Продольно-строгальные станки | Металлорежущие станки
Размерной характеристикой продольно-строгальных станков являются наибольшие размеры обрабатываемых деталей (ширина x длина х высота). Промышленность Советского Союза выпускала станки от 630x2000x550 до 5000x12500x4500 мм. Станки размером до 1600x6300x1250 мм включительно выпускаются в одностоечном исполнении.
Одно- и двухстоечные станки
У продольно-строгальных станков подвижной частью является стол с закрепленной на нем заготовкой. В зависимости от устройства поперечины различают одностоечные и двустоечные станки. Первые применяют для обработки крупных деталей, ширина которых выходит за пределы расстояния между колоннами станков двустоечного исполнения (рис.127).
Главное движение
Главное движение осуществляется от регулируемого электродвигателя 54 постоянного тока. Рабочий ход передается через двухступенчатую коробку скоростей на передачу червяк-рейка 51-52 по следующему циклу: медленное перемещение стола при врезании резца в заготовку, разгон стола до рабочей скорости, рабочий ход, уменьшение скорости перед выходом резца из заготовки, возврат стола в исходное положение. Для изменения скоростей имеется специальный механизм, смонтированный на . Реверсирование осуществляется электродвигателем 54.
Для изменения скоростей имеется специальный механизм, смонтированный на . Реверсирование осуществляется электродвигателем 54.
Движение подачи
Движение подачи осуществляется реверсивным электродвигателем 53, от которого вращение передается червячной парой 13-14 на вал / коробки подач. На этом валу на шпонке смонтирован диск 1, на котором установлен фрикцион 2, связанный пальцем с диском .3, несущим собачку 6 храпового механизма. Собачка вращает храповое колесо 5 и связанное с ним колесо 4. От него вращение передается на раздаточный вал // и далее через зубчатые колеса-16-17 на колеса 18, связанные с полумуфтами. Верхний (///) и нижний (VI) валы служат для горизонтального перемещения суппортов, а средние валы (IV и V) для вертикального перемещения.
Периодическая подача суппортов осуществляется следующим образом. В момент реверсирования стола с обратного хода на рабочий подается команда электродвигателю 53. Вращение его происходит до тех пор, пока разжимная планка фрикциона 2 не упрется в неподвижный упор и не разожмет фрикцион. При нажатии кулачка на конечник реверса стола в начале рабочего хода электродвигатель 53 отключается. Механизм подачи бокового суппорта устроен аналогичным образом, Установка подачи осуществляется храповым колесом 5, При его вращении приводится в движение подвижный упор, При этом изменяется угол между подвижным и неподвижным упорами и тем самым величина подачи.
При нажатии кулачка на конечник реверса стола в начале рабочего хода электродвигатель 53 отключается. Механизм подачи бокового суппорта устроен аналогичным образом, Установка подачи осуществляется храповым колесом 5, При его вращении приводится в движение подвижный упор, При этом изменяется угол между подвижным и неподвижным упорами и тем самым величина подачи.
Рис. 127 Кинематическая схема продольно-строгольного станка
Установочные перемещения заимствуют движение от электродвигателя 53, который вращается в направлении рабочей подачи. Одновременно включается электромагнит, который сцепляет червячное колесо 14 с храповым колесом при помощи кулачковой муфты. Далее движение следует по предыдущему. Кнопка установочного перемещения находится на подвесной станции, на которой располагаются и другие кнопки управления. Кроме кнопок управления, на станке имеются средства ручного управления и наладочного перемещения суппортов.
Похожие материалы
Устройство продольно-строгальных станков
Основные узлы продольно-строгальных станков и их назначение. На рис. 26 показан общий вид одностоечного продольно-строгального станка модели 7142А. Основными узлами этого станка являются стол 8, станина 2 и траверса б. По траверсе перемещаются два вертикальных суппорта 4 и б, а по вертикальным направляющим станины – боковой суппорт 1. Главное рабочее движение сообщается от электродвигателя 9 с помощью червячно-реечной передачи столу 3, а движение подачи – суппортам.
