такие как пескоструйная очистка горячего цинкования.
Эти кованые фитинги для труб обычно используются для изменения направления трубопровода, тем самым изменяя направление потока воды.Весь наш ассортимент кованых фитингов из нержавеющей стали, трубных фитингов из кованой стали, фитингов из кованой легированной стали, резьбовых соединений и сварных муфт, фитингов 3000 ценится за высокую прочность, точность размеров, гладкую поверхность, герметичность и устойчивость к коррозии. Области применения простираются от химической, нефтехимической, электроэнергетической и OEM-производственной промышленности, а также от других областей применения, где существует вибрация, высокое давление или чрезвычайно агрессивные условия. Материал для сварки внахлест значительно более популярен, чем для резьбовых соединений, поскольку в большинстве случаев требуется полная изоляция линии и исключение любой возможности утечки.
Мы являемся производителем нержавеющей стали, производителем углеродистой стали, производителем фитингов, производителем на Тайване, поставщиком на Тайване и фабрикой на Тайване, потому что мы производим на Тайване наши кованые фитинги, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, угловые фитинги, сварочные фитинги, фитинги высокого давления. , Резьбовые соединения, сварка внахлест, фитинги 3000, которые производятся на Тайване. Приглашаем купить на Тайване наши кованые фитинги для труб.
Мы также являемся производителем в Китае, поставщиком в Китае, заводом в Китае, оптовой торговлей в Китае и экспортером в Китае, потому что мы производим в Китае наши кованые фитинги, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, угловые фитинги, фитинги под приварку, фитинги высокого давления, резьбовые фитинги, Socket Weld, фитинги 3000, которые тоже производятся в Китае.Также добро пожаловать на покупку нашей трубопроводной арматуры в Китае.
Стандартная спецификация
Кованые фитинги высокого давления с муфтой сварки или с резьбой NPT, кованые в соответствии с ASTM / ASME A / SA 182 и ASTM / ASME A / SA 105, A350 LF2, 2000 фунтов, 3000 фунтов, 6000 фунтов или 9000 фунтов, протравленные белым, ANSI B16.11, MSS SP -79, 83, 95, 97 и BS3799, твердость по NACE MR0175 последнего издания, IC по ASTM A262 E, сертификат по EN10204 / 3.1.
| НАИМЕНОВАНИЕ ПРОЕКТА / ЗАКАЗЧИК | DYNAMIC FORGE И ФИТИНГИ ПОСТАВЛЯЕМЫЕ | СОРТА | МЕСТО | ГОД |
|---|---|---|---|---|
| INDORAMA | КОВАНЫЕ ФИТИНГИ И ОТВОДЫ BW – SW – THRD | A105 – A350 LF2 – A106B- A333 GR6 – A234 WPB – A420 WPL6 – A182 F304L | НИДЕРЛАНДЫ | 2015 |
