Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию точно выполнит.
1 Важные технические моменты при изготовлении профилегиба.
2 Как сделать ролики для профилегиба.
3 Как закрепить подшипники на каркасе профилегиба.
4 Конструктивные особенности профилегибов.
5 Как сделать ручной профилегиб с обкатным роликом.
5.1 Как сделать ролики для гибки профильной трубы методом обкатки.
5.2 Важные моменты при изготовлении трубогиба с обкатным роликом.
Данный станок еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
- Во время гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки. Чем меньше радиус гибки, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.

- Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.


- Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
 Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
Профилегиб с валами из велосипедных ступиц.В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Вал трубогиба сделанный из лома.Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.Если у вас нет подходящих шайб, то их можно сделать самостоятельно.
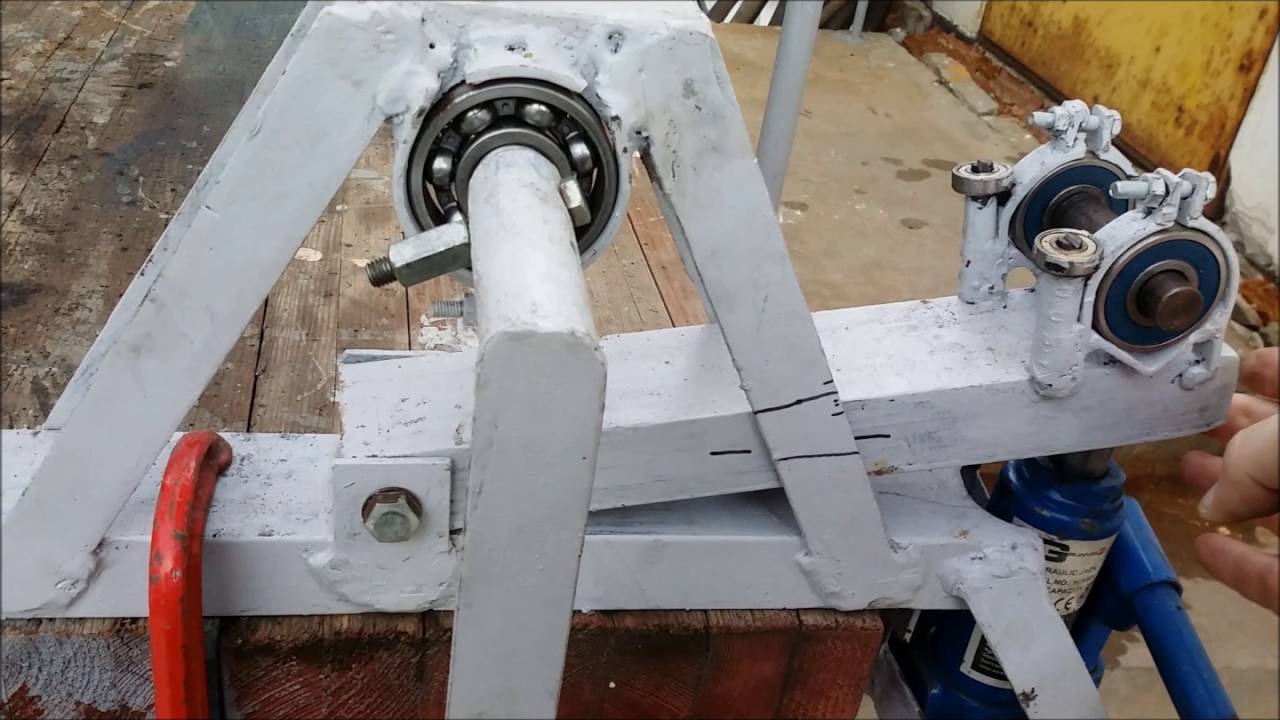
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Профилегиб с переставными роликами.Станок для гибки профильной трубы.Профилегиб сделанный с подшипниками в корпусе.Конструктивные особенности профилегибов.Такой станок можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов.
При изготовлении нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать станок с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать станок с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из станка.
Профилегиб со штурвалом.Ниже представлено несколько фотографий с различными конструктивными особенностями.
. Как сделать ручной профилегиб с обкатным роликом.Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.Гибка профильной трубы методом обкатки.Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем
этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в
начальном положении снижает деформации стенки трубы с наружной стороны сгиба.
Другими словами, трубу во время гибки меньше будет вытягивать из зажима и
повыситься качество гибки.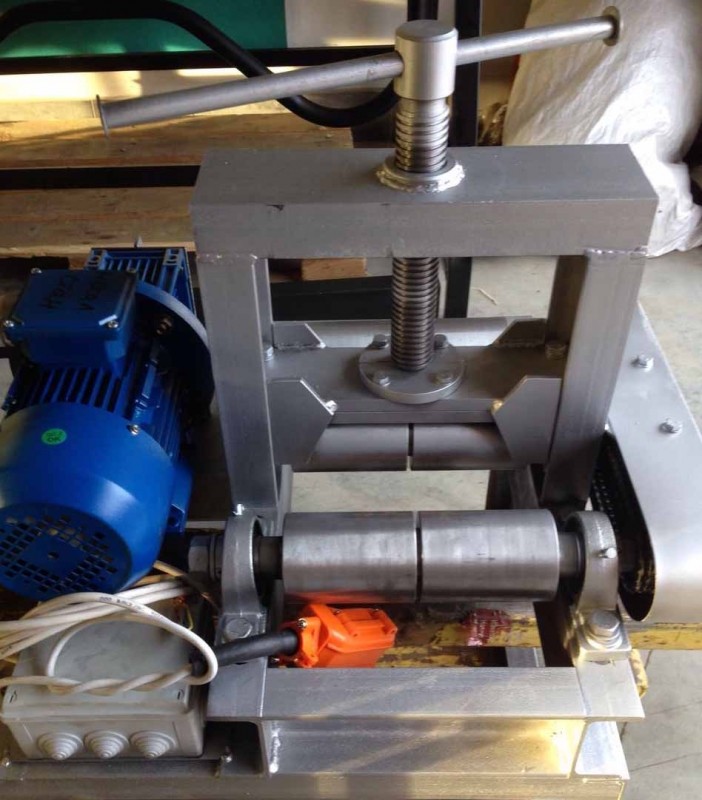
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами.Минимальный радиус гибки трубы.Делаем профилегиб станок своими руками
Профилегибочный станок. Для чего он нужен?
Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
Содержание:
- Профилегибочный станок. Для чего он нужен?
- Классификация профилегибов
- Гидравлические станки
- Электрические профилегибы
- Ручные станки
- Конструкция и принцип действия гибочных агрегатов
- Необходимые инструменты и материалы
- Варианты изготовления ручных профилегибочных станков
- Изготовление прокатной конструкции своими руками
- Чертежи устройства
- Инструкция по сборке
- Видео: самодельный профилегиб в действии
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.
Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки
Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы
Электрический профилегиб с винтовой передачей.
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки
Ручной профилегиб.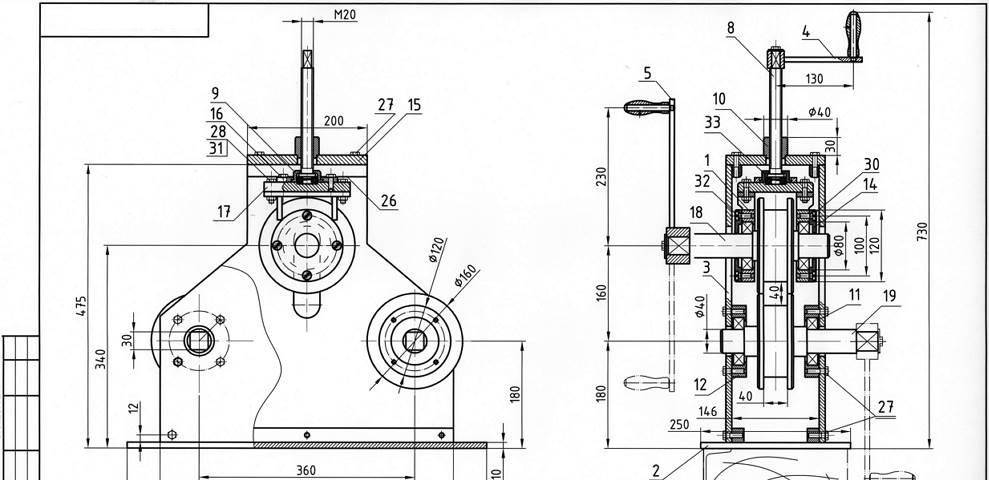 Дешёвый, мобильный вариант
Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.
Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов
Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
 Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.

Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой — опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.
Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.
 Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом.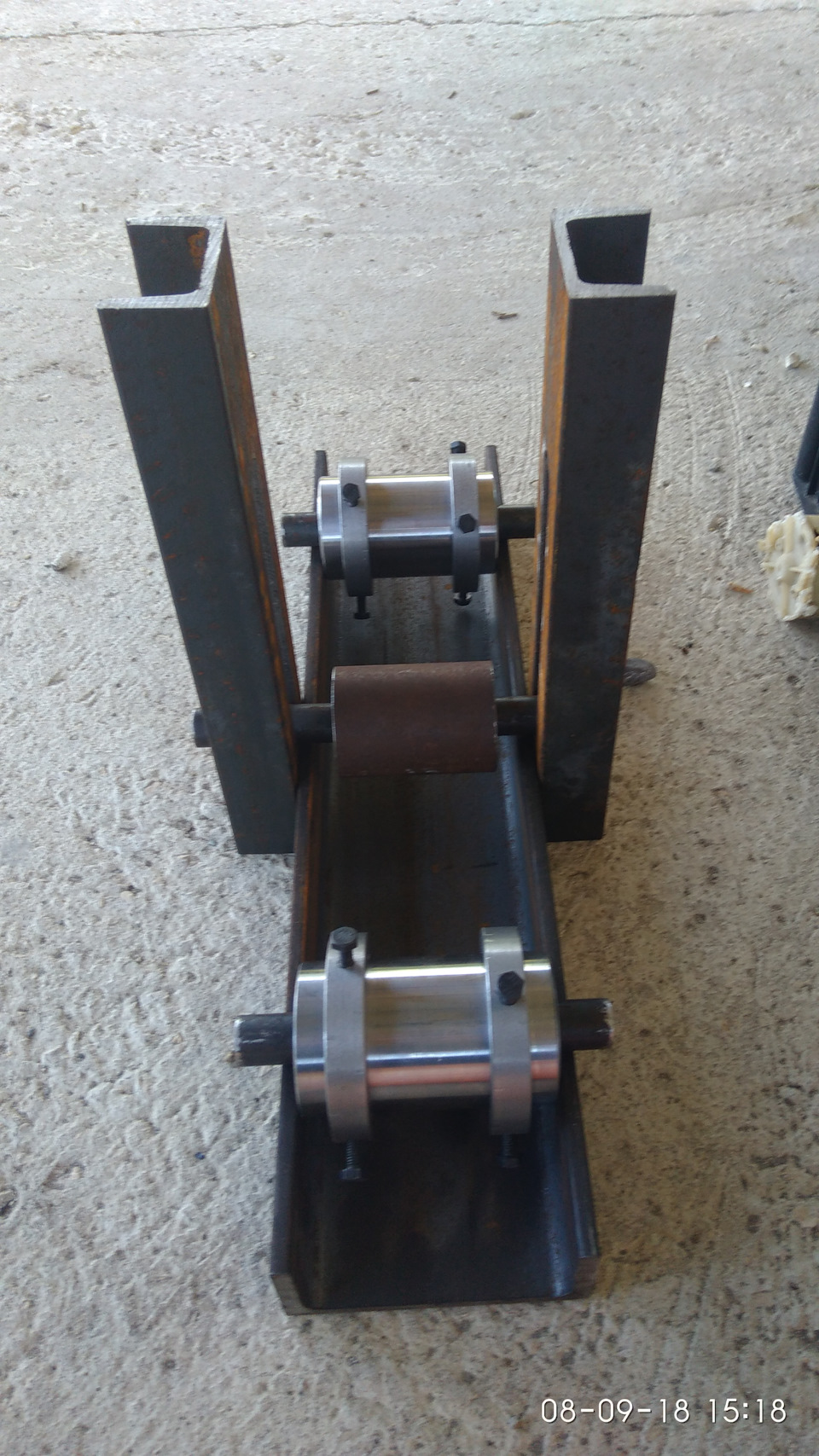 Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
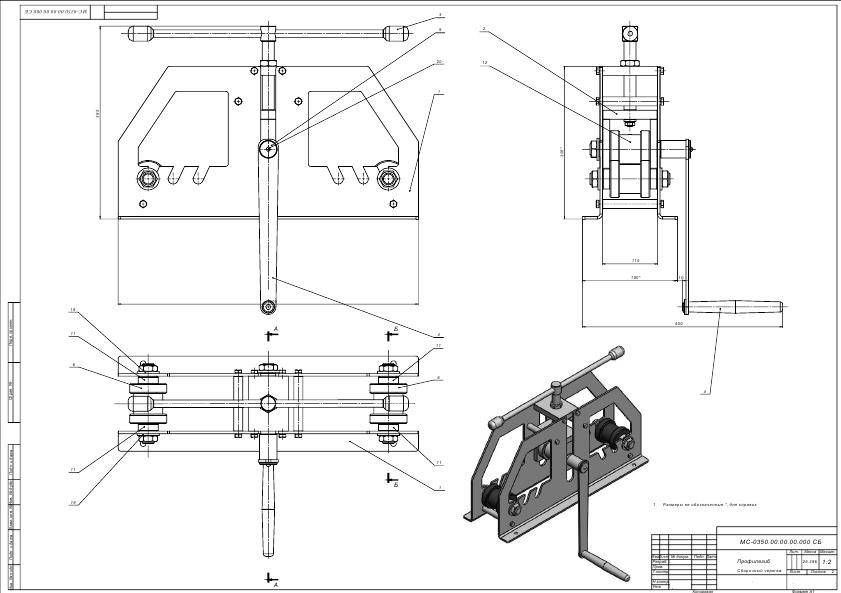
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Инструкция по сборке
- Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.
Изготовление валов и опорных колец придётся доверить токарю
Можно изготовить цилиндрические валики без проточек под профильные трубы. В таком случае на каждый вал изготавливают по два ограничительных кольца. Такие цилиндрические насадки устанавливают с учётом ширины заготовки и фиксируют при помощи болтов.
- Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.
Опоры валов с установленными подшипниками
- На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.
Шпоночный паз можно сделать дрелью
- В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.
Резьба для фиксации ограничительных колец
- Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.
Опорная площадка верхнего ролика
- Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
- При помощи сварочного оборудования изготавливают опорные ноги и станину. Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика. Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.
Станина с установленной площадкой верхнего ролика
- Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.
Пружины дадут возможность приводить домкрат в начальное положение
- В опорной раме сверлят ряд отверстий, которые будут обеспечивать переменное расстояние между валами. Важно точно выдерживать расстояния, поскольку при смещении подшипниковых узлов перпендикулярность установки будет нарушена, вследствие чего заготовку будет зажимать в процессе прокатки.
- Устанавливают опорные валы. Монтируют ведомую и ведущую звёздочки и приводную цепь.
Монтаж приводных валов и звёздочек
- В опорной раме станины прорезают паз под натяжной ролик. Натяжитель устанавливают на станок и устраняют провисание цепи.
Натяжитель позволит избежать провисания цепи
- Из стального прутка диаметром 20 мм изготавливают ручку привода станка. На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.
Правильно изготовленная ручка не будет натирать руки
- На верхнюю площадку устанавливают домкрат и фиксируют его при помощи болтов и гаек.
Установка домкрата — финальная стадия работы
- Проводят испытания станка на отрезке профильной трубы. Для этого заготовку укладывают на нижние валы и прижимают к ним при помощи домкрата. Вращением ручки устройство приводят в действие. Пробуют различное усилие прижатия и его влияние на радиус закругления детали.
 Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.
Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование. На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.
На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.После того как профилегибочный станок будет испробован, его следует очистить от ржавчины, обработать антикоррозионным составом и покрасить. Тем самым вы сможете защитить металл от влаги, а приспособление получит законченный, эстетичный вид.
После окрашивания станок приобретает законченный вид
Видео: самодельный профилегиб в действии
 youtube.com/embed/-XSufOy7Dxs?feature=oembed”>
youtube.com/embed/-XSufOy7Dxs?feature=oembed”> Изготовленный по нашей инструкции профилегибочный станок способен выполнять те же функции, что и промышленное оборудование. С той минуты, когда вы запустите аппарат, сгибание профильных труб при помощи физической силы и кустарных способов останется в прошлом. Скорость и качество изготовления металлоконструкций отныне переходит на новую ступень. Это тот уровень, при котором ваши изделия будет невозможно отличить от заводской продукции, та степень мастерства, когда построенные сооружения станут невольными свидетелями вашего умения и трудолюбия.
