Назначение и классификация фрезерных станков

Назначение фрезерных станков и основные типы фрез
Фрезерный станок — это станок для обработки металлических и других деталей вращающейся фрезой при поступательном перемещении заготовки.
На фрезерных станках можно обрабатывать плоские и фасонные поверхности с прямыми и винтовыми образующими. Резание осуществляется фрезой — многолезвийным инструментом, у которого зубья расположены на поверхности тела вращения или на торце.
Ввиду многообразия работ, выполняемых фрезерованием, весьма разнообразные и типы фрез (рис. 1). Наиболее распространенными являются цилиндрические фрезы (рис. 1, a), применяемые для обработки поверхностей; дисковые (рис. 1, б) для изготовления пазов, уступов; концевые фрезы (рис. 1, в), используемые для обработки пазов, уступов, фасонных поверхностей; торцовые фрезы (рис. 1, г) для обработки поверхностей, уступов, пазов;
Для того чтобы получить фрезерованием на детали требуемую поверхность, необходимо сообщить инструменту и заготовке вполне определенные движения, согласованные друг с другом. Эти движения в станках разделяют на основные и вспомогательные.
К основным движениям относят главное движение, называемое еще движением резания, и движение подачи.
Во фрезерных станках главное движение (вращательное) совершает фреза, а движение подачи может выполнять либо заготовка, либо фреза.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д..

Рис. 1. Основные типы фрез и обрабатываемых ими поверхностей
Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.
Классификация и расшифровка фрезерных станков
Каждая модель станка имеет цифровое или буквенно-цифровое обозначение — шифр (например, 6P12, 6Р82, 6Р82Ш, 6610 и т. д), по которому можно составить подробную характеристику станка. Шифр содержит три или четыре цифры, из которых первая обозначает, к какой группе станков относится станок, вторая— к какому типу, третья или третья и четвертая цифры характеризуют один из важнейших параметров станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (или поколение). Буква в конце цифрового шифра показывает, что на базе основной модели станка выполнен станок с небольшими изменениями. Эти станки являются модификациями основной базовой модели.
По принятой в СССР классификации все металлорежущие станки делят на девять групп. Фрезерные станки относятся к шестой группе. В свою очередь, каждая группа станков делится на типы.
(Прим. СМ) Типы станков фрезерной группы:
- 1 – вертикально-фрезерные консольные;
- 2 – фрезерные станки непрерывного действия;
- 3 – свободная группа;
- 4 – копировально и гравировально-фрезерные;
- 5 – вертикальные бесконсольные;
- 6 – продольно-фрезерные,
- 7 – широкоуниверсальные консольные ,
- 8 – горизонтальные консольные,
- 9 – разные.
Расшифровка фрезерного станка 6Р12
Рассмотрим, например, обозначение станка 6Р12. Это фрезерный станок (цифра 6) , модернизированный (буква Р), вертикально-фрезерный (цифра 1), типоразмер станка № 2 (цифра 2).
(Прим. СМ) В СССР производство консольно-фрезерных станков осуществлялось согласно пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем для каждого типоразмера выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, совпадающее с номером типоразмера и оснащался фрезерным столом с одинаковыми размерами рабочей поверхности.
В табл. 1 представлены значения размеров рабочей поверхности стола консольно-фрезерных станков взависимости от типоразмера, а также список оборудования относящегося к определенному типоразмеру.
| Размер | Модели станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш, 6Т10, 6Т80, 6Т80Г, 6Т80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6М82Ш, 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6М83Ш, 6Р13, 6Р83; 6Р83Ш, 6Т13, 6Т83, 6Т83Г, 6Т83Ш | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
Табл. 1.
Как видно из таблицы размеры рабочего стола (длина и ширина) фрезерных станков, относящихся к следующему типоразмеру, увеличиваются на одно и тоже значение – коэффициент равный 1,25.
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном направлении, салазок в поперечном и консоли в вертикальном направлениях.
Модели станков, относящихся к одному поколению и типоразмеру
|
Поколение (буквенное обозначение) |
Типоразмер | Год | Модель |
|---|---|---|---|
| – | 2 | 1932 | 682 |
| Б | 0 | ||
| 1 | |||
| 2 | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | |||
| 0 | |||
| 1 | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| Н | 0 | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| М | 0 | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| Р | 0 | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | 1973 | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | |
| 2 | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| Т | 0 | 1986 | |
| 1 | 1973 | 6Т11, 6Т11П | |
| 2 | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| Д | 0 | 1987 | 6Д10, 6ДМ80Ш |
| 1 | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | 1987 | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | |
| 3 | 6ДМ83Ш |
Табл. 2.
Металлорежущие станки подразделяют по степени универсальности.
Универсальные станки предназначены для выполнения различных операций на разнообразных деталях. Станки, на которых диапазон выполняемых работ особенно велик, называют широкоуниверсальными. Универсальные станки используют в единичном и мелкосерийном производстве.
Специализированные станки служат для обработки деталей в серийном производстве, сходных по конфигурации, но различных по размеру. Специальные станки предназначены для обработки деталей одного типоразмера и их используют главным образом в массовом производстве. Модели специальных и специализированных станков обозначают одной — двумя буквами, к которым добавляют порядковый номер модели станка.
В металлорежущих станках различают пять классов точности: Н, П, В, А и С.
К классу Н принадлежат станки нормальной точности (например, 6P12).
Класс П— это станки повышенной точности, которую обеспечивают повышением качества изготовления и сборки станков нормальной точности (например, 676П).
Класс В — станки высокой точности, которую достигают при специальной конструкции отдельных узлов и высоких требованиях к изготовлснию, сборке и регулировке станка (например, 6А75В).
Класс А — станки особо высокой точности, которую достигают еще более высокими требованиями к качеству изготовления станка, чем в классе В.
Класс С — станки особо точные, называемые еще мастер-станками, предназначены для изготовления деталей к станкам класса А и В. Требуемую точность достигают за счет большой степени точности обработки деталей из высококачественного материала.
Станки классов В, А, С эксплуатируют в помещениях с постоянной температурой и влажностью.
По габаритным размерам и массе, которые в значительной степени определяются параметрами тех деталей, для обработки которых предназначен станок, станки делят на легкие (до 1 т) , средние (до 10 т) и тяжелые (свыше 10 т) . Последние делят на крупные (10—30 т), тяжелые (30—100 т) и особо тяжелые — уникальные (свыше 100 т)
Источник: Фрезерные станки А. Г. Ничков
stanok-kpo.ru
Типы фрезерных станков и их назначение
На металлообрабатывающем оборудовании фрезерной группы можно выполнять различные операции обработки цилиндрическими, пазовыми, концевыми, торцевыми, фасонными фрезами, а также операции с использованием расточных резцов, сверл, разверток, зенкеров, приспособлений для нарезания резьбы. Таким образом стирается грань между оборудованием сверлильно-расточной и фрезерной групп. Спектр возможностей обрабатывающих центров еще шире: они производят, наряду с фрезерной, токарную обработку заготовок. Оснащение станков магазинами инструмента, револьверными головками, станочными приспособлениями расширяет возможности станков ЧПУ фрезерной группы, делает их более универсальными, значительно сокращает время перенастройки.
Разнообразие задач обработки металла определяет, какой тип или вид фрезерных станков нужен для реализации операций резания с требуемым качеством поверхности и необходимой точностью размеров, а также, каковы оптимальные финансовые вложения на покупку оборудования.
