| Доброго времени суток господа радиолюбители. Каждый радиолюбитель и не только в своей практике сталкивается с проблемой соединения метала, причём такой толщины, что паяльник уже ни к чему. Вот и у меня была такая проблема, так что поведаю вам о том, как собирал сварочный инвертор. Но сразу предупреждаю, устройство не из лёгких. Если вы никогда не работали с преобразователями – не стоит браться за такую сложную схему. |
 Для изготовления устройства понадобятся инструменты и детали:
Для изготовления устройства понадобятся инструменты и детали: Работа электродом производится на расстоянии 1 см для получения прочного шва. Изготовление самодельного сварочного инвертора происходит по плану, в соответствие со схемой.
Работа электродом производится на расстоянии 1 см для получения прочного шва. Изготовление самодельного сварочного инвертора происходит по плану, в соответствие со схемой.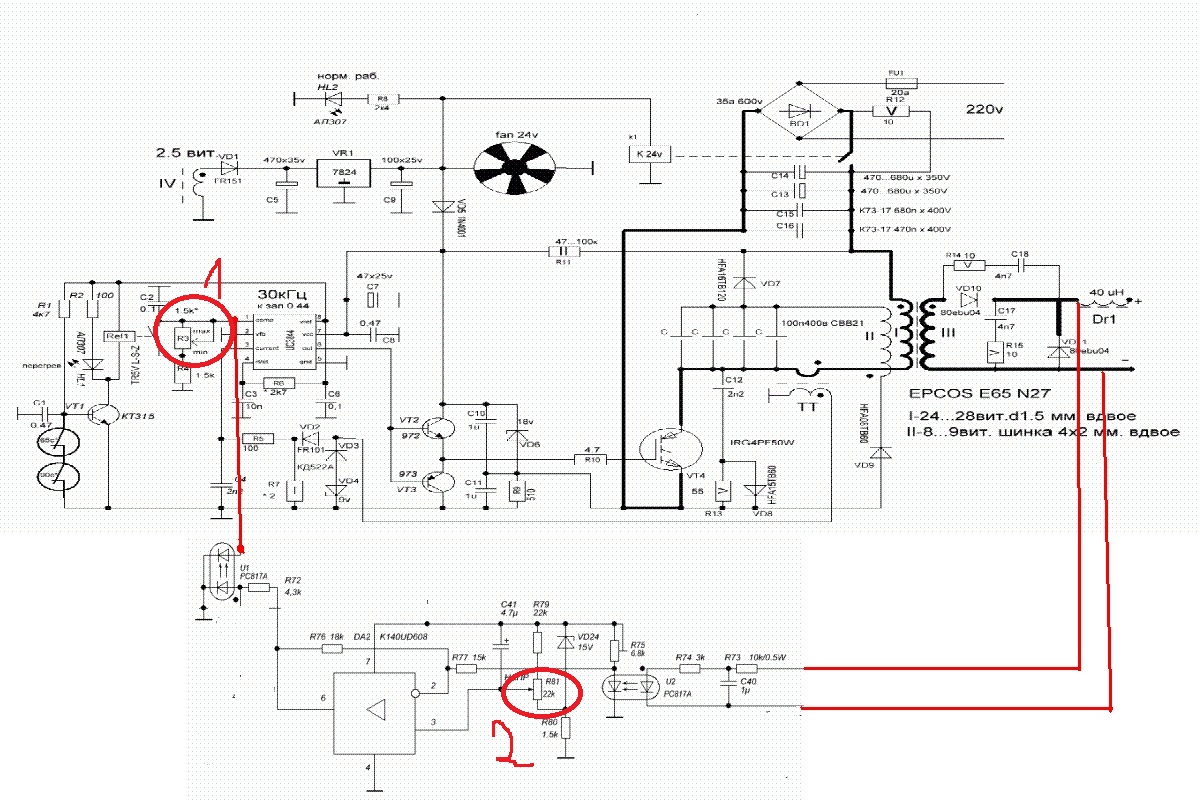 Алюминиевые провода не способны обеспечить достаточную пропускную способность дуги, имеют нестабильный теплоотвод. Качественный аппарат изготавливается с медной шиной.
Алюминиевые провода не способны обеспечить достаточную пропускную способность дуги, имеют нестабильный теплоотвод. Качественный аппарат изготавливается с медной шиной.

 Для защиты от короткого замыкания используется прокладка, не пропускающая ток.
Для защиты от короткого замыкания используется прокладка, не пропускающая ток. Проверка реле происходит на выходе из резистора, напряжение должно соответствовать нулевому показателю. Токоограничивающий резистор необходим для безопасного использования инвертора, без его применения может произойти возгорание аппарата.
Проверка реле происходит на выходе из резистора, напряжение должно соответствовать нулевому показателю. Токоограничивающий резистор необходим для безопасного использования инвертора, без его применения может произойти возгорание аппарата. Для диагностики необходимо своими руками вскрыть корпус аппарата, проверить напряжение на входе. Распространённой проблемой является выход из строя блока питания, за счет недостаточного охлаждения или некачественных материалов, используемых при продолжительной работе. Также следует визуально осмотреть соединения и проверить их мультиметром. При случаях выхода из строя термодатчика либо предохранителей, необходимо заменить их на новые.
Для диагностики необходимо своими руками вскрыть корпус аппарата, проверить напряжение на входе. Распространённой проблемой является выход из строя блока питания, за счет недостаточного охлаждения или некачественных материалов, используемых при продолжительной работе. Также следует визуально осмотреть соединения и проверить их мультиметром. При случаях выхода из строя термодатчика либо предохранителей, необходимо заменить их на новые. При больших объемах рекомендуется изготовить трехфазный инверторный аппарат своими руками, однако трудно найти источник питания такого типа.
При больших объемах рекомендуется изготовить трехфазный инверторный аппарат своими руками, однако трудно найти источник питания такого типа.


 Необходимую версию платы нужно выбрать по имеющимся в наличии компонентам для сварочного инвертора.
Необходимую версию платы нужно выбрать по имеющимся в наличии компонентам для сварочного инвертора. У. С трансформаторов нужно снять стягивающую скобу (открутить две гайки М3 и извлечь скобу). Обмотку можно распилить с двух сторон ножовкой по металлу или болгаркой, соблюдая необходимые меры предосторожности. Если после удаления обмотки сердечник не разделяется на две части, нужно зажать его в тиски и легким ударом разделить. Поверхности деталей нужно очистить от эпоксидной смолы. После заготовки магнитопроводов нужно изготовить каркас. Оптимальным материалом для каркаса будет стеклотекстолит толщиной 1-2 мм, но можно использовать гетинакс или картон. Технические характеристики собранного магнитопровода:
У. С трансформаторов нужно снять стягивающую скобу (открутить две гайки М3 и извлечь скобу). Обмотку можно распилить с двух сторон ножовкой по металлу или болгаркой, соблюдая необходимые меры предосторожности. Если после удаления обмотки сердечник не разделяется на две части, нужно зажать его в тиски и легким ударом разделить. Поверхности деталей нужно очистить от эпоксидной смолы. После заготовки магнитопроводов нужно изготовить каркас. Оптимальным материалом для каркаса будет стеклотекстолит толщиной 1-2 мм, но можно использовать гетинакс или картон. Технические характеристики собранного магнитопровода:
 Одна пара его контактов соединяет провода, идущие от вилки к штатному выключателю (вкл./выкл.) инвертора. Другая пара соединит разрезанные на плате дорожки от выключателя к стационарному выпрямителю.
Одна пара его контактов соединяет провода, идущие от вилки к штатному выключателю (вкл./выкл.) инвертора. Другая пара соединит разрезанные на плате дорожки от выключателя к стационарному выпрямителю.

Сварочный инвертор своими руками и как его сделать максимально дешево
Намотка трансформатора медной жестью
Берем медную полоску жести 40 мм, толщиной 0.3 мм, начинаем делать намотку. В качестве термопрослойки подойдет обычная бумага с кассового аппарата, можно использовать и ксероксную бумагу, но она имеет немного хуже механические характеристики. Нужно чтобы она была прочная и не рвалась при намотке, более того, ее длина большая и работать будет удобнее.
Наматывать толстым проводом, как делают некоторые народные умельцы, нельзя, так как данное изобретение будет работать на высокочастотных токах, они не задействуют сердцевину в толстом проводнике. В итоге у нас получится сильный перегрев трансформатора, он не проработает даже несколько минут. Это называют «Skin эффектом» в высокочастотных приборах.
Убрать этот эффект несложно, достаточно просто использовать медную ленту, причем очень тонкую, она будет иметь большую площадь, за счет чего проводить ток и не нагреваться. Вторичную обмотку лучше будет скомпоновать из 3 полос меди, которые будут отделяться друг от друга фторопластовой прослойкой. Обмотка бумагой с кассового аппарата снова осуществляется как при первичной обмотке. Единственный недостаток такого материала – он будет темнеть при нагреве, хотя его физико-механические свойства не пропадают, поэтому пусть себе темнеет на здоровье.
Как альтернативный вариант обмотки можно использовать обычный провод ПЭВ до 0.7 мм сечением.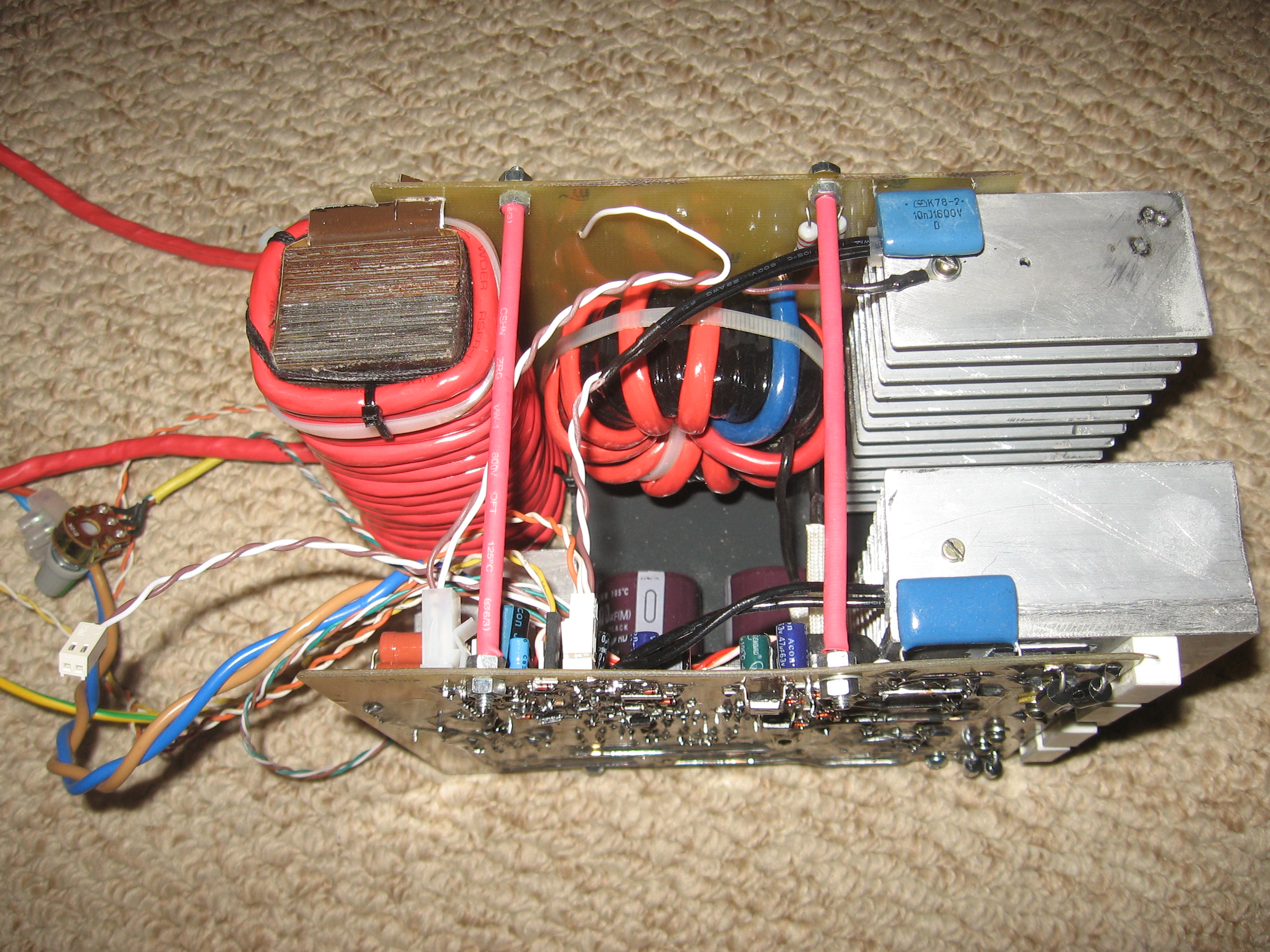 Его основное преимущество – большое количество жил, но данный вариант не является лучше, чем медные полосы, поскольку провода имеют большие воздушные зазоры между собой. То есть, площадь сечения будет примерно на 30% меньше, чем в случае с медью. Трансформатор нужно оборудовать вентилятором, поскольку будет нагреваться обмотка в любом случае. Можно взять обычный кулер из компьютерного системного блока на 220 В и на 0.15 ампер, можно немного больше.
Его основное преимущество – большое количество жил, но данный вариант не является лучше, чем медные полосы, поскольку провода имеют большие воздушные зазоры между собой. То есть, площадь сечения будет примерно на 30% меньше, чем в случае с медью. Трансформатор нужно оборудовать вентилятором, поскольку будет нагреваться обмотка в любом случае. Можно взять обычный кулер из компьютерного системного блока на 220 В и на 0.15 ампер, можно немного больше.
Создаем «инфраструктуру» нашего блока
https://www.youtube.com/watch?v=jM8nvVddFNw
Первым делом стоит позаботиться о вентиляционной системе, которая будет предохранять инвертор от перегрева. Лучше всего подойдут вентиляторы из системного блока компьютера, желательно взять из Athlon 64, Pentium 4. Сейчас их можно будет купить примерно по 3-4 доллара на разборках. Достаточно поставить 6 вентиляторов, 3 из которых нужно направить непосредственно на обмотку двигателя. Нельзя забывать о заборщиках воздуха, нужно их сделать напротив вентиляторов, чтобы не препятствовать забору.
Далее устанавливаем силовой косой мост, на двух радиаторах, верхняя часть находится на одном конце, нижнюю часть прикрутить через слюдяную прокладку на другой мост. Выводы диодов должны размещаться навстречу транзисторам. На плату припаиваются конденсаторы в количестве до 14 штук по 0.15 мк и 630 В – они уменьшат резонансные выбросы, раздавая их на всю цепь питания.
Чтобы выбросы резонировали, а потери IGBT были минимальными, нужно установить в цепочку снабберы, которые будут содержать конденсаторы С15, С16. Ставить нужно только высококачественные устройства даже на самый простой сварочный инвертор, дешевые и непроверенные модели лучше не устанавливать. Идеально подойдут для этого дела модели СВВ81 или К78-2. Дело в том, что IGBT открываются намного быстрее, а вот обратный процесс занимает много времени. В это время емкость С16 и С15 будут заряжаться через установленный диод. Другими словами, снаббер возьмет всю мощь на себя, уменьшая количество тепла примерно в 4-5 раз.
Настраиваем аппарат и подгоняем под стандарт
https://www.youtube.com/watch?v=pNwIP1Jaq_0
Самодельный сварочный инвертор своими руками изготовить несложно, самый важный и относительно сложный этап – настройка данного устройства. Для начала нужно подать питание на ШИМ, не меньше и не больше чем 15 В, параллельно подаем еще разряд на кулер, чтобы было охлаждение, проверяем синхронность.
Нужно проверить срабатывания реле замыкания резистора через 2-8 секунд запитывания нашей платы ШИМ. Вместе с тем проверяем саму плату, нужно идентифицировать наличие прямоугольных импульсов после срабатывания реле (к оптронам). Далее подаем питание на мост, таким образом можно будет убедиться в его исправности, проверять лучше при силе тока не более 100 мА, ход выставить холостой.
