Профилегиб – описание, фото. Каталог профилегибов
Профилегибы
Профилегиб – это гибочный станок, работающий способом вальцевания, на котором чаще гнут профильный прокат: швеллер, тавр, двутавр, квадратные и прямоугольные трубы, уголок и т.д. Гибка профильного проката предполагает наличие комплекта оснастки из трех роликов, соответствующих проскости гиба и форме сечения изгибаемого профиля.
Профилегибочный станок БМК-55У
Макс. диаметр трубы 90х2 мм
Назначение: дуги, кольца, спирали
ПОДРОБНЕЕ
Профилегибочный станок БМК-55
Макс. диаметр трубы 70х2 мм
Назначение: дуги, кольца, спирали
ПОДРОБНЕЕ
Электрический профилегиб 3RE-30 JUNIOR
Макс. диаметр трубы 30×1,5 мм
Назначение: дуги, кольца, спирали
ПОДРОБНЕЕ
Ручной профилегиб 3RM-30 START
Макс. диаметр трубы 30×1,5 мм
диаметр трубы 30×1,5 мм
ПОДРОБНЕЕ
Процесс вальцевания труб и профильного проката состоит из 2-х этапов:
- 1-й этап – создание преднатяга (поджима) профиля(трубы) между роликами для задания требуемого радиуса гиба.
Усилием преднатяга определяется количество прогонов профиля, до получения требуемого радиуса гиба. - 2-й этап – непосредственное вальцевание (прокатка) изгибаемого профиля между трех роликов.
Анализ конструкции профилегибов указывает на сложность одновременного обеспечения высокой производительности и высокой точности радиусов гибов. Точность радиусов гибов и в некоторой степени производительность профилегибочного станка определяется системой поджима трубы (создания преднатяга), которая задаёт радиус гиба.
Однако нужно помнить, что усилие поджима напрямую зависит от возможности профилегиба обеспечить необходимую силу трения между ведущими гибочными роликами и изгибаемым профилем.
Система поджима (создание преднатяга профиля) может быть гидравлической или механической, что влияет на производительность и точность изготовления деталей.
Профилегиб с гидравлическим поджимом роликов
Гидроподжим облегчает и ускоряет работу оператора, но создает массу проблем при окончательной (точной) доводке радиуса гиба. Только очень опытный оператор может получить требуемый результат, у всех остальных будет либо недогиб, либо перегиб, а это значит, что деталь уйдёт в брак.
В мире существуют профилегибы, решающие эту проблему за счет автоматической регулировки усилия гидроподжима, но цена таких станков очень высока и кроме того на выходе получившийся теоретеческий радиус гиба значительно отличается от требуемого из-за сложности учета угла пружинения материала трубы или профиля.
Профилегиб с механическим поджимом роликов
На маленьких и даже, иногда на больших диаметрах труб поджим осуществляется винтом через центральный ролик.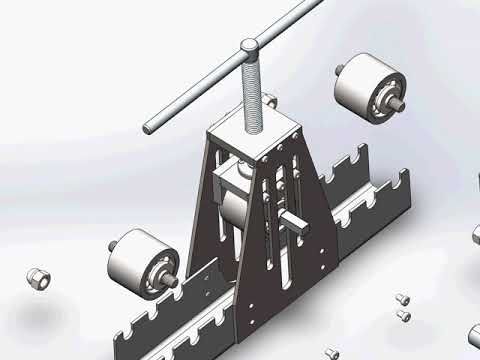 На наиболее продвинутых станках при гибке трубы диаметром 80 ÷ 100 мм поджим трубы осуществляется двумя крайними роликами.
На наиболее продвинутых станках при гибке трубы диаметром 80 ÷ 100 мм поджим трубы осуществляется двумя крайними роликами.
Винтовой поджим применяется на 80-90% профилегибов, однако при поджиме центральным роликом гиб идет на оператора, осуществляющего поджим вращением штурвала винтовой пары, что противоречит требованиям техники безопасности.
Чем меньше ведущих роликов имеет профилегиб, тем меньше сила трения между изгибаемым профилем и ведущими роликами, а значит с меньшим усилием производится поджим профиля. Следовательно, за большее количество прогонов, или за большее время, можно изготовить требуемую деталь.
По безопасности, усилию поджима и точности получения требуемого радиуса гиба, хорошо себя зарекомендовала схема поджима двумя крайними роликами, которую имеют профилегиб 3RE-60 (БМК-55) и профилегиб 3RE-80 (БМК-55У).
Такая схема поджима направляет гиб в противоположную сторону от места работы оператора, а наличие двух винтов поджима позволяет создать усилие преднатяга не уступающее гидравлическому поджиму. При этом недогиб или перегиб детали исключается.
При этом недогиб или перегиб детали исключается.
Профилегибы в зависимости от их конструкции делятся на профилегибочные станки и ручные профилегибы.
Чертежи трубогиба для профильной трубы
Skip to content
Самоделкитому назад 272 просмотра
Самодельный станок трубогиб для профильной трубы: чертежи и размеры профилегиба для изготовления своими руками.
Понадобилось гнуть профильные трубы для навеса, задумал сделать самодельный трубогиб, благо чертежи есть.