Основные виды фрезерных станков
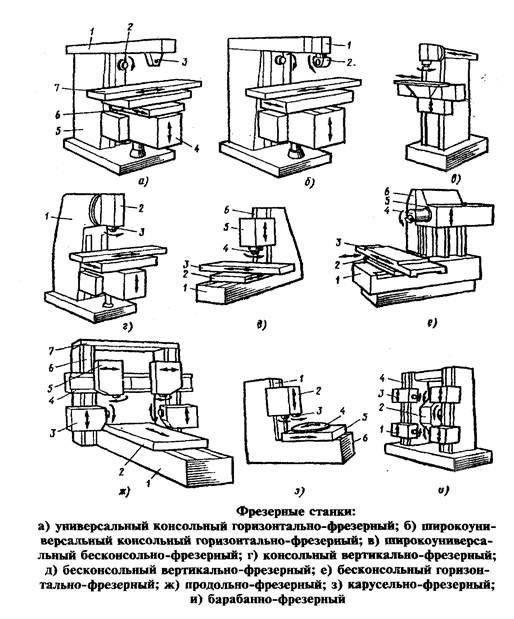 Различные виды оборудования для фрезеровки характеризуются следующими особенностями конструкции:
Различные виды оборудования для фрезеровки характеризуются следующими особенностями конструкции:
Горизонтально-фрезерные
Оснащены горизонтальным шпинделем и рабочим столом в виде консоли. Стол совершает продольные, поперечные и вертикальные перемещения относительно шпиндельного вала и обрабатывающего инструмента (фрезы), закрепленного в нем.
Вертикально-фрезерные (консольные)
Принципиально отличаются от горизонтальных положением оси инструмента: здесь она расположена вертикально. Наличие в конструкции агрегата рабочей консоли ограничивает возможность применения горизонтально-фрезерного и вертикально-фрезерного оборудования: их назначение — изготовление деталей небольшого веса, размер заготовки также сравнительно невелик.
Универсальные и широкоуниверсальные станки
Снабжены: в первом случае поворотным столом, во втором — поворотной шпиндельной головкой. Такой тип оборудования значительно расширяет перечень проводимых фрезерных операций.
Бесконсольные фрезерные
Имеют шпиндель, совершающий вертикальные перемещения, а передвижения фрезерного стола напоминают крест (перемещаются продольно-поперечно). Такая траектория движения рабочего стола определила второе основное название оборудования этого типа — фрезерные станки с крестовым столом. Особенность таких агрегатов — это не консольное, а жесткое основание для установки заготовки; распространенное назначение — фрезерование крупногабаритных деталей значительной массы.
Продольно-фрезерные
Снабжены столом, совершающим продольные перемещения относительно оси станка. Шпиндельная бабка, в свою очередь, двигается в поперечном и вертикальном направлении, поворачивается на заданный угол (опция). Для обработки крупногабаритных заготовок из металла используют продольно-фрезерные станки портального типа с установленной на две опоры траверсой, вдоль которой перемещается шпиндельная головка. Для станков с меньшими габаритами характерно консольное устройство шпиндельной бабки.
Копировально-фрезерные (объемно-фрезерные)
Производят фрезеровку заготовки, считывая заданную конфигурацию с образца с помощью специального копировального инструмента.
Шпоночные фрезерные
Характеризуются планетарным движением шпинделя, стол агрегата совершает возвратно-поступательные перемещения.
Карусельные фрезерные (непрерывного действия)
Имеют один или несколько вертикальных шпинделей, последовательно обрабатывающих подающиеся к ним заготовки. В конструкции применен принцип многопозиционной обработки.
Особую нишу в промышленном производстве занимают фрезерные станки с ЧПУ и обрабатывающие центры.
Фрезерные станки, оснащенные модулем ЧПУ
 При выборе и покупке фрезерного станка с ЧПУ необходимо знать определяющие технические параметры оборудования. Агрегаты, оснащенные модулем числового программного управления, имеют следующие особенности компоновки:
При выборе и покупке фрезерного станка с ЧПУ необходимо знать определяющие технические параметры оборудования. Агрегаты, оснащенные модулем числового программного управления, имеют следующие особенности компоновки:
- Положение шпинделя. Вращение многолезвийного обрабатывающего инструмента (фрезы) производится при горизонтальном или вертикальном положении оси, либо шпиндель поворачивается и устанавливается наклонно под заданным углом к заготовке.
- Количество шпиндельных головок. Конструктивно фрезерное оборудование может включать один, два и более шпиндельных валов, расположенных в различных плоскостях. Нередко станки с ЧПУ (например, продольно-фрезерные, универсальные или горизонтально-фрезерные) и обрабатывающие центры оснащаются дополнительной съемной шпиндельной головкой, расширяющей диапазон производимых работ и повышающих сложность получаемых поверхностей изделий из металла и других материалов.
- Конструкция рабочего стола. В зависимости от компоновки, стол перемещается в продольном (продольно-фрезерные), продольно-поперечном (горизонтально-фрезерные и вертикальные фрезерные агрегаты), поднимается или опускается (консольные фрезерные), поворачивается вокруг своей оси (карусельные, барабанного типа). Опционно устройством для поворота заготовки могут оснащаться агрегаты со столом, совершающим продольно-поперечные перемещения (например, горизонтально-фрезерные, в том числе консольные, или универсальные). При этом поворотное устройство монтируется на рабочий стол станка или встраивается в его плоскость, позволяя обрабатывать как поверхности вращения, так и длинномерные заготовки без дополнительных затрат времени на установку/снятие оснастки.
- Количество осей или степеней свободы. Варьируется от 2-х до 5-и. Такая особенность практически всех видов фрезерных станков по металлу определяет сложность конфигурации обрабатываемой поверхности, количество переустановок детали при проведении полного цикла фрезерных работ.
- Точность обработки характеризуется не только жесткостью узлов агрегата и конструкции в целом, но и возможностью точного позиционирования детали, применением различных измерительных приборов для контроля конфигурации режущих кромок, перемещения инструмента, а также определения положения и размеров детали.
- Наличие магазина инструмента и количество возможных позиций в нем. Число устанавливаемых и используемых при обработке резанием фрез доходит до нескольких десятков. Вариативность производимых операций повышает применение в конструкции таких видов фрезерных станков приводных державок для инструмента.
- Мощность оборудования определяет тип обрабатываемого материала, его прочностные характеристики. На мощных агрегатах всех основных типов фрезерных станков при использовании твердосплавного режущего инструмента возможна обработка резанием закаленных металлов (до HRC 60…75), высокопрочных и жаропрочных сталей, титановых сплавов, твердых композитных материалов, а также применение форсированных режимов — высокой скорости резания при значительной глубине обработки.
- Частота вращения шпинделя. Определяет диапазон материалов, поддающихся обработке, а также качество (чистоту) получаемой поверхности. Выбор станка для фрезерования зависит от того, какой материал планируется на нем обрабатывать. Например, универсальные станки с высокоскоростными режимами резания реализуют точную обработку вязких материалов, например, дюралюминия, латуни, цинкосодержащих сплавов и т.д.
- Размеры необходимой рабочей зоны основных типов фрезерных станков определяют габариты обрабатываемых заготовок.
Если перед вашим промышленным предприятием встал вопрос, какие типы фрезерных станков приобрести для производства той или иной продукции, свяжитесь с инженерно-техническими специалистами компании «СМК» по телефонам 8 (4822) 620-620
stankomach.com
Фрезерные станки по металлу: классификация, типы, видео
Процесс обработки металлических заготовок, при котором режущий инструмент выполняет вращательное движение, а заготовка, закрепленная на столе, возвратно-поступательное, получил название фрезерование. Станки, которые могут использоваться с учетом приведенных условий обработки, называют фрезерными. Официально принято считать, что первый фрезерный станок по металлу был изобретен в 1818 году. Эли Уитни первый получил патент на изобретение, которое стало основой для создания целой группы в сфере металлообработки.
