Прижимы для фрезерного станка
От корректности и надёжности зажима заготовки на рабочем столе фрезерного станка с ЧПУ во многом зависит качество её обработки.
Не во всех случаях для этого возможно использовать тиски — зачастую требуются специальные крепёжные аксессуары. К примеру, когда необходимо произвести сверление или растачивание запчастей из металла. В этой ситуации, как правило, используются прижимные планки с дополнительными опорными элементами: винтовым упором либо подкладкой.
Виды прижимов для фрезерного станка
Современный рынок станочной оснастки изобилует различного рода прижимами. Однако среди них можно выделить универсальный набор элементов, подходящих для использования на фрезерах всех марок и типов. К ним относятся:
- ступенчатые основы для прихватов;
- винтовые подпорки;
- угольники;
- винтовые распорки;
- перемещающиеся вилкообразные прихваты;
- универсальные прихваты изогнутой формы;
- перемещающиеся ступенчатые прихваты;
- прихваты корытообразной формы;
- плиточные упоры.


Наш каталог прижимов для фрезеров
В интернет-магазине «Форсайн» представлен широкий выбор прижимов для фиксации заготовок в рабочей зоне фрезерного станка:
1) Крепёжный набор из 52 элементов
Обеспечивает сверхнадёжное крепление заготовок любой формы на поверхности рабочего стола фрезера, сверлильной машины и прочих агрегатов. С помощью такого набора инструментов можно зафиксировать сложные конструкции, не поддающиеся захвату станочными тисками.
В предлагаемом нами комплекте вы найдёте следующие приспособления для крепежа заготовок: резьбовые шпильки, клиновые опоры, прижимы с Т-образными пазами различных диаметров (от 10 до 24 мм), сухари, короткие и длинные гайки, рифлёные плоские прихваты. Все элементы изготовлены из коррозионностойкой оксидированной стали. Набор поставляется в удобном настенном пластиковом ящике.
2) Наборы параллельных плит
Представленные в нашем каталоге металлические прижимные пластины предназначены для сверхточной фиксации заготовок на рабочих столах фрезерных, сверлильных, токарных и гравировальных станков.
Плиты попарно устанавливаются по обеим сторонам обрабатываемых деталей.
3) Наборы угольников
Данный тип прижимов для фрезерного станка применяется для микрометрически точной настройки угла наклона обрабатываемого изделия.
По вопросам приобретения обращайтесь по телефону: 8(495)215-11-15.
как сделать зажимы своими руками
Фрезерные станки являются незаменимым оборудованием при механической обработке деталей. Они позволяют выполнять следующие операции: отрезка заготовок, растачивание, сверление, фрезерование плоских поверхностей, уступов, пазов, криволинейных и винтовых поверхностей, а также резьбы.
Выполняя все перечисленные задачи, необходимо закрепить заготовку на станке. Для этого применяют универсальные станочную оснастку.
Назначение
Рациональное использование станочной оснастки позволяет облегчить работу фрезеровщика, сократить вспомогательное время на обработку заготовок, обеспечивает надежное закрепление заготовок и повышает точность заготовки, позволяет проводить одномоментную обработку сразу нескольких заготовок, что положительно влияет на увеличение нормы выработки. Одним из таких приспособлений является прижим.
Одним из таких приспособлений является прижим.
Прижимами для фрезерного станка называют специальные приспособления, которые используются для базирования (неподвижного крепления) обрабатываемых заготовок на станке. Они повышают производительность труда и позволяют производить обработку без предварительной разметки и выверки. На столе фрезерного станка есть т-образные пазы, служащие для установки в них винтов прижимов.
Важно!
Винты предупреждают прокручивание, что делает соединение надежным.
Зажимы на фрезерном станке должны обеспечивать скорость и жесткость зажима обрабатываемой заготовки, а также должны иметь высокую прочность, иначе обрабатываемая заготовка может вылететь со стола и навредить фрезеровщику или повредить оборудование.
Виды зажимов для металлообрабатывающих станков
Стоит выделить, что для того, чтобы получить высокую степень обработки заготовок по металлу и высший уровень производительности зажимы классифицируют с ориентиром на высокий уровень требований.
Особенное внимание уделяют следующим параметрам: точность и жесткость. При базировании одной заготовки, агрегат позволяет при необходимости произвести точную настройку, которая связана с большим количеством переходов и нюансами обработки разных типов поверхностей.
Для этого нужно, чтобы наборы прижимов и их элементы установочного типа не мешали продвижению режущей кромки ко всей обрабатываемой поверхности. При этом обрабатываемые заготовки для станков должны иметь поверхности, которые обеспечивают:
- точность расположения;
- надежность крепления;
- удобство расположения мест для расположения зажимов.
Справка! Если отсутствуют надежные установочные зажимные наборы и базы для мест крепления, то можно использовать бобышки и отверстия.
Универсальный безподкладочный
Представляет собой планку, которая, собственно, и прижимает заготовку. Прижим происходит через винтовую опору. В качестве опоры может использоваться винтовой упор или подкладка. Прижим состоит из т-образного болта, планки, стойки и фиксирующей шайбы.
Прижим состоит из т-образного болта, планки, стойки и фиксирующей шайбы.
С-образный
В данном прижиме нет подкладки, но есть шарнирный механизм, с помощью которого можно регулировать нужный вылет. На шарнире имеется гайка, на которую устанавливается специальное кольцо. При необходимости кольцо можно снять, установить гайку на нужную высоту, надеть кольцо обратно. Гайка будет накручиваться по резьбе и закрепит конструкцию.
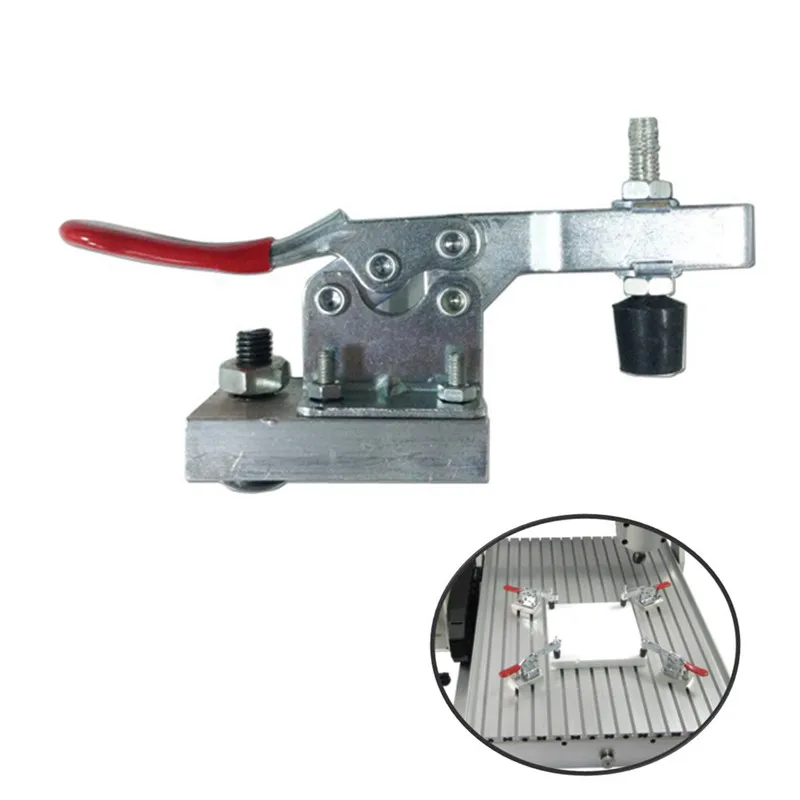
Быстродействующий
Данный прижим состоит из стойки, зубчатой пластины, пружины и корпуса прижима. Сверху прижима находится пружина, далее зубчатая пластина с рукояткой. Данный механизм зажимает корпус прижима, что позволяет ему двигаться по всей высоте.
Гребенчатый прижимной механизм
Имеет несколько зубьев точной формы, что позволяет плотно зажимать заготовку. Зубцы находятся под маленьким углом, что позволяет получить равномерное давление на заготовку.
Использование струбцины
Струбцина — это вспомогательная оснастка, которая состоит из зажимного устройства и штифта.
Типы струбцин:
- f-образные — для заготовок с большими габаритами;
- g-образные — самые распространённые струбцины, используются для прижима заготовок маленьких размеров;
- трубные — используются для создания большого давления на деталь;
- угловые — соединяют детали под углом.
Какой лучше выбрать?
Выбор прижимов для станка по дереву и по металлу имеет свои особенности.
По дереву
Как правило, прижимы для фрезерных станков по дереву имеют упрощенную конструкцию. Выбирать их следует исходя из того, чтобы ни прижимы, ни их элементы не перекрывали доступ к обрабатываемой заготовке.
По металлу
Выбор прижима зависит:
- от габаритов обрабатываемой заготовки;
- от хода прижима;
- от материала, из которого он изготовлен;
- от механизма прижима.
Прижимы из пластика недолговечны при работе с металлическими заготовками.
Как изготовить своими руками?
Прижимы, изготовленные своими руками, должны удовлетворять следующим критериям:
- плавный ход прижима;
- прижимная планка должна иметь большие размеры, чтобы создавать необходимое давление на заготовку;
- удовлетворять всем требованиям безопасности;
- не должны повреждать заготовку.
Есть два способа изготовления прижимов самостоятельно:
- Достать из стиральной машины валы, которые работают на отжим. Сделать раму с направляющими штифтами, соединить их п-образным профилем, на котором закрепить валы и зажать их регулировочной планкой.
- С двух сторон станины установить по рейке. На ходовой вал установить два подшипника. Зажим будет регулироваться пружиной, которая свободно ходит.
После установки прижима, изготовленного своими руками, не должны ухудшиться эксплуатационные характеристики станка. Фрезерные станки широко применяются на производствах при обработке как металлических заготовок, так и при обработке дерева.
Прижимы для фрезерного станка
СодержаниеВо всех используемых фрезерных станках по металлу, которые также могут осуществлять сверление и расточку применяются специальные приспособления – прижимы.
Большинство фрезерных станков по дереву, изготовленных своими руками имеют такие прижимные устройства.
Прижимы для фрезерного станка
Основные требования, которые выдвигаются к конструкции фрезерных прижимов для станков по дереву, заключены в реализации возможностей приспособления, которые связанны с быстрой регулировкой по высоте, компактностью и удобством при эксплуатации своими руками.
Читайте также: виды и различия сменных цанг для фрезера по металлу.
Актуальность применения прижимов
В большинстве случаев, в наборы для фрезерного станка по дереву применяют зажимные устройства с достаточно упрощенной конструкцией.
Стоит отметить, что для того, чтобы добиться высочайшей степени обработки по металлу и уровня соответствующего уровня производительности зажимные приспособления подвергаются классификации с ориентировкой на высокий уровень требований.
Особое внимание уделяется таким параметрам приспособления, как точность и жесткость. При установке одной заготовки на фрезере по дереву, агрегат позволяет при необходимости
Для этого нужно, чтобы наборы прижимов для фрезеров по дереву и граничащие с ними элементы установочного типа не мешали придвижению режущей кромки ко всей обрабатываемой поверхности. При этом заготовки для станков должны обладать поверхностями, которые обеспечивают:
- точность расположения;
- надежность крепления;
- удобство расположения мест для расположения зажимов.
Прижимы помогают точно расположить деталь в станке
- Если будут отсутствовать надежные установочные зажимные наборы и базы для мест крепления, то можно использовать бобышки и отверстия.
При этом зажимные наборы являются наиболее надежными элементами, способствующими эффективной работе фрезерного станка по дереву, который может быть изготовлен своими руками.
При осуществлении перемещения инструмента и находящейся в нем заготовки на станке, оснащенном ЧПУ, корректность работы механизма в достаточно большой степени зависит от того, какой при этом используется зажим.
Эти приспособления способствуют перемещению детали по системе координат с ориентировкой на заданную программу ЧПУ.
Правильная установка заготовки своими руками на поверхности рабочего стола станка по дереву также напрямую зависит от того, какой применяется зажим. Для того чтобы зажимные приспособления крепко удерживались на агрегате, фрезер по дереву оснащен специальными поперечными пазами или одним центральным отверстием.
На тех рабочих столах, которые оснащены пазами поперечного типа зажимные приспособления, изготовленные своими руками, фиксируются с помощью трех призматических или закругленных шпонок. Те столы, которые оснащены отверстиями, обеспечивают крепление зажимов посредством штырей.
Столы станков, сделанных своими руками и не имеющих в своей конструкции представленных элементов, оснащаются специальными переходными плитами. Они оборудованы пазами и координатными отверстиями.
Читайте также: «Как работают координатно-сверлильные станки с ЧПУ?».
