7Б56 Станок протяжной горизонтальный. Паспорт, схемы, характеристики, описание
Сведения о производителе протяжного станка 7Б56
Разработчиком и изготовителем горизонтально-протяжного станка 7Б56 является Минский станкостроительный завод имени С.М.Кирова, основанный в 1881 году.
Станки, выпускаемые Минским станкостроительным заводом имени С.М.Кирова
7Б56 Станок протяжной горизонтальный для внутреннего протягивания. Назначение и область применения
Станок протяжной горизонтальный 7Б56 производился начиная с 1981 года. Станок снят с производства. В настоящее время заводом выпускаются более совершенные горизонтальные протяжные автоматы и полуавтоматы: 7А523, 7А534, 7А545, 7555.
Горизонтально-протяжной станок 7Б56 предназначен для обработки методом протягивания предварительно обработанных или черновых сквозных отверстий различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов. При помощи специальных приспособлений можно обрабатывать наружные поверхности.
При помощи специальных приспособлений можно обрабатывать наружные поверхности.
Протяжной станок 7Б56 отличается большой производительностью, высокой точностью обработки.
Наиболее эффективно использование станка 7Б56 — в массовом и крупносерийном производстве. Простота переналадки станка позволяет применять его в мелкосерийном и единичном производстве.
По согласованию с заказчиком станок поставляется как в универсальном исполнении, так и со специальными приспособлениями и инструментом для обработки одной или нескольких определенных деталей.
Конструктивные особенности горизонтально-протяжного станка
7Б56:- Гидравлический привод
- Бесступенчатое регулирование скорости рабочего и обратного ходов
- Механизированный подвод и отвод протяжки на всей длине резания
- Повышенная жесткость и виброустойчивость, позволяющие работать во всем диапазоне рабочих скоростей и тяговых усилий, сохраняя при этом хорошую чистоту обработанной поверхности и высокую стойкость режущего инструмента
- Централизованная принудительная смазка трущихся поверхностей
- Фильтрация масла в гидросистеме
- Сигнализация с помощью электроконтактного манометра о затуплении режущего инструмента
- Размещение пусковой и предохранительной электроаппаратуры на поворотной панели в отдельно стоящем электрошкафу облегчает ее обслуживание и увеличивает срок службы
- Высокая надежность работы электрооборудования благодаря применению бесконтактных путевых переключателей, слаботочной электроаппаратуры управления и электромагнитов постоянного тока
- Возможность встраивания станка в автоматическую линию
Станок аттестован по первой категории качества.
Шероховатость обработанных поверхностей Rz20—Ra 0,63 мкм.
Класс точности станка Н по ГОСТ 8—77.
Корректированный уровень звуковой мощности LpA не превышает 108 дБА.
Проектная организация — Минское специальное конструктМоскваое бюро протяжных станков.
Основные технические характеристики горизонтального протяжного станка 7Б56
- Номинальное тяговое усилие – 200 кН (20 тс)
- Наибольшая длина рабочего хода салазок – 1600 мм
- Диаметр отверстия в планшайбе – 130 мм
- Скорость рабочего хода – 1,5 ÷ 11,5 м/мин
- Мощность электродвигателя привода главного движения – 30 кВт
- Масса станка – 5,2 т
7Б56 Габарит рабочего пространства протяжного станка
Габарит рабочего пространства горизонтального протяжного станка 7Б56
7Б56 Фото горизонтального протяжного станка
Фото горизонтального протяжного станка 7Б56
7Б56 Расположение составных частей протяжного станка
Фото горизонтального протяжного станка 7Б56
7Б56 основные узлы протяжного станка
- электрооборудование
- рабочий цилиндр
- рабочие салазки
- пульт управления
- устройство охлаждения
- поддерживающий ролик
- вспомогательный патрон
- вспомогательные салазки
- приставная станина
- механизм фиксации и расфиксации
- вспомогательный цилиндр
- рабочий патрон
- рабочие салазки
- механизм регулирования хода станка
- бак для охлаждающей жидкости
- насосная установка
Основная станина служит для размещения главных частей станка: рабочего цилиндра и рабочих салазок, соосность которых обеспечивается постельными планками, приваренными внутри станины на всей ее длине. В передней части станину замыкает массивная опорная плита, в которой выполнено точное отверстие, строго соосное с рабочим цилиндром станка. Это отверстие используется для установки опорной планшайбы станка. Около опорной плиты предусмотрен склиз, по которому стружка с охлаждающей жидкостью попадает в приемный ящик, расположенный рядом с баком для охлаждающей жидкости. В передней части основной станины, внизу имеется механизм поддерживающего ролика. Его назначение — поддерживать протяжку, когда ее задний хвостовик выходит из вспомогательного патрона. Поддержка осуществляется вплоть до конца обратного хода рабочих салазок, когда задний хвостовик протяжки снова входит во вспомогательный патрон. В механизме предусмотрено регулирование с помощью пружинного устройства для работы с протяжками разного диаметра.
В передней части станину замыкает массивная опорная плита, в которой выполнено точное отверстие, строго соосное с рабочим цилиндром станка. Это отверстие используется для установки опорной планшайбы станка. Около опорной плиты предусмотрен склиз, по которому стружка с охлаждающей жидкостью попадает в приемный ящик, расположенный рядом с баком для охлаждающей жидкости. В передней части основной станины, внизу имеется механизм поддерживающего ролика. Его назначение — поддерживать протяжку, когда ее задний хвостовик выходит из вспомогательного патрона. Поддержка осуществляется вплоть до конца обратного хода рабочих салазок, когда задний хвостовик протяжки снова входит во вспомогательный патрон. В механизме предусмотрено регулирование с помощью пружинного устройства для работы с протяжками разного диаметра.
Рабочие салазки связывают шток рабочего цилиндра с рабочим патроном. Для установки рабочего патрона в них предусмотрена переходная втулка с конусным посадочным отверстием. Конструкция рабочих салазок позволяет передавать нагрузку непосредственно со штока гидроцилиндра на рабочий патрон с помощью специальной муфты и стяжки (рис. 68). Рабочие салазки, выпускаемых, горизонтально-протяжных станков перемещаются по одной плоской и по одной V-образной направляющим станины, что повышает геометрическую точность станка. В салазках предусмотрены привернутые направляющие планки, позволяющие производить компенсацию износа в направляющих. В нижней части салазок имеется копир для опускания поддерживающего ролика в основной станине, когда рабочие салазки подходят к опорной плите.
Конструкция рабочих салазок позволяет передавать нагрузку непосредственно со штока гидроцилиндра на рабочий патрон с помощью специальной муфты и стяжки (рис. 68). Рабочие салазки, выпускаемых, горизонтально-протяжных станков перемещаются по одной плоской и по одной V-образной направляющим станины, что повышает геометрическую точность станка. В салазках предусмотрены привернутые направляющие планки, позволяющие производить компенсацию износа в направляющих. В нижней части салазок имеется копир для опускания поддерживающего ролика в основной станине, когда рабочие салазки подходят к опорной плите.
Механизм регулирования хода станка смонтирован в верхней части основной станины. Он выполнен в виде двух валиков, угловой поворот которых включает и выключает конечные выключатели, управляющие работой гидросистемы станка. Эти выключатели находятся снаружи основной станины в специальном корпусе. Настройкой положения закрепляемых на валиках кулачков обеспечиваются требуемые величины рабочего и замедленного ходов, а также величину замедленного хода и крайнее положение рабочих салазок в конце обратного хода. Поворот кулачков происходит под воздействием копира, укрепленного на рабочих салазках.
Поворот кулачков происходит под воздействием копира, укрепленного на рабочих салазках.
Приставная станина предназначена для монтажа механизмов, обеспечивающих подвод и отвод протяжки. Движения подвода и отвода сообщаются одновременно поддерживающему ролику 6 (см. рис. 67) и вспомогательным салазкам 8 от вспомогательного цилиндра 11. В конце подвода протяжки, когда поддерживающий ролик опускается в проем приставной станины, механизм 10 фиксации и расфиксации обеспечивает расцепление вспомогательных салазок от механизма подвода и отвода. Это позволяет вспомогательным салазкам сопровождать протяжку до конца резания, что становится возможным благодаря тому, что поддерживающий ролик 6 утоплен. В конце обратного хода вспомогательные салазки с помощью механизма фиксации и расфиксации вновь жестко соединяются с механизмом подвода и отвода. После этого начинается отвод протяжки, в начале которого поддерживающий ролик поднимается и становится опорой протяжки. Ее задний хвостовик закреплен во вспомогательном патроне.
При протягивании с сопровождением протяжки станок мод. 7Б56 работает в режиме полного полуцикла. Взаимодействие рассмотренных механизмов станка при этом отражено в табл. 21. При работе в режиме простого полуцикла исключаются из работы механизмы, расположенные в приставной станине. Последовательность действий при этом сохраняется полностью. Режим простого полуцикла применяется обычно при работе мелкими протяжками, например, шпоночными.
Наладочные размеры, определяющие возможности станка с точки зрения длины протяжки и длины, на которой обеспечивается сопровождение инструмента приведены на рис. 68.
7Б56 Гидравлическая схема протяжного горизонтального станка
Гидравлическая схема протяжного горизонтального станка 7Б56 (Рис.153)
Гидравлическая схема станка 7Б56. Смотреть в увеличенном масштабе
Гидропривод (рис. 153) осуществляет рабочие и вспомогательные движения исполнительных органов станка в рабочем цикле.
Протяжка подводится и отводится вспомогательным гидроцилиндром 31, который питается от пластинчатого насоса 22 через фильтр грубой и тонкой очистки 24 и 25. В исходном положении управляющий распределитель 28 находится в средней позиции. Масло от шестеренчатого насоса управления 6 подведено под оба торца гидрораспределителя 26, что удерживает его также в среднем положении. При этом правая часть гидроцилиндра 31 изолирована, а левая — соединена со сливом.
В исходном положении управляющий распределитель 28 находится в средней позиции. Масло от шестеренчатого насоса управления 6 подведено под оба торца гидрораспределителя 26, что удерживает его также в среднем положении. При этом правая часть гидроцилиндра 31 изолирована, а левая — соединена со сливом.
Нажатие кнопки «Пуск цикла» включает электромагнит Э6. Распределитель 28 переключается влево, соединяя магистрали 12 и 29 между собой, а трубопровод 27 со сливом, масло подается под правый торец гидрораспределителя 26, передвигая его влево. Трубопроводы 30 и 32 оказываются соединенными между собой и насосом 22. Давление в обеих полостях цилиндра 31 одинаково, площадь правой, бесштоковой полости больше, чем левой, — поршень движется влево и протяжка проводится к левому патрону. Масло из левой полости цилиндра перетекает в правую полость, увеличивая поток насоса 22.