На рис. 26 показан общий вид одностоечного продольно-строгального станка модели 7142А. Основными узлами этого станка являются стол 8, станина 2 и траверса б. По траверсе перемещаются два вертикальных суппорта 4 и б, а по вертикальным направляющим станины – боковой суппорт 1. Главное рабочее движение сообщается от электродвигателя 9 с помощью червячно-реечной передачи столу 3, а движение подачи – суппортам.
Перемещение суппортов но направляющим траверсы и станины осуществляется предусмотренными для этой цели отдельными электродвигателями. Все суппорты имеют устройства для быстрого передвижения и приспособлены для автоматического подъема резца в конце рабочего хода. Траверса 5 имеет ускоренное перемещение вверх и вниз по станине, осуществляемое электродвигателем 7. Управление станком сосредоточено на пульте 8, смонтированном на гибком шланге, который можно расположить в любом месте.
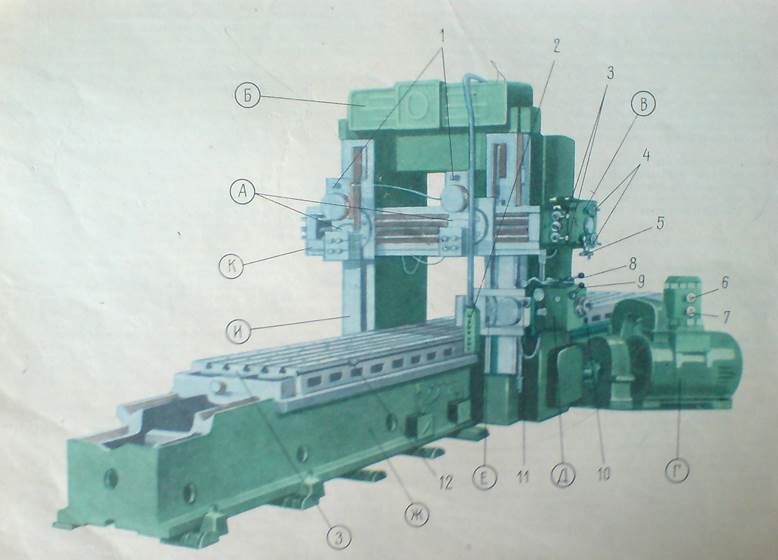
На рис. 27 показан общий вид двухстоечного продольно-строгального станка модели 7212. Он состоит из следующих основных узлов: станины 1, стола 2, перемещающегося по горизонтальным направляющим станины, поперечины 3, передвигающейся по вертикальным направляющим стоек, жестко скрепленных со станиной и с соединительной балкой портала 4, верхних суппортов 5; перемещающихся по направляющим поперечины, коробки подач поперечины 6, бокового суппорта 8, коробки подач бокового суппорта 9, узла электропривода 11 и коробки скоростей 12.
Он состоит из следующих основных узлов: станины 1, стола 2, перемещающегося по горизонтальным направляющим станины, поперечины 3, передвигающейся по вертикальным направляющим стоек, жестко скрепленных со станиной и с соединительной балкой портала 4, верхних суппортов 5; перемещающихся по направляющим поперечины, коробки подач поперечины 6, бокового суппорта 8, коробки подач бокового суппорта 9, узла электропривода 11 и коробки скоростей 12.
Управление станком осуществляется на пульте управления 10, а также с помощью подвесной кнопочном станции 7, Привод и управление подачами суппортов производятся с помощью коробок подач. Управление вертикальными суппортами сдублировано с обоих концов поперечины.
Крышкой 13 закрывается узел централизованной смазки механизмов станка.
Механизм главного рабочего движения. Привод главного рабочего движения осуществляется от электродвигателей постоянного тока (Д4 на кинематической схеме, рис. 28).
28).
Электропривод стола работает по системе генератор-двигатель. Он состоит из реверсивного электродвигателя постоянного тока, который питается от генератора-преобразовательного агрегата. Питание обмотки возбуждения электродвигателя привода производится от постороннего источника электрической энергии – генератора постоянного тока – возбудительного агрегата.