| СИСТЕМА ЭКСПОРТА ГАЗА И КОНДЕНСАТА | КОВАНЫЕ ФИТИНГИ И ОТВОДЫ BW – SW | A182 F316L – A182F44 A182 F44, A312S31254, A182 F316L, A105.N, A105 HDG, A350 LF2, A106 Gr.B, A106 Gr.B HDG, A333 Gr.6, A234 WPB | КУВЕЙТ | 2015 |
| ПРОЕКТ РАЗВИТИЯ ГАЗА | ФИТИНГИ КОВАНЫЕ, ОТВОДЫ ОТВОДОВ | ИНКОЛОЙ 825 | ИНДОНЕЗИЯ | 2015 |
| ТОРГОВЛЯ КАЧЕСТВЕННЫМИ МАРКАМИ -SAUDI ARAMCO | ФИТИНГИ КОВАНЫЕ, ОТВОДЫ SW | A105, A105 GALV, A350 LF2, A182F304L, A182F316L, A403 WP316L, A182F321, A182F44, A182F5, CU90 / 10 UNS C70610 | САУДОВСКАЯ АРАВИЯ | 2014-2015 |
| ПРОЕКТ НЕФТЯНОГО ГАЗА | КОВАНЫЕ ФИТИНГИ, ОТВОДЫ ОТВОДА BW-THRD, ОТВОДЫ ДЛЯ ЗАЖИМА | A105, A105 HDG A350 LF2, A182 F304 / 304L, A182F316 / 316L, A182F11, A105N, A106B, A234WPB, A333 | БЕЛЬГИЯ | 2014-2015 |
| МААДЕН ВААД АЛЬ-ШАМАЛЬ ФОСФАТ | КОВАНЫЕ ФИТИНГИ И ОТВОДЫ SW-BW | A350LF2, F304L, F316L, F904L, A182F60, ALLOY20 A105N, A106B, A234WPB, | САУДОВСКАЯ АРАВИЯ | 2014-2015 |
| СЕВЕРО-ЗАПАДНЫЙ РОДУЭР | КОВАНЫЕ ФИТИНГИ SW & NPT | A350LF2, A420WPL6, A182F304L-F316L, WP304L, HAST, C276 | КАНАДА | 2014-2015 |
| ПРОЕКТ КАНАДЫ СЗР | КОВАНЫЕ ФИТИНГИ, ОТВОДЫ SW & NPT | F304L / 316L / 317L / 347H / 321H F11 / F22 / UNS08825 | КАНАДА | 2014-2015 |
| ДЕНИЗ 2 ПРОЕКТ | КОВАНЫЕ ФИТИНГИ SW & NPT | A 105, A105 GALVA, A350LF2, A333 Gr6, A234WPB-A420WPL6, F304L, WP304L | АЗЕРБАЙДЖАН | 2014 |
| ADMA OPCO АБУ-ДАБИ | КОВАНЫЕ ФИТИНГИ, ОТВОДЫ BW-THRD, БОКОВЫЕ, ВЫХОДЫ | A694 F52, A182F321, A182F316, A105.N, A312TP316L, A312 TP321, A182 F53 СУПЕР ДУПЛЕКС | ОАЭ | 2014 |
| SAUDI ARAMCO HOLLAND | КОВАНЫЕ ФИТИНГИ | CuNi 9010 | САУДОВСКАЯ АРАВИЯ | 2014 |
| MISSAN OIL Comp.PETROCHINA IRAQ | МУФТА API | L80 | ИРАК | 2014 |
| SAUDI ARAMCO | КОВАНЫЕ ФИТИНГИ, ОТВОДЫ BW-SW-THRD | MONEL 400, A182 F5, A182F316L, A182F304L, A105 | САУДОВСКАЯ АРАВИЯ | 2014 |
| НЕФТЬ И ГАЗ ИНК | КОВАНЫЕ ФИТИНГИ И ОТВОДЫ BW | UNS NO 6625 | БРАЗИЛИЯ | 2014 |
| ПРОЕКТ ШИДДИРГАНГ | КОВАНЫЕ ФИТИНГИ, ОТВОДЫ BW-SW-THRD | БАНГЛАДЕШ | 2014 | |
| САУДОВСКАЯ АРАБСКАЯ ГОРНАЯ КОМПАНИЯ | КОВАНЫЕ ФИТИНГИ И ОТВОДЫ SW – BW | A105, A105 GALV, A350LF2A182F304L, A182F316L | САУДОВСКАЯ АРАВИЯ | 2014 |
| ПРОЕКТ ГАЗОТУРБИННОЙ ЭЛЕКТРОСТАНЦИИ | КОВАНЫЕ ФИТИНГИ И ОТВОДЫ SW | A105, A182F316L | ИРАК | 2014 |
| ГРУПО КУНАДО | КОВАНЫЕ СТАЛЬНЫЕ ФИТИНГИ | A105, A182F304L, A182F316L, F321, | ТУРЦИЯ | 2013-2014 |
| ALSTOM | ФИТИНГИ И ОТВОДЫ ИЗ КОВАНЫЙ СТАЛИ | A105, A182F304L, A182F316L | МАРОККО, ЮЖНАЯ АФРИКА | 2010 |
Изготовленные на заказ металлические поковки – Производитель металлических поковок
Как производитель металлических поковок, R&M Forge and Fittings с готовностью предлагает необработанные, полуфабрикаты и обработанные металлические поковки на заказ в соответствии со спецификациями клиентов.
