Простой трубогиб для домашней мастерской
В процессе изготовления различных металлоконструкций для дома и дачи часто требуется согнуть профильные трубы не под углом, а с плавным изгибом с определенным радиусом — например, это необходимо при изготовлении арочных конструкций теплиц или беседок. Чтобы не покупать для разовых работ дорогой трубогибочный станок, сделайте простое самодельное устройство.
Этот самодельный трубогиб можно изготовить на скорую руку, не прибегая при этом к токарным работам. Преимущество такого мини-станка заключается в компактных размерах и простоте конструкции — сделать его под силу каждому. Данный тип трубогиба пригодится в тех случаях, когда нужно согнуть профильную трубу 20х20 мм.
Процесс изготовления самодельного трубогиба
От стальной трубы диаметром 110 мм необходимо отрезать болгаркой небольшой кусок. Затем находим центр и делаем разметку по всей окружности — для этого можно использовать обычный штангенциркуль. По намеченной линии приваривается стальной круглый пруток диаметром 8 мм.
1
Читайте также: Трубогибочный станок из обрезков уголка своими рукамиПо краям привариваются два квадратных прутка, предварительно согнутые в кольцо. Расстояние между кольцами должно быть 21 мм. Таким образом, получился валец для профильной трубы с размерами 20х20 мм, причем для этого не потребовался токарный станок, так что берите эту идею на вооружение.
С обеих сторон получившегося вальца привариваются два металлических блина толщиной 8 мм, однако предварительно по центру необходимо просверлить отверстия сверлом на 10 мм. Затем из двух уголков сваривается станина трубогиба. В ней сверлится одно сквозное отверстие для болта М12, к которому крепится рукоятка.
Простой трубогиб своими руками | ТОЛКОВЫЕ СОВЕТЫ
Друзья доброго времени суток. Сегодня будет интересная статья для людей кто любит мастерить своими руками. С помощью трубогиба или как его ещё называют «Профилегиб» можно гнуть металлические трубы под нужную вам форму.
Сегодня будет интересная статья для людей кто любит мастерить своими руками. С помощью трубогиба или как его ещё называют «Профилегиб» можно гнуть металлические трубы под нужную вам форму.
Трубогиб.
В этой статье я расскажу как его собрать своими руками, ну а если вы не любите читать, можете посмотреть видео в конце этой статьи.
Как сделать трубогиб своими руками (Рама)
Первым делом нужно сварить раму. В нашем случае это Т-образная опора. Сделать вы можете ее из швеллера и четырех металлических уголков, которое нужно приварить к швеллеру в вертикальном положении как на фото ниже.
Рама трубогиба.Рама трубогиба.
Между уголками должно оставаться пространство для хода прижимного вала.
Как сделать трубогиб своими руками (Верхняя крышка)
Верхнюю крышку можно сделать из швеллера или из двух металлических уголков, как это сделано в нашем случае. Верхняя крышка будет крепится в верхней части трубогиба, на нее будет навариваться высокая гайка по которой будет ходить шпилька, тем самым прижимать каретку к трубе.
Верхняя крышка будет крепится в верхней части трубогиба, на нее будет навариваться высокая гайка по которой будет ходить шпилька, тем самым прижимать каретку к трубе.
Ниже расскажу более подробнее.
Крышка трубогиба.Крышка трубогиба.
Крепится она будет на болты, для возможности разбора трубогиба.
Как сделать трубогиб своими руками (Каретка)
Каретку так же можно сделать из куска швеллера. На нее будет крепится прижимной вал и привариваться шпилька.
Каретка.Каретка.
В каретке нужно будет сделать отверстие для шпильки и вырезать пазы под прижимной вал.
Как сделать трубогиб своими руками (Пластины-прокладки)
Металлические пластины будут служить в качестве прокладки между прижимным валом и крышкой каретки.
Пластины.Пластины.
Размер пластин будет зависеть от ширины крышки каретки.
Как сделать трубогиб своими руками (Шпилька)
Шпилька может быть любой. Чем толще тем лучше, главное не менее 16 мм. в диаметре.
Чем толще тем лучше, главное не менее 16 мм. в диаметре.
Шпилька.
Так же нужна высокая соединительная гайка. По ней будет ходить шпилька.
Как сделать трубогиб своими руками (Ролики)
Их нужно сделать три штуки. Один будет в качестве прижимного ролика и будет крепится к крышке каретки, а два остальных будут съёмными. Их мы будем устанавливать на опоры, по ним будет прокатываться труба.
Ролики.Ролики.
Остаётся упомянуть только опоры.
Как сделать трубогиб своими руками (Опоры)
Опоры мы сделали из квадрат трубы 25 на 45 мм. Высота опоры 100мм.
Опоры.Опоры.
На опорах мы вырезали посадочное место, но потом поняли что сделали это зря. В видео я объяснил почему.
Ну вот в принципе все что нам нужно.
Все детали.Все детали.
Остаётся купить только болты и шайбы. Давайте переходить к сборке.
Как собрать трубогиб
Сборка каретки самая сложная часть в изготовлении трубогиба!
По центру крышки каретки нужно просверлить отверстие в диаметр шпильки.
На шпильки с одной стороны сточить резьбу 4-5 сантиметра.
Сборка трубогиба.Сборка трубогиба.
Шпилька свободно должна ходить в отверстии.
Теперь к шпильке необходимо приварить гайку.
Сборка трубогиба.Сборка трубогиба.
Вот таким вот образом.
Внимание: гайку привариваем только к шпильке, а не к крышки каретки. Шпилька должна спокойно проворачиваться в отверстии!
Сборка трубогиба.Сборка трубогиба.
С обратной стороны так же нужно наварить гайку, таким образом, чтобы шпилька могла вращаться вокруг своей оси в каретке.
Прижимной ролик привариваем к каретке через пластины прокладки как показано на фото.
Важно: подшипники приваривать к металлу нельзя, поэтому на подшипники нужно сделать металлические чехлы, которые будут привариваться к крышке, а уже в них будут вставляться подшипники.
Сборка трубогиба.Сборка трубогиба.
Когда каретка собрана, ее следует опустить в цилиндр трубогиба.
Сборка трубогиба.Сборка трубогиба.
Важно: каретку нужно делать на 1-1,5 мм. меньше цилиндра. Она должна свободна передвигаться в цилиндре.
Переходим к верхней крышке.
В верхней крышке так же по центру нужно сделать отверстие и приварить туда высокую соединительную шайбу.
Так же необходимо сделать четыре отверстия под болты крепления.
Сборка трубогиба.Сборка трубогиба.
Остается приварить опоры и установить ролики.
На втулку прижимного валика навариваем гайку для возможности вращения трещеткой или шуруповертом.
Сборка трубогиба.
Красим и радуемся результату.
Готовый Трубогиб.Готовый Трубогиб.
Друзья статья получилась длинной, все нюансы в нее внести не удается. Обязательно посмотрите видео, в нем удивляется внимание важным мелочам.
До скорых встреч.🤝
❗Не забудьте посетить наш магазин изделий ручной работы.
Трубогибы гидравлические ручные, с электроприводом 180 и 90 градусов
Трубогибы предназначены для холодного гнутья металлических труб, выполненных в бесшовном исполнении. Для того, чтобы гнуть трубы с их помощью, не следует предварительно заполнять их песком. Также они могут использоваться и для гнутья различной арматуры. Применяют гидравлические трубогибы в самых различных условиях. Это может быть и частное строительство жилых домов и полевые условия газопровода.
Это может быть и частное строительство жилых домов и полевые условия газопровода.
Гидро трубогибы в любых условиях позволяют гнуть трубы непосредственно на месте выполнения работ. Нет необходимости в транспортировке самих труб в гнутом виде, что очень даже удобно. Поэтому он является достаточно выгодным вложением в строительном бизнесе.
Принцип действия гидравлического трубогиба состоит в том, что гнутье выполняют при помощи заведения трубы в пространство между башмаком и угловыми опорами, которые расположены на гибочной раме. Башмак толкается гидравлическим приводом, оказывает давление на участок трубы и гнет ее под нужным углом. Специально разработанная конструкция башмака позволяет сохранить целостность трубы и избежать излишнего пережатия. В гидравлических трубогибах Ridgid, имеется возможность выставления необходимого угла гнутья трубы, с учетом ее диаметра.
Простейший трубогиб RidGid гидравлического типа, представленный в нашем интернет-магазине, оснащен одноконтурной гидравлической системой. Такие системы дают возможность контролировать то, как движется поршень, благодаря этому обеспечивается точность и легкость процесса сгибания трубы, а также быстрый отвод поршня в исходное положение. Различаются они по принципу исполнения верхней рамы. Модель с верхней рамой – для более жесткой фиксации труб, а без верхней рамы – для лучшего контроля за процессом сгибания трубы. Таким образом, первые работают с трубами, диаметр которых находится в диапазоне 3/8-4 дюйма, а вторые – 3/8-2 дюйма. Также вторые модели наиболее мобильны, и их удобнее использовать в полевых условиях.
Такие системы дают возможность контролировать то, как движется поршень, благодаря этому обеспечивается точность и легкость процесса сгибания трубы, а также быстрый отвод поршня в исходное положение. Различаются они по принципу исполнения верхней рамы. Модель с верхней рамой – для более жесткой фиксации труб, а без верхней рамы – для лучшего контроля за процессом сгибания трубы. Таким образом, первые работают с трубами, диаметр которых находится в диапазоне 3/8-4 дюйма, а вторые – 3/8-2 дюйма. Также вторые модели наиболее мобильны, и их удобнее использовать в полевых условиях.