Рабочий цилиндр 35 получает масло от радиально-поршневого реверсивного насоса 1. При рабочем ходе напорной является магистраль 13—33—34, а сливной 36—37—14. Часть сливающегося масла питает насос; избыток сбрасывается через клапанную коробку 7 и напорный золотник 8. При обратном ходе масло от насоса поступает через трубопроводы 14 и 36. Масло, вытекающее из цилиндра, не может пройти через обратный клапан 33 и перетекает из правой в левую части цилиндра через обратный клапан 37. Из бака масло забирается через обратный клапан 5 и клапанную коробку 7.
Часть сливающегося масла питает насос; избыток сбрасывается через клапанную коробку 7 и напорный золотник 8. При обратном ходе масло от насоса поступает через трубопроводы 14 и 36. Масло, вытекающее из цилиндра, не может пройти через обратный клапан 33 и перетекает из правой в левую части цилиндра через обратный клапан 37. Из бака масло забирается через обратный клапан 5 и клапанную коробку 7.
В исходном положении обе полости насоса 1 соединены трубопроводом 4 через переливной клапан 2 в позиции Б. Это предотвращает самопроизвольное движение салазок при неточной настройке нулевого положения насоса. Перед движением салазок клапан 2 переводится в положение А и полости насоса разъединены. В зависимости от направления (вправо — влево) смещения статора относительно ротора всасывающая и нагнетательная полости насоса меняются назначением, а следовательно, изменяется скорость перемещения салазок.
Различные смещения статора устанавливают при наладке регулировочными винтами 19, которые служат упорами для штоков поршней 21. Положение диска 20 и связанного с ним статора определяется одним поршнем 21. При включении электромагнита 31, переключающего распределитель 15, происходит рабочий ход, который ускоряется при дополнительном включении 32, вызывает обратный ход, который замедляется при включении электромагнита 34. Порядок и момент переключения электромагнитов зависят от расстановки конечных выключателей. Предохранительные клапаны 3 и 9, напорные золотники 10, 11, 23 и 38 сбрасывают часть масла на слив при повышении давления в определенных магистралях до значения, большего, чем давление при настройке.
Положение диска 20 и связанного с ним статора определяется одним поршнем 21. При включении электромагнита 31, переключающего распределитель 15, происходит рабочий ход, который ускоряется при дополнительном включении 32, вызывает обратный ход, который замедляется при включении электромагнита 34. Порядок и момент переключения электромагнитов зависят от расстановки конечных выключателей. Предохранительные клапаны 3 и 9, напорные золотники 10, 11, 23 и 38 сбрасывают часть масла на слив при повышении давления в определенных магистралях до значения, большего, чем давление при настройке.
Гидравлическая схема протяжного горизонтального станка 7Б56
Гидравлическая схема станка (рис. 69). Две наклонные стрелки на условном обозначении рабочего 1 и вспомогательного 8 цилиндров означают, что они имеют регулируемое торможение (замедление) в конце хода при движении в обоих направлениях. Все гидравлические агрегаты станка смонтированы на баке 12 емкостью 1250 л. Толстыми линиями на рис. 69 показаны линии связей всасывания, напора и слива. Линии связи управления показаны тонкими линиями. Линии связи управления 4—7 позволяют контролировать давление в узловых точках гидравлической схемы. Давление контролируется с помощью манометра 3, к которому через гидропульт I последовательно подключается любая из перечисленных линий связи управления. Линия 4 позволяет контролировать давление в штоковой полости рабочего цилиндра при рабочем ходе; линия 5 — в бесштоковой полости рабочего цилиндра при обратном ходе; линия 6 — в линиях управления работой гидроагрегатов; линия 7 — в линии напора вспомогательного цилиндра. Кроме манометра 5 в гидравлической схеме станка предусмотрен управляющий электроконтактный манометр 2: Этот манометр» настраивают на давление, увеличенное примерно на 30% по сравнению с давлением в начале работы новым или заточенным инструментом. При затуплении протяжки максимальное давление в штоковой полости будет возрастать. Когда прирост давления достигнет 30%, что соответствует предельно-допустимой величине затупления, электроконтактный манометр включает сигнальную лампочку на пульте управления 4 (см.
69 показаны линии связей всасывания, напора и слива. Линии связи управления показаны тонкими линиями. Линии связи управления 4—7 позволяют контролировать давление в узловых точках гидравлической схемы. Давление контролируется с помощью манометра 3, к которому через гидропульт I последовательно подключается любая из перечисленных линий связи управления. Линия 4 позволяет контролировать давление в штоковой полости рабочего цилиндра при рабочем ходе; линия 5 — в бесштоковой полости рабочего цилиндра при обратном ходе; линия 6 — в линиях управления работой гидроагрегатов; линия 7 — в линии напора вспомогательного цилиндра. Кроме манометра 5 в гидравлической схеме станка предусмотрен управляющий электроконтактный манометр 2: Этот манометр» настраивают на давление, увеличенное примерно на 30% по сравнению с давлением в начале работы новым или заточенным инструментом. При затуплении протяжки максимальное давление в штоковой полости будет возрастать. Когда прирост давления достигнет 30%, что соответствует предельно-допустимой величине затупления, электроконтактный манометр включает сигнальную лампочку на пульте управления 4 (см. рис. 67) станка. Это сигнал к переточке или смене протяжки, чтобы исключить поломку инструмента и предупредить появление брака.
рис. 67) станка. Это сигнал к переточке или смене протяжки, чтобы исключить поломку инструмента и предупредить появление брака.
Вспомогательный цилиндр получает привод от лопастного насоса 10 (см. рис. 69), который под давлением подает масло через фильтр 11 к реверсивному гидрораспределителю управления. Предохранительный клапан 9 позволяет поддерживать давление на заданном уровне.
Агрегат III радиально-поршневого насоса включает в себя кроме самого насоса всю необходимую аппаратуру управления, позволяющую регулировать производительность насоса при переходе с обычного на замедленный ход и наоборот, менять направление движения штока, поддерживать давление в полостях рабочего цилиндра на заданном уровне.
Конечные выключатели 1ПВ—6ПВ дают команды на срабатывание золотников (распределителей) в системах управления движением рабочего и вспомогательного цилиндров. Станок может работать в режиме полного или простого полуцикла, а также в наладочном режиме. Циклограммы работы станка приведены на рис. 70. В квадратах показаны включенные в данный момент приборы.
70. В квадратах показаны включенные в данный момент приборы.
Читайте также: Обозначение гидравлических схем
Циклограмма работы протяжного станка 7Б56 в режиме полного и простого полуцикла
Циклограмма работы протяжного станка 7Б56
В режиме полного полуцикла (см. рис. 70,а) последовательность работы станка будет следующей. В исходном состоянии рабочие и вспомогательные салазки будут находиться в крайнем правом положении. Исходное положение поршня рабочего гидроцилиндра на рис. 69 показано тонкими линиями. Переключатель режима работы станка на пульте управления 4 (см. рис. 67) установлен в положение «Полный полуцикл».
После нажатия кнопки управления (КУ) «Пуск цикла» реверсивный золотник направляет масло от лопастного насоса 10 (см. рис. 69) в бесштоковую полость вспомогательного цилиндра 8. Поршень вспомогательного цилиндра перемещается влево, осуществляется подвод протяжки, в конце которого срабатывает конечный выключатель 6ПВ. Этот выключатель дает команду на включение гидрораспределителя, направляющего масло от радиально-поршневого насоса в штоковую полость рабочего цилиндра. Начинается рабочий ход. Одновременно реверсивным гидрораспределителем отключается подача масла во вспомогательный цилиндр.
Этот выключатель дает команду на включение гидрораспределителя, направляющего масло от радиально-поршневого насоса в штоковую полость рабочего цилиндра. Начинается рабочий ход. Одновременно реверсивным гидрораспределителем отключается подача масла во вспомогательный цилиндр.
Конечный выключатель ЗПВ настраивается так, чтобы срабатывание его происходило в момент входа калибрующих зубьев протяжки в обрабатываемую деталь. При этом в системе управления радиально-поршневым насосом включается гидрораспределитель, уменьшающий производительность насоса, что приводит к снижению скорости резания. Конечный выключатель 1ПВ, срабатывающий в конце рабочего хода, дает команду на прекращение подачи масла в штоковую полость рабочего цилиндра, станок останавливается.
Для начала обратного движения необходимо снова нажать кнопку «Пуск цикла». При этом включается гидрораспределитель, направляющий масло от радиально-поршневого насоса в бесштоковую полость рабочего цилиндра. При обратном ходе масла из штоковой полости через обратный клапан 12 (см. рис. 69) будет вытесняться в бесштоковую полость. Срабатывание конечного выключателя 4ПВ дает команду на включение золотника, уменьшающего производительность радиально-поршневого насоса, что приводит к снижению скорости обратного хода. Конечный выключатель 2ПВ, который срабатывает в конце обратного хода, дает команду на прекращение подачи масла в рабочий цилиндр, и одновременно дается команда на подачу масла в штоковую полость вспомогательного цилиндра. Начинается отвод протяжки. Конечный выключатель 5ПВ срабатывает в конце отвода протяжки и дает команду на прекращение подачи масла во вспомогательный цилиндр. Станок останавливается.
рис. 69) будет вытесняться в бесштоковую полость. Срабатывание конечного выключателя 4ПВ дает команду на включение золотника, уменьшающего производительность радиально-поршневого насоса, что приводит к снижению скорости обратного хода. Конечный выключатель 2ПВ, который срабатывает в конце обратного хода, дает команду на прекращение подачи масла в рабочий цилиндр, и одновременно дается команда на подачу масла в штоковую полость вспомогательного цилиндра. Начинается отвод протяжки. Конечный выключатель 5ПВ срабатывает в конце отвода протяжки и дает команду на прекращение подачи масла во вспомогательный цилиндр. Станок останавливается.
Режим простого полуцикла отличается тем, что в работе не участвует механизм подвода и отвода протяжки. В наладочном режиме гидросистема станка позволяет независимо управлять движениями рабочих и вспомогательных салазок.
