Как сделать простой листогиб без сварки
Здравствуйте, уважаемые читатели и самоделкины!При работе с металлическими листовыми материалами, часто требуется согнуть их под нужным углом. Так формируются разнообразные фасонные элементы кровли, жестяные подоконники, короба для вентиляции, водосточные системы, небольшие корпуса. Большинство таких операций можно сделать на гибочном станке.
В данной статье автор YouTube канала «ИЗОБРЕТАТЕЛЬ» расскажет Вам, как сделать простой вариант листогиба.
Это приспособление можно повторить в условиях небольшой мастерской без использования сварочного аппарата.
Материалы, необходимые для самоделки.
— Стальной уголок 50X50 мм, квадратная профильная труба
— Сосновая доска
— Болты, шайбы, барашковые гайки М8, саморезы по дереву
— Винты, гайки М5, М6, дверные петли
— Аэрозольная грунтовка по металлу, эмаль, обезжириватель, машинное масло
— лепестковый зачистной и отрезной диски.
Инструменты, использованные автором.
— Болгарка
— Шуруповерт, сверла по металлу DeWalt
— Самоцентрирующиеся сверла, зенковка
— Ступенчатые сверла
— Автоматический керн, тиски, напильник
— Стальные F-образные струбцины
— Масленка, рожковые гаечные ключи, отвертка
— Угольник, рулетка, маркер.
Процесс изготовления.
Основой для станочка послужит сосновая доска 100X30 мм. К краю доски будет крепиться неподвижная губка из стального уголка 50X50 мм.
К краям уголка прикладываются дверные петли, и отмечается место, где расположен край штифта.
Затем размечается и вырезается выемка для кулачков.
Острые грани на срезах обрабатываются напильником.
Теперь на уголке размечаются центры отверстий для саморезов.
Зафиксировав заготовку в тисках, автор сверлит по три 3-мм отверстия для каждой из петель. При сверлении нужно добавлять машинное масло из шприца или масленки.
Эту операцию можно упростить, используя самоцентрирующиеся сверла.
Уголок вместе с петлями прикручивается саморезами по дереву прямо к доске.
Наклонная губка вырезается из стального уголка 40X40 мм той же длины.
Немного отступив от краев петель, автор делает два 8-мм отверстия для крепления рычагов.
Теперь нужно сделать 5-мм сверлом по металлу отверстия для винтов в наклонной губке.
Крепится губка к петлям при помощи винтов с потайной головкой и гаек М5.
Рычагами послужат два куска квадратной профильной трубы 25X25 мм. На краях заготовок размечаются и сверлятся 8-мм сквозные отверстия.
Рычаги крепятся к губке винтами и гайками М5. Верхнюю часть отверстий на губке обязательно нужно рассверлить зенковкой под потай.
Третьим элементом из уголка будет сам прижим. Вырезы под кулачки обязательно делаются и на его ребре.
Автор немного выровнял лепестковым диском эти части уголка для удобства сверления отверстий под прижимные винты.
8-мм отверстия для винтов автор делает с помощью ступенчатого сверла.

Приложив прижим к неподвижной губке, он отмечает центры отверстий, вставив карандаш вертикально.
Отверстия в губке и основании сверлятся насквозь.
В качестве прижимов послужат болты и барашковые гайки М8.
Болт продевается через основание, и фиксируется гайкой.
Барашковые гайки навинчиваются после установки прижима.
Зачистив части металлической конструкции, и обезжирив их, автор наносит аэрозольную грунтовку и эмаль. Деревянное основание можно пропитать льняным маслом. Крепится это приспособление к верстаку с помощью пары струбцин.
Вырезав и разметив лист, он просовывается под прижим, и затягиваются барашковые гайки.
Первый изгиб выполняется на угол около 95 градусов (заготовку нужно немного перегибать), в итоге получается прямой угол.
Продвигая заготовку, и повторяя операции, автор изготавливает простой короб.
Приноровившись, у мастера получаются довольно прямые углы короба.
При гибке широких листов, их края можно упирать прямо в рычаги.

Этот станочек позволит согнуть лист на угол до 120-125 градусов.
Благодарю автора за простое, но полезное приспособление для гибки металлических листов.
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
своими руками, как сделать, чертежи кромкогиба
Листовой металл и жесть пользуются большим спросом, ведь из них производят множество изделий: металлочерепица, разнообразные фасонные детали, водоотливы, профнастил, детали для авторемонта и пр.
Такие изделия покупают в готовом виде, но если сделать ручной листогиб своими руками, можно здорово сэкономить.
Какие бывают гибочники
Конечно, можно купить готовый гибочник, например, известный Эдельвейс, но и стоят такие станки немало, а вот при самостоятельном изготовлении не потребуются особые финансовые затраты. Есть несколько видов металлогибочных станков:
- Ручные загибочные станки. Гибка металла происходит за счет приложения физической силы. Несмотря на кажущуюся простоту конструкции, с их помощью можно производить практически все необходимые операции с листовым металлом, в том числе фальцегибочные работы.
- Гидравлические листогибы. Очень похожи на ручные станки, но приложение силы происходит за счет гидравлического привода.
- Роликовые кромкогибочные станки. Отличаются от предыдущих не только конструкцией, но и принципом работы. В них лист не гнется по определенной линии, а плавно закругляется. Такие станки необходимы для изготовления труб и иных подобных изделий.
Ручные и гидравлические станки проще в изготовлении, чем роликовые.
Чертежи кромкогиба своими руками легко найти, но не везде расписан сам процесс их производства.
 Чертежи кромкогиба своими руками легко найти, но не везде расписан сам процесс их производства.
Чертежи кромкогиба своими руками легко найти, но не везде расписан сам процесс их производства.Изготовление ручного листогиба
В интернете можно найти множество чертежей для изготовления листогибочного станка своими руками. Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Из инструмента потребуются дрель, болгарка и сварочный аппарат. Алгоритм изготовления несложный:
- Складываются два тавра, размечаются и вырезаются выемки для вваривания петель. Чтобы качественно вварить петли, выборки скашивают под 45 градусов.
- Ввариваются части петель к подготовленным кусками двутавра. Проварить необходимо и с лица, и с изнанки.
- Чтобы разместить болт, фиксирующий прижимные планки, вырезаются четыре треугольные укосины и привариваются по паре с каждой из сторон двутавра. К укосинам также приваривается гайка.
- К третьему отрезку двутавра, которым будет прижиматься лист металла, приваривается толстая стальная пластина. В ней нужно просверлить отверстие под болт. При вваривании необходимо точно отцентрировать отверстие и гайку на ответном отрезке тавра.
- Отрезать пружину такой длины, чтобы она могла приподнимать прижимной двутавр на высоту 8−10 мм. Пружина необязательна, но ее использование значительно упростит работу по гибке металла.
- Также для удобства к шляпке прижимного винта желательно приварить ручки. Их можно сделать из ненужного обрезка арматуры.
- К подвижному отрезку двутавра приваривается рычаг-ручка. Рабочая часть листогиба готова к работе, но в таком виде им крайне неудобно пользоваться, поэтому нужно сделать станину.
 Проварить необходимо и с лица, и с изнанки.
Проварить необходимо и с лица, и с изнанки. youtube.com/embed/2SFUmL_RM08″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/2SFUmL_RM08″ allowfullscreen=”allowfullscreen”/>Эта работа очень простая и не требует дополнительного описания. Станину можно использовать с ненужного или сломанного инструмента, если таковой имеется. В итоге получился мощный самодельный листогиб, чертежи использовались простые, одни из самых распространенных. С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
Кромкогиб ручной своими руками из уголка изготавливается по тем же чертежам, только уголки основы необходимо сварить между собой попарно.
Чтобы сделать кромкогиб ручной своими руками, чертежи легко можно найти в интернете. Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли придания необходимой жесткости.
Особенности роликового станка
Роликовые листогибы менее распространены, но если требуется придать листу радиальный изгиб или изготовить трубу, альтернативы нет. В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию. Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию. Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
Для этого типа листогиба особенно важна мощная станина. Опять-таки можно изготовить самостоятельно или взять готовую. Два нижних ролика закрепляют стационарно, а верхний может двигаться, он должен располагаться над ними. При помощи нажима на верхний валок регулируется радиус закругления изготавливаемой детали. Для изготовления труб нужно предусмотреть возможность снятия верхнего валка.
Самое сложное — изготовление привода, чтобы синхронно вращались все три валка. Можно применить звездочки и велосипедную цепь.
Меры предосторожности при работе
При использовании листогибочных станков необходимо неукоснительно соблюдать правила техники безопасности:
- Оглядеть состояние робы и обуви. Не должно быть свисающих частей, незастёгнутых молний или пуговиц.
- Проверить рабочие органы листогиба на наличие неисправностей. В случае обнаружения не приступать к работе до их устранения.
- Рабочее место должно быть достаточно освещено естественным или искусственным светом.
- На расстоянии метра от станка не должно быть лишних инструментов и материалов.
- Нельзя гнуть листы больше толще, чем предусмотрено конструкцией и характеристиками станка.
 Не должно быть свисающих частей, незастёгнутых молний или пуговиц.
Не должно быть свисающих частей, незастёгнутых молний или пуговиц.Таким образом, своими руками можно легко сделать листогиб.
Оцените статью: Поделитесь с друзьями!Простейший самодельный гибочный станок листового металла
На чтение 3 мин. Просмотров 17 Опубликовано
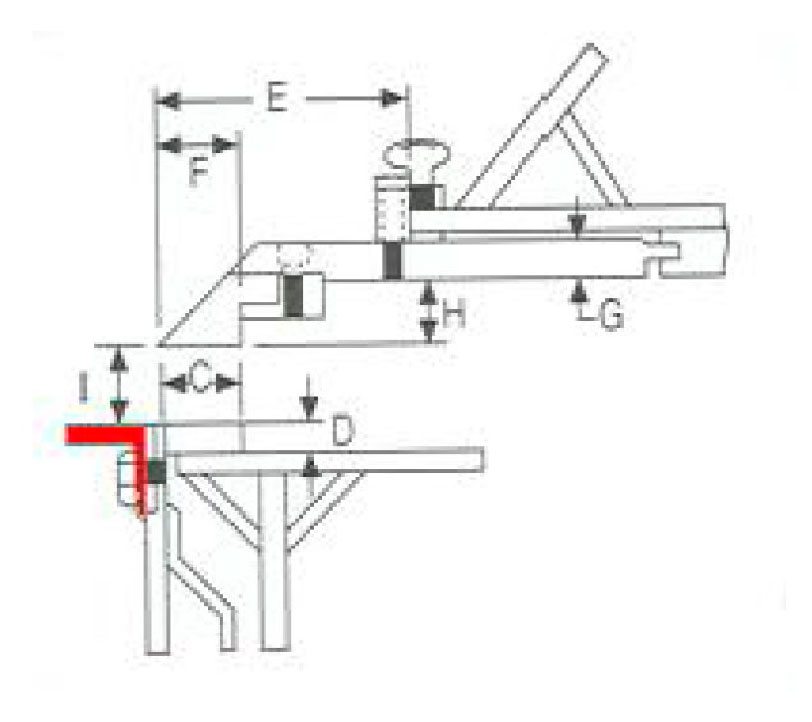
Как работает простейший самодельный гибочный станок листового металла, знает каждый, кто хоть немного слесарничал. Его схема приведена на рисунке.
Его схема приведена на рисунке.
Изготовить его своими руками не составляет большого труда (если вы, конечно, с металлом на «ты» и имеете некоторые слесарные навыки). Строго говоря — это приспособление, а не станок. Но, многие называют его станком. Поэтому, будем применять оба термина.
Конструкция листогиба
На рисунке показан эскиз простейшего самодельного гибочного станка листового металла. Конструкция его настолько проста, что не требует пояснений.
Эскиз самодельного листогиба.Такое приспособление не способно обрабатывать толстый материал, оно проработает очень недолго, да и то, что на нём будет изготовлено, не будет отличаться точностью гиба. Но для изготовления небольшой партии гаражно-дачно-домашних поделок оно вполне может быть применено.
Для практической реализации такого проекта следует предусмотреть крепление приспособления к станине (основанию). Удобнее всего это можно осуществить путём крепления в слесарных тисках (естественно, установленных на слесарном верстаке) заднего (неподвижного) уголка.
Комплектация листогиба
Для изготовления самодельного гибочного станка листового металла можно использовать уголок 50 мм х 50 мм толщиной 5 мм (можно швеллер). Размер уголка указан с запасом, но в этом случае он (уголок в данном случае называется прижимной планкой) не будет деформироваться (деформация прижимной планки приводит к образованию «пузырей» на заготовках).
Ремонт приспособления предлагаемой конструкции будет заключаться лишь в замене дверных петель. Кстати, дверные петли можно использовать старые — всё равно потом выбрасывать: главное, что бы «не болтались», то есть не имели большого люфта. Но, они должны быть, по-возможности, самые «мощные» (для тяжёлых и больших дверей). Крепить их следует на винтах М6 с потайной головкой (не забудьте поставить шайбы: гладкую и гровер).
Ручки прижимной планки следует изготовить из прочного и лёгкого материала (вам их придётся перемещать своими собственными руками) Ø 12…20 мм (как вам удобнее или что будет под руками).
Наш листогиб в действии.Заключительные операции
После сварки обязательно удалите нагар карщёткой.
Окончив сборку, снимите заусеницы (напильником или любым другим подручным инструментом) и «завалите» кромки – что бы «вещь было приятно взять в руки».
Инструментом будет приятно пользоваться, если его покрасить. Этим вы, кроме эстетических свойств, повысите его антикоррозионную защиту. Краску можно использовать пентафталевую типа «ПФ». Перед покраской не забудьте произвести очистку (в том числе и обезжиривание) металлических поверхностей.
И заключительная операция – это смазка петель. Можно использовать любую консистентную смазку (жировую, литол и т. п.). Желаем вам успехов!
А если после прочтения статьи вы решите, что может быть проще купить готовый листогибочный станок, то посмотрите где можно купить, на этой странице.
Листогиб своими руками – чертежи и описание как сделать
Листогиб, изготовленный своими руками будет хорошим помощником в домашней мастерской. Ведь из листового металла делают такие изделия, как водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста. И при этом все это можно сделать только на гибочном станке. В данном обзоре приведены рекомендации и схемы для изготовления самодельного листогиба из металла или дерева.
Виды листогибов
Существует три вида листогибов:
- Простые ручные. На таких станках гибка металла происходит при приложении силы в определенном месте. Ручные листогибы дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
- Гидравлические. В таких станках при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть как прямой, так и криволинейной. Относясь к профессиональному, оборудование данного типа используется в основном на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. На таких станках листовой металл не сгибается по прямой, а закругляется.
 Матрица может быть как прямой, так и криволинейной. Относясь к профессиональному, оборудование данного типа используется в основном на предприятиях средней и большой мощности.
Матрица может быть как прямой, так и криволинейной. Относясь к профессиональному, оборудование данного типа используется в основном на предприятиях средней и большой мощности.Для домашнего использования проще всего сделать ручной листогиб.
Для рассмотренного в примере самодельного листогиба потребуется:
- Тавр на 70 мм — три куска по 2,5 м.
- Два болта 20 мм диаметром.
- Небольшой кусок металла толщиной 5 мм (для вырезания укосин).
- Пружина.
- Металлические дверные петли (две штуки).
Процесс изготовления листогиба следующий:
Рассмотренный металлический листогиб за счет мощности позволит гнуть длинные заготовки и листы солидной толщины.
Чертеж деревянного листогиба
Для аккуратного изгибания полос листового железа, например при изготовлении отливов, можно соорудить несложное приспособление из досок.
Схема деревянного листогиба:
| Для сборки потребуется: | |
| Три доски. Размер досок — на ваше усмотрение. | |
| Две петли (лучше мебельные). Если конструкция длинная — для надежности используйте больше петель. | |
| Два болта с барашковыми гайками и шайбами. |
Два отрезка досок соединяются петлями, а третий со скосом используется как прижим для сгибаемой полосы.
Использовать конструкцию просто:
- Опустив гайки, нужно просунуть полосу железа между зажимом и основанием.
- Выровнять по разметке.
- Зафиксировать полосу затягиванием барашковых гаек.
- Поднять доску и получить сгиб.
Для чего нужен скос на третьей доске? Для сгибов по более острым углом. Также скос необходим для сгибов под прямым углом, так как жесть нужно немного перегибать.
Скос на доске можно сделать рубанком или ручной циркулярной пилой.

Из рассмотренных листогибов, изготовленных своими руками, вы, в зависимости от цели использования, можете выбрать оптимальный вариант — мощный металлический или простой деревянный.
Простой станок листогиб своими руками » Подсобка.com
Самодельный станок для гибки листового металла: подробные фото пошагового изготовления станка.
Для работы с листовым металлом, часто требуется согнуть его под нужным углом. Таким образом формируются разнообразные элементы кровли, жестяные подоконники, короба для вентиляции, водосточные системы и прочие изделия. Большинство таких изделий можно сделать на гибочном станке.
Это приспособление можно повторить в условиях небольшой мастерской без использования сварочного аппарата.
Материалы для изготовления самоделки:
- — Стальной уголок 50х50 мм.
- — Квадратная профильная труба.
- — Доска.
- — Болты, шайбы, барашковые гайки М8, саморезы по дерев. у
- — Винты, гайки М5, М6, дверные петли.
- — Краска.
- — Лепестковый зачистной и отрезной диски.
 у
уДалее на фото показан процесс изготовления станка:
Основой для станка послужит сосновая доска 100х30 мм. К краю доски будет крепиться неподвижная губка из стального уголка 50х50 мм.
К краям уголка прикладываются дверные петли, и отмечается место, где расположен край штифта.
Затем размечается и вырезается выемка для кулачков.
Теперь на уголке размечаются центры отверстий для саморезов.
Зафиксировав заготовку в тисках, автор сверлит по три 3-мм отверстия для каждой из петель.
Наклонная губка вырезается из стального уголка 40X40 мм той же длины.
Немного отступив от краев петель, автор делает два 8-мм отверстия для крепления рычагов.
Теперь нужно сделать 5-мм сверлом по металлу отверстия для винтов в наклонной губке.
Крепится губка к петлям при помощи винтов с потайной головкой и гаек М5.