к меню ↑
Виды зажимных устройств
Все современные фрезерные станки совместимы с представленными разновидностями зажимных устройств. Они представлены в виде:
- ступенчатых опор для прихватов;
- винтовых подпорок;
- угольников;
- распорок винтовых;
- передвижных вилкообразных прихватов;
- изогнутых универсальных прихватов;
- передвижных ступенчатых прихватов;
- корытообразных прихватов;
- плиточных упоров.

к меню ↑
Прижим универсальный безподкладочный
В той ситуации, если деталь прикрепляется на поверхности стола металлообрабатывающего станка, в большинстве случаев актуально применение прижимных планок.
Но использование одной лишь прижимной планки для осуществления полного закрепления недостаточно. В таких случаях используется дополнительная опора, представленная в виде винтового упора или подкладки. Такой прижим способен обеспечить быстроту и надежность закрепления детали, подвергающейся обработке на столе фрезерного станка.
Фиксирование детали на станке с помощью прижимов
- Конструкция прижимной планки состоит из Т-образного болта и стоек сменного типа, которые снабжены кольцевыми канавками и прочными зажимными узлами. Сам узел зажима содержит в себе пять деталей, которые имеют вид:
- силового болта;
- фиксирующей шайбы;
- планки плавающего прижима;
- стойки.
Особенность представленной конструкции выражена в том, что прижимная планка является разборной. В ее наборы входит корпус, пластина, которая находится на оси и зажимной винт. Прижимная планка при содействии специальной шайбы связывается со стойкой, которая имеет цилиндрические пазы.
В ее наборы входит корпус, пластина, которая находится на оси и зажимной винт. Прижимная планка при содействии специальной шайбы связывается со стойкой, которая имеет цилиндрические пазы.
Стойка крепится при помощи винта и гайки на поверхности приспособления Т-образного сухаря. Когда прижим полностью собран он подвергается установке на поверхность металлорежущего станка, после чего осуществляется его подводка к детали.
Далее винт упирается в пластину, в результате чего корпус разворачивается по своей оси. Деталь закрепляется.
Читайте также: что такое широкоуниверсальный фрезерный станок?
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>
к меню ↑
С-образный
Режим С-образного типа не требует применения вместе с ним подкладки. Исходя из того, что корпус имеет своеобразную форму, шарнирное соединение зажимного болта Т-образной формы при содействии оси обеспечивает закрепление прижимов на нужной высоте.
Самодельный фрезерный станок с гребенчатыми прижимами
- Это происходит в процессе изменения градуса углового расположения. Для того чтобы установить прижимной болт его погружают в паз стола, имеющий Т-образную форму. После этого нужно развернуть корпус таким образом, чтобы каленая вставка плотно улеглась на наружную поверхность обрабатываемой детали.
Посредством вращения гайки производится надежное закрепление детали. Все вставки и приспособления изготавливаются с применением высококачественной стали, и эти наборы проходят несколько этапов предварительной термической обработки.
Такой прижим отличается удобством работы и общей степенью надежности. При его использовании значительно сокращаются временные затраты, связанные с установкой и снятием обрабатываемой детали.
Для того чтобы существенно сократить время, требующееся для переналадки, зажимная гайка имеет вид разрезной и делится на две равных половины. Между ними устанавливается специальная пружина. На гайку сверху надевается кольцо. Когда оно опускается, половинки гайки смыкаются и с помощью резьбы примыкают к Т-образному болту.
На гайку сверху надевается кольцо. Когда оно опускается, половинки гайки смыкаются и с помощью резьбы примыкают к Т-образному болту.
Когда гайка подвергается вращению, она начинает перемещаться по стволу болта и с помощью двуплечей планки приводит к закреплению детали.
Прижимы для настольных фрезерных станков
- Для того чтобы перенастроить зажим нужно всего лишь поднять кольцо. В процессе произойдет размыкание половинок гаек, и они выйдут из сцепления с болтовой резьбой. Теперь гайку можно будет расположить на любой высоте.
- Быстродействующий прижим
Эта разновидность прижима также предназначена для того, чтобы производить закрепление деталей на рабочем столе металлорежущего станка. Конструкция этого устройства базируется на пружинно-рычажном зубчатом механизме.
В наборы входит пружина, зубчатая рейка, расположенная в отверстии стойки, зубчатый сектор, вращающийся на оси и корпус прижима. Пружина располагается в самой верхней части корпуса прямо над рейкой зубчатого типа и прикрывается гайкой.
Зубчатый сектор снабжен прикрепленной рукояткой и в процессе работы может быть выведен из сцепления с помощью рейки. Находясь в таком положении, корпус зажима может при необходимости перемещаться вдоль всей длины стойки.
Это делает возможным ее настройку с ориентировкой на высоту детали. Для этого следует провернуть рычаг по часовой стрелке.
Фиксация детали прижимом
- В процессе зубчатый сектор сцепится с рейкой, и при сжатии пружины будет способствовать ее поднятию. В ходе выполнения этих действий, под воздействием силы разжимающейся пружины, корпус произведет зажатие стойки.
Находясь в нерабочем положении, стойка не может двигаться из-за того, что на нее воздействует Т-образная головка и фланец.
Рычаг нужно поворачивать до тех пор, пока он не подвергнется закреплению с помощью фиксатора. В процессе подпружиненная рейка провернет рычаг в направлении против часовой стрелки и расклинится с сектором.
Когда это произойдет, корпус можно будет поднять, а деталь снять с рабочего стола. Пи этом параметр максимальной высоты зажимной детали должен составлять 120 миллиметров, а предельный показатель диаметра сверления – 25 миллиметров.
Пи этом параметр максимальной высоты зажимной детали должен составлять 120 миллиметров, а предельный показатель диаметра сверления – 25 миллиметров.
При использовании такого прижима значительно сократится время, уходящее на закрепление и последующую обработку детали.
к меню ↑
Струбцина для закрепления заготовок листового типа
Для того чтобы в процессе работы стружка эффективно удалялась и можно было беспрепятственно наблюдать за выходом режущей кромки инструмента, все листовые заготовки подвергаются установке с учетом расстояния, равного 25 миллиметрам от крайней поверхности фрезерного стола.
Это производится при содействии подкладок, обладающих одинаковым значением высоты. Представленные наборы в своем составе содержат как зажим, так и подставку.
Прижим для столешницы станка
- Корпус струбцины имеет цилиндрическую форму и выполнен с ориентировкой на форму стакана. Внутри корпуса помещается прижим и болт Т-образного типа. Снизу прижим подвергается воздействию пружины, которая при необходимости способна удерживать его в крайнем верхнем положении.

Корпус и стакан снабжены боковыми пазами, которые нужны для фиксации заготовки. Одна плоскость корпуса выполняет функцию опорной базы, а вторая – прижимает полученное крепление в тот момент, когда завинчивается гайка.
Когда происходит закрепление детали, корпус фиксируется на поверхности рабочего стола металлорежущего станка.
При повороте прижим продолжает удерживать винт прижимного типа, который установлен в корпусе. Струбцина способствует надежному закреплению заготовки с параметром толщины от 1 до 30 миллиметров.
При осуществлении деталей обладающих сложной и криволинейной формой в рамках мелкосерийного и экспериментального производства, закрепление деталей может быть выполнено с помощью комплекта кулачков.
В каждом комплекте находится пять монолитных зажимов. Каждый из зажимов имеет по две базовых поверхности. Установка зажимов производится на рабочий стол станка или на плиту, оснащенную Т-образными пазами. Крепление проводится при участии сухаря и болтов.
Крепление проводится при участии сухаря и болтов.
к меню ↑
Как своими руками сделать прижим для фрезерного станка? (видео)
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
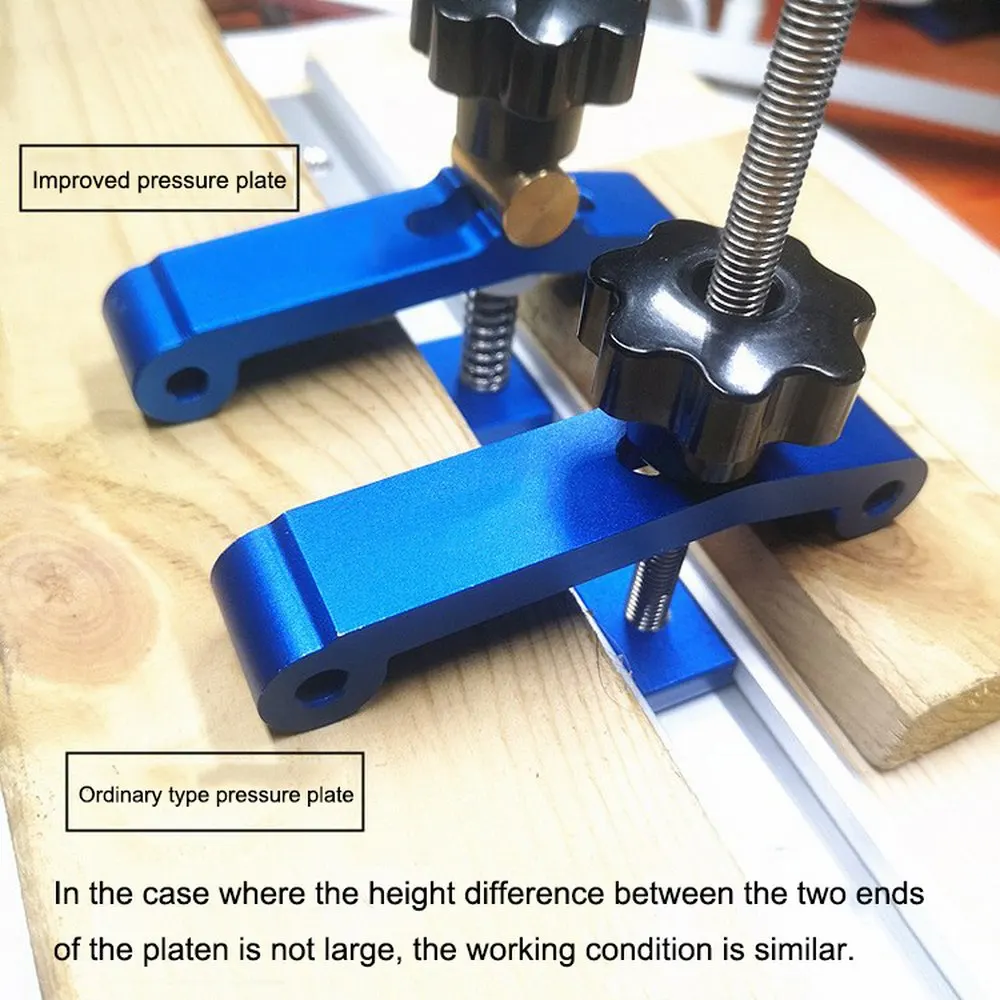
Прижим для фрезерного станка, усилие 10000Н
Прижимы для фрезерного станка состоят из двух частей: прижимного элемента с выдвигающимися прижимными пальцами и упора.
Принцип работы:
Заготовка точно и жестко фиксируется между прижимным элементом и упорами, каждый из которых имеет два боковых прижимных пальца из пружинной стали и один жесткий прижимной палец. Боковые пальцы имеют чуть большую длину, чем жесткий средний прижимной палец.
Сам процесс прижима можно разделить на три этапа:
- контакт заготовки с боковыми прижимными пальцами.
- сгибание боковых прижимных пальцев и, как следствие, прижатие фиксируемой заготовки к плоскости рабочего стола.
- точная и крепкая фиксация заготовки при ее контакте с жестким средним прижимным пальцем.

Комплектация:
Стандартная компоновка системы прижимов для фрезерного станка (10000Н) состоит из:
- алюминиевого корпуса, который служит направляющей для прижимного элемента, в комплекте с фиксационным винтом и нажимным винтом;
- одного стандартного прижимного элемента, который под воздействием нажимного винта перемещается внутри корпуса и давит на заготовку;
- одного стандартного упора, который служит для ограничения смещения заготовки, на которую оказывает давление прижимной элемент. Для лучшей и более точной фиксации, упор также снабжен двумя гибкими и одним жестким прижимными пальцами;
- затяжного ключа для вращения нажимного винта и фиксационных винтов. Позволяет произвести фиксацию заготовки за 1 секунду путем ¼ оборота(см. описание ниже).
 Позволяет произвести фиксацию заготовки за 1 секунду путем ¼ оборота(см. описание ниже).