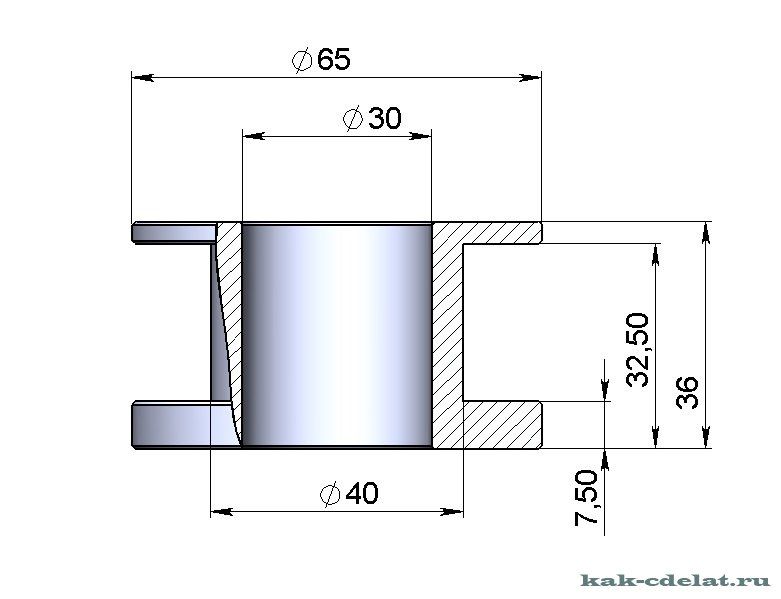
Основание станка сделано из швеллера, звёзды и цепь от газораспределительного механизма двигателя Жигулей. Валы выточил токарь (ниже чертежи прилагаются). Расстояние между валами взято под размеры цепи, чтобы цепь была в натяжку.
Подшипники взяты от ступицы ВАЗ.
Прижимной винт – от старых советских тисков.
Чтобы труба шла ровно без перекосов – на валах сделаны направляющие.
Далее показаны чертежи трубогиба для профильной трубы.
Этой самодельный профилегиб, без проблем гнёт профиль сечением 60 х 60 мм. Конструкция станка, хорошо себя зарекомендовала, профиль гнётся без перегибов и волн.
Изготовил самодельный станок: Яков Краснов.
СЛУЧАЙНЫЕ СТАТЬИ
Земля появилась во Вселенной много миллиардов лет назад. Согласно фактам, известным человечеству на сегодня, эта единственная планета Солнечной системы населенная…
тому назад 518 просмотра
Нужно ли мочить кирпич перед кладкой Содержание статьи: 1 Нужно ли мочить кирпич перед кладкой и зачем? 1.1 Какой кирпич…тому назад 156 просмотра
Что же такое хамам. Это нечто иное как обычная баня температура в которой держится за счет пара.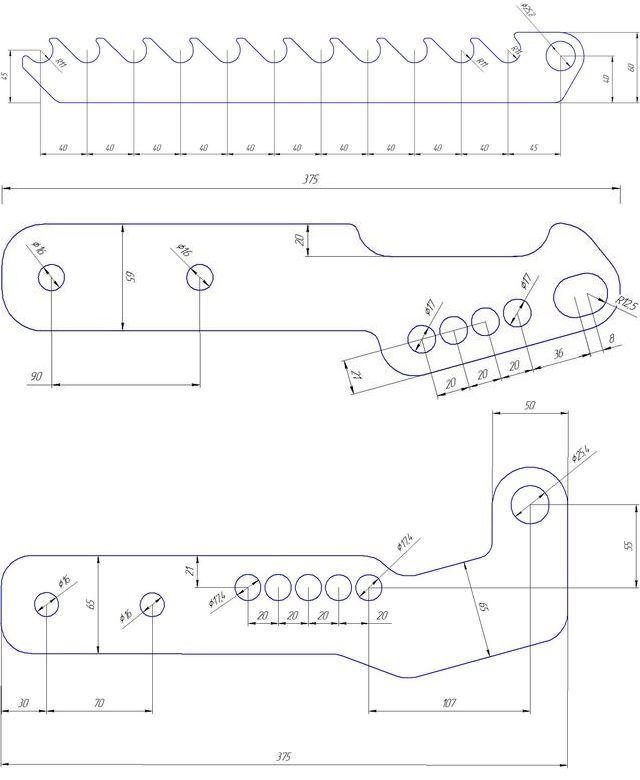 Раньше технология растопки…
Раньше технология растопки…
тому назад 231 просмотра
Материал воспроизводит на стенах эффект грубо оштукатуренной каменной кладки, характерной для построек солнечного Прованса. Рисунок рельефа и степень его выраженности…
тому назад 209 просмотра
Праздничную атмосферу несложно создать используя традиционную атрибутику, соответствующую тематике предстоящего торжества. Особенно приятно украшать дом или стол используя предметы, сделанные…
тому назад 478 просмотра
Duftautomat, или, как его называют производители, «мини-Venta» создан специально для ароматизации воздуха. Этот прибор подобно увлажнителям работает по принципу холодного…
тому назад 309 просмотра
Больше всего смотрели
Adblock
detector
Механика материалов: изгиб – нормальное напряжение » Механика гибких конструкций
исследования
человек
курсы
блог
 vimeo.com/video/87433611″ frameborder=”0″ webkitallowfullscreen=”” mozallowfullscreen=”” allowfullscreen=””> Моменты площади
vimeo.com/video/87433611″ frameborder=”0″ webkitallowfullscreen=”” mozallowfullscreen=”” allowfullscreen=””> Моменты площади Чтобы рассчитать напряжение (и, следовательно, деформацию), вызванное изгибом, нам нужно понять, где находится нейтральная ось балки, и как рассчитать второй момент площади для данного поперечного сечения.