 Фрезерный станок по металлу
Фрезерный станок по металлуОсобенности фрезерной группы станков
Одной из классификаций металлорежущих станков стал вид обработки. Процесс фрезерования существенно отличается от проводимых операций на токарном станке. К особенностям группы относится следующее:
- Основной режущий инструмент – фреза. Она может быть различных видов, что оказывает влияние на возможность фрезерования определенных поверхностей.
- Обработке могут придаваться заготовки, которые имеют плоские и фасонные поверхности или являются телом вращения.
- К основной отличительной черте группы можно отнести то, что заготовка закреплена на столе и выполняет возвратно-поступательное движение, а фреза закреплена в шпинделе и вращается.
Рассматриваемая группа получила большое распространение не только в машиностроении, как токарные, но и в других областях промышленности.
Классификация
Учитывая особенности фрезерования, существует довольно большое количество разновидностей фрезерных станков по металлу. При этом классификация проведена по различным конструкционным особенностям: расположению шпинделя и стола, их особенностям и так далее.

Классификация станков
Первый тип – консольно-фрезерные. Представители этой группы отличаются от других наличием консоли, которая является основанием для стола. На консоли крепятся салазки, по которым и движется стол при фрезеровании. К первому типу относятся:
- Горизонтально-фрезерные консольные с неповоротным столом – эта группа была наиболее распространенной на момент существования СССР. К ее особенностям можно отнести простоту конструкции, горизонтальное расположение шпинделя и возможность фрезерования одной поверхности без перестановки заготовки или смены режущего инструмента.
- Горизонтально-фрезерные консольные с поворотным столом или универсальные. Перебазирование заготовки или смена инструмента занимает довольно много времени, также усложняет процесс с технологической точки зрения. Именно поэтому был придуман поворотный стол, который позволяет с одного базирования проводить обработку сразу нескольких поверхностей.
- Вертикально-фрезерные коносльные – также получили большое распространение благодаря простоте конструкции. Они схожи со сверлильными станками и многие представители этой группы могут проводить сверление, растачивание, зенкирование.
- Широкоуниверсальный фрезерный станок. Представители этой группы несколько отличаются от вертикально-фрезерных вариантов исполнения. Главное отличие – наличие еще дополнительной шпиндельной головки, которая расположена на хоботе. Этот выдвижной хобот крепится таким образом, чтобы можно было проводить съем материала под различным углом в двух выбранных плоскостях. При этом возможно использовать два шпинделя одновременно или поочередно. Широкоуниверсальный фрезерный станок может использоваться для фрезерования, сверления, растачивания и зенкирования.
Следующий тип – вертикально-фрезерные с крестовым столом или бесконсольные. Название группы говорит о том, что у станков, входящих в нее, отсутствует консоль. В качестве основания может служить бетонная плита или пол. Особенности конструкции позволяют обрабатывать громоздкие, тяжелые заготовки.
Продольно-фрезерные используются для фрезерования базовых, корпусных заготовок. При использовании определенного режущего инструмента возможно фрезерование вертикальных, горизонтальных или наклонных поверхностей. Продольный тип получил широкое применение в сферах, где фрезерованию подвергаются заготовки большой длины. Это связано с продольно расположенным вытянутым столом. Тип продольно-фрезерных станков делится на следующие классы:
- одностоечные;
- двухстоечные;
Фрезерные станки непрерывного действия отличаются от остальных тем, что установка и перебазирование детали проводится без остановки станка. Используются при производстве большой партии деталей. Группа подразделяется на следующие классы:
- Карусельно-фрезерные оборудованы столом, который напоминает карусель. Его особенностью можно назвать возможность непрерывной черновой и чистовой обработки.
- Барабанно-фрезерные позволяют обрабатывать деталь с двух сторон черновым и чистовым фрезерованием. Используются в массовом производстве и весь процесс обработки автоматизирован.
Копировально-фрезерные станки используются для образования пазов на деталях. Предназначение – фрезерование профилей или рельефов. Для автоматизации работы используют специальные шаблоны, которые определяют форму поверхности детали после металлообработки.

Копировально-фрезерный станок
Шпоночно-фрезерные станки применяются для создания шпоночных канавок на заготовках цилиндрической и другой формы. По принципу работы подразделяются на следующие классы:
- Обработка ведется вертикальным фрезерованием, глубина врезания соответствует нужной глубине канавки с учетом чистовой фрезерования, после врезания происходит продольная подача на длину канавки.
- Использование многократного возвратно-поступательного движения в вертикальном положении с постоянным перемещением фрезы по длине канавки.
- Использование эксцентрично установленной фрезы или использование метода осциллирующего движения режущего инструмента.

Шпоночно-фрезерный станок
Торцефрезерные станки используются для подрезания торцов и их чистовой обработки при условиях крупносерийного производства.

Торцефрезерный станок
Специализированные фрезерные станки по металлу включают в себя все разновидности металлообрабатывающего оборудования, в котором в качестве режущего инструмента используется фреза. Изготавливаются для создания определенных деталей в крупносерийном производстве. К ним относятся резьбофрезерные, зубо-фрезерные и другие разновидности станков.
Кроме этого, рассматриваемая группа также подразделяется на варианты с Числовым Программным Управлением (ЧПУ) и с механическо-электрическим приводом.
Как определить группу станка и его назначение?
Определить тип фрезерного станка можно обратив внимание на расположение шпинделя, тип стола и принцип его крепления, наличие вспомогательных элементов. Однако в некоторых случаях довольно сложно определить его класс и в этом случае нужно ознакомиться со спецификацией, которую часто наносят в виде таблички на станину. Популярными моделями ранее считались 682, 6Н82, 6М82, 6Р82, 6Т82 и 6Р82Ш.
Расшифровка названия по ЭНИМС проводится следующим образом:
- Первая цифра всегда будет 6, так как она обозначает группу фрезерных станков.
- Вторая обозначает тип. При этом: 1 – консольные вертикально-фрезерные, 2 – непрерывного действия, 3 – продольные с одной стойкой, 4 – копировальные, 5 – вертикальные с крестовым столом, 6 – продольно-фрезерные, 7 – широкоуниверсальные, 8 – горизонтальные с консолью, 9 – все остальные.
- Буква в конце названия обозначает особенности модели, к примеру, 6Р12Б относится к быстроходным станкам. Также они могут обозначать класс точности: С – класс особо точные, А –разновидность особо высокой точности, Н – обычная или нормальная точность, П – повышенной точности, В – класс высокой точности.
- Наличие автоматизированной системы смены инструмента с обоймой барабанного типа приносит в название букву Р, к примеру, 6Р13РФЗ, или инструментального — букву М, к примеру, 6Т13МФ4.
- Наличие Числового Программного Управления указывается буквой Ф, а цифра тип используемой программы.
Ранее в название добавляли также условное обозначение завода изготовителя.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
6610 станок продольно-фрезерный четырехшпиндельный. Паспорт, схемы, описание
Сведения о производителе продольно-фрезерного станка 6610
Производитель продольно-фрезерного станка 6610 – Минский станкостроительный завод им. Октябрьской революции, МЗОР, основанный в 1908 году
Станки, выпускаемые Минским станкостроительным заводом, МЗОР
6610 станок фрезерный продольный двухстоечный четырехшпиндельный. Назначение, область применения
Продольно-фрезерный двухстоечный четырехшпиндельный станок предназначен для обработки разнообразных деталей из чугуна, стали, труднообрабатываемых и легких сплавов в условиях единичного, мелко- и среднесерийного производства. На станке можно производить сверление отверстий, зенкерование и развертывание, а также выполнять несложные виды расточных работ по координатам.