Скорости рабочего и обратного ходов рабочих салазок настраивают с помощью четырех винтов механизма управления насосом. Настройка скоростей должна производиться только на наладочном режиме. Двумя винтами настраивается скорость рабочего хода и скорость рабочего замедленного хода. Другими двумя винтами настраивается скорость обратного хода и обратного замедленного хода. Величина скорости рабочего хода определяется оптимальной стойкостью инструмента применительно к конкретным условиям обработки. При этом необходимо учитывать, что величина скорости рабочего хода ограничивается не только заданной стойкостью, но и силами резания при протягивании конкретной детали. О силах резания в процессе протягивания можно судить по показаниям манометра. В паспорте станка приведены графики режимов работы станка в зависимости от величины силы резания при протягивании. Поскольку вся ранее выпущенная документация основана на старой системе единиц, в Приложениях 2 и 3 приведены соотношения этих единиц с обязательными в настоящее время единицами системы СИ. Например, для станка мод. 7Б56 номинальная сила тяги 200 кН будет соответствовать показанию манометра примерно 8,2 МПа. Наибольшая скорость резания допускается при силе резания до 100 кН.
Двумя винтами настраивается скорость рабочего хода и скорость рабочего замедленного хода. Другими двумя винтами настраивается скорость обратного хода и обратного замедленного хода. Величина скорости рабочего хода определяется оптимальной стойкостью инструмента применительно к конкретным условиям обработки. При этом необходимо учитывать, что величина скорости рабочего хода ограничивается не только заданной стойкостью, но и силами резания при протягивании конкретной детали. О силах резания в процессе протягивания можно судить по показаниям манометра. В паспорте станка приведены графики режимов работы станка в зависимости от величины силы резания при протягивании. Поскольку вся ранее выпущенная документация основана на старой системе единиц, в Приложениях 2 и 3 приведены соотношения этих единиц с обязательными в настоящее время единицами системы СИ. Например, для станка мод. 7Б56 номинальная сила тяги 200 кН будет соответствовать показанию манометра примерно 8,2 МПа. Наибольшая скорость резания допускается при силе резания до 100 кН. При силе резания 200 кН допустимая скорость резания будет составлять только 8,5 м/мин.
При силе резания 200 кН допустимая скорость резания будет составлять только 8,5 м/мин.
Следует иметь ввиду, что скорость рабочего хода обычно регулируется на наладочном режиме без нагрузки. При протягивании деталей, когда гидросистема работает под нагрузкой, наблюдается «посадка», т. е. уменьшение скорости по сравнению с отрегулированной скоростью. Величина посадки зависит от давления в системе на рабочем ходе. При давлении 10 МПа под нагрузкой посадка составляет 1,2 м/мин. Для меньших рабочих давлений величину посадки нужно пропорционально уменьшить.
Скорость обратного хода и замедленная скорость обратного хода настраиваются заводом-изготовителем. В процессе эксплуатации эти скорости изменять не рекомендуется.
Читайте также: Ремонт гидравлических систем металлорежущих станков
Схема протяжной операции горизонтального станка 7Б56
Схема протяжной операции горизонтального станка 7Б56
Движение протяжки осуществляется с помощью гидропривода, имеющего два насоса. Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой – производительностью 25 л/мин – подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200-1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка перемещается, поддерживаемая роликом, к рабочему патрону. Патрон захватывает передний хвостовик протяжки» перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществяет рабочий и обратный хода, после которых вспомогательный патрон захватывает задний хвостовик протяжки и отводит ее в исходное положение.
Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой – производительностью 25 л/мин – подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200-1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка перемещается, поддерживаемая роликом, к рабочему патрону. Патрон захватывает передний хвостовик протяжки» перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществяет рабочий и обратный хода, после которых вспомогательный патрон захватывает задний хвостовик протяжки и отводит ее в исходное положение.
Простой цикл применяют при использовании коротких протяжек. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при настройке станка. Этот режим включает необходимые для подготовки процесса протягивания движения инструмента.
Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи и съема деталей может работать в автоматическом цикле и может быть встроен в автоматические линии. Применяется станок в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Одна из схем протягивания показана на рис. 50. Хвостовик протяжки 5 пропускают через отверстие обрабатываемой детали 7 и втулку 8 приспособления 6, установленного в опорной плите 9.
Левый конец протяжки закрепляют в автоматическом патроне, состоящем из корпуса 4, специальной втулки 10 с внутренним диаметром, соответствующим протяжке, и двух сухарей 3. В показанном положении пружина 2, распирая деталь 1, связанную со штоком силового цилиндра, и корпус 4, сдвигает сухари 3, вследствие чего последние захватывают хвостовик протяжки.
Когда протяжка перемещается влево, происходит обработка отверстия. Во время холостого хода протяжка возвращается в исходное положение.
Корпус 4, подойдя к приспособлению 6, упирается в него и останавливается.
Шток поршня и муфта 1, продолжая движение и сжимая пружину 2, сдвигают втулку 10 вправо, сухари 3 попадают в выточку а, и движение прекращается. Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10, вставить в следующую деталь и, установив снова, начинать обработку.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход — замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Полный цикл станка предусматривает:
- быстрый подвод протяжки к рабочему патрону и захват ее
- замедленный ход с большей скоростью (которая обеспечивает полное использование мощности привода)
- замедленный рабочий ход (для получения требуемой шероховатости при работе калибрующих зубьев протяжки)
- раскрытие вспомогательного патрона и вывод протяжки из детали
- остановка станка для выгрузки детали
- обратный ход рабочих салазок после повторного нажатия кнопки «Пуск цикла»
- захват заготовки вспомогательным патроном в начале обратного хода
- замедление скорости в конце обратного хода и раскрытие рабочего патрона
- отвод протяжки вспомогательными салазками
- останов
Возможен неполный цикл без подвода и отвода протяжки, когда вспомогательные узлы не действуют.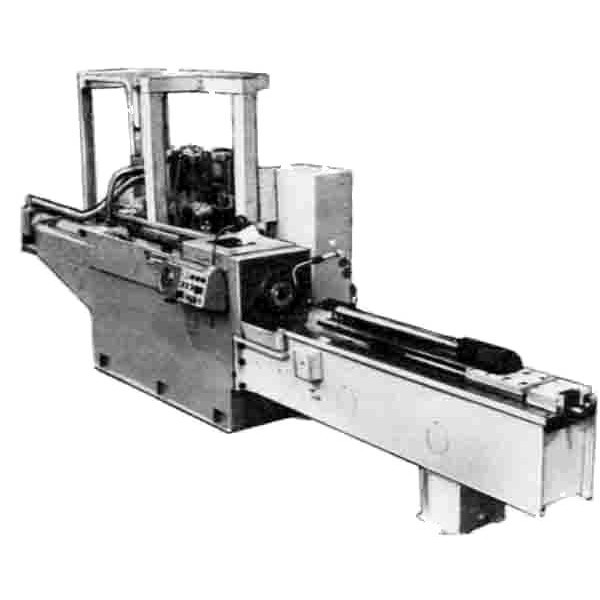
Во избежание провисания свободного конца протяжки, когда она закреплена только в одном из патронов, предусмотрены поддерживающие ролики, которые могут быть отведены.
7Б56 Пример протяжных работ внутреннего протягивания
Пример протяжных работ внутреннего протягивания 7Б56
Протяжной инструмент
Читайте также: Ремонт гидравлических систем металлорежущих станков
Современный горизонтально-протяжной станок
Технические характеристики протяжного станка 7Б56
| Наименование параметра | 7Б55 | 7Б56 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности станка | Н | Н |
| Номинальное тяговое усилие, кН(тс) | 100(10) | 200(20) |
| Наибольшая длина хода рабочих салазок, мм | 1250 | 1600 |
| Наибольшая настроенная длина хода рабочих салазок, мм | 1200 | 1715 |
| Расстояние от станины до оси отверстия под планшайбу в опорной плите, мм | 250 | |
| Максимальный наружный диаметр обрабатываемой детали, мм | 600 | 600 |
| Размеры рабочей поверхности передней опорной плиты станка, мм | 450 х 450 | |
| Диаметр отверстия под планшайбу в опорной плите, мм | 160 | 200Н7 |
| Диаметр отверстия в планшайбе, мм | 125 | 130H7 |
| Диаметр планшайбы, мм | 280 | |
| Скорость рабочего хода, м/мин | 1,5. .11,5 .11,5 | 1,5..11,5 |
| Регулирование скорости рабочего хода | бесступенчатое | бесступенчатое |
| Рекомендуемая скорость обратного хода, м/мин | 20..25 | 20..25 |
| Рекомендуемая скорость подвода и отвода протяжки, м/мин | 15 | 15 |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | ||
| Электродвигатель привода главного движения, кВт | 18,5 | |
| Электродвигатель привода гидронасоса гидростанции, кВт | ||
| Электродвигатель насоса охлаждения, кВт | ||
| Суммарная мощность электродвигателей установленных на станке, кВт | ||
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 6340 x 2090 x 1910 | |
| Масса станка, кг | 5200 |
- Станок шлифовальный.
 Руководство по эксплуатации, 1977
Руководство по эксплуатации, 1977 - Ашихмин В.Н. Протягивание, 1981, стр.90.
- Кацев П.Г. Протяжные работы, 1968
- Кацев П.Г., Епифанов Н.П. Справочник протяжника, 1963
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980, стр.248.
- Тепинкичиев В.К. Металлорежущие станки, 1973, стр.76.
Список литературы:
 Руководство по эксплуатации, 1977
Руководство по эксплуатации, 1977Связанные ссылки. Дополнительная информация
7Б55 Станок протяжной горизонтальный. Паспорт, схемы, характеристики, описание
Сведения о производителе протяжного станка 7Б55
Разработчиком и изготовителем горизонтально-протяжного станка 7Б55 является Минский станкостроительный завод имени С.М.Кирова, основанный в 1881 году.
Станки, выпускаемые Минским станкостроительным заводом имени С.М.Кирова
7Б55 Станок протяжной горизонтальный для внутреннего протягивания.
 Назначение и область применения
Назначение и область примененияСтанок протяжной горизонтальный 7Б55 производился начиная с 1981 года. Станок снят с производства и был заменен на более совершенную модель 7523. В настоящее время заводом выпускаются более совершенные горизонтальные протяжные автоматы и полуавтоматы: 7А523, 7А534, 7А545, 7555.
Горизонтально-протяжной станок 7Б55 предназначен для обработки методом протягивания предварительно обработанных или черновых сквозных отверстий различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов. При помощи специальных приспособлений можно обрабатывать наружные поверхности.
Протяжной станок 7Б55 отличается большой производительностью, высокой точностью обработки.
Наиболее эффективно использование станка 7Б55 — в массовом и крупносерийном производстве. Простота переналадки станка позволяет применять его в мелкосерийном и единичном производстве.
Конструктивные особенности протяжного горизонтального станка 7Б55:
По согласованию с заказчиком станок 7Б55 поставляется как в универсальном исполнении, так и со специальными приспособлениями и инструментом для обработки одной или нескольких определенных деталей.
