Mach4
|
Демо версия Mach4 Version3.043.066 Скачать Mach4 – программное обеспечение для управления станком с ЧПУ. Осуществляет управление фрезерными, гравировальными, токарными и другими станками с ЧПУ. Устанавливается на ПК под ОС Windows. Оптимальное соотношение цена – качество. Функции и характеристики Mach4:
Mach4 успешно применяется для управления со следующими типами оборудования:
Wizard Wizard – это встроенные минипрограммы, которые расширяют возможности Mach4 и позволяют быстро выполнять типовые операции проектирования обработки без использования специализированных CAD/CAM приложений. Mach4 успешно применяется для управления со следующими типами оборудования:
Также доступен, за отдельную плату, пакет Mach4 Addons for Mill – удобная коллекция Wizard, разработанных с целью, предельно облегчить процесс и минимизировать время создания УП G-кодов. LazyCam (BETA) В дистрибутив Mach4 включен бесплатный бета-релиз программы LazyCam. К сожалению, в связи с распространением других, более мощных и обработанных CAM-пакетов, имеющих низкую стоимость, работа над программой LazyCam компанией ArtSoft прекращена. Программа будет иметь постоянный статус – бета-версия. Программа не предназначена для использования в производственной среде. Инструкции, документация к программе автором выпущены ни были.
Лицензирование и Обновления В течение последних 4 лет все клиенты Artsoft могли свободно обновлять свои ранние релизы Mach.
Минимальные системные требования: Придерживаясь принципов доступности ПО для пользователей, разработчики установили весьма приемлемые минимальные системные требования для запуска Mach4. Ниже приведены характеристики и возможности ПК необходимые для устойчивой работы программы. Mach4 Системные требования: Настольный ПК с 32-разрядной ОС (используется параллельный порт LPT)
Ноутбук / Настільний ПК з 64-розрядної ОС (без використання паралельного порту)
Поддержка Доступные инструкции в формате PDF, а также обучающее видео (англ.) Вопросы по лицензии отправлять в отдел компании на e-mail:
Этот e-mail адрес защищен от спам-ботов, для его просмотра у Вас должен быть включен Javascript
. Купить лицензию Mach4 |
 Wizard могут быть созданы пользователями самостоятельно. В дистрибутив Mach4 включены бесплатные Wizard, программируют следующие операции:
Wizard могут быть созданы пользователями самостоятельно. В дистрибутив Mach4 включены бесплатные Wizard, программируют следующие операции: Программа предназначена для импорта стандартных dxf, cmx и других типов файлов в Mach4 и легкой генерации по ним УП G-кодов, без использования специальных CAM пакетов. Версия LazyCam, что входит в состав Mach4 – бесплатная. Также есть дополнительный модуль PRO-уровня, в котором есть расширенные опции, отсутствующие в бесплатной версии – коррекция, основные функции обработки пенопласта, импорт dxf- контуров и превращения их в УП G-коды для токарной обработки и т.д. Этот модуль предоставляет пользователям дополнительные возможности использования перспективных способов импорта объектов.
Программа предназначена для импорта стандартных dxf, cmx и других типов файлов в Mach4 и легкой генерации по ним УП G-кодов, без использования специальных CAM пакетов. Версия LazyCam, что входит в состав Mach4 – бесплатная. Также есть дополнительный модуль PRO-уровня, в котором есть расширенные опции, отсутствующие в бесплатной версии – коррекция, основные функции обработки пенопласта, импорт dxf- контуров и превращения их в УП G-коды для токарной обработки и т.д. Этот модуль предоставляет пользователям дополнительные возможности использования перспективных способов импорта объектов. Эта политика остается неизменной и сегодня. Все текущие версии Mach можно будет и в дальнейшем бесплатно модернизировать, используя регулярные обновления.
Эта политика остается неизменной и сегодня. Все текущие версии Mach можно будет и в дальнейшем бесплатно модернизировать, используя регулярные обновления. д.)
д.)
1.1. ОСНОВНЫЕ ПОНЯТИЯ О СТАНКАХ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ И ИХ КЛАССИФИКАЦИЯ
Общетехнические дисциплины / Технологические основы гибких автоматизированных производств / 1.1. ОСНОВНЫЕ ПОНЯТИЯ О СТАНКАХ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ И ИХ КЛАССИФИКАЦИЯ
Программа управления станком – это последовательность команд, обеспечивающая заданное функционирование рабочих органов станка. При ручном управлении станком необходимую последовательность команд задает рабочий, который, предварительно изучив чертеж и техническую документацию, составляет программу работ, обрабатывает деталь, измеряет ее, производит сравнение с чертежом и при наличии рассогласования устраняет неточности.
Наибольшей гибкостью и быстротой переналадки обладают станки с программным управлением (ПУ). Эти станки управляются системами, задающими программу работ в алфавитно-цифровом коде. Программа может быть записана на программоносителях в виде перфоленты, перфокарты, гибких магнитных дисков, магнитной ленты, дискеты, программу можно вводить и вручную с помощью клавишных панелей. Такие программоносители позволяют автоматизировать процесс подготовки программ и снизить трудоемкость изготовления программоносителей.
Программа может быть записана на программоносителях в виде перфоленты, перфокарты, гибких магнитных дисков, магнитной ленты, дискеты, программу можно вводить и вручную с помощью клавишных панелей. Такие программоносители позволяют автоматизировать процесс подготовки программ и снизить трудоемкость изготовления программоносителей.
Программоноситель может содержать как геометрическую, так и технологическую информацию. Технологическая информация обеспечивает определенный цикл работы станка: последовательность ввода в работу различных инструментов, изменение режимов резания, включение или отключение подачи смазочно-охлаждающей жидкости, зажим или разжим исполнительных органов станка и т.д. Геометрическая информация характеризует форму, размеры обрабатываемой заготовки и инструмента и их взаимное движение в пространстве.
По виду управления станки с ПУ делят на станки с системами циклового программного управления (ЦПУ) и станки с системами числового программного управления (ЧПУ). Системы ЦПУ более просты, так как в них программируется только цикл работы станка, величины рабочих перемещений, т.е.
Системы ЦПУ более просты, так как в них программируется только цикл работы станка, величины рабочих перемещений, т.е.
геометрическая информация. Информация задается упрощенно, например, с помощью упоров. В станках ЧПУ управление осуществляется от программоносителя, на который в числовом виде занесена и геометрическая, и технологическая информация.
