Программирование станков с ЧПУ
Для правильной эксплуатации станков с числовым программным управлением (СЧПУ), с тем, чтобы ими в полной мере реализовывались заложенные в них функциональные возможности, необходимо создание специальных управляющих программ (УП). При создании таких программ используется язык программирования, известный среди специалистов как язык ISO 7 бит или язык G и M кодов. Различают три основных метода создания программ обработки для СЧПУ: метод ручного программирования, метод программирования непосредственно на стойке ЧПУ и метод программирования с использованием CAM-систем.
Следует сразу же подчеркнуть, что любой из перечисленных способов обладает своей нишей применительно к характеру и специфике производства. А потому ни один из них не может быть использован в качестве панацеи на все случаи жизни: в каждом случае должен существовать индивидуальный подход к выбору наиболее рационального для данных конкретных условий метода программирования.
Метод ручного программирования
При ручном написании УП для станка с ЧПУ целесообразнее всего использовать персональный компьютер с установленным в его операционной системе текстовым редактором. Метод неавтоматизированного программирования строится на записи посредством клавиатуры ПК (либо, если в условиях производства наличие ПК не предусмотрено, то просто на листе бумаги) необходимых данных в виде G и M кодов и координат перемещения обрабатывающего инструмента.
Ручной способ программирования – занятие весьма кропотливое и утомительное. Однако любой из программистов-технологов обязан хорошо понимать технику ручного программирования вне зависимости от того, использует ли он ее в реальной действительности. Применяется ручной способ программирования главным образом в случае обработки несложных деталей либо по причине отсутствия необходимых средств разработки.
В настоящее время пока еще существует много производственных предприятий, где для станков с ЧПУ используется лишь ручное программирование. В самом деле: если в производственном процессе задействовано небольшое количество станков с программным управлением, а обрабатываемые детали отличаются предельной простотой, то опытный программист-технолог с хорошим знанием техники ручного программирования по производительности труда превзойдет технолога-программиста, предпочитающего использование САМ-системы. Еще один пример: свои станки компания использует для обработки небольшого номенклатурного ряда деталей. После того, как процесс обработки таких деталей будет запрограммирован, программу когда-либо вряд ли изменят, во всяком случае, в ближайшем будущем она будет оставаться все той же. Разумеется, в подобных условиях ручное программирование для
В самом деле: если в производственном процессе задействовано небольшое количество станков с программным управлением, а обрабатываемые детали отличаются предельной простотой, то опытный программист-технолог с хорошим знанием техники ручного программирования по производительности труда превзойдет технолога-программиста, предпочитающего использование САМ-системы. Еще один пример: свои станки компания использует для обработки небольшого номенклатурного ряда деталей. После того, как процесс обработки таких деталей будет запрограммирован, программу когда-либо вряд ли изменят, во всяком случае, в ближайшем будущем она будет оставаться все той же. Разумеется, в подобных условиях ручное программирование для
Отметим, что даже в случае использования CAM-системы как основного инструмента программирования весьма часто возникает необходимость в ручной коррекции УП по причине выявления ошибок на стадии верификации. Потребность в ручной коррекции управляющих программ всегда возникает и в ходе их первых тестовых прогонов непосредственно на станке.
Потребность в ручной коррекции управляющих программ всегда возникает и в ходе их первых тестовых прогонов непосредственно на станке.
Способ программирования на пульте стойки СЧПУ
Современные станки с ЧПУ, как правило, обеспечены возможностью создания рабочих управляющих программ непосредственно на пульте, оснащенном клавиатурой и дисплеем. Для программирования на пульте может быть использован как диалоговый режим, так и ввод G и M кодов. При этом уже созданную программу можно протестировать, используя графическую имитацию обработки на дисплее СЧПУ управления.
Способ программирования с применением CAD/САМ
САМ – система, осуществляющая в автоматическом режиме расчёт траектории перемещения обрабатывающего инструмента и применяемая при составлении программ для станков с ЧПУ в случае обработки деталей сложных форм при необходимости использования множества различных операций и режимов обработки.
CAD – система автоматизированного проектирования, обеспечивающая возможность моделирования изделий и минимизирующая затраты времени при выполнении конструкторской документации.
Разработка управляющих программ с применением CAD/САМ систем существенно упрощает и ускоряет процесс программирования. При использовании в работе CAD/CAM системы программист-технолог избавлен от необходимости выполнять трудоемкие математические расчеты и получает инструментарий, способный значительно ускорить процесс создания
Урок первый. Знакомство с программами для ЧПУ. Кукольный стульчик.
Теги: ЧПУ
Добрый день коллеги! Я не большой мастер , но определенные успехи у меня есть в построении ЧПУ. Поэтому решил изложить сценарий моей работы в построении моделей и изготовлении деталей на ЧПУ.Что такое ЧПУ в двух словах, это станок с Числовым Программным Управлением, соответственно мы и будем писать программы для управления станком. Для начала нам нужно сделать деталь, для этого существует огромное количество разных программ, но я пользуюсь автокадом. AutoCAD — двух- и трёхмерная система автоматизированного проектирования и черчения, разработанная компанией Autodesk
Для начала нам нужно сделать деталь, для этого существует огромное количество разных программ, но я пользуюсь автокадом. AutoCAD — двух- и трёхмерная система автоматизированного проектирования и черчения, разработанная компанией Autodesk
После того, как модель будет готова, мы ее перенесем в программу формирующую G-код. G-код — условное именование языка программирования устройств с числовым программным управлением (ЧПУ). Был создан компанией Electronic Industries Alliance в начале 1960-х. (http://ru.wikipedia.org/wiki/G-code ). Этот самый код есть ни что иное, как координаты для нашего станка. Например: X10Y10 – переход с текущего положения в точку с координатами 10,10. В зависимости от настроек в программе Mach4 ваш компьютер сформирует некоторое количество импульсов и по проводу передаст это все в контроллер вашего станка.
2. Сохраняем наш проект для экспорта в ArtCam в формате dxf (я использую 2000):
3. Запускаем ArtCam 9. ArtCAM является ведущим программным обеспечением для проектирования объемных рельефов. ArtCAM воплощает идеи в готовые изделия намного быстрее, чем это возможно при использовании обычных методов. Итак, меню Файл – открыть:
4. Чтобы увидеть файлы dxf, выберите типы- все файлы:
5. Сначала ArtCAM анализирует геометрию экспортируемых моделей и предлагает вам сделать рабочее пространство тех же размеров, что и сама деталь. Но, скажем, если у вас заготовка 50х50 мм, а вы хотите пройти фрезой 3 мм по внешнему контуру, то получится 50+3+3=56 мм. Поэтому делаем запас рабочего пространства, например 60х60 мм:
Сначала ArtCAM анализирует геометрию экспортируемых моделей и предлагает вам сделать рабочее пространство тех же размеров, что и сама деталь. Но, скажем, если у вас заготовка 50х50 мм, а вы хотите пройти фрезой 3 мм по внешнему контуру, то получится 50+3+3=56 мм. Поэтому делаем запас рабочего пространства, например 60х60 мм:
6) Вот вид вашего чертежа из Автокада:
7) Итак, Арткам воспринимает всю нашу геометрию как векторы для движения инструмента, поэтому любая линия есть линия с началом и концом. Любой замкнутый контур есть фигура, у которой можно выбрать площадь и т.д.
8) Задаем УП – Управляющую Программу. Выбираем сердце и паз, т.к. обе площади этих фигур мы будем вырезать полностью и, соответственно тип обработки для них одинаков.
9) Выбираем 2D УП – Обработка по профилю:
10) Написано все почти по-русски, есть нюансы перевода, но нам это не мешает.
Нас интересует Сторона Обработки – Внутрь или наружу. Это поле отвечает за то, как пойдет инструмент относительно нашего вектора. Выбираем Внутрь. Это значит, что фреза пойдет внутри нашего контура. Поскольку площадь паза маленькая, то там не будет обрезков, а вот сердце нам вырежет.
11) Задаем плоскость безопасности – высоту, на которую отводится инструмент при переходах. Переходим в меню инструмента – нажимаем выбрать: 12) Тут происходит выбор инструмента, можно задать свой, а можно выбрать из библиотеки:
13) Самое главное меню, тут мы задаем следующее:
– глубина в мм. Скажем, хотим мы выбрать 6 мм. Задав 0,8 мм, мы получим 7,5 проходов т. е. фреза по этому месту пройдет 8 раз. Чем больше снимаем за раз, тем меньше проходов;
Скажем, хотим мы выбрать 6 мм. Задав 0,8 мм, мы получим 7,5 проходов т. е. фреза по этому месту пройдет 8 раз. Чем больше снимаем за раз, тем меньше проходов;
14) Материал – выбираем Базу и толщину заготовки:
15) Задаем Имя внизу нашей программы и выбираем когда вычислить – я нажимаю Сейчас.
16) В главном окне появится контур от прохода фрезы. Слева вверху появится управляющая программа.
17) По аналогии выбираем остальные контуры и выбираем обработку снаружи:
 Хотя в этой статье мы ее не используем. На виде видно все траектории и толщину движения инструмента:
Хотя в этой статье мы ее не используем. На виде видно все траектории и толщину движения инструмента: 19) В меню Операции с УП – выбираем – Сохранить УП. Здесь будет список всех программ, все что попадает в правую часть окна, будет сохранено в один файл. Обратите внимание на формат, в котором сохраняется. Чтобы этот файл поняла программа Mach4, я делаю файл *.cnc:
20) Запускаем Mach4 . В меню Файл открываем – пункт Load G-код и выбираем наш файл *.cnc. Artsoft плодотворно работает в области CNC c 2001 года. За эти годы программное обеспечение под маркой Mach стало лучшим на рынке ПО, используемого со станками с ЧПУ, управляемых персональным компьютером. Чрезвычайно удобное как в промышленном, так и некоммерческом хоббийном применении:
21) У нас загрузится наша программа в виде кодов. И в правом верхнем углу будет видна траектория движения шпинделя:
22) Вот так выглядит обработка:
23 ) Собственно, сам результат:
Огромное спасибо Юрию Шаповалову и arutek с сайта “Верфь на столе” в освоении и подготовке ЧПУ специалиста.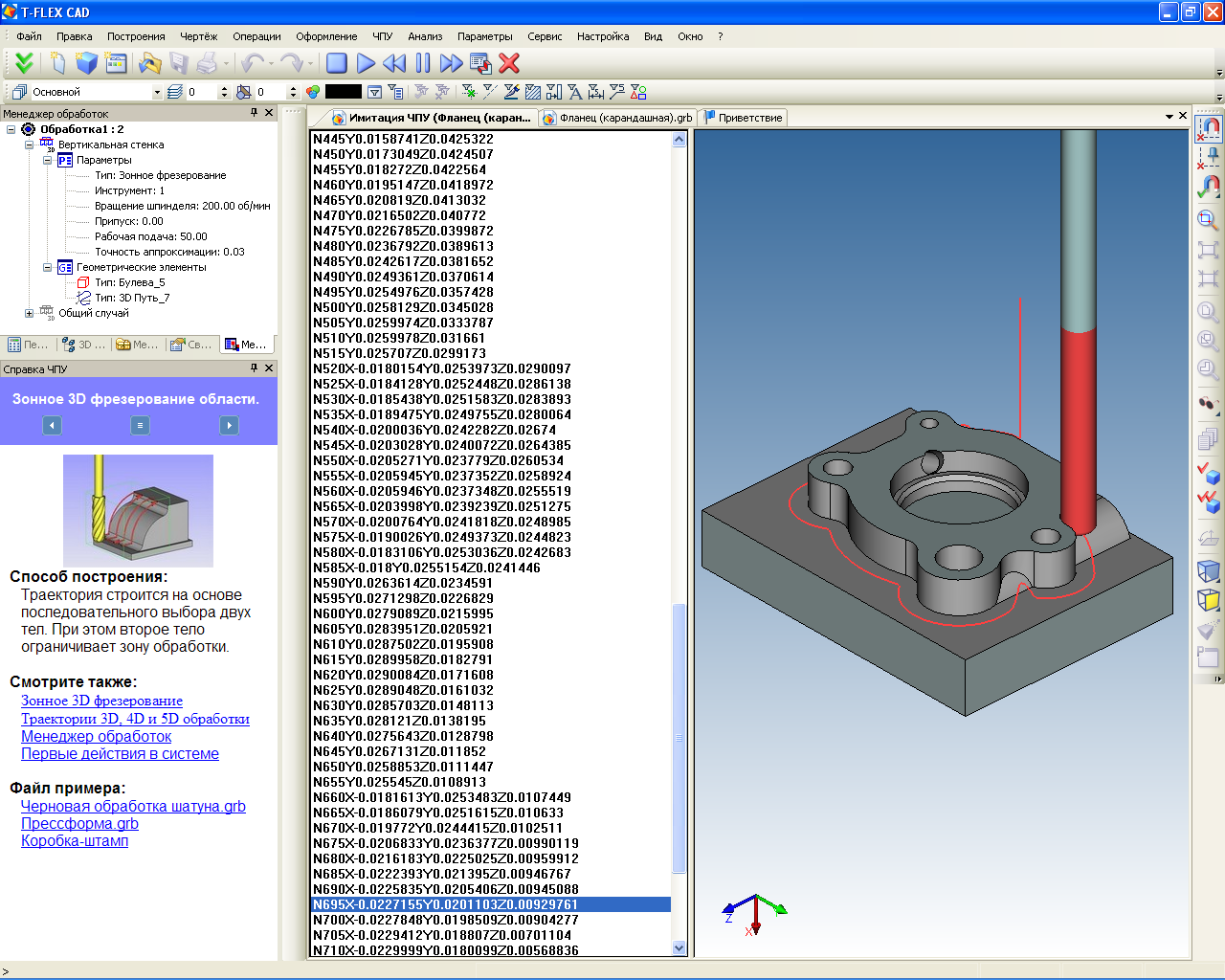 Желаю Всем творческих успехов.
Желаю Всем творческих успехов.
© www.shipmodeling.ru, 2012
© Семёнов Андрей, 2012
Оптимизация обработки с ЧПУ MAZATROL Smooth
Эффективные и современные средства управления позволяют программировать детали любой сложности, с любой геометрией, непосредственно на станке, либо из офиса. Современные стойки ЧПУ предлагают программирование с помощью G-кодов (EIA/ISO), а также программирование деталей в диалоговом режиме. ЧПУ MAZATROL Smooth – это именно такой тип управления станком.
На ЧПУ Smooth есть возможность диалогового программирования в формате MAZATROL, которая позволяет начинающим операторам быстро разрабатывать программы обработки на местах. Этот формат удобен тем, что полностью исключает необходимость в традиционных навыках программирования в G-кодах. Для работы с деталью и ее программированием, операторам нужно отвечать на вопросы, отображаемые в диалоговом режиме.