При оснащении автоматизированными приспособлениями для подачи и съема обрабатываемых деталей станок 7Б55 может работать в автоматическом цикле, а также встраиваться в автоматические линии.
Привод станка 7Б55 гидравлический, регулирование скорости рабочего и обратного ходов бесступенчатое.
Отвод и подвод протяжки к рабочему патрону, а также процесс резания механизированы.
Для удобства обслуживания в станке предусмотрены механизм регулировки длины хода рабочих салазок, централизованная принудительная смазка направляющих, сигнализация о затуплении протяжки при помощи электроконтактного манометра, фильтрация масла в гидросистеме.
Пусковая и предохранительная электроаппаратура размещена в отдельном электрошкафу, что облегчает ее обслуживание и увеличивает срок службы.
Применение бесконтактных путевых переключателей, слаботочной электроаппаратуры управления и электроаппаратуры управления и электромагнитов постоянного тока обеспечивает высокую надежность работы электрооборудования.
Повышенная жесткость и виброустойчивость конструкции станка позволяет работать во всем диапазоне рабочих скоростей и тяговых усилий, сохраняя при этом высокий класс чистоты обработанной поверхности и стойкость протяжки.
- Гидравлический привод
- Бесступенчатое регулирование скорости рабочего и обратного ходов
- Механизированный подвод и отвод протяжки на всей длине резания
- Централизованная принудительная смазка трущихся поверхностей
- Фильтрация масла в гидросистеме
- Сигнализация с помощью электроконтактного манометра о затуплении режущего инструмента
- Высокая надежность работы электрооборудования благодаря применению бесконтактных путевых переключателей, слаботочной электроаппаратуры управления и электромагнитов постоянного тока
- Возможность встраивания станка в автоматическую линию
По особому заказу за отдельную плату станок комплектуется поддерживающей призмой, позволяющей компенсировать массу обрабатываемой детали и упростить процесс ее установки относительно оси протягивания и грузоподъемником для установки и снятия тяжелых обрабатываемых деталей и протяжек.
По желанию заказчика станок может быть изготовлен в одном из двух исполнений: с приставной станиной или без нее (модель 7Б55У), а также поставляться как в универсальном исполнении, так и со специальным приспособлением и инструментом для обработки одной или нескольких определенных деталей.
Станок аттестован по первой категории качества.
Шероховатость обработанных поверхностей Rz20—Ra 0,63 мкм (V5 — V8).
Класс точности станка Н по ГОСТ 8—77.
Корректированный уровень звуковой мощности LpA не превышает 108 дБА.
Проектная организация — Минское специальное конструктМоскваое бюро протяжных станков.
Основные технические характеристики горизонтального протяжного станка 7Б55
Проектная организация — Минское специальное конструктМоскваое бюро протяжных станков.
Минский станкостроительный завод имени С.М.Кирова. Начало серийного производства 1973 год.
- Номинальное тяговое усилие – 98 кН (10 000 кгс)
- Наибольшая длина рабочего хода салазок – 1600 мм
- Диаметр отверстия в планшайбе – 100 мм
- Скорость рабочего хода – 1,5÷11,5 м/мин
- Мощность электродвигателя привода главного движения – 17 кВт
- Масса станка – 6,9 т
7Б55 Габарит рабочего пространства протяжного станка
Габарит рабочего пространства протяжного станка 7Б55
Габарит рабочего пространства протяжного станка 7Б55. Смотреть в увеличенном масштабе
7Б55 Фото протяжного горизонтального станка
Фото протяжного станка 7Б55
7Б55 Расположение составных частей протяжного горизонтального станка
Расположение составных частей протяжного станка 7Б55
7Б55 основные узлы протяжного станка
- основной (рабочий) гидроцилиндр
- электрошкаф
- электродвигатель главного гидропривода
- гидробак
- электродвигатель вспомогательного гидропривода
- основная станина
- пульт управления
- опорная плита
- планшайба
- поддерживающий ролик
- вспомогательный патрон
- вспомогательные салазки
- вспомогательная (приставная) станина
- вспомогательный гидроцилиндр
- рабочий патрон
- рабочие салазки
- ползун-шток
- механизм регулирования хода ползуна
7Б55 Гидравлическая схема протяжного горизонтального станка
Гидравлическая схема протяжного горизонтального станка 7Б55
Гидравлическая схема протяжного горизонтального станка 7Б55. Смотреть в увеличенном масштабе
Читайте также: Обозначение гидравлических схем
Принципиальная гидравлическая схема горизонтально-протяжного станка 7Б55
Поршневой насос высокого давления 30 типа НП4М на рисунке показан условно. Трубопровод 28 связан со всасывающей полостью насоса, а трубопровод 29 — с нагнетательной. Насос обеспечивает работу станка, осуществляя рабочий и обратный ходы рабочих салазок при помощи гидроцилиндра 19. Вспомогательный гидропривод состоит из шестеренного насоса 1, встроенного в корпус поршневого насоса, и из вспомогательного гидроцилиндра 12 для подвода и отвода протяжки.
Масло от насоса 1 подается в подпорный цилиндр 31, к центральному золотнику 33 и к механизму управления, в котором расположены четыре золотника-пилота, управляющие соленоидами 24—27. Центральный золотник 33 вместе с закрепленным на его конце диском 35 под действием пружины 34 отжимается влево. В диске имеется пять отверстий для прохода винтов 37, которые регулируют подачу насоса 30 (смещение статора). При давлении под поршнем 36 он упрется штоком в регулировочный винт 37 и ограничит продвижение диска 35 с центральным золотником 33, который соединен с поршнем 32 цилиндра.
Рассмотрим работу гидросистемы для полного цикла. В исходной позиции рабочие салазки находятся в крайнем правом положении, протяжка — в отведенном положении Нажатием кнопки «Пуск» на пульте управления включаются насосы. При этом все четыре электромагнита 24 — 27 выключены, а поршневой насос 30 не подает масло, так как ротор и статор концентричны.
Подвод протяжки осуществляется нажатием кнопки управления на пульте. При этом включается электромагнит 9, вспомогательный золотник 7 передвигается влево и соединяет трубопроводы 3 и 8. Масло от шестеренного насоса 1 по трубопроводу 2 через расточку в корпусе золотника, трубопроводы 3 и 8 поступает под правый торец основного золотника 4 и перемещает его в крайнее левое положение, соединяя трубопроводы 2 и б. Масло поступает в бесштоковую полость вспомогательного цилиндра и перемещает протяжку. В конце подвода протяжки срабатывает путевой выключатель 13, который выключает электромагнит 9 и включает электромагнит 27. В результате этого масло идет под поршень 36 и смещает влево статор насоса в положение, отрегулированное винтом 37 (как показано на схеме). Одновременно с этим левый конец протяжки своим хвостовиком попадает в автоматический патрон, установленный на правом конце штока поршня рабочего цилиндра 19.
Медленный рабочий ход. В результате указанного выше перемещения полость 1 становится нагнетательной, полость 11 — всасывающей. Масло по трубопроводу 29 поступает под правый торец дифференциального золотника 25 и смещает его влево до упора. Трубопровод 29 сообщается с трубопроводом 21, масло поступает в штоковую полость рабочего цилиндра 19 и смещает его влево до упора. Масло, вытесняемое из бесштоковой полости, по трубопроводам 20 и 28 поступает во всасывающую полость насоса 50. Излишки масла, обусловленные разностью объемов штоковой и бесштоковой полостей, сливаются через золотник 22, который поддерживает постоянный подпор в полости рабочего цилиндра.
Быстрый рабочий ход осуществляется при нажатии кулачка на путевой выключатель 17. При этом включается электромагнит 25, происходит дальнейшее смещение статора насоса 32 влево, увеличиваются его подача и скорости перемещения рабочих салазок. В конце рабочего хода, при входе первых калибрующих зубьев протяжки в заготовку кулачок нажимает на путевой выключатель 16, который выключает электромагнит 25. Начинается замедленный рабочий ход в результате снижения подачи насоса, так как эксцентриситет блока насоса уменьшается. В конце рабочего хода срабатывает путевой выключатель 15 и выключает электромагнит 27 — происходит остановка.
Обратный ход осуществляется при включении электромагнита 26. Блок поршневого насоса смещается влево, трасса 28 становится нагнетательной, а трасса 29 — всасывающей. Масло по трубопроводу 28 поступает под левый торец дифференциального золотника 23 и перемещает его в крайнее правое положение. Трубопровод 28 соединяется с трубопроводами 20 — 21, и обе полости рабочего цилиндра 19 сообщаются таким образом с линией нагнетания насоса. Ввиду разности площадей, находящихся под давлением, поршень перемещается вправо. При дальнейшем перемещении рабочих салазок кулачок нажимает на путевой выключатель 17, который включает электромагнит 24. При этом начинается замедленный ход вследствие уменьшения подачи насоса. В конце обратного хода срабатывает путевой выключатель 18, выключающий электромагниты 26 и 24. Происходит остановка салазок, автоматическое освобождение левого конца протяжки и зажим правого ее конца в патроне 4 (см. рис. 51), находящегося у корпуса 5.
Отвод протяжки осуществляется в конце замедленного обратного хода. Нажатием кулачка на путевой выключатель 18 (рис. 52) включается электромагнит 10. Золотник, управляемый этим магнитом, занимает 82 правое положение и соединяет трубопроводы 3 и 5. Масло от насоса 1 по трубопроводу 2 через расточку в корпусе золотника, трубопроводы 3 и 5, поступает под левый торец золотника 4 и перемещает его в крайнее правое положение, соединяя трубопроводы 2 и 11. По этим трубопроводам масло поступает в штоковую полость вспомогательного цилиндра 12 и перемещает протяжку. В конце отвода протяжки срабатывает путевой выключатель 14, который выключает электромагнит 10. Происходит остановка салазок вспомогательного патрона. После установки очередной детали для обработки цикл повторяется.
Простой цикл отличается от описанного тем, что при нем в работе не участвуют механизм подвода и отвода протяжки.
Читайте также: Ремонт гидравлических систем металлорежущих станков
7Б55 Схема протяжной операции
Схема протяжной операции горизонтального станка 7Б55
Движение протяжки осуществляется с помощью гидропривода, имеющего два насоса. Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой – производительностью 25 л/мин – подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200-1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка перемещается, поддерживаемая роликом, к рабочему патрону. Патрон захватывает передний хвостовик протяжки» перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществяет рабочий и обратный хода, после которых вспомогательный патрон захватывает задний хвостовик протяжки и отводит ее в исходное положение.