На станке возможна обработка плоскостей торцовыми фрезами. Кроме того, на станке можно производить фрезерование плоскостей цилиндрическими фрезами, обработку пазов и уступов дисковыми фрезами, применять концевые, фасонные и угловые фрезы.
Основные характеристики продольно-фрезерного станка 6610
Производитель: Минский станкостроительный завод им. Октябрьской революции, МЗОР
- Размеры рабочей поверхности стола – 1000 х 4000 мм
- Наибольшая масса заготовки – 8000 мм
- Наибольший ход стола – 4550 мм
- Наибольшее выдвижение шпинделя – 250 мм
- Инструментальный конус шпинделя – Морзе 3
- Частота вращения шпинделя – 25..800 об/мин
- Электродвигатель привода шпинделя – 13 х 4 кВт
- Вес станка – 39,1 т.
На станке можно работать со скоростными режимами фрезерования.
Станок снабжен поворотными фрезерными головками: двумя вертикальными, расположенными на поперечине, и двумя горизонтальными — на стойках. Обработка изделий осуществляется или подачей стола при неподвижных фрезерных головках, или подачей головок при неподвижном столе. Чистовую обработку можно производить по “рамке”. Возможен отвод фрезы от обработанной поверхности при обратном быстром ходе стола.
Зажим поперечины, кареток и пиноли автоматизирован. Шпиндели фрезерных головок имеют индивидуальный привод вращения от асинхронных электродвигателей. Переключение числа оборотов — однорукояточное, гидравлическое. Привод подач стола и фрезерных головок выполнен по системе генератор — двигатель с электромашинным усилителем поперечного поля. Электропривод обеспечивает бесступенчатое и независимое регулирование подач стола и фрезерных головок в широком диапазоне. Рабочие подачи и установочные перемещения осуществляются от одних электродвигателей.
В конструкции станка предусмотрена защита от перегрузок.
Предохранительная муфта механизма подачи стола отрегулирована на передачу наибольшего крутящего момента 68 кгс-м, механизма подачи вертикальной шпиндельной бабки на передачу 18 кгс-м, механизма подачи горизонтальных шпиндельных бабок на передачу 30 кгс * м.
При перегрузке механизма подач предохранительная муфта пробуксовывает со стуком, слышимым на рабочем месте. В этом случае следует немедленно остановить станок и изменить режим резания.
Управление станком дистанционное, с подвесного пульта.
Класс точности станка Н.
Шероховатость обработанной поверхности (по ГОСТ 2789—59) не ниже V6.
Станок 6610 входит в гамму продольных двухстоечных фрезерных станков, состоящую из четырех базовых станков с шириной рабочей поверхности стола 500, 630, 800 и 1000 мм.
- 6605, 6605ф1, 6г605 – продольно-фрезерный 2-х шпиндельный, стол 500 х 1600 мм. (ЗФС г. Горький)
- 6606, 6606в, 6606ф1, 6г606, 6г606ф1 – 3-х шпиндельный, стол 630 х 2000 мм. (ЗФС г. Горький)
- 6г608, 6г608ф1 – продольно-фрезерный 3-х шпиндельный, стол 800 х 2500 мм. (ЗФС г. Горький)
- 6г610, 6г610ф1 – продольно-фрезерный 4-х шпиндельный, стол 1000 х 3150 мм. (ЗФС г. Горький)
- 6308 – продольно-фрезерный 2-х шпиндельный, стол 800 х 3000 мм. (МЗОР г. Минск)
- 6608 – продольно-фрезерный 3-х шпиндельный, стол 800 х 3000 мм. (МЗОР г. Минск)
- 6310 – продольно-фрезерный 2-х шпиндельный, стол 1000 х 4000 мм. (МЗОР г. Минск)
- 6610 – продольно-фрезерный 4-х шпиндельный, стол 1000 х 4000 мм. (МЗОР г. Минск)
Габаритные размеры рабочего пространства фрезерного станка 6610
Габаритные размеры рабочего пространства станка 6610
Посадочные и присоединительные базы фрезерного станка 6610
Посадочные и присоединительные базы фрезерного станка 6610
Общий вид вертикального продольно-фрезерного станка 6610
Фото продольно-фрезерного станка 6610
Фото продольно-фрезерного станка 6610
Расположение составных частей фрезерного станка 6610
Расположение составных частей фрезерного станка 6610
Кинематическая схема фрезерного станка 6610
Кинематическая схема фрезерного станка 6610
Кинематическая схема 1 фрезерного станка 6610. Смотреть в увеличенном масштабе
Движения в станке
- Главное движение — вращение шпинделей фрезерных головок;
- Движение подачи — перемещение стола в продольном направлении;
- Движение подачи — перемещение вертикальных фрезерных головок в поперечном направлении по траверсе;
- Движение подачи — перемещение боковых фрезерных головок по вертикали по стойке;
- Вспомогательное движение — установочное перемещение траверсы по вертикали.
Привод во всех случаях раздельный. Детали на станке обрабатывают либо при движущемся столе и неподвижных фрезерных головках, либо при неподвижном столе и движущихся фрезерных головках.
Цепь главного движения (рис. 64)
Электродвигатель M1 (N= 13 кВт, n = 1460 об/мин) через муфту 2, зубчатые колеса 23/68, два двойных блока (z=21—24, z=28—32) на валу II, зубчатые колеса на валу III и двойной блок z=36—42 вращает вал IV. С вала IV движение на шпиндель передается или зубчатой парой 22/74, или при переключении зубчатой муфты z=40 вправо колесами 60/33. Всего шпиндель фрезерной головки получает 16 различных частот вращений от 25 до 800 об/мин.
Шпиндель реверсируется электродвигателем.
Продольная подача стола
Привод подачи стола продольно – фрезерного станка 6610
Примером, бесступенчатого регулирования величин подач может служить привод подачи стола продольно-фрезерного станка мод. 6610 (рис. 41). Регулирование скорости перемещения стола производят при помощи двигателя М постоянного тока по системе генератор — двигатель с использованием в качестве генератора электромашинного усилителя (ЭМУ). От электродвигателя к столу 2 движение передается через червячную пару 2/27, вал II, конические зубчатые колеса 20/20 и червячно-реечную передачу, которая состоит из червяка z=1, смонтированного на одном валу с коническим колесом z=20, и червячной рейки 1, закрепленной на столе станка. Червячная пара 2/27 заключена в корпус редуктора 3, который установлен на отдельном фундаменте у станины станка. Коническая пара 20/20 и червяк z=l смонтированы в коробке 4, которую прикрепляют к станине 5 между направляющими.
Продольную подачу стол 11 станка (кинематическая схема) получает от регулируемого электродвигателя М2 (N2=11 кВт, n=15..1500 об/мин) по цепи: муфта 23, червячная пара 2/27, конические колеса 20/28 и, наконец, червячно-реечная передача 24.
Диапазон изменения продольных подач стола равен 20—2000 мм/мин
Вертикальная подача боковых фрезерных головок
Цепь вертикальной подачи боковых фрезерных головок: регулируемый электродвигатель М3 (N=6 кВт, n=28,8..1800 об/мин), муфта 25, червячная пара 2/35, зубчатая муфта 1, конические шестерни 30/20, винтовая пара 26. Для разгрузки винтовой пары 26 от действия массы боковой фрезерной головки используют противовес, который размещается в стойке станка и связан с фрезерной головкой тросом, перекинутым через два блока.
Горизонтальная подача вертикальных фрезерных головок
Цепь горизонтальной подачи вертикальных фрезерных головок: регулируемый электродвигатель М4 (N=4,5 кВт, п=28,8…1800 об/мин), муфта 14, червячная передача 2/35, зубчатые пары 27/27 27/18, винтовая пара 13.