Устройство и схема сварочного инвертора могут быть разными, но в любом случае следует удостоверится в правильности установки фаз трансформатора. Сделать это можно 2-лучевым осциллографом. Первый луч кидаем на первички, другой на вторичку. Нужно проследить, чтобы напряжение не прыгало выше 330 В на нижнем эмиттере, посмотреть на форму сигнала. Для определения рабочей частоты нашего устройства нужно проделать следующее: понижаем частоту ШИМ до тех пор, пока на нижнем IGBT не будет видно загиб. Это значение отмечаем, записываем, потом делим число на 2, приплюсовываем частоту перенасыщения. Например, при ЧП 30 это будет 30+15=45. Получаем рабочую частоту в 45 кГц.
Нужно проследить, чтобы напряжение не прыгало выше 330 В на нижнем эмиттере, посмотреть на форму сигнала. Для определения рабочей частоты нашего устройства нужно проделать следующее: понижаем частоту ШИМ до тех пор, пока на нижнем IGBT не будет видно загиб. Это значение отмечаем, записываем, потом делим число на 2, приплюсовываем частоту перенасыщения. Например, при ЧП 30 это будет 30+15=45. Получаем рабочую частоту в 45 кГц.
Если вы сделали инверторный сварочный аппарат своими руками, тогда нужно будет проверить еще наличие шума на фазах трансформатора. Их быть не должно, в ином случае нужно будет еще проверить полярность, так как легко можно ошибиться. Подавать проверочное питание на мост можно через любой бытовой прибор, желательно 2200 Ватт. Идеально подойдет электрический чайник.
Важно: мосты драйвера нужно располагать под радиатором над IGBT, но, ни в коем случае, не ставить их ближе, чем на 3 сантиметра к резисторам. Проводники, которые соединяют оптроны и ШИМ, нельзя располагать неподалеку от источника помех, они должны быть очень короткими.
Теперь инверторная сварка своими руками сделана, далее уже надо будет проводить полевые испытания и согласно полученному результату подкорректировать настройки.
Как собрать простой сварочный аппарат в домашних условиях
В любой мастерской по обработке металла очень удобно работать, если под рукой есть сварочный аппарат. С его помощью можно надежно соединять металлические детали или конструкции, вырезать отверстия, а то и просто разрезать заготовки в нужном месте.
Такой полезный инструмент можно сделать своими руками, главное, во всем хорошенько разобраться, а мастерство делать красивый и надежный шов, придет с опытом.
Краткое содержимое статьи:
Переменный выходной ток
Дома, на даче, на производстве чаще всего встречаются именно такие аппараты. Многие фото сварочного оборудования показывает, что оно сделано своими руками.
Самые главные составляющие для такого аппарата – это провод для двух обмоток и сердечник для них. Фактически – это трансформатор для понижения напряжения.
Фактически – это трансформатор для понижения напряжения.
Размеры провода
Аппарат будет довольно хорошо работать при напряжении на выходе 60 вольт и током до 160 ампер. Расчеты показывают, что для первичной обмотки нужно взять медный провод сечением 3, а лучше 7 квадратных миллиметров. Для алюминиевого провода сечение должно быть больше в 1,6 раза.
Изоляцию проводов необходимо использовать тканевую потому, что провода в процессе работы сильно нагреваются и пластик просто расплавится.
Укладывать первичную обмотку нужно очень тщательно и аккуратно потому, что она имеет много витков и находится в зоне высокого напряжения. Желательно, чтобы провод был без разрывов, но если нужной длины нет под рукой, то куски необходимо надежно соединить и спаять.
Вторичная обмотка
Для вторичной обмотки можно брать медь, а можно алюминий. Провод может быть как одножильным, так и состоящим из нескольких проводников. Сечение от 10 до 24 квадратных миллиметров.
Сечение от 10 до 24 квадратных миллиметров.
Очень удобно наматывать катушку отдельно от сердечника, например на деревянную заготовку, а потом набирать пластины из трансформаторной стали в готовую, надежно изолированную обмотку.
Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.
На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.
Сердечник
Хорошие характеристики показывают самодельные сварочные аппараты на основе сердечников из трансформаторной стали.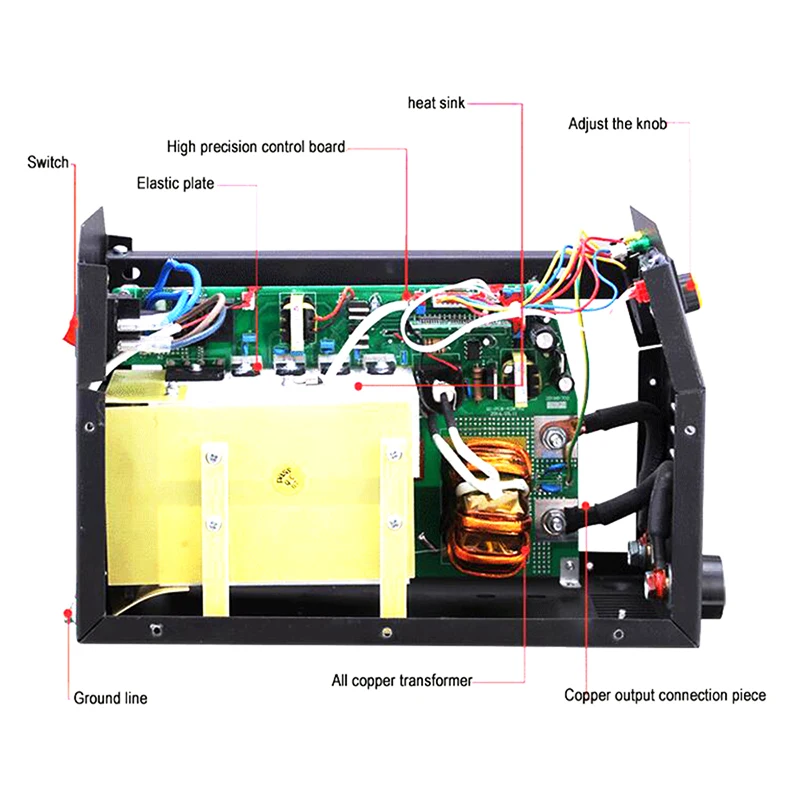
Важно правильно подобрать размер окна в сердечнике, чтобы в него поместились обе катушки, и площадь в разрезе (его толщина) была 35-50 квадратных сантиметров. По углам готового сердечника устанавливаются болты, а гайками все плотно стягивается.
Первичная обмотка состоит из 215 витков. Для возможности регулирования сварочного тока готового аппарата можно сделать выводы от намотки на 165 и 190 витках.
Все контакты крепятся на пластине из изоляционного материала и подписываются. Схема такова: чем больше витков катушки, тем больше ток на выходе. Вторичная обмотка состоит из 70 витков.
Инвертор
Своими руками можно собрать еще один сварочный прибор – это инвертор. У него есть ряд положительных отличий от трансформатора. Самое первое, что бросается в глаза, – его небольшой вес. Всего несколько килограммов. Можно работать, не снимая аппарат с плеча.
Детали для сборки такого аппарата продаются в магазинах и на рынке. Необходимо лишь знать маркировку. Особого внимания требует качество транзисторов потому, что они находятся в самой напряженной области конструкционной схемы инвертора. Для охлаждения прибора используют принудительную вентиляцию в виде охлаждающих радиаторов и вытяжных вентиляторов.
Таким образом, если составить каталог самодельных сварочных аппаратов, то получится длинный список из трансформаторов различной конструкции, инверторов, сварочных полуавтоматов и автоматов. Такие приборы позволяют работать с чугуном и сталью, алюминием и медью, нержавейкой и тонким листовым железом.
Надежность и долговечность их работы зависит от точности расчетов, наличия материалов, деталей, правильности сборки, а также от соблюдения правил безопасности на всех этапах создания и эксплуатации подобных приборов.
Фото сварочного аппарата в домашних условиях
Также рекомендуем просмотреть:
Помогите сайту, поделитесь в соцсетях 😉
| Доброго времени суток господа радиолюбители. Каждый радиолюбитель и не только в своей практике сталкивается с проблемой соединения метала, причём такой толщины, что паяльник уже ни к чему. Вот и у меня была такая проблема, так что поведаю вам о том, как собирал сварочный инвертор. Но сразу предупреждаю, устройство не из лёгких. Если вы никогда не работали с преобразователями – не стоит браться за такую сложную схему. |
 Но времена изменились. Сейчас даже новичок может включить инвертор в розетку и начать сварку, посмотрев один-два обучающих ролика в интернете.
Но времена изменились. Сейчас даже новичок может включить инвертор в розетку и начать сварку, посмотрев один-два обучающих ролика в интернете. Всего выделяют четыре группы сварочных аппаратов: трансформаторные, топливные сварочные генераторы, выпрямители и, конечно, сварочные инверторы. Остальные приборы (например, полуавтомат или САК) являются лишь разновидностью одной из четырех групп.
Всего выделяют четыре группы сварочных аппаратов: трансформаторные, топливные сварочные генераторы, выпрямители и, конечно, сварочные инверторы. Остальные приборы (например, полуавтомат или САК) являются лишь разновидностью одной из четырех групп.
 В первой подробно показано расположение драйвера сварочного инвертора, что удобно. Также в интернете есть еще с десяток схем, и вы можете подыскать наиболее удобную и понятную для вас.
В первой подробно показано расположение драйвера сварочного инвертора, что удобно. Также в интернете есть еще с десяток схем, и вы можете подыскать наиболее удобную и понятную для вас.
 Да, в продаже можно найти с десяток инверторов ценой до 100$. И вы можете купить такой аппарат, порадовавшись, что сэкономили время. Но вы не учитываете, что дешевые инверторы по определению не могут быть надежными и долговечными.
Да, в продаже можно найти с десяток инверторов ценой до 100$. И вы можете купить такой аппарат, порадовавшись, что сэкономили время. Но вы не учитываете, что дешевые инверторы по определению не могут быть надежными и долговечными. Сварщикам старой закалки непросто разобраться в таком большом разнообразии и порой легче собрать свой инвертор. Простенький, недорогой и понятный во всех отношениях. В таком случае целесообразнее купить качественную маску и расходники, а аппарат собрать из доступных деталей. Такой инвертор проще обслуживать и ремонтировать, поскольку в нем не будет сложных частей, непонятных мастеру.
Сварщикам старой закалки непросто разобраться в таком большом разнообразии и порой легче собрать свой инвертор. Простенький, недорогой и понятный во всех отношениях. В таком случае целесообразнее купить качественную маску и расходники, а аппарат собрать из доступных деталей. Такой инвертор проще обслуживать и ремонтировать, поскольку в нем не будет сложных частей, непонятных мастеру. Большинство крупных производителей изготавливают инверторы и при их покупке дают вам гарантию минимум на год (а зачастую на 2-3 года). Это значит, что в случае поломки вы можете прийти в сервисный центр и бесплатно починить аппарат у специалиста. Вам не нужно мучиться, разбирать инвертор, пытаться понять причину поломки. Отдали аппарат в руки профессионалу и вскоре можете получить инвертор обратно. В исправном состоянии.
Большинство крупных производителей изготавливают инверторы и при их покупке дают вам гарантию минимум на год (а зачастую на 2-3 года). Это значит, что в случае поломки вы можете прийти в сервисный центр и бесплатно починить аппарат у специалиста. Вам не нужно мучиться, разбирать инвертор, пытаться понять причину поломки. Отдали аппарат в руки профессионалу и вскоре можете получить инвертор обратно. В исправном состоянии. Далее вы узнаете, как изготовить самодельный сварочный инвертор из доступных деталей своими руками в домашних условиях, сэкономив существенную сумму и получив универсального помощника в быту.
Далее вы узнаете, как изготовить самодельный сварочный инвертор из доступных деталей своими руками в домашних условиях, сэкономив существенную сумму и получив универсального помощника в быту. Если вам удастся собрать такой же аппарат с помощью этого видео, то поделитесь своим опытом в комментариях ниже. Это будет полезно для всех читателей (и нас в том числе).
Если вам удастся собрать такой же аппарат с помощью этого видео, то поделитесь своим опытом в комментариях ниже. Это будет полезно для всех читателей (и нас в том числе). В таком случае можно собрать сварочный инвертор своими руками. Даже самая простая схема позволит работать электродами диаметром 3–4 мм и использовать аппарат для личных нужд. Согласно описанию ему достаточно питания от бытовой сети 220 В.
В таком случае можно собрать сварочный инвертор своими руками. Даже самая простая схема позволит работать электродами диаметром 3–4 мм и использовать аппарат для личных нужд. Согласно описанию ему достаточно питания от бытовой сети 220 В. За ним подключается высокочастотный выпрямитель, выдающий постоянный ток высокой частоты.
За ним подключается высокочастотный выпрямитель, выдающий постоянный ток высокой частоты. Некоторые умельцы делают держатель из стальной проволоки сечением 6 мм. Перед началом сборки своего сварочного инвертора рекомендуется посмотреть обучающее видео, изучить пошаговую инструкцию и распечатать схему. Из инструментов нужно приготовить паяльник, пассатижи, нож, набор отверток и крепеж.
Некоторые умельцы делают держатель из стальной проволоки сечением 6 мм. Перед началом сборки своего сварочного инвертора рекомендуется посмотреть обучающее видео, изучить пошаговую инструкцию и распечатать схему. Из инструментов нужно приготовить паяльник, пассатижи, нож, набор отверток и крепеж. В дальнейшем корпус нужно будет закрыть кожухом из листов текстолита либо винипласта толщиной не меньше 4 мм. В месте крепления электрода устанавливается кнопка. Ее и кабель подключения тщательно изолируют.
В дальнейшем корпус нужно будет закрыть кожухом из листов текстолита либо винипласта толщиной не меньше 4 мм. В месте крепления электрода устанавливается кнопка. Ее и кабель подключения тщательно изолируют. Устройства забирают на себя всю мощность, что снижает выделение тепла в несколько раз. Лучшими признаны модели СВВ-81 и К78-2.
Устройства забирают на себя всю мощность, что снижает выделение тепла в несколько раз. Лучшими признаны модели СВВ-81 и К78-2.
 Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.Как сделать сварочный инвертор своими руками
В бытность свою, занимаясь в мастерской ремонтом и мелким изготовлением различных устройств, столкнулся с проблемами ремонта инверторных сварочных аппаратов зарубежного производства. В первую очередь класса GYSMI . IMS и других подобных аппаратов с монтажом по гибридным технологиям. В условиях небольшой частной мастерской было довольно проблематично изготовить подобия таких плат с нанесением медного слоя на алюминий через теплопроводный диэлектрик. Отслоение медного слоя , а также нанесение его после испарения в результате выхода из строя силовых транзисторов или механических повреждений чинить в таких условиях практически невозможно.Поэтому была поставлена задача, сделать сварочный инвертор своими руками , который по своим габаритным размерам мог бы быть встроен почти в любой корпус, применяемыми зарубежными изготовителями.
При этом он должен быть легко собираемым и легко крепящимся к корпусным деталям. Иметь в своей конструкции доступные элементы, и по возможности обеспечивать надёжную и долговременную работу на сварочных токах до 200 ампер и выше. Опять же по возможности обеспечить работу этого модуля в режиме стабилизации напряжения, что бы использовать в режиме полуавтоматической сварки в среде инертного газа. Чтобы можно было охватить крупноблочным ремонтом и модернизацией ещё и пользователей полуавтоматов с минимальным различием в технологическом плане. Одним из немаловажных критериев должна быть низкая себестоимость изделия в свете разворачивающейся конкурентной борьбы за обслуживание клиента.
И эта задача была выполнена – сделать сварочный инвертор своими руками удалось. Так появился инвертор AVT 200. В качестве прототипа была выбрана вполне апробированная схема несимметричного или косого моста. Было изучено некоторое количество литературы по этой тематике и приличное количество схем промышленного и любительского изготовления. Также было проведено некоторое количество экспериментов во время разработки схемотехники.