Простой цикл применяют при использовании коротких протяжек. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при настройке станка. Этот режим включает необходимые для подготовки процесса протягивания движения инструмента.
Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи и съема деталей может работать в автоматическом цикле и может быть встроен в автоматические линии. Применяется станок в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Одна из схем протягивания показана на рис. 50. Хвостовик протяжки 5 пропускают через отверстие обрабатываемой детали 7 и втулку 8 приспособления 6, установленного в опорной плите 9.
Левый конец протяжки закрепляют в автоматическом патроне, состоящем из корпуса 4, специальной втулки 10 с внутренним диаметром, соответствующим протяжке, и двух сухарей 3. В показанном положении пружина 2, распирая деталь 1, связанную со штоком силового цилиндра, и корпус 4, сдвигает сухари 3, вследствие чего последние захватывают хвостовик протяжки.
Когда протяжка перемещается влево, происходит обработка отверстия. Во время холостого хода протяжка возвращается в исходное положение.
Корпус 4, подойдя к приспособлению 6, упирается в него и останавливается.
Шток поршня и муфта 1, продолжая движение и сжимая пружину 2, сдвигают втулку 10 вправо, сухари 3 попадают в выточку а, и движение прекращается. Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10, вставить в следующую деталь и, установив снова, начинать обработку.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход — замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Полный цикл станка предусматривает:
- быстрый подвод протяжки к рабочему патрону и захват ее
- замедленный ход с большей скоростью (которая обеспечивает полное использование мощности привода)
- замедленный рабочий ход (для получения требуемой шероховатости при работе калибрующих зубьев протяжки)
- раскрытие вспомогательного патрона и вывод протяжки из детали
- остановка станка для выгрузки детали
- обратный ход рабочих салазок после повторного нажатия кнопки «Пуск цикла»
- захват заготовки вспомогательным патроном в начале обратного хода
- замедление скорости в конце обратного хода и раскрытие рабочего патрона
- отвод протяжки вспомогательными салазками
- останов
Возможен неполный цикл без подвода и отвода протяжки, когда вспомогательные узлы не действуют.
Во избежание провисания свободного конца протяжки, когда она закреплена только в одном из патронов, предусмотрены поддерживающие ролики, которые могут быть отведены.
7Б55 Пример протяжных работ внутреннего протягивания
Пример протяжных работ внутреннего протягивания 7Б55
Протяжной инструмент
Читайте также: Ремонт гидравлических систем металлорежущих станков
Современный горизонтально-протяжной станок
Технические характеристики протяжного станка 7Б55
| Наименование параметра | 7Б55 | 7Б56 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности станка | Н | Н |
| Номинальное тяговое усилие, кН(тс) | 100(10) | 200(20) |
| Наибольшая длина хода рабочих салазок, мм | 1250 | 1600 |
| Наибольшая настроенная длина хода рабочих салазок, мм | 1200 | 1715 |
| Расстояние от станины до оси отверстия под планшайбу в опорной плите, мм | 250 | |
| Максимальный наружный диаметр обрабатываемой детали, мм | 600 | 600 |
| Размеры рабочей поверхности передней опорной плиты станка, мм | 450 х 450 | |
| Диаметр отверстия под планшайбу в опорной плите, мм | 160 | 200Н7 |
| Диаметр отверстия в планшайбе, мм | 125 | 130H7 |
| Диаметр планшайбы, мм | 280 | |
| Скорость рабочего хода, м/мин | 1,5..11,5 | 1,5..11,5 |
| Регулирование скорости рабочего хода | бесступенчатое | бесступенчатое |
| Рекомендуемая скорость обратного хода, м/мин | 20..25 | 20..25 |
| Рекомендуемая скорость подвода и отвода протяжки, м/мин | 15 | 15 |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | ||
| Электродвигатель привода главного движения, кВт | 18,5 | |
| Электродвигатель привода гидронасоса гидростанции, кВт | ||
| Электродвигатель насоса охлаждения, кВт | ||
| Суммарная мощность электродвигателей установленных на станке, кВт | ||
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 6340 x 2090 x 1910 | |
| Масса станка, кг | 5200 |
- Станок шлифовальный. Руководство по эксплуатации, 1977
- Ашихмин В.Н. Протягивание, 1981, стр.90.
- Кацев П.Г. Протяжные работы, 1968
- Кацев П.Г., Епифанов Н.П. Справочник протяжника, 1963
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980, стр.248.
- Тепинкичиев В.К. Металлорежущие станки, 1973, стр.76.
Список литературы:
Связанные ссылки. Дополнительная информация
Протяжной станок – это… Что такое Протяжной станок?
- Протяжной станок
- Металлорежущий станок для обработки поверхностей различного профиля инструментом — протяжкой (См. Протяжка). П. с. разделяются на станки общего назначения и специальные, служат для обработки (протягивания (См. Протягивание)) внутренних и наружных поверхностей. В П. с. рабочим движением является прямолинейное движение каретки, несущей протяжку, либо заготовки при неподвижной протяжке. Выпускаются модели П. с. с горизонтальным (рис.) и вертикальным расположением кареток (от одной до 6), одно- и многопозиционные (с поворотными столами для установки нескольких деталей). Особую группу П. с. составляют т. н. станки непрерывного действия — цепные и ротационные. Основные параметры П. с.: тяговая сила, развиваемая кареткой, достигающая у некоторых П. с. 1 Мн (100 тс), и длина хода каретки (до 2 м). Скорости протягивания в станках общего назначения составляют 15—20 м/мин, в специальных станках — до 90 м/мин, в станках непрерывного действия — 1,5—15 м/мин. Привод станка обычно гидравлический, в высокоскоростных станках — электромеханический. П. с. применяются в массовом и крупносерийном производстве, обеспечивают высокую точность (1—2-го класса), малую шероховатость обработанных поверхностей (до 8—10-го класса).
Тенденции развития П. с.: автоматизация операций установки заготовки и снятия готовой детали со станка; автоматизация движений подвода инструмента к заготовке, крепления его в зажимном патроне, возвращения в исходное положение; разработка компоновки станка, при которой тяговая сила соосна силе протягивания, что обеспечивает существенное снижение сил трения в направляющих каретки и, как следствие, повышение точности обработки; встраивание П. с. в автоматические линии.
Лит.: Металлорежущие станки, 2 изд. т. 1, М., 1965.
Г. А. Левит.
Горизонтальный протяжной станок для внутреннего протягиваня: 1 — станина; 2 — патрон для зажима детали; 3 — протяжка; 4 — каретка; 5 — направляющие; 6 — пульт управления.
Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
- Протяжная печь
- Профаг
Полезное
Смотреть что такое “Протяжной станок” в других словарях:
ПРОТЯЖНОЙ СТАНОК — металлореж. станок для обработки протягиванием нар. и внутр. поверхностей. Различают П. с.: горизонтальные, применяемые гл. обр. для внутр. протягивания, вертикальные для всех видов протяжных работ, зубопротяжные станки о вращающейся дисковой… … Большой энциклопедический политехнический словарь
протяжной — и протяжный. В знач. «предназначенный для протягивания, протяжки» протяжной. Протяжной станок, пресс. В знач. «длительно звучащий, тягучий; расположенный на большом пространстве» протяжный. Протяжная песня … Словарь трудностей произношения и ударения в современном русском языке
протяжной — ая, ое. Техн. Служащий для протяжки (3 4 зн.). П. станок. П. пресс … Энциклопедический словарь
протяжной — а/я, о/е.; техн. служащий для протяжки 3), 4) Протяжно/й станок. Протяжно/й пресс … Словарь многих выражений
Металлорежущий станок — машина для обработки резанием металлических и др. материалов, полуфабрикатов или заготовок с целью получения из них изделий путём снятия стружки металлорежущим инструментом (См. Металлорежущий инструмент). М. с. являются основным … Большая советская энциклопедия
протяжный — протяжной и протяжный. В знач. «предназначенный для протягивания, протяжки» протяжной. Протяжной станок, пресс. В знач. «длительно звучащий, тягучий; расположенный на большом пространстве» протяжный. Протяжная песня … Словарь трудностей произношения и ударения в современном русском языке
протяжно́й — ая, ое тех. Служащий для протяжки (в 1 и 3 знач.). Протяжной станок. Протяжной пресс … Малый академический словарь
Протягивание — процесс обработки металлов резанием на протяжных станках (См. Протяжной станок) многолезвийным режущим инструментом протяжкой (См. Протяжка). Применение П. целесообразно при обработке больших партий деталей, т. е. в крупносерийном и… … Большая советская энциклопедия
Протяжка — I Протяжка многолезвийный Металлорежущий инструмент для обработки сквозных отверстий и наружных поверхностей деталей на протяжных станках (См. Протяжной станок). В зависимости от формы обрабатываемой поверхности различают П.:… … Большая советская энциклопедия
Стеклянное производство* — Заводское производство стекла в России начинается при царе Михаиле Феодоровиче (1635). Стеклоделие, упавшее было на первых порах по возникновении, начинает снова развиваться заботами Петра Великого в начале XVIII стол. С этого времени… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Горизонтальные протяжные станки — Режущий инструмент
Горизонтальные протяжные станки предназначены для точной обработки поверхностей различной геометрической формы и размеров на заготовках деталей средних и малых габаритов из черных и цветных металлов в условиях крупносерийного и массового производства.
Наибольшее распространение эти станки получили в автомобилестроении, сельхозмашиностроении и некоторых других отраслях промышленности.
Сложный и дорогой инструмент для протягивания становится экономически выгодным при больших партиях деталей, так как он позволяет сохранять малые допуски на обработку в течение долгого времени без подналадки, повышает взаимозаменяемость деталей и уменьшает опасность возникновения брака.
Основной технологической задачей при обработке на протяжных станках является получение системы сопряженных поверхностей, ориентированных в пространстве с требуемой точностью относительно друг друга и относительно других элементов детали, определяющих её форму.
Как правило, при протягивании на горизонтальных протяжных станках главное движение резания совершает инструмент – протяжка, прямолинейно перемещаясь относительно неподвижной заготовки. Исключением являются цепные горизонтальные непрерывные станки, на которых заготовка осуществляет главное движение резания относительно неподвижного инструмента.
Движение подачи на горизонтальных протяжных станках реализуется не перемещением рабочих органов станка, а конструкцией инструмента, в котором каждый последующий режущий зуб больше предыдущего на определенную величину.
Горизонтальные протяжные станки по назначению подразделяются на станки для внутреннего протягивания и на станки для наружного протягивания. Разновидностью станков для наружного протягивания являются горизонтальные цепные станки непрерывного протягивания. Кроме того, горизонтальные протяжные станки могут быть универсальными (общего назначения) и специальными. Как правило, станки имеют гидравлический привод.