В отдельную группу выделены станки с цифровой индикацией и преднабором координат. В этих станках имеется электронное устройство, которому задаются координаты нужных точек (преднабор координат), и крестовый стол, снабженный датчиками положения, выводится в требуемую позицию. При этом на экране высвечивается каждое мгновенное положение стола (цифровая индикация). В станках с цифровой индикацией и преднабором координат (чаще всего расточных) может применяться или преднабор координат или цифровая индикация; исходная программа работы задается станочником.
В соответствии с рассмотренной классификацией систем по характеру управления введена специальная индексация в обозначениях моделей станков с программным управлением.
одноинструментальные станки
Ц – с цикловым управлением;
Ф1 – с цифровой индексацией перемещений;
Ф2 – с позиционной системой управления;
Ф3 – с контурной системой управления;
многоинструментальные (обрабатывающие центры)
Ф4 – с универсальной системой управления;
Ф5 – с контурной системой управления.
Для отображения в модели станка его конструктивных особенностей, связанных со способом смены инструмента, введены дополнительные индексы:
Р – смена инструмента поворотом револьверной головки;
М – смена инструмента из магазина.
Индексы Р и М ставят перед индексами Ф2 и ФЗ. Например:
РФ2 – станок с позиционной системой программного управления с револьверной инструментальной головкой;
МФЗ – станок с контурной системой управления с магазином инструментов;
6Р11РФ3 – вертикально-фрезерный консольный с контурной системой ЧПУ с первым типоразмером стола, с револьверной головкой.
Усовершенствуйте технологии управления машинами
Те, кто много лет работает в сфере автоматизации, предпочитают определенные способы проектирования и программирования машин. У них есть базовые схемы или системные архитектуры, с которых они всегда начинают — они всегда управляли машинами таким образом.
Плод тех, кто занимается автоматикой, недалеко падает от дерева, быстро не созревает и не портится. Изменения требуют времени, но сейчас самое время определить новый и лучший аппаратный и программный рецепт. Какие ингредиенты нужно добавить в смесь для отличной системы управления машиной и что потребуется для будущих рецептов?
По мере того, как возможности автоматизации расширяются вместе с технологиями, каковы основные компоненты системы управления машиной? Какие «черные ящики» мы можем сделать для продвижения автоматизации? Технологии улучшают управление машинами, и пользователи возлагают на них большие надежды. Есть рекомендации для успеха сегодня и дальнейшего успеха в будущем.
Исторический и повторно используемый
«Управление станком исторически состояло из промышленного программируемого логического управления (ПЛК), запрограммированного в виде релейной логики, с дисплеем сенсорной панели ПЛК, обеспечивающим человеко-машинный интерфейс (ЧМИ) для инструмента», — говорит Дуг Патнэм. -Пайт, директор по разработке программного обеспечения в Owens Design (www.owensdesign.com) во Фремонте, Калифорния. «ПЛК и сенсорная панель ПЛК часто поставляются одним и тем же производителем. Эта парадигма программирования напоминает о том, как разработчики писали программы на языке ассемблера до появления языков программирования C или C++. До появления языков программирования более высокого уровня каждый инструмент или у процессора была собственная версия языка ассемблера».
Если мы хотим иметь отличный контроль над машиной, нам нужны отличные инструменты для разработки программного обеспечения. «Слишком часто кажется, что программисты управления застряли в сорняках, тратя слишком много времени на выяснение того, как переключать биты ввода-вывода, вместо того, чтобы предоставить расширенные функции и производительность инструмента», — говорит Патнэм-Пайт. «Как отрасли нам необходимо отказаться от проприетарных сред разработки программного обеспечения и перейти к непатентованным инструментам разработки. Разработчики должны иметь возможность писать управляющий код с использованием языков высокого уровня, которые можно использовать на нескольких управляющих платформах. В других отраслях теперь это возможно для написания кода на одной платформе и развертывания исполняемого программного обеспечения на нескольких платформах. Использование языков программирования более высокого уровня обеспечивает более широкое повторное использование программного обеспечения и позволяет разработчику сосредоточиться на расширении функциональности».
«Как отрасли нам необходимо отказаться от проприетарных сред разработки программного обеспечения и перейти к непатентованным инструментам разработки. Разработчики должны иметь возможность писать управляющий код с использованием языков высокого уровня, которые можно использовать на нескольких управляющих платформах. В других отраслях теперь это возможно для написания кода на одной платформе и развертывания исполняемого программного обеспечения на нескольких платформах. Использование языков программирования более высокого уровня обеспечивает более широкое повторное использование программного обеспечения и позволяет разработчику сосредоточиться на расширении функциональности».
При управлении машинами основные компоненты и системная архитектура остаются частью испытанной конструкции и частью определения управления машинами. «Важнейшие основные компоненты системы управления машиной могут включать в себя сигналы от датчиков, приводов, контрольно-измерительных приборов и устройств на борту машины, — говорит Арун К. Синха, инженер Opto 22. — Они подключаются к модулям ввода-вывода на контроллере. . Задачи и операции разбиты и организованы в программном обеспечении контроллера, обычно называемом программой или стратегией. Часто человеко-машинный интерфейс позволяет операторам взаимодействовать с машиной в графическом формате».
Синха, инженер Opto 22. — Они подключаются к модулям ввода-вывода на контроллере. . Задачи и операции разбиты и организованы в программном обеспечении контроллера, обычно называемом программой или стратегией. Часто человеко-машинный интерфейс позволяет операторам взаимодействовать с машиной в графическом формате».
Открытость и общение
«К счастью для машиностроителей, ингредиенты для хорошего аппаратного и программного обеспечения уже доступны», — говорит Аурелио Банда, президент и генеральный директор Beckhoff Automation. «В целом, базирование конструкции вашей машины на открытых платформах во всех областях — аппаратном, программном и сетевом — представляет собой большой скачок к машине, готовой к будущему. доступных инструментов, которые охватывают все стандартные языки программирования ПЛК, включая их объектно-ориентированные расширения, что позволяет машиностроителям внедрять методологии объектно-ориентированного программирования, которые позволяют создавать гораздо более интеллектуальные и автономные машины. Системы управления на базе ПК также, вероятно, будут внедрять широко используемые инструменты информатики для использования в разработке средств управления (рис. 1)».
