Ручной трубогиб профилегиб своими руками
Автор этого видеоролика (канал «Всё о сварке и самоделках») решил сделать маленький трубогиб или, иначе говоря, профилегиб. В мастерской не было приспособления, чтобы гнуть кольца. Решил быстренько изготовить. Ломал голову, как выполнить просто и функционально. Ну вроде как решил, осталось собрать.
Товары для изобретателей Ссылка на магазин.
Как будет механизм трубогиба-профилегиба работать?
Трубопрофиль 60 на 60 на 4 мм, размеры позже остальные. Надо замерять, в конце ролика будет об этом. Подшипники без разницы какие. Внутренний диаметр 12, наружный безразлично. Так как подшипники мелкие, если у кого-то есть покрупнее, например автомобильные, получше.
Будет маленький зазор, обязательно чтобы эта часть ходила, она еще обрежется. Другая будет толкаться шпилькой. Будет просверлено, то есть будут болты на всякий случай, насквозь, а будет сам вороток. Вороток, токарки нету, поэтому приходится придумывать из того, что есть. Старый шарнир валялся, хорошо на металлолом не выкинул. Палец какой-то – это будет ось. Сам шарнир где-то отрежется, сверху к нему будет приварена ручка, а может прикручена, а палец тоже будет обрезаться, будет ввариваться. На пальце будет крутиться обрезанный шарнир, то есть сам вороток, а другая часть будет ездить.
Старый шарнир валялся, хорошо на металлолом не выкинул. Палец какой-то – это будет ось. Сам шарнир где-то отрежется, сверху к нему будет приварена ручка, а может прикручена, а палец тоже будет обрезаться, будет ввариваться. На пальце будет крутиться обрезанный шарнир, то есть сам вороток, а другая часть будет ездить.
Обязательно надо будет оставить зазор, наверно 1 мм хватит. Будет пластина. Никуда не денется и пластина, к которой приварится гаечка с резьбой или нарезана и резьба. А будет крышка стоять, крышечка с полосы 5 толщиной, 2 шайбы, чтобы толкать вперед и назад в этом механическом трубогибе.
Осталось собрать. Одна часть профилегиба почти готова, осталось сверху прикрутить барашек.
Как будет двигаться эта конструкция? – просто. Приварил крышку с полосы, с 5-ки, резьбу не стал резать, она и не нужна, зашплинтовал. Шайба со шплинтом — нагрузки на нее не будет – она будет тянуть бегунок назад. Еще о станке для этого дела тут.
 youtube.com/embed/Hhxzr5nXlTQ” frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/Hhxzr5nXlTQ” frameborder=”0″ allowfullscreen=”allowfullscreen”> Простая конструкция ручного трубогиба
Настоящий мастер в своём арсенале имеет множество разнообразных инструментов, на все случаи жизни. При этом большинство приспособлений сделаны своими руками. В статье вы найдете простую инструкцию и чертежи как сделать самодельный трубогиб для профильной трубы.
Электроника для самоделок вкитайском магазине.
Ручной трубогиб
Для чего нужен трубогиб?
Еще сто лет назад дома строили из самана и глины. Сейчас же большинство построек создаются из легких металлических каркасов. Множество беседок, почти все заборы, пристройки требуют металлические профильные трубы.
Самодельный трубогиб
Но в строительстве не все объекты должны быть угловатыми и ровными. Иногда, чтобы добиться особого уюта приходится делать плавные изгибы. Именно в таких случаях и пригождается самодельный трубогиб.
Основные детали
Перед тем как приступать к сборке нужно внимательно изучить чертежи и понять принцип действия приспособления.
Принцип работы трубогиба
Самый простой фронтальный трубогиб изготавливается из следующих деталей:
— металлические валики или вальцы с подшипниками;
— приводная цепь;
— механизм привода;
— пружина, желательно из лигированной стали;
— две шестеренки, одна ведущая, другая ведомая;
— арматура на оси вращения и приводную ручку;
— домкрат, лучше всего реечный;
— швеллер или двутавр для рамы.
В крайнем случае металлические вальцы можно заменить на деревянные или пластиковые. Но, как вы сами понимаете, металл будет намного надежнее.
Принцип действия прост: ручка вращает ведущую шестеренку и вал, это вращение через цепь передается на ведомый вал, который подает профильную трубу, а третий валу установлен в определенном положении, загибает эту трубу.
В этом видео наглядно показана работа самодельного трубогиба:
 youtube.com/embed/eoWdXK1XdCI” frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/eoWdXK1XdCI” frameborder=”0″ allowfullscreen=”allowfullscreen”> Сборка самодельного трубогиба и некоторые нюансы
Процесс сборки прост до безобразия, но все-же придется повозиться со сваркой и центровкой деталей:
1) Изготовьте раму на которой будет стоять приспособа.
