Настраиваемые Алюминий/алюминиевый профиль с ЧПУ и обработки поверхности
Наши преимущества:
1, 20 лет опыта в обеспечении – индивидуальные штампованный алюминий и решение для обработки; 11+ лет экспорт в 40 стран;
2.: ISO 9001: 2015, МУЦГ сертификацию TS16949: 2016, RoHS, SGS, D& B
3. Вспомогательных компаний из списка Fortune 500, COSCO группы; Богатым опытом в деле служения, VTECH Максвелла, ABB и т. Д.
4.100% новых материалов
5. Конкурентоспособных цен на короткое время как для инструментальной оснастки и деталей, поскольку мы делаем все возможное в
6. Эффективных и действенных техническая поддержка (30+ инженеров) и отличные показатели продаж услуг (20+ торговых представителей).
7. Достаточным производственная мощность (8 линии экструзии; 50+ машины с ЧПУ; Лишь 65% занято).
8. Эффективной связи (48-часовой quote время выполнения заказа).
описание продукта
Тип | Связанные продукты | Приложение |
Проектирование пользовательских профилей и штампованного компонентов | Корпус, панель управления, кадров, детали для автомобилей, радиатор и радиатор, контейнер, пневматический цилиндр, алюминиевые трубы/бар/угла и т.  Д. Д. | Для автомобильной промышленности и бытовой электроники, зеленый (солнечной энергии, EDLC, LED и т. Д. ), безопасность, аудио-видео, освещение, мебель и оборудование, санитарных продовольственный, оборудование и т. Д. |
ODM продукты | Лоток захвата бумаги из алюминия, алюминиевых структурных палатки, алюминиевые поручни и систему “Автоматическая система перегородки | |
Устройства отображения
Наша компания
Кто COSCO.
Цзянмэне COSCO транспортировочные алюминиевых Co., Ltd. Является полностью в глобальной компании из списка Fortune 500, Китая Cosco транспортировочные Corporation Limited.
Создана Год: 1998
На заводе области: 594, 000 квадратных футов
Тип бизнеса изготовителей оборудования производства и экспорта
Unit No.: 750 сотрудников
Мы – профессиональный производитель с полным обслуживанием специальных алюминиевых профилей и alu. Связанные продукты.
Наши возможности включают в себя плавки и легирование, дизайн и производство, экструзии, изготовление & Точность обработки и окончательной обработки.
Наши услуги.
1. Ваш запрос в связи с нашей продукцией или цены будут ответили в течение 48 часов
2. Хорошо подготовленных и опытных сотрудников с целью помочь вам с решением проблемы.
3. OEM и ODM, любые пользовательские lightings мы можем помочь в разработке и введению в продукции
4. Distributorship предлагается для вашего уникального дизайна и некоторые из наших текущих моделей.
Что мы делаем:
В нашем 65 000 м², расположенном в провинции Гуандун Китая, 750 хорошо обученные работники и Группа 20-летний опыт инженеров использования машин из Германии, Южная Корея и Тайвань и передовых технологий для изготовления полного обслуживания:
1.  Экструзии и Инструменты разработки и производства; Экструзии и Инструменты разработки и производства; | |
2. Вторичный серий заводских номеров автомобилей | Обрабатывающий с ЧПУ, постукивая, сверление, резку, сварки и т. Д.; |
3. Механические узлы и агрегаты и химическая обработка поверхности: | Облицовку волос, пескоструйная обработка, полировка, anodizing наружного зеркала заднего вида, цвета кожи, жесткий anodizing anodizing, порошковое покрытие, окраски, трафаретной печатью печати; |
4. Ассамблея, пакет и Отгрузки; | |
Мы стараемся сделать все возможное в доме для лучшего контроля над качеством, а также о времени доставки. В то же время мы также разрабатываем поблизости квалифицированных поставщиков в качестве партнеров расти и развиваться вместе для Более широкого круга пользователей во всем мире.
Технические характеристики наших продуктов для изготовителей оборудования
Пункт | Оригинального продукта | Альтернативы |
Форма | Нерегулярных | Круглые и квадратные, Треугольник, прямоугольник и т.  |
Сплава | 6063 сплава | 6061, 6082, 6060, 6005, 6N01, 5052, 5083, 5056 пакет обновления, 3003, 7005, 7020 сплава и т. Д. |
Невезение | T6 | T3, T4, T5, T6, T8 могут быть обсуждены. |
Обработки и Серий заводских номеров автомобилей | Не требуется | Режущие, деформации, абразивного, откидывание, перфорационных отверстий, сверления, постукивая, снятие фаски, чертеж, хонингованию, изгиб, штамповки, образуя, полировка, скрип, чистить зубы, пескоструйной обработки, сварки числового управления Lathing, сложные ЧПУ точность обработки |
Опции окончательной обработки | Окрашенная | По окончании мельницы, анодированный, электрофорез, порошковое покрытие, окрашенная, разорванные Мэтт, песка шоссе ПВДФ, Silkscreened и т. Д. |
| Стандарт для экструзии | Гб /T5237-2008 | EN-755-2/3/6/8, BS-1474, BS 1161 (британских стандартов) |
JIS h5100 (на японском языке) | ||
AS/NZS1866-1997 (Австралийский Новой Зеландии в стандартной комплектации) | ||
Стандарт для изготовления | Гб/T1804-2000 | BS 8118 TS1649 |
Стандарт для Anodizing | Гб5237.  2-2004 2-2004 | BS для HR1615: 1987 |
BS5599: 1993 | ||
Mil-A-8625E ТИП I | ||
Mil-A-8625E ТИПА III |
Подробные сведения о заказе COSCO продукции из алюминия
Содержание | |
Минимальный заказ | 300 кг на пробный заказ. Один кусочек образца – бесплатно для клиентов и сохранить для будущего массового производства, доставки сборов будет на клиента. |
производственная мощность | 12, 000MT/год |
время выполнения заказа образцов | 15-18 рабочих дней, в том числе 7-10дней для принятия решений при необходимости инструментальной плиты. |
время выполнения продукции | 15~25 рабочих дней. |
Документы | Мельница сертификатов, RoHS, достичь (SVHC), рабочие инструкции, инспекции инструкции по эксплуатации, инструкции по упаковке, поддержку PPAP (в том числе в плане управления, PFMEA и т.  Д. ), распаковка/разгрузки инструкции для пользователей. Д. ), распаковка/разгрузки инструкции для пользователей. |
Метод упаковки | 1. Стандартная упаковка: Пластиковый лист обернуты для каждого профиля ее поверхности, крафт-бумаги завернутые в пакетах. |
2. Специальные упаковки: Деревянные случаях/кадров/поддоны + Утюг лотков для бумаги. | |
3. Пакеты или ящики с деревянные брусья. | |
4. ЭПЕ + Картонная упаковка коробки. | |
5. Методы подгонянная упаковка. | |
Вес | 20 В GP для 13т, 40 В GP для 20 тонн. LCL отгрузки будет приемлемым. |
Срок оплаты: | Инструментальная: 100% предоплата путем банковского перевода. |
Детали: 30% после подтверждения заказа и баланса до доставки T/T. | |
Другие условия оплаты могут быть обсуждены. | |
Срок доставки: | EXW, ФОБ, CIF или другие люди могут быть обсуждены.  |
Упаковка и доставка
Подробные сведения о упаковки: Пластиковый лист обернуты для каждого профиля в целях защиты профилей” поверхностей, крафт-бумаги завернутые в пакетах.
Сведения о доставке: 25-30 рабочих дней после получения платежа.
Наши сертификаты
Надежное качество (ISO9001: 2015 И сертификацию TS16949: 2016 ).
Конкурентные цены на короткое время как для инструментальной оснастки и деталей, поскольку мы делаем все возможное в доме.
Эффективных и действенных техническая поддержка и отличные показатели продаж услуг.
Достаточно производственная мощность (только 65% занято).
Эффективной связи (48-часовой quote время выполнения заказа).
Совместимые с RoHS проверку.
Часто задаваемые вопросы
Q1: Кто вы?
A: Cosco alu является ведущим производителем штампованный алюминий в Китае за более чем 20 лет.