Рычагами послужат два куска квадратной профильной трубы 25X25 мм. На краях заготовок размечаются и сверлятся 8-мм сквозные отверстия.
Рычаги крепятся к губке винтами и гайками М5. Верхнюю часть отверстий на губке обязательно нужно рассверлить зенковкой под потай.
Третьим элементом из уголка будет сам прижим. Вырезы под кулачки обязательно делаются и на его ребре.
8-мм отверстия для винтов автор делает с помощью ступенчатого сверла.
В качестве прижимов послужат болты и барашковые гайки М8. Болт продевается через основание, и фиксируется гайкой.
Барашковые гайки навинчиваются после установки прижима.
Самодельный станок листогиб готов к работе. Крепится это приспособление к верстаку с помощью пары струбцин.
Крепится это приспособление к верстаку с помощью пары струбцин.
Вырезав и разметив лист, он просовывается под прижим, и затягиваются барашковые гайки.
Первый изгиб выполняется на угол около 95 градусов (заготовку нужно немного перегибать), в итоге получается прямой угол.
Продвигая заготовку, и повторяя операции, автор изготавливает простой короб.
Процесс изготовления станка можно также посмотреть в этом видео:
Источник
фото чертежи, видео как сделать
Подготовить инструмент – значит сделать половину дела. Эта истина хороша, если у мастера есть готовый инструмент. Однако, если в ходе работ вдруг может понадобиться что-то более сложное, чем отвертка и молоток, то часто приходится на ходу изобретать настоящие станки для выполнения сложных функций. Яркий пример такого станка — листогиб необходимый при работе с листами металла.
Яркий пример такого станка — листогиб необходимый при работе с листами металла.
Из чего делать?
Назначение
Во время осуществления многих работ с листовым металлом, например, в кровельных работах, часто возникает необходимость в сгибании листов металла, в том числе — имеющих различное покрытие. При необходимости согнуть небольшой лист, эту работу можно выполнить с применением молотков, киянок, плоскогубцев.
Результат будет плачевным — искривленная, зазубренная поверхность, поцарапанное покрытие, кривая линия сгиба не позволят качественно выполнить всю работу, и не доставят эстетического удовольствия хозяину. Лист больших размеров и, тем более, сложной формы, такими инструментами согнуть вообще невозможно.
Схема
Для таких работ необходимо воспользоваться достаточно сложным оборудованием — листогибом. Можно купить готовый ручной станок, вроде представленного на фото, производства известного изготовителя. Однако это повлечет за собой дополнительные, весьма значительные, расходы, что приведет к увеличению стоимости всех работ. Более дешевый способ приобретения такого станка — изготовить самодельный листогиб своими руками. Для человека, знакомого с физическим трудом, умеющего обращаться с другими инструментами, это не составит особых проблем.
Более дешевый способ приобретения такого станка — изготовить самодельный листогиб своими руками. Для человека, знакомого с физическим трудом, умеющего обращаться с другими инструментами, это не составит особых проблем.
Устройство
Самостоятельно изобрести такой станок будет проблематично даже человеку, хорошо знакомому с основами сопромата. Однако в эру Интернета, изобретательство в этой области никому и не нужно — чертежи и описание как сделать листогиб своими руками можно легко найти на соответствующих сайтах.
Основными деталями листогиба, показанного на чертеже являются:
- Основание — поверхность, предназначенная для установки остального оборудования и крепления заготовки. Изготавливается из стального швеллера. Размеры выбираются в зависимости от размеров листов металла, обработка которых планируется;
- Прижим — устройство, позволяющее сгибать лист. В обычном устройстве угол сгиба не превышает 90 градусов. Изготавливается из стального уголка, устанавливаемого на станину вершиной вверх. Для удобства установки у нему приваривается еще один такой же уголок, как показано на чертеже. Длина прижима должна быть несколько меньше длины основания, для обеспечения его надежного крепления и беспрепятственного функционирования. Крепится к основанию при помощи зажимных болтов;
- Обжимной пуансон — конструкция, изготовленная из стального уголка с приваренной к нему металлической рукояткой, позволяющая осуществлять сгибание листа. Ось пуансона должна совпадать с ребром уголка. В качестве оси применяют стальной прут.
 Для удобства установки у нему приваривается еще один такой же уголок, как показано на чертеже. Длина прижима должна быть несколько меньше длины основания, для обеспечения его надежного крепления и беспрепятственного функционирования. Крепится к основанию при помощи зажимных болтов;
Для удобства установки у нему приваривается еще один такой же уголок, как показано на чертеже. Длина прижима должна быть несколько меньше длины основания, для обеспечения его надежного крепления и беспрепятственного функционирования. Крепится к основанию при помощи зажимных болтов;Размеры деталей указанные на чертеже, могут меняться, в зависимости от области применения станка.
Сборка
Сборка самодельного листогиба, показанная на видео начинается с фиксации основания и пуансона при помощи струбцины. При этом, необходимо следить за тем, чтобы поверхность основания и рабочая поверхность пуансона находились в одной плоскости. Ось пуансона продевается в отверстия металлических пластин, называемых щечками, привариваемых к торцам основания. Ось крепится к щечкам при помощи сварки или прикручивается гайками.
Ось крепится к щечкам при помощи сварки или прикручивается гайками.
Точное расположение прижима определяется после нескольких пробных сгибов. Просверлив отверстия в основании, прикрепляем прижим к основанию при помощи прижимных болтов. Гайку, для крепления болтов приваривают к основанию, что позволяет при необходимости легко установить или снять прижим, пользуясь только одной гайкой на каждом болте, которую можно заменить на воротки.
Работа
Таким образом, чертежи листогиба ручного своими руками позволяют собрать устройство, работа которого показана на видео. Порядок работы следующий:
- Пуансон приводится в положение, при котором его рабочая поверхность устанавливается в одной плоскости с поверхностью основания. Рукоятка пуансона в таком положении направлена вертикально вниз;
- С основания снимается прижим;
- На основание укладывается заготовка — металлический лист, ширина которого соответствует расстоянию между прижимными болтами;
- Прижим устанавливается на основание и закрепляется при помощи прижимных болтов;
- При помощи рукоятки пуансон приводится в движение и плотно придавливает лист к прижиму. При этом лист изгибается под нужным углом вокруг оси пуансона. Рукоятка оказывается в положении под углом в 45 градусов относительно поверхности основания.
 При этом лист изгибается под нужным углом вокруг оси пуансона. Рукоятка оказывается в положении под углом в 45 градусов относительно поверхности основания.
При этом лист изгибается под нужным углом вокруг оси пуансона. Рукоятка оказывается в положении под углом в 45 градусов относительно поверхности основания.В результате получается лист металла с ровной линией сгиба.
Применение и преимущества
Ручной листогиб применяется при необходимости проведения любых работ, связанных с сгибанием листов металла: изготовление металлический кожухов, корпусов, декоративных работах. Такое устройство хорошо иметь на даче, в гараже, Оно может понадобиться частному предпринимателю, занимающемуся обработкой металлов и изготовлением металлических изделий в небольших количествах.
Главное преимущество такого станка заключается в его мобильности, небольших размерах, относительной простоте устройства и сборки. Неоспоримым достоинством является возможность его использования в условиях отсутствия электричества.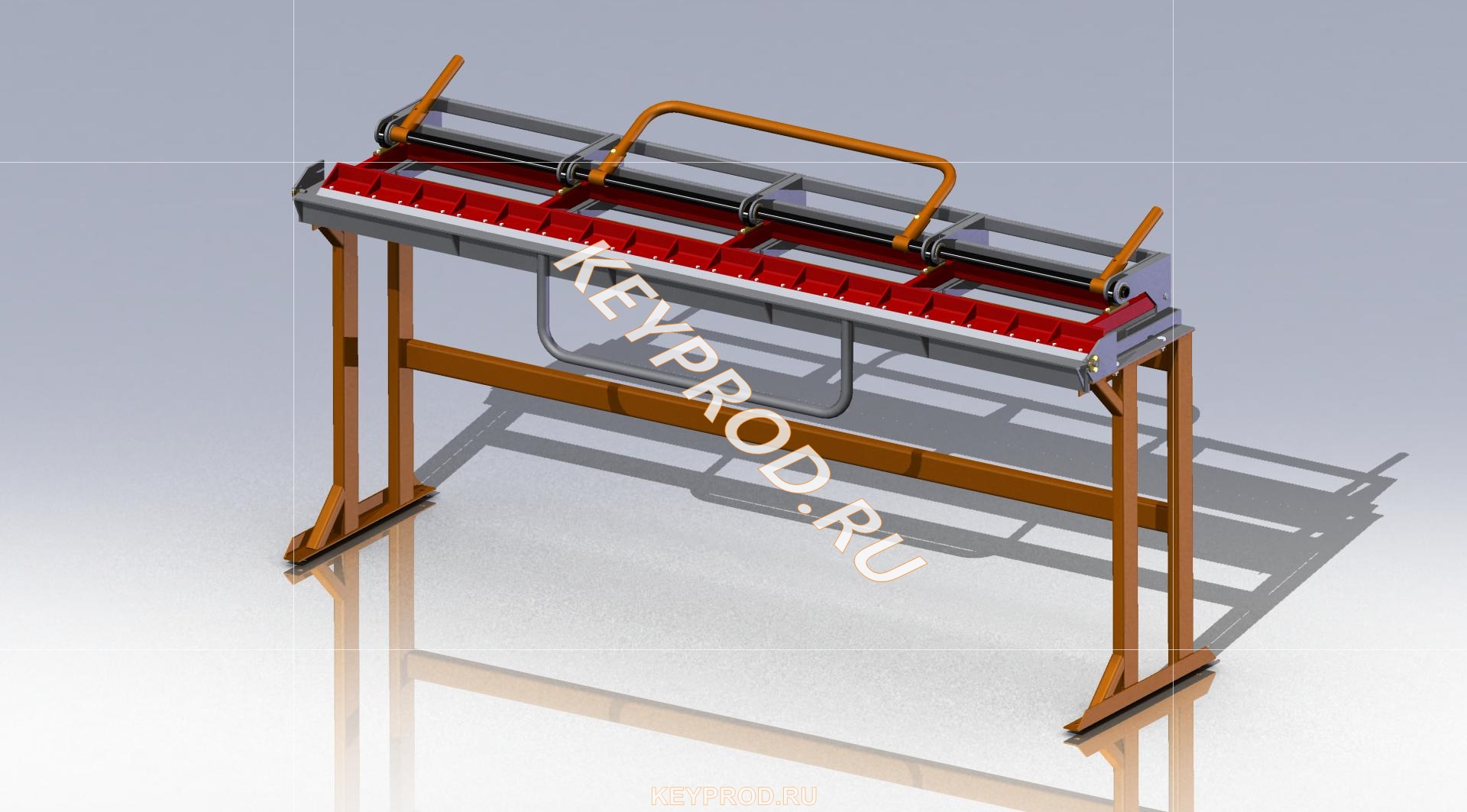 Такое устройство позволяет качественно согнуть любой подходящий по размерам лист металла, сохранив, при этом, ровность его поверхности, не повреждая покрытие листа, если оно имеется.
Такое устройство позволяет качественно согнуть любой подходящий по размерам лист металла, сохранив, при этом, ровность его поверхности, не повреждая покрытие листа, если оно имеется.
Недостатки
При всех достоинствах, самодельный листогиб имеет и недостатки, заключающиеся, в первую очередь, в безопасности. Изготовление такого устройства требует применение сварочного оборудования, обращение с которым требует определенных навыков и соблюдения требований безопасности. Некачественная сварка может не только привести к пожару во время ее осуществления, но и стать причиной некачественной работы самого устройства.
преимущества и недостатки самодельного листогиба, виды устройств, примеры изготовления
Современные листогибы — востребованные конструкции для выполнения холодной гибки основных листовых металлов при необходимости облегчить создание различных изделий. Изготовить наипростейший, но функциональный листогибочный станок своими руками вполне возможно с небольшими затратами времени, сил и денежных средств.
Содержание:
Что такое листогибочный станок
Листогиб или листогибочный пресс — устройство для холодной гибки металла. Основное назначение — изготовление изделий из листовых материалов.
За счёт пластичности материала цветные и чёрные металлы, а также многие виды сплавов легко подвергаются механическим воздействиям. Гибочные станки позволяют изгибать металлические изделия, придавать им круглую, квадратную или фасонную форму. При этом наружный слой изделия растягивается, а внутренний — сжимается. Обязательным условием сгиба являются точные и ровные углы.
Главная черта гибки металла — отсутствие изломов, гофрирования готового изделия и появления других недостатков
Зачастую листогибами пользуются на месте проведения кровельных работ, в строительстве, при изготовлении всевозможных видов профилированных листов. С помощью гибочных станков создают стендовую продукцию и вывески. Оборудование используют в авиастроении, машиностроении, приборостроении, в нефтехимической и судостроительной промышленности. Таким образом, современный станок просто незаменим для гибки разнообразных изделий на основе листовых металлов.
Таким образом, современный станок просто незаменим для гибки разнообразных изделий на основе листовых металлов.
История технического развития
Ещё в первой половине прошлого века мировой промышленностью выпускались преимущественно листогибочные станки механического типа, что объяснялось низкой стоимостью и простотой исполнения, а также надёжностью эксплуатации таких устройств. Тем не менее механические прессы обладали значительными недостатками, связанными в первую очередь, с их массивностью и ростом основных требований, предъявляемым к предприятиям.
Механические конструкции потребляли значительное количество электрической энергии, были шумными и сильно вибрирующими.
Для самых первых устройств характерна сложность частой переналадки и слишком высокий риск травматизма, а также низкое качество готовых изделий
Листогибочные конструкции пневматического типа ограничены в эксплуатации за счёт необходимости обеспечивать подвод магистрали со сжатым воздухом. А механические модели нецелесообразны в промышленном применении по причине достаточно низких характеристик качества готовой продукции и невысокой производительности. Поэтому развитие современных технологий легко позволило разработать гидравлические листогибы. Работа на таких станках способствовала изготовлению изделий с высоким качеством, а сам пресс отличался высокой надёжностью и низким уровнем потребления электрической энергии.
А механические модели нецелесообразны в промышленном применении по причине достаточно низких характеристик качества готовой продукции и невысокой производительности. Поэтому развитие современных технологий легко позволило разработать гидравлические листогибы. Работа на таких станках способствовала изготовлению изделий с высоким качеством, а сам пресс отличался высокой надёжностью и низким уровнем потребления электрической энергии.
Гидравлические станки удобнее и безопаснее механических прессов
Появление в конструкции новых управляющих систем дополнило устройства удобным графическим пользовательским интерфейсом с автоматическими расчётами всей последовательности производимых операций и этапов программы, защитой сложным лазерным контролирующим устройством. Наиболее современные агрегаты полностью защищены от перегрузочного давления, имеют удобную электронную регулировку скорости, датчик контроля и многие другие важные усовершенствования.
Виды листогибов
Листогибы могут быть стационарными и мобильными или передвижного типа, делятся на прессовые, поворотные и ротационные модели. Такое устройство оборудуется гидравлическим, пневматическим или электромеханическим приводом, а также выпускается в механическом и ручном варианте с автоматической или ручной подачей заготовки и с разными видами ЧПУ.
Такое устройство оборудуется гидравлическим, пневматическим или электромеханическим приводом, а также выпускается в механическом и ручном варианте с автоматической или ручной подачей заготовки и с разными видами ЧПУ.
Простые ручные
Функционируют за счёт использования мускульной силы и «поворотной балки», благодаря чему рычагом придаётся металлу нужная форма. Значительная часть ручных приборов представлена передвижными устройствами, которые эксплуатируются непосредственно на местах изготовления металлических изделий.
Каркас ручных станков изготовливается из высококачественной стали, обеспечивающей надёжность всей конструкции
Преимущества простого ручного листогибочного станка представлены отсутствием шума в работе, невысокой стоимостью, лёгкостью и мобильностью, а также независимостью от электросети. К недостаткам относятся небольшая ширина и возможность использования в работе исключительно тонкой жести толщиной не более 1,5–2,0 мм.
Пневматические
Работа обусловлена наличием в конструкции пневматических цилиндров. Такие листогибочные прессы выпускаются в виде стационарных и передвижных моделей, но чаще всего используются агрегаты, выполненные по типу традиционной «поворотной балки».
Такие листогибочные прессы выпускаются в виде стационарных и передвижных моделей, но чаще всего используются агрегаты, выполненные по типу традиционной «поворотной балки».
Станок позволяет изготавливать серийные детали различной геометрии, в том числе из листового металла с лакокрасочным покрытием
Достоинства пневматического листогиба представлены хорошей автоматизацией процесса, а также высокой универсальностью и необходимостью минимального вмешательства оператора во весь процесс работы. Кроме того, пневматика вполне доступна и проста в плане технического обслуживания. Самый основной недостаток моделей пневматического типа представлен необходимостью обеспечивать наличие достаточно мощного и дорогого компрессора, который создаёт шум при работе.
Гидравлические
Передвижные и стационарные гидравлические листогибные станки функционируют за счёт наличия в конструкции гидропривода. На сегодняшний день такой вариант оборудования считается одним из самых лучших и современных.
Современные гидравлические листогибы используются для получения идеальных по качеству и точности изделий
Достоинства моделей гидравлического типа представлены быстрой работой, низким уровнем шума, высокой надёжностью и возможностью перегиба даже толстых металлов. Такой вид устройств редко нуждается в обслуживании. Минусы эксплуатации заключаются в проблемах поиска вышедших из строя деталей, необходимости ремонта в специализированных мастерских и риске вытекания масла при значительном износе.
Электромеханические
Стационарный вид листогиба, функционирующий за счёт работы электрического двигателя, приводной системы и редуктора. Электромеханические прессы вполне заслуженно очень популярны, что объясняется доступной стоимостью и относительной простотой эксплуатации.
Электромеханический гибочный станок относится к оборудованию тяжелого класса
Достоинства электромеханического оборудования представлены сравнительно невысокой ценой, хорошей производительностью, широким функционалом и доступностью основных запасных комплектующих. При выборе следует учитывать такие минусы эксплуатации, как значительную шумность электрического двигателя, цепи или ремня, и не слишком высокие показатели надёжности, что объясняется наличием большого количества деталей и основных составных узлов.