Системы управления на базе ПК также, вероятно, будут внедрять широко используемые инструменты информатики для использования в разработке средств управления (рис. 1)».
Компоненты для управления машиной
Рис. 1. Открытые платформы, включая аппаратное обеспечение, программное обеспечение и сеть, — это большой шаг к машине, готовой к будущему.
(Источник: Beckhoff)
Никто не говорит, что машиностроитель должен использовать все эти инструменты, но крайне важно, чтобы они были доступны. «Таким образом, программисты ПЛК могут работать бок о бок с программистами по ИТ и компьютерным наукам над одними и теми же проектами управления машинами, что значительно расширяет круг инженеров, доступных OEM-производителям», — говорит Банда. «Помимо основных элементов управления машинами преимущества распространяются на внедрение решений для сбора данных и аналитики в реальном времени».
Коммуникация является одной из важнейших составляющих успешного управления машинами. «Все больше и больше требуется дополнительная информация о каждом элементе потока автоматизации, от простого бесконтактного выключателя до высокопроизводительного контроллера оборудования», — говорит Аллен Таббс, менеджер по продукции, IoT, в Bosch Rexroth (www. .boschrexroth.com), член Ассоциации интеграторов систем управления (CSIA). «Эти данные используются для создания ценности во всех областях производства, чтобы повысить эффективность, повысить безопасность и оптимизировать потоки создания ценности на всем производственном предприятии (рис. 2)».
«Все больше и больше требуется дополнительная информация о каждом элементе потока автоматизации, от простого бесконтактного выключателя до высокопроизводительного контроллера оборудования», — говорит Аллен Таббс, менеджер по продукции, IoT, в Bosch Rexroth (www. .boschrexroth.com), член Ассоциации интеграторов систем управления (CSIA). «Эти данные используются для создания ценности во всех областях производства, чтобы повысить эффективность, повысить безопасность и оптимизировать потоки создания ценности на всем производственном предприятии (рис. 2)».
Соедините части воедино
Рис. 2. Объединение воедино всех областей производства для повышения эффективности, безопасности и оптимизации потока создания ценности требует обмена данными и открытыми стандартами.
(Источник: Bosch Rexroth)
Для этого необходимы открытые стандарты связи. «Чем более защищен поток данных, тем менее он полезен для других», — говорит Таббс. «Открытые стандарты, такие как OPC UA, разрушают эти барьеры по мере того, как все больше поставщиков принимают их, и это освобождает поток данных между устройствами и системами данных».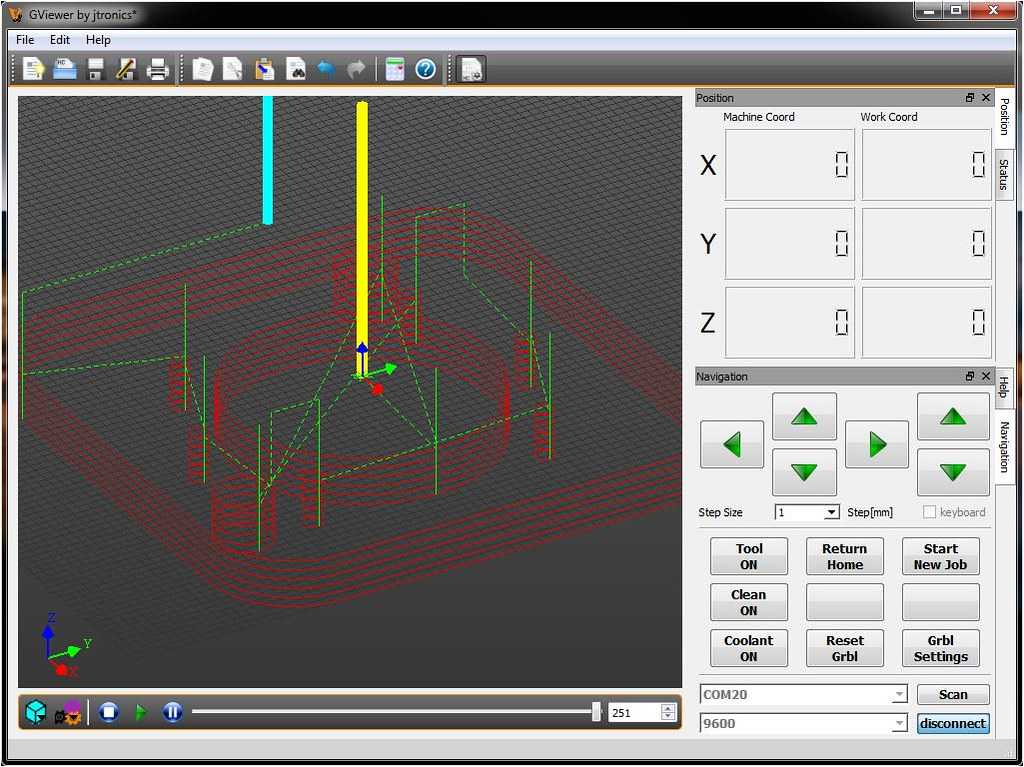
Также необходим режим реального времени по стандартному Ethernet. «Высокоскоростная детерминированная связь по стандартным средам Ethernet поможет перемещать данные туда, где они необходимы, с меньшими затратами», — говорит Таббс. «Сети, зависящие от времени (TSN), помогут, предоставив путь передачи данных по стандартной архитектуре Ethernet. Беспроводные достижения, такие как 5G, улучшат скорость и объем данных, которые могут быть переданы».
Растущие требования к качеству продукции и производительности, а также цифровая связь между процессами приводят к резкому увеличению сложности производства, говорит Санкет Амберкар, старший вице-президент по маркетингу Falkonry. «Один из способов удовлетворить спрос, наблюдаемый в производстве полупроводников и автомобилестроении, — это более широкое использование технологий, основанных на данных», — говорит он. «Поэтому будущие рецепты успешного управления машинами наверняка будут включать в себя аппаратное и программное обеспечение для поддержки аналитических инструментов, которые определяют процесс принятия решений. Точно так же, как ПЛК и статистическое управление процессами представили промышленную автоматизацию, операционное машинное обучение и прогнозная аналитика станут основой Индустрии 4.0».
