Протачивание наружных канавок и отрезание
Протачивание наружных канавок и отрезание
Категория:
Токарное дело
Протачивание наружных канавок и отрезание
Назначение и формы канавок. На наружных поверхностях деталей часто протачивают канавки; в конце резьбового участка для выхода резьбонарезного инструмента, для установки стопоров, для размещения колец и т. д. Канавки . контролируют глубиномером штангенциркуля ШЦ-Е, штангенглубиномером или шаблоном (рис. 1, а, б).
Особенности прорезных и отрезных резцов. Канавки протачивают прорезными (канавочными) резцами (рис. 2), а отрезание выполняют отрезными резцами (рис. 3).
0. КОНТРОЛЬ НАРУЖНОГО ДИАМЕТРА:
Отрезные резцы служат для отрезания готовой детали от заготовки либо для разрезания заготовки на части. Отрезной резец отличается от прорезного более длинной головкой. Для увеличения прочности головки резца и предотвращения поломки ее применяют усиленные конструкции отрезных резцов: с увеличенной высотой тловки («петушок») и с расположением режущей кромки на уровне оси державки (рис.
Ширина режущей кромки отрезного резца зависит от диаметра обрабатываемой заготовки и составляет 3—8 мм.
1. КОНТРОЛЬ ГЛУБИНЫ КАНАВКИ: а — штангенциркулем, б — микрометром, в — индикаторной скобой, г — калибром-скобой
2. ПРОРЕЗНОЙ (КАНАВОЧНЫЙ) РЕЗЕЦ
3. ОТРЕЗНОЙ ТВЕРДОСПЛАВНЫЙ РЕЗЕЦ
4. ПОЛОЖЕНИЕ ОТРЕЗНОГО РЕЗЦА В КОНЦЕ ОТРЕЗАНИЯ:
5. УСИЛЕННЫЕ ОТРЕЗНЫЕ РЕЗЦЫ
Торец отрезанной заготовки при этом получается относительно чистым и не требуется чистового подрезания: тяжелые отрезные работы (большой диаметр, твердый материал) выполнять с обратным вращением шпинделя изогнутым отрезным резцом, режущая кромка которого расположена снизу. При этом методе стружка не задерживается на резце и под действием собственной массы падает в корыто. Кроме того, выступы или твердые включения, ударяя о резей, вызывают некоторый отжим изогнутой державки, что амортизирует удар и предохраняет резец от поломки;
если обрабатывается партия заготовок и протачивание канавки или отрезание являются самостоятельными работами (операциями), то каретку суппорта закреплять на станине, а клинья суппорта подтягивать, что предотвращает вибрации и уменьшает опасность поломки втрезного резца;
для облегчения соблюдения заданной длины отрезанной части при отрезании заготовок от прутка каретку суппорта устанавливать с таким расчетом, чтобы отрезной резец находился на расстоянии 5—6 мм от торца патрона.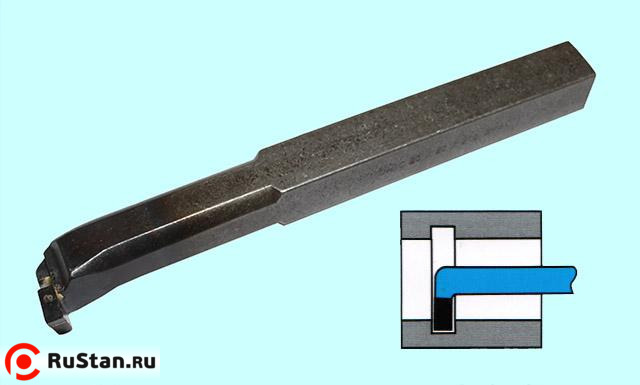 Пруток выдвигать из патрона до соприкосновения е откидным упором, закрепленным в задней бабке. Для этой же цели служит упор, укрепленный в резцедержателе: после установки прутка упор отвести в сторону. Режимы резания при отрезании. Подача при отрезании принимается меньшей, чем при наружном обтачивании или подрезании торца. Так, при отрезании заготовок (деталей) диаметром до 60 мм рекомендуется подача 0.1—0,15 мм/об, при больших диаметрах до 0,3 мм/об. Скорость резания при отрезании на 15—20% меньше, чем при наружном точении.
Пруток выдвигать из патрона до соприкосновения е откидным упором, закрепленным в задней бабке. Для этой же цели служит упор, укрепленный в резцедержателе: после установки прутка упор отвести в сторону. Режимы резания при отрезании. Подача при отрезании принимается меньшей, чем при наружном обтачивании или подрезании торца. Так, при отрезании заготовок (деталей) диаметром до 60 мм рекомендуется подача 0.1—0,15 мм/об, при больших диаметрах до 0,3 мм/об. Скорость резания при отрезании на 15—20% меньше, чем при наружном точении.
Отрезание происходит в более тяжелых условиях. чем обтачивание, так как резец как бы заклинивается в прорезаемой канавке, что вызывает значительное трение между поверхностями резца и детали. Поэтому при отрезании стальных деталей в качестве СОЖ применяют минеральное масло или сульфофрезол.
6. ОТРЕЗНОЙ РЕЗЕЦ, РАБОТАЮЩИЙ
7. ОБРАТНОМ ВРАЩЕНИИ ШПИНДЕЛЯ
8. ПРИМЕНЕНИЕ ОТКИДНЫХ УПОРОВ ПРИ ОТРЕЗАНИИ: а — закрепленного в пиноли задней бабки, б — закрепленного в резцедержателе
Реклама:
Читать далее:
Элементы технологического процесса токарной обработкиСтатьи по теме:
Прорезные резцы – Подача – Энциклопедия по машиностроению XXL
Цилиндрические поверхности с небольшим перепадом диаметров обтачивают подрезным резцом продольной подачей, а с большим перепадом — прорезным резцом радиальной подачей. Если диаметр участка, прилегающего к уступу, должен быть точным, применяют для обработки этого участка прорезной резец, заточенный с небольшим углом к ори детали. Сначала радиальной подачей образуют уступ, затем продольной подачей обрабатывают пониженный участок в размер.
[c.316]
Если диаметр участка, прилегающего к уступу, должен быть точным, применяют для обработки этого участка прорезной резец, заточенный с небольшим углом к ори детали. Сначала радиальной подачей образуют уступ, затем продольной подачей обрабатывают пониженный участок в размер.
[c.316]
Протачивание канавок (рис. 6.23, е) выполняют с поперечной подачей прорезными резцами, у которых длина главной режущей кромки равна ширине протачиваемой канавки. Широкие канавки протачивают теми же резцами сначала с поперечной, а затем с продольной подачей.
Револьверные станки с многогранной головкой (рис. 6.27) имеют кроме револьверной головки один или два (передний и задний) поперечных суппорта. Инструменты, работающие с продольной подачей (проходные и расточные резцы, сверла, зенкеры, развертки, метчики), закрепляют в револьверной головке инструменты, работающие с поперечной подачей (отрезные, подрезные, фасонные, прорезные резцы), — в резцедержателях поперечных суппортов.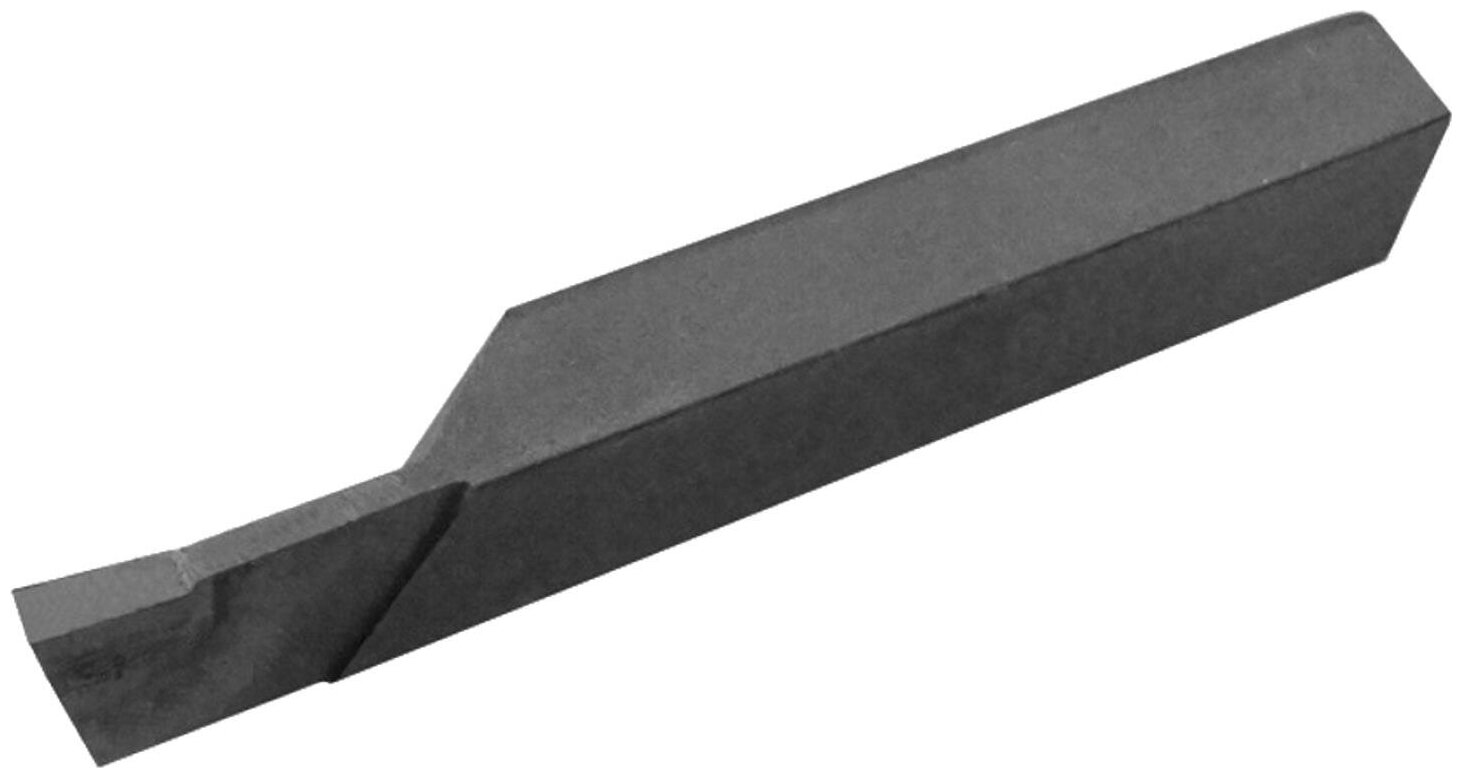 [c.302]
[c.302]
При строганин прорезными резцами боковых полок Т-образных пазов подачи уменьшать на 20—25%. [c.520]
Прорезиненные трубки для безопочной формовки 6 — 63 Прорезные резцы — Подача 7 — 82 Просвечивание рентгеновское—Режимы 3—101 –металлов 3— 158 [c.226]
Подача s в мм/об при работе отрезными и прорезными резцами [c.82]
Величину радиуса выемки R следует принимать в зависимости от типа резца и подачи. Для проходных токарных и расточных резцов / = (10 — 15) s мм, строгальных и долбёжных R = (30 — 40) 5 мм, для прорезных и отрезных / = (50 — 60) S лл. Радиус выемки должен обеспечить ширину I не менее 2,5 мм. Радиус выемки рекомендуется брать не менее 3 мм. [c.251]
Скорость резания, допускаемая отрезными и прорезными резцами, определяют тан на шкале А откладывают величину С , с которой совмещают единицу шкалы 4т или 6т (лучше Зт или 5т). Против подачи S (на шкале 4т или 6т) на шкале А находят искомую скорость резания v. [c.472]
[c.472]
С поперечным движением подачи на токарно-винторезных станках обтачивают кольцевые канавки (рис. 6.31, з) прорезными резцами, фасонные поверхности (рис. 6.31, и) – фасонными стержневыми резцами, короткие конические поверхности – фаски (рис. 6.31, к) – широкими резцами, у которых главный угол в плане равен половине угла при вершине конической поверхности. Для отрезки деталей от заготовки (рис. 6.31, л) используют отрез-
При строгании прорезными резцами боковых полок Т-образных пазов рекомендуется уменьшать подачи на 20. .25 %. [c.514]
При строгании прорезными резцами боковых полок Т-образ-4ШХ пазов подачи уменьшать на 20—25 /о- [c.364]