При выборе следует учитывать такие минусы эксплуатации, как значительную шумность электрического двигателя, цепи или ремня, и не слишком высокие показатели надёжности, что объясняется наличием большого количества деталей и основных составных узлов.
Механические
Стационарного типа механические листогибы функционируют в результате передачи энергии кинетического вида с предварительно раскрученного до нужных показателей маховика.
Механические листогибы могут использоваться для проведения монтажных работ
Несмотря на низкую себестоимость производства, простоту исполнения и довольно высокую надёжность эксплуатации, механические станки отличаются большой массой, высоким уровнем потребления электрической энергии, шумностью в работе и заметным неудобством выполнения самостоятельной переналадки.
Изготовление листогибочного станка своими руками
Проще всего изготовить самостоятельно ручной станок, который прост в эксплуатации, но несколько ограничен в функционале.
Трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доработать наиболее удачный шаблон
- 1 — струбцина;
- 2 — щёчка;
- 3 — основание;
- 4 — кронштейн;
- 5 — прижим сварного типа;
- 6 — ось;
- 7 — уголок пуансона.
Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.
Работа на этом типе оборудования предполагает высокое мастерство оператора, что объясняется повышенным риском производства бракованных изделий при наличии даже незначительного перекоса устанавливаемой заготовки. Все ручные модели самостоятельного изготовления упрощены, но их основной недостаток представлен физическими нагрузками оператора.
Подготовка к работе
Простой в изготовлении ручной листогиб может быть довольно мощным, предназначенным для работы с разными по толщине металлическими листами. Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку.
Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку.
Основные материалы для изготовления:
- три стандартных уголка, имеющих ширину полки 45 мм или более при толщине металла в 3 мм и выше;
- тавры на 70 мм — для сгибания максимально толстого и длинного листового металла;
- две стандартные дверные металлические петли;
- пара винтов диаметром 10–20 мм;
- «барашки» для винтов;
- пружина;
- металл толщиной 0,5 см для выполнения укосин.
Рабочее место должно быть максимально ровным, прочным и надёжным, очищенным от пыли и любых загрязнений. В крайнем случае допускается изготовление конструкции на поверхности земли.
Пошаговый процесс изготовления
Принципиальных схем и чертежей самодельного листогиба несколько, но наиболее удобным в исполнении и практичным в использовании является листогиб на основе тавров.
Этот вариант изготовления листогибочного станка своими руками лёгок в исполнении, но позволяет работать только с довольно тонкими листовыми металлам.
- Два тавра аккуратно и ровно складываются, после чего на двух концах вырезаются выемки под скошенным углом 45° для петель. Третий тавр необходимо обрезать аналогичным способом.
В третьем тавре глубина выемки делается немного больше, что необходимо для свободного хода прижимной планки
- Металлические дверные петли надёжно привариваются в обязательном порядке не только с лицевой, но и с изнаночной стороны.
Все сварочные швы необходимо делать до окончательной сборки, чтобы не допускать изменения геометральных характеристик конструкции
- На каждый из тавров приваривается по паре укосин с двух сторон.
Такие элементы необходимы для установки болтового фиксатора прижимной планки
- К укосинам приваривается гайка болта.
Сварочные швы надёжно крепят элементы станка друг к другу
- Устанавливается прижимная планка в виде третьего обрезанного тавра, после чего на верхней части аккуратно привариваются металлические пластины, имеющие отверстие в центральной части. Диаметр такого отверстия должен немного превышать размеры болта.
Приваривание выполняется после центровки и расположения строго на одной вертикали
- Пружина устанавливается таким образом, чтобы она могла поднимать прижимную планку примерно на 0,5–0,7 см. Болт пропускается в «ухо» на прижимной планке, после чего надевается пружина и закручивается гайка.
Аналогичное крепление осуществляется с другой стороны, что позволяет при откручивании выполнять самостоятельный подъём прижимной планки
- К винтовой шляпке приваривается по паре арматурных отрезков, используемых как удобные и надёжные ручки для закручивания. Вполне можно выполнить установку пружины на винт, что значительно облегчит процесс подъёма планки.
Такая конструкция готового устройства позволяет делать довольно качественную отбортовку
- Уголки располагаются не полочками по отношению друг к другу, а имеют одностороннее направление, что делает фиксацию петли не слишком удобной, но вполне осуществимой.
На изгибе неподвижного уголка по двум сторонам привариваются небольшие упорные пластинки для расположения прижимной планки с приваренной винтовой гайкой
- Прижимная планка из уголка укладывается изгибом вверх на станок, а наваренное из обычных металлических перемычек усиление предотвращает изгиб элемента. На двух концах планки привариваются не слишком маленькие металлические площадки с просверлёнными для болтов отверстиями.
Грань, обращённая на место сгиба, должна быть срезана, что позволит получить максимально острый угол изгиба
- Планка прижимная устанавливается на станок, после чего подкладывается пружина и устанавливаются ручки.
 Диаметр такого отверстия должен немного превышать размеры болта.
Диаметр такого отверстия должен немного превышать размеры болта.
На завершающем этапе монтируются ручки для удобства пользования
Готовый листогиб — неплохой самодельный вариант для бытового использования, который без труда согнёт оцинковку и жесть.
Техника безопасности
Стандартной техникой безопасности предусматривается обязательное соблюдение инструкции по обслуживанию ручных листогибочных станков:
- установка требуемых углов сгиба на ограничителе;
- контроль установленных данных по угломеру;
- проверка правильности установки рабочего инструмента;
- аккуратная укладка на рамную часть устройства элемента для загибания;
- выполнение пробного загибания и, при необходимости, внесение корректив;
- повторная проверка правильности загибания.

Важно контролировать правильность хода всех операций по загибанию, а также своевременно проверять техническое состояние устройства, поддерживать листогиб в чистоте и порядке.
Преимущества и недостатки самодельных и покупных моделей
При выборе нужно обращать внимание на технические возможности и отдавать предпочтение оборудованию, имеющему небольшой запас по основным важным характеристикам. Самыми покупаемыми станками в России являются агрегаты, выпускаемые производителями из США, Польши, Китая и Германии.
К бюджетным производственным станкам относятся китайские и российские листогибы, а к прессам из средней ценовой категории относятся модели из США, Турции и Польши. Самыми дорогими и недоступными для рядового потребителя принято считать станки от производителей Германии и Франции, а также выпускаемые другими западно-европейскими странами.
Таблица: сравнение листогибов разных производителей
Несмотря на массу преимуществ, включая высокую производительность, заводские модели обладают некоторыми недостатками, представленными достаточно высокой стоимостью и дорогостоящим обучением персонала, а также относительно дорогим обслуживанием. Любые самодельные листогибы, как правило, просты в эксплуатации и доступны в изготовлении, но их производительность оставляет желать лучшего.
Любые самодельные листогибы, как правило, просты в эксплуатации и доступны в изготовлении, но их производительность оставляет желать лучшего.
Видео по теме: листогибочный станок своими руками
https://www.youtube.com/embed/Rndk74cqR1Q https://www.youtube.com/embed/iA9IDpnB9eU
В целом относительно простые ручные листогибы являются самыми популярными и наиболее часто продаваемыми типами станков для гибки листового металла. Они отличаются простой конструкцией и лёгкой эксплуатацией, не потребуют значительных затрат на приобретение и обслуживание. Именно такой вариант можно выполнить самостоятельно, используя простой набор инструмента и вполне доступные по цене материалы.
- Автор: Владимирович75
- Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Похожие статьи
Зажать трубогиб – непростая задача
За предыдущие десятилетия роторно-вытяжные машины для гибки труб использовали многочисленные устройства для удержания / зажима трубы в нужном положении во время изгиба трубы.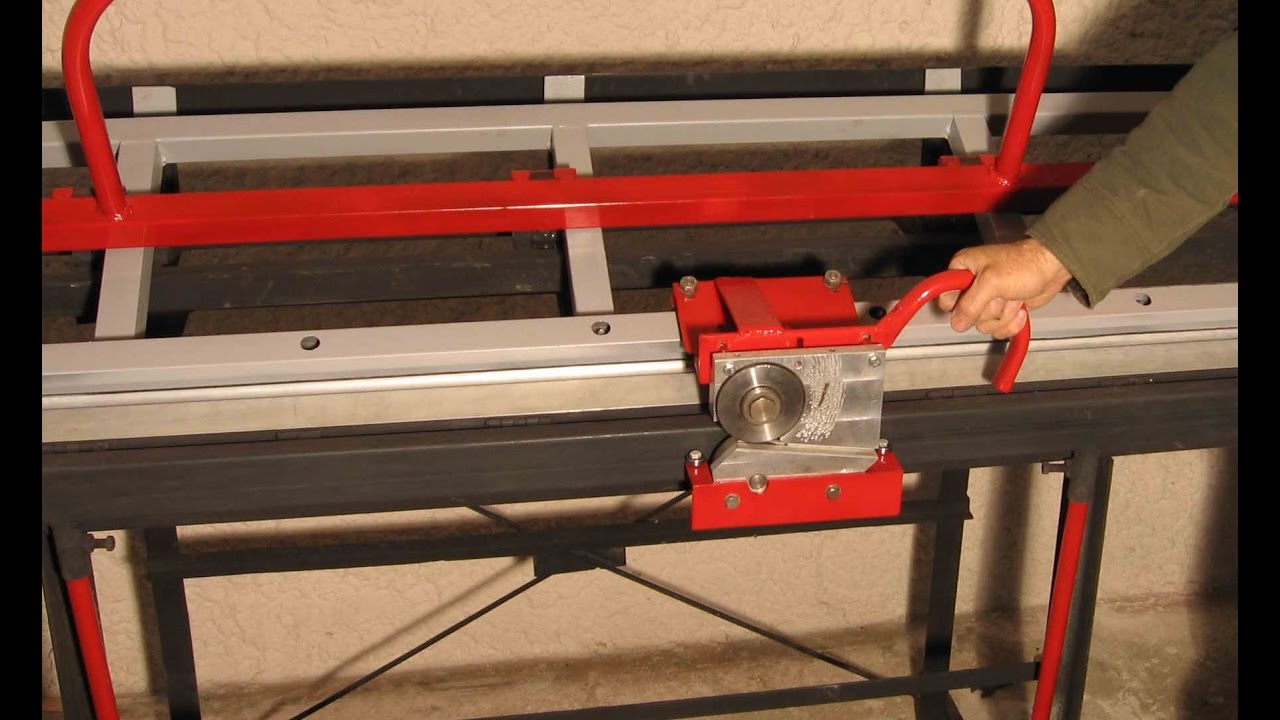 Например, работа зажимной матрицы на трубогибочной машине заключается в том, чтобы прочно зажать трубку и, таким образом, предотвратить ее проскальзывание относительно гибочной матрицы, когда гибочная матрица тянет трубку вокруг себя. Другой пример – пресс-форма. Основная задача пресс-формы – плотно прижимать трубу к гибочной матрице, в то время как зажимная матрица помогает протягивать трубку вокруг гибочной матрицы.Еще один пример связан с приводом с разъемной головкой. В этом случае привод разъемной матрицы должен оставаться плотно закрытым, пока труба изгибается. Во всех случаях зажимная матрица, нажимная матрица и привод разъемной матрицы должны оставаться жесткими при нагрузке.
Например, работа зажимной матрицы на трубогибочной машине заключается в том, чтобы прочно зажать трубку и, таким образом, предотвратить ее проскальзывание относительно гибочной матрицы, когда гибочная матрица тянет трубку вокруг себя. Другой пример – пресс-форма. Основная задача пресс-формы – плотно прижимать трубу к гибочной матрице, в то время как зажимная матрица помогает протягивать трубку вокруг гибочной матрицы.Еще один пример связан с приводом с разъемной головкой. В этом случае привод разъемной матрицы должен оставаться плотно закрытым, пока труба изгибается. Во всех случаях зажимная матрица, нажимная матрица и привод разъемной матрицы должны оставаться жесткими при нагрузке.
Стремясь прочно удерживать трубу во время операции гибки, производители станков исторически использовали один из двух подходов; механизм прямого действия или рычажный механизм с центральным переключателем. У обоих подходов есть свои плюсы и минусы.Понимание разницы между этими двумя подходами иногда может повлиять на качество гибки.
Прямого действия
Примером зажимной плашки прямого действия может быть гидравлический цилиндр, давящий прямо на зажимную плашку.
В этом случае гидравлическое давление в цилиндре оказывает прямое влияние на величину силы, которую зажимная матрица прикладывает к трубе. Чем больше гидравлическое давление, тем больше прижимная сила. Одним из приятных преимуществ этого подхода является то, что величину зажимного усилия можно легко контролировать с помощью микропроцессора.Это хорошо подходит в случае сгибания труб с очень тонкими стенками. С другой стороны, если давление слишком сильно упадет в середине изгиба, трубка может соскользнуть, что приведет к плохим результатам.
Более экологичный пример механизма прямого действия, используемого для зажима трубы, будет использовать комбинацию шарико-винтовой передачи / электрического серводвигателя. В этом случае шарико-винтовая передача и серводвигатель заменят гидроцилиндр. Таким образом, не нужно убирать разливы гидравлической жидкости, а система работает намного тише.
В обоих случаях для зажима трубки используется механизм прямого действия. Тем не менее, полностью экологичное электрическое решение обычно имеет более высокую первоначальную цену. Кроме того, электрическое решение может потребовать другого набора навыков с точки зрения поиска неисправностей.
Есть несколько небольших трубогибов, в которых используется пневматический зажим прямого действия. Это прекрасно работает при гибке трубок малого диаметра. Однако с увеличением силы изгиба трубы сжимаемость воздуха начинает позволять пневматическому цилиндру отступать в середине изгиба.Это может привести к появлению морщин в зоне изгиба.
Переключаемый механизм над центром
Механизм сверхцентрового типа похож на механизм очень большого зажима DE-STA-CO. Используемый в течение десятилетий подход над центром использует механическое преимущество самого механизма. С небольшим усилием механизм над центром может заблокироваться в закрытом положении. Это, в свою очередь, может предотвратить перемещение трубки в нежелательном направлении; см. ниже.
ниже.
Благодаря механическому преимуществу коленчатого механизма надцентрального типа, этот подход хорошо подходит для зажима труб с более толстыми стенками.Кроме того, устройство над центром также может обеспечить необходимое усилие, чтобы зажать тонкостенную трубку.
У большинства устройств с центральным расположением есть какая-то регулировка давления с помощью винта с ручной регулировкой. Однако этот тип регулировки не всегда позволяет сгибать тонкостенную трубку с очень узким радиусом центральной линии. Здесь может пригодиться зажим прямого действия и / или пресс-матрица. Благодаря способности контролировать силы прямого действия с небольшими градациями может стать возможным сложный изгиб.
Сильным преимуществом механизма с превышением центра является то, что вы чаще всего можете увидеть невооруженным глазом, что сам механизм находится выше центра. Это дает теплое ощущение того, что зажимная матрица не откроется в середине изгиба. В линейной системе вы полагаетесь на источник энергии (гидравлический, пневматический или электрический) для поддержания линейной силы во время изгиба.
Создание удерживающей силы
Независимо от того, используется ли это зажимная матрица прямого действия или механизм зажима с коленчатым рычагом над центром, для создания удерживающих сил используются три общих исполнительных механизма (как описано выше).Привод может быть пневматическим, гидравлическим или полностью электрическим. У всех трех подходов есть плюсы и минусы, выходящие далеко за рамки того места, которое мне отведено для написания этой статьи. Тем не менее, зажимная матрица прямого действия с пневматическим приводом может хорошо работать при гибке медных трубок Ø1 / 8. Трубка легкая, и чаще всего для этой работы подходит заводской воздух 80 фунтов на квадратный дюйм.
Однако заводской воздух 80 фунтов на квадратный дюйм может также не применяться при гибке стальных труб диаметром 1 дюйм на двухмерном изгибе. Сама сжимаемость воздуха может быть причиной нескольких проблем процесса.
В подавляющем большинстве случаев гибки хорошо подойдет центральный рычажный механизм. Однако в некоторых случаях механизм прямого действия может обеспечить необходимое мягкое прикосновение, необходимое для обработки толчков. При покупке трубогибочного станка всегда полезно согласовать свои потребности с оборудованием, которое вы собираетесь купить.
Об авторе
Джордж Винтон, P.E. проектирует и производит оборудование для производства труб с ЧПУ для Winton Machine в Сувани, Джорджия.С ним можно связаться по адресу [email protected] или 888.321.1499 .
О машинах, которые мы производим
Все наши машины для изготовления полужестких коаксиальных кабелей и трубок в Winton проектируются, производятся и тестируются на собственном предприятии. У нас есть большая линейка стандартных продуктов, а также способность разработать лучшее решение для нужд наших клиентов. Наши опытные сотрудники по продажам заботятся о том, чтобы наши клиенты могли оправдать свои капиталовложения в оборудование, предлагая именно то, что им нужно для производства деталей.Свяжитесь с нами сегодня, чтобы обсудить ваш проект.
Инструменты для гибки – Инструментальные системы для гибочных станков
Боб Хант,
Инструменты для гибки Inc. Денвер Колорадо США.