Диапазон изменения продольных подач фрезерных головок 20—1250 мм/мин
Цепи вспомогательных движений
Ускоренные перемещения столу и фрезерным головкам сообщаются по тем же кинематическим цепям, что и подачи, только электродвигатели переключаются на большую частоту вращения.
Установочные перемещения траверсы происходят от отдельного электродвигателя М5 (N=5,2 кВт, n=1300 об/мин) через две червячные 1/30 и две винтовые передачи 12.
Поворот фрезерных головок производят рукояткой через червячные пары 4/20 и 1/236.
Перемещение пиноли 3 производят рукояткой 10 через червячную пару 4/24 , винт 27 и гайку 28, закрепленную в корпусе пиноли.
Отвод фрезы (и пиноли) от заготовки осуществляется подачей масла в гидроцилиндр 8, при этом перемещается поршень-— рейка 9, поворачивается шестерня-гайка 2=44 и винт 27 вместе с гайкой 28 и пинолью смещается вдоль оси. При подаче масла в другую полость гидроцилиндра 8 пиноль движется в обратную сторону.
Механизм зажима пиноли
Масло подается в гидроцилиндр 4, поршень и связанная с ним рейка 5 перемещаются, вращают зубчатое колесо z=18 и винт 6, в результате разности шагов резьбы винта гайки 7 сближаются или расходятся, зажимая или разжимая пиноль.
Механизм зажима траверсы
Механизм зажима траверсы фрезерного станка 6610
Зажим траверсы станка модели 6610 осуществляется от электродвигателя М (Рис. 44), который приводит во вращение червячную пару 6, 8. Червячное колесо 6 одновременно является гайкой для резьбового конца тяги 7. При вращении червячного колеса тяга перемещается в осевом направлении и выступами поворачивает рычаги 5. Последние действуют на планки 4, которые как рычаги поворачиваются относительно сферических шайб 3 и закрепляют траверсу на стойках станка. Механизм зажима работает автоматически и сблокирован с механизмом перемещения траверсы: при нажатии на пульте на одну из кнопок, управляющую перемещением траверсы, происходит автоматический отжим траверсы и только по окончании отжима включается механизм перемещения траверсы. После опускания кнопки траверса останавливается и автоматически зажимается.
Электродвигатель М6 (кинематическая схема) передает движение паре 1/60. Червячное колесо, являющееся одновременно и гайкой, вращаясь, перемещает винт 19, который через шайбу 20 передает усилие на рычаги 21, а через них на рычаги 22, зажимающие траверсу. Механизм зажима сблокирован с механизмом перемещения траверсы: при нажатии на пульте управления-кнопки на перемещение траверсы сначала идет разжим, затем перемещение траверсы и после остановки автоматический зажим.
Механизм зажима фрезерной головки
Механизм зажима фрезерной головки работает от гидросистемы. Масло поступает в цилиндр 17 и перемещает поршень 18, который, поворачивая рычаги 16 и связанные с ними винты 15, производит зажим или разжим фрезерной головки. Механизм-зажима головки сблокирован с электродвигателем подачи головки: при нажатии кнопки на перемещение фрезерной головки сначала срабатывает разжим, а в конце перемещения — автоматический зажим головки.
Система охлаждения режущего инструмента
Система охлаждения режущего инструмента на продольно-фрезерном станке состоит из резервуара для смазочно-охлаждающей жидкости (эмульсии) и пневмораспылителя. Пневмораспылитель позволяет охлаждать фрезы воздухом в смеси с распыленной эмульсией. Сопло пневмораспылителя закрепляют в кронштейне на фрезерной головке, а резервуар с эмульсией и гибкие подводящие шланги фрезеровщик размещает по своему усмотрению. Расход эмульсии равен 0,05—0,3 л/ч.
Управление станком
Управление станком производят рукоятками и с подвесной кнопочной станции (см. рис. 46).
Пульт управления фрезерным станком 6610
Гидравлическая схема фрезерного станка 6610
Гидравлическая схема фрезерного станка 6610
Гидравлическая схема фрезерного станка 6610. Смотреть в увеличенном масштабе
В станке гидрофицированы следующие процессы:
- Переключение блоков зубчатых колес во фрезерных головках;
- Включение перемещения фрезерных головок;
- Зажим и разжим фрезерных головок на траверсе;
- Зажим и разжим пинолей во фрезерных головках;
- Отвод фрезы от обработанной поверхности при обратном ускоренном ходе стола;li>
- Подвод фрезы к заготовке при рабочей подаче.
Управление гидравлическими механизмами дистанционное, за исключением переключения блоков зубчатых колес во фрезерных головках, которое производят рукояткой 3 (см. рис. 46).
Гидросистема станка станка мод. 6610 работает следующим образом. Масло из резервуара засасывается лопастным насосом 15 (Q= 12 л/мин) и через фильтр 16 нагнетается в систему. Давление масла в системе (25 кгс/см2) регулируют напорным золотником 14 и контролируют по манометру 18. В системе установлено реле давления 17, настроенное на давление 15 кгс/см2.
Масло под давлением подводится к распределительному крану 6 переключения скоростей и золотникам 1, 2, 3, 11 и 13. Поворотом распределительного крана 6 направляют поток масла в ту или иную полость цилиндров 4 и 7, в результате чего перемещаются поршни с вилками А, Б, В, поршень в цилиндре 4, и переключают блоки колес в коробке скоростей. Вилки А и Б, переключающие блоки колес на валу II (см. рис. 64), имеют блокировку (три положения). Все золотники — четырехходовые с управлением от электромагнитов. Включение электромагнитов производят с кнопочной станции. Золотник 1 управляет механизмом 8 отвода фрезы от заготовки. Золотник 2 служит для управления механизмом 9 зажима каретки фрезерной головки на траверсе.
Механизм 5 зажима пиноли срабатывает при переключении золотника 3.
Вертикальная подача боковых фрезерных головок включается перемещением кулачковых муфт 1 (см. рис. 64), а горизонтальная подача вертикальных головок — перемещением двух зубчатых колес z=18. В гидросхеме (см. рис. 65) для этого предусмотрены золотники 13, управляющие потоком масла в гидроцилиндры 12 переключения муфт 1 (см. рис. 64), и золотники 11, направляющие поток масла к гидроцилиндрам 10 включения колес z=18 (см. рис.64).