Вспомогательный угол в плане. Угол фь уменьшая участие вспомогательной режущей кромки в резании, влияет на скорость резания (см. рис. 108) и на шероховатость обработанной поверхности. Поэтому у проходных резцов при чистовой обработке угол ф1 = 5-ь 10°, при черновой обработке ф1 = 10ч- 15°. При обработке с подачей в обе стороны (без перестановки резца) и при обработке с предварительным радиальным врезанием ф1 = 30°. У подрезных отогнутых резцов ф1 = 20 -г- 45°. Для подрезных и отрезных резцов ф, = 1 2°. Такое малое значение угла фь как и угла щ у отрезных и прорезных резцов, определяется и без того малым сечением головки резца. У специальных резцов с дополнительной режущей кромкой (см. рис. 141) угол ф. = 0°.
[c.122]
При обработке с подачей в обе стороны (без перестановки резца) и при обработке с предварительным радиальным врезанием ф1 = 30°. У подрезных отогнутых резцов ф1 = 20 -г- 45°. Для подрезных и отрезных резцов ф, = 1 2°. Такое малое значение угла фь как и угла щ у отрезных и прорезных резцов, определяется и без того малым сечением головки резца. У специальных резцов с дополнительной режущей кромкой (см. рис. 141) угол ф. = 0°.
[c.122]
Разрезание заготовок выполняется прорезными резцами обычно при ручной подаче стола, при этом длина оттянутой части больше толщины разрезаемой заготовки на величину перебега резца. Заготовки устанавливают на стол станка точно в направлении подачи. [c.567]
При установке прорезных резцов в резцедержателе нужно обеспечить перпендикулярность расположения главной режущей кромки по отношению к направлению подачи. Этого можно добиться, выставляя резец по шаблонам или угольникам.
Величина подач при прорезании канавок обычно меньше, чем при обтачивании. Это объясняется более тяжелыми условиями работы прорезных резцов. В табл. 17 приведены значения подач, рекомендуемые при работе прорезными и отрезными резцами. [c.231]
Рекомендации по выбору режимов резания при работе отрезными резцами полностью совпадают с такими же рекомендациями для прорезных резцов (см. предыдущий параграф). В частности, глубину резания следует выбирать по табл. 19, подачу — по табл. 17 и скорости резания — по табл. 18. [c.241]
По старой технологии обработка ступенчатого валика, изображенного на рис. 296, б, производилась следующим образом. В резцедержатель закреплялись подрезной резец 1 и прорезной (канавочный) резец 2 для вытачивания канавок.
Обработку Т-образного паза ведут в три перехода. Сначала прорезным резцом, ширина режущего лезвия которого равна ширине паза, строгают прямоугольную канавку (рис. 104, /). Строгание ведут до нижней плоскости паза. Затем согнутым влево специальным резцом, главное режущее лезвие которого равно высоте уширенной части паза, строгают левую часть паза под требуемый размер (рис. 104, II). Правую уширенную часть паза строгают под размер резца, согнутого вправо (рис. 104, III). При строгании нижних уширенных частей Т-образного паза применяют ручную подачу. [c.255]
Для обработки вертикальной поверхности можно использовать и прорезные резцы (рис. 109, в, г). В этом случае выбор направления подачи зависит от положения главного режущего лезвия резца. Если резец расположен нормально, т.
Строган II е пазов производится прорезными резцами с применением вертикальной подачи. Если паз имеет большую ширину, чем резец, строгание выполняют за несколько проходов, после чего дно паза зачищают тем же или плоским широким резцом. [c.489]
Строгание пазов. Пазы обрабатывают при вертикальной подаче резца. Прямоугольные пазы строгают прорезным резцом. При обработке пазов крупных размеров в целом металле вначале прорезают узкий паз, оставляя небольшой припуск по его дну, а затем мерным резцом прорезают и зачищают дно паза. [c.243]
Разрезание заготовок. В практике долбежника нередко возникает необходимость отрезать от заготовки излишки материала или даже разрезать ее на части. Эта операция выполняется прорезными резцами обычно при ручной подаче стола. [c.363]
Н. Н. Павлов сделал его более жестким по сравнению с нормальным прорезным резцом. Это дало ему возможность увеличить подачу с 0,34 до 0,68 мм на один двойной ход долбяка.
[c.377]
Н. Павлов сделал его более жестким по сравнению с нормальным прорезным резцом. Это дало ему возможность увеличить подачу с 0,34 до 0,68 мм на один двойной ход долбяка.
[c.377]
Приварив к задней стороне обычного прорезного резца ребро жесткости (рис. 233, в), долбежник В. А. Го-готов увеличил его устойчивость в 4 раза. Работая таким резцом, новатор добился значительного повышения производительности за счет увеличения подачи. [c.379]
В первой операции, так же как в индивидуальном производстве, будут обрабатываться наружные поверхности ступеней, выполняться подрезание торца и растачивание отверстия. Но в мелкосерийном производстве это явится черновой обработкой, причем она будет производиться с большими подачами и максимальной глубиной резания при помощи высокопроизводительного инструмента. Например, для подрезания уступов диаметром 80/115 мм, 128/115 мм и торца диаметром 80 мм можно применять прорезные резцы и работать ими с радиальной подачей. [c.235]
[c.235]
Режимы резания при вытачивании наружных канавок и отрезании. При вытачивании наружных канавок и отрезании за глубину резания принимают ширину режущей кромки прорезного или отрезного резца, а подачей 5 считают величину перемещения резца за один оборот обрабатываемой заготовки. [c.58]
Строгание пазов, канавок и отрезание. Для строгания пазов и канавок используют прорезные резцы глубиной резания считается ширина режущего лезвия резца. Строгание осуществляется с вертикальной подачей, когда суппорт ослаблен, поэтому ее значение невелико. Для строгания глухого паза в его крайних -точках сверлят отверстия диаметром больше его ширины и глубиной, равной его глубине. Длину хода ползуна устанавливают так, чтобы резец не врезался в стенки высверленного отверстия. [c.95]
Долбление криволинейных контуров в отверстиях. Заготовку устанавливают на мерных подкладках, которые бы обеспечивали не только выход резца, но и удаление крючком стружки. Установку заготовки проверяют по разметочным линиям, при этом прямолинейные участки должны совпадать с пр и Ап, а криволинейные – с направлением круговой подачи Ds кр- В заготовке должно быть подготовлено отверстие под дальнейшее долбление. Иногда при обработке контуров с прямоугольными и острыми углами в трех углах контура высверливают по отверстию для входа резца и ведут обработку прорезным резцом. Такой метод малопроизводителен и его применяют только тогда, когда внутренний контур очень большой и вырезанный таким способом кусок металла можно использовать для изготовления другой детали.
[c.119]
Установку заготовки проверяют по разметочным линиям, при этом прямолинейные участки должны совпадать с пр и Ап, а криволинейные – с направлением круговой подачи Ds кр- В заготовке должно быть подготовлено отверстие под дальнейшее долбление. Иногда при обработке контуров с прямоугольными и острыми углами в трех углах контура высверливают по отверстию для входа резца и ведут обработку прорезным резцом. Такой метод малопроизводителен и его применяют только тогда, когда внутренний контур очень большой и вырезанный таким способом кусок металла можно использовать для изготовления другой детали.