Этот «диалог» с ЧПУ включает внесение информации о типе материала, размере внешнего/внутреннего диаметра заготовки, её длине, а также множество других данных. Затем, в соответствии с входными данными, система управления ЧПУ MAZATROL Smooth автоматически вычисляет координаты пересечений осей, позиционирование инструмента, оптимальные условия резания.
Когда оператор отвечает на эти вопросы, система управления составляет программу обработки, а затем сам оператор/программист проверяет траекторию инструмента и саму программу. В случае возникновения ошибок в программе или отсутствия информации, ЧПУ Smooth отобразит предупреждение и оператор должен устранить проблему.
Что касается G-кодов в системе MAZATROL, то они ничем не отличаются от G-кодов для обычных станков с ЧПУ. Это позволяет пользователям/операторам станков Mazak запускать программы, написанные на станках других производителей, с минимальным редактированием, помимо подтверждения хода по осям и условий резания. ЧПУ MAZATROL Smooth также включают несколько расширенных функций, которые упрощают программирование, а также обеспечивают улучшенные условия резания для сокращения времени обработки. Другие полезные функции: полное моделирование, функция привязки инструмента и детали в дополнение к стандартному программному обеспечению.
ЧПУ MAZATROL Smooth также включают несколько расширенных функций, которые упрощают программирование, а также обеспечивают улучшенные условия резания для сокращения времени обработки. Другие полезные функции: полное моделирование, функция привязки инструмента и детали в дополнение к стандартному программному обеспечению.
Для более эффективной обработки пользователи также имеют доступ к набору расширенных функций, которые сочетают в себе лучшее из программирования в G-кодах (EIA/ISO) и программирования в формате MAZATROL:
Tool data integration – чтобы быть уверенным в корректном использовании кодов H или D, вы можете вызвать код G43 или G41/G42, и ЧПУ MAZATROL Smooth применит правильные значения на основе данных на инструмент. Это работает одинаково независимо от того, используется ли на производстве простые номера инструментальных ячеек или номера для групп инструментов – в любом случае станок автоматически получает всю информацию для конкретного инструмента, устанавливаемого в шпиндель. Каждый инструмент имеет свою страницу информации, которую ЧПУ Smooth, в свою очередь, отслеживает и использует автоматически.
Каждый инструмент имеет свою страницу информации, которую ЧПУ Smooth, в свою очередь, отслеживает и использует автоматически.
Adjustable Ultra Precision – SMC, Geometry Comp, Ultra High-Speed, SCC и многие другие функции позволяют легко оптимизировать циклы черновой обработки для более быстрой резки. Затем с помощью простого вызова M или G кода осуществляется точная чистовая обработка.
Quick EIA – эта функция позволяет пользователю открыть графическое изображение пути инструмента, выбрать нужный участок и интерфейс автоматически выделяет нужную строку в программе ISO.
Quick MAZATROL – эта функция позволяет осуществлять быстрый переход к соответствующему разделу программы MAZATROL касанием 3D модели. Затем ЧПУ Smooth обновляет 3D-модель в реальном времени по мере ввода пользователем новых данных.
Full Machine Simulation – поддерживает как диалоговое программирование, так и программирование в G-кодах. Функция позволяет осуществить полное моделирование станка и всех его элементов на ЧПУ, включая движение стола и кожухов. Пользователи могут описать свою деталь или загрузить модель в формате стэп или парасолид, выбрать контур обработки, а затем наблюдать за ходом симуляции обработки (даже в режиме 5-осевой обработки).
Функция позволяет осуществить полное моделирование станка и всех его элементов на ЧПУ, включая движение стола и кожухов. Пользователи могут описать свою деталь или загрузить модель в формате стэп или парасолид, выбрать контур обработки, а затем наблюдать за ходом симуляции обработки (даже в режиме 5-осевой обработки).
Microsoft® Windows® Integration – обработка файлов Windows, сетевые возможности и различные процессы обеспечивают эффективность и безопасность управления ЧПУ.
Part Offset Support – управление практически всеми вариантами привязки детали, коды – G54, G54.1Px, G92, G54.2Px, G54.4Px и другими. Пользователи могут регулировать смещения на ходу с помощью кода G10 или прямой настройки макропеременных, чтобы исключить ошибку настройки заготовки или ошибку оснастки.
TOOL Offset Support – позволяет управлять широким спектром привязки инструмента, включая радиус инструмента, коды – G43, G41/G42, G41. 2, G41.4, G41.5 и т. д., а также вместе с привязкой сторон детали и длины инструмента, коды – G43 , G44, G43.1, G43.4, G43.5 и другие.
2, G41.4, G41.5 и т. д., а также вместе с привязкой сторон детали и длины инструмента, коды – G43 , G44, G43.1, G43.4, G43.5 и другие.
Spare Tool Setup – позволяет пользователям присвоить один и тот же номер двум или более инструментам и указать, как долго каждый из них должен работать и / или сколько деталей они должны обрабатывать.
“Standard” Code Support – MAZATROL поддерживает практически любой стандартный G-код, который есть на любом FANUC-совместимом станке, чтобы исключить необходимость редактирования для адаптации кода, размещенного для другого типа ЧПУ. Если требуются изменения, задача включает только несколько M и T-кодов.
Easy G10 Data Change – большинство станков используют код G10 для изменения привязки и макроданных. ЧПУ MAZATROL Smooth позволяют изменять многие параметры станка на ходу. Это позволяет применять различные станки и стратегии резки на вашем производстве.
Flexible Macro Variables – при необходимости пользователи могут легко манипулировать многими параметрами – определенными как переменные A системы ЧПУ MAZATROL Smooth – для оптимизации процессов в отдельном цехе на производстве.
Чтобы узнать больше о современных инструментах программирования и управления станками Mazak, переходите по ссылке Программное обеспечение и ЧПУ.
G-code, потерявшийся брат Assembler-а / Хабр
Про язык управления промышленными CNC-станками и всевозможными любительскими устройствами вроде 3D-принтеров написано очень много статей, но почитать о том, какова идеология этого языка и как она связана с аппаратной реализацией — почти негде. Поскольку моя работа связана непосредственно с программированием станков и автоматизацией производства, я попробую заполнить этот пробел, а также объяснить, почему выбрал такой странный заголовок.
Пару слов о себе, и почему я вообще решил написать об этом. Мои рабочие обязанности заключаются, в том числе, в том, чтобы заставить любой имеющийся в компании станок с ЧПУ делать всё, что он вообще может физически. Компания — небольшая (единицы сотен сотрудников), но в арсенале — вертикальные фрезерные автоматы Haas трех разных поколений, горизонтальные фрезерные автоматы DMG Mori нескольких типов, лазерный резак Mitsubishi, токарные автоматы Citizen Cincom и куча всего еще. И весь этот зоопарк управляется программами на
Мои рабочие обязанности заключаются, в том числе, в том, чтобы заставить любой имеющийся в компании станок с ЧПУ делать всё, что он вообще может физически. Компания — небольшая (единицы сотен сотрудников), но в арсенале — вертикальные фрезерные автоматы Haas трех разных поколений, горизонтальные фрезерные автоматы DMG Mori нескольких типов, лазерный резак Mitsubishi, токарные автоматы Citizen Cincom и куча всего еще. И весь этот зоопарк управляется программами на
. Изучая разные реализации этого языка, я понял, что то, что пишут в учебниках и книгах по нему — не всегда является правдой. В то же время, мне стали понятны многие аналогии между этим языком и Assembler-ом, который я изучал когда-то в институте, и на котором практически ничего серьезного никогда не написал.
Предупреждая возможные возражения, сразу скажу, что статья не предполагается как руководство по программированию, это обзор особенностей и странностей языка, а также среды в которой он выполняется.
Для человека, привыкшего писать на языках высокого уровня, G-code, на первый взгляд, кажется ущербным. Он выглядит, как древний Basic с его
Он выглядит, как древний Basic с его goto, отсутствием явного определения переменных и прочими архаизмами. Но стоит посмотреть на него внимательнее, и становится понятно, что эта «ущербность» и «архаизм» — результат нескольких практических факторов: это язык довольно старый, он придуман для выполнения в строгих рамках доступных ресурсов, он решает одну и довольно простую задачу. Так что это вовсе не «ущербность», а рациональный минимализм, роднящий его с Assembler-ом.
Базовый синтаксис
Если вы хоть раз видели программу на G-code, то знаете, что это последовательность строк, которые состоят из буквенных кодов, за которыми следуют некие числа. Эти буквенные коды называются «адрес». Причина такого термина очень проста: в первых контроллерах станков программа выполнялась путем записи значений в ячейки памяти, которым были даны буквенные имена. Исполнительные устройства, в свою очередь, читали значения по этим адресам и делали то, что от них требуется. Когда мне приходится обучать операторов, я объясняю им, что контроллер, на самом деле, можно условно поделить на две части: ту, что отвечает за интерфейс с пользователем, и ту, что отвечает за работу механизмов. Они часто и физически разнесены по разным платам. А общение между ними происходит все еще через ограниченный набор этих самых ячеек памяти. Другой вопрос, что со временем, к именованным адресам, которые обозначаются буквами латинского алфавита, добавились еще численные адреса (начинающиеся с символа #), через которые осуществляется доступ к портам ввода-вывода, настройкам, специальным возможностям, и так далее.
Они часто и физически разнесены по разным платам. А общение между ними происходит все еще через ограниченный набор этих самых ячеек памяти. Другой вопрос, что со временем, к именованным адресам, которые обозначаются буквами латинского алфавита, добавились еще численные адреса (начинающиеся с символа #), через которые осуществляется доступ к портам ввода-вывода, настройкам, специальным возможностям, и так далее.
Традиционно, когда описывают синтаксис G-code, говорят, что любая команда в программе начинается с буквы G для «подготовительных» кодов и M — для дополнительных, что номер строки начинается с буквы N, а номер программы или подпрограммы — с буквы O. Это, в принципе, правда, но не вся и не всегда.
Во-первых, деление на G- и M-коды — условно. Раньше, во времена первых станков с ЧПУ, это имело практическое значение, потому что связь синтаксиса с аппаратной реализацией была жестче. Сейчас же, это деление практически потеряло свое значение. Однако, правило о том, что M-код может быть только один на строке, все же стоит выполнять, как в старые времена, потому что никогда не знаешь точно, на сколько вольно производитель контроллера станка обошелся с реализацией языка. Например, на станках DMG Mori, автоматическое измерение длины инструмента, установленного в шпинделе, выполняется кодом
Например, на станках DMG Mori, автоматическое измерение длины инструмента, установленного в шпинделе, выполняется кодом G324, но если вы просто хотите активировать измерительный сенсор для того, чтобы почистить его (при этом крышка, под которой он скрыт во время обычной работы, открывается, и он выдвигается, но измерение не происходит), вам нужно выполнить код M44. По классической логике языка, использование G-кода для измерения длины — нестандартное решение, потому что вы явно не хотите, чтобы одновременно с этим (одной строкой кода) выполнялись какие-то еще действия. Но в современных реалиях это не имеет значения. На станках Haas та же операция измерения делается вообще запуском специальной подпрограммы с параметрами (тип и номер инструмента), а не одним кодом. Плюс, практически любой контроллер позволяет определять пользовательские G- или M-коды, полностью стирая различие между ними.
Ветвление и циклы
В G-code есть условный и безусловный переход по команде
GOTO. Синтаксис адреса (аргумента) этой команды может различаться. Чаще всего, это число, соответствующее номеру строки, заданному на самой строке, как
Синтаксис адреса (аргумента) этой команды может различаться. Чаще всего, это число, соответствующее номеру строки, заданному на самой строке, как
Nчисло. Но некоторые реализации языка, например — синтаксис контроллеров Okuma, позволяют давать строкам буквенные метки. С одной стороны, это хорошо, а с другой — нетипично, что смущает некоторых программистов и операторов.
Условный переход выполняется традиционным IF [выражение] THEN команда. Конструкция ELSE в языке не нужна, потому что если условие — ложно, команда на этой строке не будет выполнена, а будет выполнен переход на следующую строку. Это важно понимать, потому что ошибка с тем, чтобы поместить команду, которая должна быть выполнена только если условие истинно, на следующую строку — одна из самых распространенных в «ручном» программировании. Вероятно, это случается с неопытными программистами, которые до этого привыкли к синтаксису языков высокого уровня. В некоторых реализациях не обязательно и THEN, что добавляет краткости, но не добавляет читаемости. Сравните (даже не имея представления о смысле):
Сравните (даже не имея представления о смысле):
IF [#1 NE 10] THEN #2=20и
IF [#1 NE 10] #2=20Циклы в явном виде реализованы конструкцией
WHILE [выражение] DOметка ... ENDметка, но, конечно, могут быть реализованы и через условный переход. Синтаксис позволяет также «выпрыгивать» изнутри цикла, используя
GOTO. Но «запрыгнуть» внутрь цикла, используя размещенную внутри него метку — нельзя. Возможно, в каких-то контроллерах это и разрешено, но в тех, на которых я это проверял, это вызывает ошибку.
Подпрограммы
История использования подпрограмм в G-code тянется еще со времен перфолент. Существует несколько способов их вызывать, и это достаточно избыточно. Каждая программа или подпрограмма на G-code имеет свой идентификатор — цифровой код. Положение (под)программы определяет, должен ли этот идентификатор начинаться с латинской O или латинской N. По этому коду их можно вызывать разными способами. Эти способы (используемые для этого коды) различаются, например, тем, где контроллер будет искать эту подпрограмму — внутри файла (на станках Haas это код
Эти способы (используемые для этого коды) различаются, например, тем, где контроллер будет искать эту подпрограмму — внутри файла (на станках Haas это код
M97) программы или во всех файлах (а это уже
M98). Если подпрограмма содержится в файле программы и имеет идентификатор номера строки (N), ее следует вызывать, как «внутреннюю подпрограмму». В этом случае, совершенно не нужно беспокоиться об уникальности идентификатора. Если же подпрограмма имеет идентификатор, начинающийся с буквы O, она может содержаться и внутри файла основной программы, и в отдельном файле. В этом случае, следует заботиться о том, чтобы номер был уникален среди всех программ в памяти контроллера, потому что иначе, контроллер либо выдаст ошибку при попытке записать такую подпрограмму в его память, либо, что хуже, может выполнить первую попавшуюся подпрограмму из нескольких с одинаковыми номерами. На большинстве контроллеров это, к счастью, невозможно. В общем, любую программу можно вызвать, как подпрограмму, только из-за отсутствия кода возврата
M99, аналога return, и присутствия кода остановки
M30, аналога halt, контроллер просто остановит выполнение. Но в некоторых случаях (когда это действительно конец процесса обработки детали) это может быть совершенно нормальным решением, пусть оно и выглядит некрасиво с точки зрения классического программирования. Это различие, на самом деле, восходит к временам, когда носителем для программ были перфокарты и перфолента, которые нужно было менять вручную, если подпрограмма находилась на другой ленте или в другой пачке перфокарт.
