Профилегиб своими руками: чертежи, размеры (35 фото)
Главная » Новости » Самоделки
Самоделки
Автор dn11295 На чтение 1 мин Просмотров 9
Самодельный станок для гибки профильной трубы, профилегиб своими руками: чертежи и размеры приспособления.
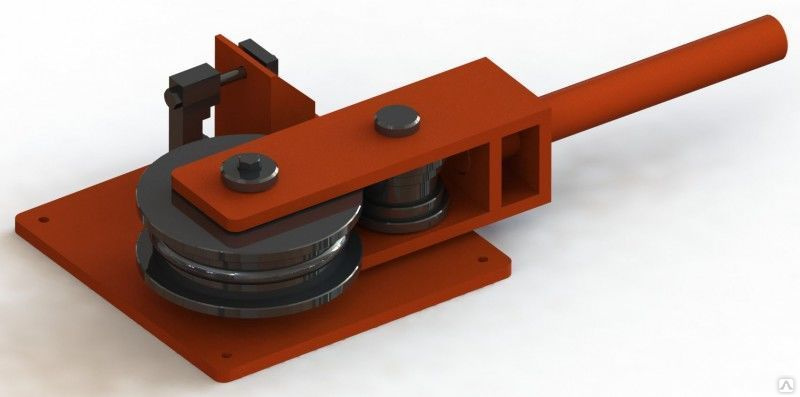
Конструкция выполнена из швеллера и профтрубы с катком на шарнире и гидравлическим домкратом.
Внешнее кольцо подшипника в данной конструкции является прижимной поверхностью.
На фото показан протяжной вал, он выточен у токаря.
Размеры притяжного вала.
Понадобились четыре подшипника 204.
Использован гидравлический домкрат, метизы и крепежи, а также шпилька М20, шайбы 22 х 37 и 22 х 56 мм.
В этой конструкции шайбы выполняют функцию бортиков-ограничителей, при этом можно обойтись без боковых упоров.
При этом сохраняется возможность изменять геометрию прижимных роликов для различных профилей, для этого можно набрать несколько шайб.
Все готовые сваренные части станка соединяются между собой без сварки, с помощью болтов.
Процесс выгибания профиля довольно прост, с каждым проходом нужно немного поднять домкратом часть станка.
На фото: размеры станка профилегиба.
Вот такой станок профилегиб изготовил умелец своими руками.
Автор самоделки: Evgenich.
Источник: sam-stroitel.com
window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1511143-18’, blockId: ‘R-A-1511143-18’ })})”+”ipt>”; cachedBlocksArray[285853] = “window. yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1511143-16’, blockId: ‘R-A-1511143-16’ })})”+”ipt>”;
cachedBlocksArray[284782] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1511143-11’, blockId: ‘R-A-1511143-11’ })})”+”ipt>”;
cachedBlocksArray[284779] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1511143-9’, blockId: ‘R-A-1511143-9’ })})”+”ipt>”;
cachedBlocksArray[284778] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1511143-8’, blockId: ‘R-A-1511143-8’ })})”+”ipt>”;
cachedBlocksArray[284777] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1511143-5’, blockId: ‘R-A-1511143-5’ })})”+”ipt>”;
cachedBlocksArray[283854] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1511143-3’, blockId: ‘R-A-1511143-3’ })})”+”ipt>”;
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1511143-16’, blockId: ‘R-A-1511143-16’ })})”+”ipt>”;
cachedBlocksArray[284782] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1511143-11’, blockId: ‘R-A-1511143-11’ })})”+”ipt>”;
cachedBlocksArray[284779] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1511143-9’, blockId: ‘R-A-1511143-9’ })})”+”ipt>”;
cachedBlocksArray[284778] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1511143-8’, blockId: ‘R-A-1511143-8’ })})”+”ipt>”;
cachedBlocksArray[284777] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1511143-5’, blockId: ‘R-A-1511143-5’ })})”+”ipt>”;
cachedBlocksArray[283854] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1511143-3’, blockId: ‘R-A-1511143-3’ })})”+”ipt>”;
чертежи и схемы с размерами, процесс изготовления
Мы приветствуем нашего уважаемого читателя и предлагаем Вашему вниманию статью о том, как изготовить трубогиб для профильной трубы своими руками. Если Вы любите мастерить, строите дом или обживаете усадьбу, рано или поздно возникнет необходимость собрать металлоконструкции из профильных труб, при этом иногда необходимо согнуть заготовки.