Точно так же, как ПЛК и статистическое управление процессами представили промышленную автоматизацию, операционное машинное обучение и прогнозная аналитика станут основой Индустрии 4.0».
Начало тренда
С чего начинаются тренды в области технологий автоматизации? «Обратитесь к высокотехнологичным отраслям с большими инвестициями в исследования и разработки, необходимостью двигаться вперед и стремлением выйти за рамки возможного», — говорит Джон Коваль, директор по развитию бизнеса в B&R Industrial Automation. «Вы найдете ИТ, автомобильную, аэрокосмическую и военную промышленность в верхней части списка».
У нас будут очень умные и образованные люди, разрабатывающие новые системы, которые можно использовать практически без специальных навыков, — продолжил Коваль. «Это касается всего, в том числе и систем управления машинами», — говорит он. «Автомобили появляются на выставке потребительской электроники из-за их электронного содержания».
Ваш автомобиль сообщает вам, когда в левом заднем колесе заканчивается воздух.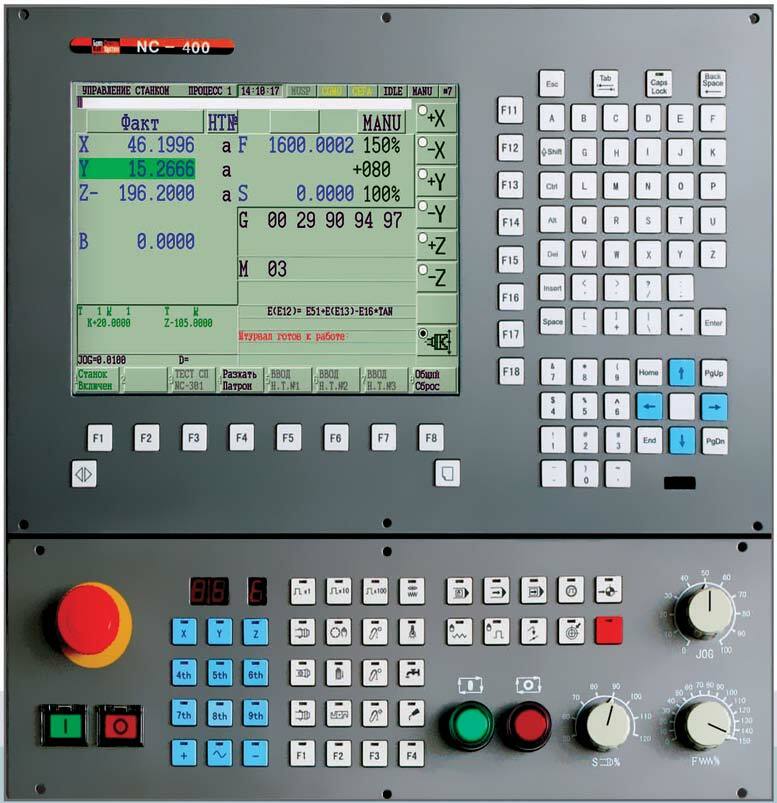 Автомобильная компания звонит вам в вашу машину, чтобы назначить встречу с дилером. Технический специалист дилера читает диагностику и получает пошаговые инструкции.
Автомобильная компания звонит вам в вашу машину, чтобы назначить встречу с дилером. Технический специалист дилера читает диагностику и получает пошаговые инструкции.
«Когда вы управляете своим автомобилем, вы управляете несколькими компьютерами через сеть CAN, которая вскоре станет сетью TSN, — говорит Коваль. «В конце концов, именно в автомобилестроении мы получили CANbus. А TSN начинался как протокол видео/развлекательной связи. Аэрокосмическая промышленность и военные дали нам Интернет, GPS и автономные транспортные средства, включая дроны».
Одна из областей прогресса — тенденция — сосредоточена на анализе данных. «Случай использования с высокой степенью наглядности — это профилактическое обслуживание», — говорит Синха из Opto 22. «Прогнозирование состояния машины или отказа до того, как это произойдет, предпочтительнее традиционного профилактического или планового обслуживания. Инструменты анализа данных, которые выполняют такие функции, как обнаружение аномалий, классификация, кластеризация и алгоритмы, основанные на регрессии, использовались в ИТ-пространстве в течение некоторого времени и сейчас пробиваются к машинному управлению».
Решение черного ящика?
Управление машиной — это разбивка задач и операций на модули, узлы и специальные функции. Это строительные блоки для быстрого, функционального и надежного управления. В системе управления машинами есть важные основные компоненты, но встроенные «черные ящики» могут звучать хорошо, но не являются лучшей практикой для продвижения автоматизации.
«Хотя идея «черного ящика» для управления машинами концептуально кажется привлекательной, она работает против целей клиентов, заключающихся в долгосрочной простоте поддержки, выжимая все до последней капли производительности из их основных активов», — говорит Дэнни Вайс, старший менеджер по продукции. в Ньюарке element14 (www.newark.com). «С учетом огромного разнообразия промышленных применений каждая конструкция машины основана на инновациях производителя — разработке новых и разумных способов минимизации затрат при обеспечении надежного и стабильного производства. , это черный ящик
Тем не менее, дизайн панели управления может обеспечить решения типа «черный ящик», что экономит время.:quality(90)/images.vogel.de/vogelonline/bdb/713800/713815/original.jpg) «Стандартные конструкции панелей от поставщиков ПЛК были бы огромным шагом вперед», — говорит Дэвид Пол, менеджер по техническому проектированию в Maverick Technologies, компании Rockwell Automation и член CSIA. «В мире автоматизации почти каждая панель представляет собой индивидуальный дизайн. Стандартные конструкции панелей очень распространены в распределенных системах управления. Для систем на основе ПЛК стандартная конструкция панели может снизить стоимость, повысить точность сборки и сократить сроки поставки систем управления. Эти предложения могут поставляться в различных стандартных размерах корпуса в зависимости от размера стойки ввода-вывода ПЛК, установленной в корпусе».
«Стандартные конструкции панелей от поставщиков ПЛК были бы огромным шагом вперед», — говорит Дэвид Пол, менеджер по техническому проектированию в Maverick Technologies, компании Rockwell Automation и член CSIA. «В мире автоматизации почти каждая панель представляет собой индивидуальный дизайн. Стандартные конструкции панелей очень распространены в распределенных системах управления. Для систем на основе ПЛК стандартная конструкция панели может снизить стоимость, повысить точность сборки и сократить сроки поставки систем управления. Эти предложения могут поставляться в различных стандартных размерах корпуса в зависимости от размера стойки ввода-вывода ПЛК, установленной в корпусе».