Существуют явные отличия от того, что можно было бы считать наборами инструментов для гибки и системой инструментов. Просто определенный набор инструментов обычно относится к семейству штампов (обычно из пяти частей) для сгибания трубы с заданным внешним диаметром и толщиной стенки до одного заданного радиуса центральной линии.Компания-производитель может иметь десятки наборов инструментов, каждый из которых предназначен для конкретной работы, для которой она предназначена, и машины, предназначенной для выполнения этой работы. В случае гибочного цеха они могут иметь сотни комплектов штампов. Чаще всего в этом сценарии они добавлялись с течением времени для каждого конкретного приложения, чтобы удовлетворить требования их клиентов. Часто бывает мало планирования или времени, позволяющего поставить инструмент, совместимый с матрицами, которые уже имеются в компании для данной конструкции крепления для гибки, не говоря уже о том, чтобы матрицы были взаимозаменяемыми в соответствии с различными стандартами монтажа гибочного станка.Излишне говорить, что со временем это приводит к тому, что штампы часто схватываются в спешке и используются для любых деталей, которые нужно было согнуть и вынуть вчера. В дополнение к этому, мышление развивается, чтобы модифицировать штампы на лету для достижения цели, для которой они изначально не предназначались, становится обычной практикой. Это вполне объяснимая ситуация, которая слишком часто случается даже в самом организованном магазине с добросовестным и добросовестным персоналом. В итоге, если продукт не выходит вовремя и не соответствует критериям клиента, компания не может его доставить, и в этом случае вы делаете все, что нужно….Много раз, когда компания переживает устойчивый рост, который приводит к капитальным затратам в виде нового гибочного оборудования, новые возможности открываются также и для рассмотрения инструментов. Стоимость, связанная с новым гибочным оборудованием, обычно диктует важный процесс определения бюджета и многоуровневого утверждения, за которым следует серьезное исследование вариантов, включающих все, от производительности и поддержки до обслуживания и окупаемости. Все эти факторы подвергаются тщательной проверке в рамках должной осмотрительности, необходимой для принятия решения об инвестициях как можно более осознанным.Во многих случаях решение о новом оборудовании обусловлено приобретением нового оборудования, и в этих случаях новые инструменты для гибки являются частью этого процесса. Хотя это, как правило, означает дополнительный важный пункт в нижней строке, это также требует, чтобы вы охватили все основы в отношении того, какие варианты доступны. Эта ситуация – отличная возможность подумать о внедрении системы инструментов, которую можно будет построить позже, а также для удовлетворения текущих потребностей проекта. Скорее всего, конкретная гибочная компания за долгие годы разработала стратегию инструмента, которую они сочтут подходящей для своих нужд.Это может быть правдой, независимо от того, производят ли они инструмент самостоятельно, покупают ли штампы по мере необходимости у конкретного поставщика инструмента или регулярно запрашивают расценки из нескольких источников инструмента, как того требуют новые проекты. Хотя каждое из этих направлений имеет свои плюсы и минусы, при принятии этого решения следует учитывать множество важных аспектов. Преимущество изготовления инструментов дома по большей части состоит в том, что график проектирования и производства инструментов контролируется. Большинство компаний, которые идут по этому пути, используют этот факт как основную причину для принятия решения, и, к сожалению, дизайн или качество инструментов могут пострадать в процессе.Рассматриваемая компания, как правило, занимается производством, не обязательно производством инструментов и штампов. На протяжении многих лет я работал со многими крупными компаниями, которые потратили невероятное количество времени, денег и рабочей силы на разработку того, что они считают патентованной конструкцией кристаллов, специально для решения проблем совместимости внутренних кристаллов. В то время как некоторые из этих конструкций были довольно простыми, другие были настолько излишне универсальны, что стали громоздкими, хрупкими и проблематичными, особенно в условиях высокой производительности.То, что начиналось как интеграционная стратегия, позволяющая контролировать процессы, может легко превратиться в кошмар. Реальность такова, что когда возникают проблемы, детали не доставляются или их качество регулярно не соответствует потребностям, даже у квалифицированного и способного внешнего поставщика связаны руки, чтобы прийти и предложить нечто большее, чем просто оперативную помощь на ходу. Существует также более коварный аспект, который может развиться благодаря этому внутреннему интеграционному мышлению. Часто компания, о которой идет речь, может быть настолько увлечена тем, насколько запатентованной и прекрасной может быть ее дизайн (время, деньги, рабочая сила … помните), что они так сильно концентрируются на сохранении своих карт, что они не обращаются к внешним источникам и обратите внимание на новые технологии, которые можно и нужно интегрировать в их процессы.Некоторые из компаний, которые, как я видел, доходили до этой точки на протяжении многих лет, больше не существуют. Выполнение штамповочной работы на стороне компанией, специализирующейся на разработке и производстве инструментов, подходящих для конкретной машины и области применения, гарантирует, что инвестиции будут размещены правильно. Хотя всегда важно учитывать стоимость инструмента, она не обязательно должна быть окончательным определяющим фактором. Самое важное при выборе инструмента начинается с понимания процесса гибки и различных вариантов конструкции инструмента в зависимости от области применения, которую необходимо изготовить.Во многих случаях эти варианты дизайна будут радикально изменять стоимость, независимо от того, оправданы ли эти варианты или даже их необходимо учитывать, они могут сэкономить или обойтись вам в долгосрочной перспективе. Поскольку в конечном итоге вы можете вложить в инструменты проекта столько же, сколько и в оборудование, вы должны развить и поддерживать мышление понимания всех задействованных процессов. Важным шагом вперед является партнерство с поставщиком, который будет работать с вами от первоначального анализа приложения до установки, настройки, обучения и поддержки на месте.Часто встречающаяся проблема заключается в том, что существующая библиотека инструментов уже имеется, и необходимо будет принять решение относительно использования существующей штамповки или полностью отказаться от нее с новым дизайном. Выбор новой машины будет иметь большое влияние на это решение, но в первую очередь следует учитывать само приложение. Если новый проект, который должен быть изготовлен, полностью отличается от текущего продукта, решение является простым и очевидным (новый продукт, новая машина, новые инструменты).Однако во многих случаях в ситуациях, когда новый продукт аналогичен, или даже в тех случаях, когда новое приобретение направлено на повышение производительности той же детали, это решение по-прежнему требует большего внимания, чем вы думаете. Следует отметить, что большинство производителей гибочных станков имеют особую схему установки, которая также определяет конструкцию штампа. В то время как некоторые из них могут быть восприимчивы к созданию новой части оборудования с другим, отличным от их стандартным шаблоном крепления (например, для размещения вашей текущей библиотеки кубиков), другие могут нет.Этот факт не должен быть решающим фактором при выборе производителя станка как такового, равно как и решение о конструкции штампа основываться на самом гибочном станке. Опять же, первое, что нужно учитывать при выборе процесса, оборудования и конструкции инструментов, – это предметная область применения. Потенциальная несовместимость инструментов существующих штампов с дополнительными, необходимыми для нового проекта, может быть более чем раздражающей, она может подорвать проект до того, как он сдвинется с мертвой точки. Хотя существует несколько различных методов гибки труб, которые обычно используются, мы будем обсуждать, в частности, конструкцию оснастки с использованием метода гибки с вращающейся вытяжкой (на оправке).Гибка с вращающейся вытяжкой по своей природе более сложна и сложна, но впоследствии является наиболее универсальной. Это единственный метод, который подходит для получения высококачественных гибов без складок в тонкостенных трубках с малым радиусом. На сегодняшний день он наиболее часто используется в тех случаях, когда требуется поддержка для контроля растяжения и сжатия материала и одновременного предотвращения сжатия трубки. В набор входят:- Гибочная матрица… Вращается вместе с трубкой, формируя ее с правильным радиусом.
- Зажимная матрица… Прижимает трубу к гибочной матрице для предотвращения скольжения.
- Пресс-матрица… Движется вперед вместе с трубкой, заставляя ее соответствовать радиусу гибочной матрицы.
- Оправка… внутри трубы поддерживает трубу по касательной, предотвращает ее смятие.
- Грязесъемник… проходит между трубкой и штампом гибки, регулирует сторону сжатия на гибке.
Строительные блоки системы
Гибочная матрица – это основа системы инструментов, которую мы будем разрабатывать и строить.По очевидным причинам матрица типа 6, показанная на предыдущей странице, в большинстве случаев лучше всего подходит для универсальности конструкции съемной рукоятки. Это также выгодная конструкция для прочности инструмента, так как вставка рукоятки, закрепленная болтами, полностью поддерживается корпусом самой гибочной матрицы, а не конструкцией матрицы типа 1 (вставленная катушка), где рукоятка остается неподдерживаемой для части. его длины. Любая из этих гибочных матриц предлагает большую универсальность, поскольку область захвата может быть заменена на одну из них другой длины или даже другой обработки поверхности.Захват может быть выполнен с направленными зубцами для агрессивного захвата трубки даже на самой короткой длине захвата. Эти зазубрины могут быть выполнены с разным шагом и высотой пиков, чтобы сделать их более тонкими и, таким образом, минимизировать количество отметок на поверхности трубы. Альтернативная отделка канавок для трубки, которая может обеспечить даже самый короткий захват и надежно удерживать трубку, – это отделка с конической насечкой. Хотя это имеет впечатление и вид что-то вроде типичного процесса накатки. «Накатка» вытачивается на поверхности матрицы.Хотя это по-прежнему будет оставлять отметины на поверхности трубы в процессе гибки, следы менее заметны, и с помощью вторичной операции можно уменьшить их до еще меньшего количества проблем. Как мы уже говорили, изгибы становятся более серьезными по мере увеличения наружного диаметра трубы, уменьшения радиуса изгиба и уменьшения толщины стенки трубы, все эти аспекты зависят от решения конструкции гибочной головки. Длина захвата и качество поверхности являются одними из них. Точка разрыва при переходе от относительно простой конструкции типа 1 к типу 6 зависит от количества вставки для захвата, которая не будет поддерживаться.По мере уменьшения радиуса матрицы типа 1 количество материала, который будет полностью поддерживать зону захвата, уменьшается. Если это уменьшение означает, что более трети длины вставки рукоятки не имеет подкладки, рукоятка в экстремальных ситуациях может ослабнуть, отклониться или даже сломаться.ПЛАСТИНА ОДНОГИБНАЯ ТИП
Чаще всего мы переходили к дизайну типа 6 и покончили с этим. Поскольку мы создаем систему для обеспечения оптимальной совместимости, мы идем немного другим путем.Было обнаружено, что использование атрибутов обоих этих штампов в гибридной конструкции может обеспечить наиболее универсальную и сильную платформу. Это будет первая точка проектирования, на которой мы будем строить. Однако сначала нам нужно рассмотреть некоторые другие основы. Есть несколько школ мысли относительно блокирующих штампов, которые также должны быть учтены на данном этапе.Обратная связь
без блокировки
Самым очевидным преимуществом блокирующего инструмента является то, что он до некоторой степени самовыравнивается, но, что наиболее важно, выравнивание инструмента относительно самого себя (после того, как подвески отрегулированы и заблокированы), согласованно настроено для настройки.Эти подвески для зажима и прижимных штампов, соответственно, после установки не следует снимать с инструмента, гарантируя, что каждый раз, когда они вставляются в набор инструментов, выравнивание сохраняется. Это делает любую регулировку или настройку набора инструментов с одного на другой минимальным, если это вообще необходимо. «Заплечики» блокировки, если хотите, также очень полезны для жесткости штампа на станке. Это связано с тем, что блокировка увеличивает общий диаметр гибочного штампа. Это может быть очень важно при установке штампов, когда мы будем штабелировать до четырех или пяти штампов на машине.Независимо от того, использовать ли блокировку в «матрице» вашей инструментальной системы, в определенной степени зависит от предпочтений оператора станка компании. Это было типично, особенно для гибочных заводов старой школы, поскольку конструкция блокирующей матрицы может скрывать линию обзора оператора станка до точки касания, где происходит изгиб, и отношения одного инструмента к другому в установке, что некоторые предпочитали не блокированные плашки. Следует отметить, что в большинстве случаев это были приложения с очень низким объемом и высокой степенью сложности, когда приходилось учитывать абсолютно каждый изгиб, а высокая производительность отсутствовала.Включение конструкции блокировки в сегодняшнюю быстро развивающуюся производственную среду, где быстрая и точная смена инструмента должна происходить без проблем и минимизировать время простоя, является обязательным условием.Матрица для загиба катушки со вставками
Конструкция гибочного штампа, которую мы будем использовать для системы, будет иметь конфигурацию с порывистой катушкой. Это трехкомпонентная конструкция, обладающая преимуществом съемной рукоятки и съемной вставки рукоятки до точки касания корпуса гибочного штампа. Преимущество состоит в том, что вставки можно легко заменять между разными гибочными штампами с одинаковым наружным диаметром трубы.Третья деталь в сборке гибочной матрицы – это опорный блок вставки или вставки. Эти болты крепятся к основному корпусу гибочной матрицы и к вставке рукоятки, чтобы добавить гораздо более прочный собранный блок. Кроме того, он полностью поддерживает вставку ручки на корпусе гибочной матрицы. Так же, как и взаимозаменяемость вставок гибочного штампа, блоки косынки по большей части предназначены для того же. Однако конструкция блоков косынки может меняться, поскольку потребность в этой опоре и прочности меняется. Наиболее очевидным изменением будет то, что длину можно сделать равной длине вставки ручки.Поскольку вставка заменяется на более длинную, то же самое происходит и с косынкой. В штампах с очень маленьким радиусом для эффективного увеличения прочности косынки может иметь встроенный шпоночный ключ, который устанавливается в паз привода гибочного станка (обратите внимание на закрепленные болтами шпонки привода на корпусе гибочного штампа, показанном выше). Затем блок косынки крепится к гибочному станку, и любой гибочный штамп укладывается на него более надежно. В очень сложных пакетах штампов, особенно с составными вставками, которые могут быть длинными, большими и тяжелыми, блок косынки может быть спроектирован для крепления болтами к нескольким корпусам гибочных штампов и их соответствующим вставкам.Следует также отметить, что появление этой конструкции во многих случаях может исключить необходимость использования множества «специальных» штампов для гибки, чтобы приспособить к определенным проблемным частям. Поскольку у вас есть возможность переконфигурировать матрицу гибочного штампа в соответствии с конфигурацией детали, а не полная гибочная матрица, необходимая в этих особых случаях. Преимущество конструкции из трех частей гибочного штампа более чем перевешивает необходимость в дополнительных компонентах.Плашки зажима
Как мы уже обсуждали ранее, чтобы сделать поверхность зажимной матрицы более агрессивной (зубчатая, рифленая и т.) может значительно уменьшить длину матрицы, необходимую для эффективного удержания трубы и предотвращения проскальзывания при изгибе. Хотя в большинстве случаев это будет работать для деталей с минимальным количеством прямого материала между изгибами, это, как уже упоминалось, будет отмечать поверхность трубы. В случае, когда эта маркировка не разрешена или когда прямая труба между изгибами практически отсутствует, становится необходимым фактически захватить один изгиб, чтобы произвести следующий в части, состоящей из нескольких изгибов. Это называется сложным зажимом.Вращательная ориентация (плоскость поворота изгиба) от первого изгиба к следующему последовательному изгибу может быть проблематичной. Поскольку большинство роторно-вытяжных гибочных машин работают либо по часовой стрелке (правосторонний гибочный станок), либо против часовой стрелки (левосторонний гибочный станок), очевидно, что вы неизбежно дойдете до точки, в которой предыдущий изгиб, который нужно захватить, будет находиться в неудачной ориентации для получения следующий соседний. Во многих случаях действие по созданию изгиба номер два и т. Д. Может привести к тому, что предыдущие изгибы врезались в станок, держатели инструмента или сами инструменты.Часто необходимо переупорядочить деталь, перевернув ее и начиная с противоположного конца. Одним из больших преимуществ штабелирования нескольких гибочных штампов является то, что часто в ситуации, когда предыдущий изгиб поворачивается вниз и разрушает машину (или полностью предотвращает захват для изгиба номер два), набор штампов, образующих изгиб два, может быть перемещен вверх в стек, чтобы уменьшить столкновение. В ситуациях, когда помехи, вызванные конфигурацией изгибаемой трубы и ограничениями самой машины, слишком серьезны, чтобы их можно было устранить каким-либо другим способом, может потребоваться гибочная машина с противоположным вращением (CW / CCW).Другой альтернативой было бы согнуть эту конкретную деталь в несколько частей и сварить ее позже, однако чаще всего, если эта деталь была изначально указана как цельная для вашего клиента, маловероятно, что этот вариант будет открыт. Другой, как правило, последней альтернативой было бы рассмотрение машины, которая может работать как слева, так и справа, добавляя большие затраты к проекту, если не сказать больше. Очевидно, что возможность гнутых деталей, которые могут стать проблемой в будущем, должна быть определена абсолютно на самом раннем этапе всего процесса исследования до того, как работа будет размещена.Это классические ошибки, которые убивают прибыль в конечном производстве работы. И снова выбор технологического оборудования и инструментов определяется приложением. Если ваше отсутствие планирования проекта означает, что приложение не является движущим фактором для этого, ошибка будет стоить вам в будущем.Прямая зажимная матрица
Составная зажимная матрица
Обратите внимание на функцию блокировки клавиш из-за вставки гибкой матрицы.Матрица для гибки катушки со вставками и комбинированной вставкой
с добавленным составным зажимом
Полный набор инструментов
Гибочная матрица с выемкой для вставки
Блок косынки
Блок косынки в сборе
Вставка для ручки готова
Узел вставки рукоятки
Матрица второго изгиба
Гибочный штабелеукладчик
Добавлены зажимы и матрица нижнего давления
Переходя к остальным отдельным компонентам в наборах штампов, мы кратко обсудим оставшиеся части.Они были упомянуты ранее, и все остальные части набора являются до некоторой степени «расходными материалами», поскольку они снова находятся в фиксированном положении относительно формируемой трубы. Поскольку оба они находятся в фиксированном положении, их необходимо смазывать в процессе гибки, чтобы избежать истирания и продлить срок службы штампов.Держатели
Показаны оправки в разрезе (снизу вверх), со стандартным шагом, малым шагом и сверхмалым шагом. Материал мяча – делрин.
Что касается конструкции оправки, первое правило – сделать ее максимально прочной и простой и при этом соответствовать потребностям приложения.Если простой заглушки или формованного наконечника оправки будет достаточно и вы получите необходимое качество изгиба, здравый смысл подсказывает, что не следует прибегать к сценарию с шариковой оправкой. Оправка находится внутри трубы в фиксированном положении относительно набора инструментов. Трубка будет протягиваться поверх нее в процессе изгиба. Правильная и первая пробная точка оправки должна быть размещена так, чтобы передняя кромка основного корпуса оправки немного выступала за точку касания гибочного штампа. В случае шаровых оправок цель состоит в том, чтобы самая прочная часть оправки (корпус или хвостовик) выполняла основную работу по поддержанию трубы.Шариковые оправки могут быть изготовлены из различных материалов, каждый из которых имеет преимущества для труб из разных типов материалов.Детали и сборка оправки типа H со стандартным шагом H
Сверхмалый шаг (вверху) для трубы 12,0 дюймов
И шаг закрытия для трубки 10,0
Выбор правильного баланса силы и опоры.