Начнем с того, что представим себе произвольное поперечное сечение — что-то не круглое, не прямоугольное и т. д.
На изображении выше произвольная форма имеет площадь, обозначенную A . Мы можем посмотреть на небольшую дифференциальную область дА , которая существует на расстоянии x и y от начала координат. Мы можем посмотреть на первый момент площади в каждом направлении по следующим формулам:
Первый момент площади — это интеграл длины по площади — это означает, что он будет иметь единицы длины в кубе [L 3 ]. Это важно, потому что помогает нам найти центр тяжести объекта. Центроид определяется как «среднее 9 0023 x (или y ) позиции области”. Математически это утверждение выглядит так:
Центроид определяется как «среднее 9 0023 x (или y ) позиции области”. Математически это утверждение выглядит так:
Крайняя правая часть приведенных выше уравнений будет очень полезна в этом курсе — она позволяет нам разбить сложную фигуру на простые формы с известными площадями и известным расположением центроидов. В большинстве инженерных сооружений есть хотя бы одна ось симметрии — и это позволяет значительно упростить нахождение центроида. Центроид должен располагаться на оси симметрии . Например:
Для поперечного сечения слева мы знаем, что центроид должен лежать на оси симметрии, поэтому нам нужно найти только центроид вдоль оси y . Поперечное сечение справа еще проще — поскольку центроид должен совпадать с осями симметрии, он должен быть в центре объекта.
Теперь, когда мы знаем, как найти центр тяжести, мы можем обратить внимание на второй момент площади. Как вы, возможно, помните из предыдущего раздела о кручении, это определяется как:
И, наконец, иногда нам нужно будет определить второй момент площади относительно произвольной оси x или y , которая не соответствует центроиду. В этом случае мы можем использовать теорему о параллельных осях для его вычисления. В этом случае мы используем второй момент площади относительно центроида плюс термин, который включает расстояния между двумя осями.
В этом случае мы можем использовать теорему о параллельных осях для его вычисления. В этом случае мы используем второй момент площади относительно центроида плюс термин, который включает расстояния между двумя осями.
Это уравнение называется теоремой о параллельных осях . Это будет очень полезно на протяжении всего курса. Как описано во вступительном видео к этому разделу, вычисление второго момента площади простой формы может быть простым. Для более сложных форм нам потребуется вычислить I путем вычисления отдельных I для каждой простой формы и объединения их вместе с использованием теоремы о параллельных осях.
Диаграммы сдвига и момента Поперечная нагрузка относится к силам, которые перпендикулярны длинной оси конструкции. Эти поперечных нагрузок вызовут изгибающий момент M , который вызывает нормальное напряжение , и поперечную силу V , которая вызывает касательное напряжение . Эти силы могут и будут варьироваться по длине балки, и мы будем использовать диаграммы сдвига и момента (диаграмма VM) для извлечения наиболее подходящих значений. Построение этих диаграмм должно быть вам знакомо по статике , но мы рассмотрим их здесь. При исследовании балки с поперечной нагрузкой необходимо учитывать два важных момента:
Эти силы могут и будут варьироваться по длине балки, и мы будем использовать диаграммы сдвига и момента (диаграмма VM) для извлечения наиболее подходящих значений. Построение этих диаграмм должно быть вам знакомо по статике , но мы рассмотрим их здесь. При исследовании балки с поперечной нагрузкой необходимо учитывать два важных момента:
- Как балка нагружена?
- точечная нагрузка, распределенная нагрузка (равномерная или переменная), комбинация нагрузок…
- Как балка поддерживается?
- свободно опертый, консольный, нависающий, статически неопределимый…
Знание нагрузок и опор позволит вам начертить качественную диаграмму V-M, а затем статический анализ свободного тела поможет вам определить количественное описание кривых. Начнем с того, что вспомним наши соглашений о знаках .
Эти соглашения о знаках должны быть знакомы. Если сдвиг вызывает вращение против часовой стрелки, он положительный. Если момент изгибает луч таким образом, что луч изгибается в «улыбку» или U-образную форму, он положительный. Лучший способ вспомнить эти диаграммы — это проработать пример. Начните с этой консольной балки — отсюда вы можете переходить к более сложным нагрузкам.
Если момент изгибает луч таким образом, что луч изгибается в «улыбку» или U-образную форму, он положительный. Лучший способ вспомнить эти диаграммы — это проработать пример. Начните с этой консольной балки — отсюда вы можете переходить к более сложным нагрузкам.