Электропривод позволяет осуществлять бесступенчатое регулирование скорости вращения электродвигателя привода стола в пределах от 125 до 1500 об/мин. Далее вращение передается на двухдиапазонную коробку скоростей.
При работе на первом – скоростном – диапазоне (при чистовом строгании) движение передается от электродвигателя Д4 через косозубые зубчатые колеса 3, 4, 1 и 2, зубчатую муфту 5, вал 9, реечное колесо 11 и рейку 12, скрепленную со столом станка.
При работе на втором – силовом – диапазоне (при черновом строгании) движение через зубчатую пару 3 и 4 передается косозубым колесам 6 и 7 и далее через зубчатую муфту 5, как на первом диапазоне.
Управление приводом главного рабочего движения осуществляется при помощи коробки скоростей (путем переключения рукоятки, при этом муфта 5 сцепляется с зубчатыми колесами 2 или 7) и посредством пульта управления.
Зубчатое колесо 8, находящееся на выходном валу коробки скоростей, предназначено для передачи движения через шестерни 10, 13 и червячную пару 14 и 15 на лимб 7 пульта управления.
Лимб располагает двумя неподвижными упорами 4 и 8 (рис. 29), в пределах которых передвигаются сектора 10 и 12. На этих секторах имеются щетки 13, которые включают замедление стола в зависимости от величины установленной скорости движения. Чем выше скорость движения, тем раньше включается замедление стола, при этом уменьшается его выбег.
В пазах секторов 10 и 12 расположены кулачки 1 и 11 включения конечных переключателей, которые осуществляют реверсирование стола. На этих же секторах есть еще два кулачка 3 и 9 включения аварийного выключателя. При несрабатывании конечных переключателей реверса стола они обеспечивают включение аварийного выключателя.
При несрабатывании конечных переключателей реверса стола они обеспечивают включение аварийного выключателя.
Установка длины хода стола производится перемещением секторов при помощи рукояток 5 и 6. Каждая рукоятка и управляемый ею сектор окрашены одним цветом. На кольце 2 теми же цветами обозначены границы перемещения секторов при установке длины хода стола.