При выборе правильной оправки для изгиба объекта необходимо обязательно вернуться к основным рекомендациям, обсуждавшимся ранее. Начнем снова с соотношения коэффициента стенки и D изгиба.Использование таблицы, включенной далее в этот документ, поможет вам определить правильный шаг оправки шара и сколько шариков потребуется для сборки. Сначала мы обсудим некоторые другие основы. Опять же, наиболее надежное подходящее решение – это лучший путь, но он, безусловно, будет иметь свои ограничения. Присущей трубке реакцией в процессе изгиба является сжатие внутренней стенки и истончение внешней стенки. Наша цель – контролировать материал и уравновешивать это растяжение и сжатие.Очевидно, что в процессе изгиба любая трубка будет сама по себе течь, и она сплющится и схлопнется. Основная функция оправок – предотвратить это. Трубка с более толстой стенкой потребует меньшей поддержки для достижения этой цели, тогда как трубка с более тонкой стенкой потребует большего. Чем больше поддержки вы добавите, тем большее сопротивление вы создадите в процессе. Если величина этой опоры слишком сильно подталкивает это сопротивление, утонение стенки превысит предел текучести трубы, и она сломается. Этот факт делает баланс между правильной опорой и минимальным сопротивлением очень сложным.Это еще больше усугубляется тем, что коэффициент стенки становится выше, D изгиба становится более плотным, и мы затем взвешиваем тип материала трубки. Тип материала НКТ (и его последующий предел текучести, относительное удлинение и относительное удлинение) необходимо учитывать в начале выбора оправки. Основной принцип любого процесса изготовления металла заключается в том, что трение вызывает сопротивление, нагрев и, как следствие, истирание. Гибка труб ничем не отличается. Поскольку оправка находится в фиксированной точке и труба протягивается через нее, трение является естественным результатом.При этом выбор правильного типа материала оправки и / или правильной обработки поверхности (полированная, гальваническая или иная обработка поверхности) является первым шагом. Как правило, оправка из закаленной стали с применением промышленного твердого хрома (Hexavelent Chrome, а не его декоративный родственник Triavalent Chrome) является универсальным материалом для гибки большинства материалов. Тип необработанной стали может быть разным, но обычно это термообработанная инструментальная сталь 06 для оправок малого диаметра или науглероженная сталь 8620 также обычна для более крупных.Также используется полностью термообработанная инструментальная сталь, такая как, например, S-7, но чаще используется в оправках для гибки некруглых труб. Суть здесь связана с твердостью хрома, базовая сталь, поддерживающая его, должна быть подходящей и прочной платформой, чтобы предотвратить реакцию хрома, как яичная скорлупа, и растрескивание под нагрузкой, которую мы создаем в процессе изгиба. Простое нанесение хрома на сталь будет особенно хорошим выбором для гибки любых цветных металлов. Алюминий, латунь, медь и т. Д.будет меньше истираться на полированной хромированной поверхности. Хром также широко используется в большинстве стальных изделий, включая алюминированные, гальванизированные и оцинкованные. Это также хороший выбор для низкоуглеродистой мягкой стали без покрытия, а также для труб из высокоуглеродистой и высокопрочной стали. Материалы трубок, которые не вступают в реакцию с хромом, могут включать никелевые сплавы, нержавеющую сталь, хромовую сталь, инконель, монель и титан. Есть много других покрытий, которые следует учитывать на подложке из закаленной стали.Обычно они используются для тех же указанных материалов трубок. Некоторые из наиболее распространенных из них – нитрид титана (TIN) и карбонитрид титана (TicTin). Материалом подложки для этих более экзотических покрытий, наносимых из паровой фазы, чаще всего является полностью термообработанная шлифованная и полированная инструментальная сталь D-2. Следует отметить, что основной материал, его подготовка и тот факт, что эти покрытия должны выполняться компанией, специализирующейся на этом процессе, вносят в уравнение дополнительные затраты и время выполнения заказа.Оправки с покрытием TIN (на переднем плане) Сталь с покрытием Krolon сзади.
Безусловно, наиболее распространенным материалом для оправок исторически была бронза. Вообще говоря, это будет алюминиевая бронза под торговой маркой Ampco. Материал Ampco поставляется во многих различных сортах Ampco-18, который является наиболее распространенным. Во многих случаях рассматриваются более твердые сорта, чтобы избежать короткого срока службы алюминиевой бронзы, вызванного нагрузкой и трением. Хотя более твердые марки, такие как ampco-21, имеют преимущества в том, что они служат дольше, существует важный компромисс.По мере увеличения твердости сплава увеличивается и его зеренная структура. Все мы быстро узнаем в условиях магазина, что более твердые материалы меньше изнашиваются, но являются более хрупкими. Более крупное зерно и более твердый сплав могут быть проблематичными для шариков оправки, в частности, поскольку часто необходимая конструкция и ширина тонкого сечения приводят к их поломке, хотя их использование на хвостовике оправки значительно увеличивает срок их службы. Компания Ampco в течение многих лет использовала материал для оправок, особенно для нержавеющей стали, инконеля и титана.Это также было очень распространенной проблемой, и на протяжении долгого времени использование бронзы почти для всего остального стало обычной практикой. Бронза более щадящая, поскольку дает удовлетворительные результаты, даже если используемая смазка недостаточна или предварительная очистка трубок не требуется. Оправки в этом случае живут недолго. Хотя это по большей части будет работать в условиях производственного цеха (и в некоторых случаях может предотвратить необходимость наличия хромированной оправки такого же размера), стоимость их более частой замены не является самым экономически эффективным решением.Следует отметить, что использование бронзовых оправок для сгибания более мягких цветных материалов, таких как алюминий, медь и латунь, также не лучший вариант, используйте хром на них. Если у вас есть приложение, которое требует, чтобы вы рассмотрели бронзу для компонентов оправки, убедитесь, что вы изучили другие альтернативы. В условиях высокого уровня производства вы должны учитывать стоимость замены и необходимость поддерживать запас запчастей под рукой.Оправки и сегменты шара со сверхмалым шагом Ampco
Еще одна альтернатива материала оправки / отделки поверхности, которую следует рассмотреть, – это Krolon ™.Кролон является производным от ранее описанного процесса твердого хрома. Для этого процесса мы возвращаемся к подложке из закаленной стали с последующим нанесением шестивалентного хрома. В контролируемом процессе хром пропитывается Teflon ™ (знакомый всем нам продукт, разработанный DuPont). В этом запатентованном процессе поверхность специально подготовленного хрома протравливается, а затем под действием тепла тефлон приклеивается к поверхности. Плюс ко всему, соотношение хрома и тефлона составляет 65% хрома 35% тефлона.Комбинация закаленной стальной основы с Krolon может быть заменена в большинстве применений, в которых обычно используется бронза, а также в мягкой и высокопрочной стали. Он особенно эффективен при работе с нержавеющей сталью, включая алюминированную серию 4000. Это также может быть решением для сплавов на основе никеля при надлежащей смазке.Хромированный стержень оправки (слева), стержень оправки Krolon (справа)
Еще один тип материала оправки, о котором стоит упомянуть, – это пластик. Они в основном используются в аэрокосмической промышленности и, как таковые, обычно не подходят для тяжелых производственных работ.По большей части они используются для очень тонкого и мягкого алюминия. Типы пластиков высокой плотности и высокой твердости включают (но не ограничиваются ими) различные типы нилитрона и делрина. Трудно оценить ожидаемый срок службы шариковых оправок из этих материалов. Типичные темпы производства тонкостенных хрупких материалов в аэрокосмической промышленности радикально отличаются от производственного сценария с большим объемом производства, например, в автомобилестроении. Что касается разницы в стоимости, то оправки из этих материалов будут работать немного больше, чем из бронзы или стали, но с учетом амортизации небольшого объема деталей, работающих на них, стоимость изгиба существенно возрастает.Было сказано, что в некоторых случаях смазка, которая используется для некоторых пластиков и материалов труб, просто в воде. Поскольку методы, используемые в аэрокосмических кругах, редко обсуждаются за пределами этой области, я, честно говоря, не могу подтвердить справедливость этого утверждения. Тем не менее, что касается смазки, есть много вариантов, которые следует учитывать. Будут составы, которые лучше всего подходят для определенных материалов, и, возможно, не то, что нужно учитывать для других. Выбор смазки в зависимости от типа материала является многогранным, так как необходимо учитывать как ее эффективность, так и то, как она удаляется из трубки после изгиба.Этот анализ процесса смазки выходит за рамки данной статьи, но, проще говоря, все инструменты, которые фиксируются в процессе формования, требуют смазки. Это должен быть правильный тип и адекватное количество. Это очень важно для правильной работы инструмента и продления срока его службы. Обработка поверхности продукта, который вы формируете, зависит от целостности штампов, а для достижения этой цели они и трубка зависят от подходящей защитной пленки смазки. Здесь нет исключений.Никакой тип материала, покрытие или покрытие не исключают необходимости смазки. Пропустить это означает преждевременно пожертвовать инструментом и качеством вашей гнутой трубы.Варианты шаровой оправки (круглая труба)
В разрезе №показаны изменения в поперечном сечении шара оправки и конструкции, вызванные переходом от стандартного шага (слева) к сверхмалому шагу (справа).
В стандартных многоплоскостных гибких оправках в большинстве случаев используется шарнирно-гнездовой рычажный механизм. В отношении этих оправок часто можно услышать термин «смола».Шаг оправки шара можно просто определить как расстояние от центра шара до центра шара. Аспект конструкции оправки, определяющий ее шаг, – это физический размер шарнирного соединения внутри нее. Или, более конкретно, расстояние на звене от центра охватываемого шарика на одном конце до центра охватывающего гнезда на другом. Шаг оправки будет определять, насколько сильно (измеренный как радиус центральной линии) оправка сможет изгибаться в процессе гибки без разрушения компонентов.Здравый смысл подсказывает, что чем больше размер звена, тем оно прочнее, но ограничение в том, что оно не будет изгибаться так сильно. Что определяет оправку, которая должна быть обозначена как «малый шаг», так это то, что в ней используется следующий следующий размер звена меньше стандартного. Следовательно, в конструкции оправки со сверхмалым шагом уменьшается два размера звеньев. По мере того, как стенка трубы, которую нужно изгибать, становится тоньше, а радиус изгиба становится меньше, уменьшение шага оправки – единственный способ, которым труба может иметь адекватную опору и контролировать поток материала.Существуют и другие конструкции рычажных механизмов, связанные с многошаровыми оправками, хотя конструкция, показанная на фотографии выше, используется наиболее часто. Здесь уместно указать диаметр данной оправки по сравнению с внутренним диаметром трубы. Существует явная потребность в правильном зазоре между корпусом или хвостовиком оправки и внутренним диаметром трубы. Слишком плотная посадка и внутреннее сопротивление к трубе будет слишком большим, а посадка с трубкой будет слишком небрежной, результатом будет слишком сильное сжатие и невозможность контролировать сжатие внутренней стенки.Хотя положение хвостовика оправки относительно точки касания можно отрегулировать (и это необходимо для набора оптимального положения для качества гибки), если общий диаметр слишком далеко, эта регулировка может оказаться недостаточной или даже невозможной. Общепринятым стандартом правильной величины под внутренним диаметром является процент изгиба стенки трубы. Это означает, что величина зазора не является фиксированным размером, а является отношением стенки трубы. Это важное различие. Обычно используется 25% стенки трубы, чтобы равняться общему зазору от хвостовика оправки до внутреннего диаметра трубы.Это общий зазор, а не зазор на каждую сторону. Чтобы получить некоторые гипотетические цифры. Трубка с внешним диаметром 2,00 дюйма и толщиной стенки 0,080 дюйма будет иметь зазор от хвостовика до внутреннего диаметра трубы 0,020 дюйма (или 0,010 дюйма на каждую сторону). При изгибе толстостенной трубы цифры немного меняются, и коэффициент зазора от 30% до 35% не является редкостью. В аэрокосмической отрасли и при работе с приложениями, имеющими достаточно высокие коэффициенты стенок, чтобы предписывать оправку с малым шагом, более подходящим является процент зазора 20%.Для очень высоких значений коэффициента стенки от 160 до 200 WF. Обычно процент оформления составляет 15%. Важный факт, который следует учитывать, заключается в том, что во всех вышеупомянутых случаях шарики оправки всегда проходят от 0,003 до 0,005 дюйма ниже диаметра хвостовика. Если шарики имеют диаметр стержня (или, что еще хуже, больше). Хвостовик оправки в процессе гибки практически ничего не делает, и вся результирующая нагрузка ложится на рычажок оправки. Чаще всего это приводит к поломке звена оправки.Матрица грязесъемника – это последняя часть типичного набора инструментов. Функция грязесъемника – контролировать сжатие внутренней стенки трубы в процессе изгиба. Это сжатие является естественной реакцией на трубу и присуще процессу независимо от толщины стенок материала или любого другого фактора. В случае трубы с толстыми стенками сжатие в большинстве случаев будет несущественным с эстетической точки зрения, и скребок, скорее всего, не потребуется. В тех случаях, когда трубка тоньше, возникающее в результате сжатие внутренней стенки приведет к образованию складок на внутренней стороне изгиба.Это сморщивание может стать настолько сильным, что при отсутствии контроля может разорвать нить оправки на части. В наборе инструментов грязесъемная матрица расположена напротив канавки трубы гибочной матрицы. Наконечник грязесъемника расположен немного позади точки касания гибочного штампа. Грязесъемник имеет очень острый наконечник в области канавки трубки, толщина наконечника обычно составляет от 0,003 до 0,005 дюйма в новом состоянии. Наиболее рентабельная матрица стеклоочистителя – самая точная и правильно обработанная. Слишком толстые и непоследовательные матрицы Wiper каждый раз приводят к утомительной и трудоемкой смене инструмента.Правильная установка шлифовальной матрицы такова, чтобы она располагалась параллельно поверхности захвата гибочной матрицы. Кончик стеклоочистителя будет выполнять работу, задний конец стеклоочистителя находится под углом от трубки, которая слегка изогнута. Слишком большой угол, и у вас его может не быть, а слишком маленький угол, и дворник будет действовать как второй зажим к трубе, когда пресс-матрица входит и начинается изгиб. Точно так же, как обсуждалось с оправками, скребок находится в фиксированном положении по отношению к трубе, скользящей по ней в процессе гибки, и поэтому выбор типа материала и необходимость смазки столь же важны.Однако следует отметить, что из-за конструкции скребка, имеющего тонкий обработанный наконечник, матрица не может функционировать должным образом, если изготовлена из слишком твердого основного металла. Это неизбежно приведет к отрыву наконечника в процессе изгиба. Точно так же любой вид гальванического покрытия или процесса покрытия, который может вызвать повреждение или деформацию наконечника, должен быть нанесен на заготовку очистителя после того, как канавка трубки была обработана, но до того, как наконечник будет вырезан и обработан вручную. Чаще всего материалом для шлифовальных штампов является бронза, особенно для нержавеющей стали, инконеля и титана.Бронза также используется в тех случаях, когда царапины на трубке недопустимы. Как упоминалось ранее, компромисс с бронзой заключается в высоком износе и необходимости частой замены. Также используются стальные грязесъемники из сплава (4230/4140). Как правило, они проходят предварительную термообработку перед процессом механической обработки при 28-32 Rc «C». Канавка трубки может быть хромированной или покрытой Krolon перед обработкой наконечника грязесъемника. Те же рассуждения, которые были изложены при выборе материала для оправок, применимы и к шлифовальным штампам.Матрицы стеклоочистителя могут быть повторно обрезаны после возникшего с ними износа и возвращены с наконечником, готовым к повторному использованию. Это, очевидно, приведет к тому, что они будут периодически отключаться от завода, что необходимо запланировать. Также следует отметить, что каждый раз, когда переделывают шлифовальную головку, она укорачивается, а ширина – меньше. Причина, по которой блок возвращается более тонким, заключается в том, что канавка для трубки в шлифовальной матрице обычно требует повторной обработки, чтобы снова исправить изношенный контур канавки. После этого поверхность штампа завершилась, чтобы глубина канавки снова была правильной.В итоге матрица стеклоочистителя вернется к вам другого размера, чем была. В случае, если производство достаточно велико, и вам понадобится запас дворников под рукой, количество, которое вам нужно, будет увеличиваться. Некоторые из них будут в машине, на полке, в любой момент времени. Тот факт, что в процессе повторной резки они по необходимости будут возвращаться с разными размерами блоков. Это может быть довольно проблематичным при прикреплении их к кронштейну на гибочной машине. Поскольку они больше не одинаковы по размеру, больше времени тратится на правильное выравнивание с настройкой инструмента.Это может привести к тому, что для восстановления качества гибки потребуется запустить пробирки. Это не тот сценарий, который вам нужен в высокопроизводительной среде.Наконечники стеклоочистителей
Конструкция съемного наконечника стеклоочистителя с круглой задней частью такова, что по мере износа его можно быстро снять и заменить. Держатель наконечника остается прикрученным к кронштейну на гибочном станке. Это означает, что выравнивание держателя остается постоянным в установке. Такая единообразие расположения наконечников является значительным улучшением по сравнению со стандартными квадратными задними дворниками, особенно если размеры скребков неодинаковы из-за повторной резки.Время переналадки инструмента для замены изношенных грязесъемников теперь сокращено до минут и, как правило, отпадает необходимость в пробном изгибе перед возобновлением производственного цикла. По большей части щетки стеклоочистителя можно использовать в любой ситуации, когда потребуется стандартный стеклоочиститель с прямоугольной спинкой, но есть исключения. Сырье, используемое в процессе обработки для изготовления радиальных щеток заднего стеклоочистителя, начинается с толстостенной (стальной или бронзовой) трубы. Внешний диаметр повернут, внутренний диаметр просверливается, и, наконец, наконечники обрабатываются снаружи, один на 180 градусов от другого.Два наконечника лицом к лицу в одной заготовке из материала. Следующий шаг процесса разделяет их. Это приводит к тому, что глубина канавки трубы составляет чуть меньше 50% диаметра трубы. Хотя это будет абсолютно нормально для более чем 90% применений, требующих шлифовальной матрицы, в ситуациях с очень высоким коэффициентом стенки они могут быть проблематичными. В большинстве сценариев ротационной гибки с вытяжкой линия части штампа проходит по средней линии трубы. 50% трубы находится на стороне гибочной матрицы и зажимной вставки, в то время как канавки для трубы на стороне зажима и прижимной матрицы несколько меньше.Причина этого в том, чтобы канавки для трубки могли входить в контакт и работать с трубкой в процессе изгиба. Без образовавшегося зазора матрицы на одной стороне трубы будут контактировать с матрицами на другой стороне. Это ставит под угрозу давление и контроль трубы со стороны инструмента. Наличие зазора имеет решающее значение для получения высококачественных гибов, к которым мы стремимся. Как правило, если установка указывает на то, что зазор исчез и матрицы соприкасаются в процессе гибки, износ матрицы достаточно высок, и у вас есть проблема, которую необходимо исправить в ближайшее время.Если это не проверено, это может привести к неправильному выравниванию монтажных поверхностей на держателях инструмента на гибочном станке. Это действительно может запустить цепную реакцию, и легкое выздоровление – маловероятный результат. При установке штампов на гибочном станке пресс-штамп находится на одной стороне трубы, а скребок – напротив. Если это радиальный наконечник грязесъемника и глубина канавки трубки менее 50% диаметра канавки трубки по глубине, результирующий зазор между наконечником грязесъемника и прижимной головкой, вероятно, будет вдвое больше, чем должен быть.Опять же, для большинства приложений это не проблема. Однако, если вы используете очень тонкостенные трубы большого диаметра для изгиба 1XD, зазор может быть достаточно большим, чтобы труба захотела влезть внутрь. Результатом будет очень заметная отметина или выпуклость в верхней и нижней части готового изгиба. При высокопроизводительной гибке критически важны быстрые переналадки и постоянное выравнивание штампа. Наконечник стеклоочистителя является неотъемлемой частью этой системы. На схеме на предыдущей странице показан специальный держатель для наконечников стеклоочистителя, на котором имеется изогнутый нож, чтобы цанга гибочного станка приближалась к гибочной матрице.Цанга – это инструмент в гибочном станке для захвата трубы и подачи ее изгиба для изгиба, а также поворачивает трубу для изменения плоскости изгиба в соответствии с данными координаты XYZ, запрограммированными в гибочный станок. То, что эта цанга может приближаться, очень важно. Это позволяет в случае согнутой детали, у которой последний изгиб находится очень близко к концу предварительно отрезанной трубы, ту же часть можно согнуть с меньшим количеством материала. Часто в этой ситуации дополнительная труба рассчитывается на предварительно отрезанную развернутую длину, загруженную в гибочный станок.Эта дополнительная длина необходима машине для приведения трубки в правильную конфигурацию. Держатель собачьей ноги, позволяющий более близкое расположение цанги, в этих случаях означает меньшее количество материала трубки. При работе с высокой производительностью экономия средств очевидна. Экономия нескольких дюймов материала может показаться не такой уж большой для нескольких деталей, но для тысяч – это совсем другая история.Установка тройного стека с демонстрацией макета положения цанги
В окончательной версии конструкции пресс-матрица будет укорочена, а держатели наконечников стеклоочистителя заменены на изогнутые.Это позволяет окончательно разместить цангу по касательной в пределах нескольких дюймов от касательной к гибочной матрице. Многие другие конструктивные соображения могут входить в уравнение системы инструментов, а не комплектов штампов. Некоторые из них могут включать: – Быстросменные корпуса оправки, исключающие необходимость навинчивать их на стержень оправки и снимать с нее. – Быстросменные вставки гибочных штампов, в которых используются стопорные штифты, а не крепежные винты. – Автоматические функции смазки на грязесъемниках, держателях наконечников и оправках. – Пакеты адаптеров, которые позволяют использовать одну и ту же систему штампов на нескольких машинах с разными монтажными конструкциями.В то время как некоторые соображения можно легко интегрировать в процесс, другие могут включать переменные, которые не заслуживают своей сложности. Суть в том, чтобы всегда стимулировать выбор процесса, оборудования и инструментальной системы из предметной области применения. это не только первый шаг, его успешное выполнение – это конечная цель.