Во многих отношениях изгиб и кручение очень похожи. Изгиб возникает из-за приложенной пары или изгибающего момента M . Как и при кручении, при чистом изгибе в материале есть ось, на которой напряжение и деформация равны нулю. Это называется нейтральной осью . И, как и при кручении, напряжение уже не одинаково по сечению конструкции — оно меняется.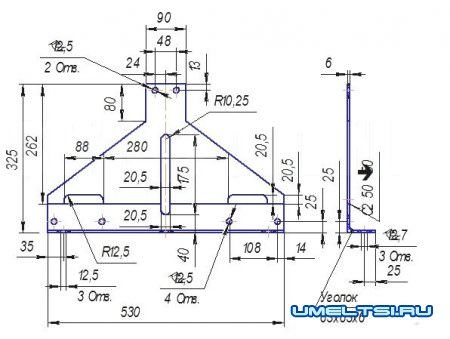 Давайте начнем с того, что рассмотрим момент о z – ось изгибает конструкцию. В данном случае мы не будем ограничиваться круглыми сечениями – на рисунке ниже рассмотрим призматическое сечение.
Давайте начнем с того, что рассмотрим момент о z – ось изгибает конструкцию. В данном случае мы не будем ограничиваться круглыми сечениями – на рисунке ниже рассмотрим призматическое сечение.
Прежде чем мы углубимся в математику изгиба, давайте попробуем понять его концептуально. Возможно, лучший способ увидеть, что происходит, — наложить изогнутую балку поверх оригинальной прямой балки.
Теперь вы можете заметить, что нижняя поверхность луча стала длиннее, а верхняя поверхность луча стала короче. Также по центру луча длина вообще не изменилась – соответствует нейтральной оси. Повторяя это язык этого класса, мы можем сказать, что нижняя поверхность находится под напряжением, а верхняя поверхность находится под сжатием. Кое-что, что является немного более тонким, но все еще можно наблюдать из наложенного выше изображения, заключается в том, что смещение луча изменяется линейно сверху вниз, проходя через ноль на нейтральной оси. Помните, это именно то, что мы видели и при кручении — напряжение линейно менялось от центра к центру.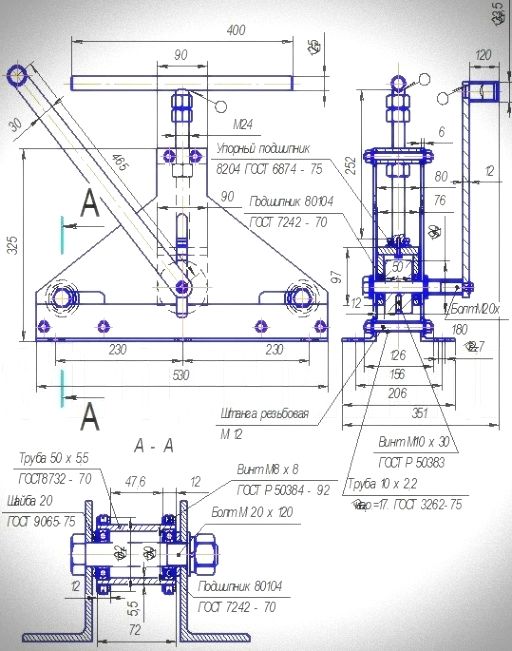 Мы можем посмотреть на это распределение напряжений по поперечному сечению балки немного более явно:
Мы можем посмотреть на это распределение напряжений по поперечному сечению балки немного более явно:
Теперь мы можем найти математическую связь между приложенным моментом и напряжением внутри балки. Мы уже упоминали, что балка деформируется линейно от одного края к другому — это означает, что деформация в направлении x увеличивается линейно с расстоянием вдоль оси y- (или по толщине балки). Таким образом, деформация будет максимальной при растяжении при y = -c (поскольку y=0 находится на нейтральной оси, в данном случае в центре балки), и будет максимальной при сжатии при y=c . Мы можем записать это математически следующим образом:
Теперь это говорит нам кое-что о деформации, что мы можем сказать о максимальных значениях напряжения? Начнем с умножения обеих частей уравнения на E , модуль упругости Юнга. Теперь наше уравнение выглядит так:
Используя закон Гука, мы можем связать эти величины с фигурными скобками под ними с напряжением в направлении x и максимальным напряжением.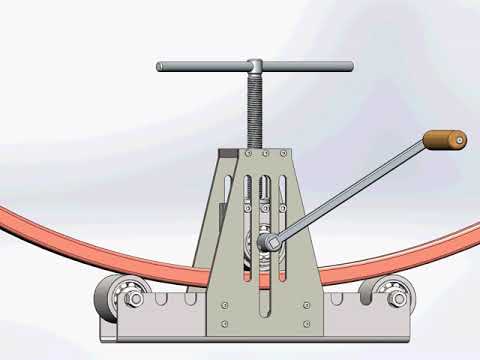 Что дает нам это уравнение для напряжения в направлении x-:
Что дает нам это уравнение для напряжения в направлении x-:
Наш последний шаг в этом процессе — понять, как изгибающий момент связан с напряжением. Для этого вспомним, что момент — это произведение силы на расстояние. Если мы можем представить себе, что смотрим только на очень маленький элемент в луче, дифференциальный элемент, то мы можем записать это математически как:
Поскольку в нашем уравнении есть дифференциалы, мы можем определить момент M , действующий по площади поперечного сечения балки, путем интегрирования обеих частей уравнения. И, если мы вспомним наше определение напряжения как силы на единицу площади, мы можем написать:
Последний член в последнем уравнении — интеграл по y в квадрате — представляет второй момент площади относительно оси z (из-за того, как мы определили наши координаты). В декартовых координатах этот второй момент площади обозначается I (в цилиндрических координатах, помните, обозначался J ).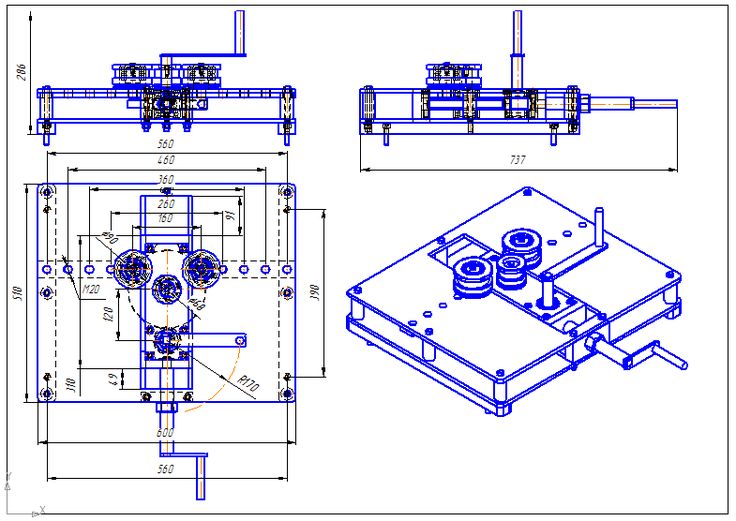 Теперь мы можем, наконец, записать наше уравнение для максимального напряжения и, следовательно, напряжения в любой точке вдоль оси y , как:
Теперь мы можем, наконец, записать наше уравнение для максимального напряжения и, следовательно, напряжения в любой точке вдоль оси y , как:
Важно отметить, что нижние индексы в этом уравнении и направление вдоль поперечного сечения (здесь оно измеряется вдоль y ) будут меняться в зависимости от характера проблемы, то есть направления момента — по какой оси находится луч. сгибаясь? Мы основывали наши обозначения на изображении изогнутой балки на первом изображении этого урока.
Помните, в начале раздела я упомянул, что изгиб и кручение на самом деле очень похожи? На самом деле мы очень ясно видим это в последнем уравнении. В обоих случаях напряжение (нормальное для изгиба и сдвиговое для кручения) равно пар/момент ( M для изгиба и T для кручения), умноженных на положение вдоль поперечного сечения. , , потому что напряжение неравномерно по поперечному сечению (с декартовыми координатами для изгиба и цилиндрическими координатами для кручения), все делится на второй момент площади поперечного сечения.
На этом уроке мы узнали о моментах площади и диаграммах момента сдвига . Из первого момента площади поперечного сечения мы можем вычислить центроид . Мы узнали, как вычислить секундный момент площади в декартовых и полярных координатах, и мы узнали, как теорема о параллельных осях позволяет нам вычислить второй момент площади относительно центра тяжести объекта — это полезно для разбиения сложного поперечного сечения на несколько простых фигур и объединение их вместе. Мы пересмотрели концепцию 9Диаграммы сдвига и момента 0015 из статики. Эти диаграммы будут необходимы для определения максимальной силы сдвига и изгибающего момента вдоль сложно нагруженной балки, что, в свою очередь, потребуется для расчета напряжений и прогнозирования разрушения. Наконец, мы узнали о нормальном напряжении от изгиба балки. И напряжение, и деформация изменяются по поперечному сечению балки, при этом одна поверхность растягивается, а другая сжимается. Плоскость, проходящая через центр тяжести, образует нейтральную ось — вдоль нейтральной оси нет напряжений или деформаций. Напряжение является функцией приложенного момента и второго момента площади относительно оси, вокруг которой находится момент.
Плоскость, проходящая через центр тяжести, образует нейтральную ось — вдоль нейтральной оси нет напряжений или деформаций. Напряжение является функцией приложенного момента и второго момента площади относительно оси, вокруг которой находится момент.
Этот материал основан на работе, поддержанной Национальным научным фондом в рамках гранта № 1454153. Любые мнения, выводы, заключения или рекомендации, выраженные в этом материале, принадлежат авторам и не обязательно отражают точку зрения Национальный научный фонд.
8 поз йоги для начинающих и их преимущества
Избавьтесь от стресса, облегчите боль в спине и приобретите гибкость с помощью этих простых упражнений на растяжку и дыхательных упражнений.
