Max – программа для связи со стойками управления станков с ЧПУ
DNC-Max – это известная своей непревзойденной надежностью программа для связи со стойками управления станков с ЧПУ. Построенное на продвинутой архитектуре «клиент-сервер» приложение с расширенными возможностями удаленного доступа и с функцией автоприёма, DNC-Max продолжает оставаться самым популярным решением на рынке.
DNC-Max – это программа для пользователей, которым нужна высокая производительность, гибкость и надежная связь. Не имеет значения, ищете ли вы решение для маленького цеха с несколькими стойками управления или же формируете систему с сотнями станков и множеством мест «удаленного доступа» – программа DNC-Max прекрасно зарекомендовала себя во всех случаях. Обширный функционал и гибкость позволяют DNC-Max выдерживать конкуренцию и обеспечивают превосходство над любым другим DNC-приложением.
Совместимость с ЧПУ
Программа DNC-Max создана как законченное DNC-решение, которое прекрасно подойдет для всех ваших станков с ЧПУ.
Аппаратная совместимость
DNC-Max функционирует в соответствии с промышленным стандартом RS-232 устройств последовательного ввода/вывода, включает поддержку Ethernet и возможность работы с серверами по протоколу беспроводной связи (Wireless).
Легкость в использовании и администрировании
Выполнение передачи файлов, контроля за портами и системного администрирования реализуются средствами интуитивно-понятного интерфейса, реализованного на основе технологии “клиент-сервер”.
Расширение возможностей DNC-Max
Для улучшения работы с файлами УП и с системой MDC-Max, для сбора сведений о функционировании станков и для обеспечения управления цехом, приложение DNC-Max может интегрироваться с программным обеспечением CIMCO NC-Base.
программы для фрезерных ЧПУ
KCam – это программное обеспечение разработанное для управления самодельным (любительским) CNC станком.KCam позволяет управлять контроллерами шаговых двигателей. Был разработан для изготовления самодельных станков с числовым программным управлением ЧПУ (CNC). KCam может использоваться на ЧПУ станках как в 2D, так и в 3D формате.
Основные возможности KCam:
Загрузка G-код файла.
Импорт Excellon файла ASCII сверловка отверстий (.NC)
Импорт DXF файла (.DXF)
Импорт HPGL файла (.PLT)
Импорт Gerber файла (.GB0)
Редактирование G-код файла.
3D Графический просмотр, изменения масштаба изображения, измения масштаба обрабатываемой поверхности.
Управление станком в автоматическом и ручном режиме и с клавиатуры.
Задача длинны координат осей.
Поддержка параллельного порта (LPT) для подключению к плате управления шаговыми двигателями.
Регулируемая скорость подачи стола.
Компенсация обратного хода стола.
Программа работает под Windows 95/98/NT/2000/XP 32bit
PCB преобразование из Gerber (RS274X) файла.
Постоянная скоростная обработка.
Настройка Kcam
Mach4 очень гибкая программа, созданная для управления такими машинами, как фрезерные станки,
токарные станки, плазменные резаки и трассировщики.
oптимизации системы под Mach4
BMP2Cnc – недорогой, доступный и легкий в использовании и изучении софт, который можно продуктивно использовать на своем оборудовании.
Всё большее распространение сейчас получают домашние хоббийные часто самодельные станки с ЧПУ. Выбор программы управления очевиден, обычно это Mach4 или Kcam. C выбором и освоением CAM-программы у домашнего мастера могут возникнуть сложности.
Для применение станка с ЧПУ для создания выпуклой формы – барельефа можно применить простое решение – подготовка управляющей программы с использованием программа Bmp2Cnc.
G-кодовую управляющую программу (УП G-кодов) Bmp2Cnc создает по полутоновому изображению. В программу также можно загрузить и цветную фотографию: имеется возможность конвертирования цветной картинки в полутоновую.
BMP2CNC
Настройка и работа в программе CNC USB Controller
Программа управления станком CNC USB Controller работает в операционных системах Windows XP и Windows7.
1.Установка программы.
Для работы программы требуется, чтобы на компьютере были установлены приложения DirectX-9 и Dotnetfx35. Если их на вашем компьютере не оказалось они присутствуют на установочном диске программы CNC USB Controller.
Для установки программы требуется скачать или запустить с диска установочный файл CNCUSB_Setup.exe
После установки программы можно подключить плату контроллера к USB разъему контроллера.
При первом запуске программа запросит ключ лицензии , который необходимо ввести.
2.
 Настройка программы.
Настройка программы.Переход к настройке через меню файл->настройки, рисунок 1
Рисунок 1
2.1 Настройка осей, рисунок 3, здесь устанавливаем количество осей 3, для станков с поворотной осью 4.
Рисунок 2
Здесь же, при необходимости, можно изменить направление перемещения по любой оси, установкой галочки в поле “реверс”.
Если известен шаг винта и установленный на контроллере микрошаг(коэффициент дробления шага), то можно перейти пропустить пункт 2.2 и продолжить настройку программы с пункта 2.3
2.2 Кнопка “Калибровка” позволяет вычислить величину “Шагов/Еденицу”.
Управляя вручную перемещением каретки с инструментом станка, с помощью кнопок “правый Ctrl” + стрелки клавиатуры, выводим каретку примерно на середину.
Выбираем калибруемую ось, рисунок 3
Рисунок 3
Нажимаем “Next” и указываем расстояние перемещения, рисунок 4.
Рисунок 4
Заносим расстояние на которое переместилась каретка с инструментом, рисунок 5
Рисунок 5
Нажимаем “Calculate” и программа выдаст значение “Шагов/Еденицу”.
Рисунок 6
2.3 Установка скоростей холостых перемещений и передаточных чисел.
Меню Файл->Настройки->Оси->Настройки , рисунок 7
Настройка передаточных чисел для определенного ходового винта заносится в поле “Шагов/Еденицу”.
Рисунок 7 Настройка передаточного числа, скорости холостых перемещений и ускорений.
Передаточные числа, скорости и ускорения устанавливаются раздельно для каждой оси,
Передаточное число (для установленного ходового винта ЧПУ станка)
В окошке “Шагов/Еденицу” данные вводятся в соответствии с таблицей для винтовых передач, соединенных напрямую с двигателем, имеющим угол одного шага 1,8 градуса.
|
Шаг винта мм |
Полный шаг |
1/2 шага |
1/8 шага |
1/16 шага |
| 1,5 (M10) | 133,33333 | 266,66666 | 1066,66666 |
2133,33333 |
| 1,75 (M12) | 114,28571 | 228,57142 | 914,28571 |
1828,57142 |
| 2,0 (TR10) | 100 | 200 | 800 |
1600 |
| 3,0 (TR12) | 66,66666 | 133,33333 | 533,33333 |
1066,66666 |
| 5,0 (ШВП1605) | 40 | 80 | 320 |
640 |
Для Моделист2030 c винтом М12 значение “Шагов/Еденицу” устанавливаем равным “228. 57142″
57142″
Для алюминиевого станка CNC-2020AL 200мм х 200мм c винтом TR10 значение “Шагов/Еденицу” устанавливаем равным “200”
Для Моделист3030 c винтом TR12 значение “Шагов/Еденицу” устанавливаем равным “133.333333”
Для Моделист3040, Моделист4060, Моделист4080 и алюминиевых станков (кроме модели 200мм х 200мм) c ШВП1605 значение “Шагов/Еденицу” устанавливаем равным “80”.
Cкорость перемещений ставим не более 3000 для алюминиевых, не более 2500 для станков 3040 и 4060 с ШВП1605, не более 1000 для моделист2020 и 2030, ускорение устанавливаем равным “50”, то есть как на картинке, рисунок 7.
Для оси Z значение “Шагов/Еденицу может отличаться от значений других осей.
Устанавливаем для оси Z:
Для Моделист2030 c винтом оси Z М12 значение “Шагов/Еденицу” устанавливаем равным “228,57142”
Для Моделист3030 и станка из алюминия 200мм х 200мм c винтом оси Z TR10 значение “Шагов/Еденицу” устанавливаем равным “200”
Для алюминиевых станков (кроме станка 200мм х 200мм) c винтом оси Z ШВП1605 значение “Шагов/Еденицу” устанавливаем равным “80”
Для Моделист3040-4060-4080 c винтом оси Z TR12 значение “Шагов/Еденицу” устанавливаем равным “133. 333333″.
333333″.
2.4 Программные ограничения Меню Файл->Настройки->Оси->Ограничения
3 Описание интерфейса программы CNC USB Controller.
3.1 Главное окно программы, на рисунке 8.
Рисунок 8 Главное окно программы CNC USB Controller.
3.2 Вид рабочей области и окна G-кода, рисунок 9
Рисунок 9
В рабочей области отображается:
направление осей XYZ,
жёлтый конус – кончика инструмента (фрезы),
фиолетовый конус – нулевая точка,
голубая полоса – траектория холостого перемещения инструмента,
белая полоса — траектория рабочей подачи инструмента (рабочего хода)
В левой части окна отображается G-код, элементы которого отображаются разными цветами.
3.3 Относительные координаты положения инструмента, рисунок 10.
Рисунок 10.
Их модно сбросить разом «Обнулить все координаты», можно по отдельности нажимая на кружок. Так же их можно ввести вручную. Эти действия необходимо провести после перемещения каретки с инструментом в начальное место старта фрезеровки, обычно это левый ближний угол заготовки.
Так же их можно ввести вручную. Эти действия необходимо провести после перемещения каретки с инструментом в начальное место старта фрезеровки, обычно это левый ближний угол заготовки.
3.4 Панель управления ручным перемещением инструмента.
Рисунок 11
Панель управления
OVRD – ограничение рабочей скорости(скорости подачи)
(если галочка не стоит то ограничения идут максимальные из настроек).
JOG – скорость ручного перемещения.
Большие стрелки перемещают инструмент в указанном направлении, пока они нажаты.
Маленькие стрелки для дискретного перемещения на один шаг, перемещают инструмент на определенное расстояние, указанное в настройках.
3.5 Описание кнопок управления.
Обнулить все координаты
Переместить в точку 0,0,0
Переместить в точку 0,0,Z не изменяя координаты по Z
Переместить в точку с заданными координатами X, Y, Z
4.
 Создание управляющей программы(G-кода) по растровому изображению из файлов *.jpg
Создание управляющей программы(G-кода) по растровому изображению из файлов *.jpgФайл -> открыть -> выбираем наше изображение.
Рисунок 12.
Где:
Размер – общий размер.
Высота – общая высота работы, такой же будет и высота безопасного перемещения.
Диаметр – диаметр инструмента, так же это расстояние между проходами.
Инверсия – инверсия изображение.
5 Масштабирование.
G-код Маштаб …
Функция “Масштаб” позволяет изменить размер вашей уже загруженной в G-коде модели.
Рисунок 13
6 Настройка Датчика инструмента (датчик нуля)
6.1 Подключить датчик, один провод на LZ- второй провод на клемму 12В
6.2 Разрешить программе использование датчика инструмента.
Для этого в меню Файл/Настройки/ Датчик инструмента установить галочку “Разрешить”, рисунок 14.
Рисунок 14
Нажать кнопку “Измерить смещение по Z”, рисунок 15, кнопка примет оранжевый цвет, нажать кнопку “смещение – Текущее только Z”(она расположена выше, над кнопкой “Измерить смещение по Z”), снова нажать “Измерить смещение по Z”. Станок опустит с заданной скоростью фрезу до касания датчика и автоматически поднимет инструмент вверх до заданной безопасной высоты.
Станок опустит с заданной скоростью фрезу до касания датчика и автоматически поднимет инструмент вверх до заданной безопасной высоты.
Рисунок 15
Настройка KCam
Статьи по подготовке файлов резки для фрезерного станка в программе ArtCam:
Подготовка файла 3d резки из карты высот в ArtCam v10
Подготовка файла 3d резки в ArtCam
3d и 2d Модели для обработки
Софт и прочее для Arduino, CNC
Онлайн программа для симуляции готового G-Code для ЧПУ.Я уже рассказывал как можно сделать чертеж в формате .svg: Inkscape где скачать русскую версию. Настройка Inkscape. И потом из данного файла сгенерировать G-code для ЧПУ станка: Бесплатный онлайн генератор G-Code для ЧПУ станка — MakerCAM.
Обновлено: 4 мая , 2020Бесплатный онлайн генератор G-Code для ЧПУ станка — MakerCAM
Я
уже рассказывал как в
Inkscape можно начертить
2D деталь. Если не читали смотреть тут:
Inkscape где скачать русскую версию. Настройка
Inkscape
Если не читали смотреть тут:
Inkscape где скачать русскую версию. Настройка
Inkscape
После создания чертежа в
формате .svg из него нужно сделать G-code.
Это можно сделать и с помощью Inkscape. Но
в данной программе делать, это достаточно
долго и много ненужных операций. Для
себя открыл
онлайн генератор кода
MakerCAM
. Данная программа доступна из
любого
современного браузера. Не нужно
ни чего скачивать на компьютер.
