Гибка труб из нержавеющей стали: эффективные процессы и соображения
Нержавеющая сталь является одним из самых популярных материалов в обрабатывающей промышленности. Это делает гибку труб из нержавеющей стали стандартным процессом формования при изготовлении металлических деталей для различных применений. Инженеры и проектировщики считают это основной операцией в составе системы труб и трубопроводов.
Однако необходимо правильное понимание того, как сгибать стальные трубы . Некоторые высококачественные материалы из нержавеющей стали в настоящее время широко распространены, что усугубляет проблемы с их обработкой. Поэтому очень важно знать, как выполнять процесс гибки.
В этой статье мы обсудим наиболее эффективные методы гибки стальных труб. Мы также поможем вам получить максимальную отдачу от процесса.
Основы и проблемы Гибка труб из нержавеющей стали Использование стали для изготовления прототипов на заказ может оказаться сложной задачей. Это твердый материал. Однако это пластичный и податливый материал. Он легко формируется с помощью различных процессов механической обработки в несколько форм. Гибка труб из нержавеющей стали — это процесс, который помогает придать трубам несколько ценных конфигураций.
Это твердый материал. Однако это пластичный и податливый материал. Он легко формируется с помощью различных процессов механической обработки в несколько форм. Гибка труб из нержавеющей стали — это процесс, который помогает придать трубам несколько ценных конфигураций.
Хотя нержавеющую сталь можно сгибать в различные формы, этот процесс может потребовать значительного прямого давления для специальных инструментов. Когда мы говорим о гибке высококачественных материалов из нержавеющей стали, внимание обращается на повышенную сложность гибки. Сложность часто зависит от толщины трубки.
Толстостенные трубы обычно требуют повышенного усилия для изгиба. Кроме того, для конкретных размеров и форм труб может потребоваться свой комплект гибочного оборудования. Возможность возникновения возвратной пружины также представляет серьезную проблему при гибке труб из нержавеющей стали.
Как сгибать трубы из нержавеющей стали Работать с трубами из нержавеющей стали довольно сложно. Однако некоторые приемы могут помочь упростить этот процесс. В этом разделе мы обсудим, как согнуть трубы из нержавеющей стали, используя наиболее эффективные методы.
Однако некоторые приемы могут помочь упростить этот процесс. В этом разделе мы обсудим, как согнуть трубы из нержавеющей стали, используя наиболее эффективные методы.
Гибка металлических труб на оправке часто выполняется на трубогибочной машине с вращающимся вытяжным устройством. Оправка – это инструмент, помещаемый внутрь трубы, чтобы гарантировать, что ее форма не изменится при изгибе. Оправки могут поставляться с дополнительным стальным шариком, чтобы они оставались внутри изогнутых участков изгибов во время процесса гибки.
Установка для гибки труб на оправке включает:
- Пресс-матрица — эта матрица удерживает касательную (или прямую часть) трубы.
- Зажимная матрица – вращает стальную трубу вокруг гибочной матрицы.
- Оправка – поддерживает внутреннюю часть трубы вокруг изгиба и может поставляться с шарнирными шариками.

- Грязесъемная матрица – контактирует с трубкой непосредственно перед точкой касания внутреннего радиуса, протирая заготовку, чтобы предотвратить образование складок на внутреннем радиусе.
Гибка труб на оправке доминирует в области гибки труб из нержавеющей стали, особенно при работе с малыми радиусами. Когда вы думаете о том, как согнуть трубу из нержавеющей стали по радиусу, вы должны выбрать гибку на оправке. Это связано с тем, что метод обеспечивает максимальный контроль над овальностью и утончением стенки.
Использование оправки с внутренним диаметром (ID) помогает поддерживать поток материалов во время гибки. Точно так же пресс-форма поддерживает внешний диаметр (НД). Эти элементы объединяются для контроля наружного и внутреннего диаметра трубы на протяжении всего процесса гибки. Изгиб трубы на оправке помогает предотвратить наиболее распространенные проблемы с изгибом, в первую очередь, пружинение. Это также предотвращает морщины, уплощение и перегибы.
Валковая гибка или угловая гибка является эффективным процессом для больших заготовок. Обычно он включает в себя три валка, установленных в виде пирамиды с вертикальной или горизонтальной ориентацией фрезерования, в зависимости от размера секции. Валки движутся так, что могут создавать большие, обычно определенные радиусы.
Машина определяет, какие валки перемещаются в какую сторону. Расположение среднего ролика определяет радиус трубы. Верхний валок может двигаться вверх и вниз на некоторых машинах для создания нужного угла. На других машинах движутся два нижних валка, а верхний валок остается неподвижным.
Для изготовления спиралей производители используют гибку вальцами. Оператор может производить непрерывные рулоны, поднимая трубу после оборота. При этом заготовка должна иметь большой радиус и шаг в один диаметр. Однако, если он имеет больший шаг витка, потребуется дополнительный рулон. Этот ролик помогает направлять трубу наружу во время формирования бухты.
Этот метод аналогичен процессу гибки труб на оправке, только без оправки. Это повышает точность трубной части для получения сложных смесей без деформации. В этом методе машина поддерживается с помощью зажимов.
Зажимы позволяют вытягивать трубу до формы, имеющей такой же радиус, как у трубы. С помощью этого принципа гибка вытягиванием помогает получить острые изгибы на трубе, сохраняя при этом высокую точность и согласованность.