2) Соберите оси вращения с вальцами, подшипниками.
Важно как можно точнее центрировать шестеренки. Сбой в оси на пол-миллиметра приведет к неравномерному сгибу профильной трубы. То же самое относится и к прижимному валу, поэтому лучше всего изготовить все три детали одного размера.
3) Приварите к двум прокатным валам шестеренки, именно через них, с помощью цепи, будет передаваться вращение.
Прижимной вал должен быть надежно зафиксирован, чтобы во время прогона профильной трубы угол изгиба оставался неизменным.
4) Соедините ведущую шестеренку с ручкой, для вращения вальца.
 youtube.com/embed/uLPqia3Asv0″ frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/uLPqia3Asv0″ frameborder=”0″ allowfullscreen=”allowfullscreen”> zen.yandex.ru/media/economremont/
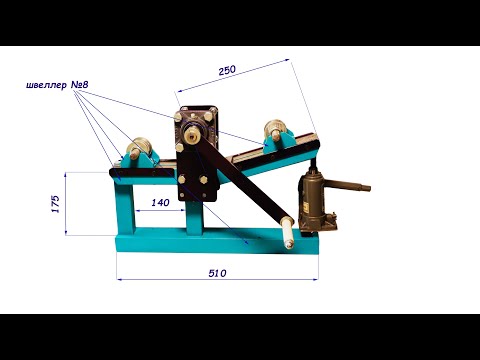
Профилегиб для теплицы своими руками
Назрела необходимость увеличить площадь теплицы. Посмотрев цены готовых теплиц ужаснулся и решил сделать станок для гибки профиля. Мою идею поддержал друг и причем значительно облегчив задачу: «С тебя чертеж-с меня изготовление».
Он тоже планирует летом себе сделать теплицу и гостевой навес-веранду такого типа:
Покопавшись в интернете и рассмотрев различные конструкции, отзывы эксплуатации был сделан чертеж будущей конструкции. Теперь даже стыдно вспоминать — настолько он был дилетантским. Вообщем внешне будущая конструкция должна была выглядеть где то так:
Первое же обсуждение конструкции профилегиба внесло массу изменений. С исправленными чертежами отправились к токарю- попросить выточить ролики. Токарь посмотрел на наши чертежи и предложил отказаться от цепной передачи в пользу ременного. Причем тут же на куске бумаги рассчитал будущую нагрузку на шкивы (вот что значит советское образование!). На следующий день ролики и шкивы были готовы. Собрали всю конструкцию.
Причем тут же на куске бумаги рассчитал будущую нагрузку на шкивы (вот что значит советское образование!). На следующий день ролики и шкивы были готовы. Собрали всю конструкцию.
Видя какая получается красавица –профилегиб, решили покрасить его полимерной краской. Вчера наконец вся конструкция была собрана и испытана.
Прогнали через станок трубу 40х40х2 и дюймовку с толщиной стенок 3 мм. Все работает изумительно, пробуксовок нет, ручка вращается легко одной рукой.
Друг теперь настаивает на подключении электродвигателя с редуктором, благо один из шкивов сделан двойным. Я тут придерживаюсь позиции «Лучше- враг хорошего».
На очереди изготовление мангала, который легко превращается и в барбекюшницу и в печку для казана. «Три в одном» вообщем.
Так же надо сделать новую печку для бани с хитрым дополнительным обогревом камней от колосника.
zen.yandex.ru/media/poleznoe
Как изготовить ручной трубогиб из тисков: принцип действия и характеристики
В настоящее время сфера применения гнутых деталей из круглых или профильных труб довольно обширна. Чаще всего подобные элементы применяются при монтаже трубопроводов, проведении декоративный отделки, строительстве теплиц, навесов, гаражей, беседок и парников.
Чаще всего подобные элементы применяются при монтаже трубопроводов, проведении декоративный отделки, строительстве теплиц, навесов, гаражей, беседок и парников.
Принцип работы устройства очень простой, а к тому же его можно изготовить своими руками, используя в качестве образца один из промышленных станков, или подобрать подходящие чертежи действующего оборудования на соответствующих порталах.