Если Вы любите мастерить, строите дом или обживаете усадьбу, рано или поздно возникнет необходимость собрать металлоконструкции из профильных труб, при этом иногда необходимо согнуть заготовки.
Процесс гибки трубных заготовок не слишком сложен, но для него необходимы приспособления – трубогибы. Вполне возможно изготовить приспособление для гнутья самостоятельно.
Для чего используют трубогиб
Профильная труба – пустотелый профиль квадратного, прямоугольного, овального сечения с тонкой стенкой. Профильные трубы очень широко применяют в строительстве, промышленности, добывающем комплексе, сельском хозяйстве. Применяют квадратные и прямоугольные изделия и в быту: при монтаже металлоконструкций, для изготовления мебели, садовых построек, навесов, теплиц, оград, беседок, навесов, павильонов, пергол. Использование именно профильной конструкции обусловлено высокими технологическими характеристиками – прочностью, жесткостью, высокой устойчивостью к смятию или скручиванию.
Одновременно сталь обладает определенной пластичностью – тонкостенные трубы можно изгибать. Но при изгибе труба может перегнуться, образовать заломы и складки – эти дефекты уменьшают прочность труб и не слишком эстетично выглядят. Поэтому для гибки применяют специальные приспособления – трубогибы.
Но при изгибе труба может перегнуться, образовать заломы и складки – эти дефекты уменьшают прочность труб и не слишком эстетично выглядят. Поэтому для гибки применяют специальные приспособления – трубогибы.
При прокладке трубопроводов и изготовлении гнутых конструкций гибка позволяет свести к минимуму количество сварных швов и соединительных фитингов, что позволяет сэкономить немало средств.
Главные технические моменты при изготовлении трубогиба
- Для того, чтобы квадратный или прямоугольный профиль согнуть в красивую дугу, без дефектов, на прокатном ролике обязательно должно быть ребро по центру (для малых радиусов). Оно будет вминать внутреннюю сторону профиля и никаких лишних заломов не будет. Высота ребра зависит от нужного вам радиуса изделия, в среднем можете использовать до 5 мм.
- Профиль должен двигаться строго перпендикулярно основного ролика, любое отклонение приведёт к появлению винтовых заломов на изделии. Поэтому на вспомогательных роликах должны быть направляющие.
 Учтите это при продумывании конструкции!
Учтите это при продумывании конструкции! - Расстояние между роликами влияет на несколько факторов, во-первых на усилие, которое нужно приложить в прокате профиля, чем меньше расстояние — тем тяжелее. Во-вторых это влияет на саму длину трубы, которую нужно сделать. Поэтому продумайте изначально конструкцию так, чтобы вспомогательные ролики были передвижными.
- Нужно обратить особое внимание на диаметр роликов, если он будет слишком мал, профиль будет проскальзывать. В заводских изделиях используются ролики с насечками до 250 мм, это конечно зависит от толщины и величины профиля, который будет прокатываться. В нашем случае можете взять от 20 мм.
- Чтобы согнуть круглую трубу используются специальные ролики с выемкой. Обычные ролики сплющат круглую трубу в овал.
 Учтите это при продумывании конструкции!
Учтите это при продумывании конструкции!Какой профилегиб выбрать?
В данной статье мы не будем рассматривать промышленные профилегибы с гидро или электроусилителями, остановимся на том, что легко сможем соорудить в гараже из подручных материалов и с минимальными затратами. Так же есть ряд конструкций, которые не очень легки в производстве, например ручной арбалетный трубогиб не имеет смысла делать, так как уже на 5 трубе у вас сильно устанут руки. Поэтому подробнее остановимся на 3 типах, самых универсальных из всех.
Так же есть ряд конструкций, которые не очень легки в производстве, например ручной арбалетный трубогиб не имеет смысла делать, так как уже на 5 трубе у вас сильно устанут руки. Поэтому подробнее остановимся на 3 типах, самых универсальных из всех.