Производители часто используют метод гибки с вращающимся вытягиванием деталей труб, используемых в несущих конструкциях и машинах. Типичными примерами являются каркасы безопасности, велосипедные рули, перила и т. д.
Гибка сжатием Другим эффективным методом гибки труб из нержавеющей стали является гибка сжатием. Этот метод изгибает материал вокруг стационарной гибочной матрицы с использованием пресс-формы. Система включает начальный зажим трубы за задней точкой касания. После этого пресс-форма помогает «прижимать» заготовку к гибочной матрице.
После этого пресс-форма помогает «прижимать» заготовку к гибочной матрице.
Гибка труб сжатием лучше всего подходит для симметричных заготовок. Это трубки с одинаковыми изгибами с обеих сторон. Гибка этих труб происходит за один установ на станках с двумя гибочными головками. Таким образом, вы можете выбрать этот метод, когда округлость изгиба не является самым важным фактором.
Гибка сжатием идеально подходит для обеспечения скорости и экономичности при стремлении получить более высокую производительность при меньших затратах. Однако мы не рекомендуем этот метод для труб с радиусом осевой линии (CLR) менее чем в два раза больше диаметра изгиба. То есть вам понадобится как минимум 2-дюймовая осевая линия для 1-дюймового изгиба трубы, чтобы получить желаемое качество изгиба.
Вас интересуют другие методы гибки других листов металла? Читайте: Как согнуть листовой металл. Если вам нужно производить гнутые трубы из нержавеющей стали, RapidDirect для вас. Просто загрузите файл вашего дизайна.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Рекомендации по Гибка труб из нержавеющей сталиРазмышляя о том, как согнуть стальные трубы, необходимо учитывать некоторые конструктивные соображения и факторы. К наиболее важным из них относятся:
Радиус изгибаИзгиб стальных труб часто требует малого радиуса. В большинстве случаев утончение внешней стенки изгиба часто приводит к искривлению изгиба. Использование оправки для поддержки может помочь предотвратить это. Это означает, что гибка труб на оправке является наиболее надежным методом в данном случае.
Иногда достижение малого радиуса может привести к выходу стали за предел упругости. Это часто приводит к таким деформациям, как морщины и горбинки. В таких ситуациях рекомендуется трехвалковая гибка или гибка с вращающейся вытяжкой.
Более того, малые радиусы изгиба часто требуют более осторожного приложения силы. Изгиб на 180 градусов может быть возможен в зависимости от внутреннего диаметра и толщины трубы. Однако может потребоваться более широкая U-образная форма для сохранения структурной целостности и внутренней формы.
Изгиб на 180 градусов может быть возможен в зависимости от внутреннего диаметра и толщины трубы. Однако может потребоваться более широкая U-образная форма для сохранения структурной целостности и внутренней формы.
Другим важным фактором при гибке труб из нержавеющей стали является предел текучести. Это одна из характеристик стальных материалов, которая может приводить к образованию упругой отдачи. Материалы с более высоким пределом текучести будут иметь большее отношение упругой деформации к пластической. Такие материалы также будут демонстрировать большую упругость, чем материалы с более низким пределом текучести.
Поэтому крайне важно определить предел текучести вашего стального материала перед гибкой. Каждый изгиб дает разумное количество напряжения. Таким образом, предел текучести следует рассматривать с учетом ожидаемой величины деформации.
Толщина материала Различия в толщине материала являются серьезной проблемой, когда речь идет о гибке труб из нержавеющей стали. Это особенно важно, когда производители пытаются добиться определенных допусков на изгиб. О калибре различных нержавеющих сталей часто говорят по отношению к средним значениям. Однако фактическая толщина материала в действительности находится в пределах определенного диапазона.
Это особенно важно, когда производители пытаются добиться определенных допусков на изгиб. О калибре различных нержавеющих сталей часто говорят по отношению к средним значениям. Однако фактическая толщина материала в действительности находится в пределах определенного диапазона.
Таким образом, небольшое изменение толщины может значительно повлиять на угол изгиба на несколько градусов. Это часто влияет на результаты, особенно когда вам нужны жесткие допуски. Важно знать, что некоторые материалы могут нуждаться в большей изгибающей способности, чем другие, при изготовлении труб по индивидуальному заказу. Более толстые сорта нержавеющей стали потребуют большей силы, чем более тонкие.
Деформация, связанная с изгибом более толстых материалов вокруг заданных радиусов, выше, чем у более тонких материалов вокруг тех же радиусов. Чем толще стенки, тем большее давление может выдержать трубка. Точно так же трубы с более тонкими стенками более подвержены разрушению при изгибе.
Таким образом, рекомендуется правильно установить мощность изгиба, чтобы предотвратить несоответствия и деформации материала. Вы должны выбрать правильный процесс и настроить машину соответствующим образом.
Вы должны выбрать правильный процесс и настроить машину соответствующим образом.
Можно сгибать как бесшовные, так и сварные трубы. Однако бесшовные трубки часто лучше гнутся, если желаемый радиус мал. С другой стороны, более тонкие стенки сварных труб делают их пригодными для применений большего диаметра. Шов сварных труб может мешать согласованности изгибов. Это связано с тем, что на трубе образуется точка концентрации напряжений.
Концентрация напряжений дает сварным трубам рабочее давление на 20% ниже, чем у бесшовных труб. Мы также не можем игнорировать возможность неправильного формирования сварного шва, что может привести к тому, что труба будет не идеально круглой. Это препятствует правильному изгибу сварных труб.