Механизм подачи суппортов. Автоматическая подача суппортов поперечины осуществляется с помощью электродвигателя Д2 (см. рис. 28). При изменении направления движения стола станка с обратного (холостого) хода на рабочий включается реверсивный двигатель Д2 коробки подач. От электродвигателя через червячную передачу 2 и 1 (рис. 30) движение передается на главный вал коробки подач Х, на котором на попонке неподвижно закреплен диск 9 и установлен фрикцион 10, соединенный пальцем с собачкой 6 на диске 7. Собачка в свою очередь передает вращение храповому колесу 4 и жестко соединенному с ним зубчатому колесу 5, а последнее – зубчатым колесам 30 и 29 вала IX.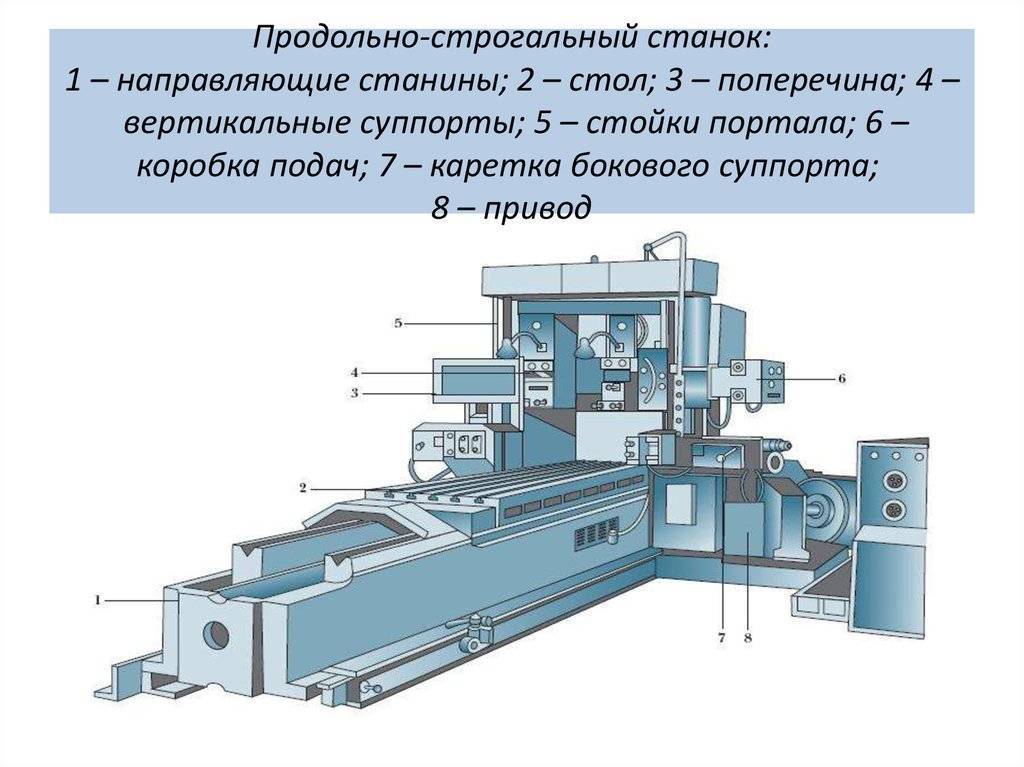 От вала IX движение получают зубчатые полумуфты 24 и передающие вращение зубчатым полумуфтам 25, 20, 17, 16, 22 и 26, свободно насаженным на валах V, VI, VII и VIII.
От вала IX движение получают зубчатые полумуфты 24 и передающие вращение зубчатым полумуфтам 25, 20, 17, 16, 22 и 26, свободно насаженным на валах V, VI, VII и VIII.
Между зубчатыми полумуфтами на шлицевых участках валов V – VIII расположены кулачковые муфты 27, 23, 21 и 18, которые соединяются с теми или иными зубчатыми полумуфтами при помощи рукоятки 28, при этом валы V, VI, VII и VIII вращаются в обратную сторону, и, следовательно, осуществляется реверс подачи. Вращение валов и подача суппортов будут производиться до тех пор, пока разжимная планка 8 фрикциона не упрется в неподвижный упор на валу IX и не разожмет фрикцион.
Электродвигатель Д2 остановится лишь через некоторое время после прекращения подачи, после того как кулачок нажмет на конечный выключатель реверса стола. Во время обратного хода стола происходит зарядка механизма подач, т. е. подготовка его для новой рабочей подачи. Импульс, полученный от конечного выключателя реверса стола электродвигателем Д2, заставляет последний вращаться в обратную сторону.
Для осуществления установочного перемещения суппортов поперечины необходимо с подвесной кнопочной станции передать команду электродвигателю Л2. Последний в этом случае будет вращаться только в направлении подачи. Одновременно с нажатием кнопки включается электромагнит 82, который штырями 38 через упорный подшипник 34 при помощи пальцев 31 и кулачковой муфты 8 сцепляет червячное колесо 1 с храповым колесом 4.
От электродвигателя Д2 движение будет передаваться через червячную передачу 2 и 1, колеса 4 и 5 на зубчатые колеса 30 и 29 вала IХ и далее, так же как при автоматической подаче.
Установка величины подачи осуществляется с помощью маховичка 14, расположенного в торце коробки подач суппортов поперечины. При вращении этого маховичка движение через зубчатые колеса 15 и 12 передается на подвижный упор 11.