- Автор: Виктор Каплоухий
- Распечатать
Благодаря разносторонним увлечениям пишу на разные темы, но самые любимые — техника, технологии и строительство. Возможно потому, что знаю множество нюансов в этих областях не только теоретически, вследствие учебы в техническом университете и аспирантуре, но и с практической стороны, так как стараюсь все делать своими руками. Оцените статью:
Оцените статью:
(1 голос, среднее: 5 из 5)
Похожие статьи
- Станок для гибки профильной трубы: схемы самодельных трубогибов
В домашнем хозяйстве станок для гибки профильной трубы используется не настолько часто, чтобы покупать дорогое оборудование заводского изготовления. При… - Ветрогенератор своими руками: фото, чертежи и видео изготовления
Существенно уменьшить счета за электричество и обеспечить себя резервным источником энергии на даче можно, сделав ветрогенератор своими руками. Покупка… - Наличники на окна своими руками: фото, схема, чертежи, видео инструкция
Оформление фасада дома – важный шаг. Издревле люди старались сделать лицо дома неповторимым, покрывая пространство возле двери и окон затейливой резьбой….
Трубогиб своими руками для профильной трубы
При обустройстве участка или при подготовке к дачно-огородному сезону возникает потребность в дугах из профильной трубы. Они нужны при обустройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно – цена в два раза выше, чем на тот же плоский прокат. Выход – сделать самому, а чтобы облегчить процесс (своими руками очень сложно) нужно сделать трубогиб для профильной трубы. Вам понадобятся швеллеры или уголки, прокатные ролики и еще некоторые детали. Из инструментов — болгарка с диском по металлу, сварочный аппарат, линейка.
Они нужны при обустройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно – цена в два раза выше, чем на тот же плоский прокат. Выход – сделать самому, а чтобы облегчить процесс (своими руками очень сложно) нужно сделать трубогиб для профильной трубы. Вам понадобятся швеллеры или уголки, прокатные ролики и еще некоторые детали. Из инструментов — болгарка с диском по металлу, сварочный аппарат, линейка.
Содержание статьи
- 1 Конструкция профильогиба
- 1.1 Устройство трубогиба со средним подвижным роликом
- 1.2 С крайним подвижным роликом
- 6.1 Получение дуги сваркой
- 6.2 Использование шаблона
Конструкция профильного станка
Станок для гибки профильных труб конструктивно отличается от обычного.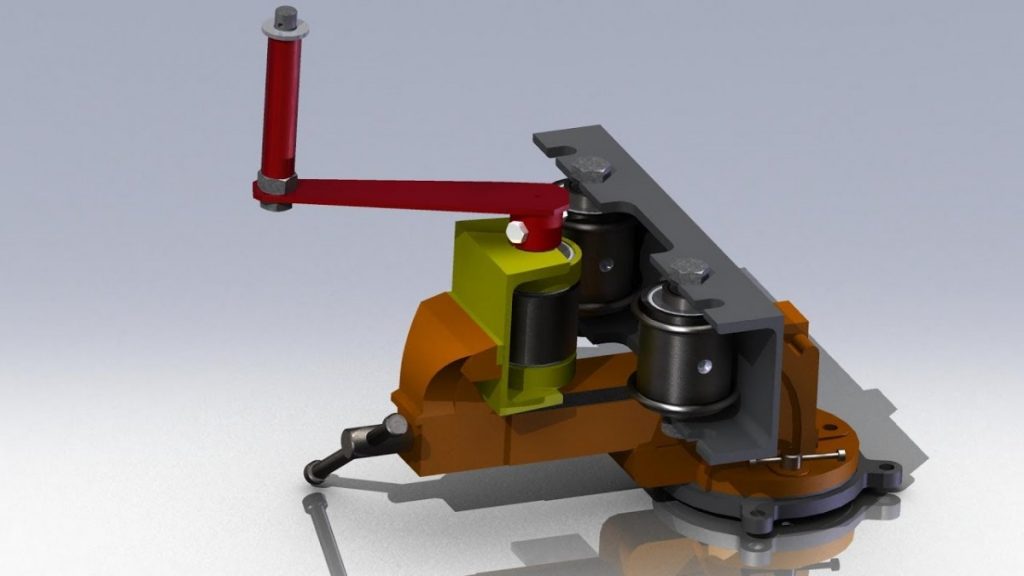 Это связано, во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что обычно требуется большой радиус изгиба. Поэтому катков в конструкции три. Два из них установлены стационарно, один остается мобильным. С помощью подвижного ролика изменяется радиус кривизны. В целом трубогибы для профильной трубы бывают двух видов: со средним подвижным роликом и с крайним (правым или левым – на выбор).
Это связано, во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что обычно требуется большой радиус изгиба. Поэтому катков в конструкции три. Два из них установлены стационарно, один остается мобильным. С помощью подвижного ролика изменяется радиус кривизны. В целом трубогибы для профильной трубы бывают двух видов: со средним подвижным роликом и с крайним (правым или левым – на выбор).