Таблица радиусов изгиба труб из нержавеющей стали Радиус изгиба трубы — это радиус, измеренный до центральной линии трубы. Инструменты для радиуса изгиба часто различаются в зависимости от трубогиба. Тем не менее, наиболее распространенные из них обычно соответствуют определенным эмпирическим правилам.
Тем не менее, наиболее распространенные из них обычно соответствуют определенным эмпирическим правилам.
Это означает, что для трубы с наружным диаметром 20 мм потребуется радиус изгиба 40 мм. Возможны более узкие радиусы изгиба, например ½ x D. Однако часто бывает дороже получить что-либо меньше 2 x D.
Минимальный радиус изгиба валка составляет 7 x DСвойства материала и толщина стенки влияют на минимальный радиус изгиба валка. Таким образом, придерживаться рекомендации 7 x D технически безопасно. Также рекомендуется допустить широкий допуск на радиусы изгиба.
Применение труб из нержавеющей стали Трубы из нержавеющей стали — это универсальный материал, используемый в различных отраслях промышленности благодаря простоте сборки. Он также может выдерживать экстремальные условия, такие как высокие температуры и давление.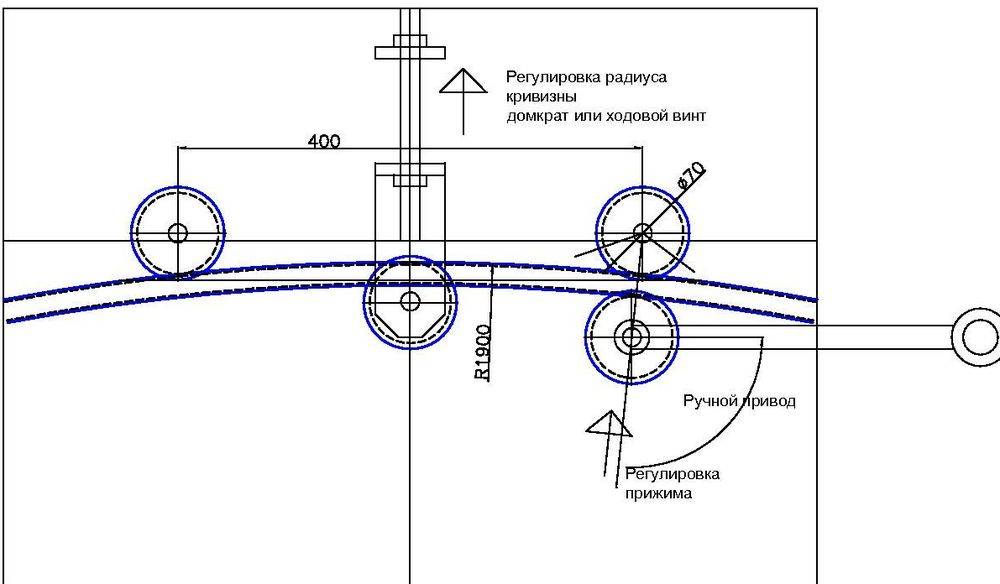 Это одно из свойств нержавеющей стали, которое делает ее полезной в определенных отраслях промышленности.
Это одно из свойств нержавеющей стали, которое делает ее полезной в определенных отраслях промышленности.
Например, станки с ЧПУ для автомобильной промышленности используют трубы из нержавеющей стали для производства высококачественных глушителей. Это потому, что они могут выдерживать экстремальное давление, которое проходит через них. Он также находит применение в медицинских устройствах, рамах солнечных батарей, промышленном оборудовании и электропроводке. Возможность формовать стальные трубы различной формы и толщины делает их еще более полезными.
Вы найдете трубы из нержавеющей стали для различных бытовых нужд, включая бытовые приборы, системы отопления, водоснабжения и водопровода. Вряд ли найдется отрасль, в которой не используется этот универсальный материал, начиная от аэрокосмической, автомобильной, технологической, электротехнической, строительной и пищевой промышленности.
Новаторы продолжают каждый день находить новые применения для труб из нержавеющей стали, внедряя их во все аспекты жизни.
Как уже упоминалось, стальные трубы используются в различных отраслях промышленности для различных целей. Кроме того, наличие сложных машин и современных методов делает гибку труб более точной. Таким образом, выбор подходящего материала, процесса и инструмента даст вам отличный шанс добиться идеального изгиба для вашего приложения.
Если вы хотите узнать о более экономичных способах и получить надлежащее руководство по гибке стальных труб, услуги обработки с ЧПУ RapidDirect для вас! Мы также предоставляем изготовление труб по индивидуальному заказу и услуги по изготовлению, которые вы никогда не получите в другом месте. Наша команда экспертов предлагает услуги быстрого прототипирования по конкурентоспособным ценам.
Это еще не все. Наша команда экспертов предоставит профессиональные консультации по вашему дизайну. Затем мы помогаем вам производить высококачественные и востребованные стальные трубы. Мы предлагаем гарантию качества, на которую вы всегда можете положиться. Загрузите файл САПР сегодня и получите мгновенное предложение.
Мы предлагаем гарантию качества, на которую вы всегда можете положиться. Загрузите файл САПР сегодня и получите мгновенное предложение.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Часто задаваемые вопросы Насколько сложно сгибать трубы из нержавеющей стали?Гибка стальных труб может быть очень сложной из-за твердости материала. Тем не менее, выбор правильного производителя с надлежащим знанием процессов и инструментов может помочь сделать процесс более плавным.