Технические характеристики продольно-фрезерного станка 6610
| Наименование параметра | 6610 | 6г610 |
|---|---|---|
| Основные параметры станка | ||
| Число вертикальных шпинделей | 2 | 2 |
| Число горизонтальных шпинделей | 2 | 2 |
| Расстояние от торца вертикального шпинделя до поверхности стола, мм | 25..1130 | |
| Расстояние от оси горизонтального шпинделя до поверхности стола, мм | 25..900 | |
| Расстояние между между торцами горизонтальных шпинделей, мм | 750..1250 | |
| Наибольшие размеры обрабатываемой детали, мм | 1000 х 1000 х 4000 | |
| Стол | ||
| Наибольшая масса обрабатываемой заготовки, кг | 8000 | 6000 |
| Размеры рабочей поверхности стола, мм | 1000 х 4000 | 1000 х 3150 |
| Наибольший ход стола, мм | 4550 | 3200 |
| Число подач стола | Б/с | Б/с |
| Диапазон подач стола, мм/мин | 20..2000 | 10..1250, 20..2500 |
| Ускоренное перемещение стола, мм/мин | 3200 | 4500 |
| Наибольшее тяговое усилие на рейке стола, кгс | 7000 | 8500 |
| Бабка шпиндельная вертикальная и горизонтальные. Шпиндели | ||
| Ход горизонтальной фрезерной головки по вертикали, мм | 960 | 875 |
| Ход вертикальной фрезерной головки по горизонтали, мм | 1400 | |
| Ход гильзы шпинделя (ручное перемещение), мм | 200 | 250 |
| Частота вращения шпинделей, об/мин | 25..800 | 16..1250 |
| Количество скоростей шпинделя | 16 | 20 |
| Число подач шпинделльных бабок и гильзы шпинделя | Б/с | Б/с |
| Диапазон подач шпинделльных бабок и гильзы шпинделя, мм/мин | 20..1250 | 10..750 |
| Скорость быстрого (установочного) перемещения бабок, мм/мин | 1500 | 1200 |
| Перемещение шпиндельных бабок от руки | есть | |
| Перемещение шпинделя (пиноли) на обно деление лимба, мм | 0,025 | 0,05 |
| Перемещение шпинделя (пиноли) на один оборот лимба, мм | 2 | 5 |
| Размер конуса шпинделя по ГОСТ 836-47 | № 3 | |
| Угол поворота горизонтальной шпиндельной бабки, град | – | |
| Угол поворота вертикальной шпиндельной бабки, град | – | |
| Траверса | ||
| Установочное перемещение поперечины (траверсы), мм | 865 | 1105 |
| Скорость установочного перемещения поперечины (траверсы), мм/мин | 865 | 720 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 10 | |
| Электродвигатель привода главного движения, кВт | 13 х 4 | 17 х 4 |
| Электродвигатель привода подач стола, кВт | 11 | 7,8 пост.ток |
| Электродвигатель привода перемещения вертикальной фрезерной бабки, кВт | 4,5 | 1,5 |
| Электродвигатель приводов перемещения горизонтальных фрезерной бабки, кВт | 6 | 2,1 |
| Электродвигатель перемещения поперечины (траверсы), кВт | 7,5 | 7,5 |
| Электродвигатель зажима поперечины (траверсы), кВт | 0,6 | |
| Электродвигатель насоса гидростанции, кВт | 2,2 | 1,1 |
| Электродвигатель смазочной станции, кВт | 0,27 | |
| Электродвигатель насоса охлаждения, кВт | 0,18 | |
| Электродвигатель механизма уборки стружки, кВт | 0,4 | |
| Электромашинный усилитель, кВт | 11 | |
| Суммарная мощность установленных на станке электродвигателей переменного тока, кВт | 79,49 | |
| Суммарная мощность установленных на станке электродвигателей постоянного тока, кВт | 33,5 | |
| Суммарная мощность установленных на станке электродвигателей, кВт | ||
| Габаритные размеры и масса станка | ||
| Габаритные размеры (длина х ширина х высота), мм | 10790 х 4360 х 4075 | 8700 х 5000 х 4050 |
| Масса станка, кг | 39150 | 35000 |
Связанные ссылки
Паспорта и схемы к вертикальным фрезерным станкам и оборудованию
Каталог справочник вертикальных фрезерных станков и их аналогов
stanki-katalog.ru
Станки продольно фрезерные
Продольно-фрезерные станки б/у
Новостная рассылка
Получать информацию о новых предложениях по электронной почте. Продольно-фрезерные станки по существующей классификации относятся к шестому типу шестой группы металлообрабатывающего оборудования. Они предназначены для черновой, получистовой и чистовой механической обработки плоских и фасонных поверхностей деталей из цветных и черных металлов (корпуса, направляющие, траверсы и т.д.), имеющих крупные габариты.В качестве режущего инструмента применяются фрезы из быстрорежущей стали или с твердосплавными пластинами (торцевые, дисковые, фасонные, цилиндрические, концевые и т.д.). Компоновка продольно-фрезерных станков может иметь два исполнения: одностоечные, двухстоечные. Наибольшее применение на производственных предприятиях получили двухстоечные четырехшпиндельные станки. Этот вид металлорежущего оборудования состоит из двух вертикальных стоек, соединенных в верхней части горизонтальной (перемещаемой) траверсой (данная конструкция имеет обобщающее название – портал). Между стоек портала расположен стол, предназначенный для жесткого закрепления одной или нескольких обрабатываемых заготовок. Стол с обрабатываемыми деталями может совершать возвратно поступательные продольные перемещения на рабочей подаче или ускоренном ходу. На каждой вертикальной стойке расположена фрезерная бабка с горизонтально расположенным шпинделем. На горизонтальной траверсе находятся две фрезерные бабки со шпинделями, имеющими вертикальную ориентацию. Большинство выпускаемых моделей продольно-фрезерных станков имеют возможность изменения угла наклона оси шпинделя, по отношению к плоскости стола.| MTE Продольно-фрезерные станки |
www.surplex.com
§ 27. Продольно-фрезерные станки
После раскроя пиломатериалы имеют неровную, шероховатую поверхность, риски, покоробленность и ряд других дефектов, устраняемых фрезерованием. В процессе фрезерования также получают выверенную поверхность, по которой можно выверить остальные поверхности. Для продольного фрезерования используют фуговальные, рейсмусовые и четырехсторонние продольно-фрезерные станки. Обычно на фуговальных станках фугуют под прямым углом пласть и кромку, ориентируясь на которые при дальнейшем Фрезеровании на четырехстороннем продольно-фрезерном станке получают деталь правильной формы.
На фуговальных станках выравнивают поверхности заготовок по плоскости и в угол. Станки бывают с ручной и механической подачей. На станине станка имеются столы, из которых передний стол длиннее заднего, что обеспечивает более точное фугование. Столы устанавливают так, чтобы задний стол находился на уровне выступающих режущих кромок ножей вала, а передний — ниже на толщину снимаемой стружки.
На фуговальном одностороннем станке с механической подачей СФК6-1 можно обрабатывать материал шириной до 630 мм с наибольшей глубиной снимаемого слоя 6 мм.
Фуговальные станки с автоматической подачей двусторонние применяют для одновременного фрезерования у заготовок пласти и кромок.
Работают на станке с ручной подачей следующим образом: рабочий осматривает заготовку с обеих пластей, после чего кладет ее на переднюю плиту стола и правой рукой берет за торец, надвигает на ножевой вал, придерживая плотно левой рукой до момента, когда передний конец заготовки пройдет ножевой вал, после чего левой рукой прижимает заготовку к задней плите. Обрабатывают заготовки с вогнутой стороны. Подавать их на ножевой вал надо равномерно, без рывков, толчков. Фрезеруют заготовки до образования чистой поверхности. В станки с механической подачей заготовки подают одну за другой, т. е. торец в торец.
Качество обработки проверяют так: складывают фугованные заготовки обработанными кромками или пластями и, если между ними нет просветов (зазоров), обработка считается удовлетворительной. Если между кромкой и пластью заготовки не получается прямой угол, надо настроить направляющую линейку. Непрострожка и вырывы на обработанной поверхности получаются, если столы установлены непараллельно в продольном и поперечном направлениях. Непрострожка по ширине получается при отклонении ножевого вала относительно плоскости заднего стола.
Ножевой ва
i-perf.ru
Классификация продольно-фрезерных станков.
⇐ ПредыдущаяСтр 6 из 12Следующая ⇒
Различают продольно-фрезерные станки следующих типов: фуговальные, рейсмусовые и четырехсторонние.
На продольно-фрезерных станках с помощью вращающихся ножевых головок и валов обрабатывают заготовки для создания базовых поверхностей и в размер с двух или четырех сторон. Начальной операцией является создание базовой поверхности на одной или двух смежных сторонах заготовки (рис. 6.1.а). Она выполняется на фуговальных станках. Затем следует обработка в размер по толщине или ширине (рис. 6.1.б) на рейсмусовых станках снятием слоя древесины с противоположной от базовой стороны заготовки. Если заготовка не имеет коробления или отклонения от формы, возможно совмещение этих операций на одном станке – четырехстороннем продольно-фрезерном (рис. 6.1.в). На нем заготовка за один проход обрабатывается со всех четырех сторон по толщине Н и ширине В, причем можно получать также и профильное сечение. Все продольно-фрезерные станки имеют проходной способ обработки и подвижное базирование.