В результате всех этих действий было принято решение делать данное изделие двухплатным, без трансформатора тока, с гальванической связью с сетью основного контроллера, с максимально избыточной силовой частью. Всё-таки прокачать 200 ампер при таких габаритах довольно сложная задача. При этом должна быть унификация – управление не должно кардинально меняться при переходе на режимы работы MMA, TIG, MIG-MAG. В качестве контроллера была выбрана микросхема КА7552 или её более дорогой аналог FA5317 или FA5311. К сожалению, эти микросхемы предназначены для выполнения на их основе обратноходового преобразователя, но никак не прямоходового. Но проблема по переводу этих микросхем в нужный нам режим работы была решена очень простым способом. Режим работы микросхем задаётся внутренним источником калиброванного напряжения, потенциал которого и определяет коэффициент заполнения. Это вход PWM компаратора – DT voltage. Но искусственно ограничивая максимальное напряжение на входе FB pin voltage, мы автоматически переводим микросхему в режим заполнения меньше 50% , что и желательно для прямоходового режима функционирования. Так как внутри микросхемы по входу FB pin voltage уже стоит и калиброванный источник напряжения, и калиброванное сопротивление для задания вытекающего тока, то нам остаётся только выбрать номинал резистора, который надо подключить параллельно входу FB pin voltage и минусу источника питания. Из всего ряда резисторов наиболее подходит номинал 4,7ком. Всё, мы перевели очень просто микросхему в режим работы, который будет применяться в нашем сварочном аппарате.
Следующее преимущество этого контроллера – низкое напряжение на входе компаратора, что позволяет использовать очень низкоомные резисторы, и соответственно терять на рассеивании в тепло небольшую мощность. При самых простых расчётах потери в тепло на эмиттерном резисторе будет падать не более 5 ватт. Значит, мы можем отказаться от трансформатора тока и управлять сварочным аппаратом непосредственно измеряя только один параметр – ток эмиттера.
Теперь перейдём к системе регулирования тока. Наиболее оперативно за током как на входе, так и на выходе сварочного аппарата следят поцикловые системы. Однако из-за довольно нестабильной в условиях сильных электромагнитых помех работы компаратора, эта схемотехника применяется довольно редко. Наиболее распространено управление по среднему току. Хотя эта схемотехника сложней, и в ней присутствуют свои подводные камни в виде неустойчивости системы с автоматическим регулированием при неправильном выборе постоянных времени фильтров и индуктивности выходного дросселя, который включен в систему регулировки, применение её наиболее распространено в силу простоты настройки.
Но мы не ищем лёгких путей и останавливаем свой выбор именно на поцикловом слежении за током. Но для начала мы должны разобраться в том, как и что мы собрались регулировать. При токах 130 ампер и выше крутизна наклона токового плато становится очень небольшой. То есть начальный и конечный ток имеют очень небольшую дельту, или разницу. Это хорошо видно на простейшей модели ( модель 1 ).
При среднем токе порядка 155 ампер начало накачивающего импульса проходит с амплитудным значением в 152 ампера, а заканчивающая амплитуда равна 160 ампер. То есть дельта равна 8 ампер. Это равно 5% от среднего тока. Уменьшение индуктивности дросселя улучшит картину, но кардинальных изменений не будет. В реальных условиях на фоне больших электромагнитных помех возможны ложные срабатывания компаратора, и соответственно пропуски накачивающих импульсов. Что проявляется в наличии всяких посторонних звуков в трансформаторе и также перегрузочной работе силовой части. Что есть очень плохо и грозит выходом из строя силовых элементов. С этой проблемой сталкивалось очень большое количество любителей инверторного сваркостроения, которые интересовались вопросом как сделать сварочный инвертор . И многие не решив задачу поциклового регулирования переходили на регулирование по среднему значению тока. Но есть вариант создания системы поциклового регулирования надёжно работающей и в таких специфических условиях. Нужно просто отключить компаратор на время всех переходных процессов и подмешать пилообразный сигнал в фазе, но с небольшой амплитудой. Вернее создать не совсем линейно-изменяющийся сигнал, совпадающий по фазе с циклом, а уже к нему подмешать сигнал с датчика тока и с задатчика тока. В этой ситуации наклон токового плато уже не будет иметь решающего значения, а будет учитываться в основном средняя составляющая этого сигнала. И если дельты изменения тока будет хватать для надёжного переключения, то это хорошо, а если нет, то вступает в работу дополнительный нарастающий сигнал. Что и обеспечивает надёжную работу узла компаратора, да и всего устройства в целом.
Узел, формирующий такой дополнительный сигнал, представлен на модели 2. Очень короткий импульс с выхода микросхемы открывает примерно на полмикросекунды транзистор, и соответственно примерно на микросекунду с учётом ёмкостной составляющей компаратор остаётся выключённым из процесса обработки токового сигнала. Для мощной модификации инвертора и для варианта полуавтомата ёмкость конденсатора на переходе коллектор – эмиттер составляет до 0,018 микрофарады. Увеличение больше этого значения может привести ток короткого замыкания до величин опасных для функционирования устройства в обычном режиме. А схема этого узла предоставлена на рис 3. Точка А это и есть главная точка сумматора, где и формируется основной сигнал управления компаратором. Получилась очень простая схема, состоящая только из пассивных элементов с низким входным сопротивлением и управлением током. То есть почти идеальный узел управления в условиях мощных помех. В готовом устройстве этот узел стоит недалеко от силового трансформатора и не испытывает никаких проблем от рядом стоящих излучающих узлов. Как с применением трансформатора на торе, так и с применением трансформатора на Ш-образном сердечнике.
Кстати такой же узел с токовым сумматором был применён в предыдущем варианте сварочного инвертора AVT 160 на контроллере UC3845, только пассивный RCD формирователь пилы там был заменён на стандартный транзисторный формирователь с задающего генератора. Ну а теперь перейдём к следующему узлу в инверторном сварочном аппарате AVT 200 – узлу драйверов. Несмотря на некоторое количество рекомендаций применять только драйвера на оптронах с гальванической развязкой, не соглашусь с такой постановкой вопроса. Драйвера на ТГР имеют вполне приличные параметры, просты в изготовлении и имеют наилучшее соотношение цена – качество. Даже некоторые неудобства с намоткой ТГР компенсируются простотой и дешевизной этого узла. За прототип возьмём классический образец драйвера для мощных мосфетов и биполярных транзисторов с изолированным затвором и немного доработаем его. Доработка будет заключаться в уменьшении номинала затворных резисторов и применении биполярного транзистора BCX 53 в качестве разрядного. Выбор этого транзистора обусловлен его небольшой ценой и вполне достаточными характеристиками в нужном нам SMD корпусе. Изменение номиналов резисторов обусловлено конечной скоростью нарастания импульсов управления, формирующихся после ТГР. Всё, косметические изменения закончены. Конструктивно ТГР намотан жгутом их четырёх изолированных проводов на сердечнике CF138-T2012A.
Выбор сердечника обусловлен соотношением габаритов к поперечному сечению. У этого сердечника он максимален. Количество витков 4 по 30. В качестве проводов использован обычный телефонный провод. Возможно применение и советских сердечников НМ 2000 К 20-12-6 в количестве трёх штук и количеством витков 25. Но возможно и применение других сердечников, подходящих по размерам.
Диод VD1 и конденсаторы С1-С4 служат для создания отрицательного потенциала на коллекторе транзистора VT1 и соответственно запирающего сигнала для силового транзистора. Снижение этого потенциала при очень коротких импульсах управления всё равно не приводит до полного исчезновения за счёт ограничения минимальной длительности импульса блоком управления. И вдобавок к этому узел защиты от короткого замыкания отрабатывает за время меньшее, чем одна секунда и отключает полностью силовую часть. Поэтому надёжность этого узла довольно высока.
Следующий узел, какой мы будем рассматривать – это силовой блок. Выбор транзисторов для него обусловлен в первую очередь экономической составляющей. Зачем применять суперсовременные дорогие транзисторы, если старые добрые IRG4PC50U и IRG4PC50W вполне обеспечивают нужные мощностные характеристики. Если выбирать рабочую частоту не больше 40 кгц, то эти транзисторы покажут вполне приемлемые результаты. Выбрав более быстрые IRG4PC50W, мы можем не применять дополнительный снабберный блок, ну и соответственно при использовании IRG4PC50U применить полный комплект снабберных цепочек. В нашем устройстве их два. Один RCD снаббер стоит на плате рядом с силовыми транзисторами. А второй, регенеративный – на плате выходного выпрямителя.
При изготовлении сварочного аппарата, который будет использоваться на токе больше 200 ампер и в жёстких промышленных условиях мы обязательно поставим на плату ( рис 5. ) четыре силовых транзистора по два в параллель. Этим обеспечится удвоение выходной мощности и распределение тепла на четыре точки теплосъёма. А это актуально, так как мы применяем один общий радиатор и слюдяные изолирующие прокладки толщиной 50 микрон. В свете озвученных ранее условий работы блока управления, перегруза по току в силовых транзисторах не будет. Соответственно и беспокоится о перегреве транзисторов при применении изоляторов не стоит.
Если наш сварочный аппарат будет использоваться в облегченных бытовых условиях и с ограничением максимального тока на уровне 160 ампер, то вполне закономерно применение только одной пары силовых транзисторов. Так как настроечных элементов на плате и схемотехнически не предусмотрено, то регулировку максимального тока будем осуществлять при помощи резисторов R52 – R56. Эти резисторы представляют собой просто кусок нихрома толщиной 1мм от 3-х килловатной нагревательной спирали. Длина – 25 мм, рабочая часть – 15мм. Рабочая часть – это часть свободная от полуды. Если поставить два таких резистора, то максимальный ток ограничим на уровне 120 ампер, если три – то 160ампер, если четыре – то ограничение произойдёт при токе 210 ампер. Все эти цифры довольно условные, ведь у нас ещё есть и состояние питающей сети и режим самой сварки – обычный, с короткой дугой и пр. Подгонку по максимальному току можно выполнить один раз, откалибровать сопротивления по номиналу, а потом просто вставлять нужное количество. В идеале вместо четырёх резисторов ставится один, нужного нам номинала. Применение самодельного этого изделия обусловлено отсутствием в свободной продаже столь низкоомных резисторов.
А теперь перейдём к плате силового трансформатора. Эта плата при помощи стоек крепится к основной плате. Конструкция получается довольно жёсткой и легко крепящейся к нижней части корпуса посредством металлических уголков. Силовой трансформатор применён в данной конструкции тороидальный , из феррита CF 138 , конструктив – Т6325-С , что означает его физические размеры и наличие эпоксидного защитного покрытия. Применение такого трансформатора выгодно по нескольким причинам – обмотки располагаются вокруг сердечника и соответственно имеют максимальную теплопередачу в окружающую среду. Площадь окна сердечника геометрически намного больше, чем у таких же размеров, но Ш-образного. И ещё немаловажный фактор – это небольшие размеры по высоте, что при нашей двухплатной конструкции позволяет уложится в общую ширину конструктива меньше 120 мм , что бы можно было использовать данный силовой модуль как ремкомплект ко многим импортным инверторным сварочным аппаратам. Применяя сердечник в аппарате с током порядка 200 ампер нужно доработать феррит до нужных кондиций. Я использую два варианта доработки – один это просто сломать сердечник, предварительно сделав пазы по диаметру, а потом склеить эпоксидкой с зазором из кальки в 0,04 мм с каждой стороны. Есть и другой способ – это надрез алмазным отрезным кругом, толщиной 0,4 мм на две трети по сечению. Так получается виртуальный зазор, который ничем не уступает реальному, но проще. Для аппаратов с выходным током 150 ампер и менее можно просто увеличить процентов на 20 количество витков в обмотках и ничего не резать и не колоть.
Намотка и расчёт силового трансформатора стандартны и каких-либо тонкостей не имеют, кроме того, что можно применять обмоточные провода меньшего сечения в связи с хорошим охлаждением обмоток. На плате силового трансформатора ( рис 7 ) также установлен дополнительный блок регенеративного снаббера. Отличие от стандартной схемотехники только в одном – шины источника питания 300 вольт зашунтированы прямо на плате конденсатором 1 мкф 400 вольт. Что даёт полную компенсацию индуктивности проводов соединяющих источник 300 вольт и снаббер. В остальном плата силового трансформатора особенностей не имеет. Дроссель выполнен на обычном трансформаторном железе стержневого типа с поперечным сечением 3,5 – 4 см.кв. длинной около 80 – 90 мм , количество витков – 10. Продолжение следует.
Автор статьи: Тараненко А. В.
Кроме статьи “Как сделать сварочный инвертор своими руками” смотрите также:
Мини сварочный аппарат 12 В
С помощью этого простого сварочного аппарата вы сможете резать тонкие металлы, сваривать медные провода, наносить гравировку на металлическую поверхность. Без проблем можно найти и другие применения. Такой мини сварочный аппарат возможно питать напряжением 12-24 В.В основе сварочного аппарата лежит высоковольтный преобразователь высокой частоты. Построенный по принципу блокинг-генератора с глубокой трансформаторной обратной связью. Генератор формирует кратковременные электрические импульсы, повторяющиеся через сравнительно большие интервалы. Частота тактирования лежит в пределах 10-100 кГц.
Коэффициент трансформации этой схемы будет 1 к 25. Это значит, что если подать на схему напряжение 20 В, то на выходе должно быть порядка 500 В. Это не совсем так. Так как любой импульсный трансформаторный источник или генератор без нагрузки имеет мощные высоковольтные импульсы, достигающие напряжения 30000 В! Поэтому, если вы разберете любую импульсную китайскую зарядку, то увидите параллельно выходному конденсатору подпаянный резистор. Это и сеть нагрузка, без резистора выходной конденсатор быстро вытечет из-за превышения напряжение, или хуже того взорвется.
Поэтому, внимание! Напряжение на выходе трансформатора опасно для жизни!
Схема мини сварочного аппарата
Необходимые детали:
- Трансформатор – самодельный, порядок изготовления описан ниже.
- Резисторы – мощностью 0,5-2 Вт.
- Транзистор был использован FP1016, но его трудно найти из-за его специфичности. Можно заменить на транзистор 2SB1587, КТ825, КТ837, КТ835 или кт829 с изменением полярности источника питания. Подойдет и другой транзистор с током коллектора от 7 А, напряжением коллектор-эмиттер от 150 В, с большим коэффициентом усиления (составной транзистор).
Транзистор обязательно нужно устанавливать теплоотвод. Хоть этого нет на схеме, но будет неплохо поставить фильтрующий конденсатор параллельно источнику, чтобы все помехи от работы блокинг-генератора не полезли в источник.
Изготовление трансформатора
Трансформатор намотан на куске ферритового стержня от радиоприемника.
- Обмотка коллектора – 20 витков провода 1 мм.
- Обмотка базы – 5 витков поводом 0,5-1 мм.
- Высоковольтная обмотка – 500 витков поводом 0,14-0,25 мм.
Все обмотки мотаются в одну сторону. Сначала коллекторная обмотка, по верх неё обмотка базы. Затем следует трехслойная изоляция из белой изоленты. Далее наматываем высоковольтную обмотку, 1 слой 125 витков потом изоляция, затем повторяем. Итого должно получиться 4 слоя, что равно 500 виткам. Сверху так же изолируем белой изолентой в несколько слоев.
Собираем схему. Если все исправно – должно запуститься все без проблем. Так как рабочая частота генератора превышает звуковую частоту, то писк при работе вы не услышите, так что не стоит прикасаться к выходу трансформатора руками.
Запуск генератора начните с напряжения 12 Вольт и при необходимости повышайте.
Дуга зажигается с расстояния 1 см, что свидетельствует о напряжении 30 кВ. Высокая частота не дает разорваться горящей дуге, вследствие чего дуга горит очень стабильно. При использовании медного электрода при близком контакте с другим электродом образуется плазменная среда (плазма меди) в результате чего повышается температура дуговой сварки-резки.
Испытания сварочного аппарата резкой и сваркой
Режем дугой лезвие от бритвы.
Сплавляем медные провода, толщиной до 1 мм.
В роли электрода использовалась толстая медная проволока. Он зажат в деревянной спичке, так как сухое дерево является и хорошим изолятором.
Если вам понравился этот небольшой сварочный аппарат, то вы можете сделать его и больших размеров, и мощности. Но будьте крайне осторожны.