Лучше ли гибка трубы на оправке, чем гибка роликом? Выбранный вами метод зависит от ваших требований к изгибу. Изгиб на оправке предпочтителен для операций гибки с меньшими радиусами, чтобы предотвратить сплющивание, образование складок и перегибов. С другой стороны, валковая гибка идеально подходит для более тонких труб с большим радиусом изгиба.
Во многих отраслях промышленности используются трубы из нержавеющей стали для различных целей. Они используются в бытовой технике, автомобильных и аэрокосмических деталях, электронных устройствах, сантехнических системах, медицинских устройствах и многом другом.
Шаги по устранению неполадок при изгибе трубы волочением
Рисунок 1
Даже при использовании новейших технологий ЧПУ вам необходимо понимать, как инструменты и их размещение могут помочь в обеспечении воспроизводимых высококачественных гибов. Это особенно верно для сложных приложений, связанных с дорогим материалом. Никто не является поклонником чрезмерного лома.
Несмотря на то, что мы живем в эпоху станков с ЧПУ, старая фраза «инструменты делают изгиб» актуальна сегодня как никогда.
По мере того, как гибка труб становится все более экстремальной (см. Рисунок 1 ), проектирование инструментов, настройка и техническое обслуживание снова стали играть первостепенную роль. При ротационной гибке четыре простых шага настройки, точно и в правильном порядке, помогут вам максимально увеличить качество гибки, срок службы инструмента и контроль процесса.
Рисунок 1 ), проектирование инструментов, настройка и техническое обслуживание снова стали играть первостепенную роль. При ротационной гибке четыре простых шага настройки, точно и в правильном порядке, помогут вам максимально увеличить качество гибки, срок службы инструмента и контроль процесса.
Жизнь с современными машинами
Многие операторы трубогибочных станков полагаются на характеристики машины больше, чем следовало бы. Современные функции трубогибочных станков, в особенности вспомогательное оборудование для прессования, позволяют многим операторам получать адекватные результаты, не осваивая настройку инструментов. Многие элементы управления на гибочных станках с ЧПУ были разработаны, чтобы сделать сложные приложения практичными. Многие операторы используют эти элементы управления для преодоления ограничений, связанных с плохой практикой настройки в рутинных приложениях.
Эта чрезмерная зависимость от органов управления машины «сжимает» трубу до желаемой формы за счет использования чрезмерной радиальной силы в точке изгиба. Поскольку этот подход работает против осевого натяжения трубы, требуется повышенное давление машины, чтобы заставить деталь принять форму. Это приводит к компромиссу: труба имеет желаемую форму, но высокое давление в точке изгиба снижает срок службы инструмента, контроль процесса или и то, и другое.
Поскольку этот подход работает против осевого натяжения трубы, требуется повышенное давление машины, чтобы заставить деталь принять форму. Это приводит к компромиссу: труба имеет желаемую форму, но высокое давление в точке изгиба снижает срок службы инструмента, контроль процесса или и то, и другое.
Нет необходимости жертвовать сроком службы инструмента или управлением процессом ради лучшего качества гибки. Вы можете максимизировать все три из этих целей, потратив немного времени и усилий. Это вопрос использования четырехэтапной процедуры, которая точно позиционирует инструмент:
- Переместите оправку вперед.
- Уменьшите настройку пресс-формы.
- Наконечник стеклоочистителя.
- 4 При необходимости отрегулируйте настройку помощи прижимной головки.
Четырехэтапная настройка
Хитрость для успешной реализации четырехэтапной настройки заключается в понимании того, что каждый этап касается только одного аспекта качества гибки.
Точное размещение носика оправки обеспечивает стабильное круглое поперечное сечение по всей дуге изгиба. Правильная регулировка прямого (или радиального) давления пресс-формы предотвращает коробление по внутреннему радиусу. Наконечник стеклоочистителя, правильно отведенный от линии касания, предотвращает образование складок или серии мелких морщин, которые могут образоваться на конечном конце внутреннего радиуса. И, наконец, сбалансированная настройка помощи при нажатии на штамп увеличивает внешний радиус в достаточной степени, чтобы смягчить сплющивание и устранить любые горбы на конце. Рисунок 2 иллюстрирует роль каждого фактора в приложении для гибки труб.
Не для всех операций вытяжной гибки требуется оправка, очиститель или вспомогательная функция пресс-формы. Однако понимание каждого из них может помочь вам более точно и быстро устранять неполадки и определять необходимость одного из них, если он отсутствует. Кроме того, выполнение этих шагов в правильной последовательности помогает преодолеть распространенное препятствие при устранении неполадок: один неправильно настроенный инструмент может маскировать другой.
Шаг 1: Переместите оправку вперед
оправка является центральным инструментом в установке вытяжной гибки. Это ваше основное средство управления потоком материала трубки в точке изгиба. Чтобы определить наилучшее расположение носика оправки, необходимо сначала понять разницу между линией касания и точкой изгиба.