Черный ящик может быть легко создать, когда требуется большое количество систем, но иногда, когда требуется меньшее количество систем, простота является ключом. «Мы видим отчетливую разницу между требованиями к малосерийным и крупносерийным продуктам», — говорит Гэри Х. Лукас, директор по инновациям компании Innovative Treatment Products (www. innovatreat.com) в Оуингс-Миллс, штат Мэриленд. «Для малосерийных продуктов возможности программного обеспечения для программирования гораздо важнее, чем стоимость оборудования. Мы используем контроллеры Do-more, потому что программное обеспечение выполняет программирование быстрее, что экономит нам много денег по сравнению с более дешевым оборудованием. более громоздкая среда программирования, если оборудование недорогое».
innovatreat.com) в Оуингс-Миллс, штат Мэриленд. «Для малосерийных продуктов возможности программного обеспечения для программирования гораздо важнее, чем стоимость оборудования. Мы используем контроллеры Do-more, потому что программное обеспечение выполняет программирование быстрее, что экономит нам много денег по сравнению с более дешевым оборудованием. более громоздкая среда программирования, если оборудование недорогое».
Лукас из Innovative Treatment Products не без ума от решений типа «черный ящик» и программируемого оборудования. «Интуитивное программирование — это все, что нужно разработчику программного обеспечения, — говорит он. «Мы предпочитаем обнаруживаемую функциональность. Найти подходящий кабель, программное обеспечение и даже компьютер для устройства через пару лет — действительно проблема. Мы бы предпочли, чтобы устройства программировались главным контроллером. Модули ПЛК, программируемые ПЛК, переменные например, преобразователи частоты, запрограммированные по протоколу Modbus программным обеспечением ПЛК».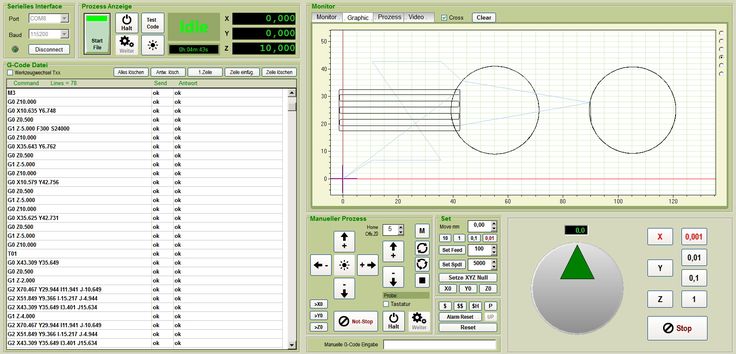
Децентрализованный подход «черный ящик» может упростить параметры конфигурации. «Необходимо принять новое решение с точки зрения централизованного и децентрализованного управления», — говорит Боб Уайт, менеджер по обучению и цифровым услугам в Kollmorgen. «Исходя из размера машины, расстояния между осями и местами расположения шкафа управления, может иметь смысл использовать децентрализованный подход, устанавливая силовую электронику рядом с источником двигателя, чтобы свести к минимуму длину кабеля».
Уайт объяснил, что, используя децентрализованный подход, разработчик машин может планировать разработку нескольких вариантов конфигурации машин, которые можно легко добавить в конец сети распределенных сервоприводов (рис. 3).
Децентрализованный машинный подход
Рис. 3. Децентрализованный подход, такой как распределенные сервоприводы, может упростить создание нескольких вариантов конфигурации машин.
(Источник: Kollmorgen)
Лучшие ингредиенты, лучший контроль
«Для лучшего подхода к проектированию систем управления необходимы пять основных компонентов, — говорит Крис Комо, портфельный менеджер подразделения управления движением, Rockwell Automation. среда проектирования — та, которая может абстрагировать аппаратное обеспечение машины от ее программного обеспечения, чтобы разработчик мог адаптировать решение к различным типам машин. Теперь дизайнеру не нужно постоянно изобретать велосипед, а вместо этого он может сосредоточиться на инновациях в решениях».
среда проектирования — та, которая может абстрагировать аппаратное обеспечение машины от ее программного обеспечения, чтобы разработчик мог адаптировать решение к различным типам машин. Теперь дизайнеру не нужно постоянно изобретать велосипед, а вместо этого он может сосредоточиться на инновациях в решениях».
Второй ингредиент — умные устройства. «Устройства plug-and-play с автоматической настройкой могут помочь при вводе в эксплуатацию и запуске», — говорит Комо. «И такие устройства, как устройства наблюдения за нагрузкой, могут помочь в течение всего жизненного цикла машины. Эти устройства могут отслеживать и адаптироваться к системным нарушениям и, во многих случаях, предупреждать операторов о том, что что-то случилось с номинальной работой системы».
Третье — аналитика. «Модель аналитического превосходства Gartner сегодня становится все более распространенной, помогая разработчикам систем и конечным пользователям лучше понять, как улучшить свои процессы, — говорит Комо. «Описательная аналитика помогает объяснить, что произошло, а диагностическая аналитика объясняет, почему это произошло. Прогнозная аналитика идет еще дальше, подробно описывая, что произойдет, а предписывающая аналитика описывает, как это сделать. Все эти аналитические методы, используемые вместе, полностью или частично, могут обеспечивают мощное понимание управления машиной».
«Описательная аналитика помогает объяснить, что произошло, а диагностическая аналитика объясняет, почему это произошло. Прогнозная аналитика идет еще дальше, подробно описывая, что произойдет, а предписывающая аналитика описывает, как это сделать. Все эти аналитические методы, используемые вместе, полностью или частично, могут обеспечивают мощное понимание управления машиной».
В-четвертых, растет желание безопасно работать и взаимодействовать с механизмами. «Безопасность продается, и конечные пользователи видят многочисленные преимущества безопасного взаимодействия со своими машинами, такие как повышение производительности и расширение инноваций в таких областях, как совместная робототехника», — говорит Комо.
Пятым компонентом является открытый и безопасный поток данных между различными частями системы управления. «Сегодня безопасность является одним из основных требований к системам промышленной автоматизации», — говорит Комо. «Поскольку системы управления открываются для лучшего обмена данными, они должны иметь возможность защищать целостность своих данных».