Трубогиб гидравлический с электроприводом позволяет при выполнении вышеуказанных работ не приобретать большое количество разнообразных уголков и отводов для того, чтобы провести водопровод и канализацию в соответствии с многочисленными особенностями архитектуры помещения; при наличии данного инструмента Вы просто сгибаете трубу в нужном месте на нужный Вам угол, так же в наличии есть трубогиб 180 градусов.
При покупке трубогиба с гидравлической системой вы получите комплект, состоящий из самого инструмента, башмаков и угловых опор. А качество моделей фирмы уже давно известно в профессиональных кругах строителей. Однако, несмотря на отличное качество, специалисту до начала работ необходимо пройти курс соответствующего обучения, без которого опасно использовать подобный инструмент.
А качество моделей фирмы уже давно известно в профессиональных кругах строителей. Однако, несмотря на отличное качество, специалисту до начала работ необходимо пройти курс соответствующего обучения, без которого опасно использовать подобный инструмент.
Трубогиб является средством малой механизации, позволяющей путем холодной гибки трубы осуществлять необходимые работы по монтажу или ремонту. Применяют трубогиб-станок в нефтехимической и строительной промышленности, при укладке и ремонте инженерных коммуникаций, а также в различных производственных процессах. Подходит трубогиб для холодного изгиба всех видов труб, кроме полиэтиленовых (такие трубы поворачивают за счет гибкости ПЭ-трубы (при диаметре до 32 мм), или при помощи фитингов). Наиболее часто применяют трубогибы при монтаже систем отопления и водоснабжения, реже – при укладке вентиляционных каналов, отводов кондиционеров и прочих коммуникаций.
Оптимальным вариантом для гибки небольших в диаметре труб является ручной трубогиб.
Угол изгибания в ручном трубогибе находится в пределах 90-180 градусов и зависит от исполнения модели. При этом процесс гибки происходит на заранее заданный градус с высокой точностью. Грамотное строение приклада позволяет избегать деформаций (вытяжек, изломов, сплющиваний и т.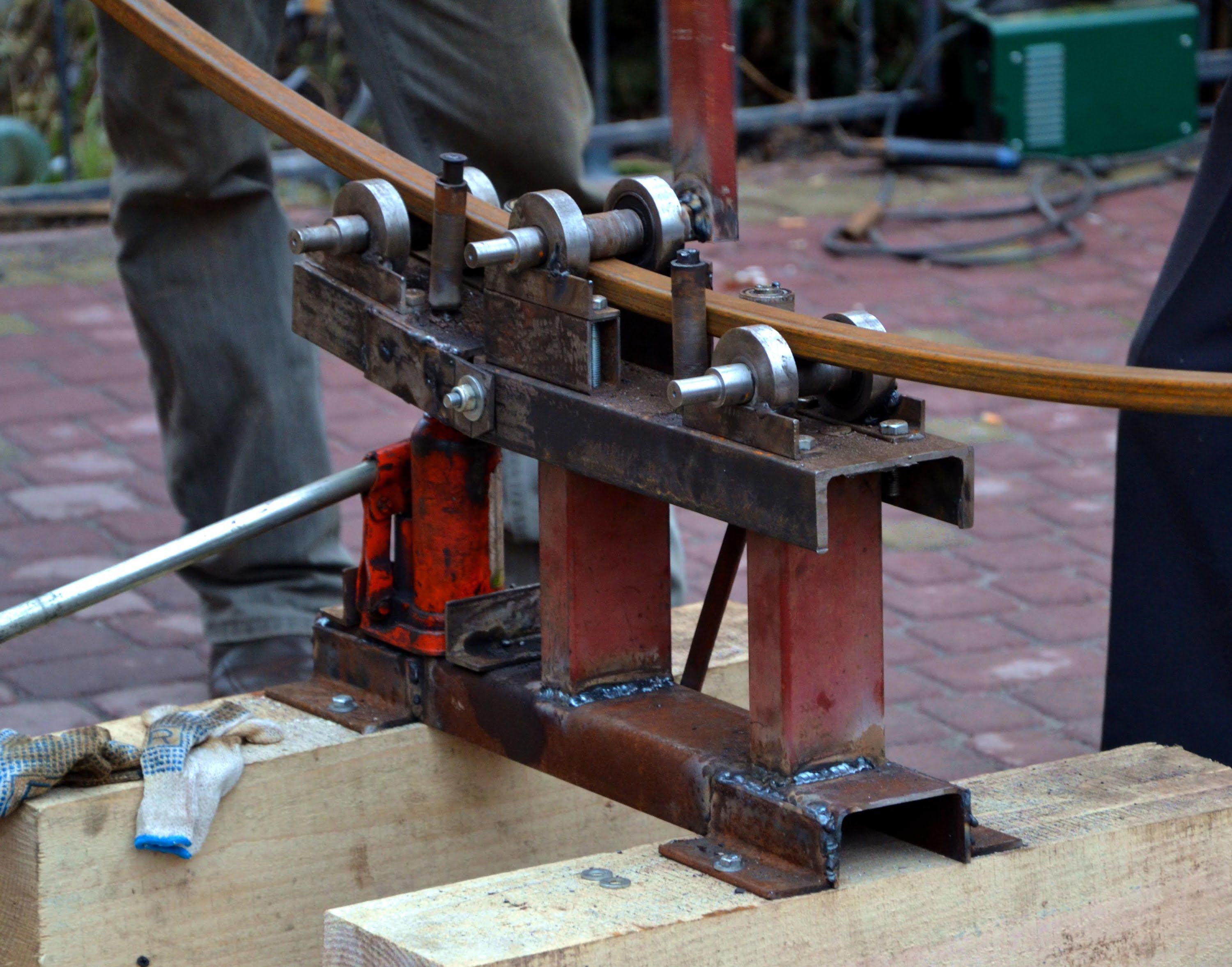
Оптимально использовать ручные трубогибы в сантехнике и газовой отрасли. Для гибки же труб большого диаметра, а также толстостенных труб и труб из материалов повышенной прочности лучше всего использовать электрические гидравлические трубогибы.
Трубогиб электрический
Любая современная коммуникация, будь то система отопления, электроснабжения или канализации, должна отвечать не только требованиям безопасности, надежности и долговечности, но и быть предельно компактной. Поэтому для всех проектировщиков инженерных и производственных систем ставятся задачи разработки таким образом, чтобы будущая сеть занимала как можно меньше места.
С задачей придания трубе нужного изгиба без использования фитингов отлично справляются современные трубогибы. Как правило, для труб малого диаметра используют относительно легкие и недорогие ручные трубогибы. Для решения же более серьезных задач по изгибу толстостенных труб, профилей большого диаметра, а также для трубопроводов, выполненных из особо прочных материалов, используют мощные электрические трубогибы. При этом основное достоинство ручного трубогиба – автономность – с лихвой покрывается дополнительной покупкой генератора для подпитки электрического трубогиба в тех местах, где доступ к электросети в силу различных причин оказывается затруднен.
Ещё одним важным достоинством электрических трубогибов, повсеместно применяемых в различных областях строительства, производства и ремонта, является высокая степень точности. Так, заданный угол изгиба в 90 градусов может иметь по факту погрешность не более 0,1 градуса, что является допустимым отклонением. При этом не имеет значения, изгибается ли это труба диаметром в 50 мм, или же поворачивается массивный канализационный трубопровод диаметром в 150 мм.
Так, заданный угол изгиба в 90 градусов может иметь по факту погрешность не более 0,1 градуса, что является допустимым отклонением. При этом не имеет значения, изгибается ли это труба диаметром в 50 мм, или же поворачивается массивный канализационный трубопровод диаметром в 150 мм.
Риски сдавливания, сплющивания и излома при работе с электрическим трубогибом минимальны. Такой высокой защите от деформаций способствует универсальное строение и длительные испытания, которые проходит каждый трубогиб.
Выбор электрического трубогиба
Основной показатель при выборе трубогиба электрического – его мощность, компактность и функциональность. Каждый трубогиб поставляется со специальными башмаками для труб различного диаметра, которые позволяют менять функционал устройства в зависимости от задач. Максимальное усилие у электрических трубогибов изменяется у различных моделей от 40 мПа до 100 мПа. Пропорционально сложности решаемых задач изменяется и вес и габариты устройства – от 70 см по наибольшей стороне при весе в 80 кг (электрический трубогиб трубопроводов диаметром до 50 мм) до 1,4 метра и весе в 200 кг (для диаметров до 100 мм).
Что нужно знать о покупке трубогиба для металлических труб на продажу
Заинтересованы в приобретении трубогиба для металлических труб? Промышленные трубогибочные машины являются неотъемлемой частью многих отраслей промышленности, поскольку подходящие трубогибочные машины могут легко и точно выполнять тяжелые задачи.
Трубопроводы и гибы труб могут применяться во всем, от автомобилей до домов и других крупных конструкций. Трубогибы необходимы для сгибания труб под разными углами.
В зависимости от типа гибки важно знать, как выбрать лучший трубогиб из имеющихся. Существуют трубогибы, которые используются для гибки небольших металлических элементов, а также гибочные станки, которые используются для гибки больших труб.
Знакомство с различными типами трубогибов
Существуют различные типы трубогибов, например, автоматические трубогибочные станки с ЧПУ или полуавтоматические трубогибы с гидравлическими системами.При покупке трубогиба для металлических труб важно учитывать все доступные варианты.
Покупателям также необходимо подумать о том, можно ли сгибать используемый материал с таким же качеством и точностью. Есть разные сорта стали, которые можно гнуть, тогда как есть разные типы алюминия, которые нельзя безопасно гнуть, не повредив материал.