- Ручной трубогиб — описание и характеристики устройства
- Какие бывают виды
- Предназначение устройства
- Самодельный роликовый трубогиб
- Инструмент для больших радиусов
- Трубогибы арбалетного типа
- Трубогибы промышленного типа
- Шаблоны и пружины
Ручной трубогиб — описание и характеристики устройства
Существует три простых способа, с помощью которых можно изготовить простой вариант трубогиба в домашних условиях. Достаточно обладать набором некоторых слесарных навыков, уметь работать с электрической сваркой, а также разбираться в технических чертежах. Если в вашем распоряжении есть небольшая мастерская со слесарным оборудованием или цех по металлообработке, то производство самодельного трубогиба станет очень простым. При соблюдении пошагового руководства инструмент можно будет соорудить за несколько часов.
Если в вашем распоряжении есть небольшая мастерская со слесарным оборудованием или цех по металлообработке, то производство самодельного трубогиба станет очень простым. При соблюдении пошагового руководства инструмент можно будет соорудить за несколько часов.
Чтобы убедиться, что создание самодельного инструмента — целесообразное решение, достаточно обратить внимание на стоимость заводских моделей. Самостоятельная сборка обойдётся во много раз дешевле, чем приобретение в магазине. К тому же такой прибор можно подстроить под свои персональные потребности, внося необходимые изменения в базовую конфигурацию, учитывая специфику будущей эксплуатации.
Какие бывают виды
Самодельные трубогибочные станки выполняются по одному из четырёх существующих типов:
- прокаточный
- намоточный
- арбалетный
- обкаточный
Каждый станок обладает своими конструктивными характеристиками и сферой применения, поэтому при выборе подходящего решения учитывайте ряд важных моментов. Для примера, гибку медных и тонкостенных стальных труб лучше всего проводить на роликовом обкаточном трубогибе.
Для примера, гибку медных и тонкостенных стальных труб лучше всего проводить на роликовом обкаточном трубогибе.
Его создают в стационарном варианте с электрическим приводом или делают полностью ручным. Последний вариант можно использовать непосредственно на весу.
Особой мобильностью характеризуются мобильные трубогибы, которые незаменимы при монтаже отопления или водопровода — такой станок можно взять с собой на строительный объект, переместить на улицу или в любое место. Учитывая компактные размеры и небольшой вес, его можно свободно поместить в чемоданчик сантехника или сварщика. Большинство моделей весит не больше 1−2 килограммов.
Предназначение устройства
Трубогиб для обработки профильных труб является достаточно популярным оборудованием на рынке самых незаменимых инструментов для домашней мастерской. Сегодня его используют в самых различных сферах, включая:
- жилищно-коммунальную;
- разные области промышленности;
- и многие другие.


Тем не менее перед тем как задуматься о покупке или изготовлении подобного приспособления, нужно разобраться с принципом его работы и прочитать пошаговое руководство по самодельному созданию.
Большинство современных моделей способны решать ряд задач. Среди них:
- Изменение направления труб под любым углом. Иногда допускается угол до 180 градусов.
- Обработка труб с разным диаметром (его диапазон варьируется от 5 до 1220 миллиметров).
- Деформирование труб разного типа (можно использовать алюминиевые, стальные, чугунные, и даже пластиковые изделия).
И если изменить форму пластиковой трубы можно своими усилиями, сделать аналогичное действие с металлической конструкцией довольно проблематично. В таком случае без применения профессионального оборудования просто не обойтись.
К счастью, существует несколько решений для такой ситуации:
- Приобрести профессиональное трубогибочное оборудование.
- Взять подходящий инструмент у знакомого или напрокат в специальной фирме.
- Попытаться создать устройство своими руками, руководствуясь установленными инструкциями и советами.
Если задача заключается в нечастой гибке труб и обработке металлических конструкций, то покупать профессиональные устройства нецелесообразно и к тому же затратно. Вместо этого лучше найти подходящие чертежи и видеоинструкции, а затем начать разработку оборудования своими руками. При правильном подходе вы сможете решить вопрос за несколько рабочих часов.
Самодельный роликовый трубогиб
С помощью подобного инструмента можно провести точную гибку труб под углом 180 градусов с малым радиусом. Точный радиус определяется диаметром трубы по специальной таблице. Для регулировки радиуса рекомендуется заменить опорный ролик. Такую операцию нужно предусмотреть при создании самодельного трубогиба.
Важный параметр устройства заключается в длине свободного конца от точки крепления до зоны изгиба. Если изгибание трубы осуществляется в любой точке по длине, обращать внимание нужно только на диаметр трубы и радиус изгиба.
Если вы намерены создать продуктивный прибор в домашних условиях, обратите внимание на базовые чертежи и фото заводских моделей. После тщательного изучения соответствующей информации можно приступать к разработке технологической схемы и дальнейшего изготовления.
Чтобы не брать весь опорный ролик, можно обойтись его половиной — сегментом. В таком случае инструмент станет максимально лёгким и сохранит свои возможности.