Привод горизонтального и вертикального перемещения суппортов осуществляется следующим образом (см. кинематическую схему, рис. 28). В каретке левого суппорта имеются кронштейн, в котором закреплена гайка 47 горизонтального перемещения, соединенная с ходовым винтом 27, и коническое зубчатое колесо 46 на ходовом валу 18. Колесо передает движение от коробки подач через зубчатые колеса 45, 37, 44, 41 и 42 на винт 43 салазок левого суппорта, который, перемещаясь в двух гайках 38 и 39, производит вертикальное перемещение салазок с резцедержателем.
В каретке правого суппорта находится гайка 31 горизонтального перемещения, соединенная с ходовым винтом 40, и коническое зубчатое колесо З6 на ходовом валу 17, передающее движение от коробки подач через зубчатые колеса 35, 34 и 29 на винт 28 салазок правого суппорта.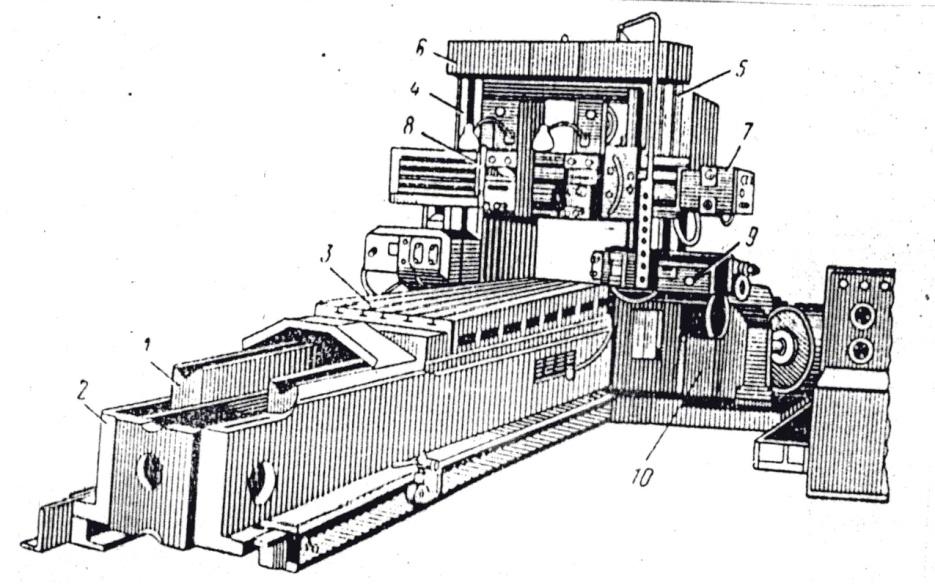 Перемещаясь в двух гайках 33 и 32, оп осуществляет вертикальное перемещение салазок с резцедержателем. Управление перемещением суппортов производится тягами 16 и 19.
Перемещаясь в двух гайках 33 и 32, оп осуществляет вертикальное перемещение салазок с резцедержателем. Управление перемещением суппортов производится тягами 16 и 19.
Привод подач бокового суппорта аналогичен рассмотренному приводу подач суппортов поперечины.
Механизмы подъема и зажима поперечины. Для подъема и опускания поперечины станок снабжен специальным механизмом из двух червячных редукторов, приводимых в движение одним электродвигателем.
От электродвигателя Д1 (см. кинематическую схему, рис. 28) движение передается на левую и правую части поперечины при помощи червячных пар 28, 22 и 24, 25 через винты 21 и 30 на гайки 20 и 26, закрепленные в поперечине.
Механизм зажима поперечины на стойках, сблокированный с механизмом ее подъема, получает движение от электродвигателя через червяк И и далее на червячное колесо 52, соединенное с гайкой 58. Эта гайка, воздействуя на винт 54, сообщает ему поступательное перемещение и через шайбу 50 передает усилие на рычаги зажима 49, 48, 55 и 56 поперечины. Подъем и опускание поперечины возможны только после освобождения зажима.
Подъем и опускание поперечины возможны только после освобождения зажима.
Управление станком и его наладка. Управление станком осуществляется с пульта управления и дистанционно – с подвесной кнопочной станции.