Ручной роликовый трубогиб своими руками
Обкатные (роликовые) трубогибы бывают с 3 или 2 роликами, в первом случае дополнительный ролик служит прижимной силой и при правильном подходе даёт более идеальную деталь на выходе, во втором варианте усилие нужно приложить большее и точность немного меньше. Такая конструкция используется для маленьких профилей, с небольшой толщиной стенки.
Изготавливаем ролики для трубогиба без токарных работ
Нам понадобятся несколько обрезков от листового металла разной толщины. Она зависит от ширины профиля, так что выбирайте под свои задачи, в нашем случае это 10, 8 и 6 мм.
Чтобы сделать валец, нам нужны круги, с помощью циркуля отмечаем их на листах, из 8 мм сделаем 1 круг, а из 10 и 6 сделаем по 2 штуки. Самое главное отметить центр и нарисовать правильную окружность.
Самое главное отметить центр и нарисовать правильную окружность.
Берём в руки болгарку и стараемся максимально возможно обрезать лишнее, чтобы остался практически ровные круг. Проще на этом этапе удалить всё лишнее, так как дальше это будет сделать сложнее и дольше.
Необходимо сделать отверстие в центре круга, закрепляем в тисках и берём сверло, у меня это будет 10 мм.
После того, как сделали все заготовки, нужно превратить их в идеальные окружности. Для этого вставляем болт, закрепляем его, не забудьте контргайку!
Зажимаем в дрель и идём к наждаку или можно в болгарку закрепить лепестковой круг.
У вас должно получиться примерно вот так
У центрального круга нужно закруглить края, так как он будет вдавливать трубу, нужно чтобы металл не порвался.
Собираем все круги вместе и валец (ролик) готов. Вы можете рассверлить отверстие под больший диаметр, я так и сделаю. Нагрузка всё таки не меленькая, пусть будет потолще. Вот так можно изготовить ролик для профилегиба своими руками без токарных работ, а все лишь с помощью болгарки и дрели.
Вот так можно изготовить ролик для профилегиба своими руками без токарных работ, а все лишь с помощью болгарки и дрели.
Этот ролик сделан под 20 трубу, внутренние два круга по 6 мм и центральный 8 мм. У этой конструкции есть большой плюс, Вы можете менять центральный круг, ну скажем, на 4 мм и получится трубогиб под 15 профиль. Далее собираем сам основу и ручку и пробуем, что получилось.
Изготавливаем основу и собираем трубогиб под малые радиусы
Для основы можно взять так же листовое железо и несколько уголков. В нашем случае сама станина будет сделана из листа 8 мм, обрезаем её болгаркой и делаем отверстия под ролик и крепёж. Центральное отверстие для нашего ролика (который делали выше), все 6 нижних нужны для крепежа, 4 для уголка, чтобы крепить наш трубогиб в тески и 2 для крепления упора.
Для надежного крепления профилегиба в тесках, изготавливаем Т-образный элемент из двух кусков уголка. Надёжнее всего приварить их друг к другу и потом зачистить шов, чтобы поверхность была ровная. Делаем отверстия с резьбой 8 мм.
Делаем отверстия с резьбой 8 мм.
Прикрепляем болтами уголок к основе, учтите, с обратной стороны болты торчать не должны.
Зажимаем в тисках основную конструкцию и берём шпильку, на которую будет крепиться основной ролик.
Закрепляем ролик на основу.
Нужно изготовить упор, на примере это сделано из уголка и небольшого листа металла, с одной стороны он крепиться на шпильку ролика, с другой к основанию на болты.
Крепим упор к основанию, получается вот такая конструкция.
Следующим шагом нам нужно сделать ручку, конструкция может быть любая, это не принципиально важно. Края крепятся к шпильке. В примере ручка сделана из кусков уголка, куска профиля и вспомогательный ролик сделан из обычных подшипников, которые были под рукой.
Крепим ручку и можно работать.
На видео показаны первые тесты, автор согнул несколько профильных труб 20 мм, так же на видео показан более подробный процесс сборки и некоторые нюансы с размерами. К сожалению, чертежей этого трубогиба автор и конструктор не указал, но эффективность такой конструкции подтверждена на деле. Благодарим Николая за труд!