Инструмент для больших радиусов
Если задача заключается в изготовлении дуги для теплицы или навеса, верхней части кованного забора или кольца, то для этого можно использовать прокатный станок роликового типа с двумя опорными и одним прижимным роликами. Принцип работы такого устройства можно изучить с помощью обучающих видео и инструкций.
Сделать высокоэффективный станок для профильных труб гораздо проще, чем может показаться на первый взгляд. Большинство чертежей и принципиальных схем можно найти в Сети или в специализированной литературе.
Что касается размеров, то их можно менять с учётом личных предпочтений и требований. Готовые ролики продаются в специальных магазинах, но их несложно выточить в домашних условиях, используя токарный станок и лист прочной стали.
Готовые ролики продаются в специальных магазинах, но их несложно выточить в домашних условиях, используя токарный станок и лист прочной стали.
Если необходимо подготовить ролики для медных или латунных труб, их изготовляют из прочных пород древесины, таких как дуб или бук. На подобном оборудовании можно гнуть профильные и круглые трубы.
Трубогибы арбалетного типа
В настоящее время широко распространен способ создания ручного трубогиба на основе автомобильного гидравлического домкрата или с помощью механической прижимной системы винтового типа. Если вы выбираете первый вариант, то он позволит обрабатывать стальные трубы любых диаметров и толщиной больше двух миллиметров. Второй случай подходит для работы со стальными, медными и другими трубами из цветных металлов с диаметром не больше 32 миллиметров.
Что касается домкрата, то он может обладать разными показателями грузоподъёмности, но лучший диапазон варьируется в пределах 5−15 тонн. Точные показатели зависят от предполагаемого вида деятельности и ваших финансовых возможностей. Бутылочные изделия с грузоподъёмностью от 5 тонн достаточно дорогие, поэтому приобретать их для эксплуатации в бытовых условиях, где гибка — нечастая процедура, просто неразумно. Но если говорить о цехах или мастерских, то там мощность домкрата играет очень большую роль. Он всегда сможет решить сложную задачу, даже если необходимо установить его под транспортное средство.
Точные показатели зависят от предполагаемого вида деятельности и ваших финансовых возможностей. Бутылочные изделия с грузоподъёмностью от 5 тонн достаточно дорогие, поэтому приобретать их для эксплуатации в бытовых условиях, где гибка — нечастая процедура, просто неразумно. Но если говорить о цехах или мастерских, то там мощность домкрата играет очень большую роль. Он всегда сможет решить сложную задачу, даже если необходимо установить его под транспортное средство.
Арбалетные устройства обладают конструктивным ограничением по углу изгиба — они способны гнуть трубу лишь до угла 90 градусов. Если его нужно увеличить, то для этого используют рычаг или лебедку. Главное — обзавестись опорным пуансоном или подходящей заготовкой из металла или прочной древесины.
Если устройство применяется для обработки труб небольшой толщины, риск деформирования внутренних стенок стремительно растёт. К счастью, такую угрозу можно локализовать путём заполнения трубы специальным наполнителем. В его качестве выступает сухой мелкий песок. Подобную технологию также практикуют для дорновых трубогибов и изготовления змеевиков. Толстостенные изделия поддаются догибке гораздо лучше, однако, в данном случае нужно позаботиться о наличии подходящей опоры в виде шаблона или сегмента из металла. Чтобы оценить принцип работы арбалетного трубогиба, достаточно посмотреть на внешние свойства устройства.
Подобную технологию также практикуют для дорновых трубогибов и изготовления змеевиков. Толстостенные изделия поддаются догибке гораздо лучше, однако, в данном случае нужно позаботиться о наличии подходящей опоры в виде шаблона или сегмента из металла. Чтобы оценить принцип работы арбалетного трубогиба, достаточно посмотреть на внешние свойства устройства.
Трубогибы промышленного типа
Большинство профессиональных приборов гидравлического типа могут быть оборудованы несколькими пуансонами с разным радиусом и шириной канавки. Их используют для промышленных целей, поэтому основное требование обращается в сторону продуктивности работы и надёжности конструкции.
Провести замену рабочих пуансонов несложно. К тому же их можно приобрести в любом размере в соответствующих магазинах и установить на самодельном трубогибе из тисков, домкрата или других подручных средств. Важно не ставить приоритет на низкую стоимость, ведь дешевые модели не могут обладать хорошим качеством и плохо проявляют себя при обработке тяжелых сплавов, особенно нержавеющей стали. С медными и цветными трубами подобные опоры ещё справляются.
С медными и цветными трубами подобные опоры ещё справляются.