Линия касания — это теоретическая плоскость, зафиксированная в пространстве. Он перпендикулярен плоскости изгиба и отделяет дугу изгиба от касательной. В качестве альтернативы точка изгиба представляет собой неопределенную область, окружающую линию касания, в которой материал трубки находится в
По мере того как зажимы затягивают трубу вокруг гибочной матрицы, стенка трубы утолщается по внутреннему радиусу (intrados) и утончается по внешнему радиусу (extrados). Назначение носика оправки состоит в том, чтобы покрыть эту область потока материала и обеспечить неизменно круглое поперечное сечение за счет уменьшения одновременного сжатия и растяжения стенки трубы.
Рисунок 2
Понимание основ гибки вытягиванием и того, как такие факторы, как оправка, очиститель или вспомогательная функция пресс-формы, влияют на изгиб, может помочь вам в устранении неполадок при гибке труб.
Поскольку точка изгиба выходит за линию касания, то же самое должен делать носик оправки, поддерживающий ее. В противном случае он не обеспечит необходимого контроля над стенкой трубы. Результатом является коробление и чрезмерное уплощение.
В то время как более прямое давление пресс-формы часто может предотвратить коробление по внутреннему радиусу, это усугубляет другую проблему: увеличивается сопротивление на внешнем радиусе, усугубляя сплющивание внешнего радиуса. Таким образом, расположение носика оправки за линией касания имеет решающее значение, потому что правильное размещение устраняет коробление и сводит к минимуму сплющивание.
Несколько факторов вступают в игру при расчете надлежащего размещения оправки:
- Трубка наружный диаметр (D)
- Толщина стенки (T)
- Центральная линия радиус изгиб (R)
- Диаметр носа Манреля (M)
- MANDREL RADIUS RADIUS RADIUS RADIUS RADIUS RADIUS RADIUIS RADIUIS RADIUIL. (n)
 (n)
(n)Используя теорему Пифагора, вы можете вычислить эту максимальную глубину (b):
Например, если изгиб трубы составляет 2 дюйма в диаметре на 0,049-в. толщина стенки на 4 дюйма. радиус центральной линии выполнен с помощью оправки стандартного диаметра, тогда максимальная глубина составляет более 0,625 дюйма. Обычно лучше всего размещать где-то между половиной и двумя третями максимального значения. Чем менее жесткий материал, тем глубже должно быть размещение.
Выполняет принцип прямой оправки этой процедуры настройки. После этого первого шага у вас должен получиться изгиб с постоянным поперечным сечением на большей части дуги. Самая серьезная проблема, с которой вы можете столкнуться, — это коробление по всему внутреннему радиусу.
Если носик оправки стабилен на нужной глубине за линией касания и его диаметр не слишком велик для применения, перейдите к следующему шагу, чтобы определить правильную настройку штампа прямого давления. Важно убедиться, что размер носика оправки не меньше размера изгиба, который вы хотите сделать. Существует практический предел тому, насколько малым может быть диаметр носика оправки и при этом оставаться эффективным.
Важно убедиться, что размер носика оправки не меньше размера изгиба, который вы хотите сделать. Существует практический предел тому, насколько малым может быть диаметр носика оправки и при этом оставаться эффективным.
Носик оправки надлежащего размера имеет решающее значение для смягчения уплощения на внешнем радиусе изгиба и коробления на внутреннем радиусе. Формула для стандартного диаметра носа (м):
Если простота загрузки является важным фактором, то стандартный диаметр (m) может быть уменьшен на 0,005 дюйма на каждый дюйм диаметра трубы (d). Но если диаметр носика вашей оправки значительно меньше этого, более глубокое размещение его за линией касания не будет в достаточной мере компенсировать его недостаточное состояние. Происходит коробление и уплощение.
Если у вас есть другие проблемы, такие как конечные морщины на внутреннем радиусе или конечный горб на внешнем радиусе, продолжайте. Эти проблемы будут исправлены позже при установке.
Шаг 2: Уменьшите настройку пресс-штампа
Поскольку правильно установленная оправка выполняет большую часть работы по контролю формы трубы в процессе гибки, работа пресс-штампа заключается лишь в том, чтобы удерживать трубу на месте. Другими словами, он должен оказывать достаточное давление, чтобы предотвратить отрыв трубы от гибочной матрицы во время гибки. (Если она оторвется, внутренний радиус выгнется в образовавшийся зазор.)
Прижимная матрица, будь то механическая или гидравлическая, оказывает радиальное усилие на трубу в точке изгиба. Поскольку эта радиальная сила перпендикулярна естественному осевому потоку материала в процессе гибки вытягиванием, возникает сопротивление.
Слишком сильное сопротивление приводит к выпуклостям на концах и чрезмерному уплощению внешнего радиуса. Слишком большое сопротивление обычно является причиной того, что трубка выскальзывает из зажима. Таким образом, цель состоит в том, чтобы устранить как можно большее сопротивление путем определения наименьшего количества прямого (радиального) давления, необходимого для предотвращения коробления.
Для большинства круглых труб диаметром до 3 дюймов из мягкой стали, нержавеющей стали, алюминия или меди требуется прямое давление от 400 до 1200 фунтов на квадратный дюйм (PSI). Квадратные и прямоугольные трубы (особенно сильно изогнутые) требуют более высокого давления, как и медно-никелевые, суперсплавы и некоторые нержавеющие стали.
Не существует простой формулы для расчета оптимальной настройки для каждой формы и материала, но небольшие эксперименты дадут существенные результаты.