Трубогиб для профильной трубы своими руками можно сделать разных размеров
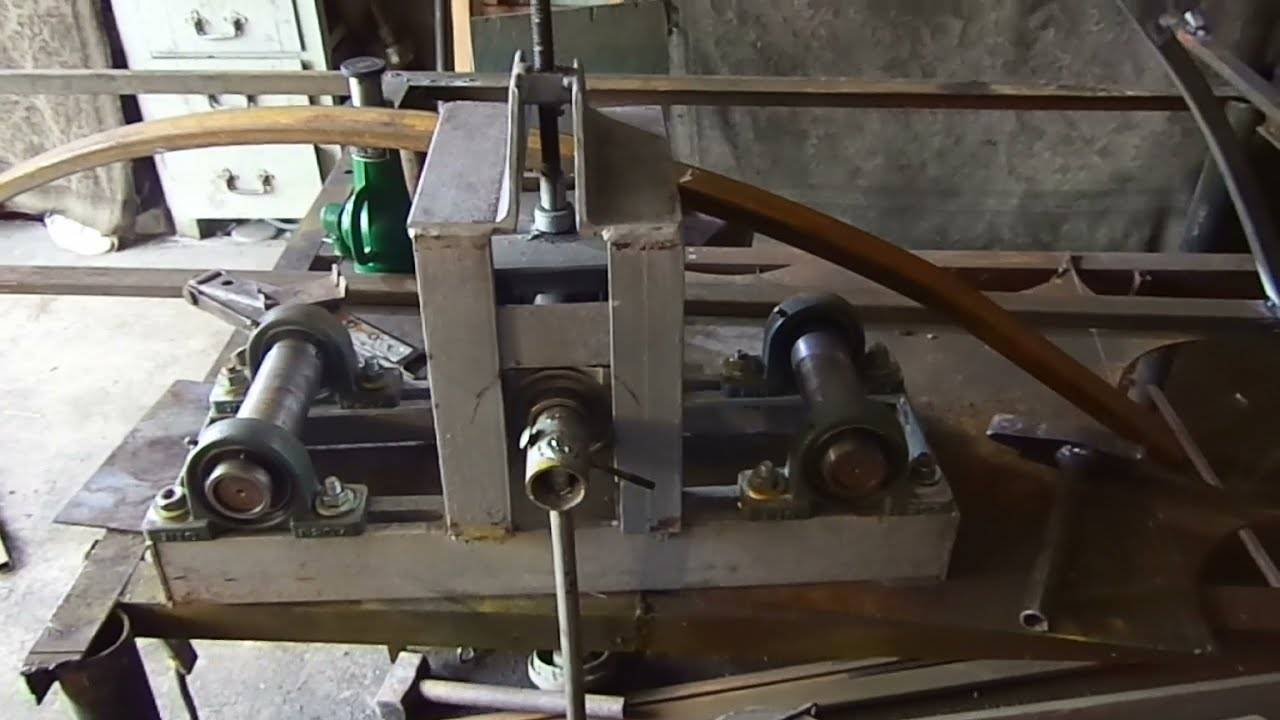
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся к корпусу. Они приподняты над базовой плоскостью. Для среднего валика приготовлена специальная U-образная станина. В середине ее перемычки установлен длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий ролик (можно приварить). Поворачивая этот винт, ролик поднимается и опускается, изменяя радиус изгиба профильной трубы.
Конструкция трубогиба для профильной трубы с подвижным средним роликом
К одному из неподвижных роликов приваривается тучка, с помощью которой труба прокатывается через станок. Чтобы использовать меньшее усилие при прокатке, два стационарных ролика соединены цепью. Для эффективной передачи крутящего момента к роликам привариваются звездочки (можно от велосипеда), к ним подбирается цепь. Такой простой механизм значительно облегчает гибку профильной трубы.
Чтобы использовать меньшее усилие при прокатке, два стационарных ролика соединены цепью. Для эффективной передачи крутящего момента к роликам привариваются звездочки (можно от велосипеда), к ним подбирается цепь. Такой простой механизм значительно облегчает гибку профильной трубы.
С крайним подвижным роликом
В данной конструкции правый или левый ролик выполнен подвижным. Он движется вместе с частью основания. Эта часть соединена с остальной частью кровати прочными металлическими петлями.
Чертеж профильного трубогибочного станка с подъемной платформой
Изменить высоту можно с помощью домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется поднятием подвижной части стола.
Трубогиб профильный с подъемной площадкой
В отличие от предыдущей конструкции, данный профильный трубогиб приводится в движение от центрального ролика – к нему приварена рукоятка. Чтобы уменьшить необходимое усилие, вы также можете приварить звездочку к двум неподвижным роликам и передавать крутящий момент с помощью цепи.
Какие нужны материалы и нюансы конструкции
Основание трубогиба делается из швеллера или двух сваренных уголков. Толщина полок не менее 3 мм, ширина полок и тыльной стороны швеллера должна соответствовать имеющимся деталям. Одно правило – фундамент должен быть прочным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно закрепить машину на каком-нибудь тяжелом основании с помощью саморезов большого диаметра. Фиксация необходима, так как при гибке труб с толстой стенкой усилия приходится прикладывать значительные и работать удобнее, если станок жестко закреплен.
Так выглядит кровать в приваренных стойках для крепления подвижного ролика
Несколько слов о роликах. Они должны быть изготовлены из качественной, желательно из закаленной стали. Именно ролики и оси, которые их удерживают, несут на себе большую часть нагрузки.
Я также должен сказать о форме видео. Они не должны быть гладкими – по краям должны быть валики, которые не позволят трубе «гулять» во время прокатки.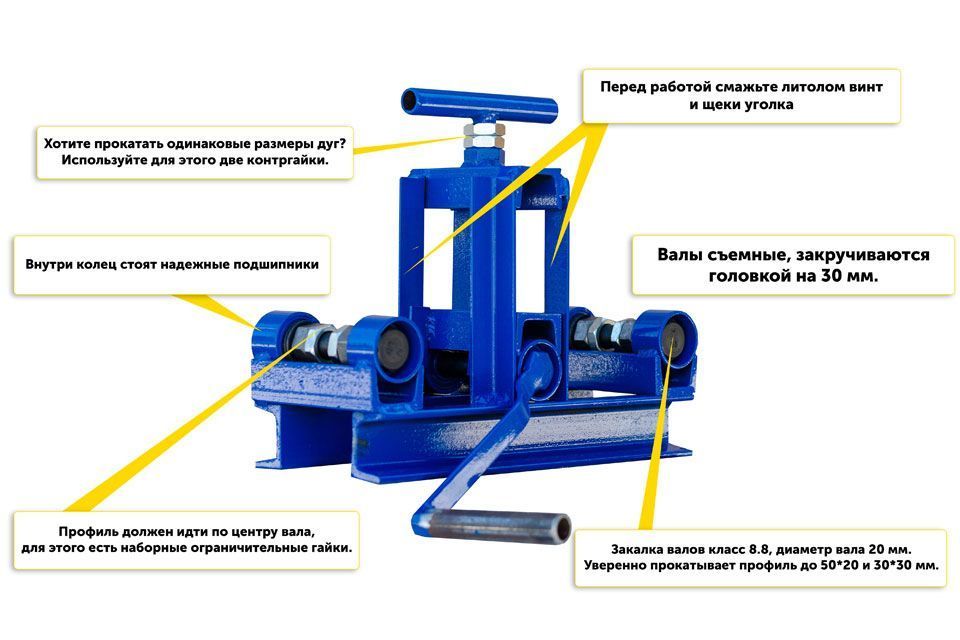 Только при таких условиях дуга из профильной трубы будет ровной и не перекрученной. В идеале для каждого размера трубы нужны свои ролики. Но тогда конструкция усложняется – их нужно сделать съемными, продумать надежный способ крепления. Второй вариант — делать ролики сложной формы, как на фото. Вырежьте несколько шагов для разных размеров труб.
