7523 Станок протяжной горизонтальный. Паспорт, схемы, характеристики, описание
Сведения о производителе протяжного станка 7523
Разработчиком и изготовителем горизонтально-протяжного станка 7523 является Минский станкостроительный завод имени С.М.Кирова, основанный в 1881 году.
Станки, выпускаемые Минским станкостроительным заводом имени С.М.Кирова
- 7А510 – станок протяжной горизонтальный для внутреннего протягивания, 100 кН
- 7Б510 – станок протяжной горизонтальный для внутреннего протягивания, 100 кН
- 7А534 – станок протяжной горизонтальный для внутреннего протягивания, 250 кН
- 7Б55 – станок протяжной горизонтальный для внутреннего протягивания, 100 кН
- 7Б56 – станок протяжной горизонтальный для внутреннего протягивания, 200 кН
- 7Б57 – станок протяжной горизонтальный для внутреннего протягивания, 400 кН
- 8В66 – станок отрезной круглопильный автомат, Ø 280
- 8В66А – станок отрезной круглопильный автомат, Ø 280
- 8Г662 – станок отрезной круглопильный автомат, Ø 280
- 8Г663 – станок отрезной круглопильный автомат, Ø 285
- 7523 – станок протяжной горизонтальный для внутреннего протягивания, 100 кН
- 7534 – станок протяжной горизонтальный для внутреннего протягивания, 250 кН
- МП8-876 – станок деревообрабатывающий комбинированный бытовой
- МП8-1540 – станок деревообрабатывающий комбинированный бытовой
7523 Станок протяжной горизонтальный для внутреннего протягивания.
 Назначение и область применения
Назначение и область примененияПротяжной станок 7523 заменил в производстве устаревшую модель 7Б55 и был заменен на более совершенную модель 7А523.
Станок 7523 предназначен для обработки протягиванием сквозных отверстий (предварительно обработанных и необработанных) различной конфигурации: круглых, шлицевых, прямоугольных, со шпоночными пазами и прочих входит в состав новой унифицированной гаммы протяжных станков.
При оснащении полуавтомата 7523 специальными приспособлениями на нем можно производить обработку протягиванием также и наружных поверхностей различной формы.
Наиболее эффективно использование полуавтомата 7523 в массовом и крупносерийном производстве. Однако простота переналадки позволяет успешно применять его в мелкосерийном и единичном производстве.
Принцип работы и особенности конструкции станка
При оснащении автоматизированным загрузочно-выгрузочным устройством полуавтомат 7523 может работать в автоматическом режиме, а также встраиваться в автоматические линии.
Основные преимущества нового полуавтомата 7523 — повышенная производительность и надежность.
Более высокая производительность обусловлена повышением коэффициента технического использования станка, уровня механизации и автоматизации.
Повышенную надежность полуавтомата обеспечивают:
- новая конструкция гидропривода главного движения на базе аксиально-поршневых насосов;
- новая более совершенная система смазки, обеспечивающая строго дозированную подачу смазывающей жидкости в каждую точку с контролем подачи и сигнализацией в случае несрабатывания;
- введение двойной фильтрации рабочей жидкости с использованием тонкой очистки с электровизуальной сигнализацией и высокой степенью очистки;
- применение беструбного метода монтажа притычкой и модульной гидроаппаратуры с использованием унифицированных плиток;
- применение новой силовой электрической аппаратуры;
- укладка электроприводов в металлические короба.


Удобство обслуживания полуавтомата улучшено за счет:
- усовершенствования механизма регулировки длины хода рабочих салазок;
- введения в конструкцию полуавтомата электросекундомера для измерения скорости перемещения рабочих салазок;
- оснащения полуавтомата счетчиком циклов для счета количества обработанных деталей и определения необходимости переточки протяжки;
- соединения электрошкафа со станком и гидробаком, а также со средствами автоматизации штепсельных разъемов.
По заказу полуавтомат 7523 может поставляться с наладкой для обработки одной или нескольких определенных деталей, а также без приставной станины (модификации 7523-002).
Шероховатость обработанной поверхности Ra 3,2… 0,4 мкм.
Разработчик — Минское специальное конструкторское бюро протяжных станков.