Позволяет произвести фиксацию заготовки за 1 секунду путем ¼ оборота(см. описание ниже).Дополнительно система прижимов для фрезерного станка может быть скомпонована индивидуально из следующих элементов:
- прижимными элементами с различной высотой прижимных пальцев для адаптации под заготовки различной высоты
- упоров с различной высотой прижимных пальцев для адаптации под заготовки различной высоты
- Т-гаек для пазов
Технический каталог для скачивания: Прижимы для фрезерных станков 10000Н.pdf
| |||||
| |||||


Клиновые прижимы и прихваты по цене от производителя
Для механической обработки детали, устанавливаемой на стол станка, необходимым условием достижения заданной точности обработки является ее точное позиционирование и надежное закрепление. Для выполнения этой задачи предназначены различные устройства и приспособления, такие как, например, прижимы и прихваты клинового типа размещаемые на рабочей поверхности стола с использованием его т-образных пазов.
Для выполнения этой задачи предназначены различные устройства и приспособления, такие как, например, прижимы и прихваты клинового типа размещаемые на рабочей поверхности стола с использованием его т-образных пазов.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Везде, где при обработке деталь размещают на рабочем столе, применяют зажимные устройства для ее закрепления. Например, прижимы для фрезерного станка удерживают заготовку от возникающих при резании продольных, поперечных усилий и вращающих моментов, стремящихся изменить ее положение. В качестве фиксирующих устройств широко применяются клиновые прижимы и прихваты.
УСТРОЙСТВО
Можно выделить две основных схемы закрепления заготовки на столе станка:
- вертикальным прижимающим усилием,
- горизонтальным прижимом.
В первом случае к детали в нескольких точках прикладывается вертикальная сила. Возникающие в результате давления силы трения препятствуют сдвигу заготовки по поверхности стола. В качестве устройства для закрепления такого типа широко используется клиновой прижим ступенчатого типа.
В такой конструкции прижимающие усилие создается горизонтальным прихватом, представляющим из себя двух-опорную балку, один конец которой опирается на деталь, а другой – на опору, высоту которой можно регулировать, изменяя положение составляющих ее двух треугольных колодок с нанесенным на их наклонные грани ступенчатым рифлением. В средней части прихвата делается прорезь, через которую пропускается стержень болта, головка которого имеет профиль, повторяющий конфигурацию паза стола. При закручивании гайки прихват одним концом опирается на опору, а другим зажимает деталь. Такой прихват называют плоским.
Если опорный конец прихвата делается наклонным со ступенчатым рифлением, аналогичным рифлению колодок, то его можно опирать непосредственно на клиновую ступенчатую грань одной из них. В таком случае прихват называется ступенчатым.
В случае горизонтальной фиксации деталь зажимается по двум противоположным вертикальным граням между клиновыми зажимами, создающими горизонтальное усилие. Силы трения возникают между плоскостями заготовки и зажимными губками, крепящимися болтами к столу станка. Такая схема аналогична зажиму детали в тисках, но с дополнительным базированием по плоскости стола.
Силы трения возникают между плоскостями заготовки и зажимными губками, крепящимися болтами к столу станка. Такая схема аналогична зажиму детали в тисках, но с дополнительным базированием по плоскости стола.
ПРЕИМУЩЕСТВА
Получившие наибольшее распространение ступенчатые клиновые прижимы хороши тем, что позволяют закреплять на столе деталь сложной конфигурации. Для приложения усилия прижима необходимо иметь лишь несколько горизонтальных площадок под прихваты. При этом высота этих площадок относительно поверхности стола может быть различна. Конструкция такого прижима позволяет изменять положение прихвата в широких пределах.
Прижимные устройства клинового типа просты, универсальны и подходят для станков любого типа.
Вы можете купить в любом городе, адреса которых представлены:
и прочие регионы России.
Цена зависит от дополнительной комплектации, расстояния доставки, необходимости пусконаладочных работ и др.
Гребенчатый прижим (гребенка) True-flex Kreg PRS3010
Применение
Прижим пластиковый для фрезерных столов, циркулярных и ленточных пил.
-
Каждый зуб гребенчатого прижима True-FLEX имеет строго выверенную форму для обеспечения плотного и оптимального поджима на протяжении долгих лет использования.
-
Прижим изготавливается из чрезвычайно прочного пластикового композита и оснащен уникальной системой фиксации, которая позволяет использовать прижим с различным оборудованием без каких-либо дополнительных приспособлений.
-
На направляющей любого вида циркулярной пилы или фрезерного стола система фиксации гребенчатого прижима True-FLEX обеспечит уверенную работу.
Преимущества
-
Форма зубьев обеспечивает оптимальное прижимное усилие.
-
Вертикальное и горизонтальное расположение демонстрирует совместимость системы крепления с П-образной и Т-образной направляющими.
-
Уникальная система фиксации позволяет использовать гребенчатый прижим на различном оборудовании таком, как: циркулярная пила, фрезерный стол, ленточная пила и др.

Комплект поставки
Один прижим.
В комплекте поставляется фиксирующий крепеж (винты для крепления), который позволяет работать на П- и Т-образных направляющих.
Производство Kreg Tool Company (США).
Kreg (Крег) – производитель качественного инновационного ручного инструмента в сегменте DIY для зажима, резки, измерения, обработки и сборки изделий из дерева. Приспособления Kreg помогают мастерам и плотникам выполнять проекты быстрее и с большей уверенностью чем когда-либо прежде!
Рекомендация “Арсенал Мастера”
Рекомедуем к покупке, доставим в любой город России.
Акции! Выгодно купить в комплектах:
Отзывы о Гребенчатый прижим (гребенка) True-flex Kreg PRS3010
Наборы зажимов
Наборы зажимов В наличии 58 шт. Комплект зажима для Т-образных пазов 7/16 “(T26485)
72,95 долл. США
В наличии
58-шт. Комплект зажима для Т-образных пазов 5/8 “(G1076)
78 долларов.95
В наличии
Гайки с Т-образным пазом, уп. 4, 5/8 “паз, 1/2” – 13 (G9515)
8,75 долл. США
В наличии
58 шт. Комплект зажима для Т-образных пазов 1/2 “(G1075)
72,95 долл. США
В наличии
Гайки с Т-образным пазом, уп.из 4, паз 7/16 “, 3/8” – 16 (G9511)
7,75 долл. США
В наличии
58 шт.
Комплект зажима для Т-образных пазов 7/16 “(T26485)
72,95 долл. США
В наличии
58-шт. Комплект зажима для Т-образных пазов 5/8 “(G1076)
78 долларов.95
В наличии
Гайки с Т-образным пазом, уп. 4, 5/8 “паз, 1/2” – 13 (G9515)
8,75 долл. США
В наличии
58 шт. Комплект зажима для Т-образных пазов 1/2 “(G1075)
72,95 долл. США
В наличии
Гайки с Т-образным пазом, уп.из 4, паз 7/16 “, 3/8” – 16 (G9511)
7,75 долл. США
В наличии
58 шт. Зажимной комплект 5/16 “-18, 3/8” Т-образный паз (T25250)
72,95 долл. США
В наличии
Гайки с Т-образным пазом, уп. из 4, прорезь 9/16 “, 1/2” – 13 (G9514)
8 долларов.75
В наличии
Гайки с Т-образным пазом, уп. из 4, паз 3/8 “, 5/16” – 18 (G9510)
6,75 долл. США
В наличии
Гайки с Т-образным пазом, уп. из 4, 1/2 “паза, 3/8” – 16 (G9512)
8,75 долл. США
В наличии
Гайки с Т-образным пазом, уп.из 4, паз 11/16 “, 1/2” – 13 (G9516)
8,75 долл. США
В наличии
Гайка с фланцем, уп.
Зажимной комплект 5/16 “-18, 3/8” Т-образный паз (T25250)
72,95 долл. США
В наличии
Гайки с Т-образным пазом, уп. из 4, прорезь 9/16 “, 1/2” – 13 (G9514)
8 долларов.75
В наличии
Гайки с Т-образным пазом, уп. из 4, паз 3/8 “, 5/16” – 18 (G9510)
6,75 долл. США
В наличии
Гайки с Т-образным пазом, уп. из 4, 1/2 “паза, 3/8” – 16 (G9512)
8,75 долл. США
В наличии
Гайки с Т-образным пазом, уп.из 4, паз 11/16 “, 1/2” – 13 (G9516)
8,75 долл. США
В наличии
Гайка с фланцем, уп.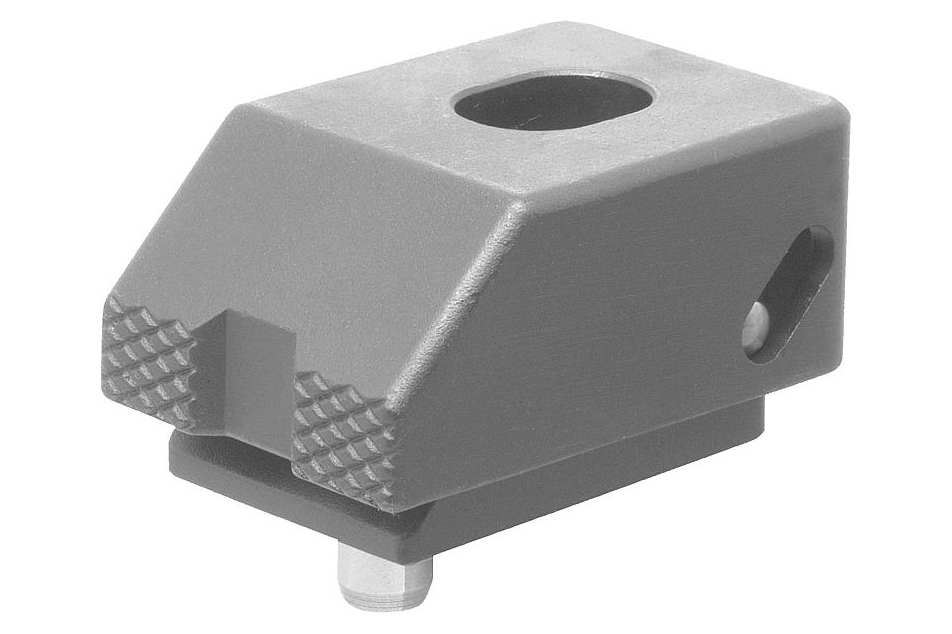 из 4, 3/8 “- 16 (G9521)
7,75 долл. США
В наличии
Пара ступенчатых зажимов – длина 2 дюйма, прорезь 3/8 дюйма (G9530)
8 долларов.75
В наличии
58 шт. Комплект зажима для Т-образных пазов 3/4 дюйма (T25209)
135,95 долл. США
В наличии
Пара ступенчатых блоков Deluxe – 4-3 / 8 “В x 1-1 / 32” Ш (G9528)
10,95 долл. США
В наличии
37 шт.Набор зажимов 3/8 “-16 (h4330)
37,75 долл. США
В наличии
Гайка с фланцем, уп.
из 4, 3/8 “- 16 (G9521)
7,75 долл. США
В наличии
Пара ступенчатых зажимов – длина 2 дюйма, прорезь 3/8 дюйма (G9530)
8 долларов.75
В наличии
58 шт. Комплект зажима для Т-образных пазов 3/4 дюйма (T25209)
135,95 долл. США
В наличии
Пара ступенчатых блоков Deluxe – 4-3 / 8 “В x 1-1 / 32” Ш (G9528)
10,95 долл. США
В наличии
37 шт.Набор зажимов 3/8 “-16 (h4330)
37,75 долл. США
В наличии
Гайка с фланцем, уп. из 4, 5/16 “- 18 (G9520)
7,75 долл. США
В наличии
Гайка с фланцем, уп. из 4, 1/2 “- 13 (G9522)
7 долларов.75
В наличии
Пара ступенчатых блоков Deluxe – 3-1 / 2 “В x 1” Ш (G9527)
9,95 долл. США
В наличии
38 шт. Набор зажимов 1/2 “-13 (h4331)
45,95 долл. США
В наличии
Пара ступенчатых зажимов – длина 6 дюймов, прорезь 3/8 дюйма (G9532)
15 долларов.25
В наличии
Гайки с Т-образным пазом, уп.