[c.119]
Прорезные резцы поперечного супорта благодаря дополнительной рычажной системе с отношением плеч рычагов 1 2 имеют уменьшенные поперечные подачи [c.508]
Прорезным резцом выточить канавку (рис. 3). Резец подавать в поперечном направлении на требуемую глубину канавки (по лимбу винта поперечной подачи). При этом длина головки прорезного резца должна быть равна глубине канавки плюс 3—5 мм. [c.68]
[c.68]
Протачивать вогнутую фасонную поверхность 2 (рис. 4) прорезным резцом 5 или черновым фасонным соответствующего профиля комбинированной или поперечной подачей резца. Проверять размеры штангенциркулем. Допускается небольшая неровность обтачиваемой поверхности. [c.157]
При долблении пазов и канавок применяют прорезные резцы и устанавливают их в резцедержателе так, чтобы режущая кромка была перпендикулярна направлению подачи. [c.79]
Выточить наружную канавку двумя резцами. Установить и закрепить прорезной резец I (рис. 6) в передний резцедержатель, а канавочный фасонный 2 в задний резцедержатель передней поверхностью вниз. Выточить канавку прорезным резцом 1, а затем канавочным фасонным резцом 2 при прямом вращении шпинделя и поперечной подаче резца придать канавке соответствующий профиль. [c.59]
Радиус выемки R у резцов с передней гранью по форме 1 находится в зависимости от типа резца, величины подачи s на оборот Hjui двойной ход и механических свойств обрабатываемого материала, но но не менее 3 мм. Для резцов токарных проходных и расточных R = (10 15)s ( строгальных и долбежных / = (30 -н н-40) S мм прорезных и отрезных R = = (50 60).S мм.
[c.154]
Для резцов токарных проходных и расточных R = (10 15)s ( строгальных и долбежных / = (30 -н н-40) S мм прорезных и отрезных R = = (50 60).S мм.
[c.154]
Нарезание конических колес с модулем /п > 8 мм производится на зубострогальных полуавтоматах модели 5А283 копированием по методу единичного автоматического деления (фиг. 176). Два зубострогальных резца 1 с прямолинейной режущей кромкой закреплены в резцедержателях двух кареток, наклоненных друг к другу под углом, равным конусности зубьев. Каретки вместе с резцами совершают возвратно-поступательные движения по направляющим, связанным при помощи ролика 3 с неподвижно закрепленным копиром 4. За каждый двойной ход резцов производится их радиальная подача на заготовку 2. Так как ролик перемещается по эвольвентному профилю копира и разводит каретку с резцами, то последние, постепенно врезаясь в заготовку, образуют на ней конический зуб с эвольвентным профилем. По окончании врезания ролик отводится назад в исходное положение, резцы отводятся от заготовки и производится деление заготовки на один зуб. Затем цикл повторяется до тех пор, пока не будут нарезаны все зубья. Работа ведется по автоматическому циклу. На станке можно осуществить операцию предварительного прорезания впадины специальным прорезным резцом.
[c.354]
Затем цикл повторяется до тех пор, пока не будут нарезаны все зубья. Работа ведется по автоматическому циклу. На станке можно осуществить операцию предварительного прорезания впадины специальным прорезным резцом.
[c.354]
При затыловании крупных фрез модулем более 10 мм затылование производят проходным резцом, работающим с небольшими подачами суппорта. Впадины затыловывают прорезным резцом при настройке станка на ходовой винт. [c.90]
Для долбления шпоночных пазов применяют специальные шпоночные или прорезные резцы, у которых длина режущей кромки должна быть на 0,05 мм меньше ширины паза. При установке резца нужно следить, чтобы режущая кромка бьща строго перпендикулярна направлению подачи. [c.118]
Разновидности корней стружек, соответствующих свободному резанию и точению прямым, проходным и прорезным резцами, показаны на рис. 2.3, б-д. Способ был проверен на токарном станке мод. D350 фирмы ОегИкоп (Швейцария) мощностью 100 кВт при свободном тангенциальном точении шайб диаметром 178, шириной 4 мм.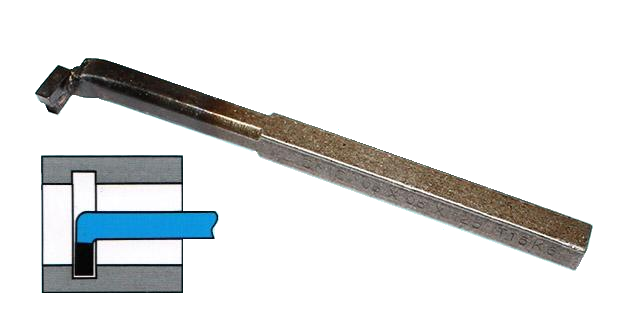 Диаметр обработанной детали 168 мм припуск 5 мм материал заготовки – сталь 60, химический состав С 0,57. .. 0,65 % Si 0,15. .. 0,35 % Мп 0,50. .. 0,8 % Р 0,035 % S 0,035 % предел прочности на разрыв ст, = 800 МПа, твердость НВ 229 материал резца – твердый сплав Р10 (ТТ20К9). В шайбах были просверлены отверстия и установлены шесть заглушек на радиусах от р1 до рб, соответствующих толщинам среза = 0,14 ог = 0,12 Оз = 0,1 04 = 0,75 oj = 0,05 = 0,03 мм (см. рис. 2.3, а). Резание осуществляли без охлаждения в интервале скоростей 25. .. 150 м/мин с шагом 25 м/мин, подачей S = 0,5 мм/об. Суммарная жесткость системы шпиндель-заготовка в горизонтальной плоскости yV = 3 кН/мкм, в вертикаль- юй Ув = 0,5 кН/мкм.
[c.31]
Диаметр обработанной детали 168 мм припуск 5 мм материал заготовки – сталь 60, химический состав С 0,57. .. 0,65 % Si 0,15. .. 0,35 % Мп 0,50. .. 0,8 % Р 0,035 % S 0,035 % предел прочности на разрыв ст, = 800 МПа, твердость НВ 229 материал резца – твердый сплав Р10 (ТТ20К9). В шайбах были просверлены отверстия и установлены шесть заглушек на радиусах от р1 до рб, соответствующих толщинам среза = 0,14 ог = 0,12 Оз = 0,1 04 = 0,75 oj = 0,05 = 0,03 мм (см. рис. 2.3, а). Резание осуществляли без охлаждения в интервале скоростей 25. .. 150 м/мин с шагом 25 м/мин, подачей S = 0,5 мм/об. Суммарная жесткость системы шпиндель-заготовка в горизонтальной плоскости yV = 3 кН/мкм, в вертикаль- юй Ув = 0,5 кН/мкм.
[c.31]
Настройку на обеспечение осевых размеров ступенчатого отверстия в процессе растачивания осуществляют при помощи лимба продольной подачи или упоров с длиноограничителями, как при обработке ступенчатых валиков. Растачивание внутренних канавок. Внутренние канавочные резцы по конструкции не отличаются от расточных. Геометрия рабочей части прорезных резцов для прямоугольных канавок такая же, как у прорезных наружных резцов (рис. 97, а). Профильные канавки вытачивают профильными резцами (рис. 97, б). Внутренние канавочные резцы бывают цельные и вставные.
[c.60]
Геометрия рабочей части прорезных резцов для прямоугольных канавок такая же, как у прорезных наружных резцов (рис. 97, а). Профильные канавки вытачивают профильными резцами (рис. 97, б). Внутренние канавочные резцы бывают цельные и вставные.
[c.60]
Узкие канавки обрабатывают прорезными резцами. Форма режущей кромки резца соответствует форме вытачиваемой канавки. Прорезные резцы (рис. 6.5, а—г) бывают прямыми и отогнутыми, которые в свою очередь делят на правые и левые. Чаще применяют прорезные резцы правые прямые и левые отогнутые. Жесткость детали не всегда позволяет прорезать канавки заданной ширины за один рабочий ход резца. Если необходимо проточить в нежесткой детали широкую канавку (>5мм), то выполняют несколько рабочих ходов с поперечной подачей (рис. 6.6). На торцах и по диаметру канавки оставляют припуск (0,5—1,0 мм) для чистовой обработки. Окончательную обработку выполняют этим же резцом или канавочным резцом с режущей кромкой, равной заданному размеру канавки. [c.79]
[c.79]
Особенность обработки заготовок на многорезцовых полуавтоматах состоит в том, что нижннй суппорт имеет только продольную подачу, а верхний — только поперечную. На нижнем суппорте закрепляют резцы, работающие с продольной подачей, — проходные на верхнем суппорте — резцы, работающие с поперечной подачей, — подрезные, прорезные, фасонные, для обтачивания фасок. При наладке многорезцового полуавтомата резцы устанавливают и закрепляют относительно заготовки так, чтобы одновременно обрабатывалось несколько поверхностей. [c.305]
В табл. 216 приводятся значения главного зад1 его угла а в зависимости от типа резца и обрабатываемого материала. Задний вспомогательный угол а назначается равным заднему углу а у всех резцов, кроме прорезных и отрезных. Для этого вида резцов 0 = — 1- 2°, причем меньшее значение углов принимается при подаче больше 0,3 мм1об, а большее — для подачи, равной 0,3 мм1об и менее. [c.335]
[c.335]
Вытачивание канавок в отверстиях на токарном станке
Внутренние канавки отверстий обрабатываются с помощью специальных прорезных канавочных резцов. При этом форма кромки инструмента должна точно соответствовать профилю, который задан для канавки.
Геометрия, которая предусмотрена для рабочих частей прорезных резцов, необходимых для прямоугольных внутренних канавок, точно такая же, как и у прорезных наружных резцов.
Внутренние канавки обычно вытачивают только после того, как будет произведена предварительная, а затем и окончательная технологическая обработка самих отверстий.
В ходе обработки внутренних канавок врезание резца обеспечивается поперечной подачей, которая производится благодаря самой конструкции станка или с помощью приспособления, которое устанавливают специально для этой цели.