Q2: Является ли для изготовителей оборудования доступны для вас?
A: OEM. Мы можем предложить услуги – в том числе выдавливание, anodizing, обрабатывающий с ЧПУ, упаковки и т. Д.
Мы можем предложить услуги – в том числе выдавливание, anodizing, обрабатывающий с ЧПУ, упаковки и т. Д.
Q3: что же нам следует предложить, если нам нужна Ваша цитата?
A: Пожалуйста дайте нам знать ваши подробные требования, в том числе материальную, обработки поверхности и etc для экструзии или профиля вы ищете и также отправить CAD или 3D чертежей к нам, если у вас есть.
Q4: Как долго мы можем получить расценки?
A: Мы будем ответить вам в течение 30 минутах езды после его получения. Мы закончим чертеж оценки и цитаты затем предлагают их к вам с 1 – 2 рабочих дней.
Q5: Какие у вас есть сертификации? Какой у вас?
A: Мы получили Сертификат ISO9001: 2008 и сертификацию TS16949 сертифицирована. Наш общий стандарт должен быть Китайской национальной ГБ.
Q6: У вас есть опыт работы на обслуживании крупных клиентов?
Ответ: Мы были долгосрочного партнера для уравнений Максвелла с 2010 года и пользуется отличной репутацией вокруг наших клиентов.
Q7: какой срок поставки для образцов и массового производства?
A: В целом 20-30 рабочих дней для открытия новых пресс-форм и предлагают бесплатный образец. 25-30 рабочих дней для завершения производства после получения депозита и подтверждения заказа.
Q8: Каким образом можно обеспечить высокое качество?
A: 1) наших материалов – все это из лучших поставщиков для алюминиевых заготовки в Китае
2) 8 штампованный алюминий линий, 750 хорошо подготовленных работников
3) 100% КК в строке для окончательной проверки, неисправные продукты могут быть освобождены от нашего завода.
4) у нас много сертификатов для обеспечения нашего качества, такие как ISO9001: 2008, сертификацию TS16949 и т. Д.
Пожалуйста, пришлите нам запрос для получения более подробной информации о наших алюминиевых/штампованный алюминий (индивидуальные и обработанной Поверхности).
Любой OEM и ODM-компаний продукции требования будет тепло приветствовать!
Чертежи станка чпу из алюминия.
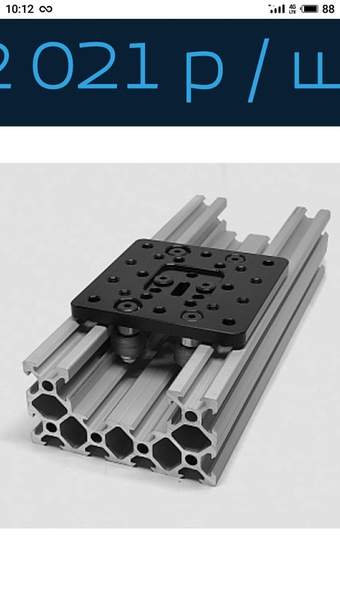
 Алюминиевый конструкционный профиль, кабель-канал, короб и рабочий стол. Работы подготовительного этапа
Алюминиевый конструкционный профиль, кабель-канал, короб и рабочий стол. Работы подготовительного этапаКомпания Purelogic R&D предлагает приобрести на выгодных условиях конструкционный алюминиевый профиль. Это прочный и легкий материал для создания инженерных систем любой сложности и назначения. Станочный профиль используется для изготовления станины станков ЧПУ. Кроме того, он применяется для сборки рабочих мест персонала, осей перемещения, координатных столов и т. д.
Конструкционный алюминиевый профиль изготавливают по технологии горячей экструзии. Он получается путем выдавливания материала через специальную матрицу экструдера. В качестве исходного сырья могут быть использованы различные сплавы алюминия.
Важнейшим достоинством и главным отличием изделия из станочного профиля является возможность быстрого изменения конструкции, ее наращивания, перестроения и модернизации.
В данном разделе представлены:
- конструкционный алюминиевый профиль;
- наборные алюминиевые рабочие столы различного сечения;
- алюминиевые уголки;
- кабель-каналы.


Направляющий профиль может быть дополнен различными комплектующими:
- виброопорами;
- торцевыми и пазовыми заглушками;
- колесными опорами;
- торцевыми крепежными пластинами.
Особенности использования конструкционного профиля
Изделия, выполненные из высокопрочных алюминиевых сплавов и имеющие сложное сечение, обеспечивают:
- возможность оперативной сборки и разборки конструкций. Это позволяет быстро проводить ремонтные работы, различные мероприятия по модернизации, а также перемещать оборудование на новое место. Возможно внесение изменений в создаваемый объект на любой стадии его готовности, что особенно важно при изготовлении приспособлений спецназначения и различных несерийных станков;
- высокую прочность соединений при отсутствии сварки;
- оптимальное сочетание малого веса и прочностных характеристик. Это достигается за счет используемых деформируемых сплавов на основе алюминия и сложной конфигурации поперечного сечения;
- минимальные трудовые и финансовые затраты, оперативность исполнения при проектировании и создании конструкций любой сложности.
Статья на тему самостоятельной постройки небольшого станочка для деревообработки (гравировка, фрезерование, сверление) с ЧПУ, подходит также и для других мягких материалов, например, пластика. Хорошо подойдет для фрезерования печатных плат и подобной работы. В этой и следующих статьях описываются общие комплектующие и приемы для сборки не только CNC станков, но и 3Д принтеров, граверов и подобной техники. Информации много, ссылок и фотографий много, проект открытый, советы и критика (по делу) приветствуется.
Вот несколько фотографий внешнего вида собранного станка CNC2418 из лотов продавцов с Али
Примеры лотов с Али с лазером и цангой ER11 (магазин DZT, магазин Jack”s , магазин IRouter).
Итак, расскажу про достаточно популярный китайский станочек под нехитрым названием CNC2418, что означает рабочую зону 24 мм на 18 мм. В качестве шпинделя у него стоит простой (коллекторный) оборотистый двигатель постоянного тока типа 775. Управляется через GRBL совместимыми программами, но обо всем по порядку.
Как правило, продается в районе $250 (от $170 до $300) в разной комплектации. Есть версия с разными шпинделями (различные вариации 775го двигателя), с разными цангами (от простой для сверл до ER11), может комплектоваться лазерным модулем. Обычно продавцы вкладывают расходники, биты-фрезы и прочее.
Характеристики станка 2418:
- Рабочее поле – 240 мм х 180 мм х45 мм
- Размер рамы (станины) – 260 мм х180 мм (алюминиевый профиль)
- Общий размер – 330х340х240
- Шаговые моторы: 3шт Nema17 1,3А 0,25Nm
- Шпиндель: Диаметр 45мм, модель 775, 24V: 7000 r/min
- Максимальный диаметр хвостовика фрезы зависит от установленной цанги
- Питание: 24V 5.6A
Вот фотография среднего комплекта за $250 (включая комплект для лазерной гравировки)
В лоте обычно есть выбор цанг: простая “сверлилка” или цанга типа ER11. В лотах подороже есть оба варианта плюс фрезы.
В лотах подороже есть оба варианта плюс фрезы.
Если серьезно говорить, то рыночная стоимость подобных комплектов для сборки сильно завышена. Я не готов отдавать под $300 за подобный набор. А вот собрать его своими руками раза в три дешевле – пожалуйста! Далее приведу подборку комплектующих с китайских магазинов, на основе которых можно спокойно собрать аналогичный станок или станок с большим/меньшим рабочим полем.
Для сборки потребуется купить набор направляющих: рельсы или полированные валы; ходовые винты (чаще всего Т8, так как ремни типа GT2-6 могут устанавливаться в лазерные граверы, в фрезере их применение не желательно), двигатели Nema17, шпиндель (чаще всего двигатель постоянного тока типа RS775 или мощнее) и различная мелочевка типа подшипников, суппортов, метизов.
Вопрос электроники отдельный: кто-то пользуется платами Arduino Nano/Uno+CNC Shield, кто-то Mega+Ramps, есть варианты более серьезных комплектов под Mach4.