Но в некоторых случаях (когда это действительно конец процесса обработки детали) это может быть совершенно нормальным решением, пусть оно и выглядит некрасиво с точки зрения классического программирования. Это различие, на самом деле, восходит к временам, когда носителем для программ были перфокарты и перфолента, которые нужно было менять вручную, если подпрограмма находилась на другой ленте или в другой пачке перфокарт.
Еще одна существенная разница между тем, как работают вызовы подпрограмм, состоит в том, что при этом происходит со стеком локальных переменных, и как при этом передаются параметры, и передаются ли они вообще. Например, вызывая подпрограмму кодом M98, вы не можете передать подпрограмме параметры в этой же строке. Вам придется положить их в переменные заранее. А вызов через код G65 как раз предполагает передачу параметров, однако стек локальных переменных программы при этом создается новый.
Указатели, переменные, регистры
Хотя G- и M-коды контроллеров — довольно большая тема, переменные — еще более обширная и сложная история. Дело в том, что «железо» станков управляется огромным количеством переменных, напоминающих по принципу их работы регистры процессоров. Доступ к этим регистрам в каких-то случаях возможен по предопределенным буквенным именам, в каких-то — по номерам, в каких-то — по назначенным буквенно-цифровым именам. При этом, свойства, назначение и поведение этих переменных могут быть совершенно разными.
Дело в том, что «железо» станков управляется огромным количеством переменных, напоминающих по принципу их работы регистры процессоров. Доступ к этим регистрам в каких-то случаях возможен по предопределенным буквенным именам, в каких-то — по номерам, в каких-то — по назначенным буквенно-цифровым именам. При этом, свойства, назначение и поведение этих переменных могут быть совершенно разными.
Если вы хоть раз видели программу на G-code для промышленного станка, вы, возможно, заметили, что в начале самой программы, а иногда — в начале каждого фрагмента или подпрограммы, отвечающей за один инструмент или один элемент детали, есть длинная строка кодов, которые вроде бы ничего не делают. Это так называемая safe line. Она нужна, потому что станок помнит свое состояние. Например, содержимое какого-то регистра может сохраняться даже после выключения и включения станка, потому абсолютно всегда имеет смысл в явном виде устанавливать желаемое состояние перед совершением каких-то операций. Это напоминает то, как в web-разработке используются Reset. css и Normalize.css. Иначе, это правило для программистов звучит как «никогда не предполагай, что станок находится в определенном состоянии, если ты его в это состояние не привел». Пренебрежение этим может стоить дорого, включая капитальный ремонт станка. При этом, наиболее надежной практикой считается именно приведение станка в искомое состояние, а не проверка, находится ли он в нем. Почему? Потому что приведение, как правило, делается одной безусловной командой, а проверка требует условного ветвления.
css и Normalize.css. Иначе, это правило для программистов звучит как «никогда не предполагай, что станок находится в определенном состоянии, если ты его в это состояние не привел». Пренебрежение этим может стоить дорого, включая капитальный ремонт станка. При этом, наиболее надежной практикой считается именно приведение станка в искомое состояние, а не проверка, находится ли он в нем. Почему? Потому что приведение, как правило, делается одной безусловной командой, а проверка требует условного ветвления.
Практический пример. При использовании контроллера Haas, некоторые адреса доступны для чтения только по номеру ячейки памяти, тогда как для записи — по буквенному псевдониму и по номеру. Скажем, чтобы установить скорость вращения шпинделя, достаточно выполнить код S<целое число>, запись IF [S EQ 200] (проверка если скорость шпинделя равна 200) работать не будет, нужно писать IF [#цифровой номер ячейки EQ 200]. Очевидно, что установить нужную скорость — куда проще, чем проверить ее. Более того, я с большим трудом могу себе представить ситуацию, когда проверка была бы действительно нужна, за исключением всего одного случая, с которым мне пришлось столкнуться. Некоторые станки имеют в своем наборе инструментов вентилятор, который устанавливается в шпиндель, как обычный держатель фрез. Это нужно, чтобы сдувать охлаждающую жидкость и стружку с детали после окончания ее обработки. Работа вентилятора зависит от скорости вращения — он складной, ему нужна определенная скорость, чтобы раскрыться от центробежной силы. Но станок имеет функцию изменения скорости вращения шпинделя, чтобы при отладке программы оператор мог на ходу переопределить скорость, заданную программой. Однако, если забыть отключить это изменение, вентилятор может или не раскрыться, или разлететься от слишком быстрого вращения. До того, как я начал работать в компании, этот вопрос никак не решался, считалось, что это ответственность оператора. Я же обратил на это внимание после первого происшествия и написал дополнение к программе для вентилятора, которое запускает вентилятор сразу после его установки в шпиндель, затем читает по нумерованному адресу (на счастье, документированному) значение реальной скорости вращения, делит его на устанавливаемую программой скорость и определяет, не различаются ли они больше чем на 1% (легкие вариации допускаются, хотя 1% — это порог с запасом), и если различаются — останавливает программу, включая индикатор ошибки и выдавая сообщение о том, что переопределение скорости следует отключить.
Более того, я с большим трудом могу себе представить ситуацию, когда проверка была бы действительно нужна, за исключением всего одного случая, с которым мне пришлось столкнуться. Некоторые станки имеют в своем наборе инструментов вентилятор, который устанавливается в шпиндель, как обычный держатель фрез. Это нужно, чтобы сдувать охлаждающую жидкость и стружку с детали после окончания ее обработки. Работа вентилятора зависит от скорости вращения — он складной, ему нужна определенная скорость, чтобы раскрыться от центробежной силы. Но станок имеет функцию изменения скорости вращения шпинделя, чтобы при отладке программы оператор мог на ходу переопределить скорость, заданную программой. Однако, если забыть отключить это изменение, вентилятор может или не раскрыться, или разлететься от слишком быстрого вращения. До того, как я начал работать в компании, этот вопрос никак не решался, считалось, что это ответственность оператора. Я же обратил на это внимание после первого происшествия и написал дополнение к программе для вентилятора, которое запускает вентилятор сразу после его установки в шпиндель, затем читает по нумерованному адресу (на счастье, документированному) значение реальной скорости вращения, делит его на устанавливаемую программой скорость и определяет, не различаются ли они больше чем на 1% (легкие вариации допускаются, хотя 1% — это порог с запасом), и если различаются — останавливает программу, включая индикатор ошибки и выдавая сообщение о том, что переопределение скорости следует отключить. Иронично, что тот же самый контроллер позволяет запретить переопределение некоторых параметров из программы (скорости движения стола, например), но не скорости вращения шпинделя. Почему? Так решил производитель. А моя задача — сделать так, как нужно производству, несмотря на то, что думает производитель, не нарушая гарантию. Для типичного производственного программиста, который не связан с автоматизацией, подобное решение выходит за рамки его деятельности.
Иронично, что тот же самый контроллер позволяет запретить переопределение некоторых параметров из программы (скорости движения стола, например), но не скорости вращения шпинделя. Почему? Так решил производитель. А моя задача — сделать так, как нужно производству, несмотря на то, что думает производитель, не нарушая гарантию. Для типичного производственного программиста, который не связан с автоматизацией, подобное решение выходит за рамки его деятельности.
Причина, почему я упомянул переменные и регистры вместе — то, что многие контроллеры станков имеют одно общее «пространство адресации» ячеек памяти, которые не только выполняют разную функцию, но и «живут» в совершенно разных аппаратных частях контроллера. В одно и то же пространство отображаются такие разные группы ячеек, как действующая страница стека локальных переменных, глобальные общедоступные переменные, глобальные общедоступные энергонезависимые переменные, выделенные регистры хранения координат перемещения, значения датчиков, порты управления состоянием реле внешнего оборудования, порты ввода состояния внешнего оборудования, состояние аварийной остановки, порты выделенного назначения для устройства смены оснастки, переменные калибровочных данных устройств автоматического измерения длины инструмента и положения/размера деталей, положение рабочих систем координат относительно глобальной системы координат станка, типы, геометрия и время жизни (в секундах или циклах) инструмента. Соответственно, множество разных действий могут выполняться простой записью в ту или иную переменную.
Соответственно, множество разных действий могут выполняться простой записью в ту или иную переменную.
Приведение типов
Это одна из неприятных особенностей многих реализаций G-code и контроллеров. Глядя на параметр
X10, логично предположить, что это целое число. Но, в зависимости от того, как контроллер работает и как настроен, машина может интерпретировать и как
X10.0и как
X0.0010— в втором случае, это будет «десять минимальных единиц инкремента для данного контроллера». (Что, в свою очередь, может быть и десять микрон и десять десятитысячных долей дюйма.) Чудовищно, правда? Студенты и начинающие операторы постоянно делают эту ошибку. При этом, это можно настроить в контроллере. Потому, для полной переносимости и независимости от настроек, десятичная точка должна быть в цифровых значениях координат абсолютно всегда.
Хуже становится, когда речь о параметрах, передаваемых вызываемой подпрограмме. Практический пример.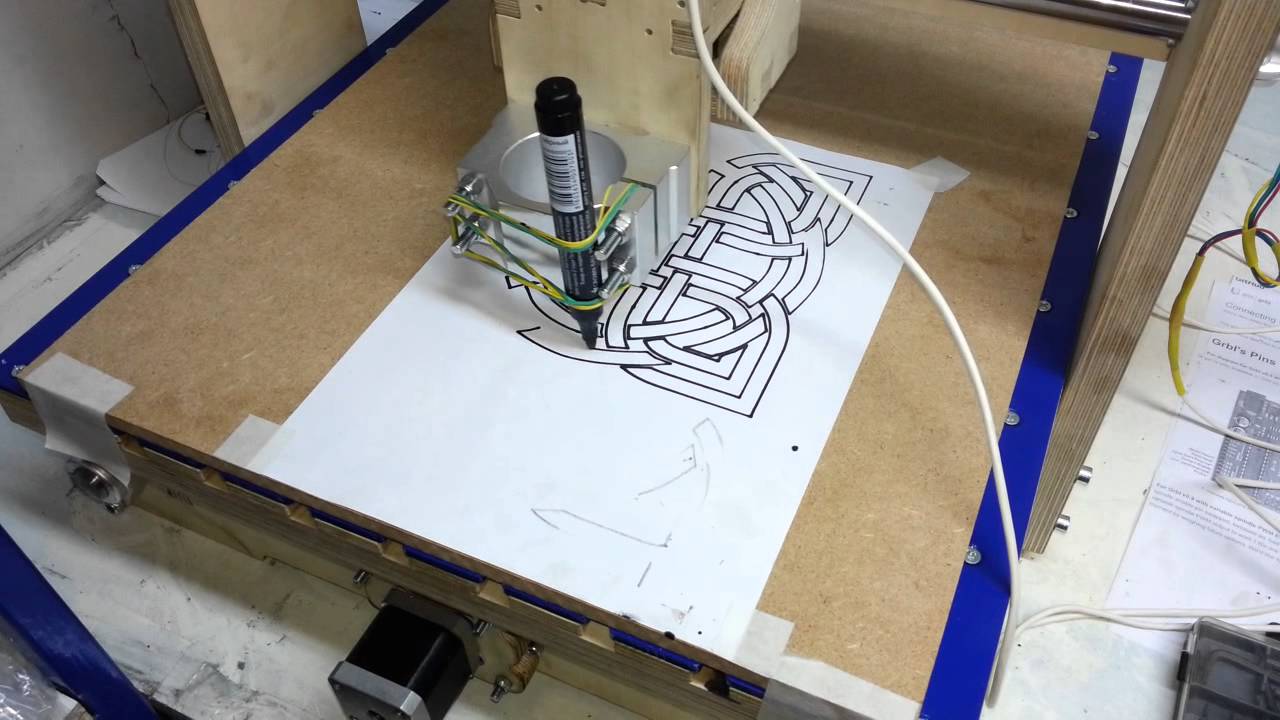 Автоматический измеритель длины инструмента Renishaw, установленный на станке Haas, требует для запуска измерения одного инструмента код
Автоматический измеритель длины инструмента Renishaw, установленный на станке Haas, требует для запуска измерения одного инструмента код G65 P9023 A12. T1, где T1 — номер инструмента (1, в данном случае). Но если вы хотите измерить сразу несколько инструментов, код будет G65 P9023 A22. I1. J2. K3. Тут уже параметры должны быть с точкой. Почему? Потому что когда вы пишете в T, этот адрес предназначен для хранения номера инструмента, потому на станке Haas он автоматически интерпретируется как целое число (мне неизвестны реализации, где это может быть дробное число, но я не могу этого исключить, например — у одного инструмента могут быть разные режущие кромки, нумеруемые, как дробная часть его номера). А вот когда параметры передаются через регистры, хранящие локальный стек переменных общего назначения, точка нужа, потому что там может храниться что угодно. При этом, у тех же станков Haas есть две настройки, которые отвечают за изменение этого поведения.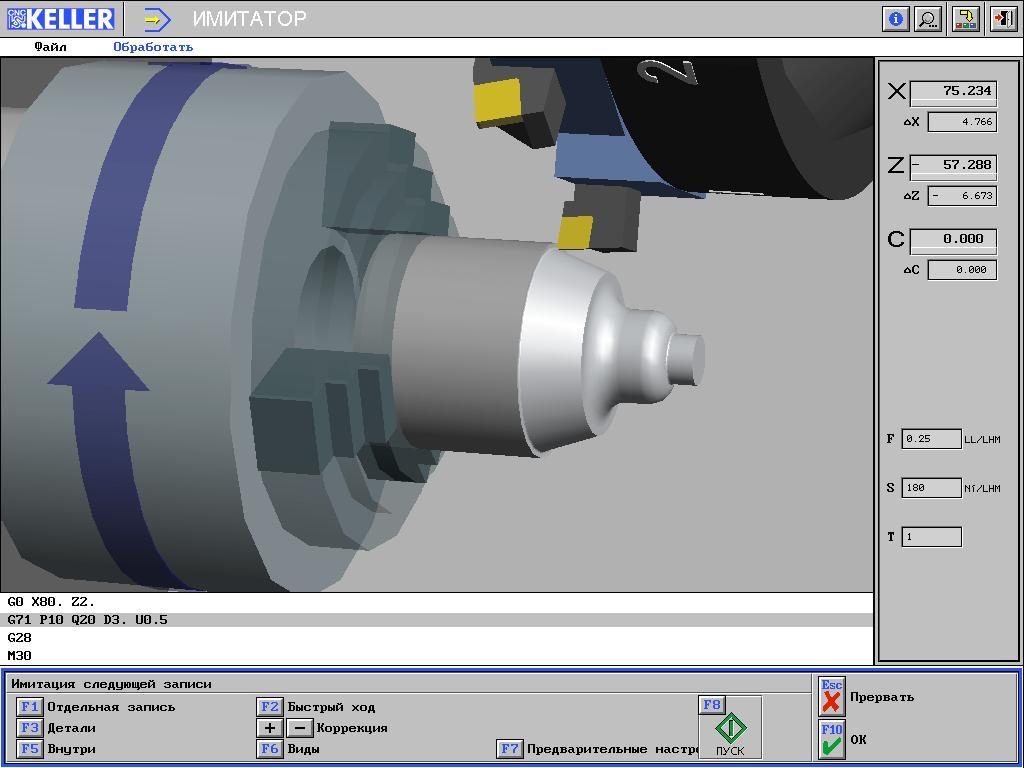 Одна касается ввода параметров в контроллер, а другая — интерпретации некоторых именованных регистров использующихся для хранения координат.