PathCAM — Программа генерации g-code для фрезерного ЧПУ станка из 3D моделей .stl или .obj.
Наткнулся недавно на программу которая может сгенерировать траекторию движения для фрезерных ЧПУ станков из 3D моделей в формате .stl или .obj .
Вот что пишет автор о своем программном обеспечении:
«PathCAM
– Программное обеспечение для генерации
траекторий для роботов с ЧПУ! PathCAM -
это простой и удобный инструмент для
создания 2,5-мерных траекторий для
вырезания форм из заготовки с помощью
фрезерного станка с ЧПУ. PathCAM может
подключаться напрямую к некоторым
роботам с ЧПУ и может экспортировать
простой .gcode для других.
PathCAM может
подключаться напрямую к некоторым
роботам с ЧПУ и может экспортировать
простой .gcode для других.
Universal G-Code Sender программа для управления ЧПУ станком.
Для управления ЧПУ станками используется G-Code.
G-Code – это язык программирования, используемый для отправки команд на станки с ЧПУ (числовое программное управление).
Основным преимуществом является то, что Universal G-code Sender может работать на разных настольных платформах, таких как Windows, OS X, Linux и даже Raspberry Pi.
Для работы Universal G-code Sender необходимо устоновить Java:
- Java 7 или выше — для Universal G-code Sender 1.0.8 и более ранних
- Java 8 или выше – для Universal G-code Sender 1.0.9 и 2.0
Inkscape где скачать русскую версию.
 Настройка Inkscape
Настройка InkscapeМне часто задают вопрос с помощью какой программы я создаю G-Code для своего самодельного ЧПУ станка. Поэтому я решил снять небольшой курс по созданию G-Code для ЧПУ станков. В данном курсе расскажу какими программами пользуюсь я и какие сервисы мне помогают в этом деле.
И начну я с программы Inkscape. Как не странно но найти официальный сайт данной программы найти в поисковике не получается. Поэтому я снял видео как скачать данную программу.
Обновлено: 13 февраля , 2018Программы для работы с шаговыми двигателями и шаговыми приводами для станков ЧПУ, контроллеров, программируемых блоков управления ШД
Программа SMC_Program предназначена для работы с программируемыми блокамим управления шаговыми
двигателями SMSD‑4. 2, SMSD‑1.5 и SMSD‑9.0. Программа подает команды для управления шаговыми двигателями
через Com порт персонального компьютера или USB (интерфейс RS‑232).
2, SMSD‑1.5 и SMSD‑9.0. Программа подает команды для управления шаговыми двигателями
через Com порт персонального компьютера или USB (интерфейс RS‑232).
Программа может управлять одним, двумя или тремя шаговыми двигателями, подключенными к контроллеру SMC‑3 или одним шаговым двигателем, подключенным к блоку SMSD‑1.5, SMSD‑3.0 или SMSD‑9.0, а также осуществлять запись перечня команд (исполняемую программу) для последующего автономного использования контроллера или блока серии SMSD (без помощи ПК), либо для запуска такой исполняемой программы при помощи ПК.
Имеется возможность сохранять исполняемые программы на ПК в отдельные файлы и загружать готовые файлы в программу.
Программа имеет простой графический интерфейс, ориентированный на неподготовленного пользователя.
SMC_Program не требует
установки или каких-либо специальных требований к ПК. После копирования на жесткий диск ПК программа
SMC_Program сразу
готова к работе. При запуске программы все настойки передачи по COM‑порту подставляются
автоматически,
остается только
выбрать номер порта, к которому подключен контроллер или блок. Для справки все параметры открытого порта
указываются
внизу окна программы.
После копирования на жесткий диск ПК программа
SMC_Program сразу
готова к работе. При запуске программы все настойки передачи по COM‑порту подставляются
автоматически,
остается только
выбрать номер порта, к которому подключен контроллер или блок. Для справки все параметры открытого порта
указываются
внизу окна программы.
В комплекте с программой SMC_Program – подробное руководство пользователя и примеры управляющих программ.
Программа имеет два режима управления:
Управление через панель – для максимально упрощенной работы с основными функциями контроллера или блока: движение в заданном направлении, с нужными скоростью и ускорением, перемещение на заданное число шагов или непрерывное движение, выбор полношагового или микрошагового режима работы шагового двигателя.
 Неуказанные параметры
подставляются по
умолчанию. При упрощенном управлении можно выбирать, каким (какими) из подключенных к контроллеру
шаговым двигателем Вы
хотите управлять в данный момент: режим позволяет быстро запустить или остановить работу одного,
двух
или сразу трех
шаговых двигателей.
Неуказанные параметры
подставляются по
умолчанию. При упрощенном управлении можно выбирать, каким (какими) из подключенных к контроллеру
шаговым двигателем Вы
хотите управлять в данный момент: режим позволяет быстро запустить или остановить работу одного,
двух
или сразу трех
шаговых двигателей.Расширенное ручное управление – для использования всех возможностей контроллера или блока. В этом режиме есть возможность составлять и записывать в память контроллера или блока управления исполнительную программу (алгоритм работы двигателя), синхронизировать работу нескольких шаговых двигателей, организовывать циклы. Также можно считывать исполнительную программу из памяти блока или контроллера, сохранять алгоритм работы в файл на ПК или загружать в программу ранее составленный и сохраненный в файл алгоритм.
Переключение между режимами осуществляется одним кликом мыши.
 Неуказанные параметры
подставляются по
умолчанию. При упрощенном управлении можно выбирать, каким (какими) из подключенных к контроллеру
шаговым двигателем Вы
хотите управлять в данный момент: режим позволяет быстро запустить или остановить работу одного,
двух
или сразу трех
шаговых двигателей.
Неуказанные параметры
подставляются по
умолчанию. При упрощенном управлении можно выбирать, каким (какими) из подключенных к контроллеру
шаговым двигателем Вы
хотите управлять в данный момент: режим позволяет быстро запустить или остановить работу одного,
двух
или сразу трех
шаговых двигателей. Переключение между режимами осуществляется одним кликом мыши.
Переключение между режимами осуществляется одним кликом мыши.Для отслеживания состояния контроллера или блока управления программа SMC_Program имеет панель индикаторов, на которой отображается текущий режим каждого из каналов контроллера или блока. Цветовая индикация соответствует светодиодам контроллера или блока.
Дополнительные справочные окна информируют пользователя о ходе работы, возникающих ошибках, начале и завершении выполнения алгоритма работы каждого из подключенных шаговых двигателей. При необходимости можно посмотреть результат отправки каждой из команд и коды ответов порта.
Управляющие программы для фрезерных станков с чпу
Лучшие программы для станков с ЧПУ
В этой статье мы рассказываем о программах для работы со станками с ЧПУ, их разновидностях, свойствах и возможностях. Узнайте больше о том, что такое CAD, CAM и как это работает, прочитав эту статью.
Узнайте больше о том, что такое CAD, CAM и как это работает, прочитав эту статью.
Введение
Источник: metalmecanica.com
Вы приобрели долгожданный фрезерный станок с ЧПУ, и вам не терпится начать с ним работать? Пожалуйста, не спешите, чтобы дорогостоящий станок с ЧПУ не превратился в груду металлолома раньше, чем успеет хоть что-то сделать.
Сначала вам потребуется выбрать и тщательно настроить под ваш станок необходимое ПО CAM (Computer-aided manufacturing — система автоматизированного производства) — специальную программу, работающую с подготовленными в CAD проектами.
CAD (Computer-aided design — система автоматизированной разработки) — программное обеспечение для проектирования, позволяющая создавать трехмерные объекты на основе заданных данных и редактировать их. Созданные в CAD проекты используются в CAM непосредственно для работы с оборудованием.
CAM-программа конвертирует цифровые объекты в понятные станку команды в формате G-code. G-code это непосредственно управляющая программа для станков с ЧПУ — набор команд для оборудования.
Зачастую CAD/CAM поставляются в виде одного программного пакета, либо заранее подготовлены для простой интеграции в программно-аппаратные комплексы и совместной работы.
Самые популярные и функциональные CAD/CAM-программы отличаются сложностью и требуют серьезной подготовки оператора. Не стремитесь сразу установить себе «самый популярный CAM», попробуйте сначала сделать несколько деталей с более простым пакетом. То, что вы узнаете по ходу дела, значительно облегчит освоение более функционального и сложного ПО.
Источник: produktion.de
Для совместимости CAM-программы со станком и правильной обработки получаемого кода иногда необходимо применение программ-конвертеров «Post» или «Post Processor». Если не использовать соответствующий пост-процессор, то можно получить g-code, который выглядит хорошо, но дает странные результаты при его запуске на станке.
Если не использовать соответствующий пост-процессор, то можно получить g-code, который выглядит хорошо, но дает странные результаты при его запуске на станке.
Прежде, чем выбрать какой-то определенный CAM, обязательно посмотрите учебные видео по работе с ним, чтобы освоить основные понятия. Чтобы работа на станке с ЧПУ была эффективной, нужно научиться «думать, как CAM». Это поможет лучше понять, какие действия совершает станок, когда изготавливает деталь, какие команды и в какой последовательности он должен получить для этого.
Стоит также заметить, что помимо CAM-программ существуют еще и программы прямого управления (machine controller) станком с ЧПУ, передающие, например, движение мышки или пера непосредственно на контроллер станка. Наиболее популярные из них:
Создание управляющей программы для станка с ЧПУ
Источник: cnccookbook. com. На схеме: двухмерный рисунок или 3D-модель из SolidWorks, Autodesk и т.д. обрабатывается в CAM или в слайсере для получения g-code, код из CAM предназначен для станков, из слайсера — для 3D-принтеров.
com. На схеме: двухмерный рисунок или 3D-модель из SolidWorks, Autodesk и т.д. обрабатывается в CAM или в слайсере для получения g-code, код из CAM предназначен для станков, из слайсера — для 3D-принтеров.
Независимо от того, используете ли вы фрезерный или токарный станок с ЧПУ, типичный процесс создания детали состоит из следующих этапов:
- CAD используется для проектирования деталей;
- дополнительные программы могут оптимизировать результат CAD для изготовления на станке;
- CAM анализирует чертеж CAD, получает данные от оператора станка (например, о типе материала или инструменте) и выводит управляющие команды G-Code для контроллера станка;
- контроллер станка, на основе полученных из G-code-команд, активирует соответствующие электрические цепи в нужной последовательности и с заданной длительностью, что заставляет станок выполнять предусмотренные программой операции.
G-Сode — это наиболее распространенный язык, который понимают станку с ЧПУ.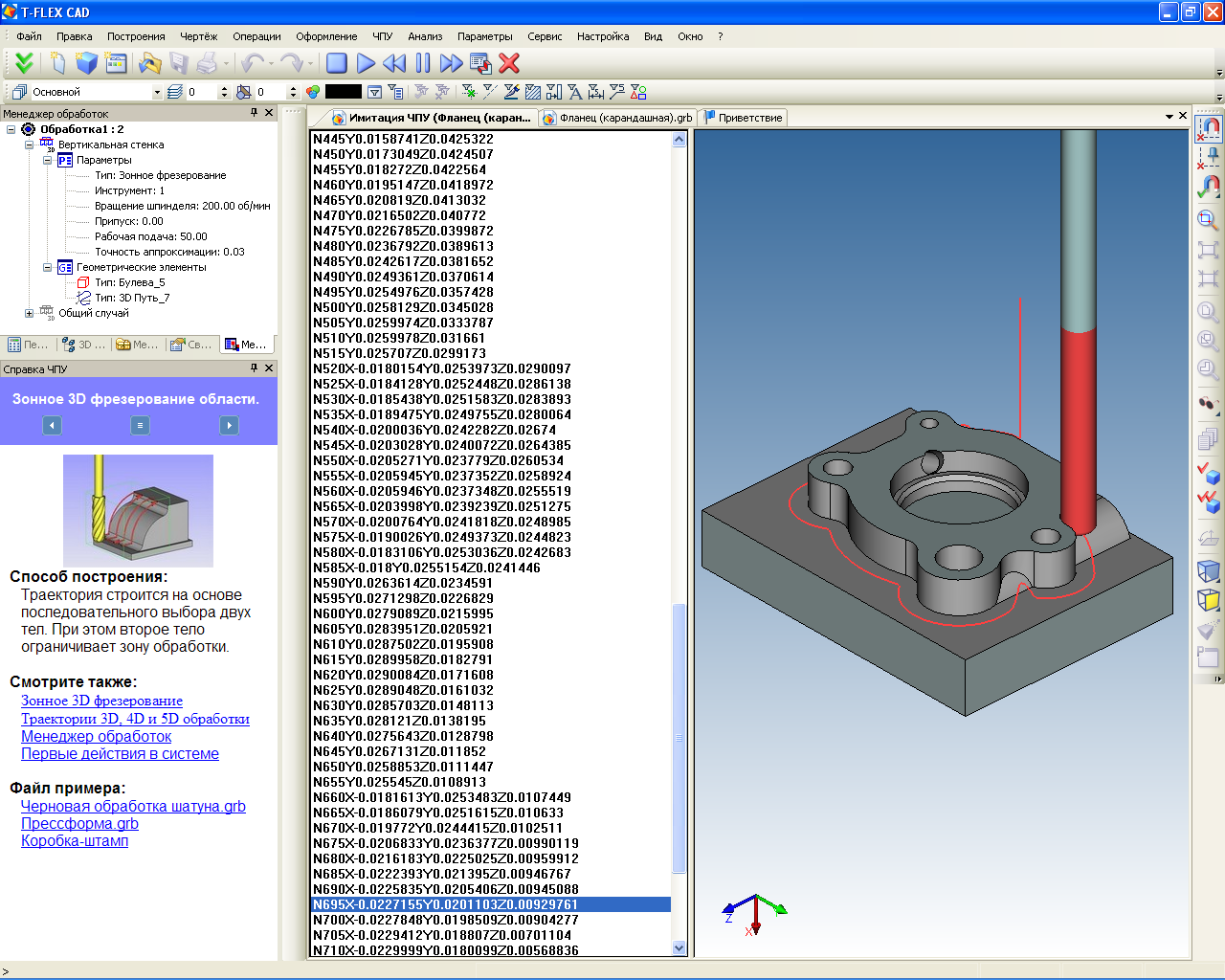 Помимо G-Code используются такие языки, как OpenSBP, HPGL (Hewlett-Packard Graphics Language), Cutter Location (CL) Data, APT.