Также для увеличения мощности можно собрать генератор по двухтактной схеме, да ещё и на полевых транзисторах, как тут – Простой индукционный нагреватель 12 В. В этом случае мощность будет порядочная.
Также не стоит смотреть на яркие разряды дуги не вооруженным взглядом, используйте специальные защитные очки.
Смотрите видео изготовления сварочного аппарата на блокинг-генераторе
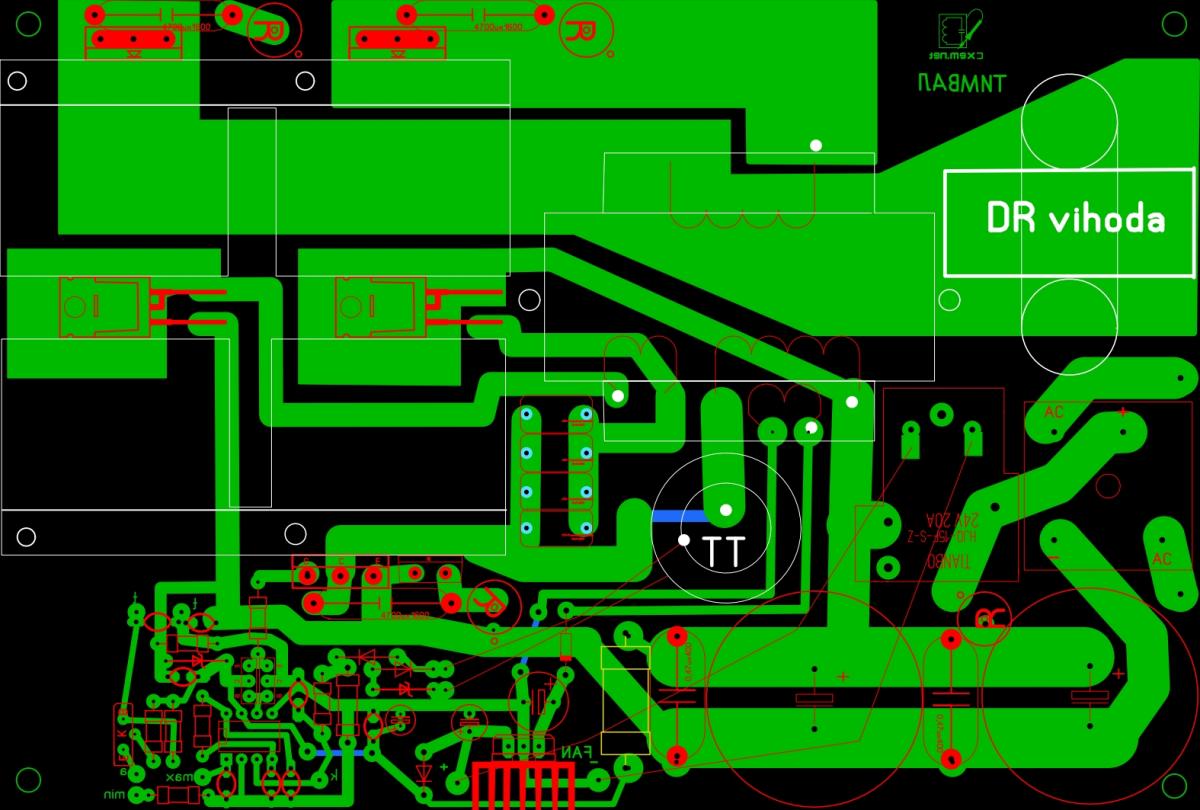
Сварочный инвертор своими руками « схемопедия
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток – 32 ампера, 220 вольт. Ток сварки – около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазиных, а может и лучше (имеется в виду инверторные).
На рисунке 1 приведена схема блока питания для сварочного.
Рис.1 Принципиальная схема блока питания
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
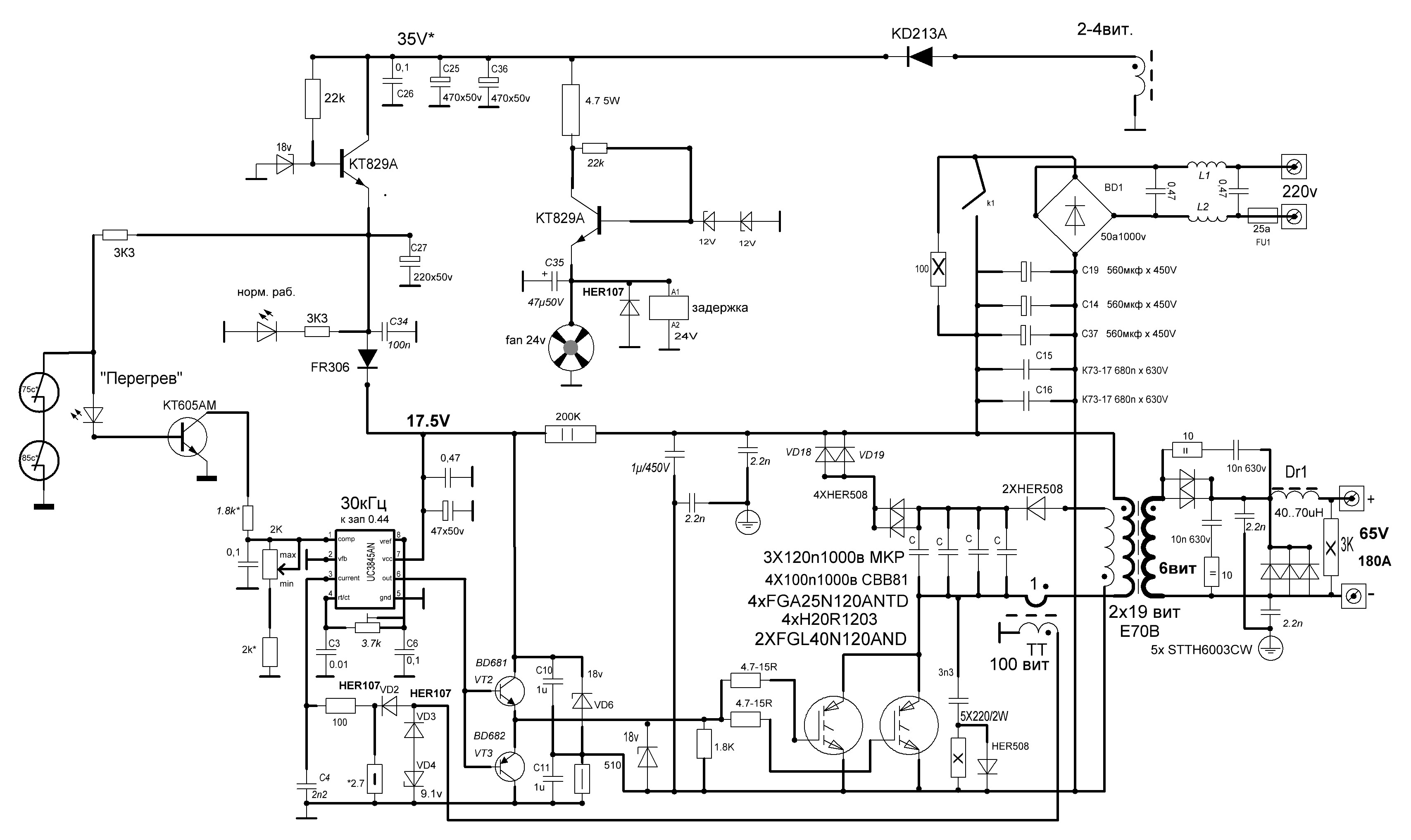
Рис.2 Принципиальная схема сварочного инвертора
На рисунке 2 – схема сварочника. Частота – 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц – два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от касового аппрата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 – 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо , вторичка 85 витков провод толщиной 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220вольт 0.13 ампера или больше.
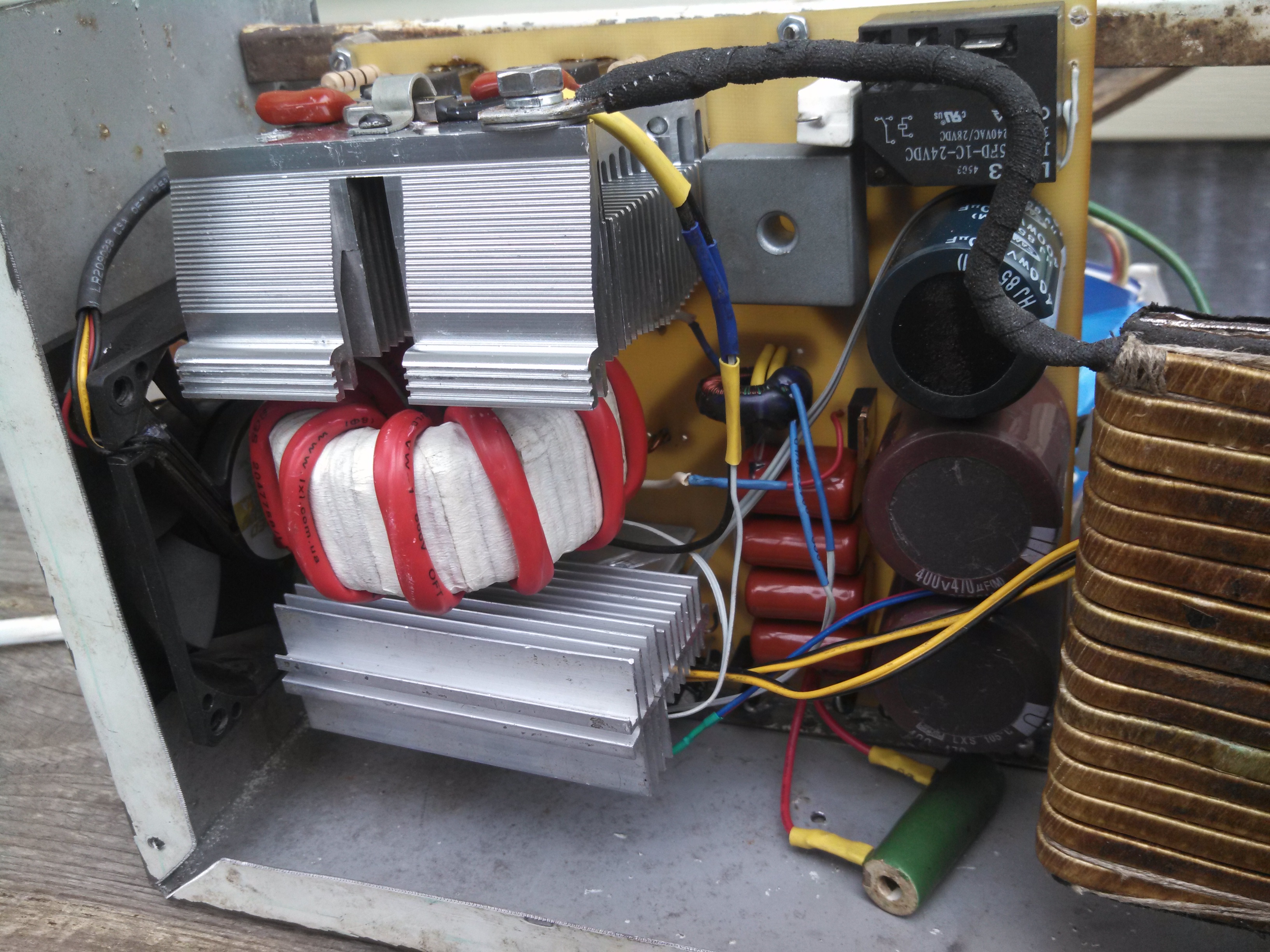
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Alton 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Ещё на схеме показаны снаберы, в них есть конденсаторы С15 С16 они должны быть марки К78-2 или СВВ-81. Всякий мусор туда ставить нельз,я так как снаберы выполняют важную роль:
первая – они глушат резонансные выбросы трансформатора
вторая – они значительно уменьшают потери IGBT при выключении так как IGBT открываются быстро, а вот закрываются гораздо медленнее и во время закрытия емкость С15 и С16 заряжается через диод VD32 VD31 дольше чем время закрытия IGBT, то есть этот снабер перехватывает всю мощь на себя не давая выделяться теплу на ключе IGBT в три раза чем было бы без него.
Когда IGBT быстро открываются, то через резисторы R24 R25 снаберы плавно разряжаются и основная мощь выделяется на этих резисторах.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кгц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть – убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше – ширина больше, ток меньше – ширина меньше.
Не какого шума быть не должно иначе выйдут из строя IGBT.
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Скачать печатные платы в формате LAY и др. файлы
Автор: Евгений Родиков (evgen100777 [собака] rambler.ru)
По всем возникшим вопросам при сборке сварочника пишите на E-Mail.
Обзорлучших малых и мини-сварщиков (2021 г.)
Сварщик – невероятное устройство, которое можно использовать дома для небольших ремонтных работ. лучших малых сварщиков поможет сэкономить деньги или время на вызов профессионального сварщика для выполнения работы. Это также полезно для поддержания домашнего состояния в хорошем состоянии, прежде чем все выйдет из-под контроля.
Даже для профессионального сварщика небольшой сварщик спасет ситуацию, когда ваш основной сварочный аппарат остановится. Кроме того, это может быть полезно, когда вас попросят внести несколько исправлений вне семинара.Небольшой сварщик – это небольшое вложение, стоимость которого намного ниже, если сравнить со стоимостью ремонта и найма сварщика.
Теперь, когда у вас есть цели, вы, возможно, отчаянно ищете лучшего сварщика в небольших объемах. Однако из-за большого количества опций на рынке найти подходящую машину сложнее. Ниже мы сделали ваш выбор более удобным, объединив лучших небольших сварщиков.
Приступим.
Наши фавориты – После 48 часов исследования
Последнее обновление от 2021-05-11 / Партнерские ссылки / Изображения из Amazon Product Advertising API
1.Машина Forney Easy Weld 261 Mig – Лучшая для любителей Рейтинг: Номер
возглавляет список Forney Easy MIG Welder, который удовлетворительно справится с вашими сварочными работами. Он вызывает колебания на рынке, и рост популярности показывает его положительное влияние на пользователей.
Сварочный аппарат прост в использовании благодаря бесступенчатому регулированию напряжения и скорости подачи проволоки для эффективных сварочных работ. Мы настоятельно рекомендуем его для легкого ремонта и подкраски, что делает его подходящим для начинающих сварщиков и посредников.
Forney – универсальное устройство, работающее с входом 120 В и выходом 140 А. Он может сваривать стальные металлы калибра 24 и до дюйма.
Forney Weld 261 легкий и портативный, весит 19 фунтов. Таким образом, он подходит для наружных работ, технического обслуживания и ремонта.
Наконец, в нем есть все необходимое, чтобы вы могли начать сварочные работы.
Вот инструкция по обзору плазменного резака!
ПРО- Легкий и портативный
- Хорошая цена, которая прослужит долго
- Совместимость с домашними электрическими розетками
- Простота в эксплуатации
- Универсален для сварки различных типов металлов
- Идеально для начинающих сварщиков и профессионалов
- Нельзя использовать на тяжелых проектах.
- Это не самый дешевый сварщик в мире
Что входит в этот пакет?
- Пистолет MIG 8 футов
- Зажим заземления 8 футов
- Адаптер 20A – 15A
- Гарантия 12 мес.
- Выход 140 Ампер
- Вход 120 Вольт
- Сварные швы 24 калибра до 1/4 ″
Рейтинг: & 1,661 Отзывы клиентов – Проверьте сейчас!
2.Сварочный аппарат VIVOHOME 130 – подходит для низкоуглеродистой и нержавеющей стали Рейтинг:Какой сварочный аппарат лучше всего подходит для домашнего использования? Вместо того, чтобы идти к соседу за сварщиком, почему бы не пойти на сварочный аппарат VIVOHOME для простых сварочных работ. Это невероятная машина с отделкой автомобилей, рамками для арт-проектов и подставками.
Plus, компактный и легкий, с ручкой, облегчающей переноску.
Аппарат оснащен порошковой проволокой, выделяющей инертные металлические газы в процессе сварки, что предотвращает окисление свариваемых деталей.