Фуговальные станки.
Схема обработки на фуговальных станках представлена на рис. 6.2.а. Неточности распиливания и коробления во время сушки приводят к тому, что заготовки имеют неровную черновую базу. Если при обработке такую заготовку прижать к столу, то она выпрямится, но после окончания обработки вновь примет прежнюю форму и получится гладкая, но неплоская базовая поверхность. Надо вести обработку так, чтобы деталь при этом сохраняла начальную форму. При значительных неровностях черновой базы может потребоваться несколько проходов, что дает точную геометрическую плоскость обработки.
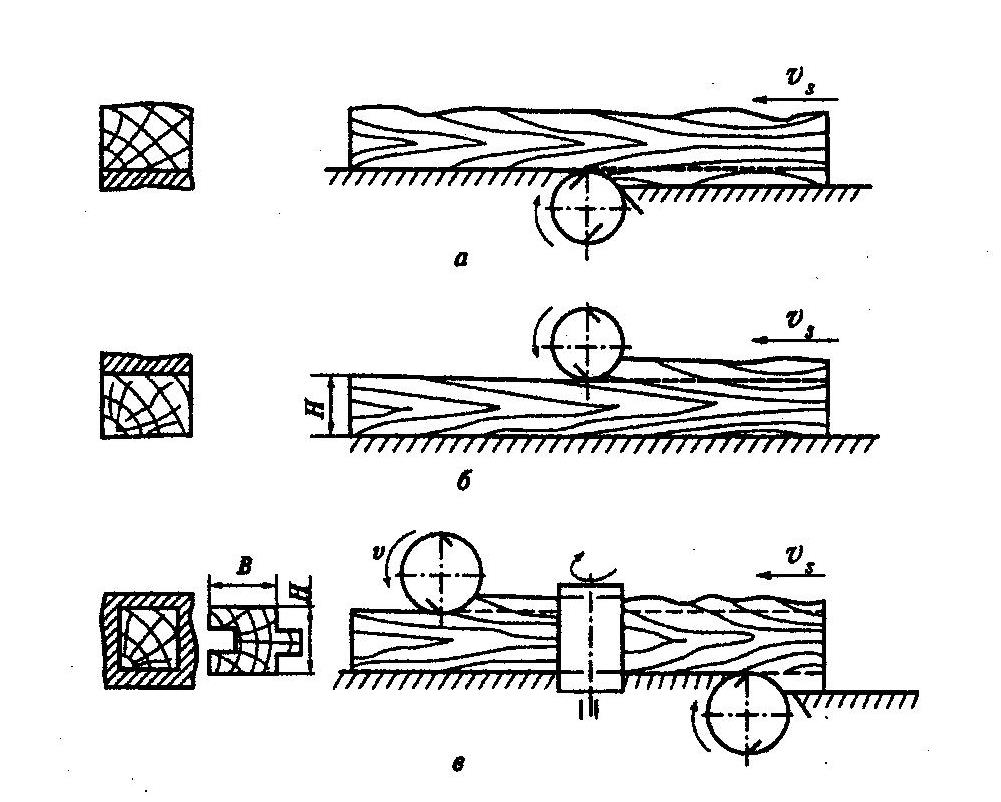
Рис. 6.1. Виды обработки на продольно-фрезерных станках:
а – создание базы на фуговальных станках; б – обработка в размер на рейсмусовых станках;
в – обработка в размер всех сторон на четырёхсторонних станках.
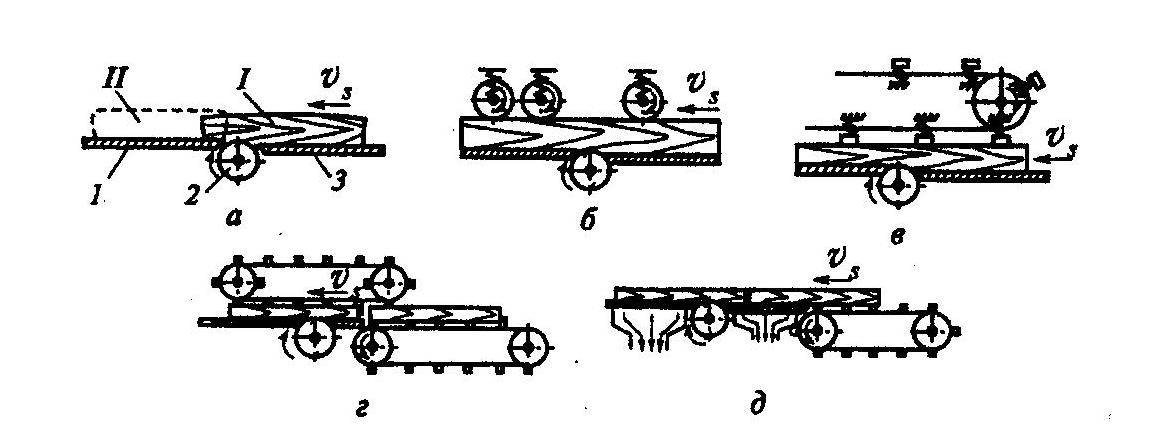
Рис. 6.2. Схемы фуговальных станков:
а – с ручной подачей; б, в – механизированной подачей фрикционного типа;
г, д – с жесткой связью.
Для выполнения этих условий процесс базирования заготовки осуществляется следующим образом. Вначале (положение 1) заготовка базируется на переднем столе 3, а затем по мере обработки ножевым валом 3 переходит на задний стол 1. Когда длина обработанной части заготовки окажется достаточной, нажимом на передний конец детали базирование полностью переносится на заднюю плиту (положение 2).
Наиболее распространены фуговальные станки с ручной подачей. При этом снимается небольшой слой древесины, поэтому сила резания невелика. Следовательно, усилие прижима, создаваемое руками рабочего и необходимое для преодоления вертикальной составляющей сил резания, невелико. Кроме того, рабочий контролирует усилие прижима, не давая выпрямиться изогнутой заготовке. Этим объясняется, почему при ручной фуговке даже длинных деталей получается плоская базовая поверхность.
Станки с ручной подачей малопроизводительны, условия работы неблагоприятные. Поэтому их целесообразно заменять фуговальными станками с механизированной подачей.
На станках с вальцовой подачей (рис. 6.2. б) в отличие от станков с ручной подачей усилие прижима заготовок вальцами постоянное, поэтому покоробленные и изогнутые заготовки могут быть выпрямлены вальцами. Чтобы предотвратить это, над передним столом монтируется один валец, а остальные над задним. Примером такой подачи может служить приставной роликовый автоподатчик.
Чтобы уменьшить усилие прижима, сосредоточенную силу вальцов заменяют распределенной силой прижима конвейера, применяя станки с конвейерной подачей (рис. 6.2.в). Конвейеры таких станков снабжены различного рода подпружиненными пальцами, подача заготовок осуществляется за счет сил трения на поверхности заготовки. Так как конвейер транспортирует заготовку многими пальцами одновременно, он работает надежнее вальцового механизма и обеспечивает незначительный прогиб заготовки.