Очень важно знать допустимую нагрузку на изгиб, ограничения и допустимую мощность.По этой причине настоятельно рекомендуется обратиться за помощью к производителям трубогибочных машин, например, к Hines Bending Systems.
Методы гибки труб
1. поворотная гибка
Ротационная гибка с вытяжкой – один из самых популярных методов гибки труб. Труба протягивается через стационарный счетчик с формовочной головкой с фиксированным радиусом, охватываемой гибочной головкой.
Ротационная гибка с вытяжкой чаще используется в таких изделиях, как поручни, гибка трубопроводов, декоративные металлические конструкции, шасси автомобилей, изгибы рам, каркасы безопасности и многое другое.Самыми важными факторами, о которых следует помнить, является техническое обслуживание, позволяющее поддерживать диаметр в соответствии с гладкой и чистой поверхностью.
2. Гибка с использованием плунжера
Гибка рамным способом – один из самых дешевых и простых методов гибки алюминиевых труб. Материал удерживается в двух внешних точках и изгибается плунжером, продвигающимся вдоль центральной оси.
Деформация может быть как внутрь, так и наружу в результате образования овального сечения и зависит от толщины материала.Техника изгиба в рамном стиле чаще всего связана с такими вещами, как электрические кабелепроводы и легкие изгибы.
3. Кольцевидная гибка
Гибка кольцевым валком используется для гибки труб с большей окружностью, следовательно, с большим радиусом центральной линии. Ролик, используемый в этом процессе, состоит из трех роликов, установленных на отдельных валах, которые катятся по материалу.
Ролик сверху оказывает давление на валок вниз, чтобы согнуть его. Эти трубогибы обычно поставляются с 2- или 3-валковыми станками, которые регулируются либо гидравлическими, либо ручными средствами.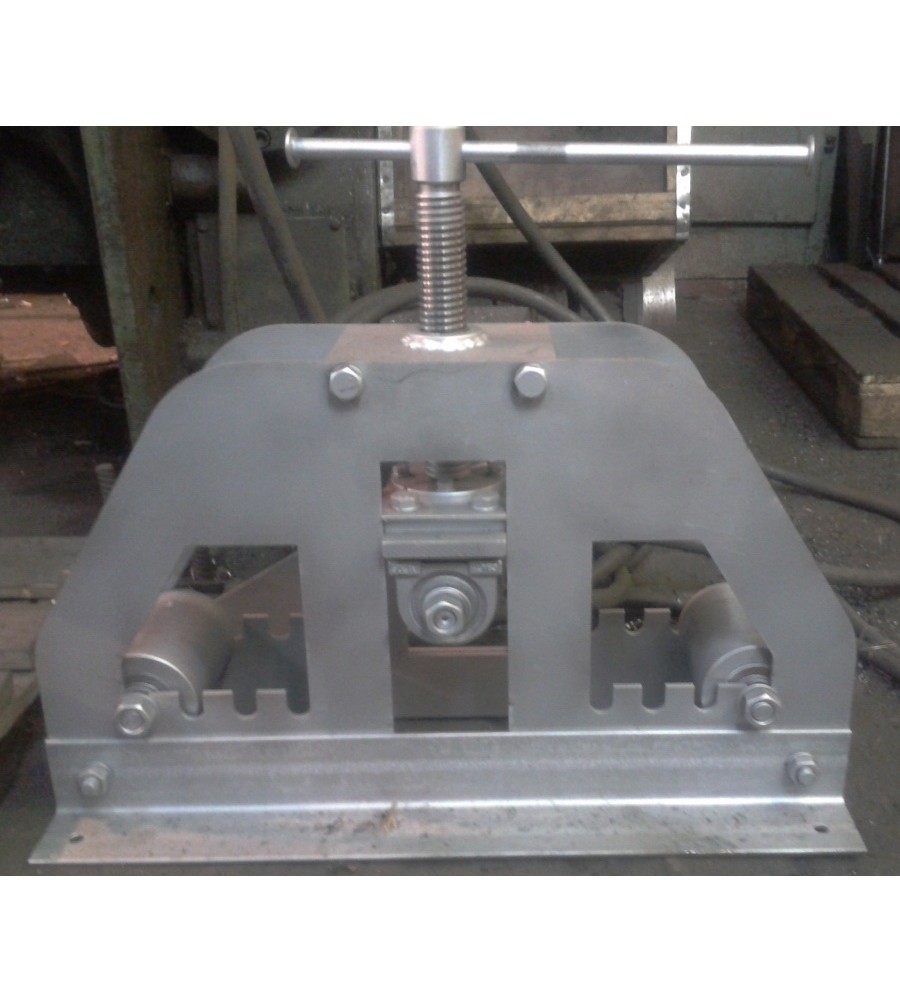
Техника изгиба кольцевых валков обычно используется для изготовления барабанных валков, рам для решеток, навесов и других подобных изделий с большим радиусом центральной линии.
4. Гибка на оправке
Изгиб на оправке используется в ситуациях, когда изгибаемая труба должна подвергаться минимальной деформации. Материал поддерживается изнутри с помощью оправки, которая является гибкой и способной изгибаться вместе с секцией, избегая любой внутренней деформации.
Труба изгибается вокруг штампа фиксированного радиуса.Гибка оправки чаще всего используется, когда неизменно высокое качество имеет первостепенное значение, например, при производстве выхлопных труб, автозапчастей, технологических трубок, трубок теплообменников и других изгибов, требующих минимальной деформации.
В поисках трубогиба для металлических труб
Возможно, наиболее важным аспектом при поиске трубогиба для металлических труб будет полное понимание ваших требований к гибке.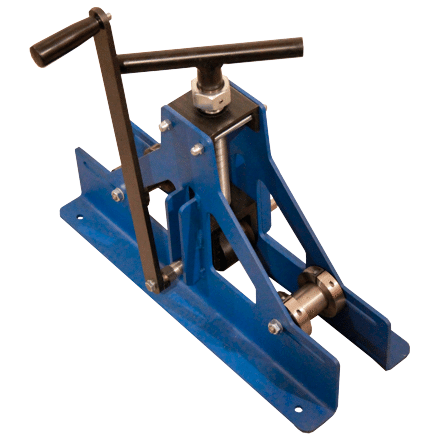 Также важно понимать возможности и характеристики станка для гибки металлических труб с течением времени.
Также важно понимать возможности и характеристики станка для гибки металлических труб с течением времени.
Консультации с производителями труб и труб для гибки труб гарантируют покупателям, что на их вопросы могут ответить квалифицированные специалисты с полным пониманием всего доступного оборудования для гибки.
Кроме того, при выборе станка для гибки металлических труб не забудьте приобрести высококачественный станок для гибки труб, чтобы не поставить себя в невыгодное положение из-за технологии, на которой построен станок. Некоторые трубогибочные станки работают с набором принадлежностей, и в них тоже придется вложить средства.
Самый простой способ получить максимальную отдачу от вложенных средств – это поговорить с производителями трубогибочных машин, у которых есть широкий ассортимент различных трубогибов. Чтобы узнать больше о ваших возможностях или обсудить имеющиеся у нас гибочные станки, свяжитесь с Hines Bending Systems для получения прямой помощи
Методы гибки труб | Новостные стратегии
Вы когда-нибудь задумывались, как трубы, используемые в сантехнике, автомобилях или гидравлических системах, изгибаются до точного угла и формы? Специальные инструменты и машины, называемые трубогибами или трубогибами, используются для гибки труб из различных материалов с получением различных форм и углов. Эти инструменты изготовлены из металлов с высокой прочностью на разрыв, таких как нержавеющая сталь или литой под давлением алюминий, что делает их устойчивыми к давлению при гибке труб. Ниже приведены некоторые распространенные типы инструментов для гибки труб.
Эти инструменты изготовлены из металлов с высокой прочностью на разрыв, таких как нержавеющая сталь или литой под давлением алюминий, что делает их устойчивыми к давлению при гибке труб. Ниже приведены некоторые распространенные типы инструментов для гибки труб.
Ручные трубогибы или ручные трубогибы обычно используются любителями, домашними пользователями или на рабочих местах, где электричество не требуется или отсутствует. Трубогибы этого типа портативны, поэтому их можно взять с собой за пределы объекта.Ручные трубогибы обычно используются для гибки тормозных магистралей, топливопроводов и общих гидравлических магистралей.
Гидравлические трубогибы Гидравлические трубогибы позволяют точно изгибать трубы, позволяя пользователю устанавливать трубогиб под определенным углом. Они предназначены для гибки практически всех типов труб, однако некоторые модели не подходят для гибки труб для кабелепровода.
с электроприводом обеспечивают высокую скорость работы и высокую точность управления, что делает их рабочей лошадкой в любом производственном цехе.Подобно гидравлическим трубогибам, электрические трубогибы можно запрограммировать под заданным углом.
Существует несколько способов гибки труб. Эти методы зависят от размера трубы, материала, из которого она сделана, а также от радиуса или угла изгиба.
Пресс или гибка с помощью плашки Этот метод является самым старым и простым из существующих методов гибки труб, но до сих пор широко используется во многих отраслях промышленности. Гибка под давлением выполняется путем удерживания трубы на месте в двух точках, а затем используется третий инструмент для приложения давления в центре материала для создания изгиба.Однако этот метод гибки менее точен по сравнению с более новыми методами, поскольку он может деформировать или деформировать трубу.