Обращая ваше внимание на то, что в оригинальном комплекте присутствуют 3Д печатные компоненты.
Использование подобных пластиковых деталей хорошо видно на пользовательских фотографиях из интернета, да и в лотах у продавцов
В печатный комплект входит распорка-уголок (2 шт), держатель винта Х, держатель винта Y, держатели подшипников LM8UU (а скорее их имитации) 4 шт, держатель гайки Т8.
Отдельно выделю сборку держателя шпинделя , одновременно каретку по XY.
Она так и приходит в сборе с установленным двигателем.
Внутри видно запрессованные подшипники LM8UU и где-то гайка Т8. Валы просверлены с торца и закреплены на торцах. Одновременно служат дополнительной опорой для конструкции.
Ссылки на комплектуху привожу с бангууда, так как надоело покупать по 1 лоту у разных продавцов с Али и ждать кучу посылок, приходящих в разное время. Цены сравнимые с Али, где-то дешевле, где-то удобнее применить поинты, где-то подождать акцию или купон. В итоге получил одну большую посылку с комплектухой. Также привожу ключевые слова для самостоятельного поиска, если нужно найти подобное на Али или Тао.
Теперь по порядку. Получил посылку разной комплектухи для станочной механики.
Направляющие полированные валы.
Linear Shaft (Rod). Еще встречается Optical Axis (полированная ось). Бывают на 5-6-8-10-12-16-20 мм. Актуальный диаметр 8 мм. На 16-20 мм лучше использовать круглые рельсы типа SBR16 или SBR20, так как они имеют поддержку. Валы разного диаметра используются, например, в принтере Ultimaker (6-8-10 мм). Кстати, валы на 12мм – могут пригодиться для оси Z принтера ZAV 3D и подобных.
На фото 6 мм, 8 мм, 12 мм.
Валы 8 мм. Брал часть в размер (они с фасками), часть резал сам
Есть большой лот с выбором валов от 5 мм до 12 мм и длин 300-600 мм
Отдельными лотами бывает чуть дешевле. Я стараюсь брать длину или в размер или значительно больше, чтобы самостоятельно напилить из одного вала 2-3 отрезка нужного размера.
Вот рез торцевой пилой. Желательно потом зачистить, снять фаску.
Вал 8х300Вал 8х600
Вал 8 мм с длинами 300.
 ..500 мм
..500 ммВал 8 мм с длинами 100… 350 мм
Удобно, если подбирать в размер. Да и периодически на разные лоты делают акции, если не спешно собирать станок, можно поэкономить.
Вал 6х400
Вал 6х300
Вал 6х500
Вал 6×600
Валы на 6мм можно использовать в небольших лазерных граверах, дельта принтера, оси Z настольных ЧПУ станков. Например, вал на 6х300, распиленный пополам пошел на “голову” оси Z небольшого фрезера.
Валы на 12 мм. Брал для ZAV 3D.
Вал 12х400Вал 12х500
Будут установлены в корпус ZAV 3D
Есть несколько вариантов крепления направляющих. Самый простой – нарезать на концах резьбу и законтрогаить. Можно установить фланцы типа SHF08 или суппорты SK8. В этом случае длина увеличивается на 2 см каждой направляющей (один фланец захватывает 1см вала).
Я печатал сам, не скажу что большая разница, но экономия около $12. Вот ссылка на лот для установки нормальных металлических фланцев SHF08, а не пластиковых. Еще хороший вариант крепление не фланцами, а суппортами, прямо на профиль 2020. Это суппорт SH08 (SF08?).
Еще хороший вариант крепление не фланцами, а суппортами, прямо на профиль 2020. Это суппорт SH08 (SF08?).
Есть еще «китайский» вариант крепления, когда в центре вала сверлится отверстие и нарезается внутренняя резьба М3. В этом случае установка подобных направляющих максимально облегчается.
Суппорты-фланцы для крепления валов от SHF8 до SHF20
Фланец SHF8
Суппорт SK8
Еще один суппорт SK8 для валов для установки на профиль
Подшипники для валов
Лот с выбором размера коротких линейных подшипников LMххUU на 6/8/10 мм
Ключевые слова: Bearing LMххLUU (на хх мм, длинные), LMххUU (на хх мм короткие), в корпусе соответственно: SC8LUU и SC08UU.
Удлиненные лот с выбором типа SCSххLUU от 8 до 20 мм.
Еще удлиненные на 8 мм
Подшипники в корпусе SC8UU
На 6 мм LM6LUU удлиненные и обычные LM6UU
Вот фотография настольного станка для электронщика с валами на 8 мм, подшипниками LM08LUU и SC08UU
Вот интересные комплекты-наборы осей с направляющими и подшипниками
на 500 мм с удлиненными подшипниками
То же, плюс винт Т8 с суппортом на 200мм , 300 мм и на 400 мм
Ходовой винт Т8 (Lead Screw T8 , гайка T8 Nut ) – это винт с многозаходной резьбой. Лучше брать сразу с гайкой.
Лучше брать сразу с гайкой.
Если пилить, то дополнительно надо будет прикупить еще латунных гаек
На 100 мм
На 200 мм
На 250 мм
На 400 мм
Лот с выбором Т8 от 100 до 600 мм со специальной гайкой
Обычно беру больше, плюс одну гайку. Режу в размер, остаток идет еще куда-либо
Фланец-суппорт KP08 для крепления винта Т8 на профиль Mount Bearing KP08Для сборки также потребуется конструкционный профиль, 3Д печатные детали (держатели, уголки и прочее, ссылки в конце статьи), а также электроника.
Комплектующие для профиля:
уголки 2020 Corner Bracket.
Для сборки станка типа 2418 потребуется минимум 16 шт. Берите с запасом)))
Есть варианты пластин для усиления , тоже неплохо было бы установить по основным углам и на портал (итого 6-8 шт).
 Для заказа: T Nut M4 (есть М3, М5, для паза 6 мм)
Для заказа: T Nut M4 (есть М3, М5, для паза 6 мм)А вот сам профиль 2020.
Раз завел разговор про профиль, то расскажу подробно про закупку и нарезку профиля у Соберизавода.
Это конструкционный алюминиевый профиль от Соберизавода . Это наверное самый дешевый вариант, так как профиль из Китая будет стоить дороже, да и существует ограничение на максимальную длину посылок на китайской почте (500мм).
Я покупал сразу нарезанный в размер комплект профиля типоразмера 2020 для CNC2418.
Есть два варианта – профиль без покрытия (подешевле) и с покрытием (анодированный). Разница в стоимости небольшая, я рекомендую с покрытием, особенно если использовать в качестве направляющих для роликов.
Выбираем нужный тип профиля 2020, далее вводим «порезать по размерам». Иначе, можно купить один отрезок (хлыст) на 4 метра. При расчете имейте ввиду, что стоимость одного реза бывает разная, в зависимости от профиля. И что на рез закладывается 4 мм.
Вводите размеры отрезков. Я сделал станок 2418 чуть больше, это семь отрезков по 260 мм и два вертикальных по 300 мм. Вертикальный можно сделать поменьше. Если нужен станок длиннее, то два продольных отрезка больше, например, 350 мм, поперечные также по 260 мм (5 шт).
Я сделал станок 2418 чуть больше, это семь отрезков по 260 мм и два вертикальных по 300 мм. Вертикальный можно сделать поменьше. Если нужен станок длиннее, то два продольных отрезка больше, например, 350 мм, поперечные также по 260 мм (5 шт).
Сам станок состоит из алюминиевых профилей и 3D деталей, которые я самостоятельно создал и распечатал на принтере. Остановил я свой выбор на 3D деталях потому, что не имею разнообразных инструментов и оборудования, которые позволили бы создать точные и качественные элементы поделки . Поэтому помог мой 3D принтер и простые ручные инструменты для окончательной сборки.