На рис. 31, и показана подвесная кнопочная станция, а на рис. 31, б – панель пульта управления. Там же (в подписи под рисунком) приведены необходимые данные о приборах, кнопках и рукоятках, с помощью которых осуществляются необходимые управляющие действия.
Подключение станка к сети переменного тока производится с помощью специальной рукоятки выключателя (на рисунке ие показана) и контролируется лампой, автоматически загорающейся при подключении к сети.
После загорания лампы нажатием кнопки 9 (см. рис. 31, б) включают двухмашинный (возбудительный) агрегат, при этом одновременно включается вентилятор электродвигателя привода с гола, что фиксируется загоранием лампы 10. Затем нажатием кнопки 2 включают трехмашинный (преобразовательный) агрегат; одновременно включается маслонасос смазки направляющих станины стола, что контролируется сигнальной лампой 8.
Далее перед наладкой станка нажатием кнопок б и 7 (см. рис. 31, а) включают установочное перемещение стола соответственно в направлении рабочего или обратного хода.
Установка длины хода стала производится следующим образом, Вначале определяют, против каких делений на линейке стола расположены начало и конец обрабатываемой детали. Затем на лимбе пульта против соответствующих делений рукоятками 1 (см. рис. 31, б) устанавливают риски секторов и проверяют предварительно установленную длину хода стола. При необходимости ее корректируют.
Перебег стола рекомендуется устанавливать перед началом рабочего хода около 150 мм и в конце рабочего хода 50 мм. Упоры управления должны быть надежно закреплены.
Перед переключением станка на рабочий режим (автоматический цикл) рукоятками выбора диапазона скоростей движения стола устанавливают нужный диапазон (рекомендуется при черновом строгании работать на первом диапазоне, а при чистовом – на втором). Затем с помощью рукояток 8 и б (см. рис. 31, б) устанавливают величины скоростей соответственно обратного и рабочего ходов стола.
рис. 31, б) устанавливают величины скоростей соответственно обратного и рабочего ходов стола.
Далее производят настройку механизмов подачи рукоятками выбора направления перемещения суппортов и маховичками установки величины подачи, после чего нажатием кнопки 10 или 11 (см. рис. 31, а) включают работу стола по автоматическому циклу.
Если работа суппортов поперечины производится с горизонтальной подачей, то салазки их следует зажать гайками.
При перемещении поперечины вниз с целью сохранения параллельности ее положения относительно плоскости стола следует поперечину сначала поднять вверх для выборки зазора в паре винт – гайка, а затем уже опускать вниз.
Смазка станка. Для повышения надежности работы станка и увеличения срока его службы необходимо своевременно производить профилактические осмотры и регулярную смазку узлов и механизмов. Система смазки станка показана на рис. 32.
Ответственные поверхности, работающие в тяжелых условиях (направляющие станины, зубья шестерни привода стола и ее подшипники) смазываются от центральной смазочной станции. Работа ее осуществляется следующим образом. Резервуар с маслом 2 размещается и специальных секциях станины. Масло из него поступает через сетчатый фильтр грубой очистки 1 по трубопроводам (см. стрелки) к насосу 8, приводимому в движение электродвигателем. От насоса масло проходит через кран б и пластинчатый фильтр б к маслораспределителю 9, от которого через дроссели регулирования 8 поступает к выведенным на рабочие поверхности ответственных деталей точкам смазки.
Работа ее осуществляется следующим образом. Резервуар с маслом 2 размещается и специальных секциях станины. Масло из него поступает через сетчатый фильтр грубой очистки 1 по трубопроводам (см. стрелки) к насосу 8, приводимому в движение электродвигателем. От насоса масло проходит через кран б и пластинчатый фильтр б к маслораспределителю 9, от которого через дроссели регулирования 8 поступает к выведенным на рабочие поверхности ответственных деталей точкам смазки.
Для контроля наличия масла в системе нагнетательной цепи предусмотрено реле давления 7, которое воздействует на конечный выключатель и прекращает движение стола или делает невозможным его включение при отсутствии масла в нагнетательном трубопроводе. Для измерения давления масла в трубопроводах в системе имеется манометр 10. Величина давления масла регулируется и поддерживается предохранительным клапаном с переливным золотником 4.