7523 Габарит рабочего пространства протяжного станка
Габарит рабочего пространства протяжного станка 7523
Габарит рабочего пространства протяжного станка 7523. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
7523 Фото протяжного горизонтального станка
Фото протяжного станка 7523
Фото протяжного станка 7523. Смотреть в увеличенном масштабе
Фото протяжного станка 7523
Фото протяжного станка 7523. Смотреть в увеличенном масштабе
Фото протяжного станка 7523
Фото протяжного станка 7523. Смотреть в увеличенном масштабе
7523 Схема протяжной операции
Схема протяжной операции горизонтального станка 7523
Движение протяжки осуществляется с помощью гидропривода, имеющего два насоса. Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой – производительностью 25 л/мин – подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200-1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра.
Простой цикл применяют при использовании коротких протяжек. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при настройке станка. Этот режим включает необходимые для подготовки процесса протягивания движения инструмента.
Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи и съема деталей может работать в автоматическом цикле и может быть встроен в автоматические линии. Применяется станок в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Одна из схем протягивания показана на рис. 50. Хвостовик протяжки 5 пропускают через отверстие обрабатываемой детали 7 и втулку 8 приспособления 6, установленного в опорной плите 9.
Левый конец протяжки закрепляют в автоматическом патроне, состоящем из корпуса 4, специальной втулки 10 с внутренним диаметром, соответствующим протяжке, и двух сухарей 3. В показанном положении пружина 2, распирая деталь 1, связанную со штоком силового цилиндра, и корпус 4, сдвигает сухари 3, вследствие чего последние захватывают хвостовик протяжки.
Когда протяжка перемещается влево, происходит обработка отверстия. Во время холостого хода протяжка возвращается в исходное положение.
Корпус 4, подойдя к приспособлению 6, упирается в него и останавливается.
Шток поршня и муфта 1, продолжая движение и сжимая пружину 2, сдвигают втулку 10 вправо, сухари 3 попадают в выточку а, и движение прекращается. Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10, вставить в следующую деталь и, установив снова, начинать обработку.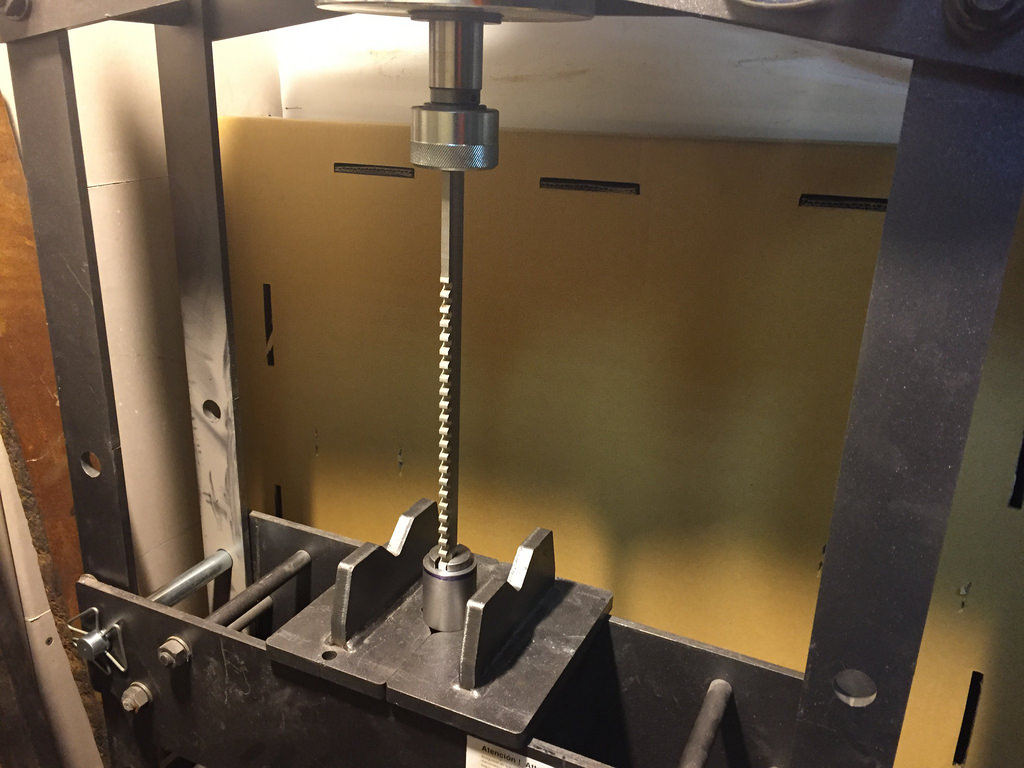
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход — замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Полный цикл станка предусматривает:
- быстрый подвод протяжки к рабочему патрону и захват ее
- замедленный ход с большей скоростью (которая обеспечивает полное использование мощности привода)
- замедленный рабочий ход (для получения требуемой шероховатости при работе калибрующих зубьев протяжки)
- раскрытие вспомогательного патрона и вывод протяжки из детали
- остановка станка для выгрузки детали
- обратный ход рабочих салазок после повторного нажатия кнопки «Пуск цикла»
- захват заготовки вспомогательным патроном в начале обратного хода
- замедление скорости в конце обратного хода и раскрытие рабочего патрона
- отвод протяжки вспомогательными салазками
- останов
Возможен неполный цикл без подвода и отвода протяжки, когда вспомогательные узлы не действуют.