Для типичной машины емкостью 3 дюйма используйте следующие рекомендации:
- 30-50 фунтов на квадратный дюйм для мягких материалов (мягкий алюминий, мягкая медь и гидроформируемая низкоуглеродистая сталь)
- 50-100 PSI для материалов среднего класса (высокоуглеродистая сталь, твердый алюминий и твердая медь)
- 100-200 PSI для самых твердых материалов (титан, никель, нержавеющая сталь, суперсплавы, такие как INCONEL®, и некруглые трубы из любого материала)
устанавливайте давление с шагом от 10 до 20 KSI, пока проблема не исчезнет. Если внутренний радиус не имеет заметной деформации, рассмотрите возможность снижения прямого давления. После того, как вы определите минимальное прямое давление для приложения, вы можете использовать его в качестве подходящей точки отсчета для будущих настроек того же приложения и руководства для других приложений.
Если внутренний радиус не имеет заметной деформации, рассмотрите возможность снижения прямого давления. После того, как вы определите минимальное прямое давление для приложения, вы можете использовать его в качестве подходящей точки отсчета для будущих настроек того же приложения и руководства для других приложений.
На этом завершаются концепции переднего шпинделя и штампа низкого давления. Оставшиеся дефекты, такие как крайняя складка внутри радиуса или крайняя горбинка внешнего радиуса, скорее всего, будут устранены на последних двух шагах процедуры настройки.
Этап 3. Сложите наконечник скребка
Задача скребка — предотвратить образование складок в конце изгиба. Если на конечном конце гладкого внутреннего радиуса не появляется морщин, вайпер не нужен. Пропустите этот шаг и перейдите к шагу 4.
Скребок заполняет зазор за линией касания между внутренним краем трубы и изгибом полости гибочной матрицы. Если стенка трубки недостаточно жесткая, она выпячивается наружу, чтобы заполнить этот зазор. При достаточном давлении на матрицу прямого давления эта выпуклость будет сглаживаться между полостью гибочной матрицы и носиком оправки, когда труба проходит через линию касания. Но в конце изгиба, если выпуклость не протянута и не сплющена, она может образовать морщину или небольшую серию морщин. При правильной установке кончик салфетки зацепится за вершину этой конечной выпуклости до того, как она превратится в складку.
При достаточном давлении на матрицу прямого давления эта выпуклость будет сглаживаться между полостью гибочной матрицы и носиком оправки, когда труба проходит через линию касания. Но в конце изгиба, если выпуклость не протянута и не сплющена, она может образовать морщину или небольшую серию морщин. При правильной установке кончик салфетки зацепится за вершину этой конечной выпуклости до того, как она превратится в складку.
Сначала найдите естественное положение скребка при нулевом наклоне; затем определите максимальный рейк для этого приложения. Для этого удерживайте поверочную линейку в нижней части захвата полости матрицы для гибки. Когда грязесъемник свободно закреплен на стойке грязесъемника, вставьте грязесъемник так, чтобы нижняя часть его полости также совпадала с линейкой. Теперь стеклоочиститель находится на нулевом уровне. Чтобы найти его естественное исходное положение, осторожно двигайте стеклоочиститель вдоль линейки по направлению к линии касания, пока не почувствуете некоторое сопротивление. Определите, полностью ли соприкасается скошенная кромка наконечника скребка с полостью матрицы для гибки. Если да, то вы нашли естественную форму. Если нет, приложите немного большее усилие, пока скошенная кромка не будет надежно закреплена в полости матрицы для изгиба.
Определите, полностью ли соприкасается скошенная кромка наконечника скребка с полостью матрицы для гибки. Если да, то вы нашли естественную форму. Если нет, приложите немного большее усилие, пока скошенная кромка не будет надежно закреплена в полости матрицы для изгиба.
Если вам приходится прикладывать значительные усилия, чтобы найти посадку, скорее всего, вайпер неправильно обрезан или вы пытаетесь расположить наконечник слишком близко к линии касания. Последнее является распространенной проблемой, потому что выглядит лучше, когда стеклоочиститель находится на линии касания; тем не менее, большинство вайперов не обрезаны для такой настройки, и в этом нет необходимости, если цель вайперов ограничивается сдерживанием терминальной выпуклости.
После того, как вы нашли положение естественного нуля переднего угла, передвиньте вайпер, вращая наконечник вдоль полости матрицы для гибки в сторону от линии касания. Вы можете увеличить передний угол таким образом, пока терминальная выпуклость не превратится в складку.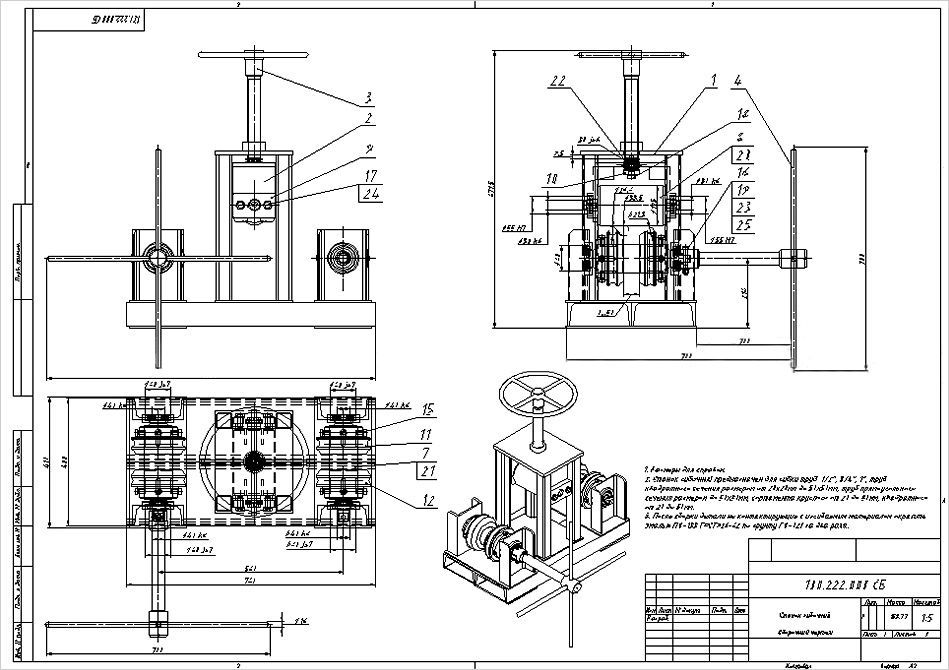 После того, как вы установили переднюю поверхность, вы можете измерить линейное расстояние вдоль полости матрицы для гибки от кончика скребка до линии касания. При условии, что сменные наконечники стеклоочистителя имеют ту же конструкцию и изготовлены, вы можете сократить этот этап настройки, установив новый стеклоочиститель на этом расстоянии.