Одна касается ввода параметров в контроллер, а другая — интерпретации некоторых именованных регистров использующихся для хранения координат.
Об обучении
Программированию станков с ЧПУ учат очень разными путями и с разными задачами. В одном случае, речь просто о том, чтобы научить пользоваться CAD/CAM, чтобы программист был в состоянии превратить модель (чертёж) в код, исполняемый на том или ином станке, изготавливающий деталь по модели. Это напоминает процесс обучения программированию «общего назначения» в ВУЗе, где вопросы исполнения кода, аппаратной архитектуры и написания кода на Ассемблере рассматриваются очень поверхностно. В других, заметно более редких случаях, процесс более всего напоминает обучение системному программированию, а примеры исполнения кода на конкретной архитектуре входят в него, как неотъемлемая часть. Поскольку я когда-то учился цифровой электронике, и программирование железа на низком уровне было частью этого, пусть и в довольно скромном объеме, второй вариант лично мне как-то ближе, и именно так я старался преподавать это сам, когда у меня была такая возможность.
Я вполне допускаю, что некоторые аналогии в статье могут показаться кому-то натянутыми, но я и не претендую на их точность. Речь, скорее, о сходстве «духа» упомянутых выше языков, о том, что опыт «ассемблерного мышления» может довольно сильно способствовать глубокому пониманию G-code, тогда как опыт программирования только на языках высокого уровня, отделенных от аппаратной реализации, может вызвать недоумение и даже некоторую неприязнь у того, у кого вдруг возникнет необходимость писать вручную для станков с ЧПУ.
Курсы ЧПУ
Компания «Obuchenie-Chpu.ru» предоставляет курсы ЧПУ а также услуги по подготовке специалистов в работе на станках тех.персонала клиента, по техобслуживанию оснащения, программному обеспечению обрабатывающих центров с ЧПУ и станков. Особенностью нашей компании является профессионализм, который всегда будет залогом в правильном использовании оборудования. Это позволяет снизить процент износа и уменьшить риск поломки оснащения, повысить производительность и исключить производство бракованной продукции.
Список предлагаемых услуг.
Обучение на станках ЧПУ, подготовка наладчиков и операторов оборудования с ЧПУ (Heidenhain, Fanuc, Siemens) на территории клиента. Подготовка инженеров программистов CAD/CAM систем. Специалисты нашей компании, при необходимости, могут подъехать на производственное предприятие, в то время, которое удобно клиенту, для ознакомления с инструкцией.
Высылайте вашу заявку на обучение на станках ЧПУ на [email protected]
Ведется набор в группы наладчиков, операторов, механиков и электриков.
Для чего нужен обучающий курс?
Обучение проходит под руководством специалиста с десятилетним опытом на производственной работе в сфере производственной автоматизации. Специалист обучает практическим навыкам по созданию управляющего программного обеспечения для ЧПУ в самых современных САМ по программе PowerMill.
Обучающая программа PowerMill была создана специально с целью обучения специалистов приобретению специализированных навыков. После прохождения обучения на предприятии заказчика происходит значительное улучшение возможностей ЧПУ производства, сокращаются ресурсные и временные затраты на обработку изделий фрезой, вследствие чего предприятие получает больше прибыли, увеличивает рентабельность производства.
После прохождения обучения на предприятии заказчика происходит значительное улучшение возможностей ЧПУ производства, сокращаются ресурсные и временные затраты на обработку изделий фрезой, вследствие чего предприятие получает больше прибыли, увеличивает рентабельность производства.
С помощью оптимизированных программ изделия фрезеруются быстрее, срок службы фрезы увеличивается, она меньше ломается, плюс ко всему сокращаются выплаты по электроэнергии, аренде помещения, сокращаются расходы по заработной плате оператору, расходы на амортизацию оборудования сокращаются до 30% на одном изготавливаемом изделии. Все перечисленные факторы приводят к выводу, что окупаемость стоимости обучения не более одного месяца, поэтому предлагаем вам прямо сейчас записаться на курсы ЧПУ.
Если же предприятие вообще не имеет специалистов в создании УП по обработке изделий, то выгода после обучения по курсу, просто неоспорима!
Длительность обучающего курса зависит от базовой подготовки специалиста, занятия делятся на две части, каждое длится два часа, части делит недолгий перерыв на кофе-чай, где можно будет поговорить на сторонние темы и немного отдохнуть от занятия.
Что даст обучающая программа?
На сегодняшний день, в российском сегменте машиностроения, все предприятия ощущают большую конкуренцию со стороны западных предприятий. Для того чтобы не потерять конкурентоспособность, российские крупные производители приступают к усовершенствованию и реконструкции машинопроизводственной базы. Станочное оснащение пополняется качественным оборудованием из таких стран как талия, Япония, Германия, Чехия, станки снабжаются всевозможными системами ЧПУ, например Fanuc, Fagor, Siemens, Hedenhain и т.д. Вследствие чего повышаются требования к образованности работников и персоналу инженерно-технического обслуживания. Первоочередной задачей становится проведение мероприятий обучающего характера работников, мероприятия повышающие квалификацию операторов станочного оборудования с ЧПУ, а также обучение наладчиков станков с ЧПУ.
Почему в процессе обучения важно использовать специализированное учебное оснащение. Для того чтобы подготовить для машиностроительного предприятия квалифицированные кадры, нужно с самого начального уровня профессиональной подготовки использовать только специализированное учебное оборудование.
Это позволяет во много раз повысить скорость процесса обучения и увеличить уровень практической подготовки. В тоже время, производственно-обучающая система также нуждается в усовершенствовании.
Высылайте вашу заявку на обучение на станках ЧПУ на [email protected]
Ведется набор в группы наладчиков, операторов, механиков и электриков.
Традиционные способы заводского обучения новых кадров для работы на оборудовании с ЧПУ, требуют большого количества временных затрат использования станка в целях обучения, что приводит к выводу станка из процесса производства на период обучения. Помимо этого, увеличивается риск поломки дорогостоящего оснащения из-за неправильного использования неопытным рабочим, по этим причинам и многим другим необходимо пройти курсы ЧПУ.
Компания «Obuchenie-Chpu.ru» вот уже много лет предлагает пути решения профессиональной некомпетентности сотрудников предприятия. Наша компания тесно сотрудничает с немецкой компанией Arinstein, благодаря чему мы первые на обучающем рынке российского машиностроения, можем предложить весь спектр учебных программ, который включает в себя:
- учебные интерактивные классы фирмы EMCO (Австрия) для разнообразных систем ЧПУ – Fanuc, Fagor, Siemens, Hedenhain;
- обучающие станки с ЧПУ;
- обучающие пособия для студентов и для преподавателей;
- все необходимое русскоязычное программное обеспечение.

.jpg)
Наша обучающая программа, благодаря своей универсальности и простоте обучения, является довольно востребованной на территории России. Мы осуществляем обучение на станках с ЧПУ в Москве, Санкт-Петербурге, Челябинске, Екатеринбурге и многих других городах.
Оснащенность наших учебных аудиторий.
Австрийская фирма ЕМСО, учитывая все потребности современного машинопроизводства, разработала новейшую обучающую систему для любых станков с ЧПУ, где предполагается абсолютно новый подход в организации процесса обучения. Освоение систем ЧПУ совершается на базе интерактивного тренировочного класса ЕМСО, оборудован он специализированными тренажерами, которые имитируют стойку ЧПУ промышленного станка.
Класс ЕМСО позволяет изучить программирование в самых часто применяемых системах ЧПУ:
- Sinumerik Operate,
- Fagor 8055, Fanuc 0 и 21,
- Siemens Sinumerik-810D/840D,
- Heidenhain-TNC 426/430.
Статистические данные показывают, что более 73% всех производимых в мире металлообрабатывающих станков комплектуются перечисленными выше системами ЧПУ. В дополнение ко всему, будущий специалист-оператор учится работать как с системой программирования стандартного режима с применением G-кодов, так и с современной системой диалогового программирования. Все это рассматривается на курсах ЧПУ.
В дополнение ко всему, будущий специалист-оператор учится работать как с системой программирования стандартного режима с применением G-кодов, так и с современной системой диалогового программирования. Все это рассматривается на курсах ЧПУ.
Изначально программа обучения специалистов основана на практической работе на современном оборудовании с ЧПУ. Для этого были созданы специализированные фрезерные и токарные станки, что позволяет исключать вероятность повреждения дорогостоящего производственного оснащения, экономить финансовые средства и исключить производственный простой станка. Специальные учебные станки практически идентичны производственному оборудованию. Даже такие станки как настольный Concept MILL 55 и Concept TURN 55 имеют более 80% всех функций современного производственного станка.
Наши тренажеры ЧПУ.
Места, на которых работают преподаватели и учащиеся оборудованы:
- компьютер, укомплектованный устройствами ввода,
- тренажер, который копирует пульт управления станком с возможностью замены панелей, набор заменяемых панелей управления,
- экранный монитор,
- визуализирующий учебные процессы по программированию и обработке.

Тренировочный пульт обучения работе на ЧПУ Board-control является имитатором станочного пульта управления, в наборе есть панели сменные для разнообразных систем ЧПУ:
- Fagor 8055,
- Siemens Sinumerik-810D/840D,
- Fanuc 0 и 21,
- Heidenhain-TNC 426/430,
- Sinumerik Operate.
Этот симулятор подключен к системному блоку на рабочем месте и применяется когда необходимо ввести данные вовремя программирования и управления оборудованием.
Сменить панели управления на тренажере можно в короткое время – для этого достаточно всего лишь открутить только крепежные винты.
Далее, с помощью специализированного программного обеспечения WinNC подбирается иная система ЧПУ. Мы в результате обладаем уникальной возможностью, осваивать программирование в выше указанных системах ЧПУ не покидая своего рабочего места. Вместо пульта управления, которым вводим данные, во время обучающего процесса мы можем использовать еще и клавиатуру компьютера и мышь. Места, на которых работают студенты и преподаватель, собраны в общую компьютерную сеть.
Места, на которых работают студенты и преподаватель, собраны в общую компьютерную сеть.
Высылайте вашу заявку на обучение на станках ЧПУ на [email protected]
Ведется набор в группы наладчиков, операторов, механиков и электриков.
Наличие сетевого коммутатора/маршрутизатора дает возможность рабочей группе свободно подсоединяться к сети Fast Ethernet и Ethernet. Если возникает необходимость, то к коммутатору прилагается комплект кабелей, которыми соединяются все учебные места, и обязательно поставляются кабельные каналы, в которые укладывают провода в классах где проходят курсы ЧПУ.
Программное обеспечение используемое дополнительно.
Для нормальной работы учебного класса дается пакет лицензионного ПО. Все программы руссифицированны. WinNC. Это специально конфигурированное ПО, которое имитирует ЧПУ станка промышленного. WinNC может быть установлена и на учебный станок, и на рабочее компьютерное место, и ученика и преподавателя. Данное ПО имеет лицензию в сети на несколько рабочих мест, 10 и более.
Вы вправе выбирать программное обеспечение как для программирования всего лишь в единичной системе ЧПУ, к примеру, Fanuc 0, Sinumerik 810D / 840D, так и можете заказать и использовать пакет программ позволяющих работать и с одной, и с множеством систем ЧПУ, в процессе обучения операторов станков.
При помощи WinNC Sinumerik Operate студент обучается работе с такими промышленными системами, как диалоговое программирование ShopTurn и ShopMill.
Win3D-View. Токарная симуляция и симуляция фрезерной обработки (трехмерная симуляция) происходит благодаря использованию программы Win3D-View. Установочно-зажимные приспособления, все инструменты, а также заготовки изображаются объемными.
Визуализация при обработке деталей проходит в режиме реального времени. Win3D-View дает возможность не только видеть все перемещения в процессе работы, но и взять под контроль их на предмет столкновения (удара) инструмента и установочно-зажимного приспособления, а также заготовки. Если возникает опасность столкновения, то на мониторе высвечивается предупреждение и указывается адрес ошибки.
Если возникает опасность столкновения, то на мониторе высвечивается предупреждение и указывается адрес ошибки.
Высылайте вашу заявку на обучение на станках ЧПУ на [email protected]
Ведется набор в группы наладчиков, операторов, механиков и электриков.
Сетевая лицензия на несколько рабочих мест, 10 и более, в программе Win3D-View аналогична WinNC.
WinCAM. Учебный модуль CAD/CAM является системой подготовки по управлению программ, представлена модулем WinCAM. WinCAM дает возможность получать 3D графику имитации обработки. Все это и многое другое мы рассматриваем и разбираем на курсах ЧПУ. Создаются управляющие программы в режиме диалога с участием стандартных циклов обработки. Обрабатывать можно не имея специализированного навыка в сфере написания программ для ЧПУ, используя G-коды, это является огромным преимуществом для пользователей только начинающих.
NetOp School. Программа, дающая возможность интерактивного общения учителя со студентами внутри учебной сети. Программное обеспечение обладает рядом функций позволяющих учителю обучать студентов не оставляя рабочее место.
Программное обеспечение обладает рядом функций позволяющих учителю обучать студентов не оставляя рабочее место.
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ КУРСА.
Вводятся данные, запускается программа обработки на симуляторе токарного станка (Stepper). Вводятся данные, запускается программа обработки на симуляторе фрезерного станка (Stepper). Используются режимы станка с ЧПУ. Определяется текущее состояние станка. Создаются, редактируются и удаляются программы обработки. Создание и отладка модели с помощью программы CAD/CAE. Разрабатывается и налаживается управляющая программа на виртуальном токарном симуляторе с ЧПУ.
Разрабатывается и налаживается управляющая программа на виртуальном фрезерном симуляторе с ЧПУ. Разрабатывается, налаживается и реализуется управляющее ПО для токарного оборудования с ЧПУ. Разрабатывается, налаживается и реализуется управляющая программа для фрезерного оборудования с ЧПУ.
ПРАКТИЧЕСКАЯ ЧАСТЬ КУРСА.