Шаг 1: Материалы
- суппорт для направляющих ∅ 2см – 8шт
- направляющие ∅ 2см х 30см – 2шт
- направляющие ∅ 2см х 60см – 2шт
- червячная направляющая 30см – 1шт
- червячная направляющая 60см – 1шт
- ось Z для ЧПУ
- суппорт с внутренней резьбой
- гладкая втулка
- кронштейн для фрезера
- шаговые двигатели
- переходная муфта для вала двигателя (с 1см до 0. 6см)
- микропереключатели – 6шт
- обжимные разъемы
- контактные разъемы с крепежной гайкой – 4шт
- штекеры для контактных разъемов – 4шт
- кабель
- алюминиевый профиль с Т-образными пазами 60х30: для рамы и верха – 65см, для стола — 315см (профиль с отверстиями в торце), вертикали — 61см (+ 4 торцевые заглушки)
- алюминиевый профиль с Т-образными пазами 120х30: боковые стороны – 61см (+ 4 торцевые заглушки)
- Т-образные болты М6
- болты и гайки М6
- подшипник 1см х 2.2см
 6см)
6см)Шаг 2: 3D детали
В софте для 3D проектирования я создал макеты кронштейнов, которые будут удерживать направляющие, а также макет кронштейна для шагового двигателя, крепящий его к раме. Большой плюс 3D печати в том, что детали получаются очень точными и нет нужды их подгонять и высверливать отверстия. Итак, спроектировав необходимые детали поделки вот в этой программке , я затем распечатал их на своем 3D принтере.
Шаг 3: Отверстия червячных направляющих
В боковых концевых профилях высверлил отверстия для червячной направляющей, они должны быть немного больше диаметра самих направляющих (1см).
Шаг 4: Сборка
С помощью Т-образных и обычных болтов собрал мозгодетали вместе.
Шаг 5: Концевые выключатели
На собранной конструкции закрепил концевые выключатели, которые будут отключать движение каретки фрезера в конечных точках.
Кабель провел про принципу «нормально замкнутый», то есть при коротком замыкании самоделка перейдет в безопасный режим. Для этого мне пришлось доработать питание блока управления и поставить кнопку экстренного выключения.
Шаг 6: Настройка параметров Mach4
Для настройки значений движения по осям я использовал этот полезный сайт и получил:
Шаговый угол моторов — 1,8 °
Передаточное число двигателей и червячной направляющей 1:1
Значение ЧПУ контроллера ¼ шага
для оси Z: червячная передача 9. 53мм (2.11мм ведущая), ход в мм 379,47
53мм (2.11мм ведущая), ход в мм 379,47
для X и Y оси: червячная передача 9.53мм (5.08мм ведущая) x 381мм, ход в мм 157,48
Шаг 7: Заключительный шаг
В качестве заключительной доработки я вырезал и установил рабочую поверхность из МДФ, на которой легко и быстро размещать/менять обрабатываемые элементы.
Ну а самым последним шагом было подключение мозгостанка к компьютеру и его запуск, правда еще ушло много времени на чтение инструкции для Mach4 🙂
Шаг 8: Доработка — корпус
Первое что я сделал после всех основных работ, так это корпус для электроники, который будет защищать электронные детали от пыли и прочих неприятностей.
Шаг 9: Первые пробы
Тестирование мозгостанка прошло нормально, но выявило несколько недостатков:
— люфт оси Y. Червяк оси Y установлен в обычных суппортах, но позже я планирую установить безлюфтовые суппорты.
— при быстром движении каретки по оси Y есть легкие отклонения рамы. Причина в не сбалансированности рамы, и ее я планирую решить установкой дополнительного алюминиевого профиля, который заодно и укрепит всю раму.
— ложные срабатывания концевых выключателей. Возможна причина в наведении от не экранированного кабеля. Пришлось внести изменения в код чтобы перенастроить их срабатывание.
Шаг 10: Доработка – регулятор скорости вращения и кнопка экстренного выключения
Фрезер, который я установил на свой мозгостанок , имеет фиксированную скорость вращения фрезы, поэтому пришлось установить дополнительный регулятор скорости вращения, а именно модуль управления переменным током.
Еще в разрыв питающих проводов смонтировал кнопку экстренной остановки, которая при необходимости отключает и фрезер, и движение каретки.
Вот такой у меня получился первый ЧПУ станок! Благодарю за мозговнимание и удачи в творчестве!
И так, в рамках этой статьи-инструкции я хочу, что бы вы вместе с автором проекта, 21 летним механиком и дизайнером, изготовили свой собственный . Повествование будет вестись от первого лица, но знайте, что к большому своему сожалению, я делюсь не своим опытом, а лишь вольно пересказываю автора сего проекта.
В этой статье будет достаточно много чертежей , примечания к ним сделаны на английском языке, но я уверен, что настоящий технарь все поймет без лишних слов. Для удобства восприятия, я разобью повествование на «шаги».
Предисловие от автора
Уже в 12 лет я мечтал построить машину, которая будет способна создавать различные вещи. Машину, которая даст мне возможность изготовить любой предмет домашнего обихода. Спустя два года я наткнулся на словосочетание ЧПУ или если говорить точнее, то на фразу “Фрезерный станок с ЧПУ” . После того как я узнал, что есть люди способные сделать такой станок самостоятельно для своих нужд, в своем собственном гараже, я понял, что тоже смогу это сделать. Я должен это сделать ! В течение трех месяцев я пытался собрать подходящие детали, но не сдвинулся с места. Поэтому моя одержимость постепенно угасла.
В августе 2013 идея построить фрезерный станок с ЧПУ вновь захватила меня. Я только что окончил бакалавриат университета промышленного дизайна, так что я был вполне уверен в своих возможностях. Теперь я четко понимал разницу между мной сегодняшним и мной пятилетней давности. Я научился работать с металлом, освоил техники работы на ручных металлообрабатывающих станках, но самое главное я научился применять инструменты для разработки. Я надеюсь, что эта инструкция вдохновит вас на создание своего станка с ЧПУ!
Шаг 1: Дизайн и CAD модель
Все начинается с продуманного дизайна. Я сделал несколько эскизов, чтобы лучше прочувствовать размеры и форму будущего станка. После этого я создал CAD модель используя SolidWorks. После того, как я смоделировал все детали и узлы станка, я подготовил технические чертежи. Эти чертежи я использовал для изготовления деталей на ручных металлообрабатывающих станках: и .
Признаюсь честно, я люблю хорошие удобные инструменты. Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.
Файлы для скачивания «Шаг 1»
Габаритные размеры
Шаг 2: Станина
Станина обеспечивает станку необходимую жесткость. На нее будет установлен подвижной портал, шаговые двигатели, ось Z и шпиндель, а позднее и рабочая поверхность. Для создания несущей рамы я использовал два алюминиевых профиля Maytec сечением 40х80 мм и две торцевые пластины из алюминия толщиной 10 мм. Все элементы я соединил между собой на алюминиевые уголки. Для усиления конструкции внутри основной рамы я сделал дополнительную квадратную рамку из профилей меньшего сечения.
Для того, чтобы в дальнейшем избежать попадания пыли на направляющие, я установил защитные уголки из алюминия. Уголок смонтирован с использованием Т-образных гаек, которые установлены в один из пазов профиля.
На обоих торцевых пластинах установлены блоки подшипников для установки приводного винта.
Несущая рама в сборе
Уголки для защиты направляющих
Файлы для скачивания «Шаг 2»
Чертежи основных элементов станины
Шаг 3: Портал
Подвижной портал – исполнительный орган вашего станка, он перемещается по оси X и несет на себе фрезерный шпиндель и суппорт оси Z. Чем выше портал, тем толще заготовка, которую вы можете обработать. Однако, высокий портал менее устойчив к нагрузкам которые возникают в процессе обработки. Высокие боковые стойки портала выполняют роль рычагов относительно линейных подшипников качения.
Основная задача, которую я планировал решать на своем фрезерном станке с ЧПУ – это обработка алюминиевых деталей. Поскольку максимальная толщина подходящих мне алюминиевых заготовок 60 мм, я решил сделать просвет портала (расстояние от рабочей поверхности до верхней поперечной балки) равным 125 мм. В SolidWorks все свои измерения я преобразовал в модель и технические чертежи. В связи со сложностью деталей, я обработал их на промышленном обрабатывающем центре с ЧПУ, это дополнительно мне позволило обработать фаски, что было бы весьма затруднительно сделать на ручном фрезерном станке по металлу.