К сожалению, чертежей этого трубогиба автор и конструктор не указал, но эффективность такой конструкции подтверждена на деле. Благодарим Николая за труд!
Универсальный трубогиб своими руками без токарки
Данная модель действительно является самой универсальной (на взгляд редактора), автор этого трубогиба подошёл к делу с головой и придумал новую конструкцию. Главное отличие от классической схемы в том, что к протяжному валу подаётся платформа опорных роликов, а не наоборот, как мы привыкли. Это позволило облегчить конструкцию и сделать её более компактной, путём удаления «башенки» с прижимным механизмом. На протяжении полугода конструкция дорабатывалась и далее описана последняя версия на текущий момент (май 2020 года). Модель настолько хороша, что может гнуть сразу два профиля по 40 мм или четыре профиля по 20 мм, так же способна делать круги малого радиуса (135 мм).
Модель настолько хороша, что может гнуть сразу два профиля по 40 мм или четыре профиля по 20 мм, так же способна делать круги малого радиуса (135 мм).
Изготавливаем вал для трубогиба без токарных работ (с чертежом)
Нам понадобятся следующие материалы:
- Стержень 20 мм (у нас взят кусок стабилизатора от жигулей)
- 204 подшипники
- Шайбы 24 х 44 мм
На стержень одеваем первый подшипник и провариваем со всех сторон
Далее одеваем шайбу 24 х 44 мм и тоже провариваем
После каждого слоя с шайбой придётся обрабатывать болгаркой поверхность
В итоге получится вот такая конструкция, использовано 5 подшипников и 6 шайб
Начинаем проваривать по внешнему контуру каждое соединение
У вас должна получиться вот такая заготовка, старайтесь проварить всё очень тщательно
Зажимаем заготовку в тисках и сбиваем неровности болгаркой с зачистным кругом
Следующим шагом нужно закрепить наш вал так, чтобы он мог крутиться, можно взять 2 подшипника и 2 куска трубы
Устанавливаем на болгарку лепестковый диск и доводим вал до идеального состояния
Вот такой результат работ получается, монолитная конструкция, очень прочная и надёжная
Чертеж вала для трубогиба без токарных работ
Сердцевина — это труба закалённого металла 20 мм, взят кусок стабилизатора от классических жигулей. Прямоугольники с линиями — это шайбы 24 х 44 мм, между ними 204 подшипники, которые идеально подходят для основания. Красным цветом на чертеже отмечены места сварки.
Прямоугольники с линиями — это шайбы 24 х 44 мм, между ними 204 подшипники, которые идеально подходят для основания. Красным цветом на чертеже отмечены места сварки.
Видео изготовления вала для профилегиба
Изготавливаем и собираем универсальный трубогиб своими руками (с чертежами)
Для начала посмотрите на схему, чтобы было понимание как он выглядит и что у вас должно получиться по итогу.
Нам понадобятся следующие материалы:
- 12 швеллер
- труба ¾”
- круг диаметром 20 мм
- серьга рессоры от Газели — 2 шт.
- домкрат
- шайба кузовная 20 мм — 4 шт
- труба ½”
- шпильки М10×50
- квадрат 10×10 мм
- болты М6×25
- труба водопроводная 2″
- болты М6×30
- гайки М8
- гайки М6
- шайбы М6
Чертежи с размерами трубогиба для профильной трубы
Далее идут 2 видео с полным описанием изготовления каждой детали и полноценной сборкой.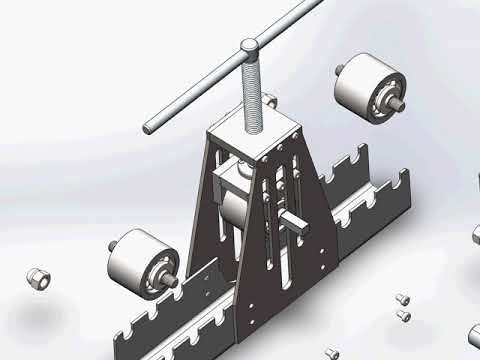 Обязательно посмотрите, автор очень доходчиво объясняет почему каждый элемент конструкции трубогиба сделан именно так.