Помимо G-Code используются такие языки, как OpenSBP, HPGL (Hewlett-Packard Graphics Language), Cutter Location (CL) Data, APT.
для станков с ЧПУ
Программирование ЧПУне так сложно освоить и освоить, особенно программирование станков с ЧПУ для токарных станков с ЧПУ. Потому что токарные станки с ЧПУ имеют только две оси для работы с осью X и Z.
Программирование ЧПУ для станков с ЧПУ
Ось X токарного станка с ЧПУ контролирует диаметр детали.
Ось Z токарного станка с ЧПУ контролирует длину компонента.
Чтобы научиться программировать с чпу, вам лучше начать с простых программных чертежей.
Вот несколько основных примеров программирования с ЧПУ.
Чтобы запустить программирование с ЧПУ для токарного станка с ЧПУ, процесс находится под.
Сначала необходимо вызвать подходящий режущий инструмент для обработки. Этот шаг зависит от станка с ЧПУ, но при управлении ЧПУ Fanuc вы будете использовать следующую команду программирования с ЧПУ,
T5 или T0505
Теперь загрузите значение рабочей смены, следующие команды программирования с ЧПУ используются для загрузки рабочей смены,
G10, G54
Повернуть главный шпиндель токарного станка с чпу.Команда программирования ЧПУ для вращения главного шпинделя находится под,
G97 S1000
Приведенная выше команда программирования ЧПУ не заставит шпиндель вращаться, это на самом деле только скажет станку с ЧПУ, что я хочу вращать главный шпиндель со скоростью 1000 об / мин. В минуту),
, но для фактического вращения на шпиндель вы должны дать другую команду программирования ЧПУ, или М-код, или М-функцию, чтобы сказать станку с ЧПУ, что нужно вращать шпиндель в CW (вращение по часовой стрелке) или CCW (вращение против часовой стрелки) ,
M03 (вращать шпиндель в направлении по часовой стрелке) M04 (вращать шпиндель в направлении против часовой стрелки) M05 (Останов шпинделя)
Чтобы включить охлаждающую жидкость станка с ЧПУ, чтобы наша вставка инструмента и компонент не могли нагреваться, необходимо включить охлаждающую жидкость, команды программирования ЧПУ или функции M соответствуют
M08 (охлаждающая жидкость НА) M09 (охлаждающая жидкость выключена)
Теперь самое время переместить инструмент, для перемещения инструмента есть несколько команд программирования (G-коды) с ЧПУ.
Чтобы перемещать инструмент с быстрой подачей или словами с ЧПУ, мы говорим это «Быстрый ход». Инструмент, который мы будем использовать, следуя команде программирования ЧПУ или G-коду,
G00 X... Z ...
Значения X и Z с G00 являются координатами пункта назначения для инструмента.
Для перемещения инструмента с контрольной подачей или для линейного перемещения инструмента мы будем использовать следующую команду программирования ЧПУ или G-код,
G01 X ... Z ... F ...
X и Z значения с G01 являются координатами пункта назначения по осям X и Z. Значение F – это подача инструмента. Это может быть G95 (подача на оборот).
Для обработки дуговой или круговой интерполяции на компоненте используются следующие команды программирования ЧПУ или G-коды,
G02 X... Z ... R ... G03 X ... Z ... R ...
G02 G-код программирования ЧПУ используется для программирования дуги по часовой стрелке, а G-код G03 используется для программирования дуги против часовой стрелки. Значения X и Z являются координатами пункта назначения, а R – радиусом дуги.
Таким образом, вы завершите все программы ЧПУ.
Чтобы завершить программу cnc, вы будете использовать следующую команду программирования cnc или M-код,
M30
M30 Завершить программу cnc и подвести курсор к ее запуску.
Как настроить фрезерный станок с ЧПУ
Как настроить фрезерный станок с ЧПУ?
Прежде чем ответить на этот вопрос «Как настроить фрезерный станок с ЧПУ», необходимо учитывать множество факторов.
- Станок вертикальный или горизонтальный?
- Сколько у машины осей?
- Какова мощность револьверной головки?
- Как вы планируете удерживать деталь (заготовку)?
Предполагается также, что вы знакомы с некоторыми основными приемами работы с машиной, такими как
- Как использовать краевой искатель.
- Как ориентироваться в управлении вашей машиной.
- Знание основных команд управления ЧПУ.
LED кромкооблицовочный станок
Как настроить фрезерный станок с ЧПУ
Теперь перейдем к настройке станка, хотя процедура настройки каждого фрезерного станка с ЧПУ немного отличается, но здесь объясняются эти общие шаги, которые практикуют машинисты с ЧПУ ежедневно для 3-осевого вертикального фрезерного станка с ЧПУ.
- Очистить поверхность : Очистить все поверхности, такие как стол, губки тисков и детали (заготовки), тканью, чтобы не было капель масла, не осталось сколов материала.
- Инструмент для погрузки : Инструменты для погрузки, необходимые для завершения детали (включая искатель кромок, выравнивание тисков на 0 градусов).
Загрузочный инструмент Фрезерный станок с ЧПУ
- Загрузочный элемент : Загрузите деталь (заготовку) в тиски или удерживайте свою деталь (заготовку) с помощью приспособлений для удержания машины.
- X, смещение оси Y : установите смещение детали (детали). Для этой цели вы можете использовать кромкооблицовочный станок или концевую фрезерную фрезу (если вы используете концевую фрезерную фрезу для коррекции инструмента, прочитайте Инструмент коррекции инструмента ).Сначала сделайте нулевое смещение для оси X. Подберите позицию X0 с помощью поиска краев. Перейдите на страницу с нулевым смещением и добавьте абсолютное значение X машины к значению, которое в данный момент находится в реестре страницы с нулевым смещением. Сделайте то же самое для оси Y.
- Смещение по оси Z : После X смещение по оси Y задает смещение длины инструмента для каждого инструмента, загружая первый инструмент в шпиндель. Вручную перемещайте ось Z вниз, пока наконечник инструмента не окажется рядом с положением Z0. Возьмите кусок подкладки 1.00 мм (всегда используйте фиксатор любого размера, например 1 мм, 2 мм или 5 мм) и удерживайте его между деталью (заготовкой) и острием инструмента.Аккуратно опускайте ось Z с шагом 0,001 мм до тех пор, пока шток подкладки не будет вытянут с небольшим сопротивлением. Перейдите на страницу смещения длины инструмента и введите абсолютное значение Z станка плюс -1,00 мм в реестре инструментов. Повторите процедуру для дополнительных инструментов. Примечание: -1,00 мм добавляется для толщины шайбы.
- Коррекция радиуса фрезы : введите диаметр каждого инструмента на странице коррекции на длину инструмента. Это будет полезно, когда вы используете Cutter Radius Compensation в своей программе.
- Охлаждающая жидкость или смазочно-охлаждающая жидкость : Отрегулируйте линии охлаждающей жидкости, поскольку охлаждающая жидкость может правильно охлаждать инструменты и вымывать стружку, а наиболее важная охлаждающая жидкость продлит срок службы резца.
Отрегулируйте линии охлаждающей жидкости
- Запуск цикла : включите низкую подачу машины, активируйте одиночный блок и затем нажмите запуск цикла. Будьте внимательны и читайте каждый запрограммированный кадр и следите за каждым движением, которое машина готовит к остановке машины в случае каких-либо ошибок программирования.(Вы также можете запустить программу на 10 мм или выше над деталью (заготовкой), чтобы убедиться, что все в порядке, и использовать пробный запуск, если вы считаете это необходимым.)
Что такое ЧПУ и станки с ЧПУ? [2020 Easy Guide]
Краткая история ЧПУ
Первые коммерческие станки с ЧПУ были построены в 1950-х годах и работали на перфоленте. Хотя концепция сразу доказала, что она может сэкономить затраты, она была настолько отличной, что очень медленно завоевывала популярность у производителей.
Чтобы способствовать более быстрому внедрению, армия США купила 120 станков с ЧПУ и одолжила их различным производителям, чтобы они могли лучше познакомиться с идеей числового управления.К концу 50-х годов NC начал завоевывать популярность, хотя ряд проблем все еще оставался.
Например, g-код, почти универсальный язык ЧПУ, который мы имеем сегодня, не существует. Каждый производитель выдвигал свой собственный язык для определения числового управления или программ обработки деталей (программ, которые станки будут выполнять для создания детали).
1959 Станок с ЧПУ: Милуоки-Матик-II был первым станком с устройством смены инструмента…
В течение 1960-х годов ряд ключевых разработок быстро развился с помощью ЧПУ:
– Стандартный язык G-кода для программ обработки деталей. Происхождение g-кода восходит к MIT, примерно в 1958 году, когда он использовался в Лаборатории сервомеханизмов MIT.Альянс электронной промышленности стандартизировал g-код в начале 1960-х годов.
– САПР стал самостоятельным и начал быстро заменять бумажные чертежи и чертежников в 60-х годах. К 1970 году САПР стала достаточно крупной отраслью, в которой были такие игроки, как Intergraph и Computervision, с которыми я консультировался еще в студенческие годы.
– Мини-компьютеры, такие как DEC PDP-8 и Data General Nova, стали доступны в 60-х годах и сделали станки с ЧПУ более дешевыми и мощными.
К 1970 году экономика большинства западных стран замедлилась, а расходы на занятость росли.С 60-х годов, предоставив прочную технологическую базу, которая была необходима, ЧПУ взлетел и начал неуклонно вытеснять старые технологии, такие как гидравлические трассеры и ручная обработка.
американских компаний в основном начали революцию с ЧПУ, но они были чрезмерно сосредоточены на высоком уровне. Немцы первыми увидели возможность снизить цены на ЧПУ, и к 1979 году немцы продавали больше ЧПУ, чем американские компании. Японцы повторили ту же формулу в еще более успешной степени и отняли лидерство у немцев всего год спустя, к 1980 году.В 1971 году все 10 крупнейших компаний с ЧПУ были американскими, но к 1987 году остался только Цинциннати Милакрон, и они заняли 8 место.
В последнее время микропроцессорная технология сделала управление ЧПУ еще дешевле, что привело к появлению ЧПУ для хобби и персонального рынка ЧПУ.
Доступное оборудование с ЧПУ также проложило путь к использованию ЧПУ в прототипировании наряду с 3D-печатью. Ранее использование ЧПУ ограничивалось прежде всего производственными цехами.
Проект Enhanced Machine Controller, или EMC2, был проектом по внедрению контроллера ЧПУ с открытым исходным кодом, который был запущен NIST, Национальным институтом стандартов и технологий в качестве демонстрации.Некоторое время в 2000 году проект был передан в общественное достояние и Open Source, а EMC2 появился немного позже, в 2003 году.
Mach5 был разработан основателем Artsoft Арт Фенерти как ответвление ранних версий EMC для работы на Windows вместо Linux, что делает его еще более доступным для персонального рынка ЧПУ. ArtSoft, компания ArtSoft, была основана в 2001 году. Появление Mach5 впервые сделало ЧПУ доступным вне промышленных цехов.
И программы EMC2 (теперь называемые LinuxCNC), и программы Mach5 CNC сегодня живы и процветают, как и многие другие технологии ЧПУ.
Мы прошли долгий путь со времен старых числовых контрольных дней!