Только при таких условиях дуга из профильной трубы будет ровной и не перекрученной. В идеале для каждого размера трубы нужны свои ролики. Но тогда конструкция усложняется – их нужно сделать съемными, продумать надежный способ крепления. Второй вариант — делать ролики сложной формы, как на фото. Вырежьте несколько шагов для разных размеров труб.
Ролики для гибки профильных труб разной ширины
На этом же фото видно, что верх станины неровный и зазубренный. С помощью таких зубьев ролики можно переставлять на разное расстояние и, таким образом, регулировать радиус изгиба.
В основном самодельные гибочные станки для профильных труб собираются из того, что есть под рукой или что найдут/купят недорого. У кого есть возможность – точит ролики, вставляет подшипники. Те, у кого нет такой возможности, пользуются тем, что есть – вплоть до ступиц от велосипедных колес. В общем надо разбираться в конструкции и
Хитрости, облегчающие гибку труб
Чтобы ролики лучше двигались, используются подшипники.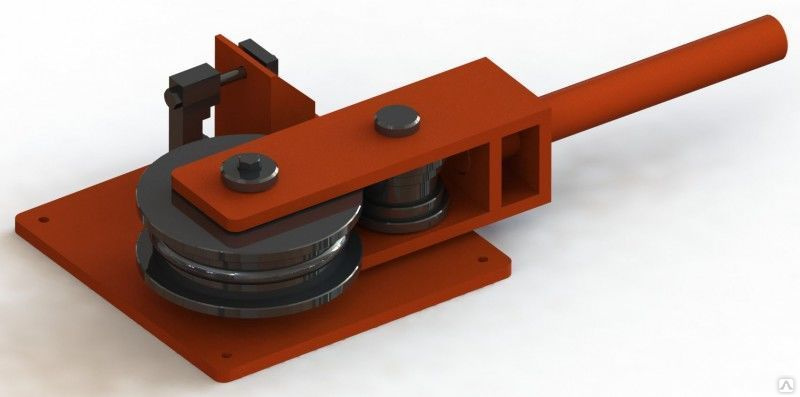 Но, в принципе, для самодельного трубогиба, который будет использоваться лишь время от времени, можно просто сделать держатели из уголка или швеллера. Проделайте в них отверстие, которое немного больше оси, на которой будет крепиться ролик. Проденьте эту ось с роликом в отверстия держателей и как-нибудь зафиксируйте (хотя бы приварите пару точек, которые будут стопорами). Во время работы для лучшего хода смазывайте места трения смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, а вот для изготовления дуг для теплицы или беседки своими руками – в самый раз.
Но, в принципе, для самодельного трубогиба, который будет использоваться лишь время от времени, можно просто сделать держатели из уголка или швеллера. Проделайте в них отверстие, которое немного больше оси, на которой будет крепиться ролик. Проденьте эту ось с роликом в отверстия держателей и как-нибудь зафиксируйте (хотя бы приварите пару точек, которые будут стопорами). Во время работы для лучшего хода смазывайте места трения смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, а вот для изготовления дуг для теплицы или беседки своими руками – в самый раз.
Пример точеных роликов
Есть еще одна хитрость, позволяющая снизить необходимое усилие при изгибе профильной трубы. Можно использовать принцип повышения передачи как в велосипеде. Кстати, можно использовать и велосипедные звездочки. При этом ручка, приводящая в движение ролики, приваривается к небольшой звездочке. Он установлен где-то на корпусе. На оси вала приварены звездочки большего размера (но зубья с одинаковым шагом). Все это связано подходящей цепочкой.
Все это связано подходящей цепочкой.
С таким устройством передачи крутящего момента электропривод не нужен – работать будет легко
И еще одно усовершенствование – при постоянном использовании трубогиба для профильной трубы есть смысл его механизировать. В этом случае устанавливается двигатель, работающий на малых оборотах.
Порядок гибки профильной трубы на самодельных станках
Сразу получить требуемый радиус изгиба вряд ли удастся – для этого требуется слишком много усилий. Вручную создать его нереально. Необходимый изгиб получается за несколько проходов:
- Сначала ролики выставляют так, чтобы получить небольшой изгиб, труба прокатывается в одном направлении, затем снимается с роликов, разворачивается и вставляется с другой стороны. Необходимо развернуть, чтобы получилась ровно изогнутая труба.
- При одном и том же положении роликов протягивается несколько раз, пока кривизна перестанет добавляться.
- Если требуемый радиус изгиба не достигнут, измените положение ролика и повторите шаги еще раз.

Трубогиб прокатный с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если вам нужно повторить один и тот же изгиб? Сделайте градуировку – отметьте высоту, на которую переместился валик, сколько раз он прокатывался в каждом положении. При повторении отличия если и есть, то незначительные.
Сложность гибки заключается в том, что нет шкалы и без опыта трудно получить нужный радиус гиба. Вы получите его рано или поздно, но можете испортить много материала.