Гибка с вращающейся вытяжкой является предпочтительным методом гибки труб для достижения точности работы. Этот метод предполагает использование различных комплектов штампов для получения желаемого радиуса изгиба. Роторная установка обычно включает в себя следующие части:
Прижимная матрица : Удерживает прямой или касательный участок трубы
Зажимная матрица : вращает трубку вокруг гибочной матрицы
Держатель : поддерживает внутреннюю часть трубки
Грязесъемник : предотвращает образование складок на внутреннем радиусе изгиба
Гибка с вращающейся вытяжкой обычно используется для гибки поручней, декоративных изделий из железа, гибки трубопроводов, шасси автомобилей и каркасов безопасности.
Изгиб на оправке Гибка оправки заключается в заполнении трубы закаленной сталью для предотвращения деформации. Гибка оправки обычно выполняется с помощью труб прямоугольной или тонкостенной формы.
Гибка оправки обычно выполняется с помощью труб прямоугольной или тонкостенной формы.
Валковая гибка состоит из трех валков, называемых зажимным приспособлением, расположенных в форме пирамиды. Трубка вставляется в зажимное приспособление, затем создается изгиб путем прижатия центрального ролика к трубке. Валковая гибка идеальна для круглых изделий, таких как колеса.
Хотя вышеуказанные методы гибки труб могут иметь перекрывающиеся характеристики и возможности, выбор соответствующей техники будет зависеть от потребностей бизнеса или пользователя в производстве металла.
Продажа бывших в употреблении трубогибочных машин
Типы трубогибочных машин
Помимо четырех основных категорий, трубогибочные машины можно сгруппировать по способу гибки.
Ротационная машина для гибки с протяжкой
Ротационная машина для гибки с протяжкой является наиболее распространенным типом трубогибочных машин. Он работает, сначала закрепляя один конец трубы с помощью зажимной матрицы, а затем поворачивая гибочную матрицу при доступе к ней. Размер гибочного штампа определяет внутренний радиус поворота. Этот метод очень точен и хорошо работает с программируемыми системами ЧПУ.
Он работает, сначала закрепляя один конец трубы с помощью зажимной матрицы, а затем поворачивая гибочную матрицу при доступе к ней. Размер гибочного штампа определяет внутренний радиус поворота. Этот метод очень точен и хорошо работает с программируемыми системами ЧПУ.
Валковая гибочная машина
Валковая гибочная машина также называется трехвалковой гибочной машиной из-за того, что для гибки используются три ролика. Два нижних ролика зафиксированы, а верхний ролик можно отрегулировать для изменения радиуса изгиба.Труба проходит вперед и назад между роликами до тех пор, пока не будет достигнут желаемый угол изгиба.
Пресс-гибочный станок
Пресс-гибочный станок, также называемый плунжерным гибочным станком, является самым простым типом доступного гибочного станка. Он работает, прикрепляя трубу к двум стационарным штампам. Расстояние между этими штампами можно изменить, чтобы отрегулировать радиус изгиба. После закрепления гидроцилиндр толкает трубу до тех пор, пока она не изгибается до целевой кривой. Этот процесс деформирует трубу, поэтому он используется только в тех случаях, когда деформация не имеет значения.
Этот процесс деформирует трубу, поэтому он используется только в тех случаях, когда деформация не имеет значения.
Трубогибочная машина Vector
Трубогибочная машина Vector работает по тому же принципу, что и трубогибочная машина с ротационной вытяжкой, за исключением того, что трубогибочная машина Vector также включает в себя автоматическую систему подачи. Эта система подачи значительно ускоряет процесс при сохранении постоянной точности.
Гибочный станок с орбитальной головкой
Гибочный станок с орбитальной головкой использует компьютерное управление и автоматизацию для выполнения гибки небольших труб с высокой точностью и скоростью. Головки и цанги машины могут перемещаться по всей трубе, что позволяет выполнять серию сложных скручиваний в зависимости от условий применения.
Индукционная гибочная машина
Индукционная гибка включает протягивание трубы через матрицу. В месте изгиба находится индукционная катушка, которая нагревает металл и позволяет трубе легче гнуть. Это высокоточный процесс, не требующий оправок и не вызывающий ненужных повреждений материала.
Это высокоточный процесс, не требующий оправок и не вызывающий ненужных повреждений материала.
Позвоните нам по телефону (844) 262-6789, чтобы узнать, какая трубогибочная машина подходит именно вам.
Согните как профессионал: различные методы гибки труб
Гибка труб – одна из основных процессы обработки, которые даже люди в отрасли иногда принимают за предоставляется.Некоторые слесари и механические мастерские будут нести сложные оборудование, такое как плазменные столы Baileigh или комплект GearWrench наборы, но у вас будут ограниченные инструменты и знания о том, как использовать трехроликовый толчок изгиб.
К счастью, мы здесь, чтобы дать вам Краткое напоминание о гибке труб!
Основы
Прежде чем приступить к гибке труб,
вам нужно будет внимательно посмотреть на трубы, которые вы используете. Трубы несут жидкость
или воздух из одной части системы машины в другую.Из-за разных
свойств различных типов труб, процесс может быть сложным – но также
награждение.
Когда вы изгибаете трубы, выясните, точный радиус центральной линии, внешний диаметр и толщину стенки материал, который вы используете. Это поможет вам свести к минимуму поломки и в обеспечении более высокого качества продукции.
Помимо своих природных свойств, трубы также подвергаются различным физическим нагрузкам при изгибе.Вещи как упругая отдача, радиальный рост, удлинение и истончение стенок труб могут происходить во время изготовления.
Опытный слесарь должен быть знаком со всем этим; так что, помимо надлежащего оборудования, найдите себе Надежный фабрикант – или старый кузнец, работает любой.
Различные типы гибки
Для непосвященного, гибки труб звучит как простой процесс: получить металл, согнуть его. Однако есть собственно различных способов гибки труб , с разной степенью сложности:
Плунжерная гибка – один из простейших способов гибки труб.Обычно в мастерских по производству глушителей происходит изгибание с помощью плунжера. протяните трубу между двумя шарнирами или роликами с помощью гидроцилиндра с гидравлическим приводом. Потому что
метода грубой силы при изгибе ползуна, он больше подходит для
применение труб квадратного сечения, так как процесс сжимает и деформирует внутреннюю часть
радиус изгиба.
протяните трубу между двумя шарнирами или роликами с помощью гидроцилиндра с гидравлическим приводом. Потому что
метода грубой силы при изгибе ползуна, он больше подходит для
применение труб квадратного сечения, так как процесс сжимает и деформирует внутреннюю часть
радиус изгиба.
Сжатие Гибка аналогична гибка плашечным способом, когда кусок трубы или металла сгибается вокруг неподвижного гнуть умирают.Этот тип гибки часто используется для заготовок, требующих симметричные изгибы. Станок с двумя гибочными головками может производить симметричный изгибы, поэтому компрессионный изгиб часто применяется в быту. товары, требующие нескольких симметричных изгибов, например вешалки для полотенец или дверцы петли.
Валковая гибка применяется в первую очередь к крупным заготовкам, которые будут использоваться
для строительных целей. Обычно ролики располагаются пирамидально.
конфигурация, вертикальная или горизонтальная. Между ними подается кусок трубы.
ролики, и ролики заставляют трубы делать определенные изгибы с
значительный радиус. Большинство цехов будут использовать гибку валков для изготовления спиралей, так как
трубки можно поднимать после каждого поворота трубки, чтобы получить катушку.
Между ними подается кусок трубы.
ролики, и ролики заставляют трубы делать определенные изгибы с
значительный радиус. Большинство цехов будут использовать гибку валков для изготовления спиралей, так как
трубки можно поднимать после каждого поворота трубки, чтобы получить катушку.
Ротационная вытяжка Гибка самая усовершенствованный тип гибки, в основном используется для деталей, требующих высокой точности Работа. Ротационные волочильные станки достигают этого, удерживая прямую часть трубу с прессовой плашкой, а затем поверните кусок вокруг круглого изгиба умереть.Оправка поддерживает внутреннюю часть трубы, а скребок предотвращает складки на внутреннем радиусе.
Инструменты, которые вам нужны
Теперь, когда у вас есть трубы,
опытный слесарь и элементарный (отсюда важность
опытный слесарь) знание различных видов гибки
процессов, пришло время найти нужные инструменты . Разумеется, существует широкий выбор инструментов для гибки металла. выбирать из.Однако какой бы инструмент вы ни выбрали, всегда выбирайте машину, которая
имеет несколько осей управления.
выбирать из.Однако какой бы инструмент вы ни выбрали, всегда выбирайте машину, которая
имеет несколько осей управления.
Трубогибочные станки обычно работают с фиксированными или заблокированными топорами. Это позволяет слесарю иметь больший контроль на протяжении всего процесса.
Ни при каких обстоятельствах вы не должны гнуть трубы руками. Если ты не Тор, но мы предполагаем, что ты нет, поэтому, пожалуйста, приобретите трубогиб профессионального уровня. К счастью, мы иметь большой выбор гибочных станков и другого необходимого оборудования построить свой проект.JMC Equipment имеет все необходимое для вашего автомобильный или механический цех, и вы можете проверить наш обширный инвентарь по нажатию здесь .
Гибка медных труб с помощью гибочной пружины или станка
Медь относительно мягкая и ее можно (при правильном оборудовании и методах) легко согнуть, чтобы получить минимум
изгиб радиусом около 100 мм (4 дюйма) (для трубы 15 мм). Это избавляет от необходимости устанавливать соединители при изменении направления труб.
– три экономии, выполнив это:
Это избавляет от необходимости устанавливать соединители при изменении направления труб.
– три экономии, выполнив это:
- Снижение затрат, поскольку не нужно покупать дополнительные разъемы.