Внутренние канавки намного сложнее вытачивать, чем наружные. Дело в том, что в процессе обработки их довольно плохо видно, а также прорезные канавочные резцы, которые используют для этой цели, обычно имеют небольшую жесткость по отношению к другим режущим инструментам. Как правило, резец стараются выбрать из расчета, чтобы его головка имела длину на
Дело в том, что в процессе обработки их довольно плохо видно, а также прорезные канавочные резцы, которые используют для этой цели, обычно имеют небольшую жесткость по отношению к другим режущим инструментам. Как правило, резец стараются выбрать из расчета, чтобы его головка имела длину на 2–3 мм больше, чем глубина у канавки, которая планируется для обработки.
В виду того, что при вытачивании подобных канавок токарь часто вообще не видит обрабатываемую зону, важно внимательно следить за всеми перемещениями инструмента.
Все рабочие движения координируются только по лимбам, с помощью которых осуществляется контроль над поперечными и продольными подачами. Хорошим подспорьем здесь будет использование специальных упоров обеспечивающих жесткую фиксацию координат, до которых осуществляется перемещение.
Если растачивается выточка, у которой ширина значительно больше режущей кромки инструмента, то после поперечного хода, когда происходит врезание инструмента до определённой величины, задаётся продольная подача на заданное расстояние.
Ширину канавки в отверстии, которая получается в результате технологических движений, и расстояние от канавки до торца заготовки обычно контролируют с помощью специального шаблона и штангенциркуля.
Канавки, растачиваемые в отверстиях, как правило, предназначаются для того, чтобы в частности имелась возможность разделения поверхностей с разными по характеристике параметрами обработки. Также канавки используют для того, чтобы режущий инструмент имел технологический выход при изготовлении детали, или для того, чтобы обеспечить условия для эксплуатации и сборки изделий.
Канавки предусматривают так же для того, чтобы распределять, подводить и удерживать смазку. Часть канавок предназначаются для того, чтобы фиксировать уплотнения разнообразной формы.
Для канавок можно использовать разную траекторию, самая распространённая из которых является кольцевая, а так же винтовая используемая для масел.
Независимо от того где будет выполнена канавка на наружной поверхности или на внутренней поверхности, цилиндрической или конической формы, называться она будет неизменно – «проточка».
Канавки очень часто используются для установки стопорных колец, с помощью которых осуществляется фиксация подшипников и других деталей, находящихся на валах или в отверстиях.
Стопорные кольца являются разрезными пружинными кольцами, которые заводятся с радиальным натягом в канавку, проточенную на валу или внутри отверстия и удерживаются в них с помощью сил упругости.
Стопорные кольца обычно используют для монтажа, при этом надо отметить, что они занимают очень мало места. Преимущество данных упругих фиксирующих элементов также заключается в том, что на валах или в отверстиях нет необходимости делать уступы, резьбы или другие вспомогательные удерживающие элементы, а достаточно сделать одну или две проточки для вставки колец.
Например, чтобы зафиксировать подшипники в отверстиях можно прибегнуть к использованию всё тех же стопорных колец. В частности если взять толстостенную трубу, для минимизации затрат на обработку, проточить её по верху и внутреннему отверстию с двух сторон под подшипники при этом сделав канавки для колец, то получится деталь «ролик», обычно используемый для конвейеров.
вытачивание канавок и отрезание детали в Санкт-Петербурге. Компания Спектр
Главная → Металлообработка на заказ → Токарные работы ЧПУ → Вытачивание канавок и отрезание
На наружных поверхностях деталей нередко приходится вытачивать канавки для установки стопоров, размещения поршневых колец и т. д. Они отличаются по ширине и форме: прямоугольные, трапециевидные, с радиусным дном, поэтому требуют применения различных технологий и инструментов.
При вытачивании канавок используются специальные прорезные (канавочные) резцы, форма режущей кромки которых соответствует конфигурации канавки. Также в некоторых случаях дополнительно устанавливаются резцовые головки на поперечных салазках суппорта с обратной стороны от оси станка. Отрезание заготовок выполняется отрезными резцами — цельными или с добавлением пластин из быстрорежущей стали либо твердого сплава.
Технология вытачивания канавок
Прежде чем приступить к вырезанию канавок, детали крепят одним из способов: в патроне, в центре или в патроне с поджимом задним центром. Затем наносится разметка для определения месторасположения и ширины канавок. При массовом производстве деталей лучше использовать продольный и поперечный упоры, которые позволяют упростить процедуру разметки.
Затем наносится разметка для определения месторасположения и ширины канавок. При массовом производстве деталей лучше использовать продольный и поперечный упоры, которые позволяют упростить процедуру разметки.
Вытачивание узких канавок выполняется с поперечной подачей за один проход прорезного резца, прямого или отогнутого. Для прорезания широких канавок (более 5 мм) требуется несколько операций с поперечным движением подачи. Сначала делают границы правой стенки канавки, расширяют ее до левой стенки, а после выполняют чистовую обработку (для этого заранее оставляют припуск 0,5 – 1 мм).
Диаметр выточенной канавки измеряется штангенциркулем, глубина — специальной линейкой, шаблоном или штангенглубиномером.
Отрезание заготовок при проведении токарных работ
При отрезании деталей ширина режущей кромки отрезного резца подбирается в зависимости от диаметра заготовки и устанавливается под углом 900 к ее оси. Фиксируется пруток в центрах или патронах таким образом, чтобы расстояние от торца приспособления до края обработанного прутка не превышало его диаметр.
Во избежание поломки резца нельзя допускать вибрации инструмента и детали во время выполнения токарных работ, а также разрезать ее до конца, если срезываемый конец не зафиксирован в люнете. Также необходимо соблюдать осторожность при отрезании хрупких материалов. В этом случае режущая кромка резца должна устанавливаться под углом 5 – 10°.
Для уменьшения шероховатости обрабатываемой поверхности на резцах делают фаски шириной 1 – 2 мм.
Смотрите также:
Виды токарных работ, выполняемых нами.
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding MITSUBISHI | Каталог MITSUBISHI 2014 Металлорежущий инструмент (Всего 1352 стр.) | ||||||||
376 Каталог MITSUBISHI 2014 Металлорежущий инструмент токарный и вращающийся Стр. | ||||||||
Металлорежущий модульный токарный инструмент для обработки канавок и отрезки Прорезные резцы Mitsubishi со сменными режущими пластинами Металлорежущий модульный токарный инструмент для обработки канавок и отрезки Прорезные резцы Mitsubishi со сменными режущими пластинами _ твердосплавными Локаторы и державки пожалуйста заказывайте отдельно. (Примечание 2) Пожалуйста используйте правые локаторы с правыми державками и левые локаторы с левыми державками. Пластина (fbti 1 GY2M000000000-BM IE L1 S Пластина GY2MOOC OOSS GY2M OGU GY2MQ0CXX)R/LQ0-GM L2 Показана правая державка Размер гнезда Ширина пластины W3 (мм) Сторона (R/L) Макс. глубина канавки аг (мм) Макс. диаметр для отрезки D1 (мм) Ю-Комплект Обозначение Локатор Наличие Державка Наличие 6 10 18 4 12 20 36 6 10 18 4 12 20 36 6 12 20 1 12 24 40 2 6 12 20 1 12 24 40 2 6 12 20 1 12 24 40 2 2.39 2.50 2.74 6 12 20 1 12 24 40 2 6 10 18 4 12 20 36 6 10 18 4 12 20 36 6 12 20 1 12 24 40 2 6 12 20 1 12 24 40 2 6 12 20 1 12 24 40 2 6 12 20 1 12 24 40 2 1C1R3E1) 1C1R3E2) 1C1R3E3) GYM20RA-E06 GYM20RA-E10 GYM20RB-E18 1E1R3E1) 1E1R3E2) 1E1R3E3) GYM20RA-E06 GYM20RA-E10 GYM20RB-E18 1E1R4E1) 1E1R4E2) 1E1R4E3) GYM25RA-E06 GYM25RA-E12 GYM25RA-E20 1G1R4E1) 1G1R4E2) 1G1R4E3) GYM25RA-E06 GYM25RA-E12 GYM25RA-E20 1Q1R4E1) 1Q1R4E2) 1Q1R4E3) GYM25RA-E06 GYM25RA-E12 GYM25RA-E20 1J1R4E1) 1J1R4E2) 1J1R4E3) GYM25RA-E06 GYM25RA-E12 GYM25RA-E20 1C1L3E1) 1C1L3E2) 1C1L3E3) GYM20LA-E06 GYM20LA-E10 GYM20LB-E18 1E1L3E1) 1E1L3E2) 1E1L3E3) GYM20LA-E06 GYM20LA-E10 GYM20LB-E18 1E1L4E1) 1E1L4E2) 1E1L4E3) GYM25LA-E06 GYM25LA-E12 GYM25LA-E20 1G1L4E1) 1G1L4E2) 1G1L4E3) GYM25LA-E06 GYM25LA-E12 GYM25LA-E20 1Q1L4E1) 1Q1L4E2) 1Q1L4E3) GYM25LA-E06 GYM25LA-E12 GYM25LA-E20 1J1L4E1) 1J1L4E2) 1J1L4E3) GYM25LA-E06 GYM25LA-E12 GYM25LA-E20 GYH R1616 J00-M20R GYHR2020K00-M20R GYH R2020K00-M25R GYH R2525M00-M25R GYH R3225P00-M25R GYH R3232P00-M25R GYHL1616J00-M20L GYHL2020K00-M20L GYH L2020K00-M25L GYH L2525M00-M25L GYH L3225P00-M25L GYH L3232P00-M25L 1 Максимальная глубина изменяется в соответсвии с используемой пластиной. | ||||||||
См.также / See also : | ||||||||
Обработка канавок и отрезка при точении / Parting and grooving | Основы токарной обработки металла / Basics of metal turning | |||||||