VIVOHOME MIG 130 имеет десять уровней регулировки скорости для согласования с толщиной металла. Кроме того, он имеет встроенное отделение наверху для хранения гвоздей, шурупов и других мелких предметов, используемых при сварке.
Машина имеет два вентиляционных отверстия для предотвращения перегрева.
В комплект принадлежностей входит проволочная щетка и сварочный шлем для защиты глаз и лица.
ПРО- Простота использования
- Доступная машина
- Компактный и легкий
- Хорошее качество
- Регулируемые настройки
- Не подходит для больших проектов
- Отсутствует подрядчик для электроснабжения
Почему нам нравится этот сварочный аппарат и его технические характеристики
- Напряжение 110 В
- Частота 50-60 Гц
- Диапазон тока: 50-120А
- Бесплатная сварочная маска
- Защита от перегрева
Рейтинг: & 593 Отзывы клиентов – Проверьте сейчас!
3.Everlast 140 Amp TIG / Stick Welder – Лучший мини-сварщик Рейтинг:Если вы ищете лучший мини-сварочный аппарат для небольшого ремонта дома или в мастерской, вы можете рассмотреть Everlast Welder. Этот отличный сварщик станет лучшим выбором за свои деньги.
Этот сварочный аппарат компактный и портативный, весит всего 24,8 фунта.
Он мощный, с выходным напряжением 140 А и возможностью двойного напряжения 120/240 В.
Сварочный аппарат Everlast имеет как ручную, так и сварочную сварку TIG постоянным током со стандартной газовой горелкой серии 17.Он стабилен и имеет низкое энергопотребление.
Вот тикер; он прошел испытания на повышение эффективности благодаря автоматическому горячему запуску, который снижает прилипание электродов. Текущую настройку легко использовать с цифрового дисплея.
Принадлежности включают ударопрочный пластиковый футляр для переноски, проволочную щетку, держатель стержневого электрода и кабель, горелку TIG серии 17V, рабочий зажим и кабель длиной 6 футов.
ПРО- Легкий и портативный
- Прочный, чтобы прослужить долго
- Поставляется с сумкой для переноски.
- Использует двойное напряжение
- Имеет пятилетнюю гарантию
- Дорогой
- Чемодан из плохого материала
Почему нам нравится этот сварочный аппарат и его технические характеристики
- Гарантия 5 лет
- Источник питания – переменный ток
- Напряжение 240 вольт
- Сила тока 140 А
- Двойное напряжение
Рейтинг: & 196 Отзывы клиентов – Проверьте сейчас!
4.Сварочный аппарат Display4top MIG 130 Plus – лучший аппарат для мини-дуговой сварки Рейтинг:Если вы не строите корабль или не ремонтируете более крупное оборудование, сварочный аппарат Display4top позаботится о ваших самых основных потребностях. Эта машина подходит как для планового обслуживания, так и для несложного ремонта.
До сих пор этот аппарат для мини-дуговой сварки является одним из самых легких и портативных сварочных аппаратов, удобных для домашнего использования.
Этот мини-сварочный аппарат 110v подходит для сварки алюминия, нержавеющей и углеродистой стали.
Он также оснащен инвертором постоянного тока Mini MIG Welder, стартерами, стальным корпусом, который является прочным и долговечным.
Кроме того, он имеет защиту от перегрева для защиты от скачков или колебаний напряжения. Он автоматически отключается, чтобы предотвратить любые повреждения, а вентиляторы помогают охлаждать сварочный аппарат во время работы.
Принадлежности включают один сварочный пистолет с переключателем безопасности включения / выключения, зажим заземления, щетку, сварочную маску и сварочную проволоку.
ПРО- Поставляется с набором аксессуаров.
- Имеет термозащиту
- Доступнее, чем у большинства сварщиков
- Прочный и долговечный
- Легкий и портативный
- Одно напряжение
- Гарантия не упоминается
Почему нам нравится этот сварочный аппарат и его технические характеристики
- инвертор постоянного тока mini mig сварочный аппарат
- Защита от перегрузки
- Напряжение 120 В
- Частота 60 Гц
- Выход 30-120А
Рейтинг: & 456 Отзывы клиентов – Проверьте сейчас!
5.Коммерческий сварочный аппарат Super Deal PRO MIG 130 – идеально подходит для домашней домашней сварки Рейтинг:Есть несложные сварочные работы, которые можно провести в домашних условиях, не прибегая к услугам аутсорсинга. Без сомнения, сварочный аппарат Super Deal PRO – это большой скачок и ценный конкурент другим сварщикам на рынке.
Аппарат представляет собой сварочный аппарат на 120 В, что делает его совместимым с большинством электросварщиков. Кроме того, он легкий, мощный и простой в эксплуатации.
Что касается прочности, то сварочный аппарат изготовлен из высококачественного ПВХ-материала.Другие аксессуары включают сварочную катушку с проволокой, маску для лица, молоток, проволочную щетку, 2,5-метровую горелку, два дополнительных наконечника и шнур заземления.
Сказать, что машина универсальная, это явно ничего не сказать. В аппарате используются четыре технологии управления с регулируемым индуктором для регулировки индуктивности в соответствии с требованиями сварки. Это улучшает его характеристики, смягчает электрическую дугу, увеличивает глубину инфузии и уменьшает разбрызгивание.
Сварщик может сваривать стали различной толщины.Благодаря интуитивно понятной панели управления с цифровыми программными клавишами вы всегда будете иметь четкий обзор.
На конце пистолета имеется медный металлический наконечник, который предотвращает накопление шлаков во время сварки.
ПРО- Легкий, компактный и портативный
- Прочный и долговечный
- Доступный
- Универсальная машина
- Имеет регулируемые настройки
- ПВХ материал может сломаться и быстро повредиться
- Не подходит для сварки средних и крупных размеров
Почему нам нравится этот сварочный аппарат и его технические характеристики
- Удобный интерфейс
- Защита от перегрузки
- Напряжение 110 В
- Приходите со шлемом сварочной маски
- Сварочный ток 50-120 Ампер
Рейтинг: & 710 Отзывы клиентов – Проверьте сейчас!
6.SUNGOLDPOWER ARC MMA 200A Сварочный аппарат Рейтинг:Сварочные работы в домашних условиях могут включать в себя ремонт сломанной трубы, разбитых оконных рам, подставок под телевизор и других металлических работ в вашем доме.
Сварочный аппарат SUNGOLDPOWER – это усовершенствованный модуль управления IGBT с двойным напряжением 110/220 В для повышения производительности сварочных работ.
В случае колебания мощности он имеет встроенную защиту напряжения для защиты от высокого и низкого напряжения, перегрузки по току и перегрузки. Это преимущество для защиты вашей машины от повреждений, которые могут возникнуть из-за таких колебаний.
Он оснащен технологиями автоматического горячего пуска и защиты от прилипания, регулируемой силой дуги, EMC и VRD для повышения эффективности.
Аппарат прост в эксплуатации, а технология IGBT делает его более эффективным и экономичным по сравнению с традиционным сварочным аппаратом.
Принадлежности включают пару сварочных перчаток, 10 сварочных стержней E 6013 3,2 мм, кабель переменного тока диаметром 78 дюймов, зажим заземления 59 дюймов, кабель, а также электрододержатель и кабель 98 дюймов.
ПРО- Поставляется по доступной цене
- Легкий и портативный
- Сейф для домашнего использования
- Простота в эксплуатации
- Двойное напряжение
- Никаких упоминаний о гарантии
- Лужа не очень ровная
- Технология IGBT
- Защита от перегрузки
- Двойное напряжение
- Сварка 1-20 нм
- Частота 50-60 Гц
Рейтинг: & 154 Отзывы клиентов – Проверьте сейчас!
7.SUNGOLDPOWER 140A Газовый и безгазовый сварочный аппарат MIG – подходит для мягкой стали Рейтинг:Сварочный аппарат важен в дополнение к другим обычным инструментам, таким как молотки, отвертки, напильники и т. Д., Которые применимы в нашей повседневной жизни. Сэкономьте деньги и возьмите эту модель в SUNGOLDPOWER.
Сварочный аппарат SUNGOLDPOWDER MIG 140A – это двойной источник постоянного напряжения 110/220 В. Он использует сварочный аппарат с инверторной технологией IGBT, разработанный для удовлетворения всех ваших потребностей в сварке. Аппарат подходит для сварки всех типов стали, чугуна и других металлов.Он прост в эксплуатации и весит 30 фунтов. и он сделан из железного материала.
Принадлежности включают горелку MIG 78,7 ″, кабель 59 ″ с зажимом заземления, образец порошковой проволоки, маску и щетку.
С помощью сварочного аппарата SUNGOLDPOWER MIG 140 вы можете регулировать скорость подачи проволоки и сварочный ток в соответствии с разной толщиной.
ПРО- Изготовлен из прочных материалов
- Двойное напряжение
- Газовые и безгазовые варианты
- Многофункциональный
- Передовые технологии
- Технология IGBT
- Защита от перегрузки
- Двойное напряжение
- Частота 50-60 Гц
Рейтинг: & 292 Отзывы клиентов – Проверьте сейчас!
8.AMICO POWER Dual Voltage – лучший аппарат для сварки TIG / Stick / Arc Mini Рейтинг:Если вы хотите иметь небольшой сварочный аппарат для домашнего использования , который не будет перегружать ваше складское пространство, вы можете рассмотреть вариант AMICO Power Welder. Этот невероятный сварочный аппарат идеально подходит как для TIG, так и для дуговой сварки. (Ознакомьтесь с отзывами о сварочных аппаратах TIG здесь)
Это легкий, маленький и компактный, весит всего 19 фунтов.
Он изготовлен из металла и АБС-пластика и представляет собой источник переменного тока с двумя напряжениями 115 В и 230 В.
Продукт подходит для всех типов стали, никелевых сплавов, меди, латуни, бронзы, чугуна и хрома.
Благодаря передовой инверторной технологии сварочные работы отличаются высоким качеством. Также нам нравится его стабильность дуги и возможность регулировки в зависимости от толщины металлоконструкций.
Изделие оснащено автоматической защитой для устранения колебаний напряжения и защиты машины от любых непредвиденных обстоятельств.
Принадлежности включают горелку TIG, электрододержатель и кабель, рабочий зажим и кабель, шланг для газа аргона и адаптер питания 115 В и 230 В.
Наконец, у него есть пластиковая ручка, позволяющая перемещать его, и он прост в использовании.
ПРО- Регулируемые настройки
- Хорошее качество
- Двойное напряжение
- Многофункциональный
- Легкий и портативный
- Пластиковая ручка может легко сломаться и повлиять на портативность машины.
- Дорого
- Гарантия один год
- Источник питания – переменный ток
- Двойное напряжение
- Технология IGBT
- Сила тока 180A
- Рабочий цикл 60% при AMP
Рейтинг: & 137 Отзывы клиентов – Проверьте сейчас!
9.Сварочный аппарат с двойным напряжением ZENY Arc 160 AMP – идеально подходит для ремонта автомобилей Рейтинг:Ваш бюджет ограничивает вас, и вы хотели бы иметь сварочный аппарат? Не ходи домой с пустыми руками; приобретите себе аппарат для дуговой сварки ZENY. Этот замечательный сварочный аппарат создан с учетом бюджетных ограничений. Он доступен по цене и, вдобавок ко всему, имеет двойное напряжение.
Аппарат портативный, имеет ручку для переноски, занимает меньше места и его удобно перемещать. Он подходит для всех типов стали, алюминия и других металлических материалов.
Благодаря высокоскоростному вентилятору решается проблема перегрева, и он может работать непрерывно в течение длительного времени.
Сварочный аппарат ZENYARC защищен от перегрузки, перенапряжения и сверхтока, которые могут его повредить.
Принадлежности включают электрододержатель и кабель, рабочий зажим и кабель, кабель адаптера входного питания и вилку. Также есть руководство пользователя, которое поможет вам начать работу, особенно если вы новичок.
ПРО- Регулируемые настройки
- Доступное и хорошее соотношение цены и качества
- Двойное напряжение
- Простота в эксплуатации
- Легкий и портативный
- Клиенты жалуются на неэффективность
- Не подходит для средних проектов
Почему нам нравится этот сварщик и его технические характеристики
- Гарантия один год
- Входная мощность: 115-230 В
- Выходной диапазон: 5-160 А
- Технология IGBT
- Рабочий цикл 60%
Рейтинг: & 410 Отзывы клиентов – Проверьте сейчас!
Руководство по покупке – Какие особенности у малых сварочных аппаратовВне всяких сомнений, в доме что-нибудь сломается и, следовательно, понадобится небольшой сварщик.При совершении покупок следует учитывать несколько моментов. Благодаря нашему исследованию мы пришли к выводу, что главное.
Требования к питаниюПри покупке помните, что у разных сварочных аппаратов разные требования к мощности. Важно подумать о розетках дома или в мастерской, прежде чем расстаться с заработанными тяжелым трудом долларами.
Также важным фактором является рабочий цикл, поскольку он является мерой эффективности сварщика.
ПрочностьСколько стоит маленький сварщик? Помимо цены, вам также необходимо принять во внимание долговечность машины и ее срок службы.Лучшие станки изготавливаются из прочных и толстых металлов, таких как сталь. Пластик склонен к поломкам. Машина должна давать вам соотношение цены и качества.
ПортативностьПортативность неразрывно связана с компактностью и легкостью сварочного аппарата. Небольшой сварщик не обязательно должен быть тяжелым до такой степени, что для его перемещения используется тележка. Он должен весить всего несколько фунтов, чтобы вы могли с комфортом использовать его дома или в мастерской, не уставая.
Кроме того, портативная машина идеально подходит для проектов на открытом воздухе, и транспортировка не будет проблемой.Подводя итог, можно сказать, что компактный дизайн удобнее хранить и не загромождает ваше рабочее место.
ЗаключениеС точки зрения стоимости, эффективности и сварочных возможностей лучший небольшой сварщик – это тот, кто умеет;
- Оптимальное соотношение цены и качества.
- Независимо от того, являетесь ли вы энтузиастом DIY или профессиональным сварщиком, который хочет реализовать несколько проектов. Качественный сварщик – отличная альтернатива найму разнорабочего.
- В следующий раз, когда что-то сломается, не нужно ждать профессионала, просто возьмите небольшого сварщика, который сделает работу правильно.
Надеюсь, наш обзор лучших малых сварщиков поможет вам сделать правильный выбор.
СсылкиЛучшие сварщики для начинающих в 2021 году: 10 лучших сварщиков для любителей DIY
Руководство по покупке – все, что вам нужно знать о сварочных аппаратах
Покупка сварочного аппарата – это долгосрочное вложение, поскольку вы ожидаете, что этого хватит на долгие годы. Как вы уже знаете, сварка – это сложная задача, поэтому для нее требуется высококачественный и надежный аппарат.Когда дело доходит до покупки сварочного аппарата, следует помнить о нескольких важных параметрах. Это поможет вам подобрать лучший сварочный аппарат для вашей задачи.
Вам необходимо определить, чего вы ожидаете от сварочного аппарата . Лучше всего составить список всех требований и следовать каждому из них. Например – 1) какие металлы планируете сваривать? 2) как часто вы планируете пользоваться сварочным аппаратом? 3) вам нужна легко переносимая машина? 4) у вас уже есть защитное снаряжение? И так далее, и так далее.Это поможет вам купить лучшего сварщика для вашего проекта.
Чтобы помочь вам, мы изложили основные факторы, которые необходимо учитывать при покупке сварочного аппарата. Вот на что следует обратить внимание при покупке сварочного аппарата:
Используйте тип
Тип сварщика – еще один важный фактор, который следует учитывать при поиске лучшего портативного сварочного аппарата для начинающих. Вам необходимо выбрать сварщика в зависимости от типа металла, с которым вы работаете, например, низкоуглеродистой стали, нержавеющей стали, холодной стали, алюминия или любого другого металла, и убедиться, что сварщик способен сваривать металл, с которым вы работаете.
Если вы используете металлический алюминий для сварки , то вы можете выбрать сварочный аппарат MIG с обратной полярностью или сварочный аппарат TIG . Для других сплавов, таких как магний, вам понадобится сварщик TIG. Сварочный аппарат TIG также лучше всего подходит для тонкого металла , который не может выдержать процесс более горячей сварки.