из 4, 5/16 “- 18 (G9520)
7,75 долл. США
В наличии
Гайка с фланцем, уп. из 4, 1/2 “- 13 (G9522)
7 долларов.75
В наличии
Пара ступенчатых блоков Deluxe – 3-1 / 2 “В x 1” Ш (G9527)
9,95 долл. США
В наличии
38 шт. Набор зажимов 1/2 “-13 (h4331)
45,95 долл. США
В наличии
Пара ступенчатых зажимов – длина 6 дюймов, прорезь 3/8 дюйма (G9532)
15 долларов.25
В наличии
Гайки с Т-образным пазом, уп. из 4, 13/16 “паз, 5/8” – 11 (G9519)
8,75 долл. США
В наличии
Пара ступенчатых зажимов – длина 4 дюйма, прорезь 3/8 дюйма (G9531)
11,95 долл. США
В наличии
Пара ступенчатых зажимов – длина 4 дюйма, прорезь 5/8 дюйма (G9572)
11 долларов.95
В наличии
Комплект зажимных гаек с Т-образными пазами (4 шт.) (T25211)
62,95 $
В наличии
Гайки с Т-образным пазом, уп. из 4, 11/16 “паз, 5/8” – 11 (G9517)
8,75 долл. США
из 4, 13/16 “паз, 5/8” – 11 (G9519)
8,75 долл. США
В наличии
Пара ступенчатых зажимов – длина 4 дюйма, прорезь 3/8 дюйма (G9531)
11,95 долл. США
В наличии
Пара ступенчатых зажимов – длина 4 дюйма, прорезь 5/8 дюйма (G9572)
11 долларов.95
В наличии
Комплект зажимных гаек с Т-образными пазами (4 шт.) (T25211)
62,95 $
В наличии
Гайки с Т-образным пазом, уп. из 4, 11/16 “паз, 5/8” – 11 (G9517)
8,75 долл. СШАПриспособления – зажимы и зажимы
Вернуться на главную
вернуться в рабочее место
Т-образные пазы
Во всех традиционных фрезерных станках используются Т-образные пазы по длине фрезерного стола для удержания заготовки или какого-либо устройства, которое используется для удержания заготовки. Одна альтернатива – отверстия с резьбой, в которые затем можно вставлять шпильки. Это может быть полезной альтернативой самодельным удерживающим устройствам, поскольку просверливание отверстий и нарезание резьбы по ним может быть проще, чем фрезерование Т-образных пазов.
Одна альтернатива – отверстия с резьбой, в которые затем можно вставлять шпильки. Это может быть полезной альтернативой самодельным удерживающим устройствам, поскольку просверливание отверстий и нарезание резьбы по ним может быть проще, чем фрезерование Т-образных пазов.
Т-образные пазы на фрезерном столе 729
На фотографии выше видно, что область, в которой находятся Т-образные пазы, замкнута, т.е. любая охлаждающая жидкость на столе задерживается и может быть выведена из сборного резервуара. В этом случае максимальная длина Т-образной гайки ограничена длиной пространства, показанного выше.На небольших фрезерных столах Т-образный паз простирается от одного края стола прямо до противоположного края.
Тройники и шпильки
Если фрезерный стол имеет Т-образные пазы, то традиционный метод удержания заготовок или устройств, которые могут удерживать заготовки, заключается в использовании Т-образных гаек. Они поместятся в Т-образный паз. В них будет отверстие с резьбой, в которое можно вставить шпильку или стержень с резьбой на обоих концах.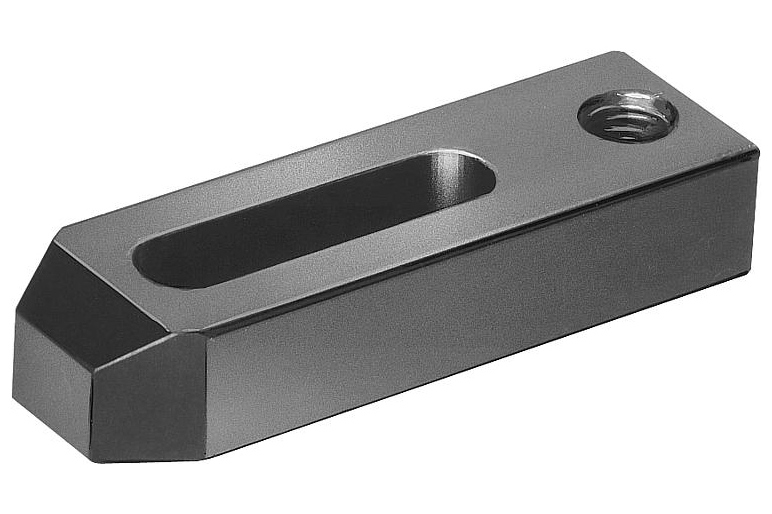
Тройник 217
Может использоваться для удержания зажима или прикручивания тисков к фрезерному столу.
Гайка должна быть достаточно большой, чтобы в полной мере использовать прочность металла, доступного для ее удержания, но она должна быть достаточно ослабленной, чтобы легко скользить по пазу – даже если на дне Т-образной формы имеется небольшое количество стружки. -слот. Для стола метровой длины гайка должна быть около 30 мм. Для стола длиной около 1/2 метра достаточно крепкой гайки длиной около 15 мм.
Часто резьба на нижней части Т-образной гайки умышленно портится, поэтому шипы не могут пройти до упора.
При покупке полного набора бит для зажима в него будут входить специально изготовленные шпильки различной длины. Но подойдут любые заклепки. Обычно используемые шпильки или шпильки должны быть самого большого диаметра из материала стандартного размера, подходящего для прорезей на фрезерном столе.
Где бы ни использовались Т-образная гайка и шпилька, на другом конце должны быть шайба и гайка.
Т-образная гайка может быть установлена только с конца Т-образного паза.Однако можно сделать Т-образную гайку в форме ромба. Дело в том, что в одну сторону; он имеет поперечное сечение, соответствующее Т-образному пазу. В противном случае он достаточно узкий, чтобы его можно было вставить в Т-образный паз.
Fig- ромбовидная Т-образная гайка
Ромбовидная Т-образная гайка не может быть затянута так же сильно, как обычная Т-образная гайка того же размера. Он не работает в круглых Т-образных пазах.
Т-образные гайкилегко изготовить. Шипы, метрические или дюймовые, можно очень дешево купить в большинстве магазинов DIY.Гайки и шайбы очень дешевы. Не иметь их под рукой – это ложная экономия.
В некоторых зажимных приспособлениях, которые обычно устанавливаются на фрезерный стол, могут быть прорези, которые слишком малы для установки самых больших болтов, подходящих к фрезерному столу. В этом случае либо пазы на устройстве могут быть фрезерованы для установки большего болта, либо могут использоваться специальные Т-образные гайки, которые подходят для фрезерного стола, но для которых требуются шпильки меньшего размера.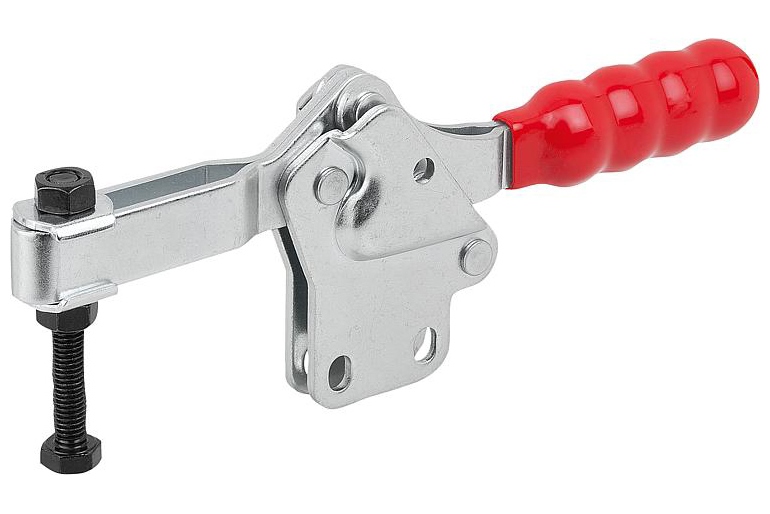
Например, блоки 1-2-3 могут иметь шпильки диаметром всего 10 мм, но было бы полезно иметь возможность зажимать их на фрезерном столе с пазами 12 мм.Что необходимо, так это Т-образные гайки для паза 12 мм, но с резьбой 10 мм.
Преимущество использования Т-образных гаек и шпилек
Основным преимуществом использования Т-образных гаек и шпилек является то, что требуется очень мало Т-гаек, а шпильки дешевы и могут быть легко изготовлены любой длины. Но это означает, что пользователь постоянно перерабатывает Т-образные гайки. Далее будет видно, что очень полезно иметь болты очень определенной длины для крепления некоторых устройств. Также на некоторых устройствах, таких как зажимы, можно сэкономить много времени, если в зажимах останется последний использованный болт.Для этого потребуется много Т-гаек.
Иногда полезно использовать отверстия в заготовке, чтобы закрепить ее на зажимном приспособлении. В то же время может потребоваться фрезерование отверстий в заготовке даже там, где может быть болт. Все это нужно делать, не перемещая заготовку. Одним из преимуществ использования Т-образных гаек и болтов является то, что ими можно зажимать заготовку в определенном месте во время фрезерования. Затем можно удалить болт, но оставив гайку внизу.Позже можно даже заменить болт, используя Т-образную гайку под заготовкой.
Все это нужно делать, не перемещая заготовку. Одним из преимуществ использования Т-образных гаек и болтов является то, что ими можно зажимать заготовку в определенном месте во время фрезерования. Затем можно удалить болт, но оставив гайку внизу.Позже можно даже заменить болт, используя Т-образную гайку под заготовкой.
Болты с кареткой – альтернатива Т-образным гайкам
В качестве альтернативы можно сделать комбинированную Т-образную гайку и шпильку, используя тренерский болт, головка которого повернута и отфрезерована, чтобы соответствовать пазу. Их также можно купить в других размерах, чтобы при необходимости они соответствовали Т-образным пазам любого другого размера.
Болт модифицированный 260
Головку сначала поворачивают так, чтобы глубина соответствовала пазу. Затем болт удерживается в блоке с резьбой, который можно затянуть, чтобы удерживать болт.
Приспособление для фиксации каретки при механической обработке 237
Этот кондуктор необходимо сделать на удивление тугим, чтобы болт не закруглялся во время фрезерования.
Используя это, стороны болта могут быть фрезерованы по ширине Т-образных пазов.
Также может быть целесообразно просто снять боковые поверхности квадратной части стержня, которая в некоторых местах может быть немного больше номинальной ширины болта.
Такие болты также доступны в продаже.
Зажимной болт 624
Без болтов с шестигранной головкой
Обычно нецелесообразно использовать болты с шестигранной головкой, потому что количество металла под краями паза слишком мало, и это может вызвать слишком большое напряжение на этих краях. Это может повредить край Т-образного паза, но может даже просто отломать часть Т-образного паза. Это предотвращает свободное скольжение чего-либо по пазу. Более того, в отличие от Т-образной гайки или модифицированного тренерского болта, ничто не мешает ему вращаться в пазу.
Даже там, где шестигранная головка подходит для Т-образного паза, длина головки короче, чем у Т-образной гайки, поэтому нагрузки на Т-образный паз будут выше.
Усилие на Т-образных пазах
С Т-образной гайкой и шпилькой или с комбинированной гайкой и шпилькой, то есть с модифицированным тренерским болтом, при его использовании могут возникнуть две возможные ситуации. В первом случае шпилька проходит через Т-образный паз, а затем через какой-то металл, будь то заготовка или удерживающее устройство, которое окружает шпильку.Затем идет шайба, за которой следует гайка.
зажим – корпус 1-522
В этом случае ясно, что возможное усилие зажима ограничивается не пределом прочности материала фрезерного стола, а его прочностью на сжатие, которая намного превышает предел прочности шпильки на растяжение. Это тот случай, когда к фрезерному столу крепятся тиски. Его можно затянуть очень плотно, не боясь что-либо сломать. Две зажатые таким образом поверхности можно считать неподвижными.
Вторая ситуация возникает, когда заготовка или зажимное приспособление не окружают шпильку. Это тот случай, когда Т-образная гайка, болт и т. Д. Используются для удержания зажима. В этом случае сила стремится подтянуть край Т-образного паза вверх. Стороны Т-образного паза подвергаются очень высокой растягивающей силе. Учитывая, что он, вероятно, изготовлен из чугуна, а болт – из стали, есть риск отломать часть Т-образного паза.
Д. Используются для удержания зажима. В этом случае сила стремится подтянуть край Т-образного паза вверх. Стороны Т-образного паза подвергаются очень высокой растягивающей силе. Учитывая, что он, вероятно, изготовлен из чугуна, а болт – из стали, есть риск отломать часть Т-образного паза.
Зажим – корпус 2-523
В этом случае гайку можно затягивать с умеренным усилием.В некоторых обстоятельствах все, что удерживается таким образом, можно заставить сдвинуться с места. Это может произойти, например, если резак ударится о зажим.
Т-образные пазы под прямым углом
Некоторые устройства, например поворотный стол, могут иметь два набора Т-образных пазов, которые пересекаются друг с другом под прямым углом. Легко видеть, что металл на углу двух таких пазов имеет гораздо меньшую прочность, чем металл на краю одного Т-образного паза. Это подтверждается количеством раз, когда эти углы отламываются.
фиг проблема с пересекающимися Т-образными пазами
По возможности старайтесь не использовать Т-образную гайку на этом этапе.![]()
Использование длинных болтов
По мере того, как любые болты, используемые для зажима, становятся длиннее, заготовка может скручиваться так, как этого не происходит, когда болты короткие.