Файлы для скачивания «Шаг 3»
Шаг 4: Суппорт оси Z
В конструкции оси Z я использовал переднюю панель, которая крепится к подшипникам перемещения по оси Y, две пластины для усиления узла, пластину для крепления шагового двигателя и панель для установки фрезерного шпинделя. На передней панели я установил две профильные направляющие по которым будет происходить перемещение шпинделя по оси Z. Обратите внимание на то, что винт оси Z не имеет контропоры внизу.
Файлы для скачивания «Шаг 4»
Шаг 5: Направляющие
Направляющие обеспечивают возможность перемещения во всех направлениях, обеспечивают плавность и точность движений. Любой люфт в одном из направлений может стать причиной неточности в обработке ваших изделий. Я выбрал самый дорогой вариант – профилированные закаленные стальные рельсы. Это позволит конструкции выдерживать высокие нагрузки и обеспечит необходимую мне точность позиционирования. Чтобы обеспечить параллельность направляющих, я использовал специальный индикатор во время их установки. Максимальное отклонение относительно друг друга составило не более 0,01 мм.
Шаг 6: Винты и шкивы
Винты преобразуют вращательное движение от шаговых двигателей в линейное. При проектировании своего станка вы можете выбрать несколько вариантов этого узла: Пара винт-гайка или шарико-винтовая пара (ШВП). Винт-гайка, как правило, больше подвергается силам трения при работе, а также менее точна относительно ШВП. Если вам необходима повышенная точность, то однозначно необходимо остановить свой выбор на ШВП. Но вы должны знать, что ШВП достаточно дорогое удовольствие.
гибкий кабельный канал, серводвигатели, сервопривода, алюминиевый профиль.
Алюминиевый конструкционный профиль оптом и в розницу.
Доставка в любой регион России.
Соединители и крепёж для алюминиевого профиля.
Оптом и в розницу.
Гибкие кабельные каналы.
Кабелеукладочные цепи (гибкие кабель-каналы) из стеклонаполненного полиамида устойчивые к агрессивным средам для станков с ЧПУ.
Шпиндели воздушного, водяного охлаждения и аксессуары к ним.
Доставка в любой регион России.
Шаговые двигатели.
различных размеров и типов.
Сервоприводы.
Оптом и в розницу. Доставка в любой регион России.
Линейные и цилиндрические направляющие и передачи.
Шарико-винтовые передачи (ШВП), реечные передачи, зубчатые ременные передачи , линейные направляющие, цилиндрические направляющие.
Электронные комплектующие для роботов и станков с ЧПУ.
Контроллеры, драйверы, частотные преобразователи, трансформаторы, блоки питания, пульты управления и др.
О компании
Компания “АРКОДИМ-Про” имеет несколько направлений деятельности:
– поставка конструкционного алюминиевого профиля,
– поставка комплектующих для роботов и станков ЧПУ,
– полный цикл разработки и производства промышленных роботов и станков ЧПУ;
– поставка роботов ARKODIM собственного производства для термопластавтоматов.
Наша продукция
Алюминиевый конструкционный профиль
Предлагаем оптом и в розницу конструкционный станочный алюминиевый профиль собственного производства. Профиль изготавливается из закалённого алюминия марки АД31. Возможно анодирование в разные цвета под заказ. Доставка в Регионы!
Крепёжные элементы
Соединительные и крепёжные элементы для алюминиевого конструкционного профиля: угловые соединители, внутренние угловые соединители, Т-болты, Т-гайки, сухари пазовые, винты.
Гибкий кабельный канал
Кабелеукладочные цепи (энергоцепи) собственного производства для станков с ЧПУ. Надёжные гибкие кабельные каналы из стеклонаполненного полиамида устойчивые к агрессивным средам. СДЕЛАНО В РОССИИ !!! КАЧЕСТВО ЕВРОПЕЙСКОЕ, ЦЕНЫ РОССИЙСКИЕ !!! ДЕШЕВЛЕ КИТАЯ !!!
Шпиндели и аксессуары
Шпиндели воздушного и жидкостного охлаждения, частотные преобразователи, держатели шпинделей, цанги, фрезы, гравёры.
Шаговые двигатели
Шаговые двигатели и элементы управления.
Сервоприводы
Серводвигатели, частотные преобразователи и контроллеры к ним.
Направляющие и передачи HIWIN
Оптом и в розницу линейные профильные и цилиндрические направляющие и передачи HIWIN.Линейные направляющие Hiwin предназначены для линейного перемещения узлов и деталей станков и различных автоматизированных промышленных комплексов. Направляющие Hiwin представлены в нескольких видах направляющего профиля рельса. Шарико-винтовые передачи HIWIN состоят из ходового винта, гайки с интегрированными шариками и механизмом возврата шариков. Шарико-винтовые передачи наиболее часто используются в промышленном и прецизионном оборудовании. Они служат для преобразования вращательного движения в поступательное или наоборот.
Электронные комплектующие
Электронные комплектующие для станкостроения: серводрайверы, контролеры, частотные преобразователи, источники питания, пульты управления, датчики.
Что такое резка профильных листов с ЧПУ?
Профильный резак с ЧПУ – это станок для резки листового металла, в котором используется технология плазменной или газокислородной резки для резки металла.
На протяжении многих лет компании Messer Cutting Systems, ESAB, BOC, Koike, Esprit, Kerf, Farley, ACS, Hypertherm ProArc и SAF поставляют передовые технологии для металлообрабатывающей промышленности по всему миру. Возможность прямой и косой газокислородной и плазменной резки для обеспечения качества, надежности и экономии в процессе резки.
Вы можете сразу перейти к нашему недавнему блогу о часто задаваемых вопросах о плазменном резаке
Газокислородная резка
Газовая резка с кислородным топливом – самый экономичный процесс резки низкоуглеродистой и низколегированной стали, даже с подготовкой к сварке. Это один из важнейших производственных процессов в металлургической промышленности.
ПРОЦЕСС РЕЗКИ КИСЛОРОДНОЙ ПЛАСТИНЫ
Кислородная или газовая резка – это процесс горения с использованием пламени кислород / топливный газ. Нагревающее пламя доводит материал до температуры воспламенения.Затем на нагретое место обдувается струей кислорода чистотой не менее 99,5%. Струя кислорода окисляет металл, после чего резак перемещается и создается узкий разрез, удаляющий шлак из пропила. Качество реза зависит от состояния поверхности материала, скорости резания и толщины.
С помощью этого процесса можно резать всю низколегированную сталь толщиной до нескольких дюймов. Несмотря на возрастающее значение других процессов резки, таких как плазменная и лазерная резка, резка профиля кислородным пламенем остается очень экономичным процессом.Для материалов большой толщины до 35 дюймов (900 мм) нет альтернативы газовой резке кислородным топливом.
Кислородная резка обеспечивает надежную пробивку отверстий, высокое качество резки, а также изготовление деталей до их конечных размеров без необходимости дальнейшей обработки. Для подготовки сварного шва могут быть выполнены разрезы V, Y и K.
ХАРАКТЕРИСТИКИ КИСЛОРОДНОЙ РЕЗКИ
Толщина листа: от 1/8 дюйма (3 мм) до 35 дюймов (900 мм)
Типичное значение: от 3/8 дюйма (10 мм) до 12 дюймов (300 мм)
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ РЕЗКИ КИСЛОРОДНОЙ ПЛИТЫ
Хорошее качество резки
Гладкие, вертикальные плоскости резания
Идеальные металлургические поверхности (окисленные)
Карбонизация и упрочнение в зоне термического влияния
Высокая погонная энергия
Широкий выбор материалов
Низкая скорость резания
Плазменная резка
Плазменная резка была первоначально разработана для термической резки материалов, непригодных для газовой резки, таких как высоколегированные стали или алюминий.Сегодня этот процесс также используется для экономичной резки тонких низколегированных сталей.