Более функциональные ЧМИ
«Каждая система отличается, но часто упускается из виду одна область управления машинами — это дизайн экрана ЧМИ», — говорит Кевин МакКласки, содиректор по продажам в Inductive Automation, член CSIA. «Несмотря на то, что разработка системы имеет первостепенное значение для правильной работы, если у пользователя возникают проблемы с управлением системой или пониманием того, как поворачивать ручки, часть этой инженерной работы и тонкой настройки при проектировании системы, вероятно, будет потрачена впустую. Кроме того, это интерфейс является частью вашей репутации, так как часто это будет место, где будет виден ваш логотип, и он будет действовать как визуальный портал для машины. Если пользователь ненавидит экраны, он может в конечном итоге негативно относиться к вашей компании. стоит либо привлечь члена вашей маркетинговой команды, либо заключить краткосрочный контракт с дизайнером пользовательского интерфейса/пользовательского опыта (UI/UX), чтобы помочь создать простой, удобный, современный визуальный интерфейс (рис.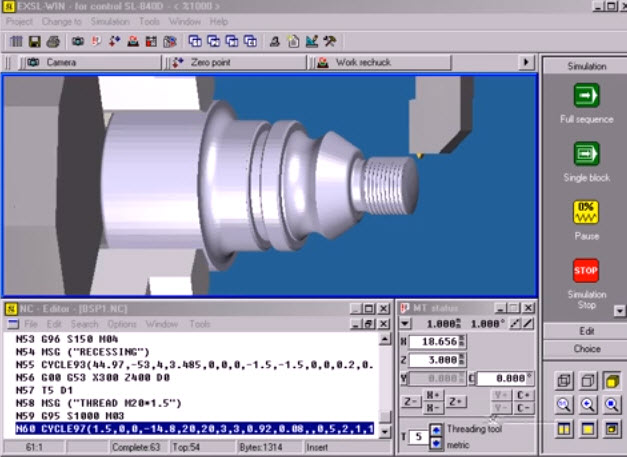 4)».
4)».
Современный визуальный интерфейс
Рис. 4. Разработка простого для понимания и эксплуатации ЧМИ стоит времени, усилий и затрат, иначе у операторов может сложиться негативное мнение о вашей компании или оборудовании.
(Источник: Inductive Automation)
Средства программирования выполняют часть работы за программиста, но они могут сделать больше. «Большинство современных инструментов программирования ПЛК/ЧМИ позволяют совместно использовать теги между ПЛК и устройствами ЧМИ, поэтому не нужно определять или вводить избыточно», — говорит Рик Лэмб, президент MidTechV, системного интегратора, специализирующегося на технологиях, в Индианаполисе. «Каждой системе нужны инструменты для мониторинга и принудительного ввода-вывода во время запуска и устранения неполадок».
Почему поставщики не имеют программного модуля, который может автоматически генерировать экраны HMI для мониторинга и, возможно, переопределения или принудительного включения каждой точки ввода-вывода ПЛК в системе? «Тогда вместо того, чтобы привлекать инженера для подключения терминала программирования, состояние ввода-вывода можно отслеживать с экрана ЧМИ, и не нужно открывать дверцу панели управления, чтобы посмотреть на индикаторы платы ввода-вывода, — говорит Лэмб, — и инженеру не нужно создавать такой экран с нуля».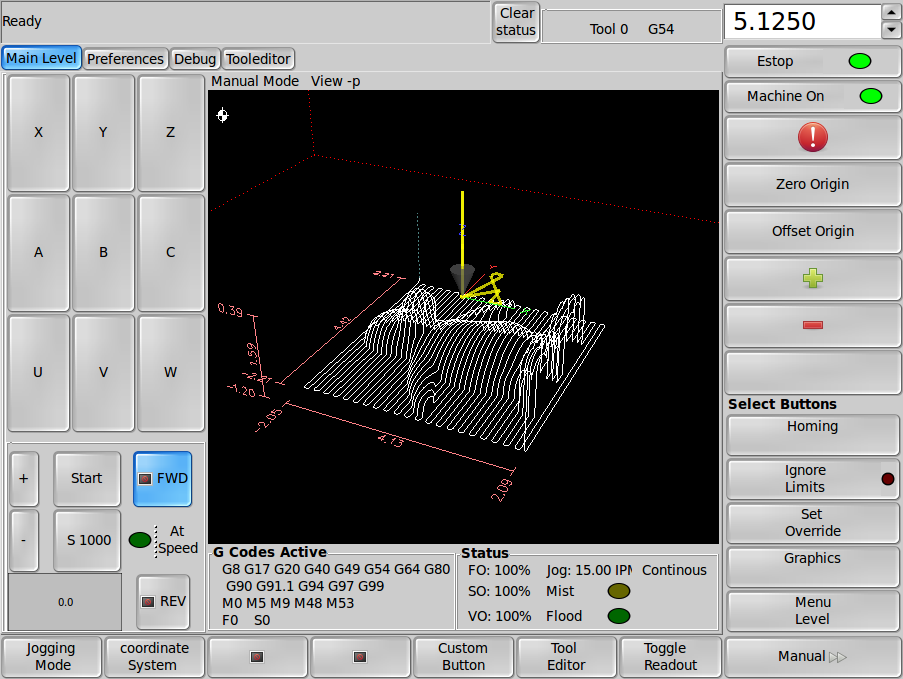
Точно так же должна быть предопределенная страница диагностики HMI, автоматически настроенная для мониторинга всех параметров в настраиваемом подключенном устройстве, продолжает Лэмб. «Когда вы настраиваете ЧМИ и ПЛК в систему, программное обеспечение должно автоматически генерировать экран, чтобы показать состояние работоспособности ПЛК, батареи, времени цикла, часов реального времени и любых других внутренних параметров ПЛК», — говорит он. . «Точно так же, если вы добавите VFD в систему, должна быть автоматически сгенерированная страница, которая показывает все параметры конфигурации VFD».
Наконец, говорит Лэмб, «я хотел бы иметь возможность автоматически генерировать экран ЧМИ с таблицами значений тегов — что-то вроде электронной таблицы, показывающей имя тега, значение и другие параметры — не в программе для программирования, а автоматически создаваемой в виде страницы. или экран для терминала HMI.”