Использование длинных болтов – 508
Длинные болты по-прежнему удерживают заготовку. Что необходимо, так это какой-то способ остановить вращение заготовки, не зависящий от этих болтов.Это может быть, например, забор или ограждение от поверхностей заготовки на уровне поверхности фрезерного стола.
Прижим заготовки к фрезерному столу
Иногда в заготовке есть отверстия, через которые ее можно прикрепить к фрезерному столу.
Использование имеющегося отверстия в заготовке для зажима 48
Если отверстие большое, можно использовать более длинный зажим. Если он очень большой, его можно зажать изнутри отверстия.
Как будет объяснено позже, почти без исключения требуются по крайней мере два зажима.
Поверхностные зажимы
Если в заготовке нет отверстий, чтобы ее можно было прикрепить к фрезерному столу болтами, то альтернативой является зажим.
Поверхностный зажим представляет собой рычаг. Зажим – это рычаг. Один конец упирается в заготовку. Дальний конец опирается на точку опоры, и сила прилагается вниз между этими двумя точками. Способ работы рычага приводит к классификации, в которой описанный здесь зажим является представителем третьего класса рычагов
Рис.212 – третий класс рычагов – 1013
В рычагах этого класса сила, действующая на поверхность заготовки, всегда меньше силы, прилагаемой, например, при затягивании болта. По мере того, как болт движется около точки опоры, выходное усилие, то есть усилие зажима, резко уменьшается. Поэтому болт всегда помещают как можно ближе к точке соприкосновения зажима с заготовкой. Это означает, что зажим, как правило, зажимает заготовку около одной из ее кромок, а болт / шпилька – как можно ближе к точке зажима.
Там, где зажим касается заготовки, он никогда не должен наклоняться вверх к точке зажима. На это есть две причины. Во-первых, если он наклонен вверх, то если заготовка перемещается, захват зажима уменьшается, и тогда, конечно, его вообще ничто не удерживает. Во-вторых, чем меньше угол, тем больше площадь контакта. Конечно, сила, удерживающая заготовку, одинакова независимо от области, поэтому сопротивление скольжению вбок одинаково независимо от области.Сопротивление вращению больше, но, как будет видно, используются другие методы, чтобы остановить это. Снижается риск маркировки или деформации заготовки.
Во-вторых, чем меньше угол, тем больше площадь контакта. Конечно, сила, удерживающая заготовку, одинакова независимо от области, поэтому сопротивление скольжению вбок одинаково независимо от области.Сопротивление вращению больше, но, как будет видно, используются другие методы, чтобы остановить это. Снижается риск маркировки или деформации заготовки.
Поскольку зажим никогда не должен наклоняться вверх и поскольку он редко бывает идеально горизонтальным, это означает, что он должен иметь небольшой наклон вниз по направлению к заготовке.
Необходимое количество зажимов
В общем, если для удержания заготовки больше ничего не используется, то, чтобы предотвратить любое возможное вращение заготовки, два зажима или эквивалент являются минимумом, необходимым для удержания заготовки при фрезеровании.Очевидно, что если оба зажима были зажаты около одной и той же точки, риск вращения высок – как правило, чем дальше друг от друга две точки зажима, тем ниже риск вращения.
Типы зажимов
Зажим может быть плоским или изогнутым. Если он плоский, по указанной выше причине высота точки опоры будет немного выше, чем точка контакта с заготовкой. В качестве альтернативы, если зажим изогнут соответствующим образом, точкой опоры может быть фрезерный стол.
Плоский зажим – 525
Если конец плоского зажима имеет форму, показанную на рисунке, то угол, под которым зажим может воздействовать на заготовку и при этом обеспечивать хороший контакт, значительно увеличивается.
Хомут модифицированный 333
Зажимы гнутые
Фиг.215 – хомут гнутый
Если зажимы типа «лебединая шея», то один зажим будет соответствовать разной толщине заготовки. У таких зажимов один конец оказывает давление непосредственно на фрезерный стол. Важно, чтобы у него были средства для распределения давления по небольшой площади, чтобы не повредить стол.
768 цельный зажим 2
Фиг.216 – зажим со средством распределения давления
Самый гибкий и экономичный тип зажима – это плоский зажим, который предназначен для использования со ступенчатым блоком.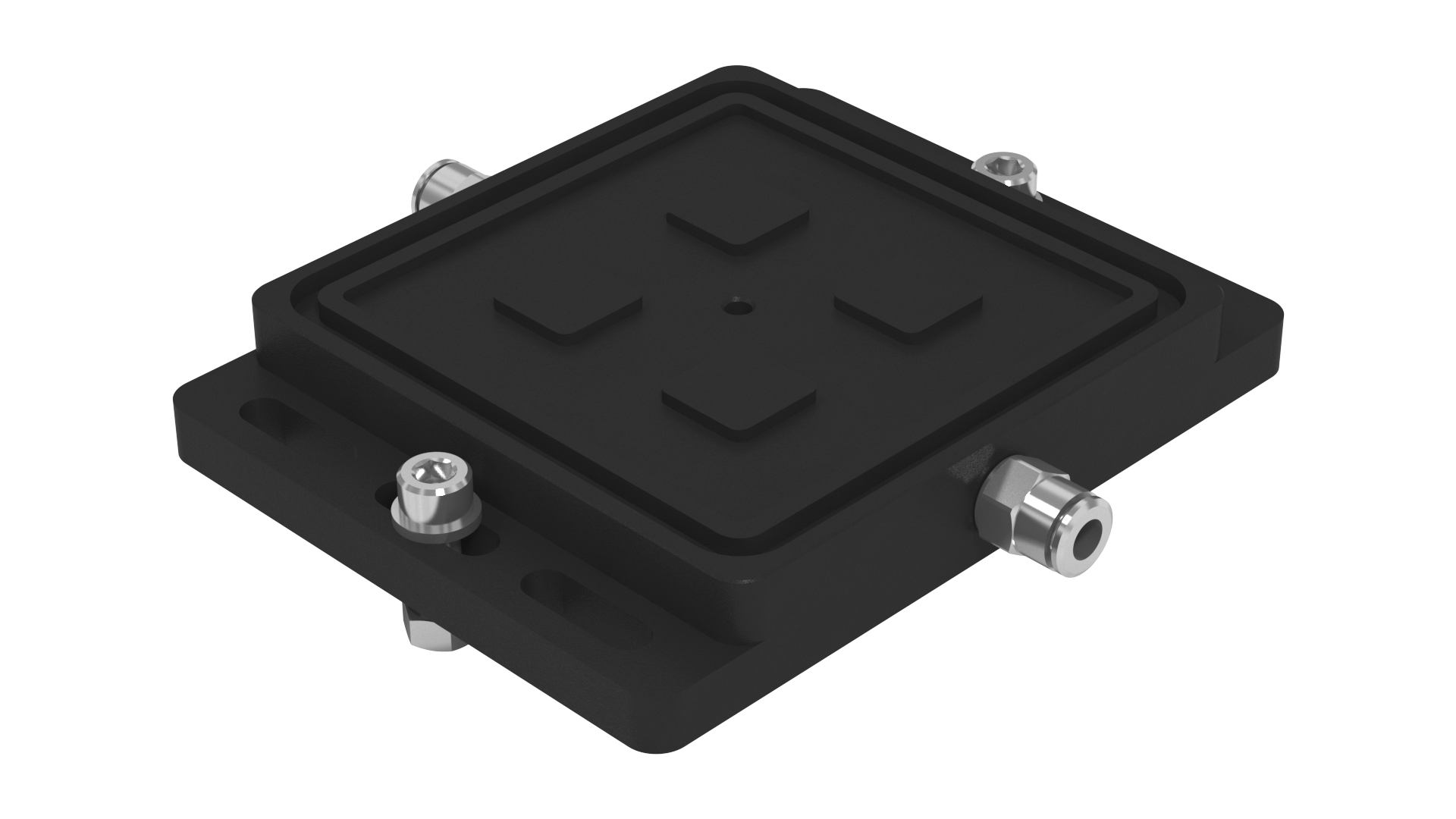
215 зажим со ступенчатым блоком
Ступенчатые блоки можно использовать только с зажимом, имеющим такой же ступенчатый конец.
Если эти хомуты покупаются, они обычно закалены. Если необходимо обработать их, например, чтобы сделать паз шире, они могут быть обработаны с использованием твердосплавных пластин.
Альтернативой использованию ступенчатых блоков для регулировки высоты зажима является установка зажима с помощью винтового болта, который устанавливает высоту.Болт можно вкручивать в зажим или вынимать из него по мере необходимости.
Альтернативный зажим 2-560
Обратите внимание, что зажим можно отрегулировать только с помощью ручки. Его можно надежно затянуть только гаечным ключом, затягивая гайку.
Одним из преимуществ этого метода является то, что шарнир представляет собой одно целое с зажимом и его легче установить. Если у зажима есть такой шарнир, а также он, насколько это возможно, удерживается с собственным болтом, шайбой и гайкой, тогда зажим представляет собой лишь один компонент, всегда готовый к использованию, не ища ничего другого.
Обратите внимание, что для встроенного болта важно, чтобы усилие, прилагаемое для зажима, прилагалось к гайке, а не к оси. Это потому, что, если ось поворачивается, она может оставить след на столе. Один из способов предотвратить это – сделать нижнюю часть опоры из латуни или бронзы.
Размер зажима
Обычно размер используемого зажима определяется следующим образом. Болт должен быть самого большого размера, подходящего для Т-образного паза. В этом случае зажим должен иметь самую узкую прорезь, подходящую для болта.Выбрав этот параметр, второй параметр – длина. Короткие зажимы дают меньше рычагов, но очень часто место для более длинных зажимов ограничено. Возможно, компромисс заключается в использовании максимально возможной длины, при этом длина не станет неудобной.
В домашней мастерской часто требуются Т-образные болты самого большого диаметра, которые подходят для Т-образных пазов на столе фрезерного станка. Они могут хорошо подходить к зажимным приспособлениям, закрепленным на фрезерном столе. Но если в этих устройствах также есть Т-образные пазы, они будут пропорционально меньше.Это означает, что, вероятно, будет недостаточно иметь только один размер Т-образной гайки и шпилек, зажимов и т. Д.
Но если в этих устройствах также есть Т-образные пазы, они будут пропорционально меньше.Это означает, что, вероятно, будет недостаточно иметь только один размер Т-образной гайки и шпилек, зажимов и т. Д.
Это экономит время, сортируя зажимы по размеру самого большого болта, который подходит для зажимов, и хранит эти зажимы, болты и т. Д. В отдельных коробках.
Собираем хомут
Если болт проходит через зажим и затем удерживается гайкой, под гайкой должна быть шайба. Это должна быть не старая шайба, а шайба, которая просто надевается на резьбу, но достаточно велика, чтобы покрыть, по крайней мере, нижнюю часть гайки, но, желательно, ширину зажима.Если прорезь в зажиме значительно больше диаметра болта, то гайка, которая подходит к этому болту, не закроет зажим должным образом. В этом случае следует изготовить и использовать шайбу большего размера и толщины.
Аналогичная ситуация возникает, когда устройство, такое как тиски, зажимается чем-то, например фрезерным столом, где болт намного меньше, чем прорезь для удержания устройства. В этом случае шайба может сдвинуться в сторону прорези. Решением этой проблемы является изготовление шайбы, которая может располагаться только в середине прорези, как показано.
В этом случае шайба может сдвинуться в сторону прорези. Решением этой проблемы является изготовление шайбы, которая может располагаться только в середине прорези, как показано.
Шайба специальная – 315
Можно заметить, что снятие фаски на верхней стороне толстой шайбы значительно улучшает внешний вид работы.
Часто можно обнаружить, что болт определенного размера часто используется для зажима любого размера. Стоит иметь достаточно Т-образных болтов, чтобы болт можно было прикрепить к зажиму, даже когда вы закончили использовать этот зажим.
Смешанные размеры
Если самые большие болты, которые подходят к фрезерному столу, имеют размер, скажем, 12 мм, иногда может быть обнаружено, что зажимное приспособление может принимать болты только 10 мм.Но 10-миллиметровые Т-образные гайки не подходят. Решение состоит в том, чтобы сделать Т-образные гайки, которые подходят к Т-образному пазу, который требует 12-миллиметровых болтов, но с резьбой для 10-миллиметровой шпильки.
зажимы специального назначения
Для зажима заготовки на столе необходимы не только зажимы, но также бывают случаи, когда необходимо прижать заготовку к поворотному столу или к столу микроскопа инструментального мастера. Бывают случаи, когда такое устройство, как инструментальные тиски, нужно за что-то закрепить.
Зажим специальный для инструментальных тисков – 207
Зажимы вертикальные
Часто бывает полезно держать заготовку так, чтобы ее широкая сторона была вертикальной.Один из способов – зажать его в тисках. Это будет рассмотрено позже.