Видео материалы
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без гибки профиля можно двумя способами – с помощью сварки и шаблона. Начнем со сварки.
Получить дугу сваркой
Профильная труба разрезана болгаркой с одной стороны. Их делают через каждые 15-30 см в зависимости от необходимого радиуса, сечения и толщины стены. Срезы не должны касаться одной стороны – той, что снаружи.
Срезы не должны касаться одной стороны – той, что снаружи.
Результат гибки сваркой
Подготовленную таким образом запчасть сгибают, придавая желаемый изгиб. Для надежности края дуги можно зафиксировать, приварив к ним стержень. Затем их приваривают по всем разрезам, сваривая их. И последний этап – шлифовка мест сварки и обработка антикоррозийными составами.
С помощью шаблона
Тонкостенные профилированные трубы можно сгибать вручную с помощью шаблонов. Если вам нужна какая-то особенная форма, ее можно вырезать из куска толстой фанеры или ДСП и закрепить на столе струбцинами. На верстаке, где будем гнуть трубы, делают 8-10 отверстий. Шаблон размещается возле этих отверстий.
Процесс получения дуги из профильной трубы с помощью шаблона
На одном конце трубы повторяются отверстия, с их помощью труба крепится к верстаку. Теперь свободный конец трубы начинают плавно тянуть, образуя изгиб, повторяющий форму. Тянуть надо плавно, без рывков.
Шаблон также можно изготовить на земле.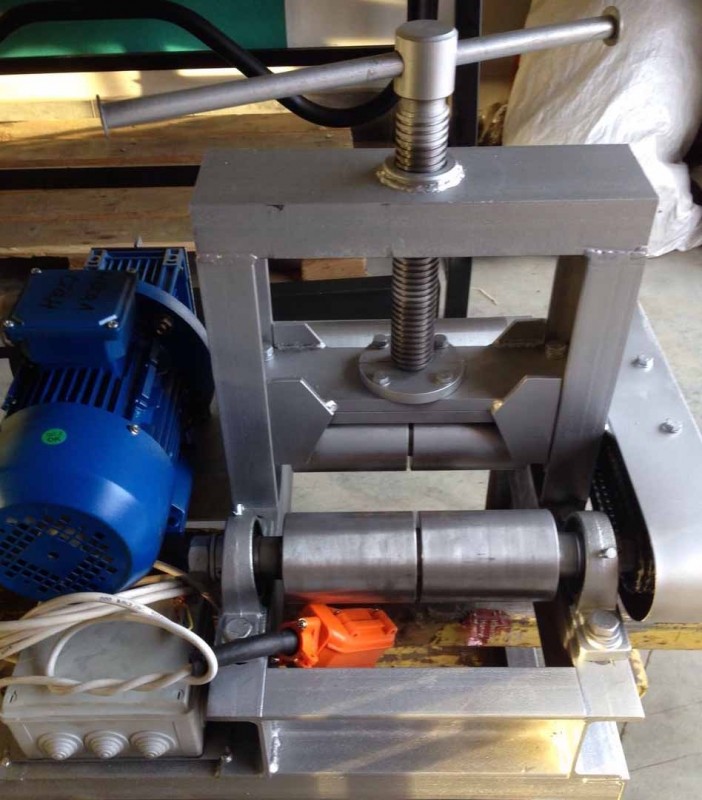 Колышки трубы забиваются в землю (глубина не менее полуметра). Они образуют необходимую дугу. Для упора забиваются два дополнительных кола, которые располагаются сбоку от дуги. Расстояние, которое нужно отступить в сторону, немного больше ширины трубы.
Колышки трубы забиваются в землю (глубина не менее полуметра). Они образуют необходимую дугу. Для упора забиваются два дополнительных кола, которые располагаются сбоку от дуги. Расстояние, которое нужно отступить в сторону, немного больше ширины трубы.
Узор на земле
После вставления трубы ее тянут к дуге. Нужны большие усилия, работа тяжелая. Он может работать только с тонкостенной бесшовной трубой. Шов имеет слишком большое сопротивление в области шва. Вручную это очень сложно преодолеть.
Что могут сделать производители металлоконструкций в случае поломки трубогиба
Трубогибочные станки с ЧПУскоро сломаются — задействованные силы слишком сильно поощряют энтропию. Что с этим делать, требует длинного списка соображений. Изображения: Lincoln Brunner
Как долго должен работать трубогибочный станок с ЧПУ? В какой момент жизни машины вы начинаете задумываться о полной перестройке или замене? В чем разница между восстановлением и повторным контролем?
Причины поломок трубогибов
В конце концов, все трубогибы необходимо будет отремонтировать, перестроить, повторно контролировать или заменить. Но почему?
Но почему?
Ну, они используют силу: трубогибочные станки с ЧПУ производят невероятное усилие, чтобы превратить прямую трубу в изогнутую форму. Я часто использую пример 4-в. гидравлический цилиндр, который приводит в действие пресс-форму на типичном 3-дюймовом станке. гибридный трубогиб. Гидравлические системы на большинстве этих машин могут генерировать 2000 фунтов. на квадратный дюйм давления.
Чтобы рассчитать общую величину силы, которая потенциально может быть приложена, умножьте гидравлическое давление в фунтах на квадратный дюйм на общую площадь поверхности поршня цилиндра. 4-дюймовый. поршень имеет площадь поверхности чуть более 12,5 кв. дюймов. При давлении 2000 фунтов на квадратный дюйм этот цилиндр может производить более 25 000 фунтов. силы.
Типичная установка штампа под давлением может использовать только 1000 фунтов на квадратный дюйм для изготовления хорошей детали, но это означает, что 12 500 фунтов. сила по-прежнему прикладывается к трубе и механике машины снова и снова, пока машина работает.
Таким образом, при гибке труб речь идет не о , если машина сломается, а о , когда .