Очень часто в качестве пуансона используются разрезанные наполовину старые шкивы. Подобное действие сопровождается многими трудностями, но его вполне можно реализовать в домашней обстановке. Достаточно подобрать подходящий шкив с оптимальным диаметром и шириной канавки. Сделать это можно на специализированных рынках, в онлайновых торговых точках и в магазинах. Иногда подобные товары доступны в местах, где происходит приём металлолома. Их стоимость остаётся вполне доступной.
Что касается опорных роликов для промышленных устройств, то иногда их создают своими руками, а иногда отдают предпочтение магазинным решениям. Если вы намерены проводить большие объёмы работ, лучше обзавестись качественными подшипниками — в таком случае трение качения обеспечит повышение продуктивности и скорости работы.
Нужно учитывать тот факт, что арбалетные изделия способны работать в горизонтальном и вертикальном положении. Однако, если необходимо перевести линию гиба в горизонтальное положение, стандартные устройства лучше модернизировать. Они используются лишь для вертикального применения и теряют свою эффективность под углом больше 45 градусов.
Однако, если необходимо перевести линию гиба в горизонтальное положение, стандартные устройства лучше модернизировать. Они используются лишь для вертикального применения и теряют свою эффективность под углом больше 45 градусов.
В магазинах предлагаются арбалетные домкраты для сантехнических целей, которые по-особому эффективны для обработки цветных труб и медных изделий. Также их можно использовать при гибке тонкостенной стали. Большинство существующих видов арбалетных трубогибов оборудованы ручным, а не гидравлическим приводом. Если необходимо работать с цветными металлами, обеспечиваемого на шторке усилия вполне достаточно для обработки труб с диаметром до 30 миллиметров.
Шаблоны и пружины
В случае если гибка труб не будет постоянной, а скорее всего, одноразовой, например, если необходимо соорудить теплицу на даче или навес под автомобиль, то проводить постройку сложного изделия необязательно. Круглая или профильная труба легко сгибается с минимальными усилиями без применения специальных приборов.
Существующие методы ручной гибки позволяют изменять конфигурацию и направление труб с приличным радиусом и минимальным риском повреждения внутренней поверхности. Если же задача заключается в гибке толстостенной трубы, то роль тягового приспособления может выполнять лебедка или домкрат. Однако при необходимости проводить работу с трубами в диаметре до 40 миллиметров достаточно приложить небольшие физические усилия и мускульную силу.
В любом случае создание самодельного трубогиба — вполне выполнимое действие и относительно несложное. Большие финансовые затраты полностью отсутствуют, если не учитывать необходимость приобретения домкрата. Однако даже здесь цена на самодельный инструмент гораздо ниже, чем в случае с покупными решениями.
изгибов и вдохновения в одном.
Что ты задумал? Гибка профилей длиной от 3,2 до 12,2 м из листового металла толщиной до 3 мм? Или вы думаете о других размерах и материалах? Только представьте – ваш новый гибочный станок адаптируется к вашим требованиям.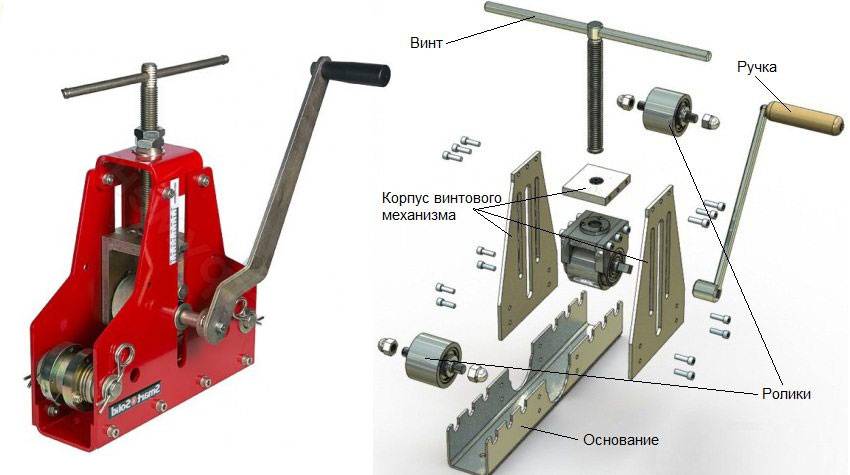
Но как это возможно? Мы рассмотрим ваши планы, проанализируем ваши требования, а затем изготовим полуавтоматический гибочный станок Jorns JB, полностью автоматический гибочный станок Jorns JDB или специальную модель — все с учетом ваших индивидуальных требований и требований.