Что такое ЧПУ станок – системы ЧПУ на станках ⭐ АО КоСПАС
Содержание:
- Системы ЧПУ для станков: просто о сложном
- Немного истории
- NC – это не Norton Commander
- Классификация современных систем ЧПУ
- Его величество компьютер нуждается в программе
- «G»« и «M» коды в программах для станков с ЧПУ
- Методы создания и структура управляющих программ
- Системы ЧПУ всемирно признаннных лидеров отрасли
Системы ЧПУ для станков: просто о сложном
Многое из того, что мы видим в окружающем нас материальном мире, изготовлено при помощи станков с числовым программным управлением (ЧПУ). Использование возможностей электроники и вычислительной техники для эффективного и оптимального управления промышленным оборудованием позволило повысить производительность труда и качество выпускаемой продукции. А при массовом производстве – значительно снизить затраты на ее изготовление.
О том, как избавиться от однообразной и монотонной работы, и поручить ее каким-либо «умным» механизмам, человечество задумалось давно. Задолго до появления кибернетики и электронно-вычислительных машин. Еще в начале XVIII века прообраз станка с ЧПУ создал изобретательный француз Жозеф Жаккар. Изготовленный им механизм ткацкого станка управлялся куском картона, в котором в нужных местах были сделаны отверстия. Чем не перфокарта с программой?
Немного истории
Однако современный этап истории станков с ЧПУ начался лишь спустя полтора столетия после изобретения Жаккара, в Соединенных Штатах Америки. После окончания второй мировой войны, в конце 40-х годов, Джон Пэрсонс – сын владельца компании Parsons Incorporated, попытался управлять станком при помощи специальной программы, которая вводилась с перфокарт. Какого-либо положительного результата Пэрсонс не достиг, поэтому обратился за помощью к специалистам в Массачусетский технологический институт.
Улучшать представленную их вниманию конструкцию сотрудники институтской лаборатории сервомеханики не стали, и про Пэрсонса быстро забыли. А про его идеи – нет. Создав собственную конструкцию, они инициировали покупку институтом компании, которая выпускала фрезерные станки. После чего руководство Массачусетского технологического института заключило контракт с Военно-воздушными силами США. В контракте шла речь о создании высокопроизводительных станков нового типа для обработки пропеллеров фрезерованием.
Управление работой фрезерного станка, который собрали сотрудники лаборатории в 1952 году, производилось по программе, считываемой с перфоленты. Эта конструкция оказалась слишком сложной, и желаемый результат достигнут не был. Однако история получила огласку, сведения о новой разработке попали в печать и вызвали большой интерес конкурентов. Свои разработки в данном направлении одновременно начали несколько известных фирм.
Наибольшего успеха добились конструкторы компании BendixCorporation. Выпущенное компанией Bendix NC-устройство c 1955 года пошло в серию и уже реально применялось для управления работой фрезерных станков. Новинка приживалась трудно, но благодаря заинтересованности и финансовой помощи военного ведомства, за два года было выпущено более 120 станков ЧПУ, которые существенно повысили производительность труда и точность выполнения станочных работ.
Уже тогда были отмечены бесспорные преимущества NC-системы числового управления станками: существенный прирост производительности труда и значительно более высокая точность обработки поверхностей. Но по-настоящему революционные изменения в области станков с ЧПУ состоялись, когда в качестве «умного» модуля, управляющего работой станков, были использованы специально разработанные микропроцессоры и микроконтроллеры. Технический термин «CNC», которым стали обозначать эти системы за рубежом, является аббревиатурой английских слов ComputerNumericalControl.
NC – это не Norton Commander
Изучая историю совершенствования «умных» ЧПУ станков, которые за рубежом когда-то обозначались аббревиатурой латинских букв «NC», студенты прошлых лет часто путали это понятие с популярной в те годы компьютерной программой-оболочкой. На самом деле сокращение NC произошло от английских слов NumericControl. Числовое управление было тогда весьма примитивным, и программа действий станка могла выглядеть как множество специальных штекеров, расположенных на контактном наборном поле.
Кстати, одна из первых советских транзисторных вычислительных машин для инженерных расчетов «Проминь», появившаяся в начале 60-х годов прошлого века, программировалась подобным образом. В то время управляющий модуль ЧПУ станка не мог должным образом реагировать на отклонения процесса обработки от расчетного, если такая ситуация происходила. Управляющие адаптивные микропроцессорные системы появились значительно позднее.
Со временем, по мере того, как совершенствовались электроника и вычислительная техника, в помощь новому поколению станков были приданы «думающие» управляющие модули на микропроцессорах и микроконтроллерах. Вот они-то и смогли обеспечить гибкое многовариантное управление процессом резания. И не только это. Такие системы получили более звучный титул «CNC», что по-английски звучит как ComputerNumericalControl. Наш термин ЧПУ оказался более универсальным, и его менять не пришлось.
Классификация современных систем ЧПУ
Системы управления и станки с числовым программным обеспечением настолько сложны, что их невозможно классифицировать по какому-то одному признаку. Основные характеристики систем ЧПУ позволяют систематизировать их следующим образом:
1.В зависимости от способа управления исполнительными механизмами станка:
● Позиционные. Здесь инструмент в соответствии с программой ЧПУ движется от одной точки, в которой производится необходимая операция с заготовкой, к другой, где также выполняется обработка, Во время перемещения инструмента никакие другие операции не выполняются.
● Контурные, в которых обработка может производиться по всей траектории движения инструмента.
● Универсальные – системы ЧПУ, в которых могут применяться оба принципа управления.
2.По возможностям и способу позиционирования:
● Абсолютный отсчет – местоположение подвижного механизма станка ЧПУ всегда определяется по расстоянию от начала координат.
● Относительный отсчет при позиционировании осуществляется приращением дополнительного пути к координатам предыдущей точки, которая временно принимается за начало координат. Затем началом координат считается следующая достигнутая точка.
3. По наличию или отсутствию обратной связи в контуре управления ЧПУ:
● Разомкнутые – («открытого» типа). Перемещение исполнительных элементов производится по командам, содержащимся в программе. Информация о фактически достигнутых координатах отсутствует.
● Замкнутого типа (закрытые). В системах ЧПУ этого типа координаты положения исполнительных механизмов постоянно контролируется.
● Самонастраивающиеся («закрытые» повышенной точности). Более совершенная система, которая запоминает поступающие сведения о расхождении заданных и фактических координат исполнительного элемента, отрабатывает их, и корректирует новые команды с учетом изменившихся условий.
4.Поколение. В зависимости от технического уровня используемых микропроцессоров, микроконтроллеров или управляющих ПК, различают системы ЧПУ 1-го, 2-го и 3-го поколения.
5. Количество координатных осей. Различные станки, оборудованные ЧПУ, могут поддерживать режимы работы с различным количеством координатных осей – от двух до пяти. Например, если при движении заготовки на фрезерном станке (3 координаты – X,Y,Z), она одновременно может поворачиваться вокруг своей оси, такой станок называют 4-координатным. Простейшие сверлильные и односуппортные токарные станки имеют две координатные оси.
Его величество компьютер нуждается в программе
В отличие от стандартного персонального компьютера, который является универсальным устройством для обработки информации и способен работать с любыми данными, представленными в цифровом виде, микропроцессор, используемый в конструкции многих станков с ЧПУ, – устройство специализированное. Он не содержит ничего лишнего, и весь набор его функций предназначен для выполнения главной задачи – контроля состояния всех исполнительных органов станка и управления их работой по специальной программе. Чтобы управлять особо сложными современными станками, применяют более производительные и многозадачные устройства – промышленные компьютеры.
Одной из самых важных характеристик, которая позволяет судить о производительности и технических возможностях станка и управляющей его работой системы, является количество «осей». Иначе говоря, – каналов взаимодействия с объектом, управляемых параметров. Однако в любом случает, независимо от того, микропроцессор какого уровня сложности и архитектуры установлен в данном управляющем контроллере, для его работы нужна предварительно подготовленная программа. В которой должны быть точно и последовательно описаны все действия механизмов станка ЧПУ, необходимые для изготовления или обработки требуемой детали.
При работе станков с ЧПУ используется два вида программ:
● Системные (служебные) программы, которые хранятся в ПЗУ (постоянном запоминающем устройстве системы). Они обеспечивают начальный этап работы контроллера после включения, отвечают за настройку станка и всей системы ЧПУ, ее способность понимать команды оператора и взаимодействовать с внешними устройствами.
● Управляющие – внешние программы. Содержат набор команд и инструкций для исполнительных органов станка. Управляющие программы (УП) в контроллер может пошагово вводить оператор, возможен ввод с внешних носителей информации, а в современных системах программы могут поступать прямо с компьютеров разработчиков ПО через компьютерную сеть предприятия.
Заменив человека, который до наступления эры станков с ЧПУ сам успешно справлялся с изготовлением нужных деталей, программируемый блок управления, он же – контроллер, должен обеспечить требуемый результат, пошагово включая и выключая механизмы передвижения стола, заготовки и инструментального магазина, меняя режимы вращения или скорость поступательного движения заготовки. В результате выполнения программы должна быть получена деталь, полностью соответствующая заданию по размерам и чистоте обработки поверхностей.
Компании, которые стояли у истоков разработки и производства систем CNC, на первом этапе программировали свои станки при помощи собственных, специально разработанных команд. Если бы при таком подходе на производство попали станки с ЧПУ от разных производителей, подготовка программ для их работы была бы трудно выполнимой задачей. Чтобы попытаться обеспечить программную и техническую совместимость оборудования различных брендов, язык создания программ для станков с ЧПУ был унифицирован.
Базовым управляющим кодом для подготовки программ стал набор команд, разработанный специалистами компании Electronic Industries Alliance в 60-е годы прошлого столетия. Это так называемый язык «G» и «M» кодов, который чаще называют просто G-кодом (G-code). Принятые в этом языке обозначения подготовительных и основных функций начинаются с латинской буквы «G», а обозначение дополнительных – технологических команд – с буквы «M».
«G»« и «M» коды в программах для станков с ЧПУ
По стандарту все команды, код которых начинается с буквы «G», предназначены для линейного или кругового передвижения рабочих органов станка ЧПУ, выполнения определенных последовательностей действий, функций управления инструментами, сменой параметров координат и базовой плоскости. Синтаксис команды обычно состоит из наименования G-кода, координат или адресов перемещений (X, Y, Z) и заданной скорости движения рабочего органа, обозначаемой буквой «F».
В команду ЧПУ может быть включен параметр, описывающий продолжительность паузы, так называемую выдержку – «P», указание о параметрах вращения шпинделя – «S», значение радиуса – «R», функцию коррекции инструмента – «D», а также параметры дуги «I», «J» и «K».
Например: G01 X0 Y0 Z110 F180; G02 X20 Y20 R5 F200; G04 P1000.
В первом примере код G01 обозначает «линейную интерполяцию» – прямолинейное перемещение с указанной скоростью (F) к заданной точке с координатами (X,Y,Z). Во втором примере указан код G02, который описывает дугообразное перемещение (круговая интерполяция). При этом код G02 соответствует перемещению в направлении вращения часовой стрелки, а его антипод G03 – против. В третьем примере содержится код команды, описывающий время задержки в миллисекундах.
Технологические команды, обозначаемые буквой «M», отвечают за включение или отключение определенных систем станка ЧПУ, смену инструмента, начало или окончание какой-либо специальной подпрограммы, другие вспомогательные действия.
Например: M3 S2000; M98 P101; M4 S2000 M8.
Здесь в первом примере указана команда о начале вращения шпинделя со скоростью «S». Во втором – распоряжение о вызове указанной подпрограммы «P». Третий пример описывает команду о включении основного охлаждения (M8) при вращении шпинделя со скоростью (S) в направлении против часовой стрелки (M4).
Методы создания и структура управляющих программ
Современное оборудование позволяет создавать программы для работы станков с ЧПУ несколькими способами:
● Написание программы вручную или в текстовом редакторе ПК. Необходимый этап в подготовке специалистов для работы на станках с ЧПУ. Подходит также как основной способ программирования на производствах, где в течение длительного времени выпускают несколько простых деталей, не прибегая к перестройке оборудования.
● Составление и ввод программы на стойке ЧПУ. Пульт управления большинства современных систем управления содержит клавиатуру и дисплей, что позволяет программировать и просматривать виртуальную имитацию процесса обработки непосредственно на рабочем месте. Многие системы позволяют производить ввод программ в «фоновом» режиме, когда станок занят обработкой заданной детали.
● Использование возможностей CAD-CAM систем компьютеризированной подготовки производства. Специальное программное обеспечение позволяет создать трехмерную модель детали, рассчитать и подготовить программу для ее производства. А также виртуально «изготовить» требуемую деталь, используя реальные данные о кинематике конкретного станка ЧПУ. Этот метод позволяет создавать управляющие программы быстро и точно, практически исключить ошибки программирования и связанную с этим порчу заготовок. Особенно высока эффективность данного способа при создании УП для изготовления особо сложных деталей.