ЧТО ТАКОЕ ПЛАЗМА? ЧЕТВЕРТОЕ СОСТОЯНИЕ ВЕЩЕСТВА
Одно из распространенных определений плазмы – описать ее как четвертое состояние материи. Обычно мы думаем о трех состояниях материи как о твердом, жидком и газообразном. Для общего элемента, воды, эти три состояния – лед, вода и пар. Разница между этими состояниями связана с их энергетическими уровнями. Когда мы добавляем ко льду энергию в виде тепла, лед тает и образует воду.Когда мы добавляем больше энергии, вода превращается в водород и кислород в виде пара. При добавлении большего количества энергии к пару эти газы ионизируются. Этот процесс ионизации приводит к тому, что газ становится электропроводным. Этот электропроводящий ионизированный газ называется плазмой.
КАК ПЛАЗМА РЕЗКИ МЕТАЛЛ
В процессе плазменной резки, который используется при резке электропроводных металлов, этот электропроводящий газ используется для передачи энергии от источника электроэнергии через резак плазменной резки к разрезаемому материалу.
Базовая система плазменной резки состоит из источника питания, цепи зажигания дуги и резака. Эти компоненты системы обеспечивают электрическую энергию, способность к ионизации и управление процессом, которые необходимы для получения высококачественных и высокопроизводительных резов на различных материалах.
Блок питания представляет собой источник постоянного тока постоянного тока. Напряжение холостого хода обычно находится в диапазоне от 240 до 400 В постоянного тока. Выходной ток (сила тока) источника питания определяет скорость и толщину резки системы.Основная функция источника питания – обеспечение необходимой энергии для поддержания плазменной дуги после ионизации.
Цепь зажигания дуги – это цепь высокочастотного генератора, которая вырабатывает переменное напряжение от 5 000 до 10 000 вольт с частотой около двух мегагерц. Это напряжение используется для создания дуги высокой интенсивности внутри горелки для ионизации газа и образования плазмы.
Горелка служит держателем для расходных материалов, особенно сопла и электрода, и обеспечивает охлаждение (газ или вода) этих деталей.Сопло и электрод сжимают и удерживают плазменную струю.
ХАРАКТЕРИСТИКИ ПЛАЗМЕННОЙ РЕЗКИ:
Толщина листа: от 1/32 дюйма (0,8 мм) до 6 дюймов (150 мм)
Типовая: от 1/8 дюйма (3 мм) до 3 дюймов (75 мм)
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ПЛАЗМЕННОЙ РЕЗКИ
Качество реза от низкого до высокого
Гладкая кромочная поверхность
Идеальные металлургические поверхности для сварки
Средняя погонная энергия
Отличная скорость резания
Закалка в зоне HAZ
Широкий выбор материалов
Стандартное оборудование большинства производителей
- Кнопка аварийного останова: для быстрого и безопасного отключения движения станка и процесса резки, включая кислородно-топливные газы для резака.
- Необслуживаемые направляющие ролики: герметичные подшипники для линейных круговых дорожек. Концевые выключатели осей и поперечных осей
- : используются для перебега, а также для возврата машины в исходное положение.
- Зажим для ленты ведомой каретки: позволяет легко и точно размещать и расставлять инструменты, такие как газокислородные и плазменные резаки.
- Пульт оператора: Проводные переключатели для выбора кислородно-топливной станции, кислородно-топливных процессов и управления газовой системой. ЧПУ устанавливается на выносной пьедестал.
- Rail Axis Cable Carrier: монтируется к сварной конструкции постамента рельса. Держатель кабеля позволяет организовать все шланги и кабели во время движения машины. Линейная направляющая
- и тепловые экраны: сменная линейная направляющая обеспечивает плавное и точное движение резания. Сверхмощные тепловые экраны защищают машину от тепла и искр.
- Ведущие шестерни большого диаметра: Ведущие шестерни большого диаметра обеспечивают точное и плавное движение машины.
- Необслуживаемые направляющие ролики: Герметичные подшипники для линейных переходов
- Rail Axis Drive Rail: прецизионная заземленная направляющая и жесткая сварная конструкция опоры обеспечивают стабильность для плавного и точного движения машины.
- Расходные материалы – залог наилучшего качества резки. Прочтите наш блог, чтобы дать вам несколько советов по максимально эффективному использованию расходных материалов.
Дополнительные устройства ЧПУ
- Профилирующие станки используют систему, известную как ЧПУ (с числовым программным управлением) для управления резаком.
- Проще говоря, система резки с ЧПУ, благодаря компьютерному управлению, является очень точной, часто с допуском от +/- 1 мм до 3 мм в зависимости от толщины. Станки для резки листового металла с ЧПУ
- работают с загруженным в него файлом САПР (автоматизированное проектирование).
Плазменные системы и дополнительное оборудование
- Hypertherm, Kjellberg, ESAB, Victor, Thermal Dynamics – это обычные системы плазменной резки, которые позволяют производить производственную резку от 1/2 “мягкой стали до 1” мягкой стали.
- Лазерная указка: позволяет оператору визуально определять выравнивание пластины и позиционирование резака
Плазменный регулятор высоты и опции
- Контроль высоты плазмы и опции включают: HSensor PHC, контроль высоты резака и ручную плазменную станцию для снятия угла наклона.
Кислородно-топливные системы и опции
- Кислородно-топливные системы и опции включают в себя: автоматический воспламенитель, кислородно-топливные горелочные станции, опции маркировки, газовую систему Hi-Lo с функцией автоматического включения зажигания.
Опции стола
Хотели бы вы поговорить с нашей командой?
Может быть, вы не уверены, какой сварочный аппарат вам подходит? Наши специалисты по продажам будут рады обсудить ваши требования к сварке.
Обладая обширными знаниями обо ВСЕХ марках и моделях, они могут предложить наиболее подходящую машину для вашего применения и бюджета.
С понедельника по пятницу в течение рабочего дня с 8:00 до 17:00 по Гринвичу мы постараемся ответить на ваш запрос в течение 2 часов с момента получения вашего электронного письма.
Сверлильно-фрезерные обрабатывающие центры с ЧПУ для алюминиевого профиля
Описание товара
1.Этот алюминиевый сверлильно-фрезерный центр с ЧПУ в основном используется для обработки различные отверстия из ПВХ и алюминиевых профилей, такие как водяная щель,
отверстие для замка, отверстие для установки оборудования и т. д.составить программу согласно
форма отверстия и профиля, автомат
обработка отверстий на трех сторонах профиля в одном
операция.
2. Сверлильно-фрезерный станок использует высокоточные линейные
направляющая пара, роликовый винт, высококачественный серводвигатель с обратной связью, стабильный
движение, быстрое позиционирование и высокая точность обработки.
3. Фрезерный двигатель оснащен высокоскоростным шпиндельным двигателем, который имеет низкий уровень шума при вращении, высокую режущую способность и гладкую поверхность фрезерования.
4. Микро-система охлаждения растительного масла адаптирована к эффективно увеличивает срок службы инструмента, не токсичен и не загрязняет окружающую среду.
5.Используется лучшее сверло для алюминия, чтобы обеспечить плавность фрезерования, срок службы сверл и сверление глубоких отверстий в алюминии.
6. Интеллектуальная система числового программного управления и простой и
интуитивно понятный человеко-машинный интерфейс делает работу более удобной и быстрой.
Этот фрезерно-сверлильный станок с ЧПУ для алюминиевого профиля имеет высокую степень автоматизация и высокая эффективность производства.Он может завершить обработку три стороны профиля за одну операцию. Положение и размер обработка отверстий точна. Он может заменить копировальный станок, сверлильный станок для блокировки отверстий и является необходимое оборудование для алюминиевых окон для создания больших количество дверей и окон.
Технические характеристики| Блок питания | 380 В / 50 Гц или по спецификации заказчика |
| Входная мощность | 6кВт |
| Размеры: (ширина × глубина × высота) | 1400 × 1500 × 2000 мм |
| Масса пустого | 750 кг |
| Давление воздуха | 0.5 ~ 0,8 МПа |
| Расход воздуха | 2 л / мин |
| Диапазон фрезерования | 160 × 160 × 800 мм |
| Скорость вращения | 18000 об / мин |
*Все технические характеристики, размеры, цвета и характеристики дизайна указаны на этот алюминиевый сверлильно-фрезерный станок с ЧПУ может быть изменен без предварительного уведомления.