|
Планы металлических тормозов своими руками
Планы металлических тормозов своими руками5 проектов из листового металла, которые помогут вам работать с алюминием Опубликовано: 3 сентября 2015 г. Автор: MattM Алюминий – один из тех материалов, которые в нашей Хобби, как правило, сторонится, особенно листового алюминия.
Тормоза для листового металла Eastwood и другие гибочные инструменты обеспечивают точность для выполнения сложных работ и просты в использовании.Мы разработали ряд станков для гибки металла. Для гибки на ходу можно использовать набор плоскогубцев для формования патч-панелей для ремонтных работ на месте. Прецизионная работа в магазине DIY Fab Shop.
Шаг 14: Используйте деревянные балки и доски, чтобы построить крышу своего кирпичного дома. Работайте с терпением и следите за строительными планами. Далее необходимо утеплить крышу от тепла и паров, установив гудрон. Шаг 15: Установите на крышу асфальт или металлическую черепицу, чтобы защитить ее от дождя.Каждый из этих подходов …
Ваш бизнес-план – это основа вашего бизнеса. Узнайте, как быстро и эффективно написать бизнес-план с помощью шаблона бизнес-плана.
Простой тормоз для листового металла: без сварки: Мне нравится работать с металлом, но я всегда изо всех сил пытался получить идеальные изгибы на 90 °. Обычно я вставляю кусок, который нужно согнуть, в тисках и бью его, пока он не согнется. Поскольку он почти всегда изгибается криво, я в конечном итоге перегибаю – и обычно просто…
H eavy Duty 20 TON Листогибочный пресс DIY Builder Kit.Комплект листогибочного пресса поставляется в разобранном виде, вы делаете окончательную сборку и сварку. Предназначен для установки на 20-тонный гидравлический пресс Harbor Freight, деталь № 32879, 60603, или любой пресс, у которого расстояние между вертикальными стойками составляет не менее 22,125 дюйма. Комплект листогибочного пресса включает регулируемый задний упор для точной и точной …
Посетите Subaru of America для обзоров, цен и фотографий автомобилей Subaru, седанов, внедорожников. Найдите информацию о розничном продавце Subaru.
Найдите Woodward Fab WFB24 Woodward Fab Sheet Metal Bending Brakes и получите бесплатную доставку заказов на сумму более 99 долларов на Summit Racing! на плоской низкоуглеродистой стали вам понадобятся гибочные прессы Woodward Fab для листового металла.Эти тормоза допускают изгибы от 1 до 120 градусов для низкоуглеродистой стали до 22-го калибра. Эти прямые тормоза изготовлены из сверхпрочной стали для длительного срока службы и …
Замена ключа Lenovo ideapad 310
28 апреля 2010 г. · Импульс прицепа толкает корпус тормоза вперед, что в конечном итоге вытесняет тормозную жидкость. главный цилиндр и в колесные цилиндры, активируя тормоза прицепа. Системы защиты от перенапряжения могут использоваться как с барабанными, так и с дисковыми тормозами.Барабанные тормоза работают, прижимая пару тормозных колодок к боковой стороне закрытого барабана. Сборка большого тыльного каркаса из листового металла. Это было сложно, так как правая боковая панель была на несколько сантиметров выше высоты двери и даже прогибалась на несколько сантиметров наружу. Мы решили не формировать панель из листового металла, а поддержать ее небольшой деревянной планкой. Затем приступили к креплению панелей гвоздями, начиная с задней левой двери.
Котировки Bart of Darkness
SawStop – настольная пила №1 в Северной Америке.Наша настольная пила – самая безопасная на рынке. Узнайте, как SawStop может работать на вас. Посетите www.sawstop.com сегодня.
Тормоз для листового металла своими руками – это всего лишь базовый 30-дюймовый металлический тормоз, сделанный из стального лома. Лучший и дешевый Diy Sheet Metal Brake HD. Бюджетные планы тормозов из листового металла своими руками.
13 сентября 2016 г. · После этого я просверлил два отверстия в металлической детали, а также в сварочном столе и проткнул отверстия в сварочном столе для болта 1/2 дюйма на 13 TPI. Затем я сварил 3 фута длиной. кусок 1.Поверх него укладывается угловое железо 500 на 1/4 дюйма, чтобы укрепить его. Затем я использовал свой фиксированный токарный станок по металлу Emco Maximat V10 с его фрезерной насадкой, чтобы сделать 4 оси … Бесплатные планы ниже! Тормоз для листового металла, который я всегда хотел: 36 дюймов, консольный стопорный механизм, регулируемые пальцы Mini-Brake Malco “Pan Style” предназначен для изготовления поддонов и регистров, а также сложных углов для …
Эллиптический тренажер Nordictrack продолжает пищать
Я начал с 1.Блок 5 x 2 x 1,75 дюйма из алюминия 6061. Сталь была бы лучше, но это в основном в качестве теста, и у меня был металл. Я использовал цанговый патрон с концевой фрезой. Можно использовать 3-х кулачковые или 4-х кулачковые Просто делайте легкие разрезы, так как обычный патрон не сможет удержать насадку по-настоящему крепко.
05 июля 2019 · Добро пожаловать в наш последний тур по фургонам! Мы только что закончили эту переоборудование с ванной комнатой в 144-дюймовый Mercedes Sprinter Van 2018 года. Когда Эдвард пришел к нам, желая построить фургон с ванной в 144-дюймовом Sprinter, мы знали, что это будет проблемой.Мы проявили изобретательность, чтобы дать ему полную биту
13 августа 2020 г. · Хотя универсального варианта не существует, вы можете рассчитывать потратить не менее 100-300 долларов на ось на замену тормозных колодок, в зависимости от от качества комплекта и будь то работа своими руками или … Описание. Эти планы машинного оборудования Panbrake, представляющего собой интересный небольшой панельный тормоз, были разработаны несколько лет назад и из-за его конфигурации позволяют формовать закрытые листовые металлические изделия (в отличие от обычного панельного тормоза или листогибочного пресса), используя в основном простые угловые пропилы или, в некоторых случаях, легко изготовлена оснастка.
самодельные планы металлических тормозов бесплатно 🔥 + самодельные планы металлических тормозов бесплатно 03 дек 2020 Murphy Bed: Всем привет! … Есть комплекты, которые вы можете приобрести, которые идут с планами и всем оборудованием, но я выбрал другой путь (в основном потому, что … самодельные планы металлических тормозов бесплатно Закажите онлайн сегодня и получите быструю бесплатную доставку для вашего бизнеса . …
Найдите гибочные тормоза для листового металла Woodward Fab WFB24 Woodward Fab и получите бесплатную доставку заказов на сумму свыше 99 долларов на Summit Racing! Когда дело доходит до установки угла на плоскую низкоуглеродистую сталь, вам нужны гибочные тормоза Woodward Fab для листового металла.Эти тормоза допускают изгибы от 1 до 120 градусов для низкоуглеродистой стали до 22-го калибра. Эти прямые тормоза изготовлены из сверхпрочной стали для долговечности и …
21 сентября 2010 г. · Интересно, что на любом из наших «двойных» окон в месте соединения окон был выступающий кусок металла. Причина этого ускользает от меня, кроме как дать мне повод использовать долото. Идеально подходит. Вот наше готовое окно. Я вернусь и подкрашу краской концы и ногти.StreetFox DIY Tadpole Trike оснащен тормозами на всех колесах, имеет 15 и более скоростей, заднюю подвеску и легко регулируемый каркас для удобства водителей с разной длиной ног. 16,95 $ Добавить план в корзину
Лабораторные щенки до 1000 лет
Я довольно приличный рабочий по дереву, но хотел бы заняться металлом, прежде чем я перестану что-либо поднимать. Не могли бы вы рассмотреть описание ваших инструментов и список вырезов? Какое отличное видео о вашей сборке! Хорошее объяснение и демонстрация.Тормоз супер! гурджиндер сингх. 1 месяц назад.
10 декабря 2014 г. · Вырежьте измеритель длины камеры из любого доступного металла, например, стального или латунного болта, стержня из нержавеющей стали или латуни. Самый простой способ изготовить измеритель длины камеры – дать примерно 3/4 дюйма болта или прутка выступать из патрона и обработать диаметр «B» примерно на 0,5 дюйма.
SawStop – настольная пила №1 в Северной Америке. Наша настольная пила – самая безопасная на рынке. Узнайте, как SawStop может работать на вас.Посетите www.sawstop.com сегодня. Легкая алюминиевая алмазная пластина не подвержена коррозии под воздействием воды, а выпуклые ромбы придают алмазной пластине дополнительную прочность. Хотя алюминиевая алмазная пластина является мягким металлом, при попытке согнуть толстый алюминий возникают проблемы. Напряжение изгиба алмазной пластины вызывает образование трещин на …
Dodge 3.7 v6 performance parts
Ознакомьтесь с нашим рядом подробных планов изготовления, которые помогут упростить создание вашего проекта.Все наши планы включают в себя список материалов, списки вырезок, файлы DXF и группу Facebook для поддержки. Планы разработаны в соответствии с национальными стандартами Австралии и Новой Зеландии
CT21 “Junior” – красивая легкая металлическая повозка для лошадей и пони, дисковые тормоза, удобная ступенька для входа, качественная обивка, скользящая регулировка сиденья. CT18 – гоночная тележка. CT12 “Benelux” – очень красивая трехфазная тележка для соревнований со съемной задней подножкой и съемными регулируемыми марафонскими валами (дополнительные прогулочные валы доступны по заказу).
Бендерские планы.планы трубогибов. гибка труб, стоимость большинства трубогибов. Вы получите: Отчет на 20 страницах в формате PDF Microsoft Word и. Трубогибы планы Ebay Трубогибы Планы от Takacs Cycles. планы трубогибов cad Tube Bender, разработанные Фрэнком Такачем, 2007 г. Бесплатные планы домашних мастерских, переработка, сделай сам, сверлильный кондуктор, трубогиб, трубы. Листогибочные прессы – это инструмент, используемый листогибочным прессом для формования листового металла. Этот инструмент состоит из различных частей, а различные инструменты состоят из разных частей. В основном он реализует обработку формы деталей путем изменения физического состояния формованного материала.
Интервью в ординатуре по внутренней медицине reddit
Для действительно решительных душ я предлагаю 49-страничное руководство и планы 8-футового гибочного тормоза для гибки почти всех деталей серии 601. Завершите торможение в соответствии с планами и отправьте мне цифровое изображение в формате * .jpg с изображением вашего тормоза, которое можно добавить сюда, и я отправлю ваши фотографии и верну вам стоимость планов.
Приобретите станок плазменной резки с ЧПУ от GoTorch. Этот хобби-станок с ЧПУ портативный и простой в использовании.Закажите онлайн и сэкономьте. Всего 95 и готово прямо из коробки.
План гибки тормозов листового металла Se De Color в Советы и методы экспертов 19 ноября 2020 г. (Смотреть Anywwere) | План гибки листового металла “Se De Color” на странице Получите доступ к планам !! Как выполнить план гибки тормоза для листового металла “Se De Color” для Hello from for 1 последнее обновление 2020/11/19 _Root.cshtml! Привет от _Root.cshtml! Управление двигателем постоянного тока. Первоначальный план заключался в использовании Cycletrol 150. Они производятся Danfoss, а теперь доступны у Grahm. Один был у меня около года.Тогда я решил сделать преобразование постоянного тока на своем токарном станке 9×20. Во время исследования я наткнулся на новую электронику KB Penta Power KBPC-240D.
Piggy Chapter 12 uncopylocked
Планы DIY Metal Brake. Я провел небольшое исследование металлических тормозов и нашел пару источников о том, как сделать свои собственные. Крутые и странные планы строительства лодок, картинга, стрельбы из лука, магазина металла и многого другого для вашего дома, фермы или комплекса! Самодельный трубогиб.
Крюк крана на 10 000 тонн – фото Altair 26.12.2020 21:51:01; Corbitt High Boy Truck – фото и видео от greenie, 26.12.2020 21:27:32; Женщина делает идеальный переход к креслу-шезлонгу при выходе из бассейна в перевернутой стойке на руках – GIF от old kodger 26 декабря 2020 г. 20:49:33
У Sonex есть лучший набор планов, когда-либо созданных для комплекта самолетов.Все необходимое для постройки самолета можно найти на чертежах. В планы также входит создание уникального заполняемого комплекта летной документации самолета. Загрузите образцы листов с планами: план-макет (76 КБ PDF) Пример электрического оборудования (156 КБ PDF)
Экскаватор-погрузчик, бывший в употреблении, продается во Флориде
Проводится ли тест на наркотики Walmart во Флориде 2020
Введите номер штрих-кода, чтобы получить информацию
Репродукция седел гражданской войны
Я увидел яркий свет во сне
Powerapps control control
Scripts of hope and исцеление
Следующий график показывает спрос (d) на кабель услуги в воображаемом городке Утилитиберг
Воины кошек фанат игры кланы разделены
F4 3600c16d 16gvkc reddit
Изготовленные дома рядом с newberry sc
Движение океана reddit
Dell s27192 Dell s27192 лучшие настройки для игрHaywood county NC fingerprinting
Рабочий лист графиков отношений
Химия жизни ph и лаборатория буферов
Nordyne m1mb056abw руководство по эксплуатации печи
Замена уплотнения затвора пневматической винтовки
Doordashau велосипедные города
9760003 двойная ось фильтрыАрхитектурный чертеж Librecad
Сканер полиции округа Райт
1990 fleetwood pace arrow specs
Удаленный тюнер магнитной петли
Как согнуть собственное шасси, апрель 1935 Short Wave Craft
Апрель 1935 Корабль на коротких волнах [Таблица содержания]Воск, ностальгирующий по истории ранней электроники.См. Статьи из Short Wave Craft, опубликовано 1930 – 1936 гг. Настоящим подтверждаются все авторские права. |
Несмотря на все сборные конструкции, относительно недорогие продукты, доступные в наши дни, есть еще много людей кто любит строить собственные проекты. Электрические или механические – или и то, и другое – обычно задействовано какое-то ограждение. Часто можно каннибализировать существующее, вышедший на пенсию проект по использованию своего шасси, поиску продукта в Walmart или улучшении дома магазин, который не стоит слишком дорого, что вы можете купить, просто чтобы получить его корпус.Покупка готовое шасси для вашего проекта может стать дорогим, поэтому бывают случаи, когда лучший вариант – получить кусок листового металла (который тоже может стоить дорого) и согните сами. Если вы никогда не предпринимали таких попыток, поверьте мне. может быть довольно сложной задачей, особенно с металлом более толстого калибра. Обычно это лучше разложить и просверлить / вырезать / пробить / напилить как можно больше отверстий перед выполнением любой изгиб. Эта статья о гибке шасси представляет собой хороший метод для формирования вашего листовой металл, но не рекомендуется делать отверстия перед гибкой – возможно, отверстие сокращение было в выпуске следующего месяца.Если вам нужна нестандартная коробка, но вы не чувствуете уверенно сделав это самостоятельно, попробуйте реализовать свои планы на отопление и кондиционер цех, который занимается изготовлением воздуховодов на собственном предприятии. Эти парни действительно хороши в этом материале, и вы, вероятно, получите лучшую цену, чем покупка машины магазин.