Структурно программа в G-кодах состоит из кадров. Так называют группы команд, которые предназначены для совершения какого-либо завершенного действия. Кадры могут состоять и из одной команды. Об окончании каждого «кадра» сообщает знак перевода строки (ПС/LF). Каждая программа начинается с пустого «кадра», который состоит их знака «%», а заканчивается кодами М02 или М30, обозначающими соответственно финиш программы ЧПУ или окончание имевшегося в памяти информационного блока.
Указанная структура и язык подготовки программ для оборудования с ЧПУ закреплены в международных стандартах RS2740, ISO-6983-1.82, а также ГОСТ СССР 20999-83. Отечественные профильные специалисты часто используют обозначение «ИСО-7 бит», которое закрепилось за программами в G-кодах еще со времен СССР. Программисты компаний, которые разрабатывают и производят станки с ЧПУ, при подготовке программного обеспечения обязаны придерживаться требований мировых стандартов.
В некоторых случаях, когда разработчики наделяют свои системы дополнительными возможностями и некоторыми специальными функциями, могут иметь место определенные отклонения программного обеспечения от стандарта создания программ в G и M кодах. В таких случаях следует внимательно изучить документацию, которая должна быть предоставлена производителем оборудования.
Системы ЧПУ всемирно признанных лидеров отрасли
Программное обеспечение для цифровой управляющей системы SINUMERIK, которую выпускает всемирно известная корпорация SIEMENS AG, также базируется на G и M кодах, но содержит и некоторые дополнительные команды, не включенные в стандарт. Современные полностью цифровые системы ЧПУ на базе платформы Sinumerik 840D используются на самых сложных процессах металлообработки, требующих высокой точности и быстродействия.
Многовариантность и гибкость программирования в G и M кодах учтена создателями программных станций и передовых систем ЧПУ HEIDENHAIN. Эта немецкая компания успешно работает в направлении модернизации устаревших станков NC за счет установки новых управляющих систем. Универсальные программные станции от компании Heidenhaih позволяют не только создавать необходимые программы обработки на персональных компьютерах, но и тестировать ПО, подготовленное при помощи CAD-CAM систем.
Системы управления ЧПУ, которые производит японская компания FANUC, известны во всем мире и используются на многих предприятиях. Очень популярны стойки ЧПУ от FANUK LTD и в России. Специалисты этой корпорации одними из первых адаптировали работу своих систем под программы в G и M кодах, и сумели организовать работу самых сложных систем строго в рамках стандарта программирования. Распространенные стойки FANUK серии 0i рассчитаны на работу с 6-8 управляемыми осями (одновременное управление – 4 оси). Стойки серий 30i-35i позволяют производить высокоточную обработку на наивысших скоростях, и являются пока недостижимым ориентиром для многих конкурентов.
Успешно работает в России и странах СНГ испанская компания FAGOR AUTOMATION. Ее последние разработки, к которым относится ЧПУ FAGOR CNC 8070, полностью совместимы с
персональным компьютером, имеют феноменальные возможности и могут управлять самыми сложными станками. Возможно управление по 28 (!) интерполируемым осям (4 канала одновременно), может поддерживать по 4 шпинделя и инструментальных магазина. Создатели системы гарантируют скоростную обработку, нанометрическую точность и высочайшую чистоту обработки поверхности.
Приятно отметить, что наряду с иностранными компаниями на рынке разработки и производства систем управления для станков с ЧПУ с 1998 года успешно работает российская компания «БАЛТ-СИСТЕМ». Специалисты считают, что при модернизации устаревшего оборудования выгоднее всего устанавливать системы от «Балт-Систем», так как они в несколько раз дешевле импортных, вполне надежны и функциональны. На российских предприятиях успешно работают и отлично себя зарекомендовали устройства ЧПУ NC-210, NC-220, NC-230. Самые сложные обрабатывающие центры и высокоскоростные многосуппортные станки могут работать под управлением стойки NC-110, которая на сегодня является лучшей в соотношении цена-качество.
Станки с ЧПУ прочно вошли в нашу жизнь и стали незаменимыми помощниками человека в производственной деятельности. Без этих систем было бы невозможно изготавливать многие, успевшие стать привычными и обыденными вещи. Причем все необходимые детали станки под управлением ЧПУ обрабатывают быстро и качественно, с недостижимой ранее точностью, а при массовом производстве – невероятно низкой себестоимостью. Дальнейшее развитие систем ЧПУ идет по пути объединения отдельных станков в производственные комплексы, удешевления процесса подготовки производства и снижения стоимости управляющих систем. Пожелаем разработчикам успеха!
Автор статьи: зам. генерального директора АО “КоСПАС” по производству А.Ю. Парфенов
Какое программное обеспечение контроллера ЧПУ мне следует использовать?
CNC находится в центре сообщества производителей. Используя простые инструменты, такие как фрезы с ЧПУ, лазерные резаки или маршрутизаторы, вы можете создавать все, от трафаретов до украшений, вырезанных лазером. Но знаете ли вы, что для ЧПУ существует трехэтапный процесс ? Вам нужно не только создать вектор с помощью САПР, вам также понадобится программное обеспечение CAM и программное обеспечение для управления ЧПУ, чтобы воплотить ваш проект в жизнь. Пытаться ориентироваться в неспокойных водах программного обеспечения ЧПУ может быть сложно, поэтому Scan2CAD сделал всю тяжелую работу за вас.
Это удобное руководство призвано объяснить, какие типы программного обеспечения используются в ЧПУ – от CAD до CAM и до управляющего программного обеспечения ЧПУ. Мы даже включили примеры лучших программ и бесплатных программ , которые вы могли бы использовать в своих проектах с ЧПУ. Мы даже покажем вам, где вы можете найти бесплатные дизайны в формате DXF, чтобы начать свои собственные проекты.
Если вы еще не знали, ЧПУ расшифровывается как Computer Numeric Control . Станки с ЧПУ работают, удаляя материал из исходной детали, а не добавляя к ней новый материал (например, при 3D-печати.ЧПУ можно описать как тип субтрактивного производства, , а такой процесс, как 3D-печать, можно описать как аддитивное производство.
Примеры станков с ЧПУ: фрезерные, фрезерные, плазменные и лазерные травильные машины. Для лучшего обзора ознакомьтесь со сравнением Scan2CAD станков с ЧПУ.
Ваш станок с ЧПУ выполняет серию заранее запрограммированных команд. Самый распространенный язык программирования называется G-кодом, хотя для ЧПУ существуют и другие языки, такие как Heidenhain и Mazak.
G-код контролирует движение инструмента вашего станка с ЧПУ. Он контролирует его положение и глубину по осям X, Y и Z. Он также контролирует скорость, с которой он вращается, и скорость, с которой он движется.
От проектирования до изготовления
Обычно ЧПУ состоит из трех этапов и включает три соответствующих типа программного обеспечения. Для начала вам понадобится дизайн в формате векторного файла (если у вас еще нет G-кода). Вектор – это набор математических инструкций, которые будут определять способ рендеринга изображения. Самый популярный формат векторных файлов – это DXF.Вы можете создавать свои дизайны и векторы с помощью программного обеспечения CAD . Кроме того, вы можете использовать программное обеспечение, такое как Scan2CAD, для преобразования растрового дизайна в векторный.
Когда у вас есть вектор, вам нужно будет преобразовать его в G-код, который является языком программирования, который управляет вашей машиной. Это можно сделать с помощью программного обеспечения CAM . Затем процесс завершается управляющим программным обеспечением CNC , которое считывает ваш G-код и превращает его в движение для запуска вашего станка с ЧПУ.
Конечно, есть исключения из вышеуказанного процесса.Например, вы можете использовать программное обеспечение, которое объединяет возможности CAD / CAM. Или вы можете вообще пропустить этап CAD, используя бесплатные файлы DXF. Мы обсудили обе возможности ниже.
Если вы уже сделали сортировку с помощью программного обеспечения CAD / CAM или просто ищете лучшее программное обеспечение для управления, переходите сразу к шагу 3!
Computer Aided Design является отправной точкой для большинства проектов с ЧПУ – это программное обеспечение используется для создания ваших дизайнов и векторов.Доступны сотни пакетов САПР, каждый с различными возможностями в зависимости от интересующей вас отрасли. Как мы уже говорили, САПР широко распространен в сотнях отраслей – от архитектуры до искусства и механики.
Конечно, вам нужно тщательно выбирать программу CAD. Эти пакеты могут быть дорогими, поэтому вы должны быть уверены, что окупитесь, поэтому воспользуйтесь бесплатными пробными версиями и просмотрите отзывы. К сожалению, для многих пакетов может потребоваться крутая кривая обучения, однако есть онлайн-ресурсы, которые могут помочь вам на этом пути.Например, Scan2CAD предлагает советы и рекомендации для AutoCAD и SolidWorks.
Для лучшего обзора взгляните на следующий список популярных программ САПР и бесплатных программ ниже.
Популярное программное обеспечение САПРСнимок экрана AutoCAD 2013
- AutoCAD: используется для создания 2D и 3D чертежей. Он охватывает различные отрасли, включая механику, архитектуру и гражданское строительство. Это один из самых популярных пакетов САПР в мире.
- SolidWorks: программа для параметрического трехмерного моделирования на основе элементов. Его можно использовать для расширенного 3D-моделирования и автоматически создаваемых 2D-чертежей. Это самый популярный инструмент для параметрического моделирования.
- Rhino3D: может создавать, редактировать и визуализировать NURBS-кривые, поверхности, твердые тела и полигональные сетки. Он включает инструменты трехмерного моделирования произвольной формы, а также полную точность и доступность.
Конечно, этот список – лишь верхушка айсберга. Например, если вы хотите перейти на облачный САПР, вы можете попробовать такой пакет, как Onshape.Вы также должны иметь в виду, что некоторые пакеты CAD предлагают возможности CAM. Например, Fusion 360 включает встроенное программное обеспечение CAM , которое позволяет создавать и редактировать G-код.
Бесплатное программное обеспечение CADЕсли вы не хотите тратить деньги на пакет САПР, возможно, вам будет полезнее попробовать бесплатных пакетов САПР . Это предпочтительный вариант для многих любителей ЧПУ, которые не используют программное обеспечение САПР в достаточной степени, чтобы гарантировать оплату больших расходов.
Скриншот Wings3D
- Google Sketchup: технически это не программа САПР, но она позволяет создавать трехмерные чертежи, которые можно использовать с программой CAM для создания G-кода.
- Wings3D: инструмент моделирования, предназначенный в первую очередь для создания 3D-моделей, которые затем можно импортировать в программу CAM. Он поддерживает сеточные инструменты, функции дизайна и редактирования и т. Д.
- NanoCAD: предлагает двухмерное, трехмерное и параметрическое проектирование – вы можете создавать все, от деталей машин до чертежей.Это бесплатно, но есть премиум-версии с дополнительными функциями.
Если вам этого недостаточно, просмотрите наш список лучших бесплатных программ для САПР.
Вам может быть интересно, есть ли способ вообще отказаться от программного обеспечения САПР. Если это так, то вам повезло – вы можете получить доступ к бесплатным файлам DXF , которые готовы к работе, поэтому вам не нужно ничего придумывать. Посмотрите ниже, чтобы узнать, как это сделать.
Если вы хотите начать интересный проект с одной из идей проекта ЧПУ Scan2CAD, возможно, вы не захотите проходить процесс создания собственного изображения – в конце концов, это может занять довольно много времени.Если это так, вы можете рассмотреть возможность использования готовых дизайнов DXF.
Существует множество бесплатных веб-сайтов в формате DXF , с которых вы можете загрузить файлы DXF, чтобы приступить к работе над собственным проектом ЧПУ. К ним относятся:
Проблема, с которой вы можете столкнуться с этими сайтами, заключается в том, что они предлагают вам только ограниченный источник – они обновляются только раз в месяц или около того. Вот где на помощь приходит Scan2CAD!
Scan2CAD – это не просто программа для преобразования , это также отличный источник для всего, что связано с CAD, CAM и ЧПУ.Поэтому неудивительно, что мы предлагаем наши собственные готовые для резки конструкции с ЧПУ, которые бесплатно и готовы к использованию с вашими станками с ЧПУ. И это не один или два дизайна – это целый пакет DXF каждую неделю, обычно содержащий 6 или 7 дизайнов в формате DXF и JPG .
Тема для каждой недели меняется, так что вы обязательно найдете что-то на свой вкус. Наши предыдущие наборы включали орнаментальные узоры и американский футбол. Так что, если вы хотите начинать новый проект каждую неделю, подпишитесь сегодня и получайте пакеты DXF прямо на вашу электронную почту.
Компьютерное производство Программное обеспечение загружает ваш чертеж САПР и затем создает G-код, который затем можно ввести в управляющее программное обеспечение для запуска станка с ЧПУ. Можно написать G-код вручную для простых кругов или линий, но его гораздо проще создать с помощью программы CAM. Если вы все еще не уверены, что такое G-код, перейдите к эксклюзивному руководству Scan2CAD по G-коду.