Формулы точения / Turning formulas | Скорость резания от диаметра Таблица / Surface speed to RPM conversion | |||||||
Обработка торцевых канавок / Face grooving | Резцы по металлу Особенности / Metal lathe tools Features | |||||||
Системы СОЖ / Cutting fluid system | Виды и формы стружки / Shapes and types of chips | |||||||
| Токарные отрезные и канавочные резцы Mitsubishi с твердосплавными сменными пластинами | ||||||||
Каталог MITSUBISHI 2014 Металлорежущий инструмент (Всего 1352 стр. ) ) | ||||||||
| | 373 | 374 Отрезные и канавочные сборные резцы Mitsubishi GY серии Токарный инструмент со сменными режущими пластинами для наружного точения канавок и отрезки | 375 | 377 | 378 | 379 | ||
| Каталоги инструмента MITSUBISHI | ||||||||
| | ||||||||
Каталог MITSUBISHI 2018 Инструмент режущий (англ.яз / ENG) (2040 страниц) | Каталог MITSUBISHI 2017 Новинки металлорежущего инструмента 17.1 (250 страниц) | Каталог MITSUBISHI 2016 Вращающийся и токарный режущий инструмент (1412 страниц) | Каталог MITSUBISHI 2016 Металлорежущий инструмент для мехобработки (англ.яз / ENG) (1636 страниц) | Каталог MITSUBISHI 2015 Токарный и вращающийся инструмент (англ.  яз / ENG) яз / ENG)(1672 страницы) | Каталог MITSUBISHI 2015 Новый режущий инструмент 15.2 (308 страниц) | |||
Каталог MITSUBISHI 2015 Сверла для обработки отверстий в металле (англ.яз / ENG) (226 страниц) | Каталог MITSUBISHI 2014 Металлорежущий инструмент (1352 страницы) | Каталог MITSUBISHI 2014 Новый металлорежущий инструмент 14.2 (164 страницы) | Каталог MITSUBISHI 2013 Металлорежущий инструмент (1232 страницы) | Каталог MITSUBISHI 2010 Режущий инструмент и системы (1348 страницы) | Каталог MITSUBISHI 2007 Металлорежущий инструмент и системы (1085 страниц) | |||
Каталог MITSUBISHI 2007 Новинки режущего инструмента 07.2 (англ.яз / ENG) (220 страниц) | ||||||||
| | ||||||||
Каталоги металлорежущего инструмента, оснастки и приспособлений для станков / | ||||||||
— — | ||||||||
 F020
F020 Максимальная глубина канавки указана на стр. F014-F016. 2 Максимальный диаметр отрезания D1 изменяется в соответсвии с используемой пластиной. Диаметр отрезания является удвоенной максимальной глубиной канавки (аг) на crp.F014 F016. 3 Размеры показаны когда используется калибровочная пластина. Если используются пластины с другой геометрией то значения L1 L2 и F1 могут варьироваться. 4 Максимальная глубина канавки ограничивается диаметром загатовки.Подобробнее на crp.F041. в Есть на складе. F020 ТОЧЕНИЕ КАНАВОК СИСТЕМА ОБРАБОТКИ КАНАВОК СЕРИЯ (НАРУЖНОЕ ТОЧЕНИЕ КАНАВОК) Пластина Пластина Державка 00 типа GY2GOGOOGOCOOMF GY2MQQ0QCXSQQQ-GU 11ИЯ GY2M00CXXXXX)0-MS GY1GQQQ0QQ0QQ- is GY2MQQ00QCXX)0-MM (Примечание 1)
Максимальная глубина канавки указана на стр. F014-F016. 2 Максимальный диаметр отрезания D1 изменяется в соответсвии с используемой пластиной. Диаметр отрезания является удвоенной максимальной глубиной канавки (аг) на crp.F014 F016. 3 Размеры показаны когда используется калибровочная пластина. Если используются пластины с другой геометрией то значения L1 L2 и F1 могут варьироваться. 4 Максимальная глубина канавки ограничивается диаметром загатовки.Подобробнее на crp.F041. в Есть на складе. F020 ТОЧЕНИЕ КАНАВОК СИСТЕМА ОБРАБОТКИ КАНАВОК СЕРИЯ (НАРУЖНОЕ ТОЧЕНИЕ КАНАВОК) Пластина Пластина Державка 00 типа GY2GOGOOGOCOOMF GY2MQQ0QCXSQQQ-GU 11ИЯ GY2M00CXXXXX)0-MS GY1GQQQ0QQ0QQ- is GY2MQQ00QCXX)0-MM (Примечание 1)Page not found – ZCC Cutting Tools Europe
Page not found – ZCC Cutting Tools Europe ZCC Cutting Tools Europe DeutschEnglishFrançaisPolskiРусскийItalianoEspañol ВойтиZCC Cutting Tools Europe
Зарегистрируйтесь в системе, чтобы сделать заказ
Для заказа онлайн войдите, пожалуйста, в систему с вашим именем пользователя и паролем.
Уважаемые деловые партнеры!Мы анонсировали, и это свершилось! Наш новый веб-сайт уже доступен в сети. Поскольку безопасность данных является для нас главным приоритетом, и нам пришлось перенести Вашу учетную запись в новую веб-среду, мы просим Вас использовать функцию Забыли пароль?для обновления пароля. Система онлайн-заказов осталась неизменной и работает в обычном режиме.
Благодарим за плодотворное сотрудничество.
Команда ZCC Cutting Tools Europe
К сожалению, страницу, которую вы искали, найти не удалось. Причины могут быть разными: адрес страницы изменился или был введен с ошибкой. Познакомьтесь с нашим сайтом с помощью функции поиска: так вы быстро доберетесь до цели.
Познакомьтесь с нашим сайтом с помощью функции поиска: так вы быстро доберетесь до цели.
ZCC Cutting Tools Europe
Ваш партнер по технологиям обработки металлов резанием
Компания Zhuzhou Cemented Carbide Cutting Tools Co., Ltd. — крупнейший китайский производитель твердосплавного инструмента. В 2006 г. был открыт европейский филиал ZCC Cutting Tools, который работает со всеми странами Европы, Россией и Турцией. Узнайте больше о нашей компании.
contact
ZCC Cutting Tools Europe
Мы работаем для вас
Помните: для этого контента требуется JavaScript.© 2021 ZCC Cutting Tools Europe GmbH
На нашем сайте используются файлы cookie. Некоторые из них необходимы, другие помогают нам оптимизировать сайт и расширять для вас возможности его использования.
Принять все
Сохранить
Индивидуальные настройки персонализации
Подробная информация о файлах cookie Заявление о защите данных Выходные данные
Настройки персонализацииЗдесь вы найдете обзорную информацию обо всех используемых файлах cookie. Вы можете дать согласие на использование целых категорий файлов cookie или просмотреть дополнительную информацию и выбрать только определенные файлы cookie.
Технически необходимые файлы cookie (1)Мы используем файлы cookie для того, чтобы запомнить установленные вами параметры использования файлов cookie. Помимо этого, мы используем файлы cookie, чтобы предоставлять вам запрашиваемые функции. Эти файлы cookie необходимы для выполнения действий на сайте. К ним относятся, например, сессионные файлы cookie, которые используются только в течение одного сеанса и удаляются, как только вы закрываете браузер. Вы не можете отключить такие файлы cookie.
Просмотреть информацию о файлах cookie Скрыть информацию о файлах cookie
| Название | Borlabs Cookie |
|---|---|
| Поставщик услуг | Владелец данного сайта |
| Цель | Сохранение настроек тех посетителей, которые в окне файлов cookie выбрали Borlabs cookie. |
| Имя файла cookie | borlabs-cookie |
| Срок действия файла cookie | 1 Jahr |
На данном сайте используются функции Google Analytics — службы веб-аналитики компании Google Inc. (Google). Мы используем эти данные в целях оптимизации сайта для пользователя и повышения качества проводимого нами анализа использования рекламы. Подробное описание см. в заявлении о защите данных.
Просмотреть информацию о файлах cookie Скрыть информацию о файлах cookie
Вытачивание канавок и отрезание заготовок |
Токарные работы включают в себя такие услуги как вытачивание и отрезание заготовок. На наружных поверхностях деталей нередко приходится вытачивать канавки для установки стопоров, размещения поршневых колец и т. д. Они отличаются по ширине и форме: прямоугольные, трапециевидные, с радиусным дном, поэтому требуют применения различных технологий и инструментов.
При вытачивании канавок используются специальные прорезные (канавочные) резцы, форма режущей кромки которых соответствует конфигурации канавки. Также в некоторых случаях дополнительно устанавливаются резцовые головки на поперечных салазках суппорта с обратной стороны от оси станка. Отрезание заготовок выполняется отрезными резцами — цельными или с добавлением пластин из быстрорежущей стали либо твердого сплава.
Технология вытачивания канавок при проведении токарных работ
Прежде чем приступить к вырезанию канавок, детали крепят одним из способов: в патроне, в центре или в патроне с поджимом задним центром. Затем наносится разметка для определения месторасположения и ширины канавок. При массовом производстве деталей лучше использовать продольный и поперечный упоры, которые позволяют упростить процедуру разметки.
Вытачивание узких канавок выполняется с поперечной подачей за один проход прорезного резца, прямого или отогнутого. Для прорезания широких канавок (более 5 мм) требуется несколько операций с поперечным движением подачи. Сначала делают границы правой стенки канавки, расширяют ее до левой стенки, а после выполняют чистовую обработку (для этого заранее оставляют припуск 0,5 – 1 мм).
Диаметр выточенной канавки измеряется штангенциркулем, глубина — специальной линейкой, шаблоном или штангенглубиномером.
Отрезание заготовок при проведении токарных работ
При отрезании деталей ширина режущей кромки отрезного резца подбирается в зависимости от диаметра заготовки и устанавливается под углом 900 к ее оси. Фиксируется пруток в центрах или патронах таким образом, чтобы расстояние от торца приспособления до края обработанного прутка не превышало его диаметр.