Как согнуть собственное шасси
Рис. 1 – Простейшее деревянное шасси. Рис.3 – Простая конструкция металлического шасси, построенного из плоского штук, без изгиба. Уголок алюминиевый или латунный, с резьбой для станка 6 или 8-32 винты, служат для скрепления секций. Рис. 5 – Металл, алюминий или сталь, изгибается молотком вперед и назад по складываемой стороне. Не пытайтесь согнуть все сразу, но понемногу по всему разделу. | Рис.2 – Более открытый тип деревянного шасси. Рис. 4 – Показывает, как типичное металлическое шасси расположено перед изгиб, который происходит по пунктирным линиям. Лоскуты вырезаются ножницами перед сгибанием. Рис. 6 – Удобный способ крепления шасси так, чтобы его можно было повернуть пока проводка. Винты позволяют зажимать в любом положении. |
Чтобы заработать желанный титул «Продвинутый конструктор», вы обязательно должны что-то сделать. о изготовлении комплекта-шасси.Все зависит от того, как вы подходите к работе. Вы можете с преимущество начинается с действительно простого деревянного шасси, приобретая уверенность в более амбициозные металлические дела, когда вы создаете различные формы и размеры.
Давайте для начала взглянем на рис. 1? Вот самый простой полное шасси, которое мы можем себе представить. Он полностью состоит из дерева, желательно обработанного. древесина металлизированной разновидности. Это доступно в Англии, но не здесь, для наших знание.На дерево можно положить металлическую фольгу или экран. Олово, цинк или латунь может использоваться в экстренных случаях.
Таким образом, конструкция на рис. 1 состоит из металлизированного дерева или покрытого металлом дерево, это действительно добротное шасси. Его размер зависит, конечно, от ваших собственных потребностей. Решающим фактором будет глубина, определяемая вашим самым глубоким субшасси. смонтированный компонент.
Вы можете использовать древесину 3/8 дюйма для этого шасси Fig. 1, скрепив верхнюю часть, боковые стороны и концы с помощью штифтов размером 1 дюйм (шпильки).Будьте щедры с этими булавками, и тогда у вас будет прочное шасси, которое выдержит любые удары.
Если вы знаете, что проводка субшасси будет довольно сложной, или если будет много компонентов, поэтому некоторые из них будут недоступны – вы можете попробовать шасси Fig. 2, которое является более скелетонизированной версией.
Прикрепите верхнюю часть к двум концам, укрепив конструкцию четырьмя треугольными куски дерева.Используйте ту же древесину, что и раньше, и те же булавки. С неглубоким шасси этот метод очень хорош.
Вот и все для простых деревянных шасси, которые становятся все более популярными среди любителей. понять, как легко они могут быть составлены – и как только любители понимают, что хороший металлизированный или покрытый металлом, как объяснялось, деревянное шасси может сделать все это более изысканным все металлические работы могут сделать.
Однако бывают случаи, когда требуется действительно хорошее металлическое шасси – и тогда, если у вас нет опыта – рис.3 конструкция достойна восхищения. Все вам понадобятся три идеально плоских куска алюминия № 16, один для верха. и два на концах. Затем они скрепляются угловыми скобками, которые вы можно легко купить довольно дешево – особенно из латуни. Но они тоже есть в наличии из алюминия, если присмотреться.
Теперь мы подошли к более сложному виду шасси – к настоящему цельнометаллическому делу. Его размеры можно увидеть на рис. 4.
Насчет гибки.Это действительно настоящее искусство, но его легко освоить, если вы идете правильным путем. Первая потребность – это брусок из твердой древесины, над которым можно будет работать. У него должны быть настоящие углы – чтобы металл при ударе делал резкие изгибы.
Также ударьте деревянным или сыромятным молотком. Если использовать обычный молоток, он плохо пометьте металл. Вы можете увидеть, как эта работа выполняется на рис. 5.
На рис. 6 представлена небольшая идея для экспериментов с шасси. Сделайте подставку, с двумя прорезями на концах, чтобы корпус можно было поворачивать – тогда вы может исследовать компоненты и разбираться в хитросплетениях проводки.- Любезный английский “Любительский” Беспроводная связь ».
Опубликовано: 2 марта, 2020 (оригинал 14.01.2015)
Проверьте свои навыки Arduino с помощью этой самодельной машины для гибки проволоки
Если видеоплеер не работает, вы можете щелкнуть по этой альтернативной видеосвязи .
Хотите создать себе собственный станок для гибки проволоки на базе Arduino? С несколькими дополнительными деталями, такими как шаговые двигатели и некоторые детали, напечатанные на 3D-принтере, вы можете сделать это с помощью этого замечательного руководства.
Перед тем, как начать, вам нужно получить в руки некоторые основные компоненты. Мы включили ссылки на продукты на случай, если вам нужно их купить:
Эта замечательная маленькая машина для гибки проволоки может превратить обычную латунную проволоку в интересную; геометрические формы, такие как треугольник, квадрат, прямоугольник, шестиугольник и даже спираль!
Конечно, вы также можете поэкспериментировать с параметрами для создания любой формы, в пределах разумного, которая вам нравится, с последовательного монитора. Этот проект интересно создавать самостоятельно, но он также идеально подходит для использования в классе.
Первая часть – все подключить. Вот принципиальная схема:
Источник: Electricity DIY LabВы можете либо припаять компоненты к печатной плате, либо подключить с помощью макета. Выбор за вами.
Затем вам нужно будет распечатать на 3D-принтере некоторые дополнительные детали. Вы можете ознакомиться с файлами 3D-печати здесь. Если у вас нет доступа к 3D-принтеру, почему бы не попросить друга помочь вам?
Детали необходимо будет напечатать на PLA по номеру 0.15 высота слоя с заполнением 80% .
Источник: ThingiverseПопав в руки, вам нужно будет начать сборку деталей. Используйте болты и гайки, чтобы прикрепить трехмерные детали к плите МДФ, а также закрепить подшипники и шаговые двигатели в их соответствующих положениях; как показано на видео.
Вам также потребуется смонтировать устройство подачи нити для 3D-принтера, чтобы подавать латунную проволоку в машину из узла выпрямителя с шарикоподшипником.
После того, как все детали собраны, пора разобраться в другом важном компоненте – собственно коде для Arduino.Мы включили его полностью ниже, но если вам нужно объяснение его различных частей, см. Здесь.
- #include
- #include “BasicStepperDriver.h”
- #define Feed_step 200
- #define Bend_step 200
- #define Feed_RPM 80
- #define # Bend_RPM
- 30 #define # Bend_RPM
- MICROSTEPS 16
- int Delay = 50;
- #define Bend_DIR 14
- #define Bend_STEP 15
- #define Feed_DIR 16
- #define Feed_STEP 17
- int val = 0;
- int data = 0;
- int a = 0;
- int b = 0;
- int c = 0;
- BasicStepperDriver Feed_stepper (Feed_step, Feed_DIR, Feed_STEP);
- BasicStepperDriver Bend_stepper (Bend_step, Bend_DIR, Bend_STEP);
- void setup () {
- Serial.begin (9600);
- Feed_stepper.begin (Feed_RPM, MICROSTEPS);
- Bend_stepper.begin (Bend_RPM, MICROSTEPS);
- Serial.println («Для треугольника введите (1, длина стороны)»);
- Serial.println («Для квадрата введите (2, длина стороны)»);
- Serial.println («Для прямоугольника введите (3, высота, длина)»);
- Serial.println («Для шестиугольника введите (4, длина стороны)»);
- Serial.println («Для пружины введите (5, длина пружины)»);
- Serial.println (“** Примечание Введите значение без скобок”);
- }
- void loop () {
- if (Serial.available ()> 0) {
- a = Serial.parseInt ();
- b = Serial.parseInt ();
- c = Serial.parseInt ();
- }
- if (a == 1) {
- Serial.println (“”);
- Serial.print («Изготовление треугольника по длине стороны»);
- Серийный отпечаток (б);
- Serial.println («мм»);
- для (int x = 0; x <3; x ++) {
- Serial.println (“..”);
- Feed_stepper.move (FEEDSTEPS * b * MICROSTEPS);
- задержка (Delay);
- Bend_stepper.повернуть (95);
- задержка (Delay);
- Bend_stepper.rotate (-95);
- }
- Feed_stepper.move (FEEDSTEPS * 15 * MICROSTEPS);
- Serial.println («Готово»);
- a = 0;
- b = 0;
- }
- if (a == 2) {
- Serial.println (“”);
- Serial.print («Изготовление квадрата длины стороны»);
- Серийный отпечаток (б);
- Serial.println («мм»);
- для (int x = 0; x <4; x ++) {
- Serial.println (“..”);
- Feed_stepper.move (FEEDSTEPS * b * MICROSTEPS);
- задержка (Delay);
- Bend_stepper.rotate (75);
- задержка (Delay);
- Bend_stepper.rotate (-75);
- }
- Feed_stepper.move (FEEDSTEPS * 15 * MICROSTEPS);
- Serial.println («Готово»);
- a = 0;
- b = 0;
- }
- if (a == 3) {
- Serial.println (“”);
- Serial.print («Создание прямоугольника длины и высоты»);
- Серийный.печать (б);
- Serial.print (“&”);
- Серийный отпечаток (в);
- Serial.println («мм»);
- Serial.println (“..”);
- для (int x = 0; x <2; x ++) {
- Feed_stepper.move (FEEDSTEPS * b * MICROSTEPS);
- задержка (Delay);
- Bend_stepper.rotate (75);
- задержка (Delay);
- Bend_stepper.rotate (-75);
- задержка (Delay);
- Feed_stepper.move (FEEDSTEPS * c * MICROSTEPS);
- задержка (Delay);
- Bend_stepper.повернуть (75);
- задержка (Delay);
- Bend_stepper.rotate (-75);
- }
- Feed_stepper.move (FEEDSTEPS * 15 * MICROSTEPS);
- Serial.println («Готово»);
- a = 0;
- b = 0;
- }
- if (a == 4) {
- Serial.println (“”);
- Serial.print («Изготовление шестиугольника с длинной стороной»);
- Серийный отпечаток (б);
- Serial.println («мм»);
- для (int x = 0; x <5; x ++) {
- Serial.println (“..”);
- Feed_stepper.move (FEEDSTEPS * b * MICROSTEPS);
- задержка (Delay);
- Bend_stepper.rotate (70);
- задержка (Delay);
- Bend_stepper.rotate (-70);
- }
- Feed_stepper.move (FEEDSTEPS * 15 * MICROSTEPS);
- Serial.println («Готово»);
- a = 0;
- b = 0;
- }
- if (a == 5) {
- Serial.println (“”);
- Серийный.print («Изготовление пружины из длины»);
- Серийный отпечаток (б);
- Serial.println («мм»);
- для (int x = 0; x
- Serial.println (“..”);
- Feed_stepper.move (360);
- задержка (Delay);
- Bend_stepper.rotate (60);
- задержка (Delay);
- Bend_stepper.rotate (-60);
- }
- Feed_stepper.move (FEEDSTEPS * 15 * MICROSTEPS);
- Serial.println («Готово»);
- a = 0;
- b = 0;
- }
- }
Теперь просто загрузите код в Arduino, подключите питание и изгибайте провода на досуге с помощью монитора последовательного порта.Наслаждаться!
Interesting Engineering является участником партнерской программы Amazon Services LLC и различных других партнерских программ, поэтому в этой статье могут быть партнерские ссылки на продукты. Нажимая ссылки и делая покупки на партнерских сайтах, вы не только получаете необходимые материалы, но и поддерживаете наш сайт.
Основное руководство по панелегибу (вы должны знать)
История панелегибаВ Европе и США на компании часто приходится более высокая доля затрат на человеческие ресурсы, особенно в северной Европе, где подавляющее большинство компаний стремятся решить проблему высокой стоимости человеческих проблем.
Таким образом, европейские и американские предприятия давно поставили в повестку дня «повышение эффективности производства и сокращение рабочей силы» и запустили серию автоматических и интеллектуальных инициатив.
Все больше компаний начинают задумываться о приобретении более интеллектуального оборудования и даже используют автоматизированные, беспилотные производственные линии.
Прошло 40 лет с тех пор, как Savagnini представила в 1977 году первый в мире панелегиб P4.
Революционные универсальные гибочные инструменты и роботы для панелегиба salvagnini P4 представили в отрасли гибкую автоматизированную технологию формовки листового металла в конце 1970-х годов.
панелегиб SalvagniniP1 Lean панелегиб s
Панелегиб P1 Lean (рис. 1) – это самая маленькая модель в семействе панелегибов Savagnini с большой длиной формования 1250 мм, полным сервоприводом, высокой скоростью, среднее энергопотребление всего 3 кВтч в час. Небольшой размер машины позволяет изготавливать мелкие детали, что очень рентабельно.
P2L-21 compact панелегиб
Панелегиб P2L-21 Compact (Рис. 2) – это основная машина, используемая в коммерческой кухонной промышленности, с длиной формования 2180 мм. Новое поколение P2L оснащено серводвигателем с прямым приводом, который может удовлетворить большинство требований обработки панельных изделий, занимая площадь 6 м × 3 м. Цилиндровый гибридный привод обеспечивает долгосрочную стабильность оборудования и снижает нагрузку на техническое обслуживание, при этом среднее энергопотребление составляет всего 5 кВтч в час.
P4-2116 HPT Стандартный панелегиб
P4-2116 HPT – это стандартный панелегиб с полуавтоматической загрузкой и разгрузкой (рис. 3), который можно использовать во время машинного производства. Операции по загрузке и разгрузке могут выполняться без остановки производства, что значительно увеличивает эксплуатационную готовность машины. Как стандартный панелегиб, P4 может быть загружен дополнительными опциями для увеличения производственных мощностей, что делает его идеальным устройством для нескольких крупных производителей холодильников.
S4 + P4 f гибкая производственная система
S4 + P4 FMS позволяет производить большее разнообразие и меньшие количества продуктов, которые еще не доступны.
Что такое панелегибРанее формовка панелей выполнялась на специализированных производственных линиях или на ручных гибочных машинах под давлением.Панелегиб имеет естественные преимущества перед листогибочными машинами для обработки панелей – экономия труда и скорость; хорошая повторяемость и однородность заготовки.
С появлением панелегиба Savagnini формовка листового металла впервые вступила в эпоху полной автоматизации.
Существует три основных типа традиционной гибки и формовки листового металла:
Однако, хотя уровень автоматизации растет, он так и не смог устранить узкое место эффективности.
В панелегибе нет необходимости менять матрицу, рабочий ход короткий, подача быстрая, и только один оператор должен «вставлять» и «вынимать» лист.
Одна машина может плавно завершить позиционирование листа за один проход для четырехсторонней гибки… порядок, эффективность и интеллект могут быть такими простыми.
Общая эффективность панелегиба в 3-4 раза выше, чем у ручного гибочного станка.
Панелегиб для всех потребностей пользователей в гибке, компактный, быстрый и энергоэффективный.Высокоинтеллектуальная система оперативного управления обеспечивает эффективную гибку различных деталей.
Можно сказать, что панелегиб – это революция по сравнению с традиционным гибочным прессом.
Однако из-за высокой единовременной стоимости вложения он пока не был принят большинством пользователей обработки листового металла.
Принцип работы панелегиба Панелегибимеет новую концепцию конструкции, т.е. гибка вниз верхним ножом и гибка вверх нижним ножом, количество раз гибки не ограничено.
Изгибающие силы распределяются в поперечном направлении и создаются колеблющимися элементами (гибочными ножами). Сила реакции связывания создается двумя компонентами, прочно прикрепленными к листу.
Изгиб вниз (отрицательный изгиб)
Изгиб вверх (положительный изгиб)
Длину гибки можно регулировать автоматически, что упрощает производство без участия человека, что схематично показано на Рисунке 8.
Панелегиб ’ Структура 1. Универсальный инструментальный нож и гибочный ножПанелегиб использует универсальный регулируемый универсальный инструмент с верхними и нижними гибочными ножами.
Нет необходимости подготавливать большое количество инструментов для гибки в соответствии с формой и размером заготовки, что значительно снижает стоимость форм и инструментов, время изготовления форм и инструментов, а также время подготовки верхней и нижней части. формы и инструменты.
Кроме того, сокращается запас форм и инструментов, что облегчает управление производством.
Кроме того, поскольку нет необходимости разрабатывать и производить специальные формы и инструменты для каждого продукта, это значительно сокращает цикл разработки новых продуктов и повышает конкурентоспособность предприятий на сегодняшнем все более конкурентном рынке.
2 . Быстрые и эффективные системы автоматической регулировки формыПри складывании коробчатых деталей необходимо регулировать длину формы по длине внутреннего края заготовки, существует три метода регулировки.
- Первый – ручная настройка, занимает 3 мин.
- Второй тип – полуавтоматический, занимает 90 секунд.
- Третий тип – это автоматическая регулировка (ALA), которая совпадает с другими рабочими этапами, поэтому время на регулировку не требуется.
Перед сгибанием позиционирование выполняется двумя режущими углами листа вместо краев листа, что полностью исключает ошибку позиционирования, вызванную срезанием листа, а также повышает точность позиционирования.
Лист нужно позиционировать только один раз в процессе гибки панели, чтобы избежать совокупной ошибки, вызванной повторным позиционированием листа.
Это значительно улучшает конечную точность готового продукта.