- Меньше сопротивление потоку воды в изогнутой трубе, чем в соединительном соединении – чем меньше диаметр трубы, тем важнее свести количество разъемов к минимуму.
- Устранение мест возможных протечек – гнутые трубы не протекают, соединители могут.
Медную трубу можно сгибать не только для получения правых изгибов (следует избегать больших изгибов, поскольку они имеют тенденцию для чрезмерного ослабления трубы), но также менее 90 ° (когда трубу необходимо отвести от стены для подсоединения к прибору) и в «джогглы» (лебединые шеи).
Гибка труб – это техника, которую легко освоить с небольшой практикой, но для этого требуется несколько специальных инструментов.
Если медную трубу просто согнуть, стенки трубы разрушатся и, возможно, разорвутся,
поэтому важно использовать правильные инструменты, чтобы этого не произошло.
Пружины изгиба
Самый простой инструмент – это гибочная пружина, обычно используемая для гибки труб вручную, доступны два типа – внутренняя и внешняя.
Внутренние пружины – это просто пружина из плоской стали с конусом на одном конце (который вставляется в трубу), а на другом конце имеется проушина.Пружина внутри трубы предотвращает повреждение стенки трубы. схлопывающийся внутрь при изгибе. Пружины внутреннего изгиба обычно используются для медных труб с внешним диаметром от 12 до 22 мм. (доступны пружины большего размера, но не рекомендуется). Для каждого размера изгибаемой трубы требуется определенная пружина.
Наружные пружины предназначены для медных трубопроводов меньшего диаметра (от 6 до 10 мм).
диаметр). Опять же, они сделаны из плоской стали, но с «воронками» на каждом конце, чтобы медная труба могла проходить через них.
центр весны.Пружина, окружающая трубу, препятствует расширению стенки трубы наружу.
как гнутся. Как и в случае с внешними пружинами, для каждого размера трубы требуется собственная пружина.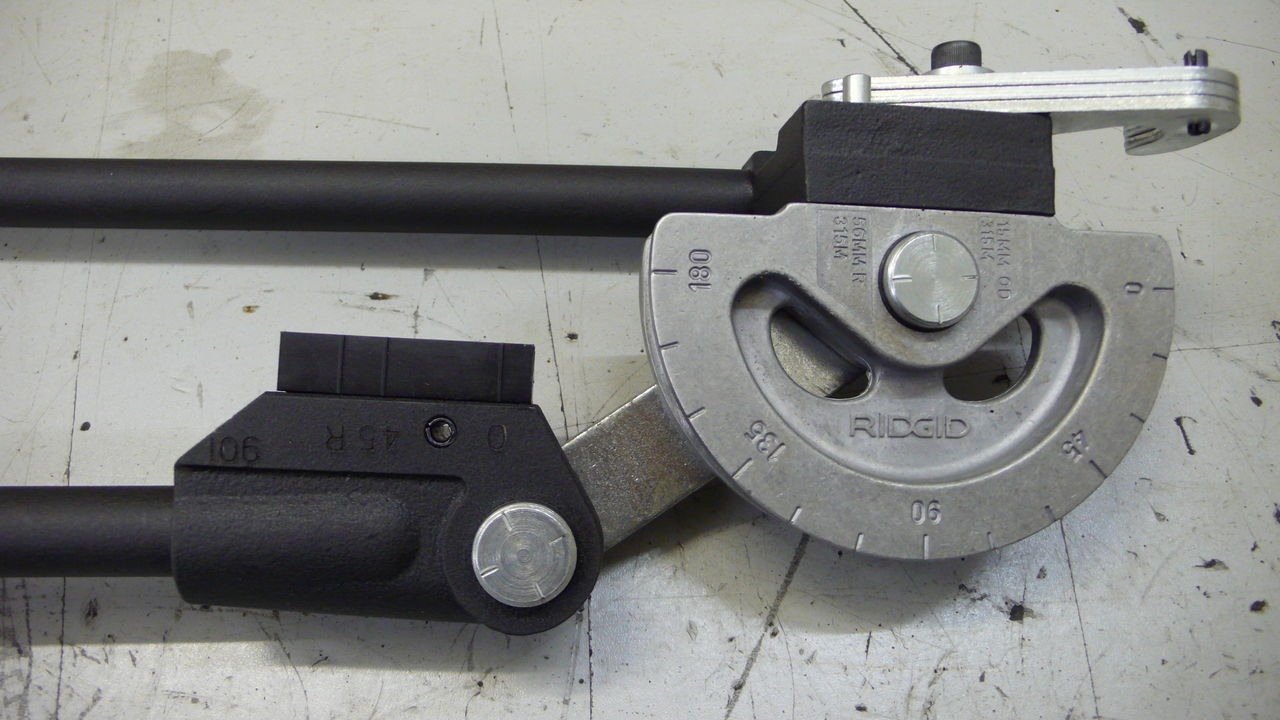
Гибочные станки
Мост Сантехники, как правило, используют гибочные станки, поскольку они проще и быстрее в использовании, а также позволяют довольно легко выполнять несколько изгибов. длинные участки трубопроводов. Гибочные станки можно приобрести в большинстве пунктов проката инструментов, но для случайного сантехника своими руками они могут быть сложно настроить и использовать.
Доступны различные типы (наиболее распространены портативные или напольные), но все они работают в таким же основным способом. Труба удерживается на одном конце канала в изогнутом каркасе, а фигурный ролик используется для прижатия трубы. Кривая. Поскольку точка изгиба находится между каркасом и роликом, предотвращается деформация стенки трубы. Другой формирователи и ролики требуются для каждого размера трубы.
Имеются гибочные станки для всего диапазона медных труб с внешним диаметром от 6 до 54 мм.
– они считаются незаменимыми для труб диаметром более 22 мм – к счастью, большинству мастеров редко придется работать с трубами большего диаметра.
Гибка медной трубы
Использование пружины
Внутренняя пружина.
Перед тем как начать, привяжите кусок шнура к ушку на конце пружины, это позволит пружине снимается с трубы.
Вставьте пружину в трубу так, чтобы она располагалась равномерно по площади необходимого изгиба. Если пружина плотно прилегает к трубе, поверните пружину против часовой стрелки, когда она вставлена - это вызовет «завихрение» пружины. так что он будет иметь немного меньший общий диаметр.Если труба была разрезана перед сгибанием, конец трубы может иметь стали немного уменьшенными, не пытайтесь усилить пружину, а аккуратно удалите заусенцы, чтобы пружина свободно входила. Некоторые труборезы оснащены клиновидным лезвием, которое можно использовать для удаления этих заусенцев.
с
пружина установлена правильно, обычно метод с трубкой до 15 мм заключается в том, чтобы поместить центр изгиба поперек колена и
медленно потяните за оба конца, чтобы образовался изгиб. Слегка согните трубу, затем переверните трубу и согните ее на требуемый угол.
– это освободит трубу от пружины и облегчит снятие пружины.
Слегка согните трубу, затем переверните трубу и согните ее на требуемый угол.
– это освободит трубу от пружины и облегчит снятие пружины.
Для труб диаметром более 15 мм некоторые люди предпочитают не сгибать колено из-за силы, которая требует быть примененным. В этих случаях (или для трубы менее 15 мм необходимо) трубу можно согнуть вокруг чего-нибудь достаточно твердого с помощью изогнутого поверхность с радиусом более 100 мм (4 дюйма).
Если возможно, приподнимите изгиб и при необходимости отрегулируйте его в соответствии с установкой.
После завершения изгиба снимите пружину с трубы, используя шнур и / или вращая пружину против часовой стрелки. так как снимается при необходимости.
Пружины внешние
Наружные пружины проще в использовании, так как они используются на трубах меньшего диаметра и не исчезают внутри трубка.
Просто наденьте пружину на трубу, вращая пружину по часовой стрелке, если необходимо, чтобы открыть внутреннюю
диаметр.
Расположив пружину по центру в требуемом положении изгиба, медленно потяните за концы пружина для образования изгиба вокруг колена или подходящей изогнутой поверхности. Слегка согните трубу, затем переверните трубу и отрегулируйте до необходимого радиуса изгиба – это освободит пружину от трубы.
Снимите пружину, сдвинув ее по трубе, вращая по часовой стрелке, чтобы при необходимости открыть. Скорее чем полностью снять пружину, пружину можно перемещать по трубе так, чтобы ее можно было согнуть в другом месте.
Использование гибочного станка
Всегда читайте инструкцию к гибочному станку перед его использованием; каждая машина отличается, хотя они используют один и тот же основной принцип. Эти примечания предназначены только для общего ознакомления.
Убедитесь, что формирователь и гибочный ролик правильного размера установлены на машине; один размер формовки / ролика согнет только трубу одного размера.
Поместите трубу в машину, помните, что труба закреплена на одном конце, поэтому тщательно измерьте
от центра бывшего так, чтобы изгиб образовался в нужном положении трубы.
Используйте рычажную рукоятку машины, чтобы прижать ролик к трубе и сформировать трубу вокруг бывший. Плавно перемещайте рычаг до достижения необходимого изгиба. Труба будет иметь тенденцию отжиматься на определенную величину, когда давление сбрасывается, но будьте осторожны, чтобы не перегибать, так как это не всегда легко восстановить.
Отсоедините трубу от машины.
Трубы и трубогибы
Трубогибочные машины обычно имеют привод от человека, пневматический, гидравлический или электрический серводвигатель. В операции гибки трубы труба может поддерживаться изнутри или снаружи для сохранения поперечного сечения трубы. При операциях с гибкостью формы трубы труба не нуждается в опоре, однако будет некоторая деформация как в поперечном сечении всей трубы, так и в толщине стенки в различных областях изгиба.