Смазка зубчатых колес и подшипников коробок подач поперечины и бокового суппорта производится при помощи плунжерного насоса через распределители, имеющиеся в каждой коробке.
Направляющие, ходовые винты, ходовые валы и конические зубчатые колеса поперечины, а также ходовые винты и винтовые зубчатые колеса бокового суппорта смазываются специальными дозаторами.
Зубчатые колеса и подшипники коробки скоростей, детали червячных редукторов подъема поперечины, редукторы зажима поперечины и червячная пара пульта управления смазываются путем разбрызгивания масла, находящегося в соответствующих емкостях корпусов.
p
Мощный строгальный станок с S.C.H. [40″ и 50″] от Castaly — Capital Woods Machinery
Нажмите или прокрутите, чтобы увеличить Коснитесь или сведите пальцы, чтобы увеличить Нажмите или прокрутите, чтобы увеличить Коснитесь или сведите пальцы, чтобы увеличить Нажмите или прокрутите, чтобы увеличить Коснитесь или сведите пальцы, чтобы увеличить Нажмите или прокрутите, чтобы увеличить Коснитесь или сведите пальцы, чтобы увеличитьby Castaly
36 990,00 $
Поделись этим:
Особенности:
- Спиральные ножевые головки обеспечивают точное и эффективное строгание с низким уровнем шума.

- Автоматический цифровой регулятор толщины для быстрой и точной настройки.
- Моторизованный рабочий стол поднимается и опускается с помощью отдельного двигателя для более эффективной работы.
- Специально разработанная бесступенчатая система подачи приводится в действие отдельным двигателем и позволяет регулировать точную скорость подачи для строгания до точной гладкой поверхности как твердой, так и мягкой древесины.
- Секционный подающий ролик, устройство защиты от отдачи и стружколом повышают безопасность оператора.
- Большая режущая способность толщиной до 8 дюймов.
- Вытяжной колпак для пыли диаметром 4 дюйма. выпускное отверстие для надлежащего удаления стружки.
- Моторизованный рабочий стол включает в себя два быстрорегулируемых опорных ролика, которые можно отрегулировать для чернового и чистового строгания влажных или сухих пиломатериалов, обеспечивая неизменно гладкую поверхность строгания.
- Прецизионный герметичный шарикоподшипник с длительным сроком службы.
- Промышленный двигатель для мощной резки.
- Каркас и основание из толстого листового металла для обслуживания без обслуживания.

T-SCH-14T
| СПИРАЛЬНЫЕ ДИСКИ 14 ММ x 14 ММ 2,9 долл. США0 |
DC-AUTO
| АВТОМАТИЧЕСКИЙ ЦИФРОВОЙ КОНТРОЛЬ ТОЛЩИНЫ $1 990,00 |
Опция: CT-SCH-14T СПИРАЛЬНЫЕ НОЖИ 14 ММ x 14 ММ
| ХАРАКТЕРИСТИКИ | WP-1010H | WP-1400H |
| Макс. Ширина реза | 40 дюймов | 52 дюйма |
| Макс. Толщина реза | 8 дюймов | |
| Макс. Глубина реза | 1/4″ | |
| Мин. Длина реза | 9 дюймов | |
| Диаметр режущей головки | 5 дюймов | |
| Количество рядов ножей | 6 | |
| Скорость резания | 3600 об/мин | |
| Размеры стола (Ш x Д) | 43 x 55 дюймов | 55 x 55 дюймов |
| Главный двигатель | 20 л. с., 3 фазы с., 3 фазы | 25 л.с., 3 РН |
| Двигатель подачи | 3 л.с. | 5 л.с. |
| Двигатель подъема стола | 1 л.с. | |
| Скорость подачи (зависит от инвертора) | 10 ~ 60 фут/мин | |
| СЗ | 4750 фунтов | 6500 фунтов |
| Г.В. | 5500 фунтов | 7400 фунтов |
CANTEK GT635ARD 25-дюймовый двойной строгальный станок
Как мы используем файлы cookie
Мы можем запросить установку файлов cookie на вашем устройстве. Мы используем файлы cookie, чтобы сообщать нам, когда вы посещаете наши веб-сайты, как вы взаимодействуете с нами, чтобы обогатить вашего пользователя опыт и настроить ваши отношения с нашим веб-сайтом.