В процессе обучения программированию станков с ЧПУ вводятся данные, запускается программа обработки на симуляторе токарного станка (Stepper).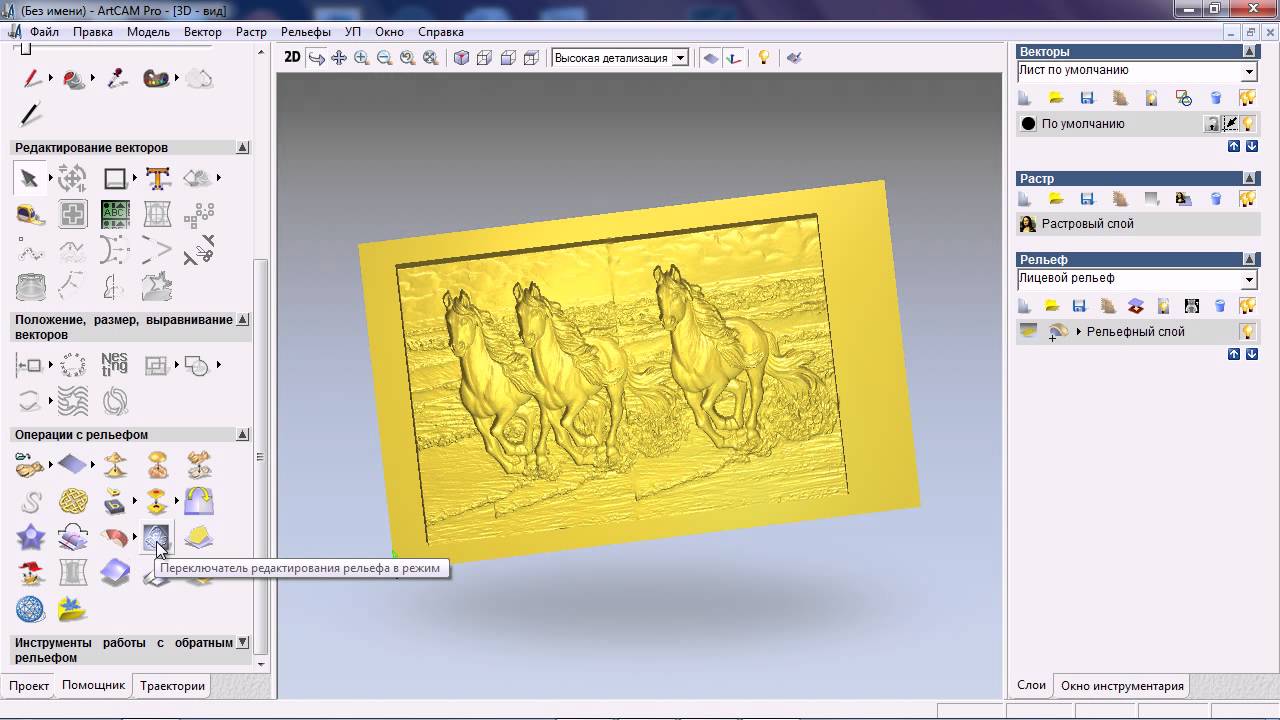 Вводятся данные, запускается программа обработки на симуляторе фрезерного станка (Stepper). Используются режимы станка с ЧПУ. Определяется текущее состояние станка. Создаются, редактируются и удаляются программы обработки. Создание и отладка модели с помощью программы CAD/CAE. Разрабатывается и налаживается управляющая программа на виртуальном токарном симуляторе с ЧПУ. Разрабатывается и налаживается управляющая программа на виртуальном фрезерном симуляторе с ЧПУ. Разрабатывается, налаживается и реализуется управляющее ПО для токарного оборудования с ЧПУ. Разрабатывается, налаживается и реализуется управляющая программа для фрезерных станков с ЧПУ.
Вводятся данные, запускается программа обработки на симуляторе фрезерного станка (Stepper). Используются режимы станка с ЧПУ. Определяется текущее состояние станка. Создаются, редактируются и удаляются программы обработки. Создание и отладка модели с помощью программы CAD/CAE. Разрабатывается и налаживается управляющая программа на виртуальном токарном симуляторе с ЧПУ. Разрабатывается и налаживается управляющая программа на виртуальном фрезерном симуляторе с ЧПУ. Разрабатывается, налаживается и реализуется управляющее ПО для токарного оборудования с ЧПУ. Разрабатывается, налаживается и реализуется управляющая программа для фрезерных станков с ЧПУ.
Используемые учебные пособия.
Компания «Obuchenie-Chpu.ru» сделала перевод и адаптировала для наших компаний целый комплект учебных и методических пособий для учащихся, которые записаны на наши курсы ЧПУ. В комплект входят семь книг – раздельно для преподавателей и учащихся. В данных пособиях содержатся алгоритмы для составления программ управления для фрезерных и токарных станков с ЧПУ. Очень подробно освещены вопросы о специфике работы с той или другой системой управления, сделаны описания принципов управления оборудованием и при работе с инструментом, все сопровождается практическими примерами.
Очень подробно освещены вопросы о специфике работы с той или другой системой управления, сделаны описания принципов управления оборудованием и при работе с инструментом, все сопровождается практическими примерами.
По окончанию обучения выдается удостоверение, а главное вы получаете востребованную и высокооплачиваемую профессию.
| Системы числового программного управления / CNC programming and machining SIEMENS | Справочник SIEMENS 2012 Программирование 840D sl 828D Основы (Всего 680 стр.) | ||||||||
53 Справочник SIEMENS 2012 Программирование систем ЧПУ Sinumerik 840D sl 828D Основы Стр.53 | ||||||||
Пример простой ЧПУ программы Siemens Sinumerik 840D для токарной обработке на металлорежущем оборудовании с краткими комментариями Пример простой ЧПУ программы Siemens Sinumerik 840D для токарной обработке на металлорежущем оборудовании с краткими комментариями _ Стартовая точка Смещение нулевой точки Ограничение числа оборотов (G96) Выбор постоянной скорости резания Выбор инструмента и коррекции Подвод инструмента в рабочее положение с коррекцией радиуса инструмента Обтачивание радиуса 10 Обтачивание радиуса 3 Обтачивание радиуса 3 Обтачивание радиуса 3 Отключение коррекции радиуса инструмента и подвод к точке смены инструмента Вызов инструмента и выбор коррекции Выбор постоянной скорости резания Подвод инструмента в рабочее положение с коррекцией радиуса инструмента Обтачивание диаметра 50 Обтачивание радиуса 8 Отвод инструмента и выключение коррекции радиуса инструмента Переход к точке смены инструмента Конец программы Основы 2 3. | ||||||||
См.также / See also : | ||||||||
Резцы по металлу Особенности / Metal lathe tools Features | Сверла Конструкция / Parts of a drill | |||||||
Концевые фрезы по металлу Конструкция / Parts of an end mill | Сборные фрезы с СМП / Parts of a milling cutter | |||||||
Метчики Конструкция / Thread taps for metal | Метчик для накатки резьбы / Cold forming roll taps | |||||||
Плашки по металлу / Thread dies | Развертки по металлу и развертывание отверстий / Reaming and reamer cutting tool | |||||||
Справочник SIEMENS 2012 Программирование 840D sl 828D Основы (Всего 680 стр.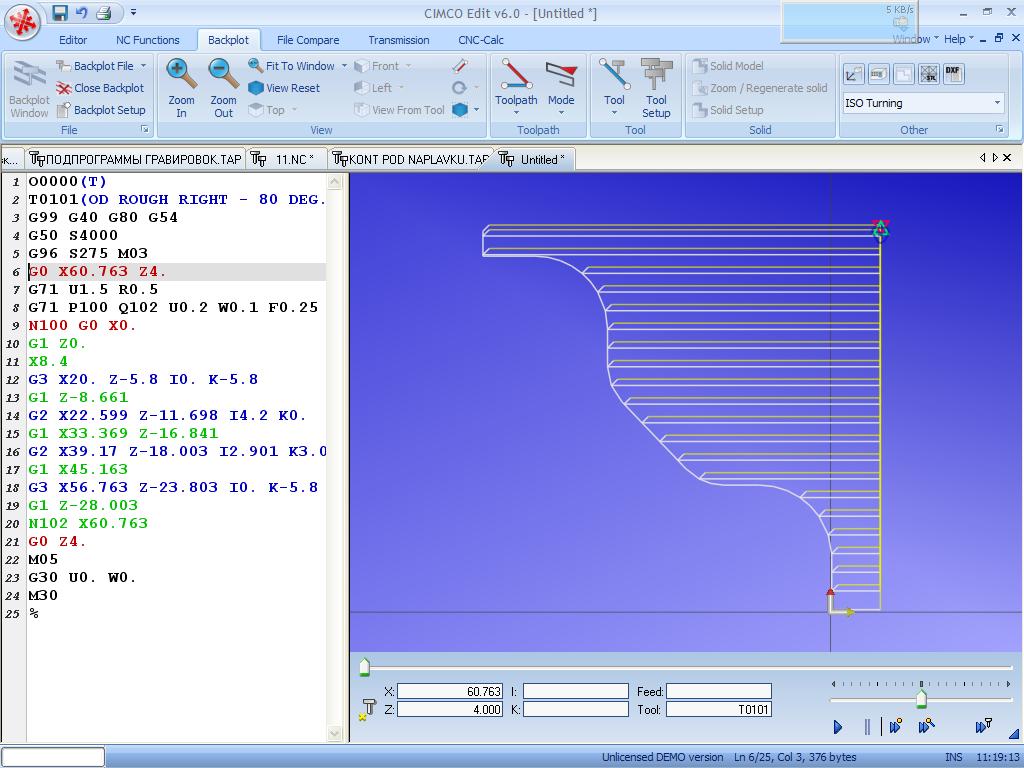 ) ) | ||||||||
| | ||||||||
| 50 | 51 Примеры простых программы ЧПУ для металлорежущего оборудования Первые шаги программирования Принцип действий Создание новой программы обрабо | 52 | 54 Пример создания программы CNC Siemens Sinumerik 840D sl 828D для вертикально-фрезерного станка Данная ЧПУ программа содержит фрезерование по | 55 | 56 Листинг примера программы Sinumerik 840D в руководстве по программированию Программный код и комментарии Предварительный выбор инструмента с | |||
| SIEMENS | ||||||||
| | ||||||||
Руководство SIEMENS 2013 840D sl / 828D Расширенное программирование (894 страницы) | Руководство SIEMENS 2013 840D sl / 828D Измерительные циклы (322 страницы) | |||||||
Справочник SIEMENS 2012 Программирование 840D sl 828D Основы (680 страниц) | ||||||||
Справочник SIEMENS 2012 840D sl 828D SINUMERIK Фрезерование (730 страниц) | Справочник SIEMENS 2012 840D sl 828D SINUMERIK Токарная обработка (812 страниц) | |||||||
Системы числового программного управления / CNC programming and machining | ||||||||
— — | ||||||||
 4 Примеры программы Программный код Комментарий N5 G0 G53 X2 8 0 Z380 D0 N10 TRANS X0 Z2 5 0 N15 LIMS4000 N20 G96 S2 5 0 M3 N25 G9 0 T1 D1 M8 N30 G0 G42 X-1.5 Z1 N35 G1 X0 Z0 F0.25 N40 G3 X16 Z-4 I0 K-10 N45 G1 Z-12 N50 G2 X22 Z-15 CR3 N55 G1 X24 N60 G3 X30 Z-18 I0 K-3 N65 G1 Z-2 0 N70 X35 Z-40 N75 Z-57 N80 G2 X41 Z-60 CR3 N85 G1 X4 6 N90 X52 Z-63 N95 G0 G40 G97 X100 Z50 M9 N100 T2 D2 N105 G96 S210 M3 N110 G0 G42 X50 Z-60 M8 N115 G1 Z-7 0 F0.12 N120 G2 X5 0 Z-8 0 I6.245 K-5 N125 G0 G40 X100 Z50 M9 N130 G0 G53 X280 Z380 D0 M5 N135 M30 Создание программы ЧПУ Пример программы
4 Примеры программы Программный код Комментарий N5 G0 G53 X2 8 0 Z380 D0 N10 TRANS X0 Z2 5 0 N15 LIMS4000 N20 G96 S2 5 0 M3 N25 G9 0 T1 D1 M8 N30 G0 G42 X-1.5 Z1 N35 G1 X0 Z0 F0.25 N40 G3 X16 Z-4 I0 K-10 N45 G1 Z-12 N50 G2 X22 Z-15 CR3 N55 G1 X24 N60 G3 X30 Z-18 I0 K-3 N65 G1 Z-2 0 N70 X35 Z-40 N75 Z-57 N80 G2 X41 Z-60 CR3 N85 G1 X4 6 N90 X52 Z-63 N95 G0 G40 G97 X100 Z50 M9 N100 T2 D2 N105 G96 S210 M3 N110 G0 G42 X50 Z-60 M8 N115 G1 Z-7 0 F0.12 N120 G2 X5 0 Z-8 0 I6.245 K-5 N125 G0 G40 X100 Z50 M9 N130 G0 G53 X280 Z380 D0 M5 N135 M30 Создание программы ЧПУ Пример программыG-Code для программирования ЧПУ | Блог Fusion 360
Вы знаете, что они говорят об основах: сначала изучите их, и вы запомните их навсегда. То же самое верно и для программирования станков с ЧПУ. Даже по мере развития новых производственных технологий основы обработки деталей с помощью программы ЧПУ останутся с вами навсегда.
В этой статье мы поговорим об основном компоненте каждой программы ЧПУ – G-коде.
Краткий обзор G-кода
Производители по всему миру используют программирование ЧПУ для управления инструментами станка для производства деталей.В основе этого автоматизированного производственного процесса лежит набор инструкций, которые сообщают станку с ЧПУ, куда и как двигаться. Эти инструкции называются G-кодом.
G-кодбыл впервые установлен в 1960-х годах Ассоциацией электронной промышленности (EIA). Хотя официальный язык был задокументирован как RS-274D, вы слышите, как все называют его G-кодом. Почему? Многие слова или отдельные фрагменты кода, составляющие этот машинный язык, начинаются с буквы G.
Хотя G-код должен быть универсальным стандартом, вы обнаружите, что многие производители станков с ЧПУ разработали свои собственные уникальные особенности.В конце дня мы все ели мороженое, но Haas может быть со вкусом клубники, а Tormach может быть со вкусом шоколада. Из-за этой разницы в разновидностях G-кода крайне важно понимать, как ваша собственная машина использует G-код.
Почему разница в вкусах G-кода? Это действительно сводится к возможностям каждой машины. Возьмем один станок, который может обрабатывать вращение системы координат на основе входных данных датчика. Вам понадобится набор команд G-кода, которые могут включить или отключить это вращение.Другой компьютер без этой возможности настройки не потребует G-кода.
В случае сомнений всегда обращайтесь к документации по станку с ЧПУ, работая над остальной частью этой статьи. Мы рассмотрим основы, но вы никогда не узнаете, могла ли ваша машина пойти по другому пути к тому же конечному пункту назначения.