Во избежание поломки резца нельзя допускать вибрации инструмента и детали во время выполнения токарных работ, а также разрезать ее до конца, если срезываемый конец не зафиксирован в люнете. Также необходимо соблюдать осторожность при отрезании хрупких материалов. В этом случае режущая кромка резца должна устанавливаться под углом 5 – 10°.
Для уменьшения шероховатости обрабатываемой поверхности на резцах делают фаски шириной 1 – 2 мм.
Фрезерование канавок | Производство режущего инструмента
Несмотря на то, что названия могут быть разными, фрезерование канавок может быть эффективным способом выполнения прорезания пазов и продольной резки.
Как мы все знаем, отраслевые термины означают разные вещи для разных людей. Так обстоит дело с «фрезерованием канавок».
«Слова и термины смешиваются и переигрываются, независимо от того, как вы на это смотрите», – сказал Дуэйн Дрейп, национальный менеджер по продажам HORN USA Inc., Франклин, Теннесси. линию сложно определить.”
Предоставлено HORN USA
Фрезерный инструмент HORN для обработки канавок создает квадратные линейные канавки. Тот же инструмент использовался для фрезерования самого большого отверстия (включая торцевую поверхность), двух канавок на этом диаметре и канавок меньшего диаметра снизу вверх.
Уильям Дюроу, координатор проектов по разработке и применению Sandvik Coromant Co., Fair Lawn, Нью-Джерси, согласился с тем, что фрезерование канавок – это в основном паз и резка.«Это зависит от того, с кем вы разговариваете, в какой отрасли они работают и, честно говоря, от кого их учили. Но фрезерование канавок и пазов по сути одно и то же », – сказал он. Sandvik Coromant предлагает полную линейку фрез CoroMill для обработки канавок со сменными пластинами.
Майкл Тримбл, менеджер по продукции Vargus USA, Джейнсвилл, Висконсин, сказал, что «инструменты для фрезерования канавок для нас – это инструменты для прорезания пазов, которые могут работать с более высокими скоростями и подачей, чем традиционные инструменты для прорезания пазов, такие как фрезы Woodruff».
Поверните вместо
Канавка может быть создана токарным или фрезерованием канавки.«Если вы можете произвести канавку на токарном станке, вы это сделаете», – сказал Мэтью Шмитц, национальный менеджер по продукции GRIP для компании Iscar Metals Inc., Арлингтон, Техас, которая предлагает канавочные фрезы как часть своих TANG, GRIP, CHAMSLIT и Продукция MULTI-MASTER. «Почти в каждом случае для создания такой же канавки на фрезере потребуется больше времени, чем на токарном станке».
Шмитц также отметил, что если канавка имеет форму, отличную от параллельных боковых стенок, задача на фрезе становится сложной и, вероятно, потребуется специальный инструмент, что увеличивает стоимость.
Предоставлено Sandvik Coromant
Sandvik Coromant CoroMill 329, обычно используемая для более глубоких и узких канавок, предлагает DOC от 100 до 160 мм (от 4 до 5 дюймов) и ширину от 2,5 до 4 мм (от 0,098 до 0,157 дюйма).
«Есть только несколько причин, чтобы использовать фрезу для обработки канавок, а не токарный станок», – сказал он. «К ним относятся форма или размер заготовки, возможности станка или производительность в конкретном цехе, чтобы получить контроль над стружкодроблением, устранить дополнительную настройку и контролировать допуски элементов заготовки, не беспокоясь о дополнительной настройке.”
Кроме того, Шмитц считает, что для точения канавок используется одноточечный инструмент.
Drape не обязательно соглашается с тем, что точение канавок является более точным – это определенно зависит от области применения – но говорит, что «фрезерование канавок дает вам вращающийся инструмент, поэтому вы получите более зубчатую отделку».
Известные вставки
Инструменты для фрезерования канавок доступны как цельные твердосплавные, со сменной головкой (или пластиной), которая привинчивается к концу хвостовика, или со сменными пластинами, которые вставляются в гнезда на корпусе инструмента.
«Мы предлагаем цельнолитые и вставные в зависимости от диаметра», – сказал Драп. При фрезеровании канавок с малым внутренним диаметром вставной инструмент может не подойти. «Обычно мы переключаемся на вставки диаметром 10 мм и более», – сказал он.
По мере увеличения диаметра стоимость цельнотвердосплавных инструментов становится все больше, и здесь появляются пластины. «Проблема, с которой вы потенциально можете столкнуться со вставным инструментом, заключается в том, что существует тонкая грань, на которой точность вставляемого инструмента не может быть снижена. как твердое тело, – добавил Драпед.«Поскольку у вас есть заменяемые компоненты, вы не можете поддерживать такую точность».
Когда диаметр достаточно большой, Trimble Варгуса указал, что фрезы со сменными пластинами для обработки канавок более экономичны. Скажем, твердосплавный инструмент стоит 150 долларов против 150 долларов за корпус инструмента и 25 долларов за сменную головку (пластину) с тремя или шестью зубьями. Если твердосплавный инструмент создает 1000 канавок, а вставной инструмент – 1000 канавок, твердосплавный инструмент в долгосрочной перспективе будет стоить дороже, потому что пользователю придется платить за совершенно новый инструмент после его износа.(Варгус не рекомендует переточку.) За сменный инструмент он должен платить всего 25 долларов за каждую сменную головку. Vargus предлагает твердосплавные фрезы Groovex и фрезы со сменными пластинами для обработки канавок.
Цельнолитые или вставные фрезы для обработки канавок создают простые линейные и кольцевые канавки – квадратное дно или полукруглые канавки, такие как канавки для внутренних стопорных колец или уплотнительных колец.
Вставные инструменты более гибкие с точки зрения сплавов и геометрии, поскольку головку или пластины можно менять.Эти инструменты используются для обработки канавок под углом, снятия фасок, отрезки и создания профилей зубьев шестерен, шпоночных пазов Вудраффа и Т-образных пазов, и это лишь некоторые примеры применения.
Добавить поток в список. «Фрезерование резьбы – это не что иное, как нарезание винтовых канавок», – сказал Драп. «Резьба – это канавка, которая обычно имеет боковые стенки 60 °, 55 ° или 30 °. Это постоянная канавка, которая продвигается вверх по компоненту. Приходится использовать инструменты разной формы, но процесс тот же ».
Делаем прорезь
Фрезы для продольной резки используются для создания узких квадратных канавок глубиной до пары дюймов.«Все это имеет отношение к размеру канавки, но обычно он глубже, чем ширина того, что вы нарезаете», – сказал Драп.
Компания Iscar различает фрезы для продольной резки и прорезания пазов, отмечая, что они представляют собой режущие диски лезвийного типа, которые принимают пластины, которые напоминают пластины для отрезки или нарезания канавок, наиболее часто применяемые при токарной обработке. Долбежные фрезы также являются фрезами лезвийного типа, но они содержат вставки, похожие на те, которые обычно используются во фрезах.
Согласно Iscar, фрезы для продольной резки обычно используются, когда ширина канавки меньше дюйма, а фрезы для продольной резки предназначены для выполнения более широких канавок.Однако могут быть некоторые совпадения.
Предоставлено Vargus USA
Vargus USA Groovex GM Фрезы для фрезерования канавок доступны для создания канавок шириной от 1,2 мм до 4 мм и глубиной до 3,25 мм.
«Поскольку резец для продольной резки является дорогим инструментом – вам нужно установить много дорогих пластин – вы используете его только тогда, когда вам это абсолютно необходимо», – сказал Шмитц. «Но для длинной и глубокой канавки, проходящей по всей длине вала, было бы более экономично использовать продольно-резательный станок [вместо долбежного резца].”
Например, для продольно-резательного станка диаметром 6 дюймов, который принимает 12 односторонних режущих пластин, требуется вставка на 168 долларов по цене 14 долларов каждая. Если корпус фрезы стоит 800 долларов, то просто установка инструмента будет стоить почти 1000 долларов. на кромку, чтобы сравнение было относительным, пластина для пазов с четырьмя режущими кромками для диаметра 6 дюймов. долбежная фреза стоит около 4,30 доллара за край × 16 пластин, или 68,80 доллара. Корпус фрезы стоит около 1500 долларов. По словам Шмитца, хотя первоначальная стоимость выше, индекс каждой пластины для долбежной фрезы на 100 долларов меньше, чем для продольной фрезы.
Но в этом примере долбежная фреза имеет полуэффективные зубья. Другими словами, имеется только восемь эффективных режущих кромок (противоположных пластин), что на 20 процентов менее эффективно, чем у сопоставимой режущей кромки. И долбежная фреза обычно требует меньшего количества стружки по сравнению с соответствующей фрезой.
«Таким образом, вы всегда должны взвесить преимущества и недостатки продольной резки и прорезания пазов, чтобы увидеть, какая фреза лучше всего подойдет для вашей среды», – сказал Шмитц.«Стоимость инструмента для продольно-резательного станка может быть больше в долгосрочной перспективе, но некоторые легко оправдают стоимость его производительностью. Другие снизят производительность станка и сохранят экономию в общих затратах на инструмент ».
Убирайся чипсов
Отвод стружки является проблемой при любой операции металлообработки, но очень важен при нарезании канавок, потому что стружка более склонна к застреванию внутри канавки и повторному нарезанию. Однако некоторые конструктивные особенности инструмента могут способствовать удалению стружки при обработке канавок.
Фрезерование канавок – это операция прерывистого резания, поэтому стружка обычно достигает приемлемых размеров. Токарная обработка канавок может привести к образованию длинной волокнистой стружки.
Предоставлено Iscar
Инструмент Iscar для фрезерования канавок CHAMSLIT является экономичным инструментом для продольной резки, но, по словам Искара, он используется только для выполнения неглубоких канавок. Он может создавать канавки глубиной примерно до 1 / 8 дюймов и шириной от 0,047 до 0,158 дюймов. Он может создавать внутренние и внешние канавки.