На горизонтальных станках для внутреннего протягивания обрабатывают цилиндрические, квадратные, многогранные отверстия, шпоночные пазы, шлицевые отверстия, различные по профилю внутренние канавки и т.п.
Горизонтальные протяжные станки для внутреннего протягивания получили наибольшее распространение на отечественных предприятиях. Они имеют основание, на котором монтируется станина. По её горизонтальным направляющим перемещаются рабочие салазки с рабочим патроном, в котором закрепляется хвостовик протяжки перед протягиванием.
К вертикальной плоскости станины прикреплён стол, на его вертикальной поверхности установлена опорная плита с планшайбой, к которой во время протягивания прижимается заготовка. К столу присоединён приставной стол, по его горизонтальным направляющим перемещаются вспомогательные салазки, несущие вспомогательный патрон, который возвращает протяжку по окончании протягивания в исходное положение.
Горизонтальные протяжные станки для наружного протягивания позволяют обрабатывать заготовки более крупных габаритов, нежели на вертикальных протяжных станках для наружного протягивания.
На них можно обрабатывать заготовки деталей типа блоков цилиндров автомобиля. При этом при больших длинах хода ввиду малой жёсткости гидравлического привода применяют механический привод. Например, привод рабочих салазок может осуществляться от двигателя постоянного тока с тиристорным управлением через реечную передачу.
Основными размерными параметрами горизонтальных протяжных станков общего назначения для внутреннего протягивания являются номинальное тяговое усилие и наибольшая длина хода рабочих салазок.
ГОСТ 16015-91 устанавливает следующий размерный ряд станков по этим параметрам (номинальное тяговое усилие / наибольшая длина хода рабочих салазок): 100 кН/1250, 1600мм; 250 кН/1600, 2000 мм; 630 кН/2000 мм; 1000 кН/2000 мм.
По заказу потребителя полуавтоматы могут изготавливаться с тяговым усилием 63, 160 и 400 кН. Полуавтоматы с тяговым усилием 250 и 400 кН изготавливаются по этому стандарту без приставной станины и планшайбы. Стандарт устанавливает для полуавтоматов с номинальным тяговым усилием от 100 до 630 кН класс точности Н.
По сравнению с вертикальными протяжными станками горизонтальные протяжные станки требуют большей производственной площади, труднее поддаются автоматизации, менее удобны в обслуживании.
Горизонтально-протяжной станок
Техническая характеристика станка
Наиболее распространены горизонтально-протяжные станки для внутреннего протягивания, вертикально-протяжные для наружного и внутреннего протягивания и горизонтально-протяжные для непрерывного протягивания. Главное движение у протяжных станков — движение инструмента (протяжки). Механизм подачи у протяжных станков отсутствует, поскольку подача обеспечивается подъемом зубьев протяжки. Основными параметрами, характеризующими протяжные станки, являются наибольшая сила протягивания; она может достигать у средних станков и у крупных станков; максимальная длина хода протяжки; для средних станков она колеблется в пределах.
Обычно протяжные станки работают по полуавтоматическому Циклу; они имеют, как правило, гидравлический привод; однако выпускают высокоскоростные протяжные станки, у которых применяют электромеханический привод от электродвигателя постоянного тока.
Горизонтально-протяжной станок предназначен для протягивания внутренних поверхностей различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов.
В полой части сварной станины коробчатой формы смонтированы основные агрегаты гидравлического привода, являющегося, основным для этого вида станков.
Кодирование и преобразование информации
Все правые полукольца каждой горизонтальной строки присоединены к другому общему проводу, который подключается через конечный выключатель ПВ к соответствующему контакту А дискретного переключателя. Последний поочередно подключает контакты А различных строчек к цепи питания, осуществляя выполнение различных переходов обработки. Если контакт А подключен к сети, в одно из гнезд которой вставлен штекер 4, то соответствующее реле получает питание и осуществляет перемещение суппорта до тех пор, пока установленный соответственно этому переходу упор не разомкнет контакт конечного выключателя ПВ. После этого дискретный переключатель подключает другую горизонтальную строку и т. д.
Цикловые системы ПУ проще по конструкции (применяют их только при обработке ступенчатых валов с прямолинейным профилем), имеют небольшую точность и большую трудоемкость наладки. Для облегчения и устранения погрешности в установке штекеров применяют перфокарты (шаблоны с заранее пробитыми отверстиями). Такую перфокарту накладывают на пульт управления, и в пробитые отверстия устанавливают штекеры.
В станках с ЧПУ все элементы программы: направление, величина и скорости заданных рабочих и. вспомогательных перемещений, порядок работы исполнительных органов и другие элементы цикла (например, автоматическая смена режущего инструмента) задаются в цифровой форме, т. е. в виде чисел, расположенных в определенном порядке и записанных определенным образом с помощью какого-либо кода. Код представляет собой условную запись числа или действия, позволяющую достаточно простым способом получить изображение этого числа (действия) в форме, удобной для использования в системах программного управления.
Цифровые команды
Различные коды, применяемые в станках с ЧПУ, характерны тем, что любое число, представляющее заданное перемещение исполнительного органа, изображается в виде какой-либо комбинации, состоящей только из двух различных цифр. Главным достоинством такой записи является удобство преобразования информации. Для автоматической записи или воспроизведения какого-либо сигнала в этом случае можно использовать широко применяемые в автоматике реле. Реле имеет два состояния: включено и выключено. Принимая одно из состояний реле (например, включенное) за единицу, а другое — за ноль, можно с помощью наборов реле записывать или воспроизводить любые цифровые команды. Естественно, что можно кодировать не только длины перемещений исполнительных органов, но и их направление, скорость, последовательность и другие команды. В общем случае всякий код, применяемый в системах числового программного управления, складывается из двух основных элементов: кода перемещений и кода вспомогательных команд. При этом способ кодирования в общей программе может быть различным для перемещений и вспомогательных команд. Например, заданные перемещения можно изображать комбинацией цифр (например, 1 и 0), а вспомогательные команды (технологические и логические) — буквами. Однако проще всего механически или автоматически записывать и воспроизводить программу в том случае, если все команды будут закодированы с использованием одних и тех же условных знаков, например. Для этого достаточно условиться, что определенное сочетание единиц и нулей означает команду «рабочая подача вперед», другое сочетание — команду «включение подачи охлаждающей жидкости», третье сочетание — команду «смена режущего инструмента» и т. д.
Минимальный объем информации
Поэтому большинство кодов, применяемых в системах числового программного управления, в том числе и так называемые буквенно-цифровые коды, являются по существу цифровыми кодами. При использовании современных электронных систем управления оператор может вводить исходную информацию непосредственно в память запоминающего устройства. В этом случае память становится программоносителем. Программа также может быть записана на внешнем программоносителе заранее. Такая информация считывается и затем преобразуется в управляющие команды, воздействующие в заключение на различные исполнительные приводы объектов управления.
При использовании перфолент в качестве программоносителей и выборе кодов для записи информации об обработке применяют восьмидорожковую ленту шириной 25,4 мм (1 дюйм) и международный код ISO-7 bit, в основу которого положена двоичная система счисления (1 бит соответствует одной единице информации). В некоторых случаях программоносителями могут быть магнитные ленты, гибкие магнитные диски или блоки памяти с клавишным вводом информации. Наличие сигнала записывается на программоносителе пробивкой отверстия, магнитным «штрихом» или состоянием ячейки памяти и соответствует единице кодовой информации. Минимальный объем информации, занимающий несколько поперечных строк на ленте (например, скорость, номер кадра или информация, определяющая одно перемещение), составляет слово. Несколько слов, содержащих полную информацию любого законченного технологического перехода (например, обработка участка, детали каким-либо инструментом с определенными режимами резания), обозначается кадром.
Условная запись структуры
Условная запись структуры (длины слов) и расположения слов в кадре управляющей программы с максимальным числом слов устанавливается форматом кадра. Для кодирования цифр, знаков и заглавных букв всего латинского алфавита, а также признаков всех составляющих частей кода ISO-7 bit использованы семь двоичных разрядов (7 бит). Запись числовой части информации производится в двоично-десятичной системе счисления (каждый разряд десятичного числа представлен двоичным числом). Признаками записи чисел или букв являются пробивки отверстий на 5, 6 и 7-й дорожках. При записи информации на ленту применяется адресный способ и запись производится участками переменной длины вдоль ленты — кадрами. При этом способе записи числовому значению информации предшествует знак адреса, определяющий принадлежность этой информации, соответствующей команде управления. В каждом кадре программы записывается только та информация, которая изменяется по отношению к предыдущему кадру.
Для проверки правильности информации каждая строка ленты (одна кодовая комбинация, располагаемая поперек ленты) автоматически и на многих стадиях передачи информации контролируется на четность числа единиц (пробивок на ленте). Для контроля четности используется восьмая дорожка ленты, на которой в случае «нечетной» кодовой комбинации автоматически пробивается дополнительное отверстие. Между третьей и четвертой дорожками при перфорировании ленты пробиваются отверстия меньшего диаметра. Эту дорожку называют транспортной, или дорожкой синхросигнала (тактирующей), обеспечивающего более четкое чтение информации.