Обязательно посмотрите, автор очень доходчиво объясняет почему каждый элемент конструкции трубогиба сделан именно так.
Видео изготовления корпуса для вала трубогиба под профильную трубу
Видео изготовления трубогиба своими руками
Заключение
Изготовление трубогибочного агрегата вполне доступно своими руками. Желаем нашему постоянному читателю научиться самому гнуть трубы для гнутых металлических конструкций и изготовить удобный трубогиб. Пусть любая информация с нашего сайта Вам пригодится. Подписывайтесь на нашу рассылку, делитесь полезностями с друзьями в соцсетях.
Пусть любая информация с нашего сайта Вам пригодится. Подписывайтесь на нашу рассылку, делитесь полезностями с друзьями в соцсетях.
Станок для гибки очень больших профилей, промышленный станок для гибки больших металлических листов
Свяжитесь с нами
Гибка больших профилей с супермощностью
Описание
Современный эргономичный дизайн PBT Helix Servo делает его идеальным профилегибочным станком для очень больших профилей . PBT Helix® обеспечивает мощность 75 тонн для действительно тяжелых работ. Этот гибочный станок отличается швейцарским качеством и современным дизайном и оснащен высокопроизводительной системой управления PBT PC400 CNC. Расстояние переднего ролика широко регулируется в зависимости от размер профиля и радиус . На подвижной панели управления ЧПУ 15-дюймовый сенсорный экран отображает программные значения с точностью до 1/100 мм. Применение включает несущие балки и конструкционные алюминиевые и стальные профили .
Расстояние переднего ролика широко регулируется в зависимости от размер профиля и радиус . На подвижной панели управления ЧПУ 15-дюймовый сенсорный экран отображает программные значения с точностью до 1/100 мм. Применение включает несущие балки и конструкционные алюминиевые и стальные профили .
Консультации, обучение и ввод в эксплуатацию включены в стоимость покупки.
Технические характеристики
| Плоский стержень | 1-¼” x 10″ до 35″ диам. |
| Мощность | 75 тонн (65 т) |
| Все три ролика с индивидуальным приводом: PC400: непрерывный | 1–8 об/мин |
| Максимальный крутящий момент на ролик | 6 642 футо-фунта. (9000 Нм) |
| Регулируемый передний ролик | |
| Держатель инструмента ∅ | 5,12 дюйма (130 мм) |
| Высота подъема | 17,52 дюйма (445 мм) |
| Гидравлический привод | 30 л. с. (22 кВт) с. (22 кВт) |
| Роликовый привод | Гидравлический |
| Блок питания | 208/230/460 |
| Точность по оси X — PC400 | 0,003937″ (1/100 мм) |
| Длина | 95 дюймов (2 415 мм) |
| Ширина | 85″ (2’163 мм) |
| Высота | 62,6 дюйма (1590 мм) |
| Вес | 12 786 фунтов. (5’800 кг) |
Запросить цену
ФИО Адрес электронной почты Номер телефона СообщениеЛинейка профилегибочных станков
Найдите модель, которая наилучшим образом соответствует вашим потребностям.
Производственный ассортимент PLANET
Семейство угловых валков PLANET® дает вам больше рабочих преимуществ, независимо от того, нужна ли вам более высокая точность, большая мощность, большая гибкость, более высокое усилие изгиба или больший крутящий момент прокатки.
Три приводящих рулона
4-образные направляющие рулоны:
Axial Adgrated: Руководство
Angular Tilting: Руководство
.
Привод: Гидравлический
Макс. момент сопротивления: 26 см³
Макс. угол вместимость: 80 x 9мм.
Макс. Двутавровая балка упрощенная: 140 мм.
Макс. Двутавровые балки: 80 мм.
Макс. диаметр труб: 89 x 5 мм.
Три приводных рулона
6-направляющие направляющие рулоны:
с полной гидравлической корректировкой
От панели управления оператором
Комбленочный дизайн: версии / horizontal
.
Привод: Гидравлический
Макс. вместимость уголка: 80 x 9 мм.
Макс. Двутавровая балка упрощенная: 140 мм.
Макс. Двутавровые балки: 80 мм.