Ключевыми здесь также являются модульная конструкция станка, высокий уровень собственного производства Jorns и наше стремление обеспечить успешную высококачественную обработку листового металла. Мы уверены, что вы будете впечатлены, не в последнюю очередь благодаря нашим специально разработанным аксессуарам, инновационному управлению и онлайн-конфигуратору, который вы можете использовать для самостоятельной настройки своего гибочного станка.
Мы здесь для вас.
Отдел продаж Jorns
Телефон +41 62 919 80 50
[email protected]
Гибочный станок
Воспользуйтесь преимуществами открытого пространства, предлагаемого полуавтоматическим гибочным станком Jorns JB с графическим управлением.
читать далее
Двойной гибочный станок
Поскольку несколько параллельных, сужающихся или перекрывающихся профилей могут быть согнуты одновременно, полностью автоматический двойной гибочный станок Jorns JDB с графическим управлением ускорит ваши проекты. Планируете сделать что-то большее? Сердце екнуло?
подробнее
Принадлежности
Как сделать весь рабочий процесс еще более эффективным? Ответ заключается в полезных принадлежностях до и после процесса гибки. Одним из таких примеров является стол для резки Jorns (JZST).
подробнее
Подержанные станки
Вас интересует подержанный гибочный станок Jorns? Вы можете найти наши последние предложения здесь. Мы также можем частично обменять вашу систему Jorns, отремонтировать ее, а затем продать в полностью рабочем состоянии.
Мы также можем частично обменять вашу систему Jorns, отремонтировать ее, а затем продать в полностью рабочем состоянии.
подробнее
Подержанные машины
Видео
Взгляните на мир инноваций в Jorns! Убедитесь сами в уникальных преимуществах наших гибочных станков.
подробнее
Видео
Программное обеспечение
Чего можно добиться с помощью правильного программного обеспечения? Сокращение общего времени цикла, меньше отходов и, прежде всего, повышение производительности вашего гибочного станка и вашего бизнеса.
подробнее
Программное обеспечение
Брошюра
Хотите узнать больше о гибочных станках Jorns? Эта брошюра содержит основные факты и цифры на восьми языках. Загрузите и вдохновитесь сегодня!
Загрузите и вдохновитесь сегодня!
подробнее
Брошюра
Приходите к нам на следующую выставку!
к календарю выставокСгибание прочного материала | Байстроник
Если вам предстоит работа по листогибочному прессу с одной из новых высокопрочных сталей, с которой вы раньше не работали, приготовьтесь. Это может выглядеть просто, но может быть полно сюрпризов. Пол ЛеТанг из Bystronic (он же доктор Бендер) беседует с редактором журнала FAB Shop Magazine Direct Эдом Хантрессом о гибке современных высокопрочных сталей (AHSS).
Иногда, когда мы думаем, что можем рассказать простую и незамысловатую историю, мы поднимаем крышку и обнаруживаем, что она сложна, тонка и многогранна. Мы знаем, что работа с современными высокопрочными сталями (AHHS) может преподнести сюрпризы. Но сгибание листогибочным прессом дает больше ниш и углов, чем мы рассчитывали.
Граница проходит где-то около предела текучести 100 000 фунтов на квадратный дюйм. Обычные стали выше этой степени прочности традиционно не гнутся и не деформируются в высокопрочном состоянии; это обычно термообработанная территория с формовкой в отожженном или нормализованном состоянии. Иногда ответ – горячее формование. Но более новые стали AHSS, разработанные для автомобильных конструкций, которые находят применение во множестве других применений, где желателен более легкий вес, имеют относительно пластичную и формуемую форму. Ключевое слово «относительно».
Отправить страницу
Мы обратились к одному из самых опытных специалистов в этой области, Полу ЛеТангу, менеджеру по продукции листогибочного пресса/инструмента компании Bystronic, чтобы он объяснил нам, как это делается. Пол занимается этими сталями, поскольку они развивались на протяжении десятилетий, и по мере того, как AHSS находит свое применение во все большем количестве магазинов, он призван помочь и решить проблемы с изгибом. В течение почти часа Пол быстро и без задержек перечислял подробный список вопросов. Вот основные моменты, пункт за пунктом, с извинениями за сжатие подробных объяснений Пола:
В течение почти часа Пол быстро и без задержек перечислял подробный список вопросов. Вот основные моменты, пункт за пунктом, с извинениями за сжатие подробных объяснений Пола:
Материал
- Усилие изгиба, пружинение и риск растрескивания увеличиваются с увеличением прочности материала. Каждый вопрос требует индивидуального внимания.