Автор: Beth W. Orenstein. Медицинская экспертиза: Justin Laube, MD 9.0004
Отзыв:
Проверено с медицинской точки зрения
iStock Есть много веских причин, чтобы добавить йогу в свои тренировки.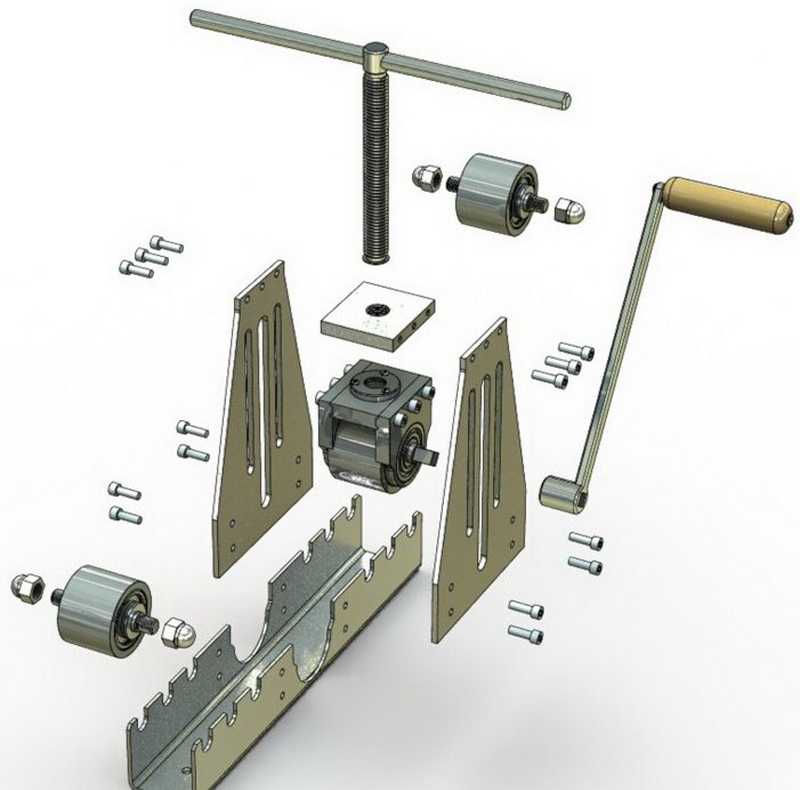 Йога улучшает мышечный тонус, гибкость и баланс, а также помогает расслабиться и уменьшить стресс, отчасти благодаря своему фирменному дыханию пранаямы. Исследования также показали, что йогические практики также уменьшают стресс, тревогу, депрессию и хроническую боль; помочь вам лучше спать; и улучшить общее самочувствие и качество жизни.
Йога улучшает мышечный тонус, гибкость и баланс, а также помогает расслабиться и уменьшить стресс, отчасти благодаря своему фирменному дыханию пранаямы. Исследования также показали, что йогические практики также уменьшают стресс, тревогу, депрессию и хроническую боль; помочь вам лучше спать; и улучшить общее самочувствие и качество жизни.
Готов попробовать? Вот восемь поз для начинающих, называемых «асанами», рекомендованных инструкторами йоги.
384
Простая поза — Сукхасана — для снятия стресса
iStockСядьте, скрестив ноги, на коврик для йоги, положив руки на колени ладонями вверх. Держите позвоночник как можно более прямым. Вдавите кости, на которых вы сидите, в пол — ваши «сидячие кости» на языке йоги. Закройте глаза и вдохните.
«Это отличная поза для начинающих, которую можно использовать в качестве оценки», — говорит Гвен Лоуренс, тренер по йоге New York Knicks и других спортивных команд, спортсменов и знаменитостей. «Просто сидя на полу, вы получаете отличный способ увидеть и почувствовать внешнее вращение ног».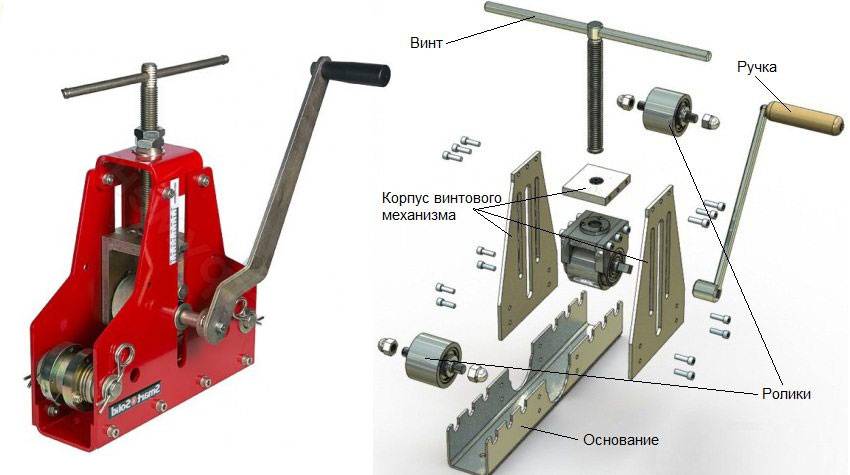 Эта поза также повышает гибкость спины и может помочь снять стресс.
Эта поза также повышает гибкость спины и может помочь снять стресс.
385
Кошка-Корова для пробуждения позвоночника и облегчения болей в спине
Встаньте на коврик на четвереньки, руки прямо под плечами, а колени прямо под бедрами. Распределите свой вес поровну между руками и широко расставьте пальцы. Вдохните и округлите спину, выгнув ее вверх, опуская подбородок к груди; почувствуйте растяжение от шеи до копчика, как у кошки. На выдохе полностью опустите спину вниз, приняв форму ковша, поднимите голову и откиньте ее назад.