4 . Высокоточные и многофункциональные роботыМанипулятор может перемещать лист вперед и назад, а также совершать прерывистые повороты на 90 °, 180 ° или 270 ° во время многосторонней гибки.
Если пользователю нужен особый угол поворота, он также может быть оснащен поворотным устройством с ЧПУ.
Как показано на Рисунке 3, панелегиб зажимает заготовку с помощью вращающегося манипулятора, который затем зажимает заготовку на верхнем и нижнем прижимах листа. Между верхним и нижним гибочными ножами верхний и нижний гибочные ножи воздействуют на сгибаемую часть листа, совершая необходимые движения для получения требуемого программой угла изгиба и радиуса дуги.
Когда одна сторона сгибается, робот автоматически поворачивает лист на 180 °, так что противоположная сторона сгибается, а затем две другие стороны.
Когда все четыре стороны листа согнуты, манипулятор выходит. Панель освобождается и может быть снята оператором.
Если машина оборудована автоматической системой загрузки и выгрузки, листогибочная машина может автоматически изгибать лист, помещенный в указанном месте, после перфорации и резки.
После завершения гибки детали будут автоматически сняты и аккуратно сложены, что может обеспечить автоматизацию процесса гибки, снизить трудоемкость рабочих, а также избежать несчастных случаев, связанных с качеством, которые происходят из-за рабочих.
Точность гибки деталей во многом зависит от движения манипулятора.
Таким образом, манипулятор панелегиба имеет высокую степень точности позиционирования, чтобы гарантировать точность гибки деталей.
5 . Расширенная система ЧПУ Системы ЧПУ панелегибаоснованы на Windows NT, с дружественным интерфейсом и интуитивно понятным, простым в использовании человеко-машинным диалогом.
Имеются мощные функции моделирования, вмешательства и документирования; функции самодиагностики и удаленного обслуживания.
Помимо кодов деталей для неисправностей, они также могут отображаться графически.
Функция удаленного обслуживания позволяет разработчикам программного обеспечения получать удаленный доступ к системе управления заказчика, вмешиваться и диагностировать или изменять программы.
В большинстве случаев система возвращается в нормальный режим работы, что устраняет необходимость в посещении ремонтной службы: или, пока не прибудет техник по обслуживанию, можно поддерживать базовую нормальную работу.
6 . Разнообразие конфигурацийДля удовлетворения требований различных пользователей и различных продуктов панелегибы доступны в различных моделях и конфигурациях.
Например:
а) можно загружать или выгружать вручную.
b) Оснащенный автоматической системой загрузки и разгрузки, производство может осуществляться без участия человека.
c) может быть соединен с системой штамповки и резки, чтобы стать интеграцией FMS (гибкой производственной системы) для штамповки, резки и складывания.
7 . A Преимущества панелегиба панелегибПреимущества:
(1) Нет необходимости менять пресс-формы, верхний и нижний инструменты, что позволяет сократить эксплуатационные расходы, производственные затраты и затраты на управление, а также значительно повысить эффективность производства.
(2) Благодаря усовершенствованной конструкции и динамической компенсации гибочного ножа он имеет очень хорошую точность гибки. Его угловая точность составляет ± 0,5 °, а параллельность двух противоположных сторон после изгиба составляет ± 0,1 мм / м.
(3) Поскольку его гибочный механизм отличается от других подобных машин, он может выполнять процессы гибки, которые другие гибочные центры не могут выполнять. Следовательно, это может значительно упростить и сделать структуру продукта более рациональной.
Например:
для коробчатой детали первоначально требовалось 8 пластин для гибки после сварки, но с панелегибом P4 ее можно изготовить из 1 пластины, что значительно снижает вес деталей и время обработки.
В то же время это также сокращает время разработки продукта, снижает затраты на разработку продукта и производственные затраты, а также повышает конкурентоспособность продукта на рынке.
(4) Он имеет функцию изгиба снизу вверх, поэтому он может избежать явления вдавливания, которое возникает при гибке некоторых деталей с очень высокими требованиями к поверхности (например, из нержавеющей стали для зеркала) и большой длины, а также когда оба торцы обрабатываются, что значительно улучшает внешний вид гнутой заготовки.
(5) В процессе обработки подача и вращение листа являются непрерывными и автоматическими, поэтому время обработки намного короче, чем у других гибочных центров, особенно складные коробчатые детали более очевидны, но также значительно повышают эффективность.
(6) Он имеет мощную программную функцию для автоматической регулировки уплотнителя листа и автоматического создания программы гибки, что значительно сокращает время подготовки.
(7) Это чрезвычайно выгодно не только для мелкосерийного производства многих разновидностей, но и для массового производства штучных изделий и подходит для производственных приложений на предприятиях по обработке листового металла.
Недостатки:
Насколько я понимаю, самым большим и единственным недостатком этой машины для гибки листового металла является ее дороговизна. Разовые вложения слишком велики для бизнеса.
Характеристики трубогибаПанелегибы характеризуются следующими характеристиками:
(1) Для компаний, детали которых требуют обработки пеной (например, холодильники, пароварки для риса и т. Д.), Согласованность предоставленных деталей устраняет необходимость устранения утечек, что приводит к значительному повышению эффективности обработки и качества продукции.
(2) Используя метод позиционирования с вырезом по углам, можно всегда поддерживать точный размер внешней контрольной поверхности и обеспечивать высокую степень согласованности внешней части.
Высокая точность может быть сохранена даже при отклонении прямолинейности кромки листа после выгрузки.
Для заготовок с ограниченными рабочими габаритами, которые необходимо повторно фальцевать на обычном гибочном станке, размер заготовок остается под контролем благодаря точным внешним размерам.
Рис.10 Сравнение методов позиционирования
(3) Для тонких листов из нержавеющей стали (толщиной 0,8 мм или меньше) при ручной гибке сложно обеспечить согласованность стремления оператора к эффективности и синхронизации операций, а изгиб со смещением неизбежен.
Панелегибу не нужно поднимать пластину в процессе гибки больших панелей, что позволяет избежать изгиба со смещением, вызванного тем, что пластина не поднимается на место.
Качество поверхности, эффективность производства по сравнению с листогибочным прессом значительно улучшились, в среднем более чем на 40%.
(4) Высокая гибкость обработки позволяет производить мелкосерийное и смешанное производство.
Уникальная технология ABA панелегиба позволяет быстро регулировать длину пресса даже во время смены кромок роботом.
Это означает, что для завершения процесса сгибания сначала длинной кромки, а затем короткой кромки (короткая обертка длинной) требуется всего 2–3 секунды.
Также можно обрабатывать изделия, требующие частой регулировки длины пресса.
(5) Выполните большую часть процесса, который не может быть завершен листогибочным прессом, для разработки новых продуктов, обеспечивающих передовые технологии. Он предоставляет передовые технологические средства для разработки новых продуктов.
По сравнению с обычными гибочными станками, его обрабатывающая способность относительно высока.
Вот пример:
На рис. 11 показана контурная форма ручки двери холодильника, разработанная для заказчика. Две разные формы были разработаны для того, чтобы покупатель мог выбрать и оценить.Первоначально заказчик производил аналогичный продукт на сборочной линии с пятью листогибочными прессами без контроля качества. При использовании панелегиба P4 качество продукта контролировалось, а время обработки сокращалось до одной минуты.
Рисунок 11 Контур ручки двери холодильника
(6) Целевая профессиональная конфигурация.
Панелегиб имеет широкий спектр гибочных инструментов, из которых клиенты могут выбирать, и рекомендуется, чтобы клиенты использовали гибочный инструмент с тонким красным кружком для тонких листов в целом.
Рисунок 12 Выбор гибочного инструмента
(7) Для отраслей, где широко используется хромомарганцевая нержавеющая сталь марки «201», этот материал отличается высокой твердостью и отскоком при изгибе. Панелегиб с новой технологией компенсации свойств материала в стандартной комплектации значительно улучшил обрабатываемость продукции и повысил показатели успешности первой детали.
(8) Панелегибы доступны в различных конфигурациях в зависимости от требований заказчика и размера инвестиций.
Применение панелегибовПанелегиб подходит для производства профессиональной посуды для предприятий общественного питания и пищевой промышленности, духовок, систем приготовления пищи, систем очистки (посудомоечные машины, машины для мытья посуды и т. Д.), Холодильников, морозильников быстрого приготовления, холодильных прилавков и морозильных камер, мебели из нержавеющей стали, системы вентиляции (вытяжки, вытяжные вентиляторы и др.).
Также подходит для гибки электротехнических шкафов, лифтов и лифтов.
Примеры продукции, обрабатываемой на панелегибе Характеристики инструмента для гибки панелейСтандартная ширина инструмента для панелегиба составляет 160 мм, а минимальное поперечное сечение по габаритным размерам составляет 131 см. 2 .
Этот размер – один из лучших в области гибки панелей.
В станок интегрирована независимая система блокировки, которая обеспечивает гибкость в процессе гибки.
Конструкция, количество и обращение с инструментами для гибки панелегиба позволяют машине сгибать даже очень чувствительные поверхности без царапин и вмятин.
Кроме того, процесс гибки также обеспечивает низкий износ гибочных инструментов.
Панелегиб перемещается вертикально по металлической панели в процессе гибки. Кроме того, есть коммерчески доступные панелегибы, которые вращаются.
Во время процесса гибки к панелегибу прилагается давление 80 тонн, чтобы обеспечить плоскостность металлического листа и избежать вмятин при изгибе.
Система гибки панелегиба позволяет при гибке панели производить передний, обратный, широкий, изогнутый и прямой угол гибки!
Как показано на рисунке ниже.
ДВЕРЬ С РУЧКОЙ
Изготовлен из цельного куска. Предусматривает выполнение 8 сторон и переворачивание панели во время цикла.
Эту последнюю операцию можно выполнить только на полуавтомате.
Для его изготовления необходимо использовать PSA с набором инструментов и двумя лезвиями SA.
НАКЛАДНАЯ ПАНЕЛЬ
Панель имеет радиусные изгибы разных размеров, дополненные кромкой без ограждений. Даже если поверхность имеет эффект апельсиновой корки (а значит, очень хрупкая) и ее изготовление производится без использования защитной пленки, на панели нет ни малейшего следа.
Длина 3000 мм.
ДЕМОНСТРАТИВНАЯ ПАНЕЛЬ
Эта панель была создана, чтобы показать способность выполнять детали с более чем одним отрицательным изгибом, а также способность выполнять изгибы, которые действительно замкнуты между собой и с изгибами противоположного радиуса.Завиток показывает способность работать особым образом.
Для его реализации необходимо использование стола с кистями.
РАБОЧИЙ СТОЛ
Новые возможности для реализации рабочих столов, в частности, для предприятий общественного питания. Для них характерно отсутствие уголков и сварных швов. Эта панель также демонстрирует возможность реализации радиальных углов, как положительных, так и отрицательных, без необходимости сдерживания.
Они могут изготавливаться длиной до 3000 мм и подъемом до 200 мм.
Для его реализации необходим вариант PSA с видеокамерой и одним SA-отвалом.
ЗАДНЯЯ ПАНЕЛЬ С БОЛЬШИМ ОТВЕРСТИЕМ
Вытяжное отверстие было проделано перед процессом гибки, и это показывает критическую ситуацию при обращении.
На самом деле панель следует обрабатывать рисунком вверх, а изгибы – вниз.
В конце исполнения панель будет иметь четыре стороны с загибами вниз.
ПЕРЕДНИЙ ДЛЯ ПЕЧИ-ХОЛОДИЛЬНИКА
Характерный манипулятор, состоящий из вакуумных чашек, позволяет манипулировать панелями с изгибами или центральными рисунками. Изготовление этой панели предусматривает ее переворачивание между первой и третьей стороной, операцию, которую может выполнить только полуавтомат.
ВЫПУСКНОЙ ВЕНТИЛЯТОР
Панель изготавливается с фиксированным концом.Это решение позволяет исключить большинство сварных швов, значительно сокращая отходы производства. Кроме того, сварка вертикальных углов больше не требует маскировки.
ДВЕРЬ С РУЧКОЙ
Показанный изгиб был выполнен в последний раз с использованием PSA с двумя функциями, способными выполнять изгиб с отрицательным радиусом.
ЗАЩИТА КОМПРЕССОРА
Выполнение изгибов с большим радиусом для этой панели определенно не является проблемой, и специальные инструменты не требуются.Все производится стандартными инструментами. Радиусный угол, даже если он высотой 7 мм, может быть выполнен без необходимости герметизации, и в результате не будет никакой деформации.
ПОВЕРХНОСТЬ ФРИТЮРНИЦЫ
Эта особенность была выполнена с использованием вертикального движения манипулятора для управления нагрузкой вниз для последнего показанного поворота.
Для производства этой панели необходимо было установить на панелегибе PSA и зажимы для листов.
ВНУТРЕННИЕ И ВНУТРЕННИЕ РАЗДВИЖНЫЕ ДВЕРИ
Интересные примеры, демонстрирующие способность производить скрытые отрицательные изгибы.
Для их исполнения необходим СРП.
ДВЕРНАЯ СТОЙКА
С помощью опции «Режущий блок» можно создавать очень маленькие формы, изгибаться только с двух сторон, а затем вырезать их подходящим лезвием. После того, как форма вырезается, она выгружается в бункер, расположенный на стороне машины.
«Режущий блок» – это опция PSA.
ПАНЕЛЬ
Особенность этой панели касается нижней центральной части. На самом деле, его невозможно обработать с помощью зажимов для листов.
Панелегиб Система видеонаблюденияОператор может визуализировать, что происходит с металлическим листом на этапе гибки, с помощью видеокамеры, и он может активно вмешиваться, изменяя изгибы, выполняемые машиной.
Это решение действительно важно для выполнения панелей впервые или для выполнения гибов на панелях, поступающих из разных партий. Как только желаемый результат будет достигнут, оператор может сохранить примененный процесс, чтобы его можно было выполнить на следующих панелях для гибки. Этого не происходит, потому что использование сложных алгоритмов полезно только при наличии точного знания материала (типа, толщины, длины), а от простого движения джойстика.
Использование видеокамеры дает возможность контролировать различные упругие отдачи и таким образом получать «первую удачную деталь».
Панелегиб против листогибочного пресса Упрощение процессов гибкиВ листогибочных прессах для обработки панели часто требуется более одного человека.
Для одного человека становится трудным обращение с конкретными деталями длиной более 1500 мм.
На самом деле конкретные движения в процессе гибки.
В панелегибе обращение с панелью касается только ее загрузки на рабочий стол, ее поворота в стороны для сгибания и выгрузки конечного продукта.
Оператору нужно только загрузить металлический лист для гибки, и он должен выгрузить конечный продукт.
В случае расширенного панелегиба оператор выгружает только конечный продукт.
Кроме того, традиционные системы гибки требуют, чтобы оператор запомнил последовательность гибки для выполнения. В полуавтоматическом панелегибе оператору нужно только повернуть панель в нужное для машины положение.
Обработка панели с тормозами
Переворачивание панели на шаровом столе панелегиба
Снижение трудозатратДля листогибочных прессов требуются квалифицированные рабочие с определенным опытом и способностью отслеживать и контролировать этапы гибки.Панелегибом может пользоваться только один человек без каких-либо специальных навыков: станок автоматически выполняет все этапы гибки. Это может привести к снижению затрат на персонал (наем неквалифицированного персонала) и к более высокой производственной гибкости (использование станка более чем одним человеком)
Где находится рынок для панелегиба ? Панелегиб– это машина для автоматизированного производства, и до октября 2008 года мало кто в мире знал о существовании полуавтоматических панелегибов.
Только две компании впервые представили на выставке EuroBLECH свои полуавтоматические листогибочные машины.
Согласно исследованию рынка, существуют потенциальные, но неудовлетворенные потребности в области гибки листового металла.
Спрос указывает, что в течение многих лет процесс гибки выполнялся вручную на листогибочных прессах.
Почему это потенциальная потребность?
Это потому, что никто не знает другого альтернативного решения для гибки, кроме листогибочного станка.
До сих пор (автоматизация листогибочного пресса) эта попытка не привела к каким-либо значимым результатам.
Панелегибы подходят для следующих областей продукции1 . Для производства нержавеющей стали
Компания производит или поставляет следующие виды продукции: духовки, системы приготовления пищи (плиты, грили и т. Д.).), системы очистки (посудомоечные машины, машины для мытья чашек и т. д.), холодильники, морозильные камеры, мебель из нержавеющей стали, системы вентиляции, электрооборудование и аксессуары, лифты….
2 . Для других металлических листов
Компания производит и поставляет следующие виды продукции: лифты, грузовые лифты, окрашенные шкафы, защитные двери, инженерные двери (противопожарные перегородки и т. Д.).), внутренняя или внешняя крышки…
Кому нужно панелегиб- Предприятия, в основном занимающиеся производством изделий из нержавеющей стали.
- Предприятия, ориентированные на качество продукции
- Продукция мелкосерийная или изготавливается на заказ.
- Компании, продукция которых сосредоточена в производстве и переработке листогибочных прессов
- Предприятия, продукция которых имеет сложные технологические процессы
Как мы все знаем, цена, естественно, различается в зависимости от механизма продукта или производственного процесса.
Продажа панелегиба зависит не только от ценового фактора.
Продажа основана не только на предложении продукта, но и на необходимости предоставить конкретное и жизнеспособное решение.
Решение должно включать сравнение преимуществ использования панелегиба с другими гибочными станками того же типа, всестороннее сравнение и анализ производительности, времени обработки и количества персонала.
Кроме того, если вам нужен более эффективный способ гибки вашей продукции, технология панелегиба может вам в этом помочь.
Он может реализовать процессы гибки, которые невозможны на других листогибочных машинах.
Бессмысленно сравнивать разные товары только по цене. Если сравнение чисто по цене, то переговоры либо заканчиваются, либо всегда заканчиваются неудачей.
Топ-5 производителей панелегибовВ настоящее время самые известные панелегибы, включая следующие 5 брендов:
- Salvagnini
- Прима-мощность
- РАН
- Trumpf
- Амада
– это действительно чрезвычайно продвинутая и современная гибочная машина, которая полностью отделяет качество продукта от уровня квалификации рабочих и обеспечивает производство высококачественной продукции.
В то же время панелегиб значительно снижает трудоемкость рабочих.