Вертикально-протяжной станок – Энциклопедия по машиностроению XXL
Наружные поверхности различной геометрической формы с прямолинейной образующй протягивают на вертикально-протяжных станках для наружного протягивания, а также на станках непрерывной обработки конвейерного типа. [c.348]Цилиндрические и конические зубчатые колеса наружного зацепления протягивают следующим образом. Цилиндрические зубчатые колеса с прямыми зубьями и другие детали, имеющие наружные лазы, изготовляют последовательным протягиванием впадины между зубьями за один или несколько проходов на горизонтальных и вертикальных протяжных станках с делительными автоматическими устройствами. На специальных протяжных автоматах с непрерывно вращающейся круглой протяжкой специальной конструкции нарезают цилиндрические и конические зубчатые колеса с прямыми зубьями, [c.348]
Вертикальные протяжные станки занимают значительно меньшую площадь, чем горизонтальные (примерно в два-три раза). На этих станках устанавливать для обработки деталь удобнее снятие детали можно автоматизировать после протягивания не требуется переносить протяжку в первоначальное положение, так как она автоматически закрепляется поочередно то за верхний конец, то за нижний. [c.220]
Двух- и трехшпиндельные вертикальные протяжные станки позволяют протягивать одновременно 2—3 детали. [c.221]
Протягивание наружных поверхностей производится большей частью на вертикально-протяжных станках — полуавтоматах и автоматах. [c.268]
Обработка внутренних и наружных поверхностей разнообразных профилей и дл, н. Преимущества лёгкость ремонта и наблюдения за работой возможность применения более длинных протяжек, чем на вертикально-протяжных станках. Недостаток — большая занимаемая площадь. Станки СТРО..ТСЯ как с одним, так и с двумя ползунами, работающими попеременно [c.483]
Сменные узлы (плита стола и цилиндр для возврата протяжки) позволяют вести на станке любую из работ, свойственных вертикально-протяжным станкам остальных типов. Строятся с одним и двумя ползунами, работающими попеременно [c.483]
Стол вертикально-протяжных станков для наружного протягивания отводится и подводится к протяжке автоматически, при помощи гидравлических (фиг. 18) или кулачковых (фиг. 19) механизмов. Зажим детали в приспособлении и поворот её по окончании рабочего хода при малом времени обработки также должны быть автоматизированы. Крепление протяжек к плите (фиг. 20) и плиты к каретке [c.484]
Небольшие по длине нестандартные профили можно изготовить на любом машиностроительном заводе на горизонтальных или вертикальных протяжных станках. [c.20]
Протягивание осуществляют на горизонтальных и вертикальных протяжных станках. Внутренние поверхности обрабатывают на горизонтально-протяжных станках с тяговой силой 10, 20 и 40 г при рабочей скорости от 1,5 до 13 м/мин. [c.212]
Схема вертикально-протяжного станка приведена на рис. 146, а. Обрабатываемая деталь 2 закрепляется на суппорте 1, который установлен на столе 7. На станине 5 по направляющим перемещается плита 3. На ней закреплены плоские протяжки 4. Скорость возвратно-поступательного перемещения плиты с протяжками регулируется гидроприводом 6. Установление заданной глубины резания осуществляется поперечным перемещением суппорта. Опускаясь, протяжки обрабатывают заготовку и затем останавливаются в нижнем положении. Обработанную заготовку снимают и включают обратный ход протяжки. Когда она возвратится в исходное положение, устанавливают новую заготовку. [c.261]
Вертикально-протяжной станок [c.514]
Разновидностью внутренних протяжек являются прошивки. Они имеют те же конструктивные элементы, как внутренние протяжки, кроме замковых частей и шейки. Обработка отверстий прошивками производится на прошивочных прессах и вертикальных протяжных станках длл внутреннего протягивания. Прошивки применяются для калибрования предварительно протянутых отверстий с целью получения более высокой точности формы и размера и более высокого класса чистоты обработанной поверхности. [c.208]
Крепление и фиксация корпуса наружных протяжек на инструментальной каретке вертикальных протяжных станков производится винтами и шпонками. Установка корпуса может быть произведена как непосредственно на инструментальной каретке, так и с использованием промежуточной плиты. Во втором случае конструкция корпуса значительно упрощается. [c.211]
Вертикально-протяжные станки для наружных поверхностей одноплунжерные – – 8-10 10-12 [c.635]
Вертикально-протяжные станки для наружных поверхностей многоплунжерные, специальные вертикально- и горизонтально-протяжные 6-8 [c.635]
Вертикально-протяжные станки Размеры в мм [c.65]
Вертикально-протяжные станки — Нормы точности и жесткости — ГОСТы 8 [c.557]
Вертикально-протяжной станок для наружного протягивания (рис. 6.53, 6) состоит из основания 1, станины J, насосной станции 4, каретки 3, стола 2. Заготовку устанавливают в приспособлении на столе станка. Протяжку закрепляют в каретке и от гидропривода сообщают ей вертикальное поступательное перемещение – главное движение резания. Протяжка, опускаясь (рабочий ход), обрабатывает заготовку. Обработанную заготовку снимают, и подвижная каретка быстро возвращается в исходное положение (вспомогательный ход). [c.381]
ВЕРТИКАЛЬНО-ПРОТЯЖНЫЕ СТАНКИ ДЛЯ НАРУЖНОГО ПРОТЯГИВАНИЯ [c.44]
ВЕРТИКАЛЬНО-ПРОТЯЖНЫЕ СТАНКИ ДЛЯ ВНУТРЕННЕГО ПРОТЯГИВАНИЯ [c.44]
| Рис. 10. Схема наладки вертикально-протяжного станка для внутреннего протягивания |
| Рис. 11. Схема наладки вертикально-протяжного станка для наружного протягивания |
Для протягивания применяют горизонтальные и вертикальные протяжные станки-полуавтоматы. [c.78]
Оборудование — токарно-винторезный, токарный одношпиндельный полуавтомат или алмазно-расточной станки при протягивании — вертикально-протяжной станок. [c.127]
Детали при наружном протягивании плоских и фасонных поверхностей устанавливают и закрепляют в специальном одно- или многоместном приспособлении, в котором зажим и разжим обрабатываемых деталей производится от гидро- или пневмопривода. Протягивание наружных поверхностей деталей осуществляется специальными протяжками на вертикально-протяжных станках в крупносерийном и массовом производствах. [c.231]
Технологический процесс обработки заготовки до нарезания зубьев для зубчатых колес с отверстием почти ничем не отличается от процесса изготовления втулок как по первому, так и по второму типовым технологическим маршрутам (см. гл. V, 4). При обработке заготовок зубчатых колес по второму типовому процессу большое значение имеет правильное базирование заготовки на протяжном станке. Если торец заготовки не обработан, необходимо применять шаровую опору (рис. 103, а). Если отверстие должно иметь шпоночную канавку, то необходимо приспособление типа, показанного на рис. 103, б. Отверстия протягивают в большинстве случаев на горизонтальных протяжных станках. Вертикальные протяжные станки применяют только в массовом производстве для обработки небольших зубчатых колес с коротким отверстием. Шлицевые отверстия можно протягивать в две операции сначала цилиндрической, а затем шлицевой [c.173]
На рис, 151 показано протягивание кругового контура крыльча-того валика 1. Протяжка 2 состоит из двух составных половинок. Схему протягивания цилиндрических поверхностей и плоскости разъема двух шатунов и двух крышек к ним см. на рис. 131, б. Такого типа протяжки применяются на вертикально-протяжных станках. [c.286]
J—4 — горизонтальные протяжные станки непрерывного действия 5 — подъемник обрабатываемых деталей 6 — устройство для сортировки деталей 7 — конвейер-накопитель деталей 8 — J5 м 19 — агрегатные многошпикдельные станкк-автоматы 16 — шлифовальный станок 17 -к. 18 — вертикально-протяжные станки 20 — моечная камера [c.170]
Наружн ые протяжки монтируются на специальных державках, прикрепляемых к столу вертикально-протяжного станка (фиг. 124) или протаскиваемых через направляющие на горизонтально-протяжных ксация производится продольных шпонок, крепление — винтами. Регулировка на размер производится при помощи плоских или клиновых подкладок. Протяжное усилие [c.369]
Обработка основного отверстия Многошпиндельный сверлильный станок. Вертикально-сверлильный станок многошпиндельная сверлильная головка, многопозиционное приспособление. Горизонтально- или вертикально-протяжной станок Вертикально-сверлильный станок, кондуктор со сменными втулками, быстросменный патрон. Горизонтально- или вертикально-протяжной станок Вертикально-сверлильный станок, кондуктор со сменныл1и втулками, быстросменный патрон [c.540]
Обработка хвостов рабочих лопаток производится на гидравлическом вертикальном протяжном станке типа Америкен . Заготовка сначала заостряется на фрезерном станке, а затем на протяжном станке за один ход производится ее окончательная обработка. Скорость хода протяжки равна приблизительно 760 мм/мин. Этот же протяжный станок применяется также для изготовления пазов в дисках ротора. Для этой цели используются четыре протяжки из быстрорежущей стали. Первой протяжкой делаются неглубокие У-образные пазы, второй и третьей протяжками эти пазы углубляются и расширяются, при этом с каждой стороны паза оставляется около 0,012 мм запаса, который удаляется четвертой протяжкой при окончательной обработке пазов. При скорости хода протяжки около 760 мм/мин для обработки 97 осевых пазов в дисках силовой турбины требуется около 15 часов. [c.46]
Вертикально-протяжной станок для внутренней протяжки TH-3×600
Тяговая сила, тонн
Макс. длина протяг., мм
Макс. диам. отверстия, мм
Макс. наруж. диам. обраб. детали, мм
Мощность привода шпинд., кВт
Тяговая сила, тонн3
Макс. длина протяг., мм600
Макс. диам. отверстия, мм40
Макс. наруж. диам. обраб. детали, ммØ 280
Мощность привода шпинд., кВт3.7
Добавить в корзину
Тяговая сила, тонн3
Макс. длина протяг., мм800
Макс. диам. отверстия, мм40
Макс. наруж. диам. обраб. детали, ммØ 280
Мощность привода шпинд., кВт3.7
Добавить в корзину
Тяговая сила, тонн3
Макс. длина протяг., мм1 000
Макс. диам. отверстия, мм40
Макс. наруж. диам. обраб. детали, ммØ 280
Мощность привода шпинд., кВт3.7
Добавить в корзину
Тяговая сила, тонн5
Макс. длина протяг., мм1 000
Макс. диам. отверстия, мм80
Макс. наруж. диам. обраб. детали, ммØ 380
Мощность привода шпинд., кВт7
Добавить в корзину
Тяговая сила, тонн7.5
Макс. длина протяг., мм1 300
Макс. диам. отверстия, мм100
Макс. наруж. диам. обраб. детали, ммØ 460
Мощность привода шпинд., кВт11
Добавить в корзину
Тяговая сила, тонн10
Макс. длина протяг., мм1 500
Макс. диам. отверстия, мм120
Макс. наруж. диам. обраб. детали, ммØ 460
Мощность привода шпинд., кВт15
Добавить в корзину
Тяговая сила, тонн20
Макс. длина протяг., мм1 500
Макс. диам. отверстия, мм120
Макс. наруж. диам. обраб. детали, ммØ 460
Мощность привода шпинд., кВт29
Добавить в корзину
Тяговая сила, тонн25
Макс. длина протяг., мм2 000
Макс. диам. отверстия, мм120
Макс. наруж. диам. обраб. детали, ммØ 460
Мощность привода шпинд., кВт37
Добавить в корзину
Протяжные станки – Станки
Уникальный производитель, обладающий опытом как в станках, так и в режущих инструментах, чтобы помочь вам удовлетворить спрос на более разнообразную и сложную обработку, мы разработали различные технологии и ноу-хау. Обеспечивая общую поддержку надежной обработки, обеспечивающей неизменно высокое качество, мы предложили процессы, отвечающие вашим потребностям в MQL и твердой чистовой обработке, и разработали станки, которые воплощают в себе высокую скорость, высокую производительность и гибкость.