Блоки G-кода
Стандарт G-кода был опубликован еще в те времена, когда машины имели небольшой объем памяти. Из-за этого ограничения памяти G-код является чрезвычайно компактным и лаконичным языком, который на первый взгляд может показаться архаичным.Возьмем, к примеру, эту строку кода:
G01 X1 Y1 F20 T01 M03 S500
В этой единственной строке мы даем машине ряд инструкций:
- G01 – Выполнить движение с линейной подачей
- X1 / Y1 – Переместиться к этим координатам X и Y
- F20 – Переместить со скоростью подачи 20
- T01 – Использовать инструмент 1 для выполнения работы
- M03 – Токарная обработка шпиндель на
- S500 – Установите скорость шпинделя 500
Несколько строк G-кода, подобных этим, объединяются, чтобы сформировать полную программу ЧПУ.Затем ваш станок с ЧПУ будет читать код по одной строке слева направо и сверху вниз, как при чтении книги. Каждый набор инструкций находится в отдельной строке или блоке.
Программы G-кода
Цель каждой программы G-кода – производить детали наиболее безопасным и эффективным способом. Для этого вы обычно найдете блоки G-кода, расположенные в определенном порядке, например:
- Запустить программу ЧПУ.
- Загрузите необходимый инструмент.
- Включите шпиндель.
- Включить охлаждающую жидкость.
- Переместить в позицию над деталью.
- Запустить процесс обработки.
- Выключить охлаждающую жидкость.
- Выключите шпиндель.
- Отойдите от детали в безопасное место.
- Завершить программу ЧПУ.
Этот поток представляет собой простую программу, использующую только один инструмент для одной операции. На практике вы обычно промываете и повторяете шаги со 2 по 9. Например, приведенная ниже программа G-кода включает все вышеперечисленные блоки кода с повторяющимися разделами там, где это необходимо:
Модальные и адресные коды
Как и другие языки программирования, G-код может бесконечно повторять действие, пока не будет остановлено.Этот процесс цикла использует модальный код, который действует до тех пор, пока вы не отключите его или не измените его другим модальным кодом. Например, M03 – это модальный код, который будет запускать шпиндель неопределенно долго, пока вы не скажете ему остановиться с помощью M05. А теперь подожди секунду. Это слово (помните: слово – это небольшой фрагмент кода) не начиналось с буквы G, но это все еще G-код. Слова, начинающиеся с буквы M, являются машинными кодами, и они включают или выключают такие функции станка, как охлаждающая жидкость, шпиндель и зажимы. Я перечислю некоторые из наиболее распространенных в следующем разделе, но вы можете найти список M-кодов вашего компьютера в документации.
G-code также включает в себя полный список адресных кодов. Вы можете думать об этом как о словаре G-кода, который определяет конкретное поведение. Коды адресов начинаются с буквенного обозначения, например G, а затем с набора цифр. Например, X2 определяет адресный код с координатой X, где 2 – это значение по оси X, на которое нужно переместить станок.
Полный список адресных кодов включает:
В программу G-кода можно добавить несколько кодов специальных символов.Обычно они используются для запуска программы, комментирования текста или игнорирования символов и включают:
- % Начинает или завершает программу ЧПУ.
- () Определяет комментарий, написанный оператором ЧПУ; иногда они должны быть заглавными.
- / Игнорирует все символы, которые идут после косой черты
- ; Определяет, когда заканчивается блок кода, не отображается в текстовом редакторе
G-коды и M-коды объяснены
G и M-коды составят основную часть вашей программы ЧПУ.Коды, начинающиеся с G, подготавливают вашу машину к выполнению определенного типа движения. Наиболее распространенные коды G, с которыми вы снова и снова сталкиваетесь в каждой программе ЧПУ, включают:
G0 – Быстрое движение
Этот код указывает машине двигаться как можно быстрее к заданной координатной позиции. G0 будет перемещать ось станка за осью, что означает, что он сначала будет перемещаться по обеим осям и завершит перемещение на той оси, которая не находится в положениях. Вы можете увидеть пример этого движения на изображении ниже:
G1 – линейное перемещение
Этот код указывает станку двигаться по прямой к координатной позиции с определенной скоростью подачи.Например, G1 X1 Y1 F32 переместит станок в координаты X1, Y1 со скоростью подачи 32.
G2, G3 – дуга по часовой стрелке, дуга против часовой стрелки
Эти коды указывают станку двигаться по дуге к месту назначения координат. Две дополнительные координаты, I и J, определяют центральное положение дуги, как показано ниже:
G17, G18, G19 – обозначения плоскости
Эти коды определяют, на какой плоскости будет обрабатываться дуга. По умолчанию ваш станок с ЧПУ будет использовать G17, то есть плоскость XY.Два других самолета показаны на изображении ниже:
G40, G41, G42 – Коррекция диаметра фрезы
Эти коды определяют компенсацию диаметра фрезы или CDC, которая позволяет станку с ЧПУ позиционировать свой инструмент слева или справа от заданной траектории. D-регистр хранит смещение для каждого инструмента.
G43 – Коррекция длины инструмента
Этот код определяет длину отдельных инструментов по высоте по оси Z. Это позволяет станку с ЧПУ понять, где острие инструмента относительно детали, с которой он работает.Регистр определяет коррекцию длины инструмента, где H – коррекция длины инструмента, а Z – длина инструмента.
G54 – Рабочее смещение
Этот код используется для определения смещения приспособления, которое определяет расстояние от внутренних координат станка до нулевой точки на заготовке. В таблице ниже только G54 имеет определение смещения. Однако вы можете запрограммировать несколько смещений, если задание требует одновременной обработки нескольких деталей.
М-коды
КодыM – это машинные коды, которые могут различаться для разных станков с ЧПУ.Эти коды управляют функциями вашего станка с ЧПУ, такими как направление подачи охлаждающей жидкости и шпинделя. Некоторые из наиболее распространенных M-кодов включают:
Постоянные циклы в G-коде
Последний аспект G-кода, который нужно затронуть, – это постоянные циклы. Они похожи на методы или функции в компьютерном программировании. Они позволяют выполнять сложные действия всего в нескольких строках кода без необходимости вводить все детали.
Возьмем, к примеру, постоянный цикл ниже. Здесь мы говорим инструменту ЧПУ создать отверстие с помощью сверла только в двух строках кода слева.Это же действие требует более 20 строк обычного G-кода.
Некоторые общие циклы сверления включают:
G81 – простой цикл сверления
В этом цикле будет выполнено отверстие путем врезания в заданную координату оси Z и затем втягивания. Для программирования этого цикла требуются глубина, скорость подачи, координаты XY и плоскость для сверления.
G83 – Пек-дрель
Этот цикл используется для быстрого сверления глубоких отверстий. Инструмент сначала просверливает заданное расстояние, а затем отводится, что удаляет весь материал из отверстия и позволяет охлаждающей жидкости смывать стружку.Самая простая реализация этого цикла требует начальной высоты, плоскости подачи, шага клевания и глубины.
G98 – возврат к начальной быстрой высоте
Этот цикл отводит инструмент до плоскости зазора между отверстиями, что помогает избежать зажимов. Программирование этого цикла требует начальной высоты и плоскости подачи для сверления.
Основные принципы
Даже если вы никогда не закончите писать свою собственную программу ЧПУ вручную, понимание основ G-кода поможет вам продвинуться в карьере программиста ЧПУ.Поведение ядра остается неизменным у разных производителей, даже несмотря на то, что фактический G-код немного отличается. В конце дня вы комбинируете координаты, скорости подачи и набор определяемых действий для успешного перемещения инструмента и обработки детали.
Некоторые руководства рекомендуют запоминать наиболее распространенные коды G и M. Хотя это может сработать, практика ведет к совершенству! Постоянно используйте и обновляйте основы G-кода на протяжении всей карьеры, и они останутся с вами. Вот небольшая викторина, чтобы узнать, где вы находитесь.
Готовы применить свои знания в области программирования ЧПУ и G-кода? Попробуйте Fusion 360 сегодня!
Начинающих операторов токарных станков с ЧПУ – Учебный центр с ЧПУ
Курсы обучения ЧПУ
Начинающие Оператор токарного станка с ЧПУ
Продолжительность: 2 дня.
Дата: См. Даты курсов
Время: начало 9:30 Окончание 16:00
Расположение: Barwell Leicestershire England UK
Новички Токарный станок с ЧПУ
Этот курс предназначен для начинающих и охватывает токарный станок с ЧПУ для начинающих.
Он охватывает основные принципы токарной обработки с ЧПУ и инструмента, используемого на станках с ЧПУ. Он дает обзор процесса токарной обработки.
Он также охватывает основные измерительные инструменты, используемые при обработке с ЧПУ.
Настоятельно рекомендуется пройти этот курс перед базовым курсом по программированию токарной обработки с ЧПУ, если вы не знаете основ или у вас есть проблемы.
Позвоните Дэвиду: 07834 858 4047
Вы узнаете
О оси станка X и Z
Башня
Как инструменты меняются по мере того, как револьверная головка указывает, как вы их выбираете и как безопасно.
Патрон и шпиндель
Узнайте о патронах и кулачках, мягких и твердых кулачках, давлении кулачков и их влиянии на заготовку. Скорости шпинделя и их влияние на процесс обработки. Что раздражает мягкая челюсть? Зачем и как мы это делаем.
Способы установки инструментов
- Автоматические измерения и отрезки и измерения – это разные способы настройки инструментов в зависимости от обстоятельств.
- Как станки должны знать об инструментах, радиусе пластины и положении инструмента по отношению к револьверной головке станка.
- Как мы настраиваем инструменты, когда они настроены для правильной работы компонента.
Инструмент
Объяснение различных инструментов и для чего они могут быть использованы.
Правильный инструмент для работы действительно важен, сегодня на рынке имеется огромный выбор инструментов, но, к счастью, есть масса помощи в его поиске.
Измерительное оборудование
Этот курс знакомит с измерительным оборудованием, с которым вы, вероятно, столкнетесь в мире обработки с ЧПУ.
- Штангенциркуль
- Часы DTI
- Микрометр
- Пробка манометра
- Кольцевой калибр
Начинающие Оператор токарного станка с ЧПУ
Продолжительность: 2 дня.
Дата: См. Даты курсов
Время: начало 9:30 Окончание 16:00
Расположение: Barwell Leicestershire England UK
ОПЛАТИТЬ
Или свяжитесь с намиБольше не ищите Свяжитесь с Учебным центром ЧПУ
Не забудьте посмотреть мои обучающие видео
Мы предлагаем обучение по всем типам станков с ЧПУ и проверке их на контроле.
Обучение Siemens Sinumerik на объекте и за его пределами
Или заполните контактную форму ниже
Подходит ли вам программирование с ЧПУ?
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству.На момент составления отчета около 6700 человек были трудоустроены в течение одного года после даты выпуска, в общей сложности 84%. В эту ставку не включены выпускники, недоступные для работы по причине продолжения образования, военной службы, здоровья, заключения, смерти или статуса иностранного студента. В ставку включены выпускники, прошедшие специализированные программы повышения квалификации, а также работающие на должностях. которые были получены до или во время обучения по ИМП, где основные должностные обязанности после окончания учебы соответствуют образовательным и учебным целям программы.UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклетным и морским техникам. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь, стипендии и гранты доступны тем, кто соответствует требованиям.Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2016-2026), www.bls.gov, просмотренных 24 октября 2017 года. Прогнозируемое количество годовых Вакансии по классификации должностей: Автомеханики и механики – 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям – 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200.Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и соответствие критериям для сотрудников остаются на усмотрении работодателя и доступны в определенных местах. Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI.Программы доступны в некоторых регионах.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях кампуса.
21) GI Bill® является зарегистрированным товарным знаком Министерства по делам ветеранов США (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за служение» доступен всем ветеранам, имеющим право на участие в программе, на всех кампусах.Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня. Выпускники, которые сдают факультативные программы NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата техников и механиков в области автомобильного сервиса в Службе занятости и заработной платы Бюро статистики труда США, май 2020 года. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, инспектор по смогу и менеджер по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в Содружестве. Массачусетса (49-3023) составляет от 30 308 до 53 146 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Согласно оценке Министерства труда США, почасовой заработок квалифицированных автомобильных техников в Северной Каролине составляет в среднем 50% почасовой оплаты труда, опубликованный в мае 2021 года, и составляет 20,59 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Техники и механики автосервиса, просмотрено 2 июня 2021 г.)
26) Расчетная годовая средняя заработная плата сварщиков, закройщиков, паяльщиков и брейзеров в разделе «Профессиональная занятость и заработная плата» Бюро статистики труда США, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. . ИМП достижения выпускников могут отличаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Начальный уровень зарплаты могут быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например сертифицированный инспектор и контроль качества. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве сварщиков, резчиков, паяльщиков и брейзеров в штате Массачусетс (51-4121) составляет от 34 399 до 48 009 долларов США (данные по Массачусетсу, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Департамент США Оценка почасовой оплаты труда средних 50% квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20,28 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине – 16,97 и 14,24 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Сварщики, резаки, паяльщики и паяльщики, просмотрено 2 июня 2021 г.)
27) Не включает время, необходимое для прохождения 18-недельной квалификационной программы предварительных требований плюс дополнительные 12 или 24 недели обучения, зависящего от производителя, в зависимости от производитель.
28) Расчетная годовая средняя заработная плата специалистов по ремонту автомобилей и связанных с ними ремонтных работ в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Выпускников ИТИ достижения могут отличаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик и инспектор.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве ремонтников автомобилей и связанных с ними ремонтных работ (49-3021) в Содружестве Массачусетс составляет от 30 765 до 34 075 долларов (данные Массачусетса по вопросам труда и трудовых ресурсов за май 2019 г., просмотр 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Департамент США Оценка рабочей силы из средних 50% почасовой заработной платы квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованная в мае 2021 года, составляет 23 доллара.40. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляет 17,94 доллара и 13,99 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г. Ремонтники автомобильных кузовов и связанных с ними ремонтов, дата просмотра 2 июня 2021 г.)
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в Профессиональная занятость и заработная плата Бюро статистики труда США, май 2020 г.UTI является образовательным учреждением и не может гарантировать трудоустройство или зарплата. Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработная плата. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве дизельных техников. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных. техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков. и специалистов по дизельным двигателям (49-3031) в Содружестве Массачусетса составляет от 34 323 до 70 713 долларов США (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi / OccupationalEmploymentAndWageSpecificOccupations #). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 23 доллара.20. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г., Bus and Truck Mechanics) и специалистов по дизельным двигателям, дата просмотра – 2 июня 2021 г.)
30) Расчетная годовая средняя зарплата механиков мотоциклов в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г.MMI является образовательным учреждением и не может гарантировать работу или заработную плату. Достижения выпускников ММИ может различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование. обслуживание и запчасти.Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов (штат Массачусетс). Данные о рабочей силе и развитии рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую оплату средние 50% для квалифицированных мотоциклистов в Северной Каролине, опубликованные в мае 2021 года, составляют 15 долларов.94. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 12,31 и 10,56 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г., Механика мотоциклов, дата просмотра 2 июня 2021 г.)