Как мы уже обсуждали, может возникнуть путаница в отношении разницы между CAD и CAM, поскольку многие пакеты, такие как Fusion 360 , в настоящее время имеют обе возможности.Хотя интегрированное решение может быть более эффективным, оно может быть более дорогостоящим, что проблематично, если вы ищете экономичный пакет.
Популярное программное обеспечение CAM
Скриншот MechCAM. Источник изображения: MeshCAM
- MeshCAM: работает почти со всеми программами 3D CAD, открывая два наиболее распространенных формата файлов, STL и DXF. Она может похвастаться большим количеством опций траектории инструмента, чем любая конкурирующая программа CAM.
- MasterCAM: одна из самых популярных доступных CAM-программ.Он обеспечивает полное трехмерное каркасное моделирование в реальном времени и широкий спектр переводчиков, позволяющих открывать любые файлы САПР.
- OneCNC: предоставляет CAM-систему для фрезерной, токарной и токарно-фрезерной обработки. У него есть версии, которые обеспечивают ряд возможностей для обработки по 2, 3, 4 и 5 осям.
Если вы обычный любитель ЧПУ или новичок, возможно, вам не понадобится использовать самые мощные доступные пакеты CAM. В конце концов, вам не нужно будет вычислять 6-осевых траекторий в первый же день! Имея это в виду, следующие бесплатные пакеты могут быть более подходящими для вашего уровня.
Скриншот FreeMILL. Источник изображения: MecSoft
- PyCAM: генератор траекторий для 3-осевой обработки с ЧПУ. Он загружает 3D-модели в формате STL или 2D-контурные модели из файлов DXF или SVG. Затем вы можете использовать полученный G-код с любым контроллером машины.
- FreeMILL: бесплатный фрезерный модуль для программирования фрезерных и фрезерных станков с ЧПУ. Вы можете запустить полное моделирование своих моделей деталей и вывести G-код на свою машину.
- G-Simple: простой пакет CAM для 3-осевых обрабатывающих центров.Он включает в себя библиотеку инструментов и материалов, а также выбираемый фильтр удаления лишнего материала.
Конечно, вы должны быть осторожны при использовании бесплатных программ. Используйте только бесплатные программы, проверенные надежными источниками – вы не хотите случайно загрузить вредоносное ПО. Как мы уже обсуждали ранее, говоря о подводных камнях онлайн-конвертеров, бесплатное ПО часто может вызвать больше проблем, чем оно того стоит.
Теперь, когда вы ознакомились с пакетами CAD и CAM, вы, возможно, задаетесь вопросом о пакетах, которые объединяют обе возможности – или даже о том, как можно ускорить весь процесс.Вот где снова появляется Scan2CAD! Ознакомьтесь с шагом 2.5 ниже, чтобы узнать, как вы можете загружать или создавать векторы и преобразовывать их в G-код в одном единственном пакете !
Scan2CAD – это лидирующая на рынке программа для преобразования растровых изображений в векторные . Он поддерживает не менее 33 типов файлов и поставляется с пакетной обработкой, гибким лицензированием и круглосуточной поддержкой.
С его помощью вы можете конвертировать растровые изображения в векторный формат за считанные секунды.Затем вы можете использовать наборы для редактирования растровых и векторных изображений, чтобы создать наиболее оптимальное векторное изображение, которое вы можете использовать для своей конструкции с ЧПУ. И что самое приятное, это занимает всего несколько секунд. Не верите нам? Взгляните на приведенную ниже анимацию, чтобы увидеть, как она работает!
В этой анимации мы преобразуем изображение привязки в векторный контур для ЧПУ с помощью Scan2CAD
.Для получения дополнительной информации ознакомьтесь с главными советами Scan2CAD по внедрению вашего дизайна в производство с ЧПУ.
И это еще не все! Scan2CAD не только полезен для преобразования файлов в векторный формат, но также может использоваться для приложений CAM.Если у вас есть вектор, которым вы довольны (преобразованный ли он или готовый для резки дизайн), вы можете использовать Scan2CAD в , экспортировать его напрямую в формат, совместимый с G-кодом. Scan2CAD в настоящее время поддерживает три самых популярных типа файлов G-кода, включая: .CNC , .NC и .TAP .
Scan2CAD также предоставляет ряд параметров в диалоговом окне экспорта ЧПУ, в том числе:
- G-код Опции Безье : кубические шлицы (G-код G05), дуги (G-код G02 / G03) или полилинии (G-код G01).
- Вращение по дуге и окружности : по или против часовой стрелки.
- Z-настройки : различные параметры, относящиеся к вырезанию экспортируемых векторов.
- Настройки шкалы : соотношение между векторными точками и расстоянием в реальной жизни, например две точки на векторном изображении могут соответствовать дюйму.
Хотите получить более подробный обзор? Узнайте, как преобразовать изображение для ЧПУ с помощью Scan2CAD.
Вообще говоря, существует два типа управляющего программного обеспечения ЧПУ: управляющее программное обеспечение, встроенное в ваш станок, и программное обеспечение для ПК.Если бы вы использовали коммерческий станок с ЧПУ, такой как вертикальный обрабатывающий центр HAAS, вы бы получили полное аппаратное и программное решение, которое встроено в станок – вы могли бы перенести свой G-код прямо на станок. Для сравнения, станки с ЧПУ Hobby имеют внешний контроллер – с помощью управляющего программного обеспечения вы можете превратить свой ПК в контроллер станка .
Когда дело доходит до программного обеспечения контроллера для ПК, предлагается широкий выбор. Однако есть несколько ключевых контроллеров, которые выделяются из толпы.Взгляните на наши лучшие выборы, среди которых недорогих программ и бесплатных программ .
1. Серия МахаИсточник изображения: machsupport.com
- Стоимость : 200 долларов (Mach5)
- Органы управления : фрезерные, токарные, фрезерные, лазерные, плазменные и т. Д.
- Операционная система : Windows
Серия Mach – это ведущее программное обеспечение для управления ЧПУ. Разработчик ArtSoft в течение последнего десятилетия выпускал и улучшал серию Mach, самой последней версией которой является Mach5 .Это недорогое программное обеспечение работает на большинстве ПК с Windows, используя расширенные драйверы системного уровня для включения синхронизации импульсов для систем шаговых двигателей и шаговых сервоприводов .
Само программное обеспечение интуитивно понятно и настраивается. Он может контролировать до 6 осей станка с ЧПУ. Предыдущие версии, такие как Mach4, позволяли любителям использовать свою лицензию на нескольких машинах, тогда как Mach5 теперь привязывает лицензию к конкретному ПК. Если вам интересно программное обеспечение, вы можете протестировать бесплатный демонстрационный режим для до 500 строк G-кода!
2.LinuxCNCИсточник изображения: Linuxcnc.org
- Стоимость : Бесплатно
- Элементы управления : мельницы, токарные станки, 3D-принтеры, роботизированные манипуляторы и т. Д.
- Операционная система : Linux
LinuxCNC, несомненно, является прямым конкурентом серии Mach – это, безусловно, популярный вариант для многих любителей ЧПУ, и не только потому, что он бесплатный! Это программное обеспечение для управления ЧПУ, ранее называвшееся EMC2, является полностью открытым исходным кодом .И, как следует из названия, программа работает под Linux. Из-за необходимости точного управления движущимися машинами в реальном времени для программного обеспечения требуется платформа с вычислительными возможностями в реальном времени . Это означает, что если у вас нет вычислительных возможностей в реальном времени, ваш компьютер будет запускать пакет только в демонстрационном режиме.
Freeware часто может казаться каким-то образом отсутствующим, однако, когда дело доходит до LinuxCNC, дело обстоит иначе. Он может управлять до 9 осей станка с ЧПУ и имеет несколько графических интерфейсов пользователя, подходящих для определенных типов использования, таких как сенсорный экран и интерактивная разработка.Программное обеспечение также поддерживает расширенные функции управления, такие как жесткое нарезание резьбы и компенсация резца.
3. TurboCNCИсточник изображения: Dakeng
- Стоимость : 60 долларов США
- Органы управления : фрезерные, токарные, фрезерные, лазерные резаки и т. Д.
- Операционная система : DOS
Нашим окончательным выбором в качестве лучшего программного обеспечения для управления ЧПУ является TurboCNC. Это программное обеспечение для управления машиной, предоставленное Dak Engineering , работает под DOS.Само программное обеспечение является условно-бесплатным: вы можете получить доступ к его исходному коду и бесплатную поддержку за невысокую плату в размере $ 60 .
TurboCNC – это эффективный контроллер, который запускает шаговых двигателей и шаговых сервоприводов . Он может контролировать до 8 осей движения, и он поставляется с настраиваемым вводом-выводом для реверсивных шпинделей и шпинделей управления скоростью. Он также обеспечивает полностью параметрическое программирование с переменными, подпрограммами и выражениями.
4.Универсальный отправитель Gcode
Universal Gcode Sender (UGS) – это программное обеспечение, которое выбирают многие члены сообщества ЧПУ. Частично это может быть связано с тем, что программное обеспечение абсолютно бесплатное и доступно на Github.
Программное обеспечение было разработано с учетом реальных проблем. Он поставляется с «настраиваемой оптимизацией gcode» для удаления комментариев, преобразования дуг в сегменты линий, удаления пробелов и многого другого.
- Стоимость : Бесплатно!
- Элементы управления : фрезерные, токарные, фрезерные, лазерные и т. Д.
- Операционная система : кроссплатформенная, протестирована в Windows, OSX, Linux и Raspberry Pi.
Если вы хотите узнать больше о мире ЧПУ, почему бы не заглянуть в раздел ЧПУ в блоге Scan2CAD? Мы охватываем широкий спектр тем, от лучших комплектов ЧПУ для начинающих до новых инноваций в ЧПУ.
Программное обеспечение для управления станками с ЧПУ – CAM Software
Управляющие решения для широкого спектра применений и технологий обработки, таких как фрезерные станки с ЧПУ, лазерные системы и гидроабразивные станки
Удаленный
Remote – это универсальная программа управления для вывода файлов в процессах фрезерования, сверления, склеивания, гравировки, нанесения и гидроабразивной резки или лазерной резки / сварки.Поддерживаемые форматы файлов – это специфичный для isel формат NCP (файл ASCII, созданный постпроцессором CAM с данными обработки), специфичный для isel формат ЧПУ (файлы ASCII в расширенном формате для универсального использования в автоматизации процессов, генерируемые с помощью ProNC) и формат G-кода согласно DIN 66025. Remote в основном используется для управления станками с ЧПУ с широким спектром различных задач и процессов обработки; по этой причине гибкость – принципиальная особенность программы. Большой выбор опций и функций позволяет легко согласовать их с соответствующими применимыми требованиями.
ProNC
Grundlage jeder В основе каждого решения автоматизации лежит высокопроизводительное программное обеспечение, которое позволяет быстро и удобно преобразовать поставленную задачу в практическое решение. PRO-NC – это мощный операционный и программный интерфейс для Windows. С помощью PRO-NC можно решить широкий спектр проблем, начиная от автоматизации отдельных станций и использования в качестве программного решения для работы производственной ячейки, вплоть до интеграции пользовательских программ.Благодаря своему разнообразию и гибкости PRO-NC является идеальной платформой для интеграции ваших сложных решений автоматизации.
B&R
B&R – это компания, базирующаяся в Австрии, с филиалами по всему миру. Являясь лидером в области промышленной автоматизации, B&R сочетает передовые технологии с передовыми технологиями. B&R поставляет клиентам в различных отраслях идеальные комплексные решения в области автоматизации процессов, приводов и систем управления, визуализации и интегрированной техники безопасности.Решения для промышленной коммуникации по полевой шине – в первую очередь POWERLINK и открытый стандарт openSAFETY – дополняют портфолио B&R. Кроме того, среда разработки программного обеспечения “Automation Studio” является новаторской для перспективного проектирования. Благодаря своим инновационным решениям B&R устанавливает новые стандарты в мире автоматизации, помогая упростить процессы и превзойти ожидания клиентов. B&R объединяет ЧПУ, робототехнику и управление движением на единой программной платформе под названием «Generic Motion Control» (GMC), тем самым повышая эффективность машин и систем.В исключительных случаях GMC доступен для всех типов приводов, от гидравлических приводов до сервотехники. GMC также легко интегрируется в приложение машины и, следовательно, позволяет индивидуальную настройку для соответствующего случая применения. Гибкость GMC также обеспечивает простую интеграцию существующих диалектов ЧПУ и робототехники. Операционное программное обеспечение ЧПУ было разработано imes-icore, а работа и функциональность оптимально адаптированы к системам ЧПУ.