Макс. диаметр труб: 89 x 5 мм.
Привод: Гидравлический
Макс. модуль упругости: 60–110 см³
Макс. размер уголка: 100 x 12 мм.
Макс. Двутавры простой формы: 200 мм.
Макс. Двутавровые балки: 120 мм.
Макс. размер труб: 127 x 6 мм.
Три приводных ролика
0002 От панели управления оператором
Комбинированный дизайн: вертикальный / горизонтальный
Трансмиссия привода: Гидраул
Макс. размер уголка: 150 x 16 мм.
Макс. Двутавровая балка упрощенная: 320 мм.
Макс. Двутавровые балки: 180 мм.
Макс. размер труб: 219 x 6 мм.
Три приводных рулона
6-направленные направляющие рулоны:
с полной гидравлической корректировкой
От панели управления оператором
.
Три приводных ролика
6 направляющих роликов:
с полностью гидравлической регулировкой
с панели управления оператора
Комбинированный конструкция: вертикальный / горизонтальный
РАССИКИМАЦИЯ: Гидравлический
MAX SECE MODULUS: 350 – 570 CM³
MAX. размер уголка: 160 x 20 мм.
Макс. Двутавровая балка упрощенная: 380 мм.
Макс. Двутавровые балки: 200 мм.
Макс.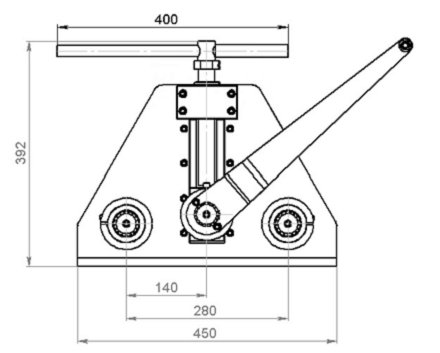 диаметр труб: 244 x 7 мм.
диаметр труб: 244 x 7 мм.
Three driven rolls
6-directional guide rolls:
with fully hydraulic adjustment
from operator control panel
Combined design: vertical / horizontal
Привод: гидравлический
Макс. момент сопротивления: 900–1500 см³
Макс. вместимость уголка: 200 x 28 мм.
Макс. Двутавры простой формы: 550 мм.
Макс. Двутавровые балки: 300 мм.
Макс. диаметр труб: 355 x 8 мм.
Три приводящих рулона
6-направленные направляющие рулоны:
с полной гидравлической регулировкой
От панели управления оператором
9000 2
. COMCLIND.
Привод: гидравлический
Макс. момент сопротивления: 1800–3000 см³
момент сопротивления: 1800–3000 см³
Макс. вместимость уголка: 200 x 28 мм.
Макс. Двутавры простой формы: 600 мм.
Макс. Двутавровые балки: 400 мм.
Макс. диаметр труб: 457 x 11 мм.
Три ведущих ролика
6 направляющих роликов:
с полной гидравлической корректировкой
от панели управления оператором
Комбинированный дизайн: вертикальный / горизонтальный
Драйв. вместимость уголка: 200 x 28 мм.
Макс. Двутавры простой формы: 1000 мм.
Макс. Двутавровые балки: 600 мм.
Макс. диаметр труб: 508 x 15 мм.
Три приводящих рулона
6-направленные направляющие рулоны:
с полной гидравлической регулировкой
От панели управления оператором
9000 2
. COMCLIND.
COMCLIND.
Привод: Гидравлический
Макс. момент сопротивления: 6000–11000 см³
Макс. вместимость уголка: 200 x 28 мм.
Макс. Двутавры простой формы: 1000 мм.
Макс. Двутавровые балки: 800 мм.
Макс. диаметр труб: 609 x 25 мм.
Три приводящих рулона
6-направляющие направляющие рулоны:
с полной гидравлической регулировкой
От панели управления оператором
.0003
Комбинированный конструкция: вертикальный / горизонтальный
Руководство привода: гидравлический
MAX SECE MODULUS: 9500 – 18000 CM³
MAX. вместимость уголка: 200 x 28 мм.
Макс. Двутавры простой формы: 1000 мм.
Макс. Двутавровые балки: 1000 мм.