ТЫ ТАКЖЕ МОЖЕТ ПОНРАВИТЬСЯ:
Автоматический
Угловая пила для резки алюминиевого профиля
CNC
Режущая пила с двойной головкой
Алюминий Машина для обжима оконных углов
Видео
Запорные системы: SS-профиль
Программа для двухкоординатной резки SS-профиля
SS-Profile – это ведущий в отрасли программный продукт для программирования лазерных станков с ЧПУ (волоконно-оптический и углекислый газ), плазменных, водоструйных, кислородно-топливных, фрезерных, ножевых и других станков для двухкоординатной резки.Обширный набор функций программного обеспечения CAD / CAM SS-Profile позволяет адаптировать его к конкретным потребностям любой организации, занимающейся обработкой листового металла; от отдельного механического цеха до крупнейшего производителя продукции. В комплекте с SS-Nest SS-Profile обеспечивает непревзойденную гибкость комплексного решения для программирования и раскроя. SS-Profile также может быть интегрирован с SS-Punch для поддержки гибридных штамповочно-лазерных и штамповочно-плазменных станков с ЧПУ.
Основные характеристики продукта
Вот лишь некоторые из мощных функций SS-Profile.Для более широкого набора функций выберите ссылку PDF внизу этого списка. Если вам нужны дополнительные сведения о конкретной функции программного обеспечения или вы заинтересованы в функции программного обеспечения, которой нет в этом списке, не стесняйтесь обращаться к нам. Член команды Striker Systems может обсудить ваши конкретные требования к программному обеспечению для резки и то, как SS-Profile может повысить вашу производительность.
- Независимая от машины – Поддерживает практически всех производителей станков с ЧПУ.
- Условия резки на основе материалов и правил – Автоматически применяет оптимальные условия резки на основе параметров материала и определенных пользователем правил для деталей высочайшего качества.
- Автоматические вводы и выводы – Выводы позиционируются, а тип и размер выводов выбираются автоматически в зависимости от обрабатываемой формы и параметров материала.
- Интеллектуальная последовательность резки – Вырезы последовательны, чтобы минимизировать перемещение машины.
- Избегание особенностей – Избегает пересечения ранее вырезанных участков, чтобы минимизировать вероятность столкновения.
- Автоматическая обрезка урожая и обрезка обрезков – Автоматически обрезает частично израсходованные листы и разрушает каркасы листов для упрощения обработки отходов.
- Расширенные возможности САПР – SS-Design включен, поэтому ваши потребности в САПР удовлетворяются независимо от того, делаете ли вы простые изменения или выполняете сложное проектирование деталей.
- Прямой интерфейс для SOLIDWORKS, Autodesk Inventor и Solid Edge – Включен PARTshare, обеспечивающий автоматическое извлечение данных деталей и сборок.
- Промышленный стандартный формат файлов – Исходным форматом файлов SS-Punch является стандартный файл DWG. Striker Systems не хранит историю вашего производства в собственном файловом формате.
Поддерживаемые станки для резки с ЧПУ
SS-Profile поддерживает станки с ЧПУ практически всех производителей станков.Ниже приведен список некоторых поддерживаемых нами производителей. Если вы не видите производителя вашей машины в списке, просто сообщите нам об этом. Не так много производителей профильных станков с ЧПУ, которые мы не поддерживаем, и по мере появления новых моделей они регулярно добавляются в нашу обширную библиотеку драйверов для станков с ЧПУ.
Системы резки AKS
ALLtra
Amada
ArcLight Dynamics
Беренс
Бурный
Bystronic
C&G Systems
Калипсо
Цинциннати
Связный
Системы резки
Кибермация
DARDI International
Динаторч
Орлиный глаз
ES технологии
ESAB
Фарли Laserlab
Поток
Hankwang
Heath
Hypertherm
IPG Photonics
Jaimac
Койке Аронсон
Komatsu
LaserCut
Linde
Локформер
LVD
Mazak
Системы резки Messer
Митсубиси
MultiCAM
Мурата
Северная Плазма
Омакс
Preco
Prima Power
Ромео Инжиниринг
Salvagnini
Сектор Технологии
Резак Зильбера
Strippit
Techni Waterjet
Trumpf
WARDJet
Бородавочник
Уитни
Китай Фрезерные сверлильные станки с ЧПУ для алюминиевого профиля Производители и поставщики – Прямая цена с заводаПрименяется для сверления отверстий, фрезерования канавок, круглых отверстий, нестандартной формы, замочной скважины и плоской гравировки алюминиевого профиля.
2. Используется система ЧПУ Taiwan SYNTEC, которая обеспечивает бесперебойную работу станка.
3. Используйте с высокой точностью электрическую ось, сохраняйте безопасность работы.
4. Электрический шпиндель марки HSD (3 кВт, 18000 об / мин).
5. По оси X используется высокоточная коническая передача, а по оси Y и Z – с высокоточной шарико-винтовой передачей, что обеспечивает плавность передачи.
6. Программное обеспечение CAD-CAM может автоматически преобразовывать G-код, вы можете рисовать любые отверстия на компьютере.
7. Рабочий стол можно поворачивать на 180 ° (-90 ° -0 ° – + 90 °), зажимной профиль один раз, обработка с трех сторон. он может обрабатывать глубокие отверстия и отверстия специальной формы на верстаке; высокая эффективность и точность.
Технические параметры:
Электропитание | Изготовлено на заказ |
Мощность шпинделя | 3 кВт |
| 000 мин. | |
Рабочее давление воздуха | 0.5 ~ 0,6 МПа |
Диапазон обработки X / Y / Z | X = 2500 мм, Y = 300 мм, Z = 280 мм |
Спецификация лезвия | ER25 * 8 диаметр |
Система | SYNTEC |
Максимальный диапазон обработки отверстия | 100 * 140 мм |
Вес | 810 кг |
Принадлежность:
Кнопка переключения Электрические детали | Schneider | |
Электромагнитный клапан | SXPC (Shang Хай, Китай) | |
Цилиндр | Air TAC (Тайвань), Huatong (Китай) | |
PU трубка | ASHUN (Тайвань) | |
SYNTEC (Тайвань) | ||
Направляющая | HIWIN (Тайвань) | |
Редуктор | Двигатель Schneider78 | Schneider |
Diver | Schneider |
Hot Tags: фрезерный станок с ЧПУ для алюминиевого профиля, Китай, производители, поставщики, завод, цена, продажа
Как создать новый профиль в PlanetCNC TNG программное обеспечение
Это руководство поможет вам создать новый профиль в программном обеспечении PlanetCNC TNG.
Если у вас есть несколько станков с ЧПУ (станки разных размеров, разных типов) с соответствующими контроллерами, и вы хотите использовать их только с одним компьютером, очень полезно создать отдельные профили.
Использование профилей обеспечивает более организованное и прозрачное управление файлами PlanetCNC TNG.
У каждого профиля будут назначенные файлы (среди прочего) для:
- Настройки
- Ключи
- Параметры
- Кнопки панели инструментов
- Файлы состояния
- Скрипты
- Стол для инструментов
- Иконки
- Пользовательские команды и файлы, созданные пользователем
Создание новой папки профиля
Откройте установочную папку PlanetCNC TNG и найдите папку Profiles.При новом запуске будет присутствовать только папка по умолчанию.
Скопируйте / вставьте папку по умолчанию и переименуйте ее. В этом руководстве мы назовем его MyCNC :
.На этом этапе все файлы папки профиля Default и MyCNC одинаковы.
Создание нового ярлыка
Щелкните правой кнопкой мыши где-нибудь на рабочем столе и выберите New -> Shortcut
Просмотрите расположение файла PlanetCNC TNG.exe и нажмите Далее:
Назовите свой ярлык (имеет смысл назвать его так же, как наш новый профиль foder, MyCNC) и нажмите Готово:
На рабочем столе появится новый ярлык для программного обеспечения PlanetCNC TNG:
Щелкните правой кнопкой мыши вновь созданный ярлык и выберите «Свойства».В окне Целевой вставки после пути установки приложения добавьте текст: « -p <имя профиля> ».