Процесс гибки трубы начинается с загрузки трубы в трубогиб и зажима ее на месте между двумя штампами, зажимным блоком и формовочным штампом. Трубка также свободно удерживается двумя другими штампами, шаблоном стеклоочистителя и штампом давления. После этого установщик запускает гибочный станок, в то время как труба протягивается вокруг формовочной матрицы, создавая колено, U-образное, 2-х или 3-х мерное изгибание трубы. Трехмерная трубка – это трубка, каждое отверстие которой расположено в разных плоскостях. Двумерная труба – это труба, каждое отверстие которой находится в одной плоскости.На рисунке ниже показан типичный ручной трубогиб с указанием основных частей.
После этого установщик запускает гибочный станок, в то время как труба протягивается вокруг формовочной матрицы, создавая колено, U-образное, 2-х или 3-х мерное изгибание трубы. Трехмерная трубка – это трубка, каждое отверстие которой расположено в разных плоскостях. Двумерная труба – это труба, каждое отверстие которой находится в одной плоскости.На рисунке ниже показан типичный ручной трубогиб с указанием основных частей.
Ручной трубогиб для гибки тонкостенных труб
1.2 Типы процессов гибки и используемое оборудование
Методы гибки труб разнообразны и имеют различные преимущества и недостатки в зависимости от функции гибки и типа гибкого материала. Некоторые используют механическое усилие, а некоторые – термическую обработку, наиболее распространенными являются следующие:
- Гибочный пресс
- Ротационная гибка с вытяжкой
- Оправка гибочная
- Трехвалковая гибка
- Пружины гибочные
- Гибка индукционным нагревом
- Пескоструйная набивка / горячая гибка плит
1.
 3 Гибочный пресс
3 Гибочный пресс Гибка под давлением – это самый простой и дешевый метод гибки холодных труб. Труба или труба удерживается в двух вечных точках, а плунжер в форме изгиба продвигается по центральной оси и деформирует трубу.
Изогнутая труба или труба склонна к деформации как по внутренней, так и по внешней кривизне. Труба или трубка часто деформируются в овальную форму в зависимости от толщины стенки материала. Этот процесс используется там, где не требуется постоянного поперечного сечения трубы.
Этот тип гибки подходит для гибки кабелепровода и аналогичных изделий небольшого калибра.
Пресс или гибочный пресс
1.4 Ротационная гибка с вытяжкой
Это наиболее часто используемый тип гибочного станка для гибки труб и труб, где важно поддерживать хорошее качество обработки и постоянный диаметр.
Ротационные волочильные станки (RDB) точны в том, что они изгибаются с использованием инструментов или «штампов», которые имеют постоянный радиус центральной линии (CLR). Набор штампов состоит из двух частей: Гибочный штамп создает форму, в которой будет сгибаться материал. Пресс-матрица продвигает прямой материал в гибочную матрицу, перемещаясь по длине гибки. Часто таблица индексов позиционирования (IDX) прикрепляется к гибочному станку, позволяя оператору воспроизводить сложные изгибы, которые могут иметь несколько изгибов и разные плоскости.
Набор штампов состоит из двух частей: Гибочный штамп создает форму, в которой будет сгибаться материал. Пресс-матрица продвигает прямой материал в гибочную матрицу, перемещаясь по длине гибки. Часто таблица индексов позиционирования (IDX) прикрепляется к гибочному станку, позволяя оператору воспроизводить сложные изгибы, которые могут иметь несколько изгибов и разные плоскости.
Ротационные волочильные станки – самые популярные машины для гибки труб, труб и твердых тел для таких применений, как: поручни, рамы, инструментальные трубки и многое другое.Ротационные волочильные станки создают эстетически приятные изгибы, если для этого подбирается правильный инструмент.
Ротационная гибка
1,5 Изгиб на оправке
Станки для гибки труб на оправке похожи на гибочные станки с ротационной вытяжкой, но в них используется дополнительная скребковая матрица на внешней стороне трубы и оправка, которая вставляется в трубку, которая остается внутри трубы во время процесса гибки. Эта внутренняя оправка помогает поддерживать форму стены при изгибе. Обычно при изгибе тонкостенных труб до радиуса, намного более плотного, чем материал может изгибаться без сжатия или деформации, обычно требуется станок для гибки оправки.
Эта внутренняя оправка помогает поддерживать форму стены при изгибе. Обычно при изгибе тонкостенных труб до радиуса, намного более плотного, чем материал может изгибаться без сжатия или деформации, обычно требуется станок для гибки оправки.
1.6 Трехвалковая гибка
Трехвалковая гибка также используется для изготовления деталей с большим радиусом изгиба. Этот метод аналогичен методу гибки с помощью плунжера, но рабочий цилиндр и два неподвижных встречных ролика вращаются, образуя изгиб. Обычно имеется 2 фиксированных ролика и один подвижный ролик, и заготовка проходит вперед и назад через ролики, постепенно перемещая рабочий ролик ближе к контр роликам, что изменяет радиус изгиба трубы.Этот метод изгиба вызывает очень небольшую деформацию в поперечном сечении трубы и подходит для изготовления бухт трубы, а также длинных изгибов, подобных тем, которые используются в системах транспортировки порошка, где требуются изгибы с большим радиусом.
Трехвалковая гибка
1,7 Пружины гибки
Это прочные, но гибкие пружины, вставляемые в трубу для поддержки стенок трубы во время гибки вручную. Их диаметр лишь немного меньше внутреннего диаметра сгибаемой трубы.Обычно они используются только для гибки мягкой медной трубы диаметром от 15 до 25 мм (используемой в бытовой сантехнике). Пружина вставляется в трубу до тех пор, пока ее центр не окажется примерно там, где должен быть изгиб. К концу пружины можно прикрепить кусок гибкой проволоки, чтобы облегчить ее установку и удаление. Труба обычно прижимается к согнутому колену, а концы трубы подтягиваются вверх для создания изгиба. Чтобы облегчить извлечение пружины из трубы, рекомендуется согнуть трубу немного больше, чем требуется, а затем немного ослабить.Они менее громоздки, чем поворотные гибочные станки, но не подходят для гибки коротких отрезков трубопровода, когда трудно получить требуемые рычаги на концах труб. Гибочные пружины для труб меньшего диаметра (медная труба 10 мм) скользят по трубе, а не внутри.
Их диаметр лишь немного меньше внутреннего диаметра сгибаемой трубы.Обычно они используются только для гибки мягкой медной трубы диаметром от 15 до 25 мм (используемой в бытовой сантехнике). Пружина вставляется в трубу до тех пор, пока ее центр не окажется примерно там, где должен быть изгиб. К концу пружины можно прикрепить кусок гибкой проволоки, чтобы облегчить ее установку и удаление. Труба обычно прижимается к согнутому колену, а концы трубы подтягиваются вверх для создания изгиба. Чтобы облегчить извлечение пружины из трубы, рекомендуется согнуть трубу немного больше, чем требуется, а затем немного ослабить.Они менее громоздки, чем поворотные гибочные станки, но не подходят для гибки коротких отрезков трубопровода, когда трудно получить требуемые рычаги на концах труб. Гибочные пружины для труб меньшего диаметра (медная труба 10 мм) скользят по трубе, а не внутри.
1.8 Теплоиндукционная гибка
В случае индукции тепла вокруг трубы помещается змеевик. Змеевик нагревает участок трубы до температуры от 430 до 1200 ° C. Температура зависит от материала.Труба постепенно проходит через змеевик, при этом к трубе механически прикладывается изгибающее усилие. Затем трубу охлаждают воздухом или водой. Полученные таким образом продукты обычно имеют высокое качество, но их производство значительно дороже.
Температура зависит от материала.Труба постепенно проходит через змеевик, при этом к трубе механически прикладывается изгибающее усилие. Затем трубу охлаждают воздухом или водой. Полученные таким образом продукты обычно имеют высокое качество, но их производство значительно дороже.
1.9 Уплотнение песка Гибка горячих плит
В процессе набивки из песка труба заполняется мелким песком, а концы закрываются крышками. Затем труба нагревается в печи до 870 ° C или выше. Затем труба кладется на плиту с установленными в ней штифтами.Затем трубу сгибают вокруг штифтов с помощью лебедки, крана или другой механической силы. Песок в трубе сводит к минимуму деформацию поперечного сечения трубы. Это старый процесс, но его гибкость в работе с уникальными приложениями еще не улучшилась, поэтому он до сих пор широко используется.
Ключевые пункты обучения
- Обозначьте части окружности, относящиеся к изгибу трубы
- Определите, как рассчитать длину трубы, необходимую для образования изгиба на 90 °.


2.1 Части окружности, относящиеся к изгибу труб
При изгибе трубы до любого радиуса следует помнить, что вы строите часть окружности.
Части круга, относящиеся к изгибу трубы:
- Окружность – внешний обод окружности.
- Радиус – прямая линия от центра круга до окружности.
-
Диаметр – прямая линия, идущая от одной стороны окружности к другой, проходящая через центр.Диаметр в два раза больше радиуса . -
Каждый круг имеет 360 °, как показано ниже.
Части круга на 360 ° по кругу
Следовательно, в каждом круге есть четыре сегмента по 90 °.
Четыре сегмента 90 ° по кругу
Сгибание на 90 означает сгибание трубы на ¼ окружности.
2.2 Формула для определения длины материала для образования изгиба на 90 °
В следующих примерах будут использоваться следующие сокращения:
C = окружность
R = радиус
D = диаметр
π = 3. 142
142
Пример 1
Рассчитайте общую длину трубы, которую необходимо нагреть для изгиба трубы на 90 ° с радиусом 75 мм.