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Бюро статистики труда США «Трудовая занятость и заработная плата, май 2020 г.».MMI является образовательным учреждением и не может гарантировать работу или заработную плату. Достижения выпускников ММИ могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, такие как обслуживание оборудования, инспектор и помощник по запасным частям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в Содружество Массачусетса стоит от 30 740 до 41 331 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированного морского техника в Северной Каролине, опубликованную в мае 2021 года, и составляет 18 долларов.61. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляет 15,18 и 12,87 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г. 2, 2021.)
33) Курсы различаются в зависимости от кампуса. За подробностями обращайтесь к представителю программы в кампусе, в котором вы заинтересованы.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.S. Профессиональная занятость и заработная плата Бюро статистики труда, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по обработке с ЧПУ.Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, оператор ЧПУ, ученик машиниста и инспектор обработанных деталей. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металлообработки и Пластик (51-4011) в Содружестве Массачусетса стоит 37 638 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотрено 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Северная Каролина Информация о заработной плате: Министерство труда США оценивает почасовую оплату в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованную в мае 2021 года, и составляет 20,24 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение, 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Операторы инструментов с ЧПУ, просмотрено 2 июня 2021 г.)
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
38) Бюро статистики труда США прогнозирует, что к 2029 году общая занятость в каждой из следующих профессий составит: Техники и механики автомобильного сервиса – 728 800; Сварщики, резаки, паяльщики и паяльщики – 452 500 человек; Автобусы и грузовики и специалисты по дизельным двигателям – 290 800 человек; Ремонтники кузовов автомобилей и сопутствующие товары – 159 900; и операторы инструментов с ЧПУ, 141 700.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 г. и прогноз на 2029 г. Бюро статистики труда США, www.bls.gov, дата просмотра – 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
39) Переподготовка доступна для выпускников только в том случае, если курс еще доступен и есть места. Студенты несут ответственность за любые другие расходы, такие как оплата лабораторных работ, связанных с курсом.
41) Для специалистов по обслуживанию автомобилей и механиков U.По прогнозам Бюро статистики труда, в период с 2019 по 2029 год в среднем будет открываться 61 700 вакансий в год. В число вакансий входят вакансии, связанные с чистыми изменениями занятости и чистыми замещениями. См. Таблицу 1.10. Временное увольнение и вакансии, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г. учреждение и не может гарантировать работу или заработную плату.
42) Для сварщиков, резчиков, паяльщиков и паяльщиков Бюро статистики труда США прогнозирует в среднем 43 400 вакансий в год в период с 2019 по 2029 год.Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10 Профессиональные увольнения и вакансии, прогноз на 2019–29 гг., Бюро статистики труда США, www.bls.gov, дата просмотра 3 июня 2021 г. UTI – образовательное учреждение и не может гарантировать работу или зарплату.
43) Для механиков автобусов и грузовиков и специалистов по дизельным двигателям Бюро статистики труда США прогнозирует ежегодно в среднем 24 500 вакансий в период с 2019 по 2029 годы. Вакансии включают вакансии, связанные с чистыми изменениями занятости и чистыми заменами.См. Таблицу 1.10. Временное увольнение и вакансии, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г. учреждение и не может гарантировать работу или заработную плату.
44) Для ремонтников кузовов автомобилей и связанных с ними ремонтов Бюро статистики труда США прогнозирует в среднем 13 600 вакансий в год в период с 2019 по 2029 годы. Вакансии включают вакансии, связанные с чистыми изменениями в занятости и чистыми замещениями. См. Таблицу 1.10. Разделения и вакансии по профессиям, прогноз на 2019–29 гг., U.S. Bureau of Labor Statistics, www.bls.gov, дата просмотра – 3 июня 2021 г. UTI – образовательное учреждение и не может гарантировать работу или зарплату.
45) Для операторов компьютерных инструментов с числовым программным управлением Бюро статистики труда США прогнозирует в среднем 11 800 вакансий в год в период с 2019 по 2029 год. Открытые вакансии включают вакансии, связанные с чистыми изменениями занятости и чистыми замещениями. Видеть Таблица 1.10 Профильные увольнения и вакансии, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г. UTI – образовательное учреждение. и не может гарантировать работу или зарплату.
46) Студенты должны иметь средний балл не ниже 3.5 и посещаемость 95%.
47) Бюро статистики труда США прогнозирует, что к 2029 году общая численность занятых в стране для специалистов по обслуживанию автомобилей и механиков составит 728 800. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 и прогнозируемые 2029, Бюро статистики труда США, www.bls. gov, просмотрено 3 июня 2021 г.ИМП является учебным заведением и не может гарантировать работу или заработную плату.
48) Бюро статистики труда США прогнозирует, что общая численность занятых в стране механиков автобусов и грузовиков и специалистов по дизельным двигателям к 2029 году составит 290 800 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 и прогнозируемые 2029, Бюро статистики труда США, www. .bls.gov, просмотрено 3 июня 2021 г. UTI является учебным заведением и не может гарантировать работу или заработную плату.
49) У.S. Бюро статистики труда прогнозирует, что к 2029 году общая численность занятых в сфере автомобильного кузова и связанных с ним ремонтов составит 159 900 человек. См. Таблицу 1.2. Бюро статистики труда США, www.bls.gov, дата просмотра – 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
50) Бюро статистики труда США прогнозирует, что общая занятость сварщиков, резчиков, паяльщиков и паяльщиков в стране к 2029 году составит 452 500 человек.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 г. и прогноз на 2029 г. Бюро статистики труда США, www.bls.gov, дата просмотра – 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
51) Бюро статистики труда США прогнозирует, что общая численность занятых в стране операторов компьютерных инструментов с числовым программным управлением к 2029 году составит 141 700 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 год и прогнозируемый показатель 2029 года, Бюро статистики труда США, www.bls.gov, дата просмотра – 3 июня 2021 г. UTI является учебным заведением и не может гарантировать работу или заработную плату.
52) Бюро статистики труда США прогнозирует, что среднегодовое количество вакансий по стране в каждой из следующих профессий в период с 2019 по 2029 год составит: Техники и механики автомобильного сервиса, 61 700; Механика автобусов и грузовиков и дизельный двигатель Специалисты – 24 500 человек; и сварщики, резаки, паяльщики и паяльщики – 43 400 человек. Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением.См. Таблицу 1.10 Разделения и вакансии по профессиям, прогноз на 2019–29 гг., Бюро США. статистики труда, www.bls.gov, дата просмотра – 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета по высшему образованию штата Иллинойс.
Введение в программирование станков с ЧПУ | Ресурсы
Обработка с ЧПУ – это традиционный производственный процесс, в котором используются режущие инструменты и сверла для систематического удаления материала с заготовки для создания готовой детали.Станок получает траектории для резки детали, обычно в G-коде. Код для машины может быть написан вручную, в диалоговом режиме на машине или выведен постпроцессором из программного обеспечения автоматизированного производства (CAM). Этот процесс является быстрым, универсальным, воспроизводимым и высоконадежным благодаря автоматизации, которую обеспечивает компьютерное числовое управление (ЧПУ).
Поскольку компьютерное программное обеспечение управляет станком с ЧПУ и конечным результатом детали, правильное программирование станка с ЧПУ является важным.Плохое программирование может привести к проблемам с допусками, плохой чистоте поверхности, преждевременной поломке инструмента и множеству других проблем. Чтобы каждый раз получать стабильные результаты, операторы и программисты должны сначала усвоить основы.
Основы программирования станков с ЧПУ
Существует три основных метода программирования станков с ЧПУ – ручное, диалоговое и программирование системы CAM. При ручном программировании оператор вводит код вручную, что может занять много времени и несколько утомительно.Это также требует глубокого знания языка программирования. Однако ручное программирование – это ценный базовый набор навыков, который нужно иметь под рукой, и это эффективный способ быстро вносить изменения в выходные данные CAM и оптимизировать код.
Разговорное или «производственное» программирование становится все более популярным методом, который включает в себя графические функции и функции, управляемые с помощью меню. Операторы вводят команды непосредственно в станок с ЧПУ, как и при ручном программировании, что устраняет потенциальные проблемы, которые могут возникнуть из-за плохих постпроцессоров в CAM.Системное программирование CAM похоже на разговорный метод, но более продвинуто. Благодаря системе CAM программное обеспечение предоставляет расширенный графический интерфейс со стратегиями траектории инструмента, чтобы помочь оператору подготовить и создать программу, устраняя необходимость в ручном программировании, и передать ее непосредственно на станок с ЧПУ.
Все эти методы программирования станков с ЧПУ включают G-код и M-код. G-код – это язык программирования, который указывает станку с ЧПУ, что делать, обеспечивая точность и повторяемость деталей.M-код управляет всеми различными функциями станка с ЧПУ, такими как запуск и остановка вращения шпинделя. M-коды настраиваются и различаются в зависимости от станка, поэтому операторы и программисты должны дважды проверить, вводят ли они правильные функции, прежде чем приступить к обработке.
Вот четыре совета по программированию станков с ЧПУ, которые следует знать операторам:
4 основных совета по программированию станков с ЧПУ
1. Найдите время, чтобы вернуться к основам
Лучшие программисты, операторы и машинисты ЧПУ проверяют, что они овладели основами, прежде чем начинать какой-либо проект.Для ручного и диалогового программирования операторы должны проверить свои математические данные, чтобы убедиться, что они программируют правильные спецификации для станка с ЧПУ.
Программистам, как и плотникам, лучше «дважды отмерить и один раз отрезать».На этом подготовительном этапе программисты также должны помнить, что программное обеспечение ЧПУ не безупречно. Например, большинство программ для станков с ЧПУ рисуют кривые и окружности как серию хорд вместо истинно изогнутой поверхности, которая может повлиять на любые изогнутые линии в основном шаблоне.Программа станка с ЧПУ точна настолько, насколько точна лежащая в ее основе математика, и никогда не помешает перепроверить свою работу.
2. Настройка скорости подачи станка с ЧПУ
В любом крупномасштабном проекте ЧПУ операторы тратят много времени на набор номера программы, чтобы обеспечить ее бесперебойную, эффективную и согласованную работу. Как только это будет выполнено и программа заблокирована, операторы могут «установить и забыть». Однако настройка определенных аспектов программирования станков с ЧПУ может оптимизировать производство.
Например, каждая строка кода, выполняемая станком с ЧПУ, вызывает скорость и подачу. Если оператор дает команду на включение шпинделя без соответствующей команды скорости, станок вернется к своим последним оборотам в минуту. Тот же принцип применяется к скорости подачи. На ранних стадиях любого проекта операторы должны быть готовы скорректировать время подачи в зависимости от того, насколько хорошо получается готовый продукт, и любых других соответствующих данных.
3. Общие сведения о типах компенсации станков с ЧПУ
Компенсация – это просто разрешение и учет непредсказуемых изменений.Оператор может идеально ввести коды программирования фрезерного станка с ЧПУ или рассчитать, какие значения должны дать идеальную деталь, но он не сможет подтвердить точность и точность своего программирования, пока обработка не будет завершена. Есть ряд переменных, которые трудно учесть и которые могут повлиять на результаты. Например, давление инструмента может повлиять на конечный продукт, даже если все остальные первоначальные настройки и расчеты верны.
Операторы должны знать о наиболее распространенных типах компенсации и учитывать их при программировании.Компенсации можно вводить вручную или программировать с помощью автоматических инструментов предварительной настройки на станке с ЧПУ. Типы компенсации обработки включают компенсацию длины инструмента, компенсацию радиуса резца, износ инструмента и коррекции приспособления. С каждой регулировкой и компенсацией обработка становится более точной.
4. Используйте возможности для упрощения программирования станков с ЧПУ
G-коды являются стандартными почти для всех программ обработки с ЧПУ; однако программирование одной за другой операций может занять много времени.Операторы могут значительно сократить время программирования операций обработки отверстий, используя стандартные циклы.
Стандартные циклы требуют только одного блока на отверстие, независимо от стиля обработки, и как только оператор вводит постоянный цикл, он может обрабатывать дополнительные отверстия, только перепрограммировав координаты отверстия. Такие коды, как G83, экономят время, сокращают количество ошибок и упрощают программирование станков с ЧПУ.
Опытный партнер-производитель для лучших результатов
Эти важные советы обеспечивают отличную основу для создания чистых и функциональных деталей, обработанных на станках с ЧПУ, но они представляют собой лишь малую часть того, что влечет за собой отличное производство.Для производителей, которые только начинают заниматься обработкой с ЧПУ, согласование кодов программирования фрезерных станков с ЧПУ и освоение передовых методов программирования станков может показаться непосильной задачей.
Опытный партнер-производитель, такой как Fast Radius, может облегчить это бремя. Наша команда опытных дизайнеров, инженеров, производителей и технологов имеет многолетний опыт проектирования, создания прототипов и производства превосходных деталей с ЧПУ. Имея собственный парк станков, мы являемся экспертами в области программирования станков с ЧПУ.Наша команда готова изготавливать детали, обработанные на станке с ЧПУ, по требованию за меньшее время и за меньшие деньги, чем у других поставщиков. Свяжитесь с нами сегодня – давайте сделаем новые вещи возможными.
Для получения дополнительной информации обо всем, что касается обработки с ЧПУ, включая руководства по выбору материалов и советы по экономии, ознакомьтесь с соответствующими статьями в учебном центре Fast Radius.
Руководство по программированию ЧПУ для эффективного процесса ЧПУ
Размещено: 24 марта 2021 г.
Программирование ЧПУ является неотъемлемой частью процесса ЧПУ.Обработка с ЧПУ не может выполняться без программирования ЧПУ. Операторам ЧПУ необходимо задокументировать и отправить буквенно-цифровой код ЧПУ на панель управления станков с ЧПУ, чтобы включить автоматизированный процесс обработки с ЧПУ в определенной последовательности. Многие могут подумать, что кодирование с ЧПУ похоже на любое другое кодирование и не требует подготовки. Однако это не так, кодирование ЧПУ является вторым последним этапом всего процесса ЧПУ. Для успешного программирования ЧПУ необходимо выполнить шаги предварительного программирования.Этот пост предлагает рекомендации по документированию программы ЧПУ для эффективного процесса ЧПУ.
Прежде чем перейти к руководящим принципам, давайте обсудим, что такое программа ЧПУ и какое значение она имеет в процессах обработки с ЧПУ.
Введение в программу ЧПУПрограмма ЧПУ представляет собой набор кодов ЧПУ, которые определяют различные операции обработки, размеры и параметры процесса для конкретного действия обработки. Эти коды ЧПУ представляют собой буквенно-цифровые наборы, определенные на языке числового компьютерного программирования.Коды ЧПУ бывают двух типов: G-коды и M-коды.