«-p <имя профиля>» не обязательно должно быть именем уже существующего профиля. Вы можете добавить желаемое имя, и TNG создаст новую папку профиля по умолчанию со вставленным именем.
Нажмите Применить и ОК. Теперь этот ярлык приложения связан со всеми файлами профиля с именем MyCNC.
Запустите PlanetCNC TNG sw через вновь созданный ярлык.Все изменения в настройках или конфигурации системных файлов PlanetCNC TNG повлияют только на профиль MyCNC.
Amazon.com: 4 шт. 2020 детали для 3D-принтера с ЧПУ Экструзия алюминиевого профиля с анодированной линейной направляющей по европейскому стандарту для 3D-принтера DIY (400 мм): Industrial & Scientific
Возможности, которые я знал при покупке:Есть несколько заусенцев на концах и металлическая стружка, прилипшая к защитному слою, как и предупреждали другие, я благодарю их за это, так как я знал, что это была возможность.Я вижу на краске царапины от этой стружки. Я промыл их горячей водой, чтобы стружка не застряла в дорожке, поэтому краска не выглядит проблемой, как заметил один другой рецензент.
Будьте осторожны, удаляя тонкий пластиковый защитный слой, снимите его с помощью перчаток или пинцета.
Чего я не знал перед покупкой:
Если вам нужно ровно 400 мм, сообщите продавцу, что вам нужно 400 мм или чуть больше. Те, которые я получил (4 упаковки по 400 мм), не имеют одинаковой длины, и ни один из них не соответствует указанному размеру 400 мм.399 мм или 398. Это происходит из-за того, что надрезы выходят за пределы квадрата и / или неправильная шлифовка / шлифовка концов.
Меня это не беспокоит, так как то, для чего я их использую, нужно урезать до 380 мм или компенсировать в процессе проектирования. Но принцип в том, почему они получают только 4 звезды.
Что меня беспокоит:
При производстве прецизионных изделий, таких как алюминиевые профили, я считаю важным учитывать чистую шлифовку концов и, по крайней мере, одну квадратную грань, добавляя миллиметр или 2 в процессе резки.Вообще говоря, просто давать немного больше, чем ожидает заказчик, – это мой девиз, конечно, не меньше.
Я бы сообщил продавцу, если вам нужно = 400 мм, а не ≈ 400 мм, чтобы узнать, готовы ли они или даже способны ли они выполнить этот запрос или просто собираются на следующий размер больше. У меня есть сомнения насчет первого, так как это продукт Amazon Prime и, скорее всего, он просто сидит на складе Amazon и ждет, чтобы его сняли с полки, разрезав на несколько месяцев вперед.
TLDR; Купите 500 мм, если вам нужны профили 400 мм, это <400 мм и не квадрат на любом из 8 концов (будь то из-за некалиброванного пильного полотна или процесса шлифования / удаления заусенцев, кто знает).Урезая их до нужного размера, убедитесь, что у вас квадратный конец, прежде чем снимать окончательное измерение. Если вам это нужно для размера 395 мм, я бы выбрал 500 мм и решил, что это расточительство, потому что, возводя концы в квадрат, вы, скорее всего, отрежете больше, чем вы надеетесь.
Если квадратные концы и длина не имеют значения, на данный момент в моем обзоре это 5-звездочный продукт для вас.
П.С. Я обновлю позже, если вспомню о долговечности, прямолинейности и общем качестве, но звезды могут только снизиться отсюда, поскольку я получил продукт меньше, чем я ожидал.
фрез с ЧПУ | Фрезы с ЧПУ
Единственная инструментальная система с ЧПУ с 6-миллиметровым слоем алмазов на каждом профильном круге, включая ступени полировки, что обеспечивает самый долгий срок службы инструмента в отрасли.
ХАРАКТЕРИСТИКИ
- Семиступенчатая система
- Алмазная технология
- Максимальный срок службы инструмента
- Быстрее благодаря однородным алмазам и твердости связки
- Все профильные круги сбалансированы и тщательно проверены
- Стандартный размер отверстия 35 мм
- Все инструменты сопровождаются листами данных с полной информацией о настройке, включая предварительно откалиброванные параметры настройки, подробную информацию по эксплуатации и инструкции по техническому обслуживанию.
- Все инструменты тщательно сбалансированы и проверены в соответствии со строгими стандартами контроля качества. единственный производитель инструментов с ЧПУ, способный восстанавливать металл и этапы полировки для дальнейшего использования
- Superabrasive имеет высококвалифицированную команду технической поддержки на месте, доступную для помощи по телефону и электронной почте
- Для получения дополнительной информации, включая чертежи и параметры длявсе профили, просмотрите наш каталог ЧПУ .
{youtube} http://www.youtube.com/watch?v=krzuysQRYhY {/ youtube}
Superabrasive предлагает широкий выбор профилей ЧПУ:
- Два типа радиальных профилей
- Прямой Ogee
- Двойной упор
- Наклон
- Полный выпуклый нос
- Полупруглый нос
- Прямой
Сегментированное положение
3 для инструментов с ЧПУ для каждого отдельного профиля наша сегментированная ступенька позиции «0» идеально подходит для удаления с камня нужного количества материала перед тем, как начать с традиционного шага 1
Отрезные долота с ЧПУ
- Наши отрезные долота представляют собой сегментированные алмазные инструменты, предназначенные для снятия припуска и предварительной резки, а также дополнительного шага и (после него должно стоять положение “0”)
- Одинарный отбойный молоток – это рекомендуется для следующих профилей: A3-R15, A4, B2, B3, BR3, E2, E3-C24, F2, F3, FG3, FV3, FV4, FZ3, h4, O3, O / S3; опция для следующих профилей: A3-R10, E3-C9, E4
- Двойной прерыватель рекомендуется для следующих профилей: V2, V3, V4; опционально для следующих профилей: C3, FGS4
- Отбойный молоток Zero Tolerance Z – это дополнительная ступень, которая компенсирует деформацию пальца или мостовидную пилу за счет удаления дополнительного материала с камня, который остается позади, и устраняет необходимость в частой замене и повторном ремонте. откалибруйте насадку для пальца.Может использоваться перед позицией «0» для любого профиля ЧПУ HEXO ® .
Номер позиции | Толщина плиты (мм) | Скорость вращения (об / мин) | Превышение материала (мм / дюйм) | Подача (мм / дюйм) |
SB / 2/3/4-CNC | 20-30-40 | 5000-6000 | 1.0 / 0,04 | 1000-1500 (40-60) |
DB2 / 3/4-ЧПУ | 20-30-40 | 5000-6000 | 1,0 / 0,04 | 760-1500 (30-60) |
ZTB2 / 3/4-ЧПУ | 20-30-40 | 5000-6000 | 1,0 / 0,04 | 1000-1500 (40-60) |
Держатели инструмента с ЧПУ
Superabrasive предлагает державки с ЧПУ для различных станков с ЧПУ, включая Brembana, Bavelloni и Intermac.Позвоните нам для получения дополнительной информации.
Дополнительные инструменты для ЧПУ: насадки для пальцев, корончатые коронки, опорные колеса, адаптеры
TWe предлагает наконечники для пальцев для мягких и твердых материалов (обозначения «твердые» и «мягкие» в нашей позиции наконечников для пальцев цифры относятся только к типу материала, для которого предназначены биты; это не относится к твердости связки на инструменте).
Эти ½ Gas, нулевые вибрации, долговечные пальцевые биты будут работать на любом станке с ЧПУ.Они поставляются с центральной подачей воды и используются только для влажных применений.
Оранжевый бит на фотографии предназначен для мягкого материала, а для жесткого материала – ярко-желтый.
Tech Stuff:
- Толщина плиты (мм): 20-30-40
- Скорость вращения (об / мин): 5000
- Превышение материала (мм / дюйм): 1,5 / 0,06
- Подача (мм / дюйм): 380-500 (15-20)
Мы также предлагаем новую коронку с двумя сегментами , 23 мм x 40 мм, для мягких материалов! Позвоните в Superabrasive для получения дополнительной информации.