Чтобы выполнить этот расчет, мы должны найти длину окружности и разделить ее на 4:
.
Если R = 75 мм
Тогда D = 150 мм
C = π D
Следовательно: C = 3.142 X 150 мм
C = 471 мм
Длина обогреваемой трубы = 471 ÷ 4 = 117,75
Что можно записать как 118 мм.
Пример 2
Рассчитайте общую длину трубы, которую необходимо нагреть для изгиба трубы на 180 ° до радиуса 150 мм.
Чтобы выполнить этот расчет, мы должны найти длину окружности и разделить ее на 2:
.
Если R = 150
Тогда D = 300 мм
C = π D
Следовательно: C = 3.142 X 300 мм
C = 943 мм
Длина обогреваемой трубы = 943 ÷ 2 = 471,5
Что можно записать как 472 мм.
Пример 3
Рассчитайте общую длину трубы, необходимую для изгиба трубы на 90 ° до радиуса 50 мм.
Чтобы выполнить этот расчет, мы должны найти длину окружности и разделить ее на 4:
.
Если R = 50
Тогда D = 100 мм
C = π D
Следовательно: C = 3.142 X 100 мм
C = 314,2 мм
Требуемая длина трубы = 314 ÷ 4 = 78,5
Что можно записать как 79 мм.
Ключевые пункты обучения
- Выявить изменения физических характеристик трубы и трубы от изгиба
- Выявить изменения механических характеристик трубы и трубы от изгиба
- Описание преимуществ термообработки труб и гибки труб.
3.1 Физическое воздействие на трубу и трубу при изгибе
В зависимости от используемого метода гибки и свойств материала трубы или трубы, которую изгибают, после гибки могут наблюдаться некоторые из следующих физических эффектов:
- Морщины на внутренней стороне изгиба
- Растяжка стены по внешней стороне отгиба
- Утончение толщины стенки по внешней стороне отвода
- Деформация поперечного сечения трубы или трубки, вызывающая его уменьшение и приобретение овальной формы.

3.2 Механическое воздействие на трубу и трубу при изгибе
Механические свойства материалов также изменяются в процессе гибки.
- Холодная штамповка приводит к увеличению предела текучести и прочности на разрыв на 10%
- Относительное удлинение может уменьшиться на 15%
- Изгиб трубы также может привести к искажению поперечного сечения. Деформации тем больше, чем меньше радиус трубы.
3.3 Отжиг и отпуск
Отжиг – это обработка металла или сплава для снижения его хрупкости и улучшения пластичности. Отжиг часто называют размягчением металла. Если металл закаливается (из-за изгиба), ему может потребоваться разупрочнение перед продолжением работы, иначе он может сломаться. Отжиг достигается за счет нагрева.
Перед пружинной гибкой медные трубы отжигаются. Трубу нагревают до тускло-красного цвета, а затем дают остыть или закаливают в холодной воде.
Закалка или закалка – это процесс улучшения характеристик металла, особенно стали. Закалка осуществляется путем нагревания металла до высокой температуры с последующим его охлаждением, обычно закалкой в масле или воде.
Закалка осуществляется путем нагревания металла до высокой температуры с последующим его охлаждением, обычно закалкой в масле или воде.
Зубила, отвертки, гибочные пружины и губки стилсонов являются примерами закаленных инструментов.
Ключевые пункты обучения
- Определите особые опасности, связанные с трубами и изгибом труб
- Определите, как эти опасности устраняются или сводятся к минимуму
- Определите, как минимизировать опасность для других
4.1 Термогибочные пластиковые трубы
Гибка пластиковых труб может быть желательной в определенных условиях, когда требуются изгибы с большим радиусом и нестандартные конфигурации. Жесткие трубы из непластифицированного ПВХ, поливинилхлорида и АБС с различными размерами и толщиной стенок можно сгибать, используя методы термической гибки для длинных труб для условий трубопровода и потока. Нерегулярные углы и U-образные изгибы для тепловой компенсации и смещения в перегруженных областях могут быть успешно достигнуты.
Нерегулярные углы и U-образные изгибы для тепловой компенсации и смещения в перегруженных областях могут быть успешно достигнуты.
Инструкция по термической гибке пластиковых труб
Для успешного изгиба необходимо, чтобы соответствующее количество тепла было равномерно приложено к требуемой длине изгибаемой трубы.Это представляет наибольшую проблему для гибки в полевых условиях, поскольку используемый метод нагрева должен обеспечивать необходимое количество тепла по требуемой длине трубы за разумное время. Несколько распространенных методов нагрева труб, используемых в этой области, включают использование печей с горячим воздухом, электрических нагревателей, одеял для нагрева электрических труб, внутренних электрических спиральных нагревательных пружин и беспламенных горелок с горячим газом. Температура, необходимая для нагрева трубы, зависит от ее размера и степени желаемого радиуса изгиба.Как правило, трубу из ПВХ следует нагревать от 100 ° C до 135 ° C в течение минимального времени, необходимого для достижения равномерного размягчения. Следует проявлять осторожность, чтобы не подвергать трубу чрезмерному воздействию температур изгиба в течение длительного времени, поскольку это приведет к непоправимому перекосу и деформации. Следует избегать локального перегрева. Успешные небольшие изгибы (<30 °) могут быть достигнуты с минимальной деформацией в нижнем температурном диапазоне (100 ° C) без внутренней опоры.
Острые изгибы (> 30 °) требуют более высоких температур (120-135 ° C), а также внутренней поддержки.Заполнение трубы мелкозернистым песком или перлитом перед нагревом обеспечивает внутреннюю поддержку, необходимую для предотвращения деформации / обрушения стенки, и в то же время обеспечивает отличную среду для равномерного распределения тепла во время процесса нагрева.
4.2 Меры безопасности при изгибе пластиковых труб
Следует отметить, что большинство операций по изгибу вызывает напряжение в стенке трубы, которое может оставаться в материале после формирования радиуса изгиба. Величина индуцированного напряжения зависит от силы изгиба, диаметра и толщины стенки изгибаемой трубы, а также от используемого метода изгиба.Это остаточное напряжение будет добавлено к нормальным напряжениям, создаваемым внутренним давлением, процедурами установки и влиянием температуры. Следовательно, изгиб трубы следует ограничивать приложениями для использования при температурах окружающей среды или ниже, где не используются максимальные рабочие давления. Использование наполнителя во время процесса гибки также может вызвать небольшие изъязвления и другие дефекты внутренней поверхности в зависимости от используемого метода.
Попытки образовать изгибы в жестких трубах из термопласта при слишком низких температурах могут вызвать чрезмерное напряжение в трубе, тем самым ставя под угрозу ее физические характеристики.
4.3 Правила и меры безопасности при гибке пластиковых труб
Пожалуйста, соблюдайте эти меры безопасности перед выполнением любых процедур термической гибки пластиковых труб.
- Процедуры изгиба должны проводиться в хорошо вентилируемом помещении с использованием защитной одежды (защитные очки, перчатки, фартук и т. Д.) Во избежание повреждений или травм.
- Не подвергайте трубу воздействию открытого огня или чрезмерных температур.
- Для колен более 30 ° требуется внутренняя опора трубы для предотвращения деформации.
- Общие методы, используемые для обеспечения внутренней поддержки трубы во время процесса гибки, включают использование наполнителя, такого как мелкий песок или перлит (наполнитель для кошачьих туалетов), или вставку спиральной пружины в трубу, или, в некоторых случаях, создание внутреннего давления.
- Уплотните наполнитель перед сгибанием, насколько это возможно, чтобы удалить любые воздушные карманы перед нагреванием.
- Концы труб должны быть закрыты или закупорены.
- Минимальный радиус изгиба не должен быть меньше 5-кратного наружного диаметра трубы во избежание перегиба.Рассчитайте необходимую длину изгиба на основе необходимого угла и равномерно нагрейте всю эту область.
- Избегайте перегрева.
- После завершения изгиба охладите изгиб водой, чтобы «установить» трубу под нужным углом.
- После того, как изгиб сформирован и охлаждается, заполняющая среда сливается из трубы, и любые оставшиеся частицы могут быть легко удалены с помощью промывки водой.
- Для обеспечения единообразия изготовления можно использовать стандартные формы для гибки труб с требуемым радиусом или фанерные приспособления.
- Из-за характеристик восстановления материала трубу следует немного согнуть за пределы желаемого радиуса и дать ей возможность откинуться на требуемый угол после равномерного нагрева до нужной температуры.
Ключевые пункты обучения
- Определите особые опасности, связанные с трубами и изгибом труб
- Определите, как эти опасности устраняются или сводятся к минимуму
- Определите, как минимизировать опасность для других
- Укажите меры безопасности, которые необходимо соблюдать при гибке труб.
5.1 Общие меры безопасности при работе с трубогибочным оборудованием
При эксплуатации труб и трубогибочного оборудования оператор должен быть надлежащим образом обучен и находиться под наблюдением, а также соблюдать все общие безопасные рабочие процедуры, необходимые для процессов гибки. Хотя это не исчерпывающий список, некоторые конкретные моменты, которые следует учитывать при гибке труб или труб, включают в себя:
Всегда –
- Соблюдайте предписанные правила техники безопасности и противопожарной безопасности в мастерской.
- Убедитесь, что трубогиб находится в хорошем рабочем состоянии. Примите меры для немедленного ремонта или замены поврежденных деталей. Используйте только рекомендованные детали. Использование неподходящих деталей может быть опасным и аннулирует гарантию на машину.
- Не собирайтесь, если вы устали, находитесь под действием наркотиков или лекарств.