Также возможно использование угловых пластин. Они также будут рассмотрены позже.
Вертикальные зажимы можно изготавливать из инструментальных зажимов.
Вертикальный зажим – 669
На рисунке показаны некоторые имеющиеся в продаже зажимы. Ключевой особенностью является отсутствие высоты.
Зажимы вертикальные 2 – 626
Многие из наиболее необычных приспособлений для фиксации заготовок могут быть полезны, но не очень часто. Поэтому всегда стоит повторно использовать любые биты, которые могут уже быть в наличии. У большинства читателей уже есть много зажимов для горизонтального зажима. Сделать деталь, позволяющую использовать «горизонтальные» зажимы в вертикальном положении, несложно.
Поэтому всегда стоит повторно использовать любые биты, которые могут уже быть в наличии. У большинства читателей уже есть много зажимов для горизонтального зажима. Сделать деталь, позволяющую использовать «горизонтальные» зажимы в вертикальном положении, несложно.
Вертикальный зажим 3 – 670
Зажим – практические баллы
Поиск болтов, гайки и шайб и установка их на зажим или упор требует времени. Будет обнаружено, что в большинстве случаев используется зажим необходимой длины болта, обычно в очень ограниченном диапазоне длин.Можно сэкономить много времени, если хомуты будут постоянно закреплены с помощью собственных болтов и т. Д.
То же самое относится ко многим устройствам, которые будут рассмотрены позже; зажимные болты в большинстве случаев имеют достаточно фиксированный размер.
Иногда для устройства, например поворотного стола, могут потребоваться болты особой длины. Стоит иметь небольшую коробку со специальными деталями, включая эти болты, отдельно для использования с этим поворотным столом.
Болты Coach можно купить очень дешево в метрических размерах различной длины у Screwfix.Купите самый длинный размер – они будут стоить совсем немного дороже. Распилите их на необходимую длину. Но сделайте их кратными единице длины, скажем, кратным 15 мм. Это упрощает определение их размера.
Обработка с зажимами
Обычно, если обрабатываемая деталь удерживается двумя зажимами, ее можно обработать следующим образом. Если один из зажимов теперь находится на пути дальнейшей обработки, тогда один зажим может быть отсоединен и перемещен, а затем использован для зажима заготовки в какой-либо другой точке.При этом важно, чтобы первый зажим был затянут очень туго. Это может показаться очевидным, но удивительно, насколько часто он оказывается достаточно свободным, чтобы заготовка двигалась, даже если это было незначительно, при этом. Движение не боковое ни в каком направлении, а вращательное.
Если необходимо переместить зажим, решение состоит в зажиме заготовки более чем двумя зажимами.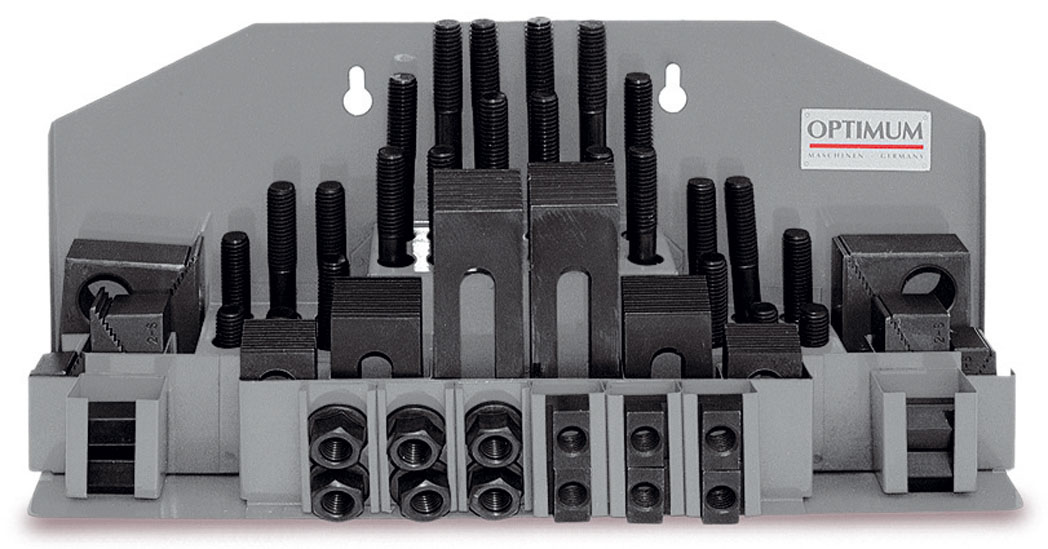 С тремя или более зажимами заготовка не будет двигаться даже при перемещении одного зажима.
С тремя или более зажимами заготовка не будет двигаться даже при перемещении одного зажима.
Фрезерование детали, которая будет разделена на две или более частей
Даже если мы начнем фрезерование с одной заготовкой, удерживаемой двумя зажимами, вполне возможно, что к концу работы у нас будет две или более заготовок.Где должны быть зажимы? Это происходит, когда фрезерный станок используется для резки листа металла или когда из листа вырезается круглая форма.
Самый безопасный метод – зажать обе возможные части двумя зажимами каждая. Когда они разойдутся, они останутся там, где были.
Если одна часть относительно мала, она может упасть.
Наверное, худшая ситуация – зажать одну деталь двумя зажимами и одним зажимом – другую.В этом случае, когда деталь, зажатая одним зажимом, отделяется, она не может отодвинуться, но может вращаться и может быть испорчена резаком.
Использование вкладок
Если заготовку нужно разрезать на две важные части, и невозможно правильно зажать обе эти части, одним из решений является использование язычков.
Это включает в себя выполнение большей части резки, но оставление двух частей соединенными небольшими выступами. Этих выступов достаточно, чтобы надежно удерживать две части вместе.Например, может быть два язычка толщиной примерно 1 мм и шириной 10 мм каждая.
Когда фрезерование завершено, деталь удаляется, выступы пропиливаются, а остатки выступов отпиливаются.
Предпочтительное направление удержания / фрезерования заготовок
Как правило, заготовка, которая в одну сторону длиннее, чем в другом, будет удерживаться в длинном направлении вдоль фрезерного стола. Это экономит время, поскольку не пытается установить его другим способом, а затем обнаруживает, что для него недостаточно места.
Использование направления x часто имеет другие преимущества перед направлением y. Часто он запитан и может иметь упоры.
Перемещение по оси x всегда больше, чем перемещение по оси y, но всегда существенно меньше, чем длина стола. Полезно разместить на столе два маркера, показывающих пределы того, где может достигать центр шпинделя. Это избавляет от необходимости установки заготовки и того, что режущий инструмент не сможет ее достать.
Это избавляет от необходимости установки заготовки и того, что режущий инструмент не сможет ее достать.
Фрезерование на всю глубину заготовки
Часто необходимо фрезеровать отверстие или кромку по всей толщине заготовки, которая закреплена на столе.Ясно, что мы не хотим отмечать таблицу. Самый простой способ обойти это – поднять заготовку, поместив ее на что-нибудь.
Это полезно для фрезерования краев листового материала, особенно когда он длинный и узкий.
Заготовку можно поднять двумя способами:
Параллели
Параллели – это металлические части, обычно сделанные из закаленной стали. В сечении они бывают квадратными или прямоугольными. Стороны прямоугольны друг к другу, а противоположные стороны параллельны.Часто они имеют длину около 150 мм, но могут быть и длиннее, и короче. Они очень точно сделаны попарно, поэтому можно предположить, что пара идентична по ширине и глубине, но не обязательно по длине.
Более крупные могут иметь I-образное поперечное сечение или отверстия в них.
Иногда концы шлифованные квадратные, а иногда нет.
Их можно купить наборами, состоящими из пар параллелей разной высоты. Они также могут быть домашними.Они по-прежнему полезны, даже если не закалены. Но если они не закалены, они могут образовывать вмятины по краям, что, если их не удалить, снижает их точность.
Куски HSS часто очень точные по размеру, и их также можно использовать в качестве параллелей.
Поскольку параллели обычно затвердевают, если режущий инструмент сталкивается с одним, режущие кромки, которые касаются его, будут испорчены.
Использование древесины под днищем
Дерево очень хорошо подходит для подкладки под обрабатываемую деталь.Он может быть достаточно прочным, чтобы выдержать заготовку. Это дешево и, следовательно, необязательно, поэтому не имеет значения, будет ли он подвергнут механической обработке. Его легко вырезать до нужной формы. Толщина древесины может быть очень точной. Большинство фанеры и МДФ достаточно хороши и стоят дешево.
При использовании дерева под тонким металлическим листом, который необходимо фрезеровать, необходимо использовать что-то поверх металлического листа, чтобы распределить давление зажимов. В противном случае, если использовать зажимы напрямую, они могут исказить лист.
Не оставляйте куски дерева или древесных материалов, таких как МДФ, на столе фрезерного станка при использовании смазочно-охлаждающей жидкости – это может привести к появлению пятен на столе. Если МДФ намокнет и останется влажным какое-то время, он разбухнет.
Заготовка опирается на параллели и закрепляется на столе
Если заготовка представляет собой кусок листового материала примерно квадратной формы, становится трудно зажать край обрабатываемого листа. В этом случае край может поддерживаться параллелью снизу и другой параллелью или куском уголка вдоль верха, а затем зажат с обоих концов.Обязательно, чтобы зажим воздействовал на параллельную или угловую сталь, затем на заготовку, а затем на параллель.
Также можно использовать тонкий кусок дерева между уголком и заготовкой. Это упругое вещество, которое будет оказывать давление по всему краю. Это полезно для тонких листов, которые склонны к вибрации при разрезании.
При резке тонкого листа с помощью продольной пилы, он поддерживается только снизу, тогда лучше с помощью продольной пилы, режущей вниз.
Зажимы шарнирные
Коленчатый зажим предназначен для очень быстрого и легкого зажима заготовки вручную без использования какого-либо другого инструмента.
Это может быть очень полезно, когда необходимо максимально эффективно обработать большое количество деталей с помощью зажимного приспособления для их удержания. В этом случае желательно иметь возможность как можно быстрее вводить и извлекать заготовку из зажимного приспособления и при этом надежно удерживать ее. Стратегия заключается в том, что зажимное приспособление удерживает заготовку так, что она может двигаться только в одном направлении, например, внутрь или наружу от вершины, и это возможно только в том случае, если рычажный зажим не применяется.
Если бы деталь удерживалась на месте двумя из них только фрезерным столом, это было бы небезопасно. Если бы он держался на приспособлении так, чтобы он мог двигаться только вверх, то одного из них, вероятно, было бы достаточно.
Хомут – 490
Существуют также перекидные зажимы, которые можно использовать для приложения силы вбок.
Как это:
Нравится Загрузка …
Лучшие зажимы для фрезерных станков – Отличные предложения на зажимы для фрезерных станков от глобальных продавцов зажимов для фрезерных станков
Отличные новости !!! Вы попали в нужное место для зажимов для фрезерных станков.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку, надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эти зажимы для верхнего фрезерного станка в кратчайшие сроки станут одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели зажимы для фрезерных станков на AliExpress. С самыми низкими ценами в Интернете, дешевыми тарифами на доставку и возможностью получения на месте вы можете сэкономить еще больше.
С самыми низкими ценами в Интернете, дешевыми тарифами на доставку и возможностью получения на месте вы можете сэкономить еще больше.