Во избежание провисания свободного конца протяжки, когда она закреплена только в одном из патронов, предусмотрены поддерживающие ролики, которые могут быть отведены.
7523 Пример протяжных работ внутреннего протягивания
Пример протяжных работ внутреннего протягивания 7523
7523 Технические характеристики протяжного станка
Технические характеристики протяжного станка 7523
Технические характеристики протяжного станка 7523. Смотреть в увеличенном масштабе
7523 Установочный чертеж протяжного станка
Установочный чертеж протяжного станка 7523
Установочный чертеж протяжного станка 7523. Смотреть в увеличенном масштабе
Читайте также: Ремонт гидравлических систем металлорежущих станков
Протяжной инструмент
Современный горизонтально-протяжной станок
 youtube.com/embed/zLnvF1UyYKU” frameborder=”0″ allowfullscreen=””>
youtube.com/embed/zLnvF1UyYKU” frameborder=”0″ allowfullscreen=””> Технические характеристики протяжного станка 7523
| Наименование параметра | 7Б55 | 7523 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности станка | Н | Н |
| Номинальное тяговое усилие, кН(тс) | 100(10) | 100(10) |
| Наибольшая длина хода рабочих салазок, мм | 1250 | 1250 |
| Наибольшая настроенная длина хода рабочих салазок, мм | 1200 | 1200 |
| Расстояние от станины до оси отверстия под планшайбу в опорной плите, мм | 250 | 250 |
| Максимальный наружный диаметр обрабатываемой детали, мм | 600 | |
| Размеры рабочей поверхности передней опорной плиты станка, мм | 450 х 450 | 450 х 450 |
| Диаметр отверстия под планшайбу в опорной плите, мм | 160 | 160Н7 |
| Диаметр отверстия в планшайбе, мм | 125 | 125 |
| Диаметр планшайбы, мм | 280 | 280 |
| Скорость рабочего хода, м/мин | 1,5. .11,5 .11,5 | 1,5..11,5 |
| Скорость рабочего хода при номинальном тяговом усилии, м/мин | 6 | 6 |
| Регулирование скорости рабочего хода | бесступенчатое | бесступенчатое |
| Рекомендуемая скорость обратного хода, м/мин | 20..25 | 20..25 |
| Рекомендуемая скорость подвода и отвода протяжки, м/мин | 15 | |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | 3 | |
| Электродвигатель привода главного движения и вспомогательных салазок, кВт (об/мин) | 18,5 | 11 (2800) |
| Электродвигатель теплообменника, кВт (об/мин) | 0,12 (2710) | |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,15 (2800) | |
| Суммарная мощность электродвигателей установленных на станке, кВт | 11,27 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 6340 x 2090 x 1910 | 6000 х 2000 х 1715 |
| Масса станка, кг | 5200 | 4100 |
- Ашихмин В.
- Кацев П.Г. Протяжные работы, 1968
- Кацев П.Г., Епифанов Н.П. Справочник прояжника, 1963
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980, стр.248.
- Тепинкичиев В.К. Металлорежущие станки, 1973, стр.76.