Конструкция фрезы со ступенчатыми зубьями или полуэффективной фрезы помогает отщеплять стружку. «В случае с нашими долбежными фрезами у нас есть противоположные или полуэффективные фрезы», – сказал Шмитц. «Итак, если у вас есть 10 пластин в фрезе, эффективны только пять. Одна пластина прорезает верхнюю сторону канавки, а пластина позади нее прорезает нижнюю (или противоположную) стенку, что помогает со стружколомом. Кроме того, при этом получается более узкая стружка, чем при использовании одной широкой пластины, что улучшает отвод стружки.”
Обычно режущая кромка долбежного фрезы ориентирована под углом 90 ° к стенке паза. Угол пропила направляет стружку в боковину.
У инструментовIscar режущая кромка ориентирована под другим углом. «Это не 90 ° к пазу», – сказал Хасан Нараимхан, национальный менеджер по продукции фрезерно-фрезерных станков компании Iscar. «Это может быть 70 ° или 60 °, чтобы микросхема отклонялась от поверхности слота и не повреждалась. Угол фактически отводит чип от стенки слота.”
Кроме того, большинство станков для обработки канавок имеют возможность сквозной подачи СОЖ для смыва стружки.
Фрезерование глубоких канавок также может оказаться сложной задачей. «По мере увеличения глубины канавки диаметр фрезы должен увеличиваться в геометрической прогрессии», – сказал Шмитц. «Таким образом, если глубина канавки увеличится на 1 дюйм, диаметр фрезы увеличится как минимум еще на 2 дюйма или больше».
Дуроу из Sandvik Coromant отметил, что жаропрочные суперсплавы, такие как инконель, выделяют много тепла во время обработки.«Когда вы прорезаете глубокую узкую канавку, теплу некуда идти, поэтому он возвращается в фрезу, что неизбежно приведет к плохой и непредсказуемой стойкости инструмента», – сказал он. «Вам нужно будет сделать несколько неглубоких резов – по крайней мере, от 15 до 25 процентов диаметра фрезы за каждый проход – пока вы не достигнете желаемой глубины. Это поможет предотвратить попадание тепла внутрь инструмента ».
Уловки торговли
Контроль скорости подачи играет важную роль при обработке канавок.«Скорость подачи во многом зависит от ширины паза и инструмента», – сказал Шмитц. «Если у вас очень узкий паз, вам необходимо учитывать прочность и жесткость инструмента, необходимого для паза».
Предоставлено Sandvik Coromant
Фреза CoroMill 327 Sandvik Coromant предназначена для обработки небольших отверстий или создания канавок под стопорные кольца или уплотнительные кольца. Доступны также геометрии для резьбового фрезерования. 327 уменьшается до 9,7 мм (0,382 дюйма) в диаметре и обеспечивает ограниченный DOC.
По словам Дюроу, при использовании круговой интерполяции для фрезерования канавок скорость подачи уменьшается при внутреннем диаметре резания и увеличивается при резании внешнего диаметра.
«Ваше программирование должно немного отличаться от внутренней обработки канавок по сравнению с внешней», – сказал он. «Люди должны помнить, что программировать нужно по центральной линии инструмента. Они должны понимать опасность истончения стружки и соответственно программировать, чтобы не допустить недостаточную или избыточную подачу инструмента ».
Для внутренней канавки в отверстии запрограммированная скорость подачи часто равна скорости подачи в центре отверстия.Скорость подачи, рассчитываемая на периферии, отличается, и в результате часто возникает чрезмерная скорость подачи для фрезы. Затем следует уменьшить скорость подачи, чтобы учесть разницу.
Что касается внешних канавок, то здесь все наоборот. Опять же, скорость подачи, рассчитанная на периферии, отличается, но в результате часто получается слишком низкая скорость подачи для фрезы. Скорость подачи следует увеличить, чтобы учесть разницу.
Iscar’s Schmitz отметил, что при фрезеровании канавок всегда должен быть задействован один зуб.«Вы всегда хотите, чтобы шпиндель находился под нагрузкой, и это относится к любой операции фрезерования», – сказал он. «Если у вас есть период, когда шпиндель не находится под нагрузкой, вы можете столкнуться с биением шпинделя (обычно сопровождаемым стуком во время резки), повреждением шпинделя и причиной выхода инструмента из строя. Поэтому, если у вас неглубокая канавка, в ваших интересах иметь фрезу с мелким шагом, чтобы она всегда находилась под нагрузкой ».
Последняя рекомендация компании HORN – входить в канавку под углом наклона от 45 ° до 180 ° для достижения максимального DOC.Радиальный вход фрезы создает большой угол контакта, что приводит к вибрации.
«Самый быстрый способ добраться до глубины канавки – это отвести инструмент прямо на глубину канавки». – сказал Драп. «Но если вы делаете это, вы неизбежно вносите в заготовку вибрацию. Поэтому мы рекомендуем, чтобы с момента вашего первого контакта с заготовкой до точки, где вы достигли полной глубины, вы должны пройти не менее 90 ° диаметра заготовки. Если вы все еще слышите дребезжание из-за других факторов, таких как слабое крепление или длинный выступ инструмента, поверните 180 ° или даже 360 °, чтобы достичь полной глубины.Вы фактически уменьшаете давление на заготовку, и это может помочь устранить дребезжание ». CTE
Об авторе: Сьюзан Вудс (Susan Woods) – редактор CTE. Свяжитесь с ней по телефону (224) 225-6120 или [email protected].
Авторы
HORN USA Inc.
(888) 818-HORN
www.hornusa.com
Iscar Metals Inc.
(877) BY-ISCAR
www.iscar.com
Sandvik Coromant Co.
(800) SANDVIK
www.sandvikcoromant.com/us
Варгус США
(800) 828-8765
www.vardexusa.com
Walter Tools »Engineering Kompetenz
Используемый вами браузер устарел и больше не поддерживается. Пожалуйста, обновитесь до более новой версии.
Как нарезать канавки для печенья с помощью фрезерного станка
Итак, вам нужно вырезать несколько канавок для печенья, но у вас нет стыковочного устройства для печенья (пластины) – нет проблем, вырезать канавки с помощью фрезера и фрезы для паза очень просто.Готов поспорить, вы задаетесь вопросом: а если это так просто, тогда зачем вообще покупать машину для лепки печенья? Ну есть плюсы и минусы:
Плюсы:
Отличное решение, если у вас нет паяльного станка для печенья и вы вырезаете менее 30 бороздок в год.
Очень точный для выравнивания двух заготовок заподлицо.
Если вы не можете позволить себе устройство для стыковки печенья за 200 долларов или около того, то маршрутизатор и набор битов для стыковки печенья за 40 долларов – это реальная экономия денег, если у вас уже есть маршрутизатор.
Этот метод можно использовать для прорезания канавок в узких углах, где иногда мешает корпус устройства для стыковки печенья. Знание этого способа может быть полезно в таких ситуациях, даже если у вас есть паяльник для печенья.
Минусы:
Намного медленнее, чем при использовании устройства для изготовления печенья.
Чтобы прорезать канавку, вам нужно погрузить фрезу в заготовку, переместить фрезер на некоторое расстояние, а затем вынуть фрезу из разреза.Длина фрезерованных канавок может быть нестандартной. Сварщики для печенья каждый раз режут канавки точно по длине.
Канавки, вырезанные с помощью фрезерного станка, не соответствуют форме печенья, так же как канавки, вырезанные с помощью устройства для стыковки печенья. Это затрудняет выравнивание печенья в продольных канавках, и получаемые стыки становятся не такими прочными.
Хотя можно фрезеровать канавки на скошенных краях, это намного сложнее при использовании фрезы.
Инструменты. Вам нужен портативный маршрутизатор среднего размера с 1/2 дюйма. собирать желательно и 5/32-дюйм. фреза для толстых пазов. Infinity Tools предлагает очень красивый набор бит за 40 долларов, который прорезает канавки для печенья №20, №10 и №0. Это одна фреза с тремя сменными подшипниками (см. Источник).
Порядок действий. Для фрезерования канавки нанесите метку центра и метку начала и конца фрезерования. Ниже показаны макеты печенья разного размера. Установите фрезу для паза с подшипником соответствующего размера в маршрутизатор и установите высоту фрезы.Надежно закрепите заготовку на верстаке. Поставьте основание фрезера на обрабатываемую деталь и погрузите паз-фрезер так, чтобы хвостовик фрезы был относительно отцентрован относительно начальной метки. Сдвиньте фрезер вправо, пока хвостовик биты не совместится с конечной меткой, а затем вытащите паз из паза. Вы быстро освоите это. Может оказаться полезным использование чистой подосновы маршрутизатора.
# 20 установка для нарезания канавок . Используйте диаметр 1-7 / 8 ″. паз с подшипником 7/8 ″.Отметьте осевую линию, а затем разместите начальную и конечную отметки 7/16 ″ с каждой стороны от этой осевой линии. Это позволит вырезать канавку длиной 2-1 / 2 дюйма и глубиной 1/2 дюйма.
Установка для нарезания канавок №10. Используйте 1-7 / 8 ″ диам. паз с подшипником 1-1 / 8 ″. Отметьте осевую линию, а затем поместите начальную и конечную отметки 3/8 ″ с каждой стороны от этой осевой линии. Таким образом вы прорежете канавку длиной 2-1 / 4 дюйма и глубиной 3/8 дюйма.
Установка для нарезания канавок №0. Используйте 1-7 / 8 ″ диам. пазорез с подшипником 1-1 / 4 ″.Отметьте осевую линию, а затем разместите начальную и конечную отметки 5/16 ″ с каждой стороны от этой осевой линии. Таким образом вы прорежете канавку длиной 2 дюйма и глубиной 5/16 дюйма.