TNC 620 Touch – Компактное управление траекторией для фрезерных станков HSC
TNC 620 – это компактный универсальный трекер с пятью управляемыми осями.Благодаря своей гибкой концепции управления (возможность программирования в мастерской в диалоговом окне HEIDENHAIN-Klartext или внешнее программирование
) и широкому спектру возможностей он особенно подходит для использования на универсальных фрезерных станках и фрезерных станках HSC для:
- единичное и серийное производство
- Инструмент
- Общее машиностроение
- Исследования и разработки
- Мастерские по прототипированию и испытаниям
TNC 640 – Управление траекторией для фрезерных станков и обрабатывающих центров
TNC 640 от HEIDENHAIN позволяет выполнять не только фрезерные операции, но и совмещать фрезерные и токарные операции.Ориентированная на мастерскую и универсальная система управления имеет обширные функции.
Оптимизированный пользовательский интерфейс TNC 640 дает вам быстрый обзор: в этом вам помогут различные идентификаторы цвета, унифицированные редакторы таблиц и smartSelect – диалоговое окно быстрого выбора функций.
TNC 640 имеет оптимизированное управление движением, короткое время обработки кадра и специальные стратегии управления. Вместе с последовательной цифровой структурой и интегрированным цифровым управлением приводом, включая преобразователь,
обеспечивает максимальную скорость обработки с максимально возможной точностью контура, особенно при обработке трехмерных контуров.
Что такое станок с ЧПУ?
История станков с ЧПУ
Джон Т. Парсонс (1913-2007) из Parsons Corporation в Траверс-Сити, штат Мичиган, считается пионером в области числового управления, предшественника современного станка с ЧПУ. За свою работу Джона Парсонса называют отцом 2-й промышленной революции. Ему нужно было производить сложные лопасти вертолетов, и он быстро понял, что будущее производства связано с подключением машин к компьютерам.Сегодня детали, изготовленные с помощью ЧПУ, можно найти практически во всех отраслях промышленности. Благодаря станкам с ЧПУ у нас есть менее дорогие товары, более сильная национальная оборона и более высокий уровень жизни, чем это возможно в неиндустриальном мире. В этой статье мы рассмотрим происхождение станков с ЧПУ, различные типы станков с ЧПУ, программы станков с ЧПУ и распространенные практики в цехах станков с ЧПУ.
Машины встречаются с компьютером
В 1946 году слово «компьютер» означало вычислительную машину, управляемую перфокартой.Несмотря на то, что Parsons Corporation раньше производила только один пропеллер, Джон Парсонс убедил Sikorsky Helicopter в том, что они могут производить чрезвычайно точные шаблоны для сборки и производства пропеллера. В итоге он изобрел компьютерный метод с перфокартой для вычисления точек на лопасти винта вертолета. Затем он попросил операторов повернуть колеса в эти точки на фрезерном станке в Цинциннати. Он провел конкурс на название этого нового процесса и дал 50 долларов тому, кто придумал «Числовое управление» или NC.
В 1958 году он подал патент на подключение компьютера к машине. Его заявка на патент поступила за три месяца до MIT, который работал над концепцией, которую он начал. Массачусетский технологический институт использовал его концепции для создания оригинального оборудования и лицензиата г-на Парсонса (Bendix) по сублицензии на IBM, Fujitusu и GE, среди прочих. Концепция NC медленно приживалась. По словам г-на Парсонса, люди, продававшие эту идею, были компьютерщиками, а не производителями. К началу 1970-х годов, однако, сама армия США популяризировала использование компьютеров с ЧПУ, создавая и сдавая их в аренду многочисленным производителям.Контроллер ЧПУ развивался параллельно с компьютером, повышая производительность и автоматизируя производственные процессы, особенно механическую обработку.
Что такое обработка с ЧПУ?
Станки с ЧПУ производят детали по всему миру почти для каждой отрасли. Они создают вещи из пластика, металлов, алюминия, дерева и многих других твердых материалов. Слово «ЧПУ» означает компьютерное числовое управление, но сегодня все называют его ЧПУ. Итак, как вы определяете станок с ЧПУ? Все автоматизированные машины управления движением состоят из трех основных компонентов – функции команд, системы привода / движения и системы обратной связи.Обработка с ЧПУ – это процесс использования станка с компьютерным управлением для изготовления детали из твердого материала различной формы
ЧПУ зависит от цифровых инструкций, обычно выполняемых с помощью программного обеспечения для автоматизированного производства (CAM) или автоматизированного проектирования (CAD). как SolidWorks или MasterCAM. Программное обеспечение записывает G-код, который может прочитать контроллер на станке с ЧПУ. Компьютерная программа на контроллере интерпретирует конструкцию и перемещает режущие инструменты и / или заготовку по нескольким осям, чтобы вырезать нужную форму из заготовки.Автоматический процесс резки намного быстрее и точнее, чем ручное перемещение инструментов и деталей, которое осуществляется с помощью рычагов и шестерен на старом оборудовании. Современные станки с ЧПУ содержат несколько инструментов и выполняют множество типов разрезов. Количество плоскостей движения (осей), а также количество и типы инструментов, к которым станок может получить доступ автоматически во время процесса обработки, определяют, насколько сложной может быть заготовка с ЧПУ.
Как использовать станок с ЧПУ
Станки с ЧПУ должны получить навыки программирования и обработки металлов, чтобы в полной мере использовать возможности станка с ЧПУ.Профессионально-технические училища и программы ученичества часто знакомят студентов с ручными токарными станками, чтобы научиться резать металл. Машинист должен уметь представить себе все три измерения. Сегодняшнее программное обеспечение делает изготовление сложных деталей проще, чем когда-либо, потому что форму детали можно нарисовать виртуально, а затем программное обеспечение может предложить траектории инструмента для изготовления этих деталей.
Тип программного обеспечения, обычно используемого в процессе обработки с ЧПУ
Компьютерное рисование (CAD)
Программное обеспечение CAD является отправной точкой для большинства проектов с ЧПУ.Существует множество различных программных пакетов САПР, но все они используются для создания проектов. Популярные программы САПР включают AutoCAD, SolidWorks и Rhino3D. Существуют также облачные решения САПР, и некоторые из них предлагают возможности CAM или лучше интегрируются с программным обеспечением CAM, чем другие.
Компьютерное производство (CAM)
Станки с ЧПУ часто используют программы, созданные с помощью программного обеспечения CAM. CAM позволяет пользователям создавать «дерево заданий» для организации рабочего процесса, установки траекторий движения инструмента и запуска моделирования резки до того, как машина выполнит реальную резку.Часто программы CAM работают как надстройки к программному обеспечению САПР и генерируют g-код, который сообщает инструментам ЧПУ и движущимся частям детали, куда двигаться. Мастера в программном обеспечении CAM упрощают программирование станка с ЧПУ. Популярное программное обеспечение CAM включает Mastercam, Edgecam, OneCNC, HSMWorks и Solidcam. Согласно отчету за 2015 год, на Mastercam и Edgecam приходится почти 50% доли рынка высокопроизводительных камер CAM.
Что такое распределенный числовой контроль?
Прямое числовое управление, которое стало Распределенным числовым управлением (DNC)
Прямое числовое управление использовалось для управления программами ЧПУ и параметрами станка.Это позволяло программам перемещаться по сети с центрального компьютера на бортовые компьютеры, известные как блоки управления машиной (MCU). Первоначально он назывался «Прямое числовое управление», и в нем не требовалась бумажная лента, но когда компьютер вышел из строя, все его машины вышли из строя.
Распределенное числовое управление использует сеть компьютеров для координации работы нескольких станков путем передачи программы в ЧПУ. Память ЧПУ содержит программу, и оператор может собирать, редактировать и возвращать программу.
Современные программы ЧПУ могут выполнять следующее:
- Редактирование – Может запускать одну программу ЧПУ, в то время как другие редактируются
- Сравнить – Сравнение исходных и отредактированных программ ЧПУ бок о бок и просмотр правок
- Перезапустить – Когда инструмент прерывает программу можно остановить и перезапустить с того места, где она остановилась
- Отслеживание заданий – операторы могут синхронизировать задания и отслеживать настройку и время выполнения, например
- Отображение чертежей – Показывать фотографии, чертежи САПР инструментов, приспособлений и деталей для отделки
- Расширенные экранные интерфейсы – Обработка одним касанием
- Расширенное управление базой данных – Организует и поддерживает данные, где их можно легко извлечь
Сбор производственных данных (MDC)
Программное обеспечение MDC может включать все функции программного обеспечения DNC, а также собирать дополнительные данные и анализировать это для общей эффективности оборудования (OEE).Общая эффективность оборудования зависит от следующего: Качество – количество продуктов, которые соответствуют стандартам качества из всех произведенных продуктов Доступность – процент запланированного времени, в течение которого указанное оборудование работает или производит детали Производительность – фактическая скорость работы по сравнению с запланированной или идеальной работой скорость оборудования.
OEE = Качество x Доступность x Производительность
OEE – ключевой показатель производительности (KPI) для многих механических цехов.
Решения для мониторинга машин
Программное обеспечение для мониторинга машин может быть встроено в программное обеспечение DNC или MDC или приобретено отдельно.С помощью решений для мониторинга машин машинные данные, такие как настройка, время работы и время простоя, автоматически собираются и объединяются с данными людей, такими как коды причин, чтобы обеспечить как историческое, так и в реальном времени понимание того, как выполняются задания. Современные станки с ЧПУ собирают до 200 типов данных, а программное обеспечение для мониторинга станков может сделать эти данные полезными для всех, от цеха до верхнего этажа. Такие компании, как Memex, предлагают программное обеспечение (Tempus), которое принимает данные с любого типа станков с ЧПУ и помещает их в стандартизированный формат базы данных, который может отображаться в виде понятных диаграмм и графиков.Стандарт данных, используемый в большинстве решений для мониторинга машин, получивший распространение в США, называется MTConnect. Сегодня многие новые станки с ЧПУ оснащены оборудованием для предоставления данных в этом формате. Старые машины по-прежнему могут предоставлять ценную информацию с помощью адаптеров. Мониторинг станков с ЧПУ стал основным только в последние несколько лет, и постоянно разрабатываются новые программные решения.
Какие бывают типы станков с ЧПУ?
Сегодня существует бесчисленное множество различных типов станков с ЧПУ.Станки с ЧПУ – это станки, которые режут или перемещают материал в соответствии с программированием контроллера, как описано выше. Тип резки может варьироваться от плазменной резки до лазерной, фрезерной, фрезерной и токарной. Станки с ЧПУ могут даже собирать и перемещать предметы на сборочной линии.
Ниже приведены основные типы станков с ЧПУ:
Токарные станки: Этот тип ЧПУ поворачивает заготовку и перемещает режущий инструмент к заготовке. Базовый токарный станок является 2-осевым, но можно добавить гораздо больше осей, чтобы увеличить возможную сложность резки.Материал вращается на шпинделе и прижимается к шлифовальному или резьбовому инструменту, который принимает желаемую форму. Токарные станки используются для изготовления симметричных объектов, таких как сферы, конусы или цилиндры. Многие станки с ЧПУ многофункциональны и сочетают в себе все виды резки.
Фрезерные станки: Фрезерные станки с ЧПУ обычно используются для резки больших размеров дерева, металла, листов и пластмасс. Стандартные маршрутизаторы работают с 3-осевой координатой, поэтому они могут резать в трех измерениях. Однако вы также можете купить 4,5- и 6-осевые станки для прототипов моделей и сложных форм.
Фрезерование: Ручные фрезерные станки используют маховики и ходовые винты для крепления режущего инструмента к заготовке. На фрезерном станке с ЧПУ ЧПУ перемещает шарико-винтовые пары высокой точности в точные запрограммированные координаты. Фрезерные станки с ЧПУ бывают самых разных размеров и типов и могут работать на нескольких осях.
Станки плазменной резки : Станки плазменной резки с ЧПУ используют для резки мощный лазер. Большинство плазменных резаков вырезают запрограммированные формы из листа или пластины.
3D-принтер: 3D-принтер использует программу, чтобы указать ему, где положить небольшие кусочки материала для создания желаемой формы.Трехмерные детали строятся слой за слоем с помощью лазера для отверждения жидкости или энергии по мере роста слоев.
Станок для захвата и установки: станок с ЧПУ для захвата и размещения работает аналогично фрезерному станку с ЧПУ, но вместо резки материала у станка есть множество маленьких сопел, которые собирают компоненты с помощью вакуума, перемещают их в желаемое место и кладут их вниз. Они используются для изготовления столов, материнских плат компьютеров и других электрических узлов (среди прочего).
Станки с ЧПУ могут многое.Сегодня компьютерные технологии можно использовать практически на машинах. ЧПУ заменяет человеческий интерфейс, необходимый для перемещения деталей машины для получения желаемого результата. Сегодняшние ЧПУ способны начинать с сырья, такого как стальной блок, и изготавливать очень сложные детали с точными допусками и удивительной повторяемостью.