Высокоскоростная настольная система для чистовой / протяжной обработки особо твердых материалов
Детали | |
Тип переноса заготовки Машины для внутренней обработки
Детали | |
Механический механизм для переноса заготовок Машина внутренней обработки
Детали | |
Низкопольный станок малого размера общего назначения
Детали | |
Общего назначения Совместимость с тяжелыми режущими станками
Детали | |
Станок для обработки тяжелых поверхностей
Детали | |
Станок для обработки поверхностей малых размеров
Детали | |
Станок для обработки поверхности стеллажа
Детали | |
Станок для обработки поверхности переноса заготовки в форме туннеля
Детали | |
AUTO T / M Станок для обработки деталей и внутренних зубчатых колес
Детали | |
AUTO T / M Станок для обработки деталей и наружных зубчатых колес
Детали | |
Вертикальный станок для обработки дисков турбины
Детали | |
Горизонтальный станок для обработки дисков турбины
Детали |
Чем занимаются мастерские прецизионных станков: протяжка
Протяжка – это процесс обработки с использованием режущего инструмента с зубьями, размер которых увеличивается спереди назад.Во многих случаях всю поверхность (или несколько поверхностей) можно обработать протяжкой за один проход. Техника чаще всего применяется для чистовой обработки отверстий, шлицев и плоских поверхностей.
Протяжка – это относительно новый процесс обработки, разработанный в 1850-х годах и предназначенный для обработки металлов. Первоначально протяжка использовалась для обработки внутренних характеристик, таких как замочные скважины в шкивах и шестернях. В течение 20-го века протяжка получила дальнейшее развитие для использования в огнестрельном оружии, и последующие разработки значительно улучшили допуски и сделали протяжку более универсальной для современных механических мастерских.
Как работает протяжка
Режущий инструмент, используемый при протяжке, называется протяжкой. Этот линейный зубчатый режущий инструмент напоминает пилу по профилю, но ширина и конфигурация зубьев могут значительно различаться. Протяжные зубы сконструированы таким образом, чтобы каждый зуб был немного выше предыдущего. Когда протяжка проходит по заготовке, каждый зуб делает небольшой надрез на поверхности и уносит стружку от заготовки. Разница в высоте между первым и последним зубами называется «подъемом» и представляет собой максимальное количество материала, которое может удалить протяжка.
Режущие инструменты для протяжкиПроцесс протяжки относительно прост: протяжной станок перемещает протяжку линейно по поверхности заготовки с достаточным усилием, чтобы удалить материал. Сами протяжки, однако, сложнее многих режущих инструментов. Протяжки часто предназначены для конкретных работ, и они могут принимать разные формы и размеры. Существует несколько категорий протяжек, которые относятся к выполняемой работе и протяжному станку, используемому для приложения усилия.
- Протяжная протяжка: Инструмент, предназначенный для проталкивания протяжным станком
- Протяжка: Инструмент, предназначенный для протяжки на протяжном станке
- Стационарная протяжка: Инструмент, предназначенный для того, чтобы оставаться в неподвижном состоянии, пока станок перемещает заготовку
Внутри этих подтипов протяжки могут различаться по конфигурации зуба и поперечному сечению. Простейшие протяжки, предназначенные для резки одной поверхности, могут иметь прямоугольное поперечное сечение с одним набором режущих зубьев.Поскольку протяжки часто сокращают внутренние характеристики, их поперечные сечения сильно различаются в зависимости от выполняемой работы. Изображение в верхней части этой статьи иллюстрирует несколько примеров поперечных сечений протяжки и конфигураций зубьев.
Кроме того, сами протяжки могут изготавливаться различными способами. Цельные протяжки являются наиболее распространенными и наименее дорогими в изготовлении и состоят из протяжки, изготовленной из цельного куска материала. Другие протяжки состоят из прочного вала с режущими зубьями, прикрепленными к параметру.Затем эти зубья можно удалить, но вал можно использовать повторно с другой конфигурацией зубьев. Большие протяжки часто собираются по частям, так что некоторые ряды можно разделить для заточки или замены, в то время как другие ряды остаются установленными на валу.
Различные компоненты каждой протяжки служат определенным целям. Первые несколько рядов зубьев, которые соприкасаются с заготовкой, известны как «стружколомы , », а последние несколько рядов зубьев часто называются «зубьями для чистовой обработки, ».«Средние зубья предназначены для различных целей, от черновой до получистовой.
Следующая диаграмма, предоставленная через Creative Commons Attribution-Share Alike 3.0 Unported, иллюстрирует компоненты протяжки.
Типы протяжных станков
Простая протяжка может выполняться на оправочном прессе , но для более сложных операций требуются специальные протяжные станки. Некоторые характеристики протяжек зависят от станка, на котором они будут перемещаться по заготовке.Как упоминалось выше, одни протяжные станки тянут режущий инструмент, а другие толкают его. Традиционные протяжные станки ориентируются вертикально, перемещая протяжку вверх или вниз. Другие ориентированы горизонтально, и, поскольку они часто удерживают режущие инструменты в скобах, они могут работать с большей длиной без значительного изгиба. Некоторые типы протяжных станков включают:
- Вертикальные протяжные станки с вытяжкой: пилотный конец протяжки крепится под заготовкой, а стружколомы над заготовкой.Затем станок тянет протяжку вниз так, чтобы все зубья проходили вдоль заготовки.
- Протяжные станки непрерывного действия: протяжки являются стационарными, и заготовка последовательно протягивается или проталкивается мимо зубьев.
- Ротационные протяжные станки: заготовок удерживаются в зажимных приспособлениях на вращающемся столе, который пропускает их через стационарные протяжки. При правильной конфигурации ротационную протяжку можно производить и на токарном станке.
Преимущества протяжки
Протяжка может быть идеальным процессом для многих приложений обработки с ЧПУ.Одним из ключевых преимуществ протяжки является то, что операторы станков могут выполнять операции протяжки без особой подготовки. Поскольку сложность заложена в самом инструменте, очень немногие параметры требуют корректировки во время производства. Возможно, самое главное, протяжка может сэкономить время, потому что сам процесс резки является быстрым и легко воспроизводимым.
Однако, по сравнению с распиловкой и шлифовкой, протяжка часто воздействует на заготовки с большей силой. Специалисты по механической обработке должны убедиться, что материал заготовки достаточно прочен, чтобы выдерживать силы, возникающие при протяжке.Кроме того, если требуется внутренняя протяжка, перед тем, как протяжка станет возможной, в заготовке необходимо проделать отверстие путем литья или просверливания.
В конечном итоге выбор протяжки по сравнению с другими процессами обработки часто сводится к трем факторам: объем, оборудование и резка. В некоторых случаях могут использоваться стандартные конструкции протяжек, но изготовление нестандартных протяжек является дорогостоящим и поэтому требует больших объемов производства, чтобы быть экономически жизнеспособным. Протяжные станки не так распространены в механических цехах, как мельницы, токарные станки и сверлильные станки, поэтому могут использоваться другие процессы, чтобы избежать аутсорсинга или покупки нового оборудования.Тем не менее, во многих случаях протягивание – единственный способ разрезать материал по желаемому рисунку. Даже с регулировкой инструмента фрезерные станки, токарные станки, сверла или расточки не могут обеспечить все характеристики, возможные с протяжкой.
Еще из нашей серии “Что делают мастерские по производству точных машин”
Узнайте больше об оборудовании и методах ЧПУ из нашей бесплатной электронной книги Руководство по процессу обработки с ЧПУ
Горизонтальные и вертикальные протяжные станки
Компания Apex имеет большой опыт в анализе требований к обработке ваших деталей и рекомендации подходящей системы протяжного станка.Протяжка выполняется на оборудовании различных стилей и размеров в зависимости от области применения вашей детали. Довольно часто рекомендуются системы, основанные на семействе подобных частей.Протяжные станки подбираются по тоннажу и ходу, как правило, чем больше материала удаляется с детали и чем больше размер детали, тем больше требуемый тоннаж и ход. Например, протяжной станок горизонтального типа может иметь усилие от 6 до 50 тонн и ход от 48 до 120 дюймов
Фото галерея
Нажмите для увеличения
Apex Broaching Systems предлагает полную линейку размеров и стилей протяжных станков:
Размеры:
- Ход – от 12 дюймов до 120 дюймов
- Тоннаж – от 1 до 50 тонн
Стили:
Правильная система протяжного станка определяется путем предварительного анализа вашей детали.Для начала нашим инженерам потребуется следующее:
- Распечатка детали со всеми размерами и допусками до и после протяжки
- Вид материала (литье, поковка, прокат и др.)
- Твердость материала при протяжке
- Термическая обработка до и после протяжки
- Операции обработки, предшествующие операции протяжки всех поверхностей и следующие за ней
- Поверхность, на которой будет располагаться протяжка
- Максимальный запас, который снимается протяжкой
- Требуется чистовая обработка после протяжки
- Объем производства и скорость, необходимые для вашей детали
- Количество деталей, протягиваемых за один проход
- Любой существующий чертеж протяжного инструмента
- Любые ограничения площади под протяжной станок
- Пункт назначения
Как только эти основные требования будут поняты, наши инженеры могут подобрать протяжную систему для вашего конкретного применения.
Горизонтальные протяжные станки
Системы протяжки Apex Горизонтальные протяжные станки имеют прочную конструкцию и идеально подходят для широкого спектра применений, включая:- Внутренние эвольвентные шлицы
- Внутренние шлицы SAE
- Нарезное
- Ресиверы
- Прорези для замка с ключом
- Внутренние формы «D»
- Шпоночные пазы
- Внутренние зубцы
- Многие другие внутренние формы
Фото галерея
Нажмите для увеличения
Горизонтальные протяжные станки Apex имеют размер от 6 до 50 тонн с ходом от 48 до 120 дюймов.Пожалуйста, свяжитесь с нами для уточнения размеров плана этажа.
Горизонтальные протяжные станкиApex выгодны по нескольким причинам:
- Работа машины на уровне пола
- Платформа или яма не требуются
- Высота потолка не является ограничением
- Включает полуавтоматическое перемещение инструмента
- Может включать в себя ЧПУ или механизм реечной передачи для нарезания нарезов или винтовых деталей
- Может быть экономичным при более низкой производительности
Вертикальные протяжные станки
Вертикальные протяжные станки Apex Broaching Systems созданы для работы и идеально подходят для широкого спектра задач, связанных с деталями, включая:- Внутренние эвольвентные шлицы
- Внутренние шлицы