«Кот-Корова» растягивает и пробуждает позвоночник, что помогает облегчить боль в спине, — говорит учитель йоги Батист Леа Куллис. «Это также открывает и увеличивает гибкость всего позвоночника, шеи, груди и плеч. Я рекомендую повторить от 5 до 10 раз и более».
386
Поза дерева — Врикшасана — для улучшения баланса
iStock Начните с того, что встаньте прямо для этой позы. Соедините руки в молитвенном положении и поднимите их над головой.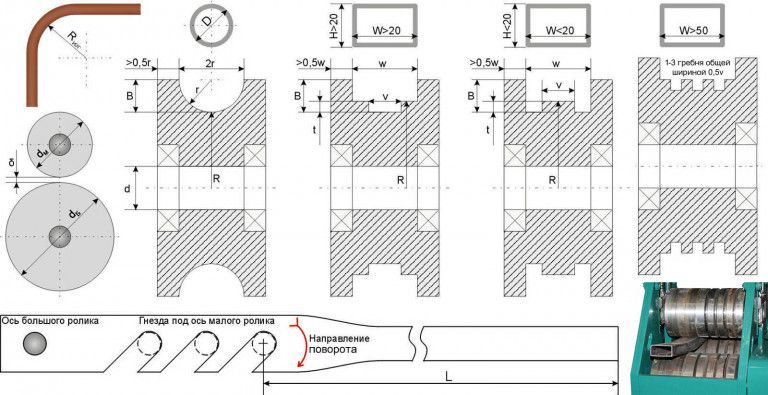 Балансируйте на правой ноге. Согните левое колено влево и прижмите левую стопу к внутренней стороне бедра правой ноги. Задержитесь на 30 секунд. Поменяйте ноги и повторите.
Балансируйте на правой ноге. Согните левое колено влево и прижмите левую стопу к внутренней стороне бедра правой ноги. Задержитесь на 30 секунд. Поменяйте ноги и повторите.
«Эта поза помогает растянуть тело в длину, от пяток до кончиков пальцев», — говорит Ши Вон, эксперт по здоровому образу жизни и фитнесу и автор книги «Прорыв : 5 жизненных принципов, которые помогут победить стресс, отлично выглядеть и найти себя». Общее благополучие (и мама актера Винса Вона). Это также поможет вам улучшить баланс.
387
Собака мордой вниз — Адхо Мукха Шванасана — для повышения гибкости
iStock В положении «Собака мордой вниз» ваше тело образует перевернутую V-образную форму. Начните с того, что положите обе руки на коврик перед собой ладонями вниз; ваши руки должны быть немного впереди ваших плеч. Поставьте колени на землю прямо под бедрами. Выдохните, когда вы отрываете колени от земли и поднимаете ягодицы и бедра к потолку. Отведите верхнюю часть бедер назад и потянитесь пятками к полу. Держите голову между плечами и на одной линии с ними, не свисая. Если вы заметили округление поясницы, попробуйте согнуть колени, чтобы удлинить спину.
Держите голову между плечами и на одной линии с ними, не свисая. Если вы заметили округление поясницы, попробуйте согнуть колени, чтобы удлинить спину.
«Собака мордой вниз успокаивает нервную систему, работает над общей гибкостью, разгружает позвоночник, тонизирует руки, моделирует ноги и раскрывает плечи», — говорит Каллис. Поза часто удерживается в течение пяти вдохов между сторонами или дольше для увеличения силы. Удлиняйтесь от запястий к бедрам на вдохе и углубляйте корни от бедер к пяткам с каждым выдохом, предлагает Куллис.
388
Поза ребенка — Баласана — для расслабления и расслабления
iStockИз положения «Собака мордой вниз» просто согните колени и опустите ягодицы на пятки, прижимая грудь к полу через колени. Опустите плечи и голову на пол. Положите руки вдоль туловища ладонями вниз или вы можете поддержать голову, сложив руки под лбом. Дышите и расслабляйтесь столько, сколько вам нужно.