- ЗАПРЕЩАЕТСЯ пользоваться трубогибом неподготовленным людям.
- Содержите трубогиб и связанные с ним детали в чистоте для обеспечения наилучшей и безопасной работы.
- Во время использования надевайте одобренные ANSI защитные очки и прочные перчатки.
- При изгибе трубы или насосно-компрессорной трубы возникает значительная опасность защемления. Держите руки, пальцы, ноги и любые предметы, которые могут быть травмированы или повреждены, вдали от трубогиба и участков шарниров этого инструмента во время работы.
- Расположите трубогиб в подходящей, хорошо освещенной рабочей зоне.
- Содержите рабочую зону в чистоте, порядке и без посторонних материалов.
- Используйте на ровной и твердой земле, желательно на бетоне.
- Убедитесь, что все второстепенные лица соблюдают безопасное расстояние во время работы трубогиба.
- При изгибе трубы или трубы гибочный станок должен находиться в горизонтальном положении с достаточным свободным пространством для того, чтобы конец трубы мог пройти по дуге изгиба.
- Трубогибы, предназначенные для гибки труб из мягких металлов, таких как медь или алюминий, не должны использоваться для гибки труб из твердых металлов, например, из черного железа.Вы повредите оборудование.
- Не пытайтесь сгибать хрупкие материалы, такие как стекло или твердый пластик. Эти материалы могут расколоться и стать причиной травм.
5.2 Меры безопасности для гидравлического трубогибочного оборудования
Ниже приведены общие рекомендации по гидравлическому трубопроводу и трубогибочному оборудованию, так как существует множество различных поставщиков оборудования для гибки труб, поэтому невозможно предоставить конкретный контрольный список. Эта информация не заменяет руководство производителя, она предназначена только для ознакомления оператора с некоторыми основными функциями и советами по безопасности, которые он должен знать.
Оборудование, особенно гидравлические источники энергии, значительно различаются по средствам управления и безопасности, поэтому важно убедиться, что фактическое используемое оборудование правильно настроено.
- Перед каждым использованием проверяйте трубогиб на предмет погнутых или поврежденных компонентов.
- Перед включением гидравлического агрегата убедитесь, что гибочная матрица правильно установлена на гидроцилиндре, а валы роликов полностью входят в зацепление с рамой и закреплены пальцами.
- Регулярно протирайте и очищайте инструмент, чтобы поддерживать его в наилучшем состоянии.
- При гибке трубы держите руки подальше от матрицы и роликов.
- Обратитесь к квалифицированному специалисту для смазки и обслуживания гидравлического агрегата.
- Убедитесь, что во время технического обслуживания используется рекомендованное гидравлическое масло.
- ЗАПРЕЩАЕТСЯ доливать тормозную жидкость в систему. Используйте только гидравлическое масло.
- НЕ используйте трубогиб, если он поврежден.
- НЕ превышайте номинальную мощность гидроагрегата
- ЗАПРЕЩАЕТСЯ использовать трубогиб в иных целях, кроме тех, для которых он предназначен.
- НЕ ИЗМЕНЯЙТЕ настройки клапана регулирования давления.
- Когда инструмент не используется, храните его в чистом, сухом и безопасном месте, недоступном для детей и других посторонних лиц.
- Убедитесь, что вы прочитали и поняли инструкции по технике безопасности, прежде чем приступить к работе с трубогибом.
- При открытом выпускном клапане гидравлического блока и полностью втянутом гидроцилиндре установите на гидроцилиндр матрицу соответствующего размера.
- Переместите трубные ролики и валы в соответствующие отверстия в раме и убедитесь, что валы правильно установлены и закреплены с помощью штифтов сцепного устройства.
- Вставьте трубу между штампом и роликами, расположив ее так, чтобы центр необходимого изгиба трубы находился над центром штампа.
- Закройте выпускной клапан и рукоятку насоса, пока не будет достигнута необходимая степень изгиба.
- Используя конец рукоятки, откройте выпускной клапан, и гидроцилиндр втянется под действием натяжения пружины.
- Ежегодно заменяйте гидравлическое масло на масло для гидравлических домкратов надлежащего качества. При полностью втянутом гидроцилиндре слейте воду и залейте до дна заливной пробки.
- При подключении шланга высокого давления с помощью быстроразъемных соединений с наружной и внутренней резьбой убедитесь, что оба конца чистые и не содержат грязи и загрязнений, а также что в системе нет давления перед подключением.
Сохраняйте товарные этикетки и паспортные таблички. Они несут важную информацию о безопасности.
Источник: http://local.ecollege.ie/Content/APPRENTICE/liu/pipefitting/word/M3_U7_Pipe%20Bending.doc
Если вы являетесь автором приведенного выше текста и не соглашаетесь поделиться своими знаниями для обучения, исследований, стипендий (для добросовестного использования, как указано в авторских правах США), отправьте нам электронное письмо, и мы быстро удалим ваш текст.Добросовестное использование – это ограничение и исключение из исключительного права, предоставленного законом об авторском праве автору творческой работы. В законах США об авторском праве добросовестное использование – это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей. Примеры добросовестного использования включают комментарии, поисковые системы, критику, репортажи, исследования, обучение, архивирование библиотек и стипендии. Он предусматривает легальное, нелицензионное цитирование или включение материалов, защищенных авторским правом, в работы другого автора в соответствии с четырехфакторным балансирующим тестом.(источник: http://en.wikipedia.org/wiki/Fair_use)
Информация о медицине и здоровье, содержащаяся на сайте , носит общий характер и цель, которая является чисто информативной и по этой причине не может в любом случае заменить совет врача или квалифицированного лица, имеющего законную профессию.
Тексты являются собственностью их авторов, и мы благодарим их за предоставленную нам возможность бесплатно делиться своими текстами с учащимися, преподавателями и пользователями Интернета, которые будут использоваться только в иллюстративных образовательных и научных целях.
Органы управления – Сосны Mfg
Dial-A-Bend® (DAB-7) Ручное ротационное вытягивание и устройство вертикальной гибки
СтанкиPines с числовым программным управлением (ЧПУ или ручным управлением) оснащены контроллером Dial-A-Bend 7 PLC (DAB-7) и имеют современное интеллектуальное управление движением. Большой 7-дюймовый цветной сенсорный экран позволяет легко программировать и управлять машиной. Он имеет удобную для пользователя функциональность и может хранить до 200 различных программ гибки с буквенно-цифровыми номерами деталей.Программная память доступна для поиска, чтобы ускорить поиск сохраненных программ обработки деталей. Расчет пружинения, компенсация пружинения и счетчик деталей являются стандартными.
Полное ручное управление всеми функциями машины при необходимости обеспечивается блокировкой последовательности работы машины. Это снижает вероятность повреждения машины из-за невнимательности, отсутствия обучения оператора или неправильной настройки инструмента. Инструмент можно перемещать в ручном режиме. Оператор может даже выполнить изгиб в ручном режиме, который остановится при заданном угле изгиба.
Система управления Pines Dial-A-Bend 7 использует современное оборудование и логику ПЛК для устранения проблем, обычно связанных с ситуацией аварийного останова. На большинстве машин аварийный останов или потеря гидравлического давления приводят к потере изгибаемой детали. Инструменты необходимо открыть вручную, а часть выбросить на кучу металлолома. Не так с Pines Dial-A-Bend. Просто перезапустите двигатель насоса и нажмите кнопку «Цикл вперед», чтобы возобновить изгиб. Инструменты останутся закрытыми при правильном давлении, и все опции станка будут работать так, как если бы изгиб не прерывался.Гибочная матрица остановится в правильном положении без потери точности.
Элемент управления Pines Dial-A-Bend позволяет упростить электрическую схему. В сочетании с сообщениями «по очереди» и «об ошибках» интеллектуальной машины время, затрачиваемое на поиск и устранение неисправностей, значительно сокращается.
Особенности:
- Программируемая безопасность Интегрированная система управления движением с резервным вводом / выводом
- Стандартные компоненты
Поддерживаемые функции машины:
- Съемник оправки
- Лубрикатор оправки
- Усилитель давления под давлением
- Лазерный сканер / Защитные коврики / Световая завеса
- Независимое управление зажимом и пресс-матрицей
- Двухскоростной изгибающий рычаг
- Экстракт ранней оправки
- Программируемая пружинная задняя часть
- Качающаяся оправка
- Основная штанга / сцепное устройство под давлением
- Матрица прямого действия
- Подставка для двух пультов на ладони
- Поддерживается множество дополнительных функций и конфигураций машины
Функция «Нажать и удерживать»
Работа на трубогибочном станке представляет несколько опасностей для оператора станка.В соответствии с OSHA и другими стандартами машиностроения, контроллер Pines имеет несколько функций, предназначенных для повышения безопасности оператора. При перемещении компонентов машины в ручном режиме требуется управление двумя руками. В автоматическом режиме оператору часто приходится удерживать деталь в нужном положении, поэтому необходимость управления двумя руками не является эффективным решением. Функция Pines Press and Hold выполняет почти ту же задачу. Оператор должен нажать кнопку «Цикл вперед», чтобы запустить автоматический цикл работы.Оператор должен удерживать эту кнопку нажатой, пока инструменты не закроются полностью. Как только гибочная матрица начинает вращаться, оператор может отпустить кнопку. Если оператор видит какую-либо причину для остановки последовательности гибки до того, как инструмент будет полностью закрыт, он может просто отпустить кнопку, и инструменты автоматически полностью откроются.
Сцепное устройство под давлением
Пресс-матрица также может иметь сцепное устройство для гибки с большим радиусом.