Организация задач может помочь упростить управление машиной, и получение информации является частью этого. «Fanuc занимается разработкой элементов управления с 1956 года и за это время узнал много ценных идей, поэтому, разрабатывая новую платформу iHMI Fanuc, компания Fanuc использовала эти знания и опыт, применяя новый подход к взаимодействию с ЧПУ», — говорит Пол. Вебстер, менеджер по разработке ЧПУ в Fanuc. «Одним из наиболее заметных отличий новой платформы является не обязательно наличие новой функции или ингредиента, а то, насколько людям стало проще получать необходимую им информацию. Обработка не изменилась, требуются те же данные. чтобы упростить и сделать более интуитивно понятным получение и работу с этой информацией (рис. 5)».
«Fanuc занимается разработкой элементов управления с 1956 года и за это время узнал много ценных идей, поэтому, разрабатывая новую платформу iHMI Fanuc, компания Fanuc использовала эти знания и опыт, применяя новый подход к взаимодействию с ЧПУ», — говорит Пол. Вебстер, менеджер по разработке ЧПУ в Fanuc. «Одним из наиболее заметных отличий новой платформы является не обязательно наличие новой функции или ингредиента, а то, насколько людям стало проще получать необходимую им информацию. Обработка не изменилась, требуются те же данные. чтобы упростить и сделать более интуитивно понятным получение и работу с этой информацией (рис. 5)».
Чувствую себя как дома
Рисунок 5: Данные остаются данными. Теперь стало проще и понятнее работать с разделами планирования, обработки и улучшения.
(Источник: Fanuc)
Один из способов, которым Fanuc сделал это, состоял в том, чтобы разделить все на три части: планирование, обработка и усовершенствование. «Все средства ввода данных, отчетности и оперативные инструменты для этих функций сгруппированы вместе, поэтому оператор легко знает, куда идти, чтобы получить информацию или выполнить задачу», — говорит Вебстер. «Несмотря на то, что есть некоторые знакомые отражения знакомой системы Fanuc, большинству людей будет легче работать с системой в целом».
«Все средства ввода данных, отчетности и оперативные инструменты для этих функций сгруппированы вместе, поэтому оператор легко знает, куда идти, чтобы получить информацию или выполнить задачу», — говорит Вебстер. «Несмотря на то, что есть некоторые знакомые отражения знакомой системы Fanuc, большинству людей будет легче работать с системой в целом».
Двигаясь вперед
«По мере того, как мы продвигаемся дальше в цифровую эпоху, развитие IIoT будет продолжать набирать обороты во всем мире, отдельные аппаратные компоненты становятся все более товаром, а возможность подключения этих компонентов к общим промышленным системам управления, что они отчасти обеспечивает реальную ценность», — говорит Симоне Джанотти, менеджер по развитию бизнеса EcoStruxure в Schneider Electric (www.schneider-electric.com). «Чтобы выделиться, машиностроители должны начать со стандартизации конструкции своих машин с помощью функций встроенного программного обеспечения завтрашнего дня. В ближайшее время конечные пользователи будут ожидать передовых достижений в области программного обеспечения, таких как технология цифровых двойников, дополненная реальность и анализ производительности машин; и они будут ожидать, что им будет легко пользоваться».
Конечным пользователям нужны машины, которые выдержат испытание временем, поэтому крайне важно, чтобы любое встроенное программное обеспечение не зависело от аппаратного обеспечения. «Это гарантирует, что программное обеспечение будет продолжать давать результаты на протяжении всего жизненного цикла машины, поскольку аппаратные компоненты заменяются во время технического обслуживания или модернизации машины», — говорит Джанотти. «Кроме того, недостаточно просто предоставить превосходную машину с высококачественными компонентами и интеллектуальным программным обеспечением. Конечным пользователям нужен интуитивно понятный пользовательский интерфейс, чтобы с самого начала использовать весь потенциал машины на кончиках своих пальцев, локально и удаленно. Расходы время, затраченное на разработку простых для понимания и использования интерфейсов, позволит пользователю быстро использовать все возможности машины, а также увеличить время безотказной работы в течение всего жизненного цикла машины за счет предоставления данных о производительности машины в режиме реального времени и быстрой диагностики ошибок.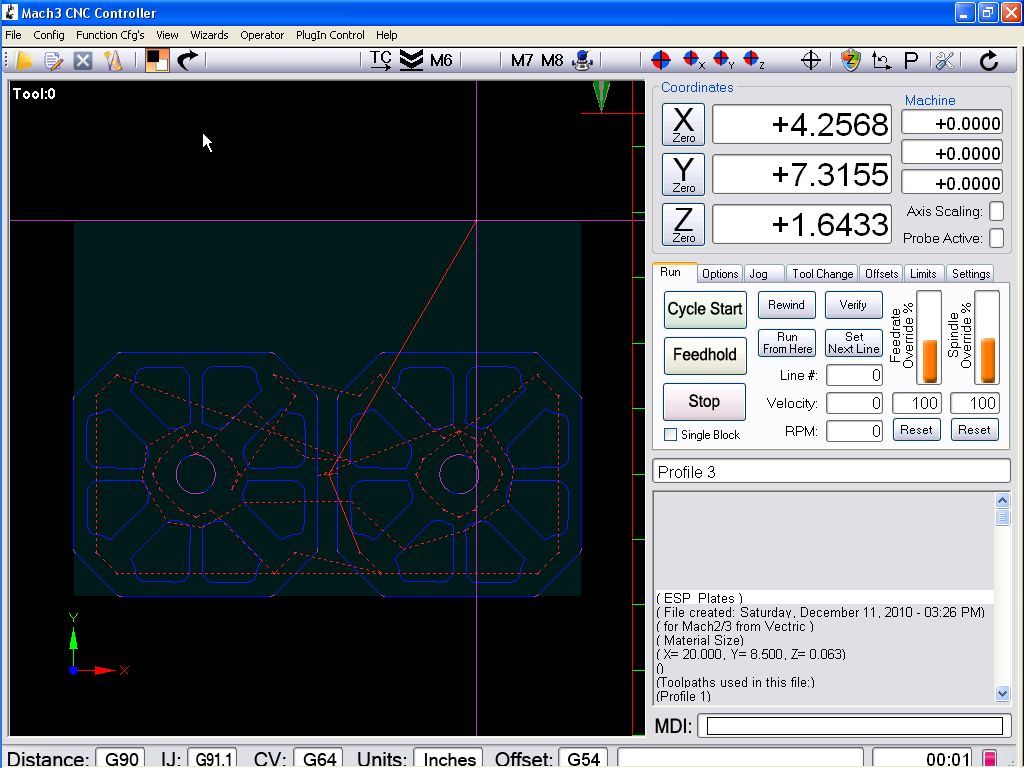 сообщения и отправка предупреждений о регулярном обслуживании экономят время и деньги пользователя за счет эффективности машины».