«Поза ребенка — одна из самых исцеляющих поз йоги, и это моя любимая из всех», — говорит Каллис.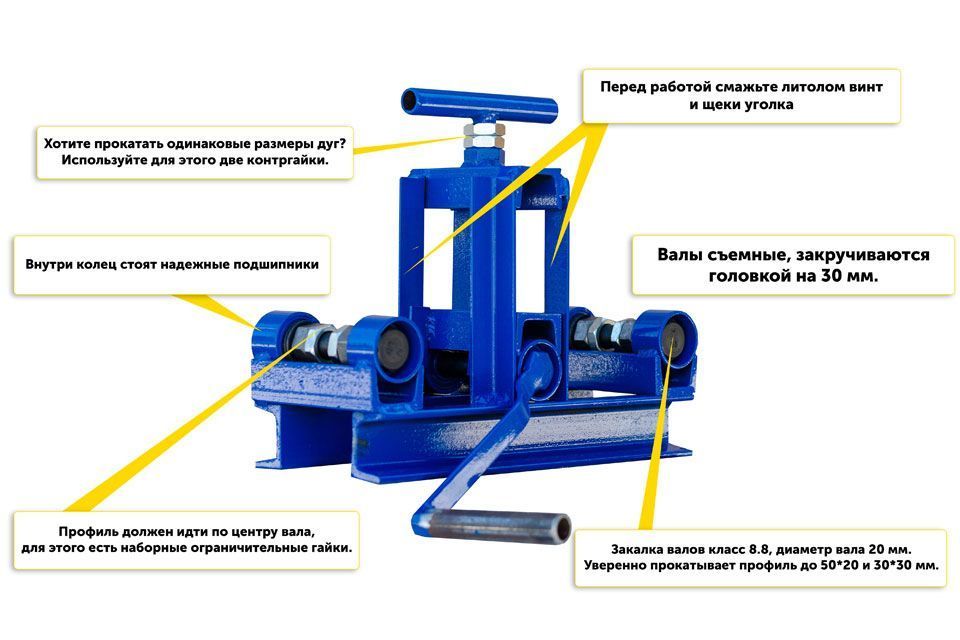 «Он пробуждает связь между дыханием и телом и посылает успокаивающую энергию через все мышцы. Это возможность заземлиться, пойти внутрь и выйти из своего занятого ума в свое тело, пробуждая свое дыхание изнутри наружу». Поза ребенка — отличный способ сделать перерыв и расслабиться во время занятий йогой или в любое время, когда вы чувствуете усталость или подавленность.
«Он пробуждает связь между дыханием и телом и посылает успокаивающую энергию через все мышцы. Это возможность заземлиться, пойти внутрь и выйти из своего занятого ума в свое тело, пробуждая свое дыхание изнутри наружу». Поза ребенка — отличный способ сделать перерыв и расслабиться во время занятий йогой или в любое время, когда вы чувствуете усталость или подавленность.
389
Поза голубя, раскрывающая бедра
iStock Из положения на четвереньках переместите правое колено вперед между руками. Как будто вы делаете выпад, медленно выпрямите левую ногу позади себя, удерживая колено и верхнюю часть стопы на полу. Теперь поверните правое колено к правому запястью и опустите его на пол, при этом правая икра должна стоять на полу, а правая ступня находится под левым пахом. Опустите верхнюю часть тела на согнутую ногу либо до упора на пол, либо опираясь на локти. Медленно вдохните и выдохните пять раз. Прежде чем сменить сторону, оттолкнитесь левой ногой, чтобы растянуть икроножные мышцы.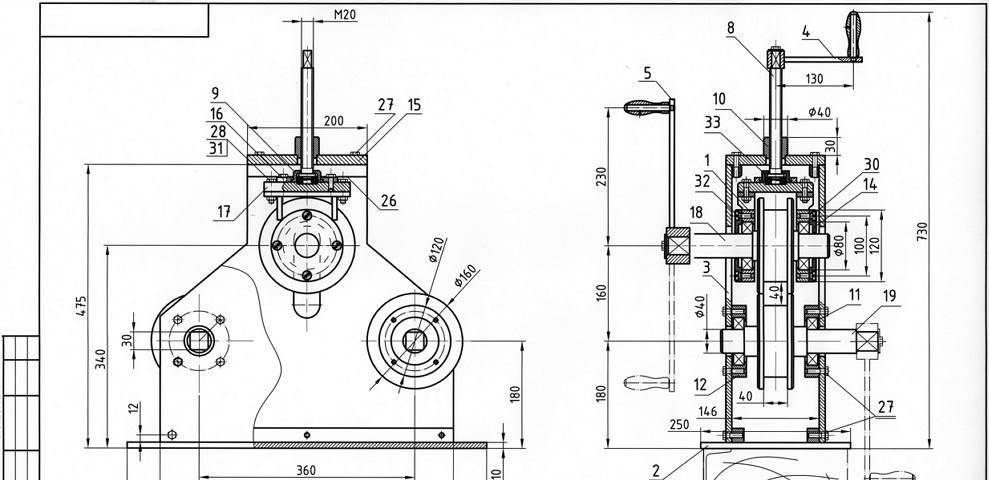 Повторите с левой ногой, согнутой и вытянутой правой ногой.
Повторите с левой ногой, согнутой и вытянутой правой ногой.
Эта поза является любимой для бегунов, потому что она повышает гибкость бедер, а также освобождает ягодичные мышцы и нижнюю часть спины, говорит Лоуренс. «Если вы бегаете, поднимаете тяжести, занимаетесь кроссфитом или спиннингом, вы должны выполнять эту растяжку, чтобы оставаться сильным и гибким и повышать свою производительность». Поначалу это может быть сложно, но вы научитесь любить эту позу, обещает Лоуренс.
390
Поза горы — Тадасана — для улучшения осанки
iStockВстаньте неподвижно, широко раскройте грудь и положите руки по бокам, почувствуйте, как ваши ступни стоят на полу, а ощущения в ногах и спине. Затем проанализируйте свою позу перед зеркалом. Лоуренс заставляет своих спортсменов держать длинные карандаши в каждой руке, когда они стоят. «Я говорю им, чтобы они посмотрели на карандаши и, как компас, увидели, как они указывают. Они одинаковы? Один указывает прямо, а другой указывает на три на часах?»
Эта поза покажет, есть ли у вас дисбаланс в плечах, и подскажет, над чем вам нужно поработать.