- Упругость намного больше – часто от 10 до 25 градусов, в отличие от 2,5 до 3 градусов, типичных для низкоуглеродистой стали. И пружинение сильно различается в зависимости от типа AHSS.
- Чистота материала очень важна. Он должен быть очищен от ржавчины, подвергнут дробеструйной обработке, очищен и смазан маслом.
- Обрезанные края должны быть зачищены от заусенцев
- Материал следует сгибать при комнатной температуре. Холодный материал усугубляет проблемы.
- Материал имеет более сильную склонность к растрескиванию в обоих направлениях волокон, чем мягкая сталь. Его следует сгибать под прямым углом к направлению прокатки (поперек волокон), чтобы свести к минимуму растрескивание.
 Его следует сгибать под прямым углом к направлению прокатки (поперек волокон), чтобы свести к минимуму растрескивание.
Его следует сгибать под прямым углом к направлению прокатки (поперек волокон), чтобы свести к минимуму растрескивание.Оснастка
- При более высоких уровнях пружинения могут потребоваться U-образные, а не V-образные штампы.
- Поперек волокон требования к V-образному отверстию матрицы несколько различаются в зависимости от материала, но они находятся в диапазоне от толщины х 7 до толщины х 16. Радиус пуансона будет находиться в диапазоне от толщины х 1,5 до толщины х 8 . половина толщины пластины, и она должна быть закалена и отполирована. Перед каждым использованием необходимо очищать и смазывать радиусы выступов матрицы.
- Вероятность растрескивания снижается при снижении скорости домкрата. Эти материалы чувствительны к скорости деформации; им нужно время, чтобы течь. В проблемных случаях мы просим пользователя снизить скорость примерно до 10% от полной, и проблема исчезает.
Последний пункт вызывает вопросы о машинах, которые испытывают гораздо большие нагрузки при гибке AHSS. У Пола было больше комментариев по этому поводу позже.
У Пола было больше комментариев по этому поводу позже.
Некоторые из вышеперечисленных вопросов требуют дальнейшего обсуждения. Например, проблема направления волокон предполагает, что шаблоны вложенности являются более серьезной проблемой для AHSS. «Из-за больших различий в радиусах, которые вы можете получить с зерном по сравнению с ним поперек, а также из-за того, что вы, вероятно, будете изгибать радиусы, которые ближе к предельным значениям для высокопрочной стали, вы не можете просто подогнать детали к создать эффективную схему вложения», Пол. «Если вы можете спроектировать деталь таким образом, чтобы наименьший радиус находился в допустимых пределах для направления изгиба, параллельного волокнам, вы решили эту проблему. Но некоторые из проблем наших клиентов при гибке этих материалов возникают из-за того, что они не принимают это во внимание».
«По мере повышения прочности материала он становится более хрупким, несмотря на усилия по достижению пластичности с помощью новых марок. По мере того, как он становится более хрупким, он, конечно, более склонен к растрескиванию. Но зависимость нелинейна. Отношение к радиусу изгиба, например, является экспоненциальным. Проблемы быстро растут по мере увеличения прочности материала».
По мере того, как он становится более хрупким, он, конечно, более склонен к растрескиванию. Но зависимость нелинейна. Отношение к радиусу изгиба, например, является экспоненциальным. Проблемы быстро растут по мере увеличения прочности материала».
«Кроме того, некоторые приложения выполняются в горячем режиме. Есть бизнес по горячему формованию автомобильных деталей [например, сверхпрочные дверные стойки, изготовленные из борсодержащих сортов стали — ред.] с большими листами, большими печами и робототехникой. Но есть возможности для небольших операций по горячей штамповке небольших деталей с использованием менее сложного оборудования. Как правило, при гибке горячей высокопрочной стали силы, пружинение и радиусы можно уменьшить вдвое».