Список литературы:

Связанные ссылки. Дополнительная информация
Полуавтомат протяжной горизонтальный 7523 | Станочный Мир
- Главная /
- Справочник
- Станки советские, российские, импортные – справочная информация
- Станки советские, российские, импортные – справочная информация
- Полуавтомат протяжной горизонтальный 7523
Станок предназначен для обработки протягиванием сквозных отверстий различной формы и размеров: круглых и шлицевых отверстий, шпоночных пазов и т.п. Взамен станка 7Б57
Технические характеристики станка 7523
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Номинальное тяговое усилие, кН | 100 |
| Длина хода рабочих салазок, мм | 1250 |
| Рабочая ширина стола, мм | |
| ЧПУ | – |
Пределы частот вращения шпинделя Min/Max, об/мин. |
– |
| Мощность, кВт | 11 |
| Габариты, мм | 6000_2000_1715 |
| Масса, кг | 4100 |
| Начало серийного выпуска, год | 1987 |
| Завод-производитель | Станкостроительный завод им. Кирова, ГП |
Предлагаем купить новые или после капремонта аналоги оборудования типа Полуавтомат протяжной горизонтальный 7523 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 7523 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию – Полуавтомат протяжной горизонтальный 7523 составляет:
- новые станки – 12 мес.,
- после капитального ремонта – 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Полуавтомат протяжной горизонтальный 7523 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Полуавтомат протяжной горизонтальный 7523 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Популярные модели
JUKI MF-7523 Распошивальная машина с 3 иглами Верхняя и нижняя крышка
Машину можно использовать для подшивания рукавов и низа футболок, а также для обметывания спортивной и трикотажной одежды. Передняя обложка обрезана таким образом, чтобы операторы могли подносить руки ближе к области входа иглы, тем самым повышая эффективность работы в процессе обшивания и т. д. можно снять среднюю иглу и сшить два ряда вверху и накрыть внизу. Современная машина серии Juki MF-7500 была разработана на основе тщательного непрерывного изучения качества шва. В стандартную комплектацию машины входит большое разнообразие легко настраиваемых функций для расширения применимых типов швейных изделий. Хорошо сбалансированная конструкция машины обеспечивает работу с низким уровнем вибрации и шума даже в высокоскоростном режиме.
В стандартную комплектацию машины входит большое разнообразие легко настраиваемых функций для расширения применимых типов швейных изделий. Хорошо сбалансированная конструкция машины обеспечивает работу с низким уровнем вибрации и шума даже в высокоскоростном режиме.
Швы можно отрегулировать в зависимости от применения или материала, изменив путь нити или отрегулировав регулятор натяжения нити, для получения мягких швов с низким натяжением для внутренней одежды или для получения высококачественных швов с хорошим натяжением для верхней одежды.
Оптимизированный механизм нитепритягивателя и путь прохождения верхней закрывающей нити способствуют повышению стабильности верхних закрывающих стежков. Кроме того, машина способна выполнять шитье с низким натяжением нити, что обеспечивает улучшенную реакцию на швейную нить.
Механизм регулировки дифференциальной подачи с механизмом микрорегулировки для обеспечения постоянного коэффициента дифференциальной подачи. Величину дифференциальной подачи можно легко отрегулировать до значения, наиболее подходящего для используемого материала.
Величину дифференциальной подачи можно легко отрегулировать до значения, наиболее подходящего для используемого материала.
Машина оснащена различными функциями для увеличения количества применимых типов швейных изделий.
Поскольку передняя и задняя гребенки синхронизированы, соотношение дифференциальной подачи остается постоянным и не требует дополнительной регулировки даже при изменении длины стежка.
Регулировка наклона зубчатой рейки легко осуществляется снаружи. Механизм регулировки наклона зубчатой рейки эффективно закрепляет пришиваемый материал на месте с повышенной надежностью и, таким образом, предотвращает неравномерную подачу материала и образование складок.
Микроподъемник удерживает прижимную лапку в слегка приподнятом положении во время шитья, чтобы предотвратить такие проблемы, как соскальзывание и деформация, или повреждения, которые могут легко возникнуть при шитье эластичных материалов.
Кулачок нити петлителя оснащен механизмом предотвращения скручивания нити.
Даже если нить обвивается вокруг кулачка нити петлителя, кулачок можно легко отсоединить для удаления нити.
Хорошо сбалансированная конструкция машины обеспечивает низкую вибрацию и низкий уровень шума даже в высокоскоростном режиме.
Это позволяет оператору сосредоточиться на швейной работе в более комфортных условиях.
Машина предназначена для использования компонентов датчика, которые аналогичны имеющимся в продаже.