Сварщик палкой лучше всего подходит для сварки чугуна с соответствующими электродами. Он может сваривать более толстые материалы с минимальным энергоснабжением. Итак, выбирайте лучших сварщиков для начинающих в соответствии с типом пользователя и его способностями сваривать разные металлы.
Подробнее о типах сварщиков ниже.
Типы сварщиков
Есть три основных типа сварщиков, доступных для начинающих, и вам необходимо выбрать лучшего начинающего сварщика в зависимости от типа вашего проекта и потребностей. Ниже представлен список трех типов лучших сварщиков для начинающих.
Сварочный аппарат MIG
Это самый простой из всех сварочных аппаратов , который лучше всего подходит для начинающих . В этом сварочном аппарате присадочная проволока подается сама по себе, что позволяет сварщику точно сосредоточиться на сварочной ванне и добиться наилучшего качества сварки с очень незначительным разбрызгиванием.Этот тип сварочного аппарата лучше всего подходит для стали, а также для алюминия, если он имеет функцию обратной полярности. Сварщику MIG нужен лучший газ для сварки MIG, который используется в качестве вставочного газа, или вы можете отказаться от использования газа и выбрать сварочную проволоку с флюсовым сердечником. Когда речь идет о загрязненном наплавленном металле, рекомендуется сварка сердечником из флюса.
Сварщик палкой
(также известный как дуговой сварщик)Второй наиболее распространенный тип сварочного аппарата для новичков – это аппарат для дуговой сварки, который также называется дуговой сваркой, в котором используется стержень плавящегося электрода, который необходимо размещать только на сварочном аппарате. поверхность свариваемого металла.Вы не должны держать его ближе к металлу, так как он имеет тенденцию прилипать или цепляться за сталь и, следовательно, предлагать вам некрасивый сварной шов. Еще одна проблема, связанная с этим сварочным аппаратом, заключается в том, что вам сначала нужно запустить дугу, и вам нужно использовать запуск с нуля, чтобы запустить сварочный стержень, а затем стальную деталь в течение некоторого времени, прежде чем снимать стальную деталь. Единственный плюс в том, что это действительно очень доступный вариант, и для сварки не требуется подающий газ.
Сварщик TIG
Третий тип сварщика – это сварщик TIG, лучший универсальный сварочный аппарат для новичков, так как его можно эффективно использовать как для алюминия, так и для стали.AC TIG может легко сваривать алюминий и обеспечивает лучшие чистовые швы по сравнению со всеми другими лучшими сварочными аппаратами для начинающих. Пользователи должны вручную подавать присадочный металл, и это обеспечивает максимальный контроль над процессом сварки с помощью TIG. Но новичкам довольно сложно освоить этот сварщик, потому что им нужно сначала освоить присадочный материал, контактный наконечник, а также ножную педаль. Предлагается, чтобы новички сначала овладели сваркой MIG, а затем постепенно переходили к сварке TIG.Для сварки требуется ввести защитный газ.
Сила тока и источник питания
Толщина металла, с которым вы работаете, является еще одним важным фактором, о котором следует помнить при покупке лучшего домашнего сварочного аппарата.
Помните, что чем выше сила тока, тем лучше сварочный аппарат , когда дело касается обработки более толстых материалов. Более того, вам также необходимо обеспечить достаточное количество мощности и убедиться, что потребляемая мощность поддерживает более высокие номиналы. Вам необходимо подать питание 220 В на сварочный аппарат с большей силой тока, что может открыть возможности для более эффективного выполнения более крупных сварочных работ.
Сварочный аппарат TIG на переменном токе является самым дорогим сварочным аппаратом, который может сваривать металлы и сплавы толщиной более 1/4 дюйма, требующие большей мощности и высокопроизводительного оборудования. Сварщик MIG также может обрабатывать сварные швы более толстого материала в 1/4 дюйма, и это действительно доступный вариант.
Рабочий цикл
Это еще один важный фактор, который следует учитывать при выборе лучших сварщиков для начинающих.
Каждый сварщик имеет определенный рабочий цикл, а сварщик с повышенным на током и потребляемой мощностью 220 В обычно работает дольше без перерыва , и ему не нужно останавливаться для охлаждения в перерывах между сварочными работами.Но сварочному аппарату с источником питания 110 В необходимо сделать перерыв, чтобы остыть в течение как минимум 2-3 минут.
Итак, вам необходимо уделять пристальное внимание рабочему циклу сварочного аппарата и обязательно проверять инструкции, предоставленные производителем, чтобы узнать, сколько времени необходимо для охлаждения устройства, чтобы возобновить сварку. Это предотвратит срабатывание схемы тепловой защиты и увеличит срок службы.
Дизайн и качество сборки
Важными факторами являются качество сборки и конструкция сварочного аппарата.Усовершенствованный и современный сварочный аппарат для начинающих имеет эргономичную конструкцию, компактный и портативный размер, что облегчает новичкам сварку в любом месте с помощью сварочного аппарата.
Сварочные аппараты компактной конструкции портативны, поэтому их можно носить с собой. С этим типом сварочного аппарата вы можете сваривать где угодно. Они созданы для того, чтобы обеспечить отличное качество сварки без лишних габаритов.
Помимо портативности, вам также необходимо проверить качество сборки машины.В нем должны быть все функции безопасности. Он также должен иметь необходимую защиту. Это обеспечит вам безопасную работу со сварщиком.
Пользовательские интерфейсы и материал сварочного аппарата
Начинающим может быть сложно управлять настройками сварочного аппарата. Вот почему вам нужно выбрать тренажер, специально разработанный для начинающих. Кроме того, он должен уметь обрабатывать проект, над которым вы работаете.
Некоторые из важных вещей – это тип материала, расходные материалы и толщина материала.Это поможет вам выбрать подходящий станок для вашей задачи.
Сварщики известных брендов могут автоматически настраивать свои параметры. Они делают это, узнавая фактическое напряжение. Так вам будет легче справиться с этим. В то же время это также повышает эффективность и производительность устройства.
Когда дело доходит до сварки специальных сплавов и металлов, вам необходимо выбрать определенные процессы и расходные материалы. Некоторым другим сварочным аппаратам также могут потребоваться дополнительные инструменты, чтобы выполнить работу за вас.
Перед тем, как выбрать сварщика, вам необходимо определиться с потребностями вашего сварочного проекта. И сделайте выбор по типу металла. Это поможет вам найти лучший сварочный аппарат, в который можно инвестировать. Использование правильного сварочного аппарата может продлить срок его службы, а также дать наилучшую отдачу от вложенных средств.
Расходные материалы
Что такое расходные материалы? Под расходными материалами мы понимаем присадочный материал, который вы используете для сварки.
Расходные материалы для сварки определяются в зависимости от типа сварочного материала, техники сварки, отрасли и даже региона.
Существует двух основных типов расходных материалов , включая электроды и провода . Вам необходимо правильно выбрать расходный материал, чтобы он подходил к металлу, который вы свариваете. Имейте в виду, что электроды – это то, что вырабатывает энергию, необходимую для выполнения процесса сварки.
Два наиболее важных момента при выборе расходных материалов:
- Температура плавления расходных материалов должна соответствовать температуре плавления основного металла;
- Прочность присадочного (расходного) материала должна соответствовать свариваемому металлу для достижения наилучших результатов.
Вначале выбор правильных расходных материалов может показаться немного сложным. Но по мере того, как вы привыкните к процессу сварки, вы начнете замечать различия и лучшие применения расходных материалов. Как только вы освоитесь, вы сможете выбрать подходящие расходные материалы для своего проекта DIY.
Устройства безопасности
Безопасность имеет первостепенное значение, когда речь идет о сварке. Сварка – опасный процесс. Неправильное его выполнение может привести к серьезным последствиям.Во время сварки необходимо убедиться, что у вас есть все необходимое защитное снаряжение. Это касается не только новичков. Это важно для любого уровня пользователя – даже для профи.
Никогда не начинайте сварочный процесс, не надев защитного снаряжения . Необходимое защитное снаряжение включает защитные очки , сварочный шлем, сварочные перчатки и огнестойкие куртки . Убедитесь, что вы приобрели защитное снаряжение от известного бренда .
Помимо всего защитного снаряжения, вам также необходимо проверить средства безопасности. Сварочные аппараты оснащены функциями безопасности, предназначенными для вашей защиты. . Перед покупкой сварочного аппарата проверьте, имеет ли крышка аппарата достаточную вентиляцию. Это позволяет воздуху свободно входить и выходить и, таким образом, сохранять агрегат прохладным во время сварки.
Другой важной функцией безопасности является защита от перегрева . Это предотвращает повреждение машины от перегрева.Вам также следует проверить элементы управления предохранительным диском.
Сварщики известных производителей обычно имеют сертификат безопасности . Кроме того, они производятся в соответствии с правилами техники безопасности, применяемыми в сварочной промышленности. Вам необходимо все это проверить, прежде чем делать инвестиции.
Скорость процесса сварки
Скорость сварки является очень важным фактором. Это один из наиболее важных аспектов, поскольку он определяет конечные результаты всего процесса сварки.Скорость сварки зависит от расхода и толщины свариваемого материала.
Мощные и продвинутые сварочные аппараты для начинающих обычно имеют высокую скорость и используют новейшие технологии, которые сводят к минимуму время сварки различных сплавов и металлов. Сегодня самых быстрых сварщиков для новичков включают сварочные аппараты FCAW и MIG .
Сварочные аппараты TIG эффективны и производительны, но сварочные аппараты TIG имеют очень низкую скорость сварки. Однако сварочные аппараты ARC также эффективны и предлагают умеренные сварочные характеристики по сравнению с другими моделями.Итак, исходя из ваших требований к сварке и проекта, вам необходимо выбрать лучших сварщиков для начинающих с правильной скоростью и производительностью сварки.
Скорость сварки – очень важный фактор. Это один из наиболее важных аспектов, поскольку он определяет конечные результаты всего процесса сварки. Скорость сварки зависит от расхода и толщины свариваемого материала.
Дополнительные элементы управления
Вам следует выбрать сварочный аппарат с простыми настройками управления и модулями.Это делает машину более эффективной. Кроме того, вам будет проще с ним работать. Он позволяет работать с разными типами металлов и сплавов.
Лучше всего приобрести универсальный сварочный аппарат с простыми настройками управления. Однако вы должны знать, что это может стоить вам дороже. Чем больше дополнительных элементов управления у вашего устройства, тем дороже он будет стоить. Но это того стоит. Это может быть полезно для вас в долгосрочной перспективе.
Три основных элемента управления: напряжение, расход газа (или тип газовой смеси), скорость подачи проволоки.Они контролируют тип газообмена и температуру сварного шва.
Бюджет
Сварочный аппарат стоит недешево. Поэтому перед покупкой нужно определиться с бюджетом. Новичку стоит поискать экономичные модели. Но убедитесь, что они могут дать вам хорошую производительность.
У дорогих сварочных аппаратов есть дополнительные функции и настройки, которые делают их более эффективными. С помощью таких сварочных аппаратов вы сможете быстрее выполнять свою работу.
Но для вас было бы излишним вкладывать столько денег в сварщика, когда вы только начинаете.Как новичок, вы не готовы обращаться с такими продвинутыми юнитами. Поэтому вам следует выбирать простые конструкции, предназначенные для начинающих. Вам будет сложно освоить покупку сложной машины. Как только вы разовьете свои навыки, вы сможете перейти к продвинутой модели.
8 лучших сварщиков для начинающих в 2021 году (бюджетные сварщики и сварщики MIG для начинающих)
Добро пожаловать в справочник Thomas по лучшим сварщикам для начинающих 2021 года. Томас уже более 120 лет объединяет промышленных покупателей и поставщиков в Северной Америке .Когда вы покупаете продукты по нашим независимым рекомендациям, мы можем получать партнерскую комиссию.
Сварка – не самая простая задача, но с правильными инструментами любой может успешно начать свой сварочный путь. Лучшие сварщики для начинающих просты в использовании, недороги и могут предложить широкий спектр сварочных работ. Выбор подходящего сварщика зависит от того, для чего вы хотите его использовать, но ниже мы собрали широкий спектр вариантов, в том числе лучшего сварщика с ограниченным бюджетом и лучшего сварщика, простого в использовании, так что есть несколько отличных вариантов для всех. независимо от ваших требований к сварке.
Правильный сварщик для новичков может значительно облегчить задачу новичкамИзображение предоставлено: Shutterstock / il21
Какой сварщик лучше всего подходит для новичка?
СваркаMIG (сварка металла в среде защитного газа) часто считается самым простым видом сварки для новичка. Сварочные аппараты MIG имеют проволочный сварочный электрод на катушке, которая затем подается через сварочный пистолет с предварительно выбранной скоростью. Поскольку это автоматический или полуавтоматический процесс, это делает его более простым вариантом для всех, кто плохо знаком со сваркой.Еще один хороший вариант для новичков – это дуговая сварка с флюсовым сердечником, которая в чем-то похожа на сварку MIG, но обычно без использования защитного газа.
Выбор ThomasNet для лучших сварщиков для начинающих
На рынке доступен ряд хороших сварщиков для начинающих, доступных для различных методов сварки, включая TIG (вольфрамовый инертный газ), MIG и ручную сварку, и, иногда, вы можете найти несколько методов у одного сварщика. .
1. Лучший сварщик для начинающих – DEKOPRO
Этот сварочный аппарат DEKOPRO – отличный универсал, который может обеспечить отличную сварку широкого спектра металлических материалов, при этом предлагая отличное соотношение цены и качества.Он спроектирован так, чтобы его можно было переносить, поскольку ручка для переноски позволяет легко перемещать его с места на место, а компактная конструкция сварочного аппарата также обеспечивает быстрое и легкое хранение. Этот сварочный аппарат с напряжением 120 В не предназначен для тяжелых работ, но он отлично подходит для начинающих.
КУПИТЬ:
$ 129,99, Amazon2. Лучший сварщик для начинающих – Хобарт
Благодаря технологии горячего старта этот сварочный аппарат от Hobart обеспечивает быстрый, легкий и надежный запуск, а также довольно прост в использовании.Этот прочный сварочный аппарат может сваривать низкоуглеродистую сталь толщиной до 5/32 дюйма, и, хотя он не был бы достаточно мощным для профессионального использования, любителям он понравился, и один из них написал: «Очень простой в настройке и очень хорошего качества. буровая установка ».
КУПИТЬ:
$ 404,99, Amazon3. Лучший аппарат для дуговой сварки для начинающих – HZXVOGEN
Предлагая широкий спектр сварочных функций, этот сварочный аппарат от HZXVOGEN имеет простую в использовании функцию дуги, которая отлично подходит для начинающих.Зажигание дуги – совсем не проблема, она имеет очень мало брызг при стабильном токе. Фонарь может показаться немного большим и громоздким для новичков, но с практикой новичок сможет научиться с ним разбираться.
КУПИТЬ СЕЙЧАС:
$ 305,99, Amazon4. Лучший сварщик TIG для начинающих – YESWELDER
Этот сварочный аппарат от YESWELDER очень полезен для начинающих сварщиков. При цене чуть менее 280 долларов он соответствует бюджетному диапазону рынка, но также предлагает ряд функций, которые делают его удобным для пользователя.Автоматический контроль температуры позволяет этой машине плавно регулировать силу тока, а также предлагает автоматическую компенсацию колебаний напряжения. Один счастливый рецензент написал: «Я не уверен, как вы выиграли эту сделку с любителем / домашним сварщиком».
КУПИТЬ:
$ 279,99, Amazon5. Лучший сварщик MIG для начинающих – ETOSHA
Функции безопасности особенно важны для начинающих сварщиков, и этот сварочный аппарат MIG от ETOSHA был разработан с учетом многих из них.Этот сварочный аппарат автоматически останавливается при перегреве или перегрузке, и он имеет класс защиты IP21 за его хорошую водонепроницаемость. Проволока, которая идет в комплекте с этим аппаратом, немного разбрызгивается, но, поскольку она очень дешевая, покупка лучшей проволоки для использования с этим сварочным аппаратом (например, сварочная проволока Blue Demon E71TGS, $ 13,96 ) легко решит эту проблему.