Нажмите на заголовки различных категорий, чтобы узнать больше. Вы также можете изменить некоторые из ваших предпочтений.Обратите внимание, что блокировка некоторых типов файлов cookie может повлиять на ваш опыт на наших веб-сайтах и услугах мы можем предложить
Вы также можете изменить некоторые из ваших предпочтений.Обратите внимание, что блокировка некоторых типов файлов cookie может повлиять на ваш опыт на наших веб-сайтах и услугах мы можем предложить
Основные файлы cookie веб-сайта
Эти файлы cookie строго необходимы для предоставления вам услуг, доступных на нашем веб-сайте, и для использования некоторых его функций.
Поскольку эти файлы cookie необходимы для работы веб-сайта, отказ от них повлияет на работу нашего сайта. Вы всегда можете заблокировать или удалить файлы cookie, изменив настройки браузера и принудительно заблокировав все файлы cookie на этом веб-сайте. Но это всегда будет предлагать вам принять/отказаться от файлов cookie при повторном посещении нашего сайта.
Мы полностью уважаем, если вы хотите отказаться от файлов cookie, но, чтобы не просить вас снова и снова, разрешите нам сохранить файл cookie для этого. Вы можете отказаться в любое время или выбрать другие файлы cookie, чтобы получить лучший опыт. Если вы откажетесь от файлов cookie, мы удалим все установленные файлы cookie в нашем домене.
Если вы откажетесь от файлов cookie, мы удалим все установленные файлы cookie в нашем домене.
Мы предоставляем вам список файлов cookie, сохраненных на вашем компьютере в нашем домене, чтобы вы могли проверить, что мы сохранили. Из соображений безопасности мы не можем отображать или изменять файлы cookie с других доменов. Вы можете проверить это в настройках безопасности вашего браузера.
Установите этот флажок, чтобы включить постоянное скрытие панели сообщений и отказаться от всех файлов cookie, если вы не дадите согласие на это. Нам нужно 2 файла cookie, чтобы сохранить эту настройку. В противном случае вам будет предложено снова открыть новое окно браузера или новую вкладку.
Нажмите, чтобы включить/отключить основные файлы cookie сайта.
Файлы cookie Google Analytics
Эти файлы cookie собирают информацию, которая используется либо в агрегированной форме, чтобы помочь нам понять, как используется наш веб-сайт или насколько эффективны наши маркетинговые кампании, либо чтобы помочь нам настроить наш веб-сайт и приложение для вас, чтобы улучшите свой опыт.
Если вы не хотите, чтобы мы отслеживали ваше посещение нашего сайта, вы можете отключить отслеживание в своем браузере здесь:
Нажмите, чтобы включить/отключить отслеживание Google Analytics.
Другие внешние службы
Мы также используем различные внешние службы, такие как Google Webfonts, Google Maps и внешние поставщики видео. Поскольку эти провайдеры могут собирать личные данные, такие как ваш IP-адрес, мы разрешаем вам заблокировать их здесь. Имейте в виду, что это может значительно снизить функциональность и внешний вид нашего сайта. Изменения вступят в силу после перезагрузки страницы.
Настройки веб-шрифтов Google:
Нажмите, чтобы включить/отключить веб-шрифты Google.
Настройки карты Google:
Нажмите, чтобы включить/отключить карты Google.
Настройки Google reCaptcha:
Нажмите, чтобы включить/отключить Google reCaptcha.
Встраивание видео в Vimeo и Youtube:
Нажмите, чтобы включить/отключить встраивание видео.