После того, как вы установили переднюю поверхность, вы можете измерить линейное расстояние вдоль полости матрицы для гибки от кончика скребка до линии касания. При условии, что сменные наконечники стеклоочистителя имеют ту же конструкцию и изготовлены, вы можете сократить этот этап настройки, установив новый стеклоочиститель на этом расстоянии.
Обратите внимание, что сгребание грязесъемника применимо только к гибочным операциям с низким давлением. Кроме того, если стеклоочиститель наклонен, скошенная кромка должна быть обрезана до геометрии «простой зачистки». Это самая распространенная геометрическая форма. Для работ с высоким давлением требуется нулевой передний угол и скошенная кромка со смещенной геометрией, а не геометрия с простой разверткой.
Шаг 4. Настройка давления вспомогательного пресс-формы
Подобно очистителю, вспомогательное пресс-штамповочное приспособление не всегда необходимо. Его работа заключается в предотвращении концевых горбов и чрезмерного сплющивания по внешнему радиусу. Если внешний радиус приемлем, вам не нужна помощь с прессованием. Выключите его или установите нейтральное давление, в зависимости от вашей машины. В противном случае начните с нейтрального давления и увеличивайте помощь, пока недостатки не исчезнут.
Если внешний радиус приемлем, вам не нужна помощь с прессованием. Выключите его или установите нейтральное давление, в зависимости от вашей машины. В противном случае начните с нейтрального давления и увеличивайте помощь, пока недостатки не исчезнут.
Имейте в виду, что многие трубогибочные станки с ЧПУ имеют как вспомогательное давление, так и давление наддува. Термин «форсирование» обычно означает тип осевого давления, приложенного во время изгиба по всей окружности трубы с помощью зажимов за пресс-формой. Использование этого типа давления проталкивает материал через линию касания, чтобы питать как внутреннюю, так и внешнюю часть. Ассист, с другой стороны, подает материал только в наружные части, что полезно для уменьшения уплощения и утончения стенок.
Устранение неполадок при изгибе труб
Важным преимуществом четырехэтапной процедуры настройки является то, что она облегчает устранение неполадок. Большинство дефектов в изгибе трубы можно отнести к настройке, а большинство дефектов настройки связано с проблемой на одном из четырех этапов. Поэтому, после того как вы определили природу дефекта, у вас будет определенный параметр настройки, который вы должны изучить в первую очередь.
Поэтому, после того как вы определили природу дефекта, у вас будет определенный параметр настройки, который вы должны изучить в первую очередь.
Проблемы с носиком оправки
Чрезмерная овальность (т. е. общая деформация поперечного сечения трубы). Проверьте, не слишком ли мал размер носика оправки и недостаточно ли он вставлен в изгиб. Если размер меньше, временное решение может состоять в том, чтобы продвинуть его глубже в изгиб. Однако для оптимального изгиба потребуется новая оправка, изготовленная с правильным диаметром носика.
Внутренние радиусные пряжки. Убедитесь, что носик оправки находится за линией касания. Если это так, пройдите касание в соответствии с указаниями на шаге 1.
Внешний радиус схлопывается. Убедитесь, что носик оправки находится за линией касания. Пройдите линию касания в соответствии с указаниями на шаге 1.
Горб или бугры образуются на внешнем радиусе . Обычно это происходит не из-за того, что носик оправки находится слишком глубоко в изгибе, а из-за чрезмерного сопротивления или недостаточной помощи пресс-формы. Однако, если вы подозреваете, что проблема заключается в носике оправки, проверьте глубину его размещения и сравните ее с формулой в шаге 1. Если в соответствии с этой формулой размещение носика оправки слишком глубокое, втяните его.
Обычно это происходит не из-за того, что носик оправки находится слишком глубоко в изгибе, а из-за чрезмерного сопротивления или недостаточной помощи пресс-формы. Однако, если вы подозреваете, что проблема заключается в носике оправки, проверьте глубину его размещения и сравните ее с формулой в шаге 1. Если в соответствии с этой формулой размещение носика оправки слишком глубокое, втяните его.