Фото автора
Источник:
Набор фрез для соединения печенья
Инструменты Infinity
www.infinitytools.com
(800) 872-2487
Axcaliber 2 долбежные фрезы
Axcaliber 2 долбежные фрезы | Axminster ИнструментыКлиент торгового счета , пожалуйста, просмотрите наш онлайн-магазин, чтобы узнать эксклюзивные цены, события и многое другое – Посетите магазин
Магазин не будет работать корректно, если куки отключены.
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
- Отлично подходит для использования от руки или фрезерного стола
- Доступные размеры: 2, 3, 4, 5 и 6 мм
- Диаметр отверстия 8 мм
- Просмотр полного описания
Линейка фрез для прорезания кромок Axcaliber с 2 крыльями, подходящих для обработки канавок в фанере и т. Д.Доступные размеры: 2, 3, 4, 5 и 6 мм, все с отверстием 8 мм. Диаметр фрезы 47,6 мм с подшипником 22 мм дает глубину канавки 12,7 мм. Для швов печенья используйте 4-миллиметровый паз 666277. Примечание. Доступны подходящие оправки с хвостовиком 1/4 дюйма (6,35 мм) и 1/2 дюйма (12,7 мм).
Основные характеристики
- Отлично подходит для использования от руки или на фрезерном столе
- Доступные размеры: 2, 3, 4, 5 и 6 мм
- Диаметр отверстия 8 мм
| D = общий диаметр | 47.5 мм (1,7 / 8 дюймов) |
|---|
Варианты доставки
Выберите вариант для просмотра информации о доставке.
Easy Returns
Мы стремимся продавать высококачественные товары, однако мы также знаем, что бывают случаи, когда вам необходимо обменять или вернуть товар.
- Политика возврата в течение 30 дней без возражений
- Организуйте возврат онлайн, в магазине или по телефону
- Простой и легкий процесс возврата
Политика конфиденциальности и файлы cookie
Мы используем файлы cookie для улучшения и персонализации наших услуг, для маркетинга и социальной активности.Пожалуйста, посмотрите наш Политика конфиденциальности для получения дополнительной информации о том, как и почему мы используем ваши данные. Вы можете изменить свой настройки файлов cookie в любое время. Продолжая, вы соглашаетесь с нашими использование файлов cookie.
Учетная запись клиентаКонтур человекаКорзина покупателяКорзина для покупок с ручкойОптовые покупкиЗвезда с множеством точекБизнес услугиКаталог Axminster ToolsКаталогClick & CollectСравнитьСравнить товарыДоставкаФургон, доставляющий посылкиПремиум-доставкаЛоготип фургона, доставляющий посылки быстроEmailbrite, редактировать конверт для товара веб-сайтРазвернутьДве стрелки, отходящие друг от другаFacebookЛоготип для FacebookФильтрТочки в форме треугольника, указывающие внизфинансыКошелекИнстаграмЛоготип для InstagramLinkedInЛоготип для LinkedInМестоположениеЛоготип местоположенияСделано в ВеликобританииСделано в Великобритании логотипPay By FinanceHitachi Pay by Finance логотипPayPalPayPayPalплатежный логотипСтиль платежной системы PayPalСтарый сервис оплаты PayPal Pinterestточка вправоСтрелка в круге, указывающая вправоПринтерПринтер печатает лист бумагиЛичный замокУдалитьДве линии в форме топораВозврат nСтрелка в круге, указывающая назад в началоНастройкиПросмотр настроекСортировкаОдна стрелка, указывающая вверх, одна стрелка, указывающая внизСпинКружок, который вращается, чтобы показать, что страница загружаетсяЗапасКруг, окрашенный в цвет, чтобы показать текущий уровень запасовTickA, символ галочкиТорговый счетСохранение значка тегаDeleteDeleteTwitterЛоготип TwitterUnavailableA no entry signVideo Играть Круг с символом воспроизведения видео внутри Гарантия Отвертка и гаечный ключ в форме xЗапрашивая это уведомление, вы не размещаете заказ, и цена может измениться к моменту поступления новых запасов.Возможно, удастся разместить обратный заказ по объявленной сегодня цене. Платежи по карте принимаются только при отгрузке товара. Оплата через PayPal будет произведена немедленно.
| Деревообрабатывающие инструменты На главную> Фрезы> Фрезы по типу> Фрезы для формирования канавок
|
FLIP через наш последний каталог деревообрабатывающих инструментов Посмотреть телешоу Highland Woodworker
|
Whiteside T-образный паз, вырезанный Woodpeckers в
Whiteside T-образный вырез, вырезанный Woodpeckers вМагазин не будет работать корректно, если куки отключены.
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
- Дом
- Резак для Т-образных пазов Whiteside
WHITESIDE-T-SLOT-CUTTER-BIT-GROUP
Фрезы для Т-образных пазовWhiteside – отличный способ сделать Т-образные пазы на лету.Вместо использования алюминиевых Т-образных пазов вы можете изготовить свои собственные Т-образные пазы для множества различных приспособлений и приспособлений, изготовленных в магазине. Т-образные пазы, изготовленные на этих фрезах, обеспечат вам канал, который подходит практически для любой стандартной головки болта или гайки. Помимо предоставления отличного способа сделать собственное настенное хранилище инструментов или даже жертвенных ограждений, вырезание собственных Т-образных пазов позволит вам добавить прижимные зажимы или стопорные блоки к большинству любых инструментов, построенных в вашем магазине! Просто используйте прямую коронку 3/8 дюйма, чтобы прорезать канавку, а затем с помощью этих фрез сделайте Т-образный паз.Нет ничего проще!
Обе фрезы для Т-образных пазов имеют твердосплавные наконечники и хвостовики 1/2 дюйма.
ПРОСМОТР
WHITESIDE-T-SLOT-CUTTER-BIT-GROUP
{{/ thumbnail_url}} {{{_highlightResult.name.value}}}{{#categories_without_path}} в {{{category_without_path}}} {{/ category_without_path}} {{# _highlightResult.color}} {{# _highlightResult.color.value}} {{#categories_without_path}} | {{/ category_without_path}} Цвет: {{{_highlightResult.color.value}}} {{/_highlightResult.color.value}} {{/ _highlightResult.цвет}}
{{price.USD.default_formated}} {{# price.USD.default_original_formated}} {{price.USD.default_original_formated}} {{/price.USD.default_original_formated}} {{# price.USD.default_tier_formated}} Всего лишь {{price.USD.default_tier_formated}} {{/price.USD.default_tier_formated}}
800.506.11 Набор насадок для фрезерного станка 1/2 “SH 1/8” -23/32 “H 1-7 / 8” D
Трехстворчатый резак для пазов CMT обрабатывает пазы, канавки и выступы глубиной от 1/8 “до 23/32”. Идеально подходит для бисквитных швов и фрезерования идеальных швов и пазов.В набор входят 4 твердосплавных фрезы 1/8 “, 5/32”, 3/16 “, 1/4”; 1 оправка 1/2 “; 1 шарикоподшипник (22 мм) для среза 1/2”; 17 регулировочных шайб (8 x 0.1 мм, 4 x 0,5 мм, 3 x 1 мм, 2 x 4 мм).
D = Диаметр; CD = глубина резания; CL = длина резки; R = радиус; SH = диаметр хвостовика; OL = общая длина.
См. Ссылку «Доставка напрямую от производителя» для получения информации о гарантии и возврате.
Информация о доставке / выставлении счетов
Этот продукт отправляется напрямую от производителя:- Ваш заказ будет отправлен примерно в течение 5 рабочих дней.
- Данный товар считается специальным заказом. Когда вы разместите заказ, с вашего счета будет снята оплата.
- Экспресс-доставка или ночная доставка недоступны для этого продукта.
- Доставка наземным транспортом в 48 сопредельных государств. Невозможно отправить на Аляску, Гавайи, почтовые ящики, APO, территории США, Канаду или другие зарубежные страны.
Информация о возврате
Все возвраты должны быть в оригинальной упаковке, неиспользованными и пригодными для перепродажи. По вопросам возврата обращайтесь в службу поддержки клиентов Woodcraft Supply по телефону 1-800-535-4482, чтобы получить подробную информацию о возврате. Перед возвратом требуется RGA.Заказчик несет ответственность за возврат груза. При возврате без дефектов взимается комиссия за возврат в размере 20%.
При покупке в магазине Woodcraft верните товар непосредственно в магазин, где была сделана покупка.
Информация о гарантии
Ограниченная пожизненная гарантия CMT:- Фрезы и пильные полотна CMT с твердосплавными и твердосплавными напайками спроектированы, спроектированы и изготовлены в соответствии с бескомпромиссными стандартами для обеспечения оптимальной производительности и срока службы.Если по какой-либо причине вы не удовлетворены производительностью своих инструментов CMT, а инструменты использовались только для рекомендованного применения и в соответствии с рекомендациями CMT, вы можете вернуть их в CMT для замены. Гарантия не распространяется на тупые, неправильно использованные, поврежденные или повторно заточенные инструменты.
- ВЫШЕУКАЗАННАЯ ОГРАНИЧЕННАЯ ГАРАНТИЯ ПРЕДОСТАВЛЯЕТСЯ ВМЕСТО ВСЕХ ДРУГИХ ГАРАНТИЙ, ЯВНЫХ ИЛИ ПОДРАЗУМЕВАЕМЫХ, ВКЛЮЧАЯ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ КОММЕРЧЕСКОЙ ЦЕННОСТИ И ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ. CMT категорически отказывается от любых других заявлений или заявлений о качестве или производительности продукта, сделанных торговыми представителями, а также в литературе или документах, предоставленных покупателю.
- Средство правовой защиты, предусмотренное в параграфе 1, является исключительным средством правовой защиты покупателя в отношении всех претензий и причин исков, основанных или вытекающих из любого заявления о дефекте продукта. Ни при каких обстоятельствах ответственность CMT перед покупателем по любой теории ответственности не может превышать покупную цену продукта, предположительно дефектного. Номер службы поддержки клиентов CMT: 1-888-CMT-BITS.