КУПИТЬ:
$ 150,99, Amazon6. Лучший сварщик сердечника флюса для начинающих – Lincoln
Сварочные аппаратыс сердечником под флюсом могут обеспечивать большее проплавление, чем их аналоги MIG, что позволяет работать с более толстыми швами, а также позволяет держать горелку в нескольких направлениях. Этот сварочный аппарат от Lincoln предлагает удобные возможности как MIG-сварки, так и флюсовой сварки, отсюда и его более высокая цена, но если вы хотите получить серьезные сварочные работы, это отличный выбор. Пользователям это нравится, и один из них написал: «Отличный сварщик для новичков, с которым можно учиться. Используя проволоку с флюсовым сердечником, я смог сделать довольно неплохие сварные швы в течение часа или около того ».
КУПИТЬ СЕЙЧАС:
$ 1,122,97, Amazon7. Самый простой в использовании сварочный аппарат – Lincoln
Lincoln Electric K2278-1 Handy Core – отличный сварочный аппарат для всех, кто хочет просто подключить и начать работу.Все детали, которые поставляются с этим сварочным аппаратом, уже установлены на заводе, поэтому сборка не требуется. Он также прост в использовании, отчасти благодаря его упрощенному дизайну. Это просто сварочный аппарат с флюсовым сердечником, поэтому возможности его применения немного ограничены, но он по-прежнему является лучшим выбором для любителей и домашних сварщиков.
КУПИТЬ:
$ 279, Amazon8. Лучший бюджетный сварщик для начинающих – YESWELDER
Ассортимент сварщиковYESWELDER известен тем, что предлагает хорошие рабочие характеристики по отличной цене, поэтому неудивительно, что одна из их машин была выбрана нами для лучшего бюджетного сварщика .Этот конкретный сварочный аппарат эффективен, прост в использовании и стоит чуть менее 160 долларов, что делает его отличным выбором для начинающих сварщиков. Он также компактен и портативен, что делает хранение удобным. Один рецензент даже назвал его «дешевым сварочным аппаратом, работающим прямо на месте», а другой добавил: «Поскольку я был довольно новичком в сварке, этот аппарат хорошо соответствовал моим потребностям … Он смог без проблем сварить 3/8 лист. малогабаритный и легко транспортируемый агрегат ».
КУПИТЬ СЕЙЧАС:
$ 159,99, AmazonЛучшие сварщики для начинающих 2021 – Сводка
Выбор лучшего сварщика для начинающих зависит от типа свариваемого металла, а также от имеющегося бюджета.Тем не менее, мы думаем, что сварочный аппарат DEKOPRO – отличный выбор для любого новичка в этом хобби, поскольку он сочетает в себе простоту использования и мощность, а также бюджетную цену. Надеемся, наш обзор лучших сварщиков для начинающих оказался полезным. Если вы хотите вывести сварку на новый уровень, наш каталог может помочь вам найти фартуки для сварщиков и сварщиков трением или подумать о добавлении в свой домашний комплект DIY с циркулярными пилами и гвоздями. Чтобы узнать о других поставщиках сопутствующих товаров, ознакомьтесь с нашими дополнительными руководствами или посетите платформу Thomas Supplier Discovery Platform.
* Цены, указанные в этой статье, соответствуют ценам на Amazon.com по состоянию на март 2021 г.
Прочие инструменты, статьи
Другие артикулы с лучшими продуктами
Другие товары от Machinery, Tools & Supplies
7 отзывов о лучших инверторных сварочных аппаратах (сварочные аппараты MIG, TIG и ARC)
Сварка – лучший способ соединения двух металлических деталей. В нашей повседневной жизни есть много вещей, которые требуют сварки, когда они ломаются. Например, стержень наших окон, различные гаражные инструменты, такие как топор, или многие другие предметы.Однако, если у вас есть инверторный сварочный аппарат, вам будет намного проще соединить два металлических предмета. Но выбрать лучшего инверторного сварщика немного сложно, так как для этого требуется много исследований.
В последнее время я много исследовал это и нашел несколько лучших инверторных сварочных аппаратов, о которых вы можете попросить. Ознакомьтесь с моими обзорами инверторных сварщиков ниже, чтобы узнать больше об этих сварщиках.
Краткое сравнение лучших инверторных сварочных аппаратов
Отзывы лучших инверторных сварщиков
ZENSTYLE Portable DC Inverter Arc Welding Machine
Щелкните изображение, чтобы узнать цену на Amazon. Вес: 17.88 фунтовОбзор продукта
Инверторный сварочный аппарат ZENSTYLE является одним из лучших инверторных сварочных аппаратов по многим причинам. Прежде всего, он имеет конструкцию с двойным напряжением. Такая конструкция гарантирует, что вы получите полную входную мощность без каких-либо потерь. Это также помогает экономить энергию, поскольку в нем используется технология модулей IGBT.
Этот сварочный аппарат можно использовать для сварки нержавеющей стали, мягкой стали, алюминия и многих других металлов. Уход за этим сварочным аппаратом или его ремонт очень прост и он очень легкий. Поскольку у него есть ручка для переноски, его очень легко переносить, а его компактная форма позволяет легко хранить.
Это инверторный сварочный аппарат, поэтому вы можете подключить его к розетке на 110 вольт вместо высоковольтной розетки. Он включает в себя защиту от пониженного напряжения, защиту от перенапряжения, защиту от перегрузки и защиту от перегрузки по току, чтобы вы всегда были в безопасности при его использовании.
Этот сварочный аппарат может переключаться с питания переменного тока на постоянный, а затем достигать нужного уровня тока и напряжения. Вот почему он идеально подходит для высокочастотной ручной дуговой сварки. Этот комплект сварочного аппарата включает рабочий зажим с кабелем длиной 6,7 футов, электрододержатель с кабелем длиной 5 футов, вилку и входной переходной кабель.
Проверить это на Amazon
Инвертор для сварки сердечником Klutch MIG 140i
Щелкните изображение, чтобы узнать цену на AmazonТехнические характеристики
- Вес нетто: 22 фунта
- Тип сварки: Сварка MIG
- Требуемая мощность : 120 В
Обзор
Сварочный аппарат Klutch MIG 140i для сердечников с сердечником – один из моих любимых.Обладает высокой сварочной способностью. Но весит меньше. Вот почему вы можете легко носить его с собой на работу.
Поскольку это инверторный сварочный аппарат, он лучше справляется с колебаниями входной мощности, чем неинверторные сварочные аппараты. Таким образом вы получаете стабильную выходную мощность, а ваш сварочный материал выглядит лучше и лучше обработан.
Для работы требуется только 120 вольт входной мощности. Эта меньшая входная мощность позволяет сэкономить много энергии по сравнению с любым сварочным аппаратом для трансформаторов. Это может сэкономить до 25% энергии.
В отличие от большинства других инверторных сварочных аппаратов, этот универсален.Он может обрабатывать нержавеющую сталь, низкоуглеродистую сталь и алюминий. Это все разные типы металла, но для сварочного аппарата Klutch MIG 140i с сердечником для флюса это не проблема.
Наконец, этот инверторный сварочный аппарат может сваривать 3/16 дюйма стали за один проход. Вот почему после завершения сварки поверхность получается гладкой.
Проверить цену на Amazon.
SUNGOLDPOWER ARC MMA 200A DC Инверторный сварочный аппарат
Щелкните изображение, чтобы узнать цену на AmazonТехнические характеристики
- Входное напряжение: AC 110/220 Вольт (автоматическое переключение)
- Частота: 50/60 Гц
- Сварка электрод : 1.6-4,0 мм (220 В) и 1,6-3,2 мм (100 В)
- Толщина сварки: От 1 мм до 20 мм
- Входной ток: 32 А
- Выходной ток: 20-200 А
- Напряжение холостого хода: 62 В
- Вес нетто: 14,99 фунтов
Обзор
Сварочный аппарат с инвертором постоянного тока SUNGOLDPOWER ARC MMA 200A немного тяжелее большинства других сварочных аппаратов. Так что вам будет немного сложно нести.Но не беспокойтесь об этом. Потому что он имеет гораздо лучшие характеристики по сравнению с другими сварщиками.
Например, этот сварщик является сварщиком полного моста. Это означает, что мощность переменного тока преобразуется в мощность постоянного тока, когда вы вводите входной сигнал. Многие низкоквалифицированные сварщики не являются сварщиками полного моста и поэтому недолговечны. Поскольку для поддержки этого сварочного аппарата используются высококачественные компоненты, он имеет более длительный срок службы.
Этот сварочный аппарат оснащен усовершенствованным модулем управления. Технология двойного напряжения IGBT поддерживает как 220, так и 110 вольт.Это улучшает сварочные характеристики данного аппарата.
Это сварочный аппарат с защитой от прилипания, который предотвращает перегрузку мощности. Таким образом, вы будете защищены от перегрузки по току и перенапряжения или пониженного тока и пониженного напряжения.
Вам будет легче удалить электрод после завершения сварки. Есть термостатический контроллер для контроля температуры сварки.
Проверить цену на Amazon
Amico Stick Arc DC Inverter Welder
Щелкните изображение, чтобы узнать цену на AmazonТехнические характеристики
- Вес нетто: 20 фунтов
- Тип: Дуговая сварка стержнем
- Материал: Пластик ABS, металл
- Источник питания: От 100 В до 250 В, от 50 Гц до 60 Гц
- Максимальный ток: 200 А
Обзор
Сварочный аппарат Amico Stick Arc DC Inverter Welder – это сварочный аппарат промышленного уровня, но очень простой в использовании .Он имеет функцию регулировки усилия, которая позволяет эффективно использовать целлюлозный электрод, а также другие электроды.
Этот сварочный аппарат использует передовую инверторную технологию IGBT, благодаря которой вы всегда будете получать постоянную выходную мощность независимо от того, насколько сильно колеблется входная мощность. Дуга в этом сварочном аппарате очень стабильна, и он имеет функцию предотвращения прилипания, предотвращающую прилипание сварочного материала.
Он включает в себя светодиодный индикатор силы тока, который полезен для новичков в сварке.Поскольку он имеет опции управления силой тока, его очень легко запустить и использовать. Этот сварочный аппарат имеет автоматическую компенсацию для защиты от перенапряжения, перегрузки или перегрузки по току.
Этот инверторный сварочный аппарат оптимизирован для обеспечения высококачественного шва. Это помогает избежать любой очистки после сварки. И, наконец, поскольку его компоненты очень прочные, этот инверторный сварочный аппарат надежен как для профессионалов, так и для личного использования.
Проверить цену на Amazon.
Mophorn MIG TIG инверторный сварочный аппарат
Щелкните изображение, чтобы узнать цену на AmazonТехнические характеристики
- Тип сварочного аппарата: MIG / TIG
- Напряжение: 220 Вольт
- Выходной ток: 20A до 200A
- Скорость проволоки: 2.От 2 м / мин до 12 м / мин
- Материал: Металл
Обзор
Mophorn MIG TIG Arc Inverter Welder – это универсальный сварочный аппарат, который можно использовать для MIG, TIG и дуговой сварки. Он оснащен технологией IGBT, которая позволяет вам контролировать ток, поэтому вы можете достичь стабильной и высококачественной работы.
Для облегчения безвоздушной сварки он оснащен переходниками для порошковой проволоки Lux. Пузырьки воздуха вызывают плохую сварку, если они возникают в зоне сварки. С помощью этого адаптера вы можете избежать такого риска.
Этот сварочный аппарат может автоматически выпускать инертный газ для металла во время сварки. Таким образом, он предотвращает окисление свариваемой детали и обеспечивает долговечность детали.
Поскольку он позволяет выполнять разные типы сварки, вам необходимо переключаться между режимами сварки. Переключить режим очень просто. Он оснащен ЖК-монитором. Этот монитор показывает ампер и напряжение проверки. Монитор очень прост в использовании и осмотре.
Ток и напряжение этого инверторного сварочного аппарата можно регулировать, чтобы вы могли получить идеальный ток при требуемом входном напряжении.Кроме того, этот сварочный аппарат оснащен высококачественным механизмом подачи проволоки, который обеспечивает плавную подачу проволоки.
Наконец, вы можете использовать его для ремонта дома и самостоятельных работ, а также для сварки тонкого чугуна и стали. Это компактный и легкий сварочный аппарат с прочной ручкой для переноски, который легко переносится куда угодно.
Проверить цену на Amzon
HITBOX MIG Welder 200Amp Inverter Welder
Щелкните изображение, чтобы узнать цену на AmazonТехнические характеристики
- Технология инвертора: IGBT
- Входное напряжение: 220 В, 50/60 Гц
- Применимая толщина: более 0.8 мм
- Вес нетто: 21,38 фунта
- Материал: Железо, медь, алюминий
- Источник питания: постоянного тока, 220 вольт
Обзор
HITBOX Inverter Welder – многофункциональный сварочный аппарат, который способен выполнять сварку MIG, дуговой сваркой и сваркой TIG. Это самозащищенный газовый, а не газовый сварочный аппарат.
Можно использовать для сварки чугуна и нержавеющей стали. Во время сварки вы можете выбирать между порошковой или сплошной проволокой для газовой или газовой сварки.Поскольку им очень легко управлять, это отличный инверторный сварочный аппарат для начинающих.
У него простой, но отличный дизайн, который не только красиво выглядит, но и очень компактен. Он легкий, и его очень легко носить с собой. Вы можете хранить его где угодно, не занимая много места.
Этот инверторный сварочный аппарат включает в себя зажим заземления, горелку MB15 MIG, газовую трубку, электрододержатель, переносную вилку и порошковую проволоку (1,0 мм и 1 кг). Вы можете использовать его, подключив его напрямую к источнику постоянного тока или используя генератор.
Проверить цену на Amazon
Lotos TIG200ACDC Сварочный аппарат TIG для алюминия
Щелкните изображение, чтобы узнать цену на AmazonТехнические характеристики
- Тип сварки: TIG, Stick
- Выходной ток: От 10 А до 200 А
- Тип входа: AC / DC, 110/220 В Dual
- Мощность сварки: 3/8 дюйма
- Ножная педаль: Включена
Обзор
Lotos TIG200ACDC – это сварочный аппарат TIG с прямоугольной волной переменного тока 200 ампер инвертор.Этот тип инвертора обеспечивает точность сварки алюминия. Но кроме алюминия, он также подходит для нержавеющей стали и более тонких материалов.
У этого сварочного аппарата есть ручная горелка для управления сварочным материалом и ножная педаль для управления теплотой сварки. Поскольку вы можете контролировать нагрев, вы можете использовать его для мягкой стали, нержавеющей стали, алюминия и многих других металлов.
Усовершенствованная система охлаждения PAPST, используемая в этом сварочном аппарате, поддерживает стабильность плазменной резки.Плазменный резак очень прочен и обеспечивает высокую производительность. В этом сварочном аппарате есть двойной вход напряжения, так что вы можете использовать любой из них по своему желанию.
Этот сварочный комплект включает горелку TIG, источник питания, ножную педаль, зажим для стержня / MMA, переходник преобразователя 110 В / 220 В, регулятор аргона, комплект расходных материалов, зажим заземления и т. Д.
Проверить цену на Amazon
Сколько типов инверторов Сварщики есть?
Здесь я расскажу о типах инверторных сварочных аппаратов, которые вы найдете на рынке.Если вы узнаете об этих типах, это поможет вам выбрать правильный инверторный сварочный аппарат для вашей работы.
MIG Inverter Welder
MIG сварочный аппарат для сварки металлов в среде защитного газа. Это простой процесс сварки, и вам потребуется некоторое время, чтобы овладеть этой техникой сварки. Этот сварочный металл используется для сварки, и вы должны установить параметры сварщика и выбрать правильный тип защитного газа. Однако сварочный аппарат, используемый для сварки MIG, представляет собой инверторный сварочный аппарат MIG.
Инверторный сварочный аппарат TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) или дуговая сварка вольфрамовым электродом (GTAW) – это метод сварки, при котором вместо металла используется вольфрам.Он более сложен по сравнению со сваркой MIG. Для этого требуется пистолет TIG или горелка с вольфрамовым электродом (не расходуемый). Этот электрод нагревает сварочный материал, в результате чего образуется сварной шов. Инверторный сварочный аппарат, который используется для сварки TIG или GTAW, называется инверторным сварочным аппаратом TIG.