Полностью прогиб обрабатываемых заготовок можно устранить, применяя толкающий конвейер или вакуумный прижим. На рис. 6.1.г приведена схема станка, оборудованного двумя конвейерами с прижимными и толкающими упорами. Верхний конвейер – прижимной. Упоры действуют на торец заготовки, преодолевая все горизонтальные составляющие сил сопротивления подачи, а подпружиненные упоры, расположенные над пластью заготовки, прижимают ее к столу силой, лишь слегка превышающей вертикальную составляющую сил резания. По схеме на рис. 6.2.д прижим заготовки осуществлен за счет вакуума, создаваемого насосом, который удаляет воздух через щели в столе.
Рейсмусовые станки.
На рейсмусовых станках производится плоскостное фрезерование одной или двух противоположных сторон заготовки с целью обработки ее в размер. В зависимости от числа одновременно обрабатываемых сторон заготовки различают одно и двусторонние рейсмусовые станки.
Односторонние рейсмусовые станки. На односторонних рейсмусовых станках обрабатывают заготовки в размер по толщине путем снятия слоя древесины с одной, противоположной базовой, стороны детали.
На рис. 6.3 изображена функциональная схема одностороннего станка. Подача заготовок 9 осуществляется подающими вальцами со скоростью 5-30 м/мин. Для надежной подачи передний валец 1 изготавливается рифленым, задний 5, контактирующий с обработанной поверхностью – гладким. Перед ножевым валом располагается передний прижим 2, который выполняет ряд функций: противодействует вертикальной составляющей сил резания, стремящейся оторвать от стола обрабатывае6мую деталь, является подпором, ограничивающим распространение опережающей трещины и, следовательно, образованию глубоких выколов, направляет поток срезаемой стружки в удаляющий патрубок.
Передний прижим состоит из подпружиненных секций, каждая из которых закрепляется так, что позволяет ему находиться вблизи зоны резания не только при обработке различных по толщине деталей, но и при огибании поперечных неровностей заготовки.
Длина ножевого вала зависит от ширины обрабатываемых деталей и меняется в диапазоне 250-2000 мм. Вращение от электродвигателя на вал передается через ременную передачу.
Позади ножевого вала расположен цельный задний прижим 4. Его нижняя опорная поверхность расположена параллельно столу станка и чуть ниже окружности резания. С его помощью деталь прижимается к столу во время прохода через станок для предотвращения вибраций, снижающих качество обработки. Задний подпружиненный гладкий подающий валец 5 расположен также чуть ниже окружности резания. Защитный щиток 6 предохраняет поверхность заготовки между задним прижимом и вальцом от попадания стружки.
Настройка станка на толщину Н обработки осуществляется перемещением стола 7. Для этого чаще всего используются ходовые винты, приводимые от маховичка 11 или электропривода. Нижние вальцы 8 стола иногда также делают приводными. Величина выступа а, регулируемая рукояткой 10, зависит от размера заготовки и породы древесины.
Рис. 6.3. Функциональная схема одностороннего рейсмусового станка.
Рис. 6.4. Принципиальные схемы двухсторонних рейсмусовых станков:
а – фуговально-рейсмусовая; б – двухрейсмусовая.
Двусторонние рейсмусовые станки. На двусторонних рейсмусовых станках деталь обрабатывается в размер по толщине путем снятия слоев древесины последовательно с обеих сторон. Они строятся по фуговально-рейсмусовой и двухрейсмусовой схемам.
На рис. 6.4.а. показана функциональная схема двустороннего рейсмусового станка, работающего по наиболее распространенной фуговально-рейсмусовой схеме. Вначале фуговальным ножевым валом 12 обрабатывается базовая нижняя плоскость заготовки, а затем верхним рейсмусовым ножевым валом 3 придается заготовке требуемая толщина. Подача осуществляется вальцовым механизмом. Передняя часть стола 10 перед фуговальным валом смонтирована в боковых стенках основного стола на двух эксцентриковых осях, поворотом которых стол быстро устанавливается на требуемую толщину снимаемого слоя древесины.
Над фуговальным валом 12 на осях крепится передний блок 6, в котором находятся подающий валец 7, блок прижимов 5, когтевая завеса 8 и механизм подъема блока.
За передним располагается задний блок, в котором смонтированы верхний рейсмусовый вал 3, прижимы передний 4 и задний 2 и подающие вальцы. Средний рифленый палец 14 и передний прижим выполнены секционными, задний прижим – в виде цельной балки, задний подающий валец 1 – гладким. Нижние вальцы 9, 11, 13, 15, 16 также гладкие, из нижних приводной только валец 16.
При двухрейсмусовой схеме (рис. 6.4.б) первым по направлению подачи расположен верхний рейсмусовый ножевой вал 2. Заготовка при этом базируется нижней необработанной поверхностью на переднем столе 5. При дальнейшем перемещении заготовка базируется верхней обработанной базовой поверхностью на базирующую балку 1 и обрабатывается в размер нижним рейсмусовым валом 7. Перебазирование не вносит ощутимой дополнительной неточности обработки, но уменьшает опасность схватывания концов заготовки.
Механизм подачи состоит из четырех пар вальцов. Передние верхние 3 и нижние 4 сделаны секционными. Нижнюю пару подающих вальцов 4 иногда заменяют гусеничным конвейером. Перед ножевыми валами располагаются секционные прижимы 6, а после них – цельные прижимные устройства.
Двухрейсмусовая схема рекомендуется при обработке жестких деталей, которые не прогибаются под давлением прижимных элементов в станке, и, наоборот, тонких (до 5 мм) гибких деталей. В остальных случаях обе схемы равноценные. Станки, спроектированные по фуговально-рейсмусовой схеме, проще конструктивно и в эксплуатации.
Рекомендуемые страницы:
lektsia.com
Модели фрезерных станков
Металлорежущие станки отечественного производства в зависимости от вида обработки разделяются на девять групп. В свою очередь, каждая группа делится на девять подгрупп, представляющих станки по их типам. Фрезерные станки относятся к шестой группе. Классификация фрезерных станков по типам приведена в табл. II.1.
Обозначение (шифрование) моделей фрезерных станков осуществляется по следующим правилам:
- первая цифра указывает группу;
- вторая — определяет тип станка;
- третья и четвертая — условно обозначают его размер.
Кроме цифр обозначение может содержать прописные буквы. Если между первой и второй цифрами стоит буква, это означает, что станок по сравнению с предыдущей моделью подвергся усовершенствованию. Алфавитная последовательность этих букв свидетельствует о дальнейших усовершенствованиях. Так, горизонтально-фрезерный консольный станок модели 6Т82 является более новым по сравнению со станком модели 6Р82. Буквы на конце шифра обозначают: П — повышенную точность; Г — изменение базовой модели; Ш — широкоуниверсальность; Ц — наличие циклового программного управления.
Модели фрезерных станков с числовым программным управлением (ЧПУ) в конце шифра имеют букву Ф и рядом с ней цифры:
- 1 — для станков с цифровой индикацией 1 и преднабором 2;
- 2 — для станков с позиционной системой ЧПУ;
- 3 — для станков с контурной (непрерывной) системой;
- 4 — для многооперационных станков с контурной (или смешанно-контурной и позиционной) системой ЧПУ и автоматической сменой инструмента из магазина инструментов.
В качестве признака размерной характеристики приняты размеры (мм) стола станка. По этому признаку станки имеют пять градаций:
Размер | 0 | Площадь | стола | 200х800 |
>> | 1 | >> | >> | 250х1000 |
>> | 2 | >> | >> | 320х1250 |
>> | 3 | >> | >> | 400х1600 |
>> | 4 | >> | >> | 500х2000 |
Таблица II.1 Классификация фрезерных станков по типам
Подгруппа станков шестой группы | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
Тип станков | ||||||||
Верти- | Фре- | Сво- | Копиро- | Верти- | Продольно- | Консольные | Горизон- | Разные |
xn--80awbhbdcfeu.su