Если вы все еще не уверены в зажимах для фрезерных станков и думаете о выборе аналогичного товара, AliExpress – отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.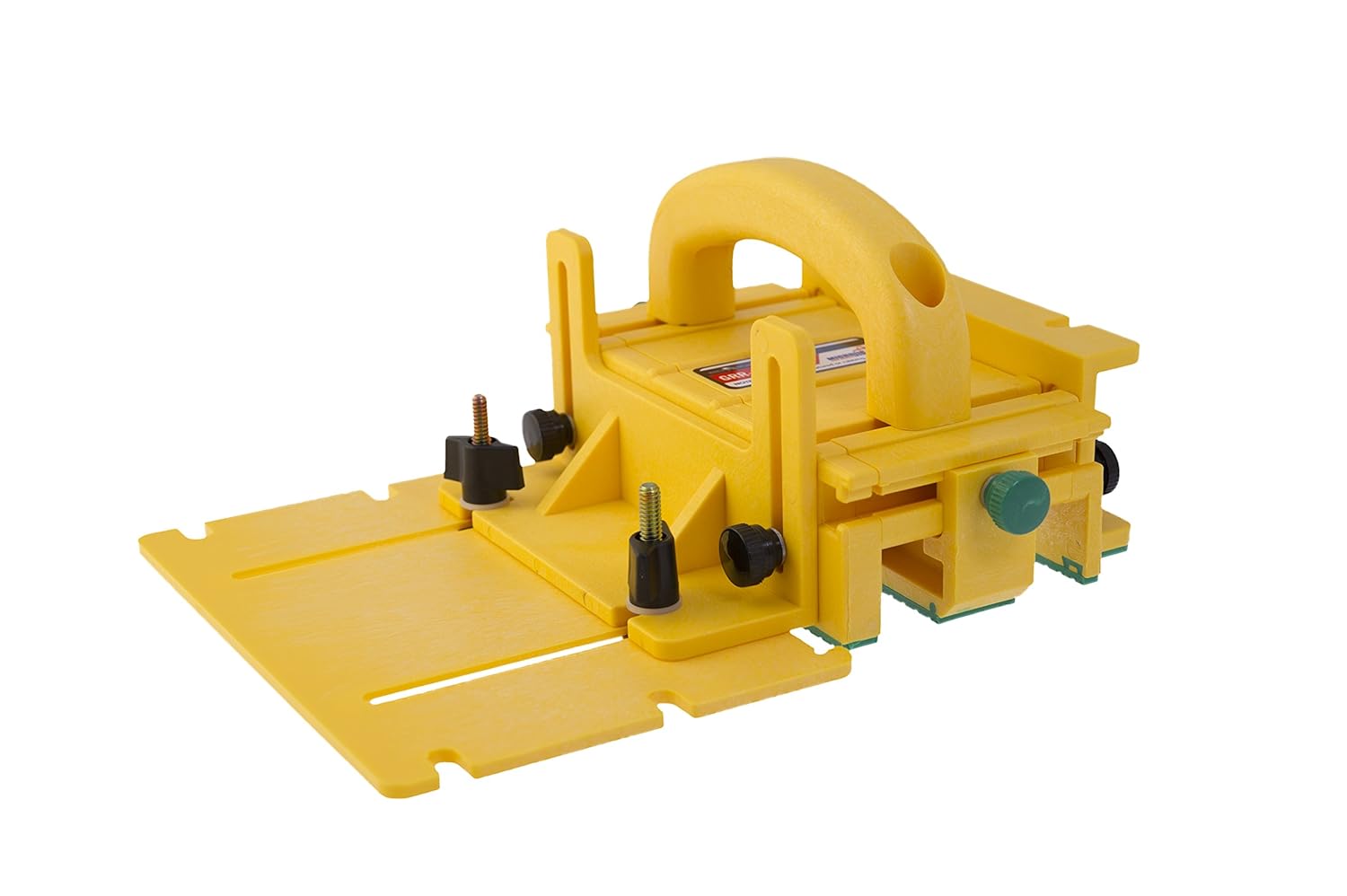 Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово – просто слушайте миллионы наших довольных клиентов.
Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово – просто слушайте миллионы наших довольных клиентов.
И, если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны – и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести зажимы для фрезерных станков по самой выгодной цене.
Мы всегда в курсе последних технологий, новейших тенденций и самых обсуждаемых лейблов.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Наборы зажимов– Принадлежности для фрезерования – Сверление и фрезерование – Принадлежности для машинного оборудования – Принадлежности
Наборы зажимов – Принадлежности для фрезерования – Сверление и фрезерование – Принадлежности для станков – Принадлежности | Axminster ИнструментыМагазин не будет работать корректно, если куки отключены.
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Политика конфиденциальности и файлы cookie
Мы используем файлы cookie для улучшения и персонализации наших услуг, для маркетинга и социальной активности.Пожалуйста, посмотрите наш Политика конфиденциальности для получения дополнительной информации о том, как и почему мы используем ваши данные. Вы можете изменить свой настройки файлов cookie в любое время. Продолжая, вы соглашаетесь с нашими использование файлов cookie.
Учетная запись клиентаКонтур человекаКорзина для покупателяКорзина для покупок с ручкойОптовые покупкиТеги для продажиБизнес услугиКаталог Axminster ToolsНажмите и заберитеСумка для покупок с ручкойСравнитьСравнить товарыДоставкаФургон, доставляющий посылкиПремиум-стрелкиИндивидуальная доставкаАвтомобиль, доставляющий посылки с логотипом быстроОтправитьОтправить конверт для мероприятияЭлектронная почта друг от другаFacebookЛоготип для FacebookФильтрТочки в форме треугольника, указывающие внизфинансыКошелекInstagramЛоготип для InstagramLinkedInЛоготип для LinkedInМестоположениеМаркер местоположенияСделано в ВеликобританииСделано в Великобритании логотипPayPalЛоготип платежной службы PayPalТелефонТелефонная трубка в старом стилеPinterestЛоготип для PinterestТочка печати, указывающая вправоСтрелка в кружке, печатающая вправо paperPrivatePadlockУдалитьДве линии в форме топора ВозвратСтрелка в круге, указывающая назад в началоНастройкиПросмотр настроекСортировкаОдна стрелка, указывающая вверх, одна стрелка w указывает внизВращениеКружок, который вращается, чтобы показать, что страница загружаетсяАкцииКружок, который окрашен, чтобы показать текущий уровень запасов ОтметитьСимвол галочкиУдалитьУдалениеTwitterЛоготип TwitterНедоступноЗнак входа запрещенВидео PlayA Круг с символом воспроизведения видео внутриГарантияОтвертка и гаечный ключ в форме xWishlistСимвол сердцаДеревянный контурДерево эффектYouTubeЛоготип для YouTubeМашинные тиски и зажимные приспособления | Точность
Рабочие решения:
Независимо от того, выполняете ли вы фрезеровку на станке с ЧПУ или просто склеиваете две части дерева, вам понадобится инструмент, который поможет удерживать заготовку в твердом положении. Решения для закрепления деталей решают эту проблему, предлагая различные инструменты, которые помогают удерживать детали на месте, зажимать детали или обеспечивать индексацию для точной работы. Сюда может входить все, от c-образных зажимов, тисков или столиков для точной индексации.
Решения для закрепления деталей решают эту проблему, предлагая различные инструменты, которые помогают удерживать детали на месте, зажимать детали или обеспечивать индексацию для точной работы. Сюда может входить все, от c-образных зажимов, тисков или столиков для точной индексации.
Industrial Tool Supply предлагает широкий выбор зажимных приспособлений и решений. Мы выбрали наших поставщиков, основываясь на нашем многолетнем производственном опыте. Мы выбрали бренды, которые предлагают качественную конструкцию, надежную работу и разумную цену.
Типы С-образных хомутов и на что обращать внимание:
С-образные зажимы предназначены для удержания материала на месте путем вставки заготовки в губки зажима и последующего вращения винта с резьбой для затягивания деталей внутри зажима. Трение и давление удерживают детали на месте. Выходя за рамки основ, различные типы c-образных зажимов специально сконструированы так, чтобы можно было надежно удерживать детали различных размеров и форм.
делятся на 3 категории:
- Обычный режим: для проектов, не требующих больших удерживающих усилий.
- Heavy Duty: сюда могут входить профессиональные работы по обработке дерева или металла
- Super Duty: сюда входят коммерческие и промышленные применения, требующие огромного давления зажима.
Зажимы консольные: Зажимы этого типа имеют ряд преимуществ по сравнению со стандартными струбцинами. Они легче, прочнее и не ускользнут от центра при затяжке. Консольные зажимы – хороший выбор для точечной сварки, сверления, скрепления деталей друг с другом или когда вам нужно надежно удерживать две детали на месте.
С-образные зажимы с глубоким горлом: Они предназначены для обеспечения достаточного пространства для удержания на месте более крупных или громоздких деталей за счет дополнительного пространства в отверстии зажима. Многие зажимы с глубоким горлом имеют определенные формы или размеры отверстий и имеют различные материалы или покрытия, используемые для зажимных шпинделей, включая черный оксид и медь.
Тиски: Одним из самых важных инструментов в вашем магазине должны быть тиски. Вам понадобится прочный прочный инструмент, чтобы надежно удерживать детали во время работы с ними.Тиски имеют две параллельные губки, которые при сжатии вместе с помощью шпинделя с резьбой удерживают заготовку на месте. Тиски обычно используются в металлообработке, деревообработке, электронике и моделизме. По сути, везде, где вам нужно держать руки на безопасном расстоянии от заготовки, или когда вам нужно работать с ней обеими руками.
Выбор правильных тисков:
Прежде чем покупать тиски, вы должны принять во внимание, для чего они будут в основном использоваться или какой вид работы вы будете выполнять? Существуют специальные тиски, предназначенные для деревообработчиков, сварщиков и машинистов, и все они имеют специфические особенности для этого применения.Для домашних работ достаточно простых 4- или 5-дюймовых тисков, но для производственных или промышленных работ может потребоваться гораздо более крупный и прочный блок.
Помните о глубине горловины, измерении от верхней части губок до верхней части слайда под ней. Большая глубина горловины означает, что вы можете надежнее удерживать большие предметы. То, насколько широко открываются тиски, также может быть ограничивающим фактором. Еще один фактор, на который следует обратить внимание, – насколько тяжелое и долговечное устройство. Помните, что тиски должны удерживать заготовку на месте, поэтому при выборе тисков обычно лучше использовать более тяжелые условия.
Самый распространенный тип тисков – это настольные тиски, которые используются машинистами и слесарями в самых разных областях. Настольные тиски предлагают множество стилей и функций в зависимости от типа работы, которую вы будете выполнять. Ниже приведены несколько примеров имеющихся у нас тисков.
Угловые тиски: Угловые тиски, также называемые наклонными тисками, представляют собой тиски, которые можно наклонять для установки зажатой заготовки под углом для обработки или фрезерования.
Тиски для сверлильного станка: Эти тиски были разработаны для работы со сверлильным станком, поскольку они обеспечивают более высокую точность при сверлении.Они обычно включают в себя обычные, традиционные и прецизионные тиски для сверлильных станков.
Самоцентрирующиеся тиски: Самоцентрирующиеся тиски означают, что обе губки перемещаются к центру при вращении винта. Подобно двухкулачковому патрону, он обеспечивает точность и помогает сократить время настройки, особенно при повторяющихся операциях.
Сдвижные столы: Сдвижные столы разработаны для приложений, требующих строгой параллельности и перпендикулярности. Стол и направляющая подшипника интегрированы в одну точно обработанную деталь, что сводит к минимуму накопление допусков, связанное с сборками из нескольких деталей.Подвижный столик – это работа, удерживающая тиски с огромной точностью.
Разделительные пластины: Они используются вместе с поворотными столами при обработке. Разделительные пластины позволяют точно разделить круг на множество делений или градусов. Функция индексирования помогает предотвратить ошибки во время повторяющихся корректировок, необходимых при индексировании. Разделительные пластины можно использовать для создания окружностей для болтов, шестерен, многоугольников и т. Д.
Разделительные пластины позволяют точно разделить круг на множество делений или градусов. Функция индексирования помогает предотвратить ошибки во время повторяющихся корректировок, необходимых при индексировании. Разделительные пластины можно использовать для создания окружностей для болтов, шестерен, многоугольников и т. Д.
Индексные столы: Они позволяют вращать детали под углом или даже разделять их на секции.Они контролируют точность посадки и легко удерживают деталь на месте. Поворотный стол можно наклонять и вращать. Стол использует индексирующую головку для резки в соответствии с определенной техникой.
Системы зажима и крепления
СтранаПожалуйста SelectAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBritish Виргинские IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral африканских RepublicChadChileChinaChristmas IslandCocos [Килинг] IslandsColombiaComorosCongo – BrazzavilleCongo – KinshasaCook IslandsCosta RicaCôte d’IvoireCroatiaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Южный TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard остров и McDonald IslandsHondurasHong Kong ЮАР Китай, Хунга ryIcelandIndiaIndonesiaIraqIrelandIsle из ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLiechtensteinLithuaniaLuxembourgMacau SAR ChinaMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar [Бирма] NamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinian TerritoriesPanamaPapua Новый GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarRéunionRomaniaRussiaRwandaSaint BarthélemySaint HelenaSaint Китса и NevisSaint LuciaSaint MartinSaint Пьер и MiquelonSaint Винсент и GrenadinesSamoaSan MarinoSão Томе и PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Джорджия и Южные Сандвичевы острова Южная Корея, Испания, Шри-Ланка, Суринам, Шпицберген и Ян-Майен, Свазиленд, Швеция, Швейцария, Тайвань, Таджикистан, Танзания, Таиланд, Тимор-Лешти, Того, Токела, Тонга, Тринидад и Тобаго, Тунис, Турция, Турция, Туркменистан, Турция, Турция, Соединенные Штаты Америки, Соединенное Королевство, Соединенное Королевство, Соединенное Королевство, Соединенное Королевство, Соединенное Королевство, Соединенное Королевство, Соединенное Королевство, Соединенное Королевство, Соединенное Королевство, Украина, Соединенное Королевство, Украина, УкраинаЮжные отдаленные острова Виргинские островаУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Выбор зажимов для станков с ЧПУ
Почему у одного и того же станка эффективность производства в несколько раз выше?