«Более прочная сталь должна изгибаться в одной точке, а не в красивом гладком радиусе. Таким образом, основы для выбора пуансона и, конечно же, для выбора штампа различны. Радиусы инструмента должны быть намного больше, и вы должны знать об этой склонности материала к локальной деформации».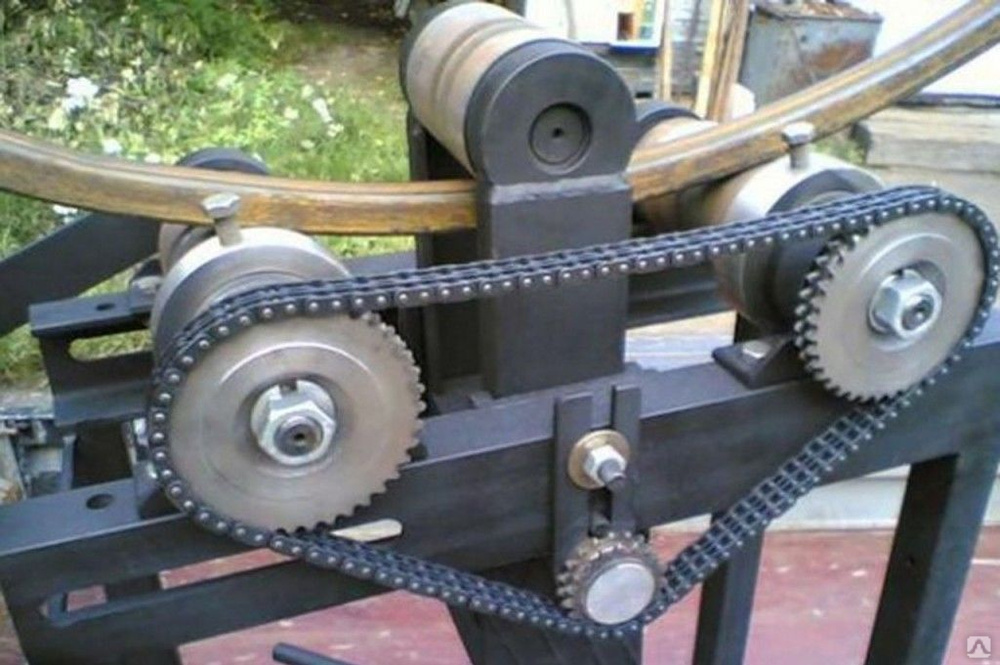
«Обычно при гибке низкоуглеродистой стали на воздухе V-образный штамп в восемь раз толще металла. Это нормальное правило. Когда вы переходите к высокопрочному материалу, правило становится немного более расплывчатым. Существует ряд ограничений, которые варьируются в зависимости от конкретного материала. Когда вы покупаете сталь у поставщика, вы можете прямо сейчас запросить спецификацию этого материала, и вам будет гарантировано, что этот материал соответствует этим спецификациям. И много раз в спецификации у него был указан ваш минимальный радиус, ваш выбор V-образного отверстия, ваша минимальная производительность; многие детали находятся на этом листе технических спецификаций. Это может быть большим подспорьем».
«Если вы хотите согнуть деталь на 90 градусов, вам лучше использовать штампы с очень острым углом, потому что у вас будет диапазон упругости от 10 до 25 градусов. Напротив, для мягкой стали вы можете пружинить на 2,5 градуса. Так что обычно, если я хочу сделать воздушный изгиб на 90 градусов, я опускаю шток до 87,5, и вы отпускаете деталь, и она открывается на 2,5 градуса. Только не для высокопрочной стали.”
Только не для высокопрочной стали.”
“Диапазон упругости высокопрочной стали настолько широк, что может потребоваться много попыток, чтобы получить правильный ответ. Существуют технические решения, которые сводят их к минимуму. Мы предлагаем два разных у Bystronic, у других производителей есть свои. Они действительно проявляют себя с этими высокопрочными сталями».
На этом уровне мы попытались объединить обширные знания Пола ЛеТанга в маркированный список вещей, которые нужно искать и задавать вопросы. Он углубился в конструкцию и работу штампов для AHSS, что является предметом рассмотрения в следующей статье. Точно так же системы для минимизации испытаний на пружинение и сами станки. Но есть несколько общих замечаний по машинам, которые необходимы для предварительной оценки. Многие листогибочные прессы будут очень ограничены в размерах и толщине деталей из нержавеющей стали, с которыми они могут работать. Bystronic производит листогибочные прессы на 1000 тонн, которые выдерживают экстремальные динамические нагрузки.
«Машины сильно изгибаются или изгибаются. Вы сгибаете сталь со сталью, но я всегда думаю об этом, как будто вы сгибаете резину с резиной. Станок изгибается, поэтому, когда увеличивается сила растяжения, увеличивается и прогиб листогибочного пресса. У нас есть решение, которое обычно применяется для высокопрочных материалов. Мы называем это динамической системой коронки. Вы слышали, как мы говорили об этом раньше, но это становится более важным в диапазоне высокого растяжения. Что он делает, так это измеряет изгиб машины и компенсирует его в процессе».0003
«Он делает это на лету и делает это на каждом изгибе, потому что то, что вы часто видите при высоком растяжении, это частое изменение формы, толщины и длины детали. У нас есть две части длиной двадцать футов, следующая часть длиной три фута, следующая часть составляет одну четверть, следующая часть составляет половину, поэтому материал постоянно меняется от работы к работе».
«Мы делаем два Мы гидравлически перенастраиваем стол для кромки.