G-коды – это коды для определения параметров обработки. Эти коды определяют, какой тип обработки должен выполняться на станке с ЧПУ, для каких размеров, с какой подачей или в течение какой продолжительности.
M-коды определяют различные функции станка с ЧПУ. Сюда входят начальные и конечные местоположения инструментов ЧПУ, настройки таймера, настройки охлаждающей жидкости и т. Д.
Программа ЧПУ включает в себя несколько кодов G и M ЧПУ для стратегического управления станком с ЧПУ для выполнения процесса обработки с ЧПУ.
Документирование программы ЧПУ не ограничивается записью нескольких кодов ЧПУ. Обработка с ЧПУ – это пошаговый процесс. Следовательно, операции обработки с ЧПУ и их параметры должны быть задокументированы в соответствующей последовательности с помощью программы ЧПУ. Следующие шаги необходимо выполнить при документировании программы ЧПУ.
- Определите список методов ЧПУ на основе проектирования в САПР:
Программы ЧПУ задокументированы со ссылкой на САПР-дизайн конечных продуктов.Чертеж САПР дает представление о размерах заготовки, а также о размерах и характеристиках готовой детали. Программист должен знать все методы ЧПУ, которые будут использоваться в полном процессе ЧПУ.
- Определение последовательности процессов обработки с ЧПУ:
После определения операций обработки с ЧПУ необходимо определить последовательность. Например, изготовление конического вала с цековкой может включать в себя последовательность обработки, например, точение (для максимального диаметра) с последующим точением (для уменьшения / уменьшения диаметра).Цековка будет сформирована после выполнения конической токарной обработки.
- Расчеты:
Программисту необходимо определить размеры процессов обработки с ЧПУ, поэтому необходимо произвести расчеты. Расчеты могут включать длину движения инструмента, скорость подачи, скорость шпинделя, глубину сверления и т. Д.
- Определение ориентации заготовки и инструмента:
Заготовка должна быть установлена в подходящем месте, и инструмент должен взаимодействовать с заготовкой, чтобы удалить материал с заданной точностью.Поскольку ориентация инструмента и параметры перемещения инструмента определяются через программу ЧПУ, программист должен определить эти факторы перед программированием.
- Рассмотрите обрабатывающие инструменты с ЧПУ:
Для различных процессов обработки требуются разные типы инструментов. Например, токарная обработка с ЧПУ выполняется с использованием одноточечного режущего инструмента, а для фрезерования требуется многоточечный режущий инструмент.
- Документируйте программу ЧПУ:
После того, как все вышеупомянутые факторы учтены и шаги выполнены, программист должен задокументировать программу ЧПУ.Последовательность кодов G и M программирования ЧПУ должна соблюдаться и проверяться.
Если все эти вышеупомянутые шаги выполнены, можно написать успешную программу ЧПУ. Однако проверка правильности программы очень важна. Чтобы обеспечить безошибочный процесс ЧПУ, важно сотрудничать с опытными службами обработки с ЧПУ, такими как BDE, Inc. Компания предлагает услуги точной обработки с ЧПУ для широкого спектра отраслей.
Сообщения блога по теме:
Что такое G-код и M-код?
Компьютерное числовое управление (ЧПУ) – это компьютерная программа, которая используется в тандеме с автоматизированными обрабатывающими инструментами.Однако для того, чтобы машина работала, ей нужны инструкции от закодированной программы с G-кодом и M-кодом. Коды программирования, наряду с правильной калибровкой станочного центра с ЧПУ, являются важной частью повторяемого производственного процесса.Что такое G-код?
G-code – это язык программирования, который управляет станком с ЧПУ. G-код использует несколько логических выходов для выполнения функции, независимо от того, насколько сложна машина.
Просматривая специальный список станков с ЧПУ, вы могли заметить сетку в пространстве, где будет производиться объект.Эта сетка использует определенное положение координат, которое является неотъемлемой частью перемещения объекта, который формирует и формирует части. Фактически, «G» означает геометрию.В программировании G-код представлен буквой «G» и двумя другими цифрами. Установленное конечное положение использует координаты X и Y для всех вариантов выбора. Вот некоторые известные примеры:
- G00 X5 Y12: G00 означает быстрое движение, которое не является режущим движением. Координаты X и Y показывают, где машина переместится, чтобы начать работу.
- G01 X5 Y12 F200: G01 обозначает линейную интерполяцию, которая представляет собой код, используемый для основного задания. F200 – это скорость подачи, которая представляет собой скорость подачи резца.
- G02 X5 Y12 10 J-5: G02 обозначает круговую интерполяцию по часовой стрелке или круговой рез. I0 J-5 используется для определения смещения по оси x (I0) и смещения по оси y (J-5) относительно центральной точки.
- G03 X5 Y12 10 J-5: G03 обозначает круговую интерполяцию против часовой стрелки.
- G17, G18, G19: Выбирает рабочую плоскость. G17 для XY, G18 для XZ, G19 для YZ.
- G20 и G21: Оба используются для выбора единиц измерения. G20 для дюймов, G21 для миллиметров.
- G28: Команда возврата домой. Возвращает инструмент в исходное положение.
- G90.G91: Команды позиционирования. G90 для абсолютного режима, G91 для относительного режима.
G-код может повторять действие бесконечно, пока оно не будет остановлено.Все указанные выше координаты позволяют станку с ЧПУ выполнять гибкие задачи, которые помогают стабильно производить сложные детали.
Что такое M-код?
M-код обозначает разные функции и обычно рассматривается как негеометрические функции. По сути, если вы не можете запрограммировать его с помощью G-кода, вы можете использовать M-код для заполнения пробелов.
В то время как G-код не требует пояснений и работает на большинстве машин, M-код часто зависит от машины. Например, команда M03, которая включает шпиндель по часовой стрелке, вернет ошибку, если на используемом вами станке нет шпинделя.Чтобы сгенерировать настоящую полноценную программу G-кода, нужно использовать команды M-кода. Пользователи будут разделять команды M и G-кода в разных строках, чтобы не путать машину.
- M00 – Остановить программу
- M02 – Завершить программу
- M03 / M04 – Шпиндель включен по часовой стрелке / против часовой стрелки
- M05 – Остановить шпиндель
- M06 – Сменить инструмент / 09 – Flood Coolant ON / OFF
- M104 – Запуск нагрева экструдера
- M106 – Установка скорости вентилятора
- M140 – Запуск обогрева кровати
Для многих команд требуются дополнительные параметры.Например, если бы я хотел включить шпиндель (M03), мне также нужно было бы установить скорость шпинделя. Если M30 представляет скорость шпинделя, а SXXXX представляет скорость в об / мин, правильный код может читать M30 S1200 для 1200 об / мин.
Как положительный момент, вам не нужно указывать скорость в каждой отдельной строке. Вам нужно только установить другой параметр, если вы решите его изменить. Это верно и для других строк кода, таких как положение инструмента.
Хотя в большинстве наших примеров используются программы для горизонтальных и вертикальных обрабатывающих центров, токарные станки с ЧПУ и другие станки, использующие координату Z, также могут использовать G-код.Вместо G01 X5 Y12 машинист добавил бы дополнительное обозначение Z (0,0), например: G01 X5 Y12 Z14 .
Лучшее программное обеспечение для ЧПУ для начинающих
2 декабря 2019 г.
Программное обеспечениедля числового программного управления или программирования ЧПУ создает программные коды и инструкции, которые используются для запуска инструмента, связанного с ЧПУ. Инструкции поступают на инструмент или станок через компьютер. Чаще всего программное обеспечение ЧПУ работает для улучшения или автоматизации производственного процесса.
В частности, его программное обеспечение для программирования помогает машинам понимать функции и конструкцию.Конструкция, которую создает машина, – это программа автоматизированного проектирования (САПР). Затем проект переводится на язык, понятный машине, с помощью компьютерной программы (CAM).
Компьютерное числовое управление не новость. Фактически, он существует с начала 1970-х годов, когда он назывался числовым программным управлением или программированием с ЧПУ и гибкостью. Хотя все это звучит сложно, есть несколько вещей, которые нужно знать о программном обеспечении ЧПУ. Ниже мы даем некоторую информацию о лучшем программном обеспечении ЧПУ для начинающих.
Что делает программное обеспечение ЧПУ?
Работая вместо других производственных процессов или в тандеме с ними, программное обеспечение ЧПУ улучшает автоматизацию. Это делает продукцию производства более точной и последовательной. Поскольку технологии продолжают меняться, эти процессы автоматизации жизненно важны, помогая предприятиям масштабироваться и производить более экономичные продукты для клиентов.
Приложения для ЧПУ
ЧПУ влияет на все аспекты производства.Станки с ЧПУ заменяют существующие производственные процессы или работают с ними.
Во-первых, операторы используют программное обеспечение для автоматизированного проектирования для создания дизайна или используют шаблоны, представленные в программном обеспечении САПР.
Это план или рисунок. Используя программное обеспечение ЧПУ, создаются «чертежи» того, что вы хотите, чтобы ваша машина производила. Если вы можете представить себе продукт, станки с ЧПУ могут его создать.
ПрограммаCAM берет файл чертежа САПР и создает g-код. Это то, что требуется вашему станку с ЧПУ для выполнения своих проходов.Машине требуется информация о том, какие работы необходимо выполнить. Машине также необходимо направление подачи и скорости машины. Калькулятор скорости и подачи предоставляет эти данные. В ваше программное обеспечение ЧПУ также встроен контроллер.
Вкратце, ЧПУ принимает данные, созданные САПР. CAM переводит его на язык, понятный вашим машинам, и создает g-код. По сути, это означает ввод команд и их немедленное выполнение на специализированных машинах.
Итак, каков конечный продукт? Станки с ЧПУ используют оборудование, управляемое программным обеспечением ЧПУ, для производства деталей и инструментов.Они могут быть изготовлены из различных материалов, включая дерево, металлы и пластмассы. Прецизионное оборудование выполняет такие задачи, как нарезка, резка, шлифование, фрезерование и сверление в материале и вокруг него.
Помимо запчастей и специализированных деталей, станки с ЧПУ могут производить вывески, гравюры, гравюры и уникальные изделия в соответствии с особыми потребностями клиентов.
Что нужно знать новичкам?
Инструменты
Лучшее программное обеспечение ЧПУ для начинающих позволяет пользователям узнать, как использовать оборудование, на котором загружено программное обеспечение ЧПУ.Им нужно понимать машины, которые получают их компакт-диски.
Программирование
Новички обязательно должны уметь использовать программное обеспечение ЧПУ. Им нужно уметь создавать дизайн. Кроме того, им необходимо иметь возможность использовать программное обеспечение ЧПУ для преобразования дизайнов, к которым они обращались в шаблонах программного обеспечения или созданных с помощью программного обеспечения, в g-код. Они отправляются машинам, говорящим им, что делать.
Что нужно новичкам?
Во-первых, новичкам необходимо найти программное обеспечение САПР, с которым они могут с комфортом работать и расти.Это первый из трех необходимых им программных продуктов. Поскольку это первый и тот, который они будут использовать чаще всего, он должен быть удобным для пользователя. Освоение программ САПР может занять много времени. Без положительного опыта работы с этим программным обеспечением вся программа ЧПУ обречена.
Не существует единой программы САПР для всех. У каждого оператора разные навыки и потребности.
Новым дизайнерам САПР требуется как минимум две недели, чтобы ознакомиться с программным обеспечением САПР.В течение этого времени им нужны специалисты по программному обеспечению, которые предоставят знания и поддержку.
Перед использованием станка с ЧПУ новичкам необходимо потратить время на изучение программного обеспечения САПР.
В эксплуатации
Квалифицированные специалисты компании-разработчика программного обеспечения ЧПУ обычно проводят обучение этих новых пользователей станков с ЧПУ. Практический опыт – единственный верный способ учиться.
Знания в математике, естественных науках и работе с компьютером необходимы. Знание того, как сложные машины и инструменты работают в полевых условиях, является бонусом.
Опора
По мере того, как технические специалисты ЧПУ становятся опытными в создании проектов и отправке их на свои станки, компания-разработчик программного обеспечения ЧПУ должна быть доступна для оказания поддержки при возникновении проблем. Им также необходимо побудить операторов стать более искусными в использовании программного обеспечения, проводя семинары, вебинары и другие возможности для расширения своего обучения и навыков.
Программное обеспечение с возможностью роста
В идеале лучшее программное обеспечение ЧПУ для начинающих позволяет пользователям легко начать работу и получить доступ к дополнительным частям программного обеспечения по мере роста их опыта и требований к работе.
Зачем использовать программное обеспечение SAi EnRoute с ЧПУ?
Программное обеспечениеEnRoute – это удобное и простое в освоении программное обеспечение с возможностью выбора траектории движения инструмента. Программное обеспечение обеспечивает четкое направление для фрезерных станков с ЧПУ, лазеров с ЧПУ, плазменных станков с ЧПУ и станков гидроабразивной резки с ЧПУ.
Если вам требуются приложения для повседневной резки, многоуровневого производства и / или творческого дизайна, программное обеспечение SAi EnRoute CNC может предоставить это.
EnRoute предлагает круглосуточную поддержку новым пользователям программного обеспечения ЧПУ по мере их роста вместе с программой.
Программное обеспечениеEnRoute для ЧПУ доступно и экономично. Наша модель подписки обеспечивает гибкость клиентов. Вы можете купить то, что вам нужно, и добавить в платежный пакет или изменить его в соответствии со своими потребностями по мере их развития.
SAi EnRoute для начинающих
Новые пользователи могут получить доступ к начальным шаблонам, которые им нужны для начала работы. По мере того, как они становятся более изощренными в использовании программного обеспечения, в программе появляются дополнительные параметры и программы, к которым они могут получить доступ. Программное обеспечение EnRoute предоставляет бесконечный набор творческих возможностей, которые поддержат пользователей от новичков до очень опытных и компетентных.
Чтобы помочь новичкам, программное обеспечение SAi CNC включает в себя базовый пакет программного обеспечения с возможностью дальнейшего развития.
- SAi EnRoute Программное обеспечение ЧПУ регулирует подачу и скорость в соответствии с возможностями станка.
- Письменные советы включены.
- Имеется удобная шпаргалка. Это позволяет новичку настраивать такие параметры, как скорость работы, более длительный срок службы инструмента, лучшая обработка. Программное обеспечение
- SAi CNC включает вспомогательную информацию для начала работы и глоссарий полезных терминов.
Обновления программного обеспечения SAi для ЧПУ, EnRoute 6
Самая последняя версия программного обеспечения SAi для ЧПУ – EnRoute 6.1 и одно из лучших программ ЧПУ для начинающих. Это программное обеспечение основано на известных возможностях популярного программного обеспечения SAi EnRoute CAD и CAM. Эти программы предоставляют интуитивно понятные, удобные, творческие инструменты и точную траекторию движения инструмента. Таким образом, машины получают команды для вырезания, резки, резки или гравировки на различных материалах.