Juki MF-7523-Sewing Gold
$ 2195,00
Juki MF-7523.0055
- Механизм преобразования хода игловодителя A
- Механизм предотвращения скручивания нити петлителя
- Тип стежка 3-игольная верхняя и нижняя распошивальная строчка Макс. скорость шитья: 6500 об/мин
- Длина стежка: 1,23,6 мм (длину стежка можно отрегулировать до 4,4 мм)
- Коэффициент дифференциальной подачи: 1:0,71:2
- Толщина иглы: 4,0 мм 4,8, 5,6, 6,4 мм
- Игла: UY128GAS #9S#14S (стандартный#10S)
- Подъем прижимной лапки: 5 мм (с верхним и нижним распошивальным швом), 8 мм (с нижним распошивальным швом)
- Регулировка шага стежка: Диском
- Регулировка дифференциальной подачи: Микро- механизм регулировки
- Смазка: автоматическая
- Смазочное масло: JUKI Machine Oil 18 (соответствует ISO VG18)
- Регулировка наклона зубчатой рейки: входит в стандартную комплектацию
- Микроподъемник: входит в стандартную комплектацию
- Функция преобразования хода игловодителя: предоставляется в стандартной комплектации
- Резервуар с силиконовым маслом для наконечника иглы
- Игольная нить: входит в стандартную комплектацию
- Картриджный масляный фильтр: входит в стандартную комплектацию
- Вес машины: головка 46 кг
*Скорость зависит от нити, материала и операции.
- Машина может использоваться для подшивания рукавов и низа футболок, а также для обшивки спортивной и трикотажной одежды
- Это не специальная модель, а базовая. которые могут использоваться для более широкого круга процессов независимо друг от друга
- Современная машина серии Juki MF-7500 была разработана на основе тщательного постоянного изучения качества шва
- В стандартную комплектацию машины входит большое разнообразие легко настраиваемых функций. для увеличения применимых типов швейных изделий
- Хорошо сбалансированная конструкция машины обеспечивает работу с низким уровнем вибрации и шума даже в высокоскоростном режиме
- Швы можно регулировать в зависимости от применения или материала путем изменения пути нити или регулировка регулятора натяжения нити для получения мягких швов с низким натяжением для внутренней одежды или для получения высококачественных швов с хорошим натяжением для верхней одежды
- Оптимизированный механизм нитепритягивателя и путь прохождения верхней закрывающей нити способствуют повышению стабильности верхних закрывающих стежков.
- Кроме того, машина способна выполнять шитье с низким натяжением нити, что обеспечивает улучшенную реакцию на швейную нить.
- Механизм регулировки дифференциальной подачи с механизмом микрорегулировки для обеспечения постоянного коэффициента дифференциальной подачи
- Величину дифференциальной подачи можно легко отрегулировать до значения, наиболее подходящего для используемого материала
- Машина оснащена различными функциями, позволяющими увеличить количество применимых типов швейных изделий
- Поскольку передняя и задняя гребенки синхронизированы, коэффициент дифференциальной подачи остается постоянным и не требует дополнительной регулировки даже при изменении длины стежка
- Регулировка наклона зубчатой рейки легко выполняется снаружи. Механизм регулировки наклона зубчатой рейки эффективно обеспечивает фиксацию пришиваемого материала с повышенной надежностью и тем самым предотвращает неравномерную подачу материала и образование складок
- Микроподъемник удерживает прижимную лапку в слегка приподнятом положении во время шитья, чтобы предотвратить такие проблемы, как проскальзывание и деформация, или повреждения, которые могут легко возникнуть при шитье эластичных материалов. механизм
- Даже если нить накручивается на кулачок нити петлителя, кулачок можно легко отсоединить для удаления нити
- Хорошо сбалансированная конструкция машины обеспечивает низкий уровень вибрации и шума даже при высокой скорости режим
- Это позволяет оператору сосредоточиться на швейной работе в более комфортных условиях.
- Машина разработана с использованием компонентов манометра, которые аналогичны имеющимся в продаже
- Это означает, что компоненты манометра для машины легко доступны и могут быть заменены с небольшими трудностями или без труда

 механизм
механизмАксессуары
Включает в себя полностью погруженную в воду фанерную столешницу, k-образные ножки, серводвигатель мощностью 3/4 л.
Транспортировка
Поставляется с разобранной, полностью погруженной подставкой и серводвигателем мощностью ¾ л.с., в 4 коробках. Стоимость наземной доставки UPS составляет 200 долларов США только в континентальной части США.