Собираем все вместе: как мастерские станков с ЧПУ делают детали
Работа с ЧПУ включает в себя как компьютер (контроллер), так и физическую установку. Типичный процесс в механическом цехе выглядит следующим образом:
Инженер-конструктор создает проект в программе CAD и отправляет его программисту с ЧПУ.Программист открывает файл в программе CAM, чтобы выбрать необходимые инструменты и создать программу ЧПУ для ЧПУ. Он или она отправляет программу ЧПУ на станок с ЧПУ и предоставляет оператору список правильных настроек инструмента. Оператор наладки загружает инструменты в соответствии с указаниями и загружает сырье (или заготовку). Затем он или она запускает образцы деталей и измеряет их с помощью инструментов обеспечения качества, чтобы убедиться, что станок с ЧПУ производит детали в соответствии со спецификациями. Обычно оператор наладки предоставляет первую деталь в отдел качества, который проверяет все размеры и подписывает настройку.Станок с ЧПУ или связанные с ним станки загружены достаточным количеством сырья, чтобы произвести желаемое количество деталей, и оператор станка следит за тем, чтобы станок продолжал работать, производя детали в соответствии со спецификациями. и имеет сырье. В зависимости от задания часто можно запустить станки с ЧПУ в режиме «выключения света» без присутствия оператора. Готовые детали автоматически перемещаются в обозначенную область.
Современные производители могут автоматизировать практически любой процесс, имея достаточно времени, ресурсов и воображения.Сырье может попасть в машину, а готовые детали могут быть доставлены в готовом виде. Производители полагаются на широкий спектр станков с ЧПУ, позволяющих изготавливать изделия быстро, точно и экономично.
| Терри МОРС КОМПЬЮТЕРНЫЙ КООРДИНАТОР ПРОГРАММЫ ЧИСЛЕННОГО УПРАВЛЕНИЯ |
| CEUs | Часы занятий | Название курса | Стоимость |
|---|---|---|---|
| 2.40 | 24 | Инструменты для чтения чертежей и базовые измерения Вводный курс по чтению чертежей и точным измерительным приборам. Этот курс познакомит вас с алфавитом линий, видов и общими правилами чтения инженерных чертежей. Этот курс также предоставит практическое обучение использованию микрометров, штангенциркулей, высотомеров, индикаторов и различных измерительных приборов. Посмотреть доступные курсы В настоящее время нет доступных разделов.Для получения информации об учебных классах свяжитесь с нашим отделом корпоративного и непрерывного образования (CCE) по телефону 803.732.0432 или [email protected]. | 549,00 |
| 3,00 | 30 | Введение в мельницы Изучите настройку и основные рабочие знания вертикальных фрез. Изучите правила техники безопасности, ухода, настройки и эксплуатации мельниц ручного механического цеха. Отличный курс для студентов с небольшим опытом работы с машинной обработкой или студентов, обучающихся по программе Сертификата оператора / программиста ЧПУ.Предварительные требования: курс Blueprint Reading & Measuring Tools . Посмотреть доступные курсы В настоящее время нет доступных разделов. Для получения информации об учебных классах свяжитесь с нашим отделом корпоративного и непрерывного образования (CCE) по телефону 803.732.0432 или [email protected]. | 549,00 |
| 3,00 | 30 | Введение в токарные станки Изучите настройку и базовые рабочие знания токарных станков.Изучите правила техники безопасности, ухода, настройки и эксплуатации ручного токарного станка. Отличный курс для студентов с небольшим опытом работы с машинной обработкой или студентов, обучающихся по программе Сертификата оператора / программиста ЧПУ. Предварительные требования: курс Blueprint Reading & Basic Measuring Tools. Посмотреть доступные курсы В настоящее время нет доступных разделов. Для получения информации о курсах обучения обращайтесь в наш Департамент корпоративного и непрерывного образования (CCE) по телефону 803.732.0432 или [email protected]. | 549,00 |
| 5,40 | 54 | Основы обучения операторов / программистов ЧПУ Получите знания, чтобы стать оператором / программистом ЧПУ. Охватываемые темы: цеховая математика, триггер под прямым углом, инструменты для преобразования английского языка в метрическую систему для фрезерных и токарных станков, смещения ЧПУ, расчет скорости резания и оплаты, взаимодействие и функциональность реальных компонентов станков с ЧПУ.Предварительные требования: классы чтения чертежей, фрезерования и токарного станка. Посмотреть доступные курсы В настоящее время нет доступных разделов. Для получения информации об учебных классах свяжитесь с нашим отделом корпоративного и непрерывного образования (CCE) по телефону 803.732.0432 или [email protected]. | 849,00 $ |
| 6,00 | 60 | Принципы программирования ЧПУ Преобразуйте чертежи в программы станков с ЧПУ, создавая собственные программы с ЧПУ на компьютерных симуляторах в классе.Охватываемые темы включают: машинный язык (коды G и M), рабочие координаты, различные типы смещений, компенсацию резца, постоянные циклы и т. Д. Предварительное условие: основы работы оператора / программиста ЧПУ. Посмотреть доступные курсы В настоящее время нет доступных разделов. Для получения информации об учебных классах свяжитесь с нашим отделом корпоративного и непрерывного образования (CCE) по телефону 803.732.0432 или [email protected]. | 949,00 $ |
| 4.80 | 48 | Освоение программирования с ЧПУ Курс на основе приложений, охватывающий знания и навыки, полученные на занятиях по основам и принципам. Вы будете использовать свои новые знания для написания программ ЧПУ, выбора инструментов и настройки оборудования ЧПУ для производства деталей в соответствии со спецификациями вашей собственной программы ЧПУ. Предпосылка: Принципы оператора ЧПУ / программирования Посмотреть доступные курсы В настоящее время нет доступных разделов.Для получения информации об учебных классах свяжитесь с нашим отделом корпоративного и непрерывного образования (CCE) по телефону 803.732.0432 или [email protected]. | 799,00 |
4 244,00 долл. США | |||
Что такое станок с ЧПУ – основные части, работа, блок-схема
Определение станка с ЧПУПозвольте мне сначала познакомить вас с тем, что такое станок с ЧПУ, поэтому CNC означает компьютерное числовое управление. Когда компьютеры используются для управления станком с числовым программным управлением (ЧПУ), то станок называется станком с ЧПУ. Другими словами, использование компьютеров для управления станками, такими как токарный, фрезерный, долбежный, формовочный и т. Д., Называется станком с ЧПУ.
Операции резания, выполняемые ЧПУ, называются обработкой ЧПУ. Различные услуги по механической обработке, в которых используется станок с ЧПУ, известны как услуги по механической обработке с ЧПУ. В цехах станков с ЧПУ сначала разрабатываются или подготавливаются программы, а затем они поступают на станок с ЧПУ.Согласно программе ЧПУ контролирует движение и скорость станков.
Блок-схема станка с ЧПУТакже читайте:
Основные части станка с ЧПУОсновными частями станка с ЧПУ являются
(i) Устройства ввода: Это устройства которые используются для ввода программы обработки детали в станок с ЧПУ. Обычно используются три устройства ввода: считыватель перфоленты, считыватель магнитной ленты и компьютер через интерфейс RS-232-C.
(ii) Блок управления станком (MCU): Это сердце станка с ЧПУ. Он выполняет все управляющие действия станка с ЧПУ, различные функции, выполняемые MCU:
- Он считывает закодированные инструкции, введенные в него.
- Он декодирует закодированную инструкцию.
- Он реализует интерполяцию (линейную, круговую и спиральную) для генерации команд движения оси.
- Он подает команды движения оси в схемы усилителя для привода осевых механизмов.
- Он принимает сигналы обратной связи о положении и скорости для каждой оси привода.
- Он реализует вспомогательные функции управления, такие как включение / выключение охлаждающей жидкости или шпинделя и смена инструмента.
(iii) Станок: Станок с ЧПУ всегда имеет подвижный стол и шпиндель для управления положением и скоростью. Стол станка управляется в направлении осей X и Y, а шпиндель – в направлении оси Z.
(iv) Приводная система: Приводная система станка с ЧПУ состоит из схем усилителя, приводных двигателей и шарико-ходового винта.MCU подает сигналы (то есть положения и скорости) каждой оси в схемы усилителя. Затем управляющие сигналы усиливаются (увеличиваются) для приведения в действие приводных двигателей. Приведенные в действие приводные двигатели вращают шариковый ходовой винт для позиционирования стола станка.
(v) Система обратной связи: Эта система состоит из преобразователей, которые действуют как датчики. Ее еще называют измерительной системой. Он содержит датчики положения и скорости, которые непрерывно контролируют положение и скорость режущего инструмента, находящегося в любой момент.MCU принимает сигналы от этих преобразователей и использует разницу между опорными сигналами и сигналами обратной связи для генерации управляющих сигналов для исправления ошибок положения и скорости.
(vi) Дисплей: Монитор используется для отображения программ, команд и других полезных данных станка с ЧПУ.
Как работает станок с ЧПУ?- Сначала программа обработки детали вставляется в MCU ЧПУ.
- В MCU происходит весь процесс обработки данных, и в соответствии с подготовленной программой он подготавливает все команды движения и отправляет их в систему управления.
- Система привода работает, когда команды движения отправляются MCU. Система привода контролирует движение и скорость станка.
- Система обратной связи записывает измерения положения и скорости станка и отправляет сигнал обратной связи на MCU.
- В MCU сигналы обратной связи сравниваются с опорными сигналами, и если есть ошибки, он исправляет их и отправляет новые сигналы станку для правильной работы.
- Дисплей используется для просмотра всех команд, программ и других важных данных.Он действует как глаз машины.
Для лучшего понимания работы ЧПУ просмотрите видео до конца.
Преимущества
- Он может выполнять работы с высочайшей точностью и точностью, чем любой другой ручной станок.
- Может работать 24 часа в сутки.
- Изготовленные на нем детали имеют одинаковую точность. В изготовленных деталях нет никаких изменений.
- Для работы с ним не требуется высококвалифицированного оператора.Оператор со средней квалификацией также может работать точно и точнее.
- Операторы могут легко вносить изменения и улучшения и сокращать время задержки.
- Он имеет возможность изготавливать сложные конструкции с высокой точностью за минимально возможное время.
- Современное программное обеспечение для проектирования, позволяющее дизайнеру смоделировать производителя его идеи. А это избавляет от необходимости создавать прототип или модель и экономит время и деньги.
- Для работы с ЧПУ требуется меньше рабочих, что снижает затраты на рабочую силу.
Несмотря на множество преимуществ, у него есть и недостатки. А это:
- Стоимость станка с ЧПУ очень высока по сравнению со станком с ручным управлением.
- Детали станков с ЧПУ дорогие.
- Стоимость обслуживания ЧПУ довольно высока.
- Это не исключает необходимости в дорогостоящих инструментах.
Почти каждая обрабатывающая промышленность использует станки с ЧПУ.С увеличением конкурентной среды и требований спрос на использование ЧПУ увеличился в большей степени. Станки, которые поставляются с ЧПУ, включают токарные, фрезерные, формовочные, сварочные и т. Д. Отрасли, в которых используются станки с ЧПУ, – это автомобильная промышленность, металлообрабатывающая промышленность, производство металлов, электроэрозионная обработка, деревообрабатывающая промышленность и т. Д.
Это все о деталях станков с ЧПУ, блок-схеме, работе, преимуществах и недостатках и применении.Если вы обнаружите, что чего-то не хватает, прокомментируйте нас. И если эта статья покажется вам информативной, не забудьте поделиться ею в социальных сетях.
Пакет обновления системы управления станком с ЧПУ
Простая установка:
Система управления ЧПУ MS-Tech представляет собой сочетание современного качественного оборудования и передового программного обеспечения для станков с ЧПУ. Каждый компонент аппаратного и программного обеспечения MS-Tech был разработан для простой установки и удобного использования.
В результате, пакет модернизации ЧПУ Cincinnati серии VC от MS-Tech содержит компоненты ЧПУ и ПЛК, необходимые для обеспечения полной работоспособности станка с ЧПУ. Система ЧПУ MS-Tech отправляет управляющие сигналы +/- 10 В на сервоприводы и приводы шпинделя и принимает сигналы типа квадратурного энкодера для обратной связи.
Обычно система ЧПУ MS-Tech без проблем взаимодействует с существующими двигателями и приводами, что позволяет заменить старую систему ЧПУ, сохранив при этом исправные двигатели и приводы, для достижения более эффективного (как по времени, так и по деньгам) процесс модернизации.В случае возникновения проблем с сервоприводом или шпиндельным приводом на станке, пожалуйста, свяжитесь с MS-Tech для решения проблемы модернизации с новыми двигателями и приводами.
MS-Tech предоставляет полное руководство по установке и предоставляет бесплатную неограниченную техническую поддержку по электронной почте. Вы удивитесь, насколько легко установить и использовать систему управления.
Для облегчения процесса установки предоставляется следующее:
- PDF Руководство по установке
- Контрольный список для дооснащения
- Справочные схемы электрических соединений
- Предустановлено лицензионное программное обеспечение ЧПУ
- Параметры станка предварительно настроены
- Кабели между основными блоками управления Предоставляется
MS-Tech предлагает дополнительную услугу быстрой установки своего пакета управления ЧПУ, призванную минимизировать время простоя станка.