сообщения и отправка предупреждений о регулярном обслуживании экономят время и деньги пользователя за счет эффективности машины».
ALSO READ: Should I limit programming to ladder logic or use all standards within IEC
Machine Control Software on The Industry Directory
Our Sites
- FMA
- The FABRICATOR
- Nuts, Bolts & ThingamajigsFoundation
- FABTECH
- Канадская металлообработка
Наши публикации
- The FABRICATOR
- The WELDER
- The Tube & Pipe Journal
- STAMPING Journal
- The Additive Report
- The Fabricator en Español
- Our Publications
- The FABRICATOR
- The WELDER
- The Tube & Pipe Journal
- STAMPING Journal
- The Additive Report
- The Fabricator en Español
- От ПРОИЗВОДИТЕЛЯ
Руководство для производителей металлоконструкций по внедрению порошковой окраски собственными силами
Признание заслуг основателя Target Steel в металлургическом бизнесе
Производитель металлоконструкций в Пенсильвании не забывает об автоматизации
4 9 допустимо ли использовать предельные допуски вместо GD&T?
- Из журнала STAMPING
Прототип оказался недостающим звеном для производителя оснастки
Техническое обслуживание пресс-форм «молочного хода» для больших тиражей в цехах штамповки металлов
Обучение персонала штамповки металла работе с сервопрессами
Обнаружение начала истирания при штамповке из алюминиевого сплава, часть III
- От сварщика
- 3
Алюминий и т.
 д.: Объяснение номеров серий алюминия для обозначения литого сплава, часть II
д.: Объяснение номеров серий алюминия для обозначения литого сплава, часть IIНа что предприятиям, производящим металлообработку, следует обращать внимание при выборе системы удаления сварочного дыма
Последний проход: новое приключение для сварщика со стажем
- Из The Tube & Pipe Journal
Что могут делать производители металлоконструкций, используя трубогиб разрывы
Лазерная система фокусирует контроль сварных швов труб на данных
Планирование перехода для всего предприятия компании
Экономически эффективная автоматизация процесса гибки труб в цехе
- From The Fabricator en Español
La fuerza de doblado de las dobladoras eléctricas
Aprovechando al máximo el manejo de material
Encontrando el punto óptimo para la roladora de placa de dos rodillos
Factores clave para la seguridad de la soldadura con cobot
- From The Additive Report
3D-печать слепков, используемых для фиксации сломанных костей, улучшает результаты лечения пациентов
3D-печать помогает производителю ракет достичь целей вертикальной интеграции
Компания, занимающаяся 3D-печатью в Огайо, растет, сосредоточившись на более широкой картине
Результаты: 56
Спонсоры сайта
Hypertherm Inc. | Hanover, NH |
 0287
0287| 3R Software Solutions | Hamm, Germany | |
| Adaptive Motion | Wixom, MI United States | |
| Advanced Sheet Metal Applications | Salem, OR United States | |
| Advanced Tubular Technologies | Waterford, MI United States | |
| AIM Analytical | Napoleon, OH United States | |
| Alibre Inc. | Richardson, TX United States | |
| Amada School | Buena Park, CA United States | |
| AMS Controls | Maryland Heights, MO United States | |
| Applied Production Inc. | Cincinnati, OH United States | |
| Aquila Group Inc. | Chesterfield, VA United States | |
| ARC Specialties | Houston, TX United States | |
| AWL Automation LLC | Spartanburg, SC United States | |
| Beck Automation LLC | St. Louis, MO United States Louis, MO United States | |
| Camtek Division of Vero | Ковингтон, Джорджия | |
| CCG | Асеновград, Пловдив Болгария | |
| Cieco Inc. | Clinton, PA United States | |
| Cleveland Motion Controls | Cleveland, OH | |
| Computes Inc. | Schaumburg, IL | |
| Current Tech | Lakewood, CO США | |
| Cybelec | Naugatuck, CT США | |
| Delta Computer Systems Inc. | Vancouver, WA United States | |
| Dynatorch | Paint Rock, AL United States | |
| FCC Software AB | Falkoping, Sweden | |
| Flow Waterjet | Kent, WA | |
| HALaser Systems | Мюнхен, Нью-Йорк Германия | |
Hansen Technical Services Inc. | Берлингтон, Онтарио | |
| Helm Instrument Co. Inc. | Maumee, OH United States | |
| Hurco Metal Fabrication Products | Indianapolis, IN United States | |
| Interlaken Technology Company, LLC | Chaska, MN | |
| IPDG | Чикаго, Иллинойс, США | |
| Kuka Real-Time Products | Тастин, Калифорния, США | |
| LASERLINC Inc. | Fairborn, OH, США | |
| Link Electric & Safety Control Co. | Nashville, TN United States | |
| 3333333333333333. | Merry Mechanization Inc. | Энглвуд, Флорида США |
| OMAX | Кент, Вашингтон | |
| Orbitform Group | Jackson, MI United States | |
| PC Controls LLC | Arlington, TX United States | |
Podojil & Associates Inc. | Maricopa, AZ United States | |
| Power Automation America Inc | Fond du Lac, WI США | |
| Predator Software Inc. | Portland, OR США | |
| ProMotion Controls Inc. | Denton, TX | |
| Rockwell Automation Inc. | Milwaukee, WI United States | |
| Scanlab AG | Puchheim, Germany | |
| Smooth Robotics | Odense S, Syddanmark Дания | |
| SMT Industries | Сидней, Огайо США | |
| Steel Projects | Vienne, France | |
| Striker Systems | White House, TN | |
| TechMatrix LLC | Eden Prairie, MN United States | |
| TECHNI Waterjet | Lenexa, KS | |
| Toledo Integrated Systems | Holland, OH United States | |
Valin® Corp. |