Сварочный аппарат с инвертором
Хотя во всем мире популярна такая сварка, эта сварка на самом деле называется дуговой сваркой защищенного металла или сокращенно SMAW. Это еще один простой процесс сварки, в котором используется плавящийся электрод с флюсовым покрытием.Сварочная дуга возникает между рабочими материалами и электродом. Инверторный сварочный аппарат, используемый для этого вида сварки, называется инверторным сварочным аппаратом.
Дуговый инверторный сварочный аппарат
Последний вид сварочного процесса называется дуговой сваркой. Ее также называют сваркой сердечником. Это очень похоже на сварку MIG. Потому что в обоих процессах сварки используется электрод (расходный материал), который постоянно требует подачи проволоки для создания сварочной дуги.
Разница между ними заключается в том, что при дуговой сварке сердечник из флюса используется для создания защитного газа, тогда как при сварке MIG используется внешний источник газа.Однако инверторные сварочные аппараты используются только для дуговой сварки.
Зачем вам инверторный сварочный аппарат?
Есть несколько преимуществ инверторного сварочного аппарата перед обычным сварочным аппаратом. Вот почему у вас должен быть собственный инверторный сварочный аппарат. Я хотел бы поговорить об этих преимуществах, прежде чем я начну с обзоров инверторных сварочных аппаратов.
Маленькие и портативные
Обычно инверторные сварочные аппараты меньше по размеру и портативны по сравнению с обычными сварочными аппаратами. Обычные сварщики стационарны и очень тяжелы.Вы не можете поднять их и взять куда хотите. Но когда дело доходит до инверторных сварочных аппаратов, их можно легко носить с собой, поскольку они довольно легкие.
Инверторные сварочные аппараты компактны, поэтому их можно легко хранить в любом месте. Такого обычного сварщика не разместить. Обычного сварщика нужно поставить на место навсегда, и вы не можете его сдвинуть.
Легче в управлении
Инверторные сварочные аппараты намного проще контролировать, чем трансформаторные сварочные аппараты. Вы можете изменять входное напряжение и силу тока инверторного сварочного аппарата.Таким образом вы можете изменить уровень мощности и уровень тепловой энергии, плавящей сварочный материал.
Таким образом, вы можете использовать инверторный сварочный аппарат для различных видов сварки в соответствии с вашими потребностями. Для тяжелых или профессиональных сварочных работ инверторный сварочный аппарат не лучший выбор. Но дома это лучший выбор. Лучше выбрать инверторный сварочный аппарат для личных или домашних работ из-за его универсальности.
экономит энергию и достаточно эффективен
Инверторные сварочные аппараты могут работать при низком входном напряжении.И они также могут давать стабильную выходную энергию. Таким образом инверторные сварочные аппараты экономят много энергии.
Некоторые инверторные сварочные аппараты позволяют одновременно выполнять несколько типов сварки. А их портативность облегчает работу с ними. Вот почему работа с инверторными сварочными аппаратами более эффективна.
Стабильность выходного тока и напряжения
Все инверторные сварочные аппараты имеют защиту от помех, и они менее подвержены изменениям температуры и колебаниям напряжения. Вот почему независимо от того, насколько изменяется напряжение на входе, на выходе напряжение и ток всегда остаются очень стабильными.
Это были все преимущества инверторного сварочного аппарата, ради которых вы должны иметь инверторный сварочный аппарат.
Мои последние слова
Надеюсь, мои обзоры инверторных сварщиков помогут вам найти желаемого сварщика. Вы можете выбрать любого из этих сварщиков, и я могу заверить вас, что вы останетесь довольны их работой. Если у вас есть какие-либо вопросы, вы можете задать мне их в разделе комментариев, и я постараюсь помочь вам как можно скорее. Спасибо.
Почему я не могу выполнить сварку при помощи сварочного шва на аппарате MIG?
Q : У меня дома есть небольшой сварщик MIG.Я хочу использовать его для сварки штангой, но мне сказали, что я не могу. Почему это? В работе у нас есть несколько разных типов сварочных аппаратов. Почему некоторые из них можно использовать только для сварки штангой, а некоторые – только для сварки проволокой, а есть другие машины, которые можно использовать и для того, и для другого? Я слышал термины CC и CV, но что они означают и почему они важны? Наконец, у нашей компании есть несколько чемоданов для подачи проволоки с переключателем «CV / CC» внутри них. Значит ли это, что их можно использовать с любым сварочным аппаратом?
A : Это отличные вопросы, и я уверен, что их задавали многие сварщики.С точки зрения конструкции и управления дугой существует два принципиально разных типа источников сварочного тока. К ним относятся источники питания, вырабатывающие на выходе постоянный ток (CC), и источники питания, которые производят выход постоянного напряжения (CV). Многопроцессорные источники питания – это те, которые содержат дополнительные схемы и компоненты, которые позволяют им производить как выход CC, так и CV, в зависимости от выбранного режима.
Обратите внимание, что сварочная дуга является динамической, в которой ток (A) и напряжение (V) постоянно меняются.Источник питания отслеживает дугу и вносит изменения в миллисекунды, чтобы поддерживать стабильное состояние дуги. Термин «постоянный» относителен. Источник питания CC будет поддерживать ток на относительно постоянном уровне, несмотря на довольно большие изменения напряжения, в то время как источник питания CV будет поддерживать напряжение на относительно постоянном уровне, независимо от довольно больших изменений тока.
Рисунок 1 содержит графики типичных выходных кривых источников питания постоянного и постоянного тока.Обратите внимание, что в различных рабочих точках кривой выхода на каждом графике наблюдается относительно небольшое изменение одной переменной и довольно большие изменения другой переменной («Δ» (дельта) = разница).
Следует также отметить, что в данной статье рассматриваются только обычные типы источников сварочного тока. При импульсной сварке с использованием многих новейших источников питания с технологией управления формой волны вы действительно не можете рассматривать выход как строго CC или CV. Скорее, источники питания отслеживают и изменяют напряжение и ток с чрезвычайно высокой скоростью (намного быстрее, чем источники питания с традиционной технологией), чтобы обеспечить очень стабильные условия дуговой сварки.
Прежде чем обсуждать вопрос о CC и CV, мы должны сначала понять эффекты как тока, так и напряжения при дуговой сварке. Ток влияет на скорость плавления или скорость расхода электрода, будь то стержневой электрод или проволочный электрод. Чем выше уровень тока, тем быстрее плавится электрод или тем выше скорость плавления, измеряемая в фунтах в час (фунт / час) или килограммах в час (кг / час). Чем ниже ток, тем ниже становится скорость плавления электрода.
Voltage управляет длиной сварочной дуги, а также шириной и объемом конуса дуги.По мере увеличения напряжения длина дуги становится больше (и конус дуги шире), а по мере ее уменьшения длина дуги становится короче (и конус дуги уже). На рисунке 2 показано влияние напряжения на дугу.
Используемый процесс сварки и связанный с ним уровень автоматизации определяют, какой тип сварочной мощности является наиболее стабильным и, следовательно, предпочтительным. Процессы дуговой сварки защищенного металла (SMAW; MMAW или Stick) и газо-вольфрамовой дуговой сварки (GTAW; также известного как TIG) обычно считаются ручными процессами.Это означает, что вы управляете всеми параметрами сварки вручную. Вы держите электрододержатель или горелку TIG в руке и вручную управляете углом перемещения, рабочим углом, скоростью перемещения, длиной дуги и скоростью подачи электрода в соединение. В процессах SMAW и GTAW (т. Е. Ручных процессах) CC является предпочтительным типом выхода от источника питания.
И наоборот, процесс газовой дуговой сварки (GMAW; MIG) и процесс дуговой сварки порошковой проволокой (FCAW; также известный как флюсовый сердечник) обычно считаются полуавтоматическими процессами.Это означает, что вы по-прежнему держите сварочный пистолет в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения и расстояние от наконечника до рабочей поверхности (CTWD).
Однако скорость подачи электрода в соединение, известная как скорость подачи проволоки (WFS), регулируется автоматически с помощью механизма подачи проволоки с постоянной скоростью. Для процессов GMAW и FCAW (т.е. полуавтоматических процессов) предпочтительным выходом является CV.
Таблица 1 содержит сводную информацию о рекомендуемых типах вывода в зависимости от процесса сварки.
Для упрощения конструкции и снижения затрат на закупку источники сварочного тока обычно проектируются для использования всего лишь с одним или двумя типами сварочных процессов. С этой целью базовая машина для стержневой сварки будет иметь мощность только CC, так как она предназначена только для сварки стержнем. Аппарат TIG также будет иметь выход только CC, так как он предназначен только для TIG и сварки штучной сваркой. И наоборот, базовая машина MIG будет иметь только выходное напряжение CV, поскольку она предназначена только для сварки MIG и сердечника из флюса.
Что касается вашего первого вопроса «Почему я не могу выполнять сварку с помощью сварочного шва на моем аппарате MIG», то ответ заключается в том, что ваш аппарат MIG имеет только выходное напряжение CV, что не предназначено или не рекомендуется для сварки штучной сваркой.И наоборот, вы, как правило, не можете выполнять сварку MIG на ручном станке с выходом CC, потому что это неправильный тип мощности для сварки MIG.
Как упоминалось ранее, существуют источники питания для многопроцессорной сварки, которые могут обеспечивать выход как CC, так и CV. Однако они, как правило, более сложные, имеют более высокую производительность, предназначены для промышленного применения и не имеют цены в базовом ценовом диапазоне сварочных аппаратов начального уровня. На рисунке 3 показаны примеры типичных сварочных аппаратов CC, CV и многопроцессорных сварочных аппаратов.
Вы можете создать сварочную дугу с помощью любого из сварочных процессов на выходе типа CC или CV (если вы можете настроить сварочное оборудование для этого). Однако, когда вы используете предпочтительный тип выхода для каждого соответствующего процесса, условия дуги очень стабильны. Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что поддерживать дугу невозможно.
Теперь давайте обсудим, почему эти последние утверждения верны.С помощью двух ручных процессов, SMAW и GTAW, вы управляете всеми переменными вручную (вот почему они являются двумя процессами, требующими наибольшего количества навыков оператора). Вам необходимо, чтобы электрод плавился с постоянной скоростью, чтобы вы могли подавать его в соединение с постоянной скоростью. Для этого сварочная мощность должна поддерживать постоянный ток (т. Е. CC), чтобы результирующая скорость плавления была постоянной. Напряжение – менее контролируемая переменная.
При ручных процессах очень трудно постоянно поддерживать одну и ту же длину дуги, потому что вы также постоянно вводите электрод в соединение.Напряжение меняется в результате изменения длины дуги. С выходом CC ток – это ваша предварительная установка, регулирующая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
Если вы попытаетесь выполнить сварку методом SMAW, например, используя выход CV и ток, итоговая скорость плавления будет слишком сильно отличаться. Когда вы двигались вдоль стыка (пытаясь согласоваться со всеми другими параметрами сварки), электрод плавился бы быстрее, затем с меньшей скоростью, затем с большей скоростью и т. Д.Вам постоянно нужно было бы изменять скорость, с которой вы вводили электрод в соединение. Это невыполнимое условие, поэтому выход CV нежелателен.
Когда вы переключаетесь на полуавтоматический процесс, такой как GMAW или FCAW, что-то меняется. Хотя вы все еще управляете многими параметрами сварки вручную, электрод подается в соединение с постоянной скоростью (в зависимости от конкретной WFS, установленной на механизме подачи проволоки). Теперь вы хотите, чтобы длина дуги была одинаковой.Для этого сварочная мощность должна поддерживать напряжение на постоянном уровне (т. Е. CV), чтобы полученная длина дуги была постоянной.
Ток – менее контролируемая переменная. Он пропорционален WFS или является его результатом. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, а управляющие переменные и ток просто измеряются во время сварки.
Если вы попытаетесь выполнить сварку с использованием процессов GMAW или FCAW, используя выход CC, напряжение и результирующая длина дуги будут слишком сильно отличаться.При уменьшении напряжения длина дуги станет очень короткой, и электрод войдет в пластину. Затем при увеличении напряжения длина дуги станет очень большой, и электрод сгорит обратно к контактному наконечнику. Электрод будет постоянно врезаться в пластину, затем сгорать обратно к наконечнику, затем вонзиться в пластину и т. Д. Это невыполнимое условие, что делает выход CC нежелательным.
В качестве примечания, также принято полностью автоматизировать процессы сварки GTAW, GMAW и FCAW.В случае полной автоматизации все переменные контролируются машиной и удерживаются под постоянным углом, расстоянием или скоростью. Следовательно, меньше изменений в условиях дуги. Однако предпочтительным типом вывода для автоматизированной GTAW по-прежнему является CC, тогда как CV предпочтительнее для автоматизированных GMAW и FCAW.
Пятый распространенный процесс дуговой сварки, дуговая сварка под флюсом (SAW; также известная как поддуговая дуга), также обычно является автоматизированным процессом. Для SAW обычно используется выход CC или CV. Определяющими факторами, определяющими, какой тип вывода является наилучший, обычно являются диаметр электрода, скорость перемещения и размер сварочной ванны.Для полуавтоматической резки SAW предпочтительным типом вывода является CV.
Ваш последний вопрос был о механизмах подачи проволоки в виде чемоданов (см. Пример в , рис. 4 ). Это оборудование, которое позволяет вам идти вразрез с основными правилами, описанными в этой статье. . . по мере. Они разработаны в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с традиционными механизмами подачи проволоки в заводских условиях.
Во-первых, провод заключен в жесткий пластиковый футляр для лучшей защиты и долговечности в полевых условиях.Во-вторых, им не нужен кабель управления для питания приводного двигателя, а скорее используется провод измерения напряжения от механизма подачи проволоки. Таким образом, подключение выполняется просто, для этого достаточно использовать имеющийся сварочный кабель источника питания (и добавить газовый шланг). В-третьих, у них есть возможность работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC / CV», с помощью которого вы выбираете тип выхода от источника питания.
Когда впервые появились эти механизмы подачи проволоки в виде чемоданов, теория заключалась в том, что они могут использоваться с большой существующей базой источников питания постоянного тока, уже имеющихся на местах (в первую очередь, сварочных аппаратов с приводом от двигателя), и, таким образом, теперь дают производителям GMAW и FCAW (я.е., сварка проволокой). Вместо того, чтобы покупать новый источник питания постоянного тока, им нужно было только получить механизм подачи проволоки.
Для компенсации колебаний напряжения, возникающих на выходе CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, чтобы помочь стабилизировать дугу. Обратите внимание, что в CC скорость подачи проволоки больше не постоянная, а, скорее, постоянно увеличивается и уменьшается в попытке сохранить постоянный ток на выходе).
Реальность сварки проволокой с выходом CC состоит в том, что она довольно хорошо работает с одними приложениями и плохо работает с другими. Относительно хорошая стабильность дуги достигается при использовании процесса порошковой сварки в среде защитного газа (FCAW-G) и процесса GMAW в режиме струйной дуги или импульсной струйной дуги для переноса металла. Тем не менее, стабильность дуги все еще очень неустойчива и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме передачи металла при коротком замыкании.
Хотя напряжение зависит от выхода CC, процессы, которые обычно работают при более высоких напряжениях (т.е.например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная сварочная дуга MIG, менее чувствительны к колебаниям напряжения, возникающим при выходе CC. Поэтому стабильность дуги очень хорошая. В то время как процессы, такие как короткое замыкание MIG и FCAW-S, которые обычно работают при более низких настройках напряжения (т. Е. 22 В или меньше), более чувствительны к колебаниям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой.
Другой фактор, связанный с электродами FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, большая длина дуги, по существу, могут привести к чрезмерному попаданию дуги в атмосферу.Это потенциально может привести к пористости сварного шва и / или резкому снижению ударной вязкости металла шва при низких температурах.
В заключение, выход CV ВСЕГДА рекомендуется для сварки проволокой. Поэтому при использовании этих механизмов подачи проволоки в виде чемодана с источником питания с выходом CV используйте его вместо выхода CC.