Поковки, включая поковки большого и большого диаметра
Для ваших кованых колец, дисков, ступиц, стержней, блоков и втулок диаметром до 250 дюймов и весом 50 000 фунтов доступны следующие материалы, в соответствии с вашими требованиями к требуемому материалу:
| Углеродистая сталь | 1004 – 1080, SA 105, SA 350, LF1, LF2, LF3, LF6, A707, A694 |
| Нержавеющая сталь | 303, 304 / L / H, 316 / L / H, 310, 317 / L, 321 / H, 347 / H, 410, 416, 420, 440, 17-4, 254 SMO, Nitronic 50®, Nitronic 60 ®, Duplex и Super Duplex SS, 2205 Duplex, Super Duplex 2507, Zeron 100®, Ferralium 255® |
| Легированная сталь | 4130, 4140, 4330, 4340, 8620, 8630, 9310 |
| Хром-молибден | SA 182, F1, F5, F5A, F9, F11, F12, F22, F22M, F91 |
| Никелевые сплавы | 200, 201, Monel 400®, Monel K500®, Inconel 600®, Inconel 617®, Inconel 625®, Inconel 718®, Inconel X750®, Incoloy 800®, Incoloy 825®, Hastelloy C-276®, Hastelloy B2® , Хастеллой B3®, Хастеллой C-22®, 904L, AL6XN |
| Алюминиевые сплавы | 3003, 6061, 7075 |
| Титановые сплавы | F2, F3, F4, F5, F6, F7 |
Свяжитесь с нами, чтобы узнать о других сплавах, не указанных в списке.
Объем ковки
- Бесшовные катаные кольца с внешним диаметром до 250 дюймов
- Рукава длиной до 205 дюймов
- Кованые прутки длиной до 350 дюймов
- Диски, блоки и прямоугольники до 60000 фунтов.
R&M Forge and Fittings – известный лидер в закупке редких и труднодоступных материалов. С 1983 года мы поставляем качественные металлические поковки на заказ для следующих отраслей промышленности.
- Теплообменник
- Сосуд под давлением
- Нефтехимия
- Нефть и газ
- Бумажные фабрики
- Клапан
- Горное дело
- Общественное питание
Использование R&M Forge and Fittings для изготовления металлических поковок по индивидуальному заказу может сэкономить ваше время и деньги:
- Используйте наш объем для увеличения ваших покупок
- Воспользуйтесь нашей командой логистики, чтобы ускорить ваш заказ
- Вовремя и правильно, впервые
- Разнообразные решения для материалов и отделки
Кованые прутки
Мы предлагаем прецизионные, черновые, горячекатаные или кованые прутки.
Учить больше ”Блоки кованые
Кованые блоки и кованые прямоугольники для различных применений, включая арматуру и устьевое оборудование. Мы можем производить поковки до 40 000 фунтов.
Учить больше ”Кованые диски
Кованые диски и кованые заготовки для всех применений диаметром до 125 дюймов и весом 50 000 фунтов.
Учить больше ”Кованые кольца
Кованые кольца, такие как бесшовные катаные кольца, уплотнительные кольца, опорные кольца или уплотнительные кольца, или заказные кованые кольца диаметром до 250 дюймов из любого материала по вашему выбору.
Учить больше ”Алюминиевые сплавы
Если вам нужны поковки из алюминиевого сплава, R&M Forge and Fittings может поставить качественные поковки из алюминиевого сплава на заказ в соответствии с вашими конкретными требованиями.
Учить больше ”Углеродистая сталь и низкотемпературная
Поковки из углеродистой стали на заказ диаметром до 250 дюймов и весом 50 000 фунтов.
Учить больше ”Поковки из хрома-молибдена
R&M Forge and Fittings предлагает кольца, диски, стержни, фланцы, фитинги, трубы и пластины из хрома.Мы специализируемся на изготовлении нестандартных деталей на основе ваших спецификаций и чертежей.
Учить больше ”Поковки из никелевого сплава
Поковки из никелевого сплава для клапанов, насосов, сосудов под давлением, теплообменников и нефтехимических приложений.
Учить больше ”Фасонные поковки
Мы специализируемся на поковках нестандартной формы, изготовленных по вашим спецификациям и чертежам, включая штампованные поковки и поковки почти чистой формы.
Учить больше ”Нержавеющая сталь / Дуплекс / Супер Дуплекс
Быстрая доставка заказов на нержавеющую, дуплексную и супердуплексную сталь.
Учить больше ”Титановые сплавы
Если вам нужен титан или любой специальный сплав, R&M Forge and Fittings может предоставить Nitronic 50, Nitronic 60, Titanium и другие.
Учить больше ”
Свяжитесь с одним из наших торговых представителей
сегодня, чтобы узнать предложение на специальные металлические поковки, включая поковки большого и большого диаметра
, или позвоните нам сегодня по телефону 713.896.4081
Кованые фланцы на заказ – Фланцы для металлических труб
Фланцы для металлических труб – это специальность R&M Forge and Fittings. Мы производим специальные фланцы для металлических труб диаметром от ½ ”до 250” в соответствии с вашими требованиями; вы предоставляете спецификации и чертежи, а R&M поставляет фланцы для ваших труб вовремя. Некоторые очень распространенные типы изготовленных по индивидуальному заказу кованых фланцев – это скользящие трубные фланцы, фланцы с приварной шейкой, глухие фланцы, соединения внахлест и фланцы с резьбой.Мы предлагаем кованые фланцы на заказ из многих материалов, таких как углеродистая сталь, низкотемпературная, нержавеющая сталь, никелевый сплав, дуплекс и хром-молибден.
R&M Forge and Fittings является дистрибьютором товарных металлических трубных фланцев отечественного и зарубежного производства от ½ до 24 дюймов B16.5, а также фланцев большого диаметра от 26 до 108 дюймов по стандартам AWWA, B16.47, серии A и B. , и Class 125. У нас есть необходимый вам опыт, и в большинстве случаев мы можем подобрать подходящий фланец трубы для вашего уникального применения.
Промышленные фланцы
| Углеродистая сталь | 1004 – 1080, SA 105, SA 350, LF1, LF2, LF3, LF6, A707, A694 |
| Нержавеющая сталь | 303, 304 / L / H, 316 / L / H, 310, 317 / L, 321 / H, 347 / H, 410, 416, 420, 440, 17-4, 254 SMO, Nitronic 50®, Nitronic 60 ®, Duplex и Super Duplex SS, 2205 Duplex, Super Duplex 2507, Zeron 100®, Ferralium 255® |
| Легированная сталь | 4130, 4140, 4330, 4340, 8620, 8630, 9310 |
| Хром-молибден | SA 182, F1, F5, F5A, F9, F11, F12, F22, F22M, F91 |
| Никелевые сплавы | 200, 201, Monel 400®, Monel K500®, Inconel 600®, Inconel 617®, Inconel 625®, Inconel 718®, Inconel X750®, Incoloy 800®, Incoloy 825®, Hastelloy C-276®, Hastelloy B2® , Хастеллой B3®, Хастеллой C-22®, 904L, AL6XN |
| Алюминиевые сплавы | 3003, 6061, 7075 |
| Титановые сплавы | F2, F3, F4, F5, F6, F7 |
R&M Forge and Fittings также специализируется на производстве кованых фитингов и поковок из углеродистой стали.
Использование R&M Forge and Fittings может сэкономить ваше время и деньги:
- Используйте наш объем для увеличения ваших покупок
- Воспользуйтесь нашей командой логистики, чтобы ускорить ваш заказ
- Вовремя и правильно, впервые
- Разнообразные решения для материалов и отделки
Свяжитесь с одним из наших торговых представителей сегодня
, чтобы узнать о нестандартных трубных фланцах
, или позвоните нам сегодня по телефону 713.896.4081
Фитинги из кованой стали
Фитинги для труб из кованой стали изготавливаются с помощью процесса, называемого ковкой.В процессе ковки нагревается кусок углеродистой стали, который помещается между верхней и нижней матрицей, что придает нагретой детали из углеродистой стали желаемую форму. После процесса ковки формованная углеродистая сталь подвергается механической обработке, где она доводится до соответствия всем требуемым спецификациям.
Применение фитингов из кованой стали
Фитинги из кованых стальных труб могут быть идеальными для множества различных областей применения. К ним относятся, но не ограничиваются: нефть, бензин, гидравлическое оборудование, удобрения или химическая промышленность.Из-за герметичных соединений, создаваемых фитингами из кованой стали, кованые фитинги идеально подходят для передачи этих потенциально вредных материалов. Когда дело доходит до масел или химикатов, утечка любого типа в вашем соединении может быть очень опасной. Арматура из кованой стали гарантирует, что ни пары, ни химические вещества, ни масло не будут вытекать из трубного соединения.
Наряду с герметичными соединениями создается впечатление, что арматура из кованой стали была разработана специально для приложений, где требуется перенос агрессивных химикатов.Это связано с тем, что кованые фитинги из углеродистой стали имеют специальное покрытие, которое защищает фитинги от щелочных или кислотных материалов. Коррозия во время переноса химикатов может быть опасной не только из-за того, что корродированная труба со временем протечет или, что еще хуже, сломается, но и потому, что при возникновении коррозии химические вещества внутри материала трубы (часто цинка) выделяются. В зависимости от химического вещества, передаваемого через трубопроводное соединение, это может быть очень вредным и даже вызывать нежелательные химические реакции, такие как взрывы.Арматура из кованой стали – лучший вариант при транспортировке нефти, газа или химикатов.
Обеспечение использования надлежащих трубопроводов, фитингов, ниппелей или клапанов очень важно независимо от выполняемой работы. Если вы не уверены, какой материал лучше всего подходит для вашего проекта, обязательно проконсультируйтесь с сотрудником Detroit Nipple Works. Они проинформируют вас, является ли кованая стальная фурнитура лучшим вариантом для вашего проекта.
Северная и Южная Дакота теперь обслуживаются Detroit Nipple Works.
Введение в арматуру из кованой стали
Фитинги из кованой стали
Что такое фитинги из кованой стали?
Арматура для труб из кованой стали представляет собой горячеформованные секции различных типов для трубопроводной арматуры высокого давления, они изготавливаются методом ковки.
Эти фитинги обычно прикрепляются к трубам на концах труб, фитингов или других объектов для соединения трубопроводных систем с помощью различных методов соединения, например, с помощью винтов или сварки муфт.Они доступны в трех номиналах давления: 3000 фунтов, 6000 фунтов и 9000 фунтов.
Фитинги для труб из кованой стали по способу соединения в основном делятся на два типа: фитинги для сварки раструбом и фитинги для труб с резьбой.
Что такое фитинги для сварки муфт?
Фитинг для сварки муфт – это аксессуар для труб, в котором труба вставляется в углубление фитинга или фланца для сварки.
По сравнению с фитингами, приваренными встык, фитинги для сварки муфт в основном используются для труб небольшого диаметра, обычно для труб диаметром менее 4 дюймов.Конструкция соединений, выполненных сваркой внахлест, является хорошим выбором, когда при проектировании трубопроводов важны высокая герметичность и высокая прочность конструкции.
Усталостное сопротивление при сварке внахлест ниже, чем при сварке встык, из-за использования угловых швов, но все же лучше, чем у большинства других методов механического соединения.
Фитинги для трубных систем под сварку с раструбом:
Преимущества
1. На трубе нет необходимости снимать фаску для подготовки к сварке.
2. Временная прихваточная сварка не требуется для выравнивания, потому что в принципе фитинг обеспечивает правильное выравнивание.
3. Металл сварного шва не может проникнуть в отверстие трубы.
4. Их можно использовать вместо резьбовых соединений, поэтому риск утечки намного меньше.
5. Радиография углового шва нецелесообразна; поэтому правильная установка и сварка имеют решающее значение. Угловой сварной шов можно проверять методами проверки поверхности, магнитопорошковой (MP) или проникающей жидкостью (PT).
6. Затраты на строительство ниже, чем при стыковых сварных соединениях, из-за отсутствия жестких требований к подгонке и исключения специальной механической обработки для подготовки концов стыковых швов.
Недостатки
1. Сварщик должен обеспечить компенсационный зазор 1/16 дюйма (1,6 мм) между трубой и буртиком муфты. ASME B31.1 п. 127.3 Подготовка к сварке (E) Сборка под сварку муфтой гласит: При сборке стыка перед сваркой труба или трубка должны быть вставлены в муфту на максимальную глубину, а затем вынуты примерно на 1/16 дюйма (1.6 мм) от контакта между концом трубы и буртиком муфты.
2. Деформационный зазор и внутренние щели, оставленные в системах, сваренных с помощью раструбной сварки, способствуют коррозии и делают их менее подходящими для коррозионных или радиоактивных применений, когда твердые частицы на стыках могут вызывать проблемы при эксплуатации или обслуживании. Обычно требуются стыковые сварные швы на всех размерах труб с полным проникновением сварного шва внутрь трубопровода.
3. Сварка втулкой неприемлема для сверхвысокого гидростатического давления в пищевой промышленности, так как она не допускает полного проплавления.
и оставляют перекрытия и щели, которые очень трудно очистить, создавая виртуальные утечки.
Назначение нижнего зазора в сварном шве с муфтой обычно состоит в том, чтобы уменьшить остаточное напряжение в корне сварного шва, которое может возникнуть во время затвердевания металла шва, и учесть дифференциальное расширение сопрягаемых элементов.
Что такое фитинг с резьбой?Фитинги с резьбой: резьбовые соединения, вероятно, представляют собой самый старый метод соединения трубопроводных систем. Как и фитинги для сварки муфт, резьбовые трубные фитинги в основном используются для труб небольшого диаметра, обычно для трубопроводов с номинальным диаметром NPS 2 или меньше.
Стандарты размеров для конической трубной резьбы соответствуют ASME B1.20.1. В этом стандарте указаны все требуемые размеры, включая количество резьбы на дюйм, делительный диаметр и нормальную длину зацепления для всех диаметров трубы.
Трубопроводы с резьбой обычно используются в недорогих, некритичных приложениях, таких как бытовое водоснабжение, противопожарная защита и промышленные системы водяного охлаждения.
Фитинги для трубопроводных систем с резьбой:Преимущества
1.Производительность установки умеренно высока, а требования к специальным навыкам установки невысоки.
2. Герметичность утечки хорошая для установок с низким давлением и низкой температурой, где не наблюдается вибрации.
Недостатки
1. Резкие перепады температуры могут привести к утечкам из-за разницы в тепловом расширении трубы и фитингов.
2. Вибрация может привести к усталостному разрушению резьбовых соединений труб из-за эффектов усиления высоких напряжений, вызванных острыми зазубринами в основании резьбы.
3. В трубопроводных системах следует по возможности избегать резьбовых соединений. Их уязвимость к усталостным повреждениям значительна, особенно там, где они подвергаются
Резьбаподвержена коррозии.
Как им пользоваться?
Фитинги из кованых стальных труб могут быть идеальными для множества различных областей применения. К ним относятся нефтяная, бензиновая, гидравлическое оборудование, удобрения, химическая и другие отрасли. Из-за герметичных соединений, создаваемых фитингами из кованой стали, кованые трубные фитинги идеально подходят для передачи этих потенциально вредных материалов.Когда дело доходит до масел или химикатов, утечка любого типа в вашем соединении может быть очень опасной. Арматура из кованой стали гарантирует, что ни пары, ни химические вещества, ни масло не будут вытекать из трубного соединения.
Наряду с герметичными соединениями создается впечатление, что арматура из кованой стали была разработана специально для приложений, где требуется перенос агрессивных химикатов. Это связано с тем, что кованые фитинги из углеродистой стали имеют специальное покрытие, которое защищает фитинги от щелочных или кислотных материалов.Коррозия во время переноса химикатов может быть опасной не только из-за того, что корродированная труба со временем протечет или, что еще хуже, сломается, но и потому, что при возникновении коррозии химические вещества внутри материала трубы (часто цинка) выделяются. В зависимости от химического вещества, передаваемого через трубопроводное соединение, это может быть очень вредным и даже вызывать нежелательные химические реакции, такие как взрывы. Арматура из кованой стали – лучший вариант при транспортировке нефти, газа или химикатов.
Hebei Haihao производит высококачественные трубные фитинги и фитинги из кованой стали в соответствии с различными стандартами, доступные во всех классах и марках материалов для различных областей применения. Наша фабрика имеет полные линии ковки и современного оборудования. Наши постоянные инвестиции в технологии помогают поддерживать единообразие продукции, не имеющей аналогов в отрасли. Современные обрабатывающие центры уменьшили разнообразие продукции и повысили удобство обслуживания. Опираясь на самую полную линейку продуктов в отрасли и обширный инвентарь, который делает все наши продукты легкодоступными, компания haihao имеет достаточный опыт в энергетической, нефтяной, химической, морской и строительной отраслях по всему миру.
Как изготавливаются кованые фитинги для труб?
Трубная арматура – это водопроводный материал, поддерживающий течение потока при регулировке, такой как отводы, тройники. Изменяет размер трубок, например переходников, тройников. Связывайте различные компоненты, такие как муфты, и нарушайте потоки, такие как колпачки. В трубопроводе используются различные формы трубопроводной арматуры. Колено, Шляпа, Редуктор, Соединение, Соединение, Скоба, Воротник, Ниппель обжима, Труба, Щетка, Удлинительный шарнир, Соединители, Olet (Weldolet, Sockolet, Elbowlet, Thredolet, Nipolet, Letrolet, Swepolet), Конденсатоотводчик, Защелка с широким радиусом, Фланцы и замок.Обычная фурнитура бывает кованой или литой. Арматура изготавливается только из бесшовных труб. На станке изготавливается сварная арматура большого диаметра.
Кованые фитинги для труб (сварные внахлест и резьбовые соединения) созданы в соответствии со стандартами ASME (Американское общество инженеров-механиков) B16.11, MSS SP-79 \ 83 \ 95 \ 97, которое BS3799, и используются для соединения труб и трубопроводы по условным проходам. Фитинги из кованого железа доступны как фитинги для сварных труб с раструбом или как резьбовые фитинги.Кованые фитинги изготавливаются из сплава A105 (углеродистой стали), никеля или нержавеющей стали. Такие фитинги прочнее и толще и предназначены для тяжелого промышленного использования. Фитинги из кованого железа доступны в группах давления 2000 #, 3000 #, 6000 # и 9000 #.
Процессы производства кованых фитингов
Существует множество процессов производства фитингов для труб, которые используются для изготовления колен, тройников, переходников и других фитингов для труб. Фитинги изготавливаются с наполнителем из гладких труб и сварной стали (трубы ERW и EFW не могут использоваться для сборных фитингов).Изготавливаются пластинчатые фитинги большого диаметра.
Некоторые из различных процессов, которые используются при производстве арматуры для кованых труб:
-Монака или метод двойного сварного шва
-Гидравлический метод выпуклости – холодная штамповка
– Метод горячего формования или экструзии
– Метод глубокой вытяжки крышек
– Метод зажигания для заглушек
Метод горячего формования или экструзии
Горячая экструзия – это метод, при котором кованые детали изготавливаются путем продавливания горячей заготовки через отверстие формованной матрицы.Этот пост посвящен горячей экструзии, как без смазки, так и без смазки. Две формы горячей экструзии без смазки – это прямая или открытая экструзия и обратная или непрямая экструзия. Здесь нужна смазка. В обоих экструзиях при более низких температурах эта смазка должна достигаться с помощью стеклянного порошка, в случае экструзий при более высоких температурах и графита или бензина. В то время как горячие экструдированные материалы широко используются, существует несколько недостатков, связанных с горячей экструзией, а именно: стоимость и ремонт экструзионных машин.
Монака или метод двойного сварного шва
Одна из техник, часто используемых для изготовления локтей из плитки. После симметричного разрезания двух кусочков плиток из сырого материала каждая пара складывается и сваривается, напоминая нам о японском деликатесе «Монака». Этот подход распространяется на различные ткани, а также может быть распространен на большие объекты диаметром более 1 метра. Чтобы соответствовать различным глобальным требованиям, он имеет в эксплуатации два шва и современное сварочное оборудование.
Гидравлический метод выпуклости – холодная штамповка
Гидроформовочная труба использует внутреннее давление и осевую подачу, чтобы превратить трубу в идеальный тип.Метод конечных элементов можно использовать для прогнозирования результатов операции. Одним из наиболее важных параметров при исследовании методом конечных элементов гидроформовки труб являются свойства материалов труб. Испытание на растяжение и испытание на гидравлическую выпуклость – это два способа определения свойств трубчатого вещества. Чтобы исследовать процесс конечных элементов для гидроформовки труб в состоянии, близком к реальному гидроформованию труб, необходимо рассчитать свойства содержимого трубы с помощью гидравлической проверки выпуклости
.Метод глубокой вытяжки крышек
Некоторые из самых популярных методов изготовления крышек, при которых пластина вырезается по кругу и формируется глубокой вытяжкой.Глубокая вытяжка – это метод превращения заготовок из листового металла в круглые или неправильные формы, длина которых превышает половину их диаметра. Глубокая вытяжка включает в себя оборачивание заготовки металла вокруг трубы, а затем пропускание ее через матрицу, называемую резаком для формования.
Пресс для волочения может использоваться для формования листового металла в различные формы, а окончательная конструкция зависит от того, куда помещаются заготовки.