Все ломается
В дополнение к механике, все трубогибочные станки с ЧПУ имеют некоторую форму системы управления. Первые системы управления на базе ПК использовали операционные системы на базе DOS. Некоторые недавно выпущенные машины могут иметь компьютер на базе Windows для ввода данных, но использовать ПЛК для фактической интеграции и управления устройствами на машине. Со временем эти компоненты начинают выходить из строя, поддержка программного обеспечения становится скудной, а найти замену становится все труднее.
Внутри шкафа и на панели управления кнопки, переключатели, контакторы двигателя, реле перегрузки, реле, источники питания, устройства ввода-вывода и другие компоненты имеют ограниченное количество циклов, которые они могут пройти, прежде чем они начнут выходить из строя.
Вопросы управления
В большинстве случаев, когда вы получаете смету на восстановление машины, она включает стоимость установки новой системы управления. Вся механика будет либо заменена, либо отремонтирована до состояния нового. Тем не менее, машину можно повторно контролировать без обязательной механической перестройки.
Вся механика будет либо заменена, либо отремонтирована до состояния нового. Тем не менее, машину можно повторно контролировать без обязательной механической перестройки.
Если ваша машина технически исправна, замена или модернизация системы управления может стоить менее половины стоимости полного ремонта. Также учтите, что устаревшие двигатели, гидравлические и приводные системы можно заменить без затрат на замену редукторов, шарико-винтовых пар или другой механики.
При гибке труб вопрос не в том, сломается ли машина, а в том, когда.
Прочие основные факторы
Вот несколько моментов, на которые стоит обратить внимание.
Размер машины. Машины меньшего размера (с наружным диаметром менее 2 дюймов) обычно не подвергаются такому же обращению, как машины размером 2 дюйма и больше. Хотя механика, необходимая для восстановления, может быть дешевле, чем более крупные машины, количество труда, затрачиваемого на восстановление, примерно такое же. Стоимость полного восстановления может начать приближаться к стоимости покупки нового.
Стоимость полного восстановления может начать приближаться к стоимости покупки нового.
Деталь Сложность. Одним из факторов, который следует учитывать при принятии решения о перестройке или изменении управления существующей машиной, является сложность производимых деталей. Большинство производителей новых машин могут смоделировать для вас детали, но это может быть нецелесообразно, если вы запускаете сотни различных деталей. Детали, которые вы в настоящее время можете производить на существующем станке, определенно могут продолжать производиться после реконструкции или повторного контроля.
Доступные инструменты. Некоторые гибочные станки сами по себе могут не стоить вложений в перестройку или повторное управление, но они также могут иметь множество инструментов для гибки, которые часто используются и подходят к машине. Некоторые новые станки можно заказать со специальными креплениями для инструментов или адаптерами, чтобы можно было использовать существующие инструменты для гибки, но это не всегда так просто, как кажется. Стоимость замены всего имеющегося инструмента в цехе может намного перевесить стоимость восстановления или повторного контроля.
Стоимость замены всего имеющегося инструмента в цехе может намного перевесить стоимость восстановления или повторного контроля.
Наличие запчастей. Некоторые отличные трубогибы, которые все еще используются, были построены производителями, которые либо прекратили свою деятельность, либо были куплены компаниями, которые больше не производят для них детали. Большинство компаний, предлагающих услуги полного восстановления, производят новые детали или находят соответствующие перекрестные ссылки, но даже при полном восстановлении повторно используется большое количество того, что находится на машине. Это может затруднить простое поднятие телефона и заказ запчастей, когда что-то ломается.
Потребляемая мощность. При выборе новой машины по сравнению с перестройкой или переуправлением существующей, внимательно рассмотрите количество энергии, необходимое для ее работы. Большинство новых машин используют электрическую гибку, в то время как многие старые машины имеют гидравлические гибочные рычаги.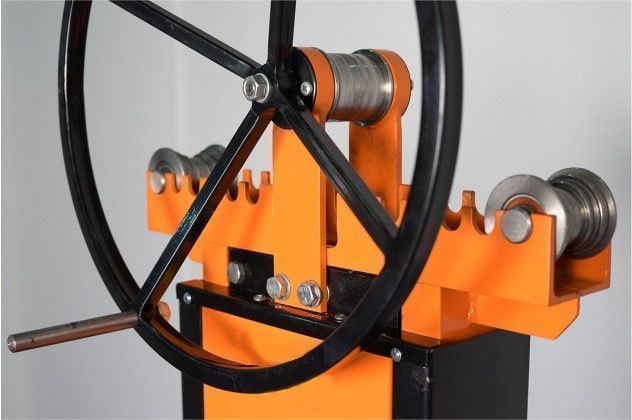 Электрические машины, как правило, потребляют меньше электроэнергии, поэтому повседневные эксплуатационные расходы могут быть значительно ниже. Даже гибридные машины, которые используют электрическую гибку с гидравлическим зажимом, не требуют больших энергоемких гидравлических насосов и двигателей, которые есть у некоторых гидравлических гибочных машин.
Электрические машины, как правило, потребляют меньше электроэнергии, поэтому повседневные эксплуатационные расходы могут быть значительно ниже. Даже гибридные машины, которые используют электрическую гибку с гидравлическим зажимом, не требуют больших энергоемких гидравлических насосов и двигателей, которые есть у некоторых гидравлических гибочных машин.
Вместимость машины. При выборе нового станка по сравнению с существующим трубогибом убедитесь, что мощность нового станка такая же (или выше). При переходе от станка с гидравлическим изгибом и зажимом к новому полностью электрическому станку или даже к гибридному станку с электрическим изгибом убедитесь, что способность станка сгибать ваши детали такая же.
Нет ничего необычного в том, что электрическая машина рассчитана на трубу того же размера с наружным диаметром 90 139, но с гораздо меньшей толщиной стенки 9.0140 . Используйте эмпирическое правило 80/20: не более 20% ваших производственных деталей должны превышать 80% мощности машины.