Слишком большое сопротивление. Это не дефект, а непосредственная причина многих дефектов. Обычно причиной является слишком большое давление со стороны матрицы прямого давления, но также может быть проблемой слишком большой носик оправки. Проверьте, не слишком ли велик диаметр носика оправки, используя формулу из шага 1. Если да, то оправку необходимо заменить.
Проблемы прямого давления
Происходит постоянное сморщивание внутреннего радиуса . Если вся дуга внутреннего радиуса сморщена, прямое давление пресс-формы слишком низкое. Используйте рекомендации в шаге 2, чтобы определить правильное давление.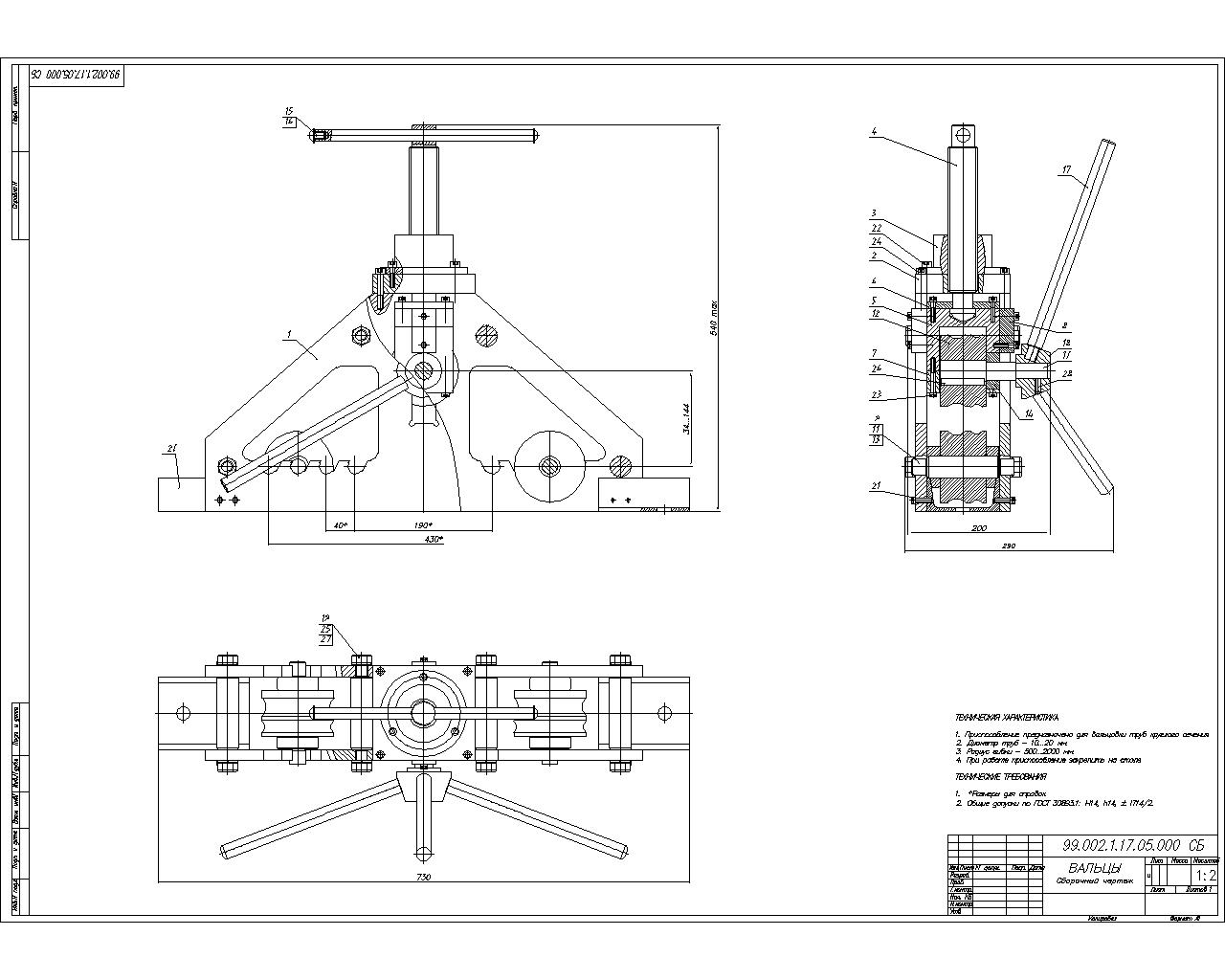
Обратите внимание, что этот дефект отличается от одиночной выпуклости или небольшой серии выпуклостей, образующихся на внутреннем радиусе в конце изгиба. Этот тип складок связан с матрицей стеклоочистителя.
Чрезмерное уплощение внешнего радиуса. Это очень распространенная проблема, возникающая из-за слишком сильного прямого давления на матрицу. По сути, прижимная матрица зажимает трубу в точке изгиба, в результате чего внешний радиус растягивается и сплющивается между прижимной матрицей и зажимной матрицей. Уменьшите давление в соответствии с указаниями в шаге 2. Если носик оправки правильно расположен и прямое давление правильное, но сплющивание все еще слишком велико, вспомогательное давление следует увеличить.
Проблемы с наконечником стеклоочистителя
Горб или бугры образуются на внутреннем радиусе в конце изгиба. Как описано в шаге 3, роль вайпера ограничена. Эти выпуклости – единственная проблема, для решения которой предназначен стеклоочиститель, и они возникают только в том случае, если стеклоочиститель неправильно сгребается или изношен.