Вывод: зажимы, используемые для станков с ЧПУ, не подходят, что значительно снижает эффективность производства станков с ЧПУ.
Ниже описывается разумный выбор и применение зажимов для станков с ЧПУ.
Как улучшить использование станков с ЧПУ?
Согласно техническому анализу, использование зажимов имеет прямое отношение к этому.
По неполной статистике доля необоснованного выбора зажимов для отечественных станков с ЧПУ достигает 50%. К концу 2018 года в Китае насчитывалось около миллиона станков с ЧПУ, а это означает, что более 500 000 станков с ЧПУ имели «простои» из-за неправильного выбора зажима или неправильного применения.
С другой точки зрения, при выборе и применении зажима с ЧПУ предстоит еще многое сделать, поскольку он содержит значительные потенциальные экономические выгоды.
Цикл мелкосерийного производства = время производства (подготовка / ожидание) + время обработки детали.
Из-за короткого «времени обработки детали» при мелкосерийном производстве продолжительность «времени производства (подготовки / ожидания)» имеет решающее влияние на цикл обработки.
Чтобы повысить эффективность производства, мы должны найти способы сократить время производства (подготовка / ожидание).
Три типа зажимов при мелкосерийном производстве станков с ЧПУ может быть отдан приоритет Комбинация 38 9000 зажим называется «зажим для строительных блоков», который состоит из ряда компонентов зажима стандартной конструкции, различных функций, технических характеристик и размеров.Клиенты могут быстро собрать различные типы зажимов для станков, такие как «строительные блоки», в соответствии с требованиями обработки.
Поскольку комбинированный зажим экономит время на проектирование и производство, значительно сокращает время подготовки производства и, таким образом, эффективно сокращает цикл производства небольших партий, что повышает эффективность производства.
Кроме того, комбинированный зажим также обладает преимуществами высокой точности позиционирования, большой гибкости зажима, многократного использования, экономии энергии и материалов, а также низкой стоимости использования.
Таким образом, обработка небольшими партиями, особенно когда форма продукта более сложная, использование комбинированных зажимов является приоритетом.
Плоскогубцы комбинированныеПлоскогубцы комбинированные фактически являются «сборочной частью» в комбинированном зажиме.
По сравнению с другими компонентами комбинированных зажимов он обладает большей универсальностью, более высокой стандартизацией, более простым в использовании и более надежным зажимом, поэтому он широко используется во всем мире.
Комбинированные прецизионные плоскогубцы обладают преимуществами быстрой установки (снятия), быстрого зажима и т. Д., Что позволяет сократить время подготовки к производству и повысить эффективность мелкосерийного производства.
В настоящее время диапазон зажима комбинированных прецизионных плоскогубцев, обычно используемых в мире, обычно находится в пределах 1000 мм, а усилие зажима обычно в пределах 5000 кгс.
Гладкий зажим основание В Китае не так много применений гладких зажимных оснований, но они широко используются в таких промышленно развитых странах, как Европа и США.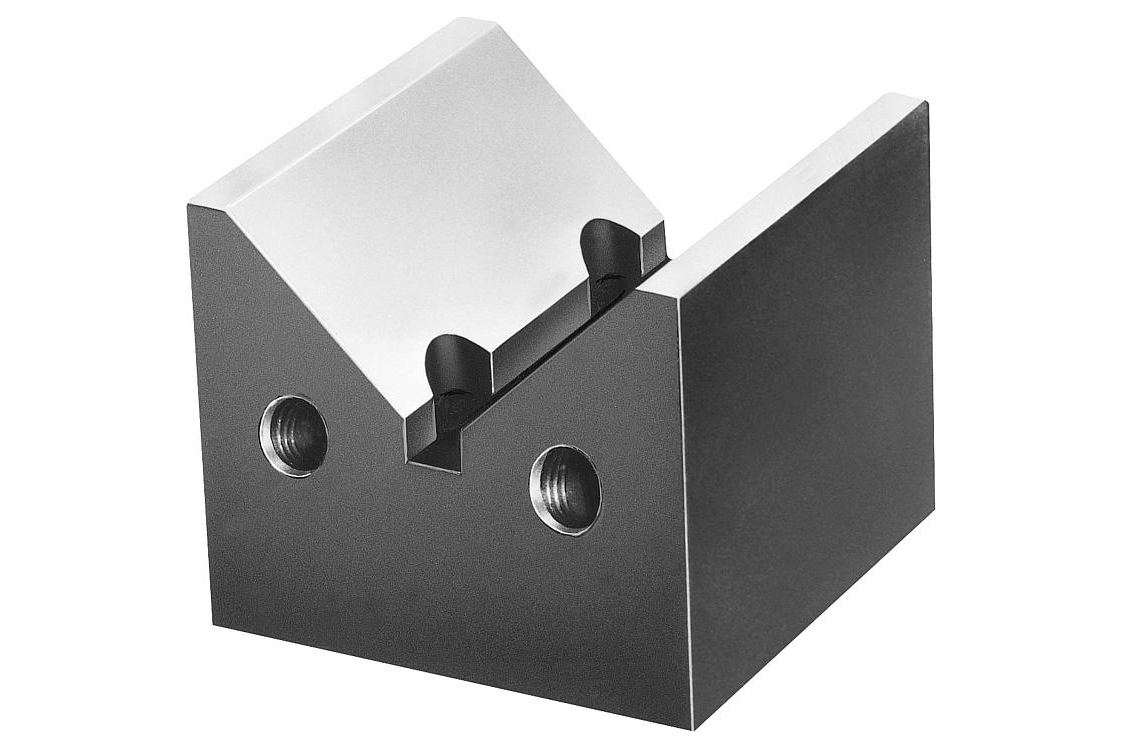
Фактически это чистая заготовка основания зажима после чистовой обработки. Позиционирующая соединительная часть компонента и позиционирующая поверхность детали на зажиме завершены.
Пользователи могут изготавливать специальные зажимы в соответствии со своими потребностями.
Следует отметить, что упомянутые здесь комбинированные прецизионные плоскогубцы не являются устаревшими машинными тисками.
Старомодные машинные тиски обладают единственной функцией, низкой точностью изготовления, коротким сроком службы и не могут использоваться группами.
Они не подходят для использования на станках с ЧПУ и обрабатывающих центрах.
Комбинированные прецизионные плоскогубцы, упомянутые здесь, представляют собой серию плоскогубцев нового типа, которые были созданы в промышленно развитых странах, таких как Европа и США, и специально разработаны с учетом характеристик станков с ЧПУ и обрабатывающих центров.
Этот тип продукта отличается большой гибкостью зажима, высокой точностью позиционирования, быстрым зажимом и может использоваться в группах.
Особенно подходит для станков с ЧПУ и обрабатывающих центров.
Электромагнитный постоянный магнит – удерживающий зажимЭлектромагнитный постоянный магнитный удерживающий зажим – это новый тип зажима, разработанный с использованием новых материалов с постоянными магнитами, таких как неодим, железо, бор в качестве источника магнитной силы и с использованием современных принципов магнитной цепи.
Большое количество методов обработки показало, что электромагнитный фиксирующий зажим с постоянным магнитом может значительно повысить общую эффективность обработки на станках с ЧПУ и обрабатывающих центрах.
Процесс зажима и освобождения занимает всего около 1 секунды, что значительно сокращает время зажима.
Позиционирующие элементы и зажимные элементы обычных зажимов для станков занимают много места, в то время как электромагнитные фиксирующие зажимы с постоянным магнитом не имеют этих занимающих место компонентов.
Следовательно, по сравнению с обычными зажимами для станков, диапазон зажима электромагнитных фиксирующих зажимов с постоянным магнитом больше, что способствует полному использованию стола и хода обработки станка с ЧПУ и является полезным для улучшения общего эффективность обработки на станке с ЧПУ.
Сила всасывания электромагнитных фиксирующих зажимов с постоянным магнитом обычно составляет от 15 до 18 кгс / см2, поэтому необходимо обеспечить, чтобы сила всасывания (сила зажима) была достаточной для противодействия силе резания.
Как правило, площадь адсорбции не должна быть менее 30 см2, то есть сила зажима не менее 450 кгс.
Станок с ЧПУ зажимы подходят для массовой обработкиЦикл обработки больших партий = время ожидания обработки + время обработки заготовки + время подготовки производства.
«Время ожидания обработки» в основном включает время зажима заготовки и смены инструмента.
«Время зажима детали» традиционных зажимов для ручных станков может достигать 10-30% от цикла обработки больших партий.
Таким образом, «зажим детали» стал ключевым фактором, влияющим на эффективность производства, а также ключевой задачей зажимов для станков «потенциальное нарезание резьбы».
Следовательно, для крупномасштабной обработки следует использовать специальные зажимы с быстрым позиционированием и зажимом (отпусканием).Приоритет может быть отдан следующим трем типам зажимов для станков:
Гидравлический / пневматический зажимГидравлический / пневматический зажим – это специальный зажим, который использует гидравлические или пневматические компоненты в качестве источника питания для реализации позиционирование, поддержка и сжатие заготовки с помощью гидравлических или пневматических компонентов.
Он может точно и быстро определять взаимное положение заготовки, станков и режущих инструментов.
Точность позиционирования заготовки гарантируется зажимом, а высокая точность обработки, быстрым процессом позиционирования и зажима, что значительно экономит время зажима и освобождения детали.
В то же время он имеет преимущества компактной конструкции, многопозиционного зажима, высокоскоростной резки тяжелых металлов и автоматического управления.
Вышеупомянутые преимущества гидравлических / пневматических зажимов делают их пригодными для использования в станках с ЧПУ, обрабатывающих центрах и гибких производственных линиях, а также особенно подходят для крупномасштабной обработки.
Электрический фиксатор с постоянным магнитом зажимЭлектрический зажим с постоянным магнитом имеет преимущества быстрого зажима, легкого многопозиционного зажима, многогранной обработки за один зажим, стабильного и надежного зажима , энергосбережение и охрана окружающей среды, а также автоматический контроль.
По сравнению с обычными зажимами для станков, электрические зажимы с постоянным магнитом могут значительно сократить время зажима, уменьшить время зажима и повысить эффективность зажима.
Следовательно, они подходят не только для мелкосерийного производства, но и для крупносерийного производства.
Гладкий зажим основаниеГладкое основание зажима может эффективно сократить цикл изготовления специальных зажимов и сократить время подготовки к производству, что позволяет сократить цикл массового производства в целом и повысить эффективность производства.
Между тем, это может снизить стоимость изготовления специальных зажимов.
Таким образом, гладкое основание зажима особенно подходит для массового производства с жесткими циклами.
Используйте зажимы должным образом и задействуйте потенциал оборудования.
Опыт показал, что для повышения эффективности обработки станков с ЧПУ недостаточно «выбрать» правильные зажимы для станков с ЧПУ, мы также должны усердно работать, чтобы «использовать» зажимы для станков с ЧПУ. хорошо.
Как использовать зажимы для станков с ЧПУВот три распространенных метода, которые научат вас пользоваться зажимами для станков:
Метод с несколькими станциямиОсновной принцип:
При одновременном зажиме более одной заготовки для сокращения времени зажима устройства и увеличения эффективного времени резания инструмента.
Многопозиционные зажимы – это зажимы с несколькими позициями позиционирования и зажима.
По мере развития станков с ЧПУ и потребности пользователей в повышении эффективности производства в настоящее время все чаще используются многопозиционные зажимы. Конструкция с несколькими станциями становится все более и более распространенной в конструкции гидравлических / пневматических зажимов, комбинированных зажимов, электрических зажимов с постоянным магнитом и комбинированных прецизионных плоскогубцев.
Групповое использованиеРазмещение одних и тех же зажимов на одном рабочем столе также может обеспечить «многопозиционный» зажим.
Зажимы, используемые в этом методе, как правило, должны проходить «стандартизованную конструкцию и высокоточное производство», в противном случае будет сложно соответствовать требованиям процесса обработки станков с ЧПУ.
Групповое использование может полностью использовать ход станка с ЧПУ, что способствует сбалансированному износу деталей трансмиссии станка.
В то же время соответствующие зажимы могут использоваться независимо для получения многосекционного зажима, а также их можно использовать в комбинации для достижения крупномасштабного зажима заготовки.
Метод локальной быстрой заменыМетод локальной быстрой замены заключается в быстрой замене деталей (позиционирующие элементы, зажимные элементы, элементы наладки инструмента и направляющие элементы) зажима станка с ЧПУ для достижения цели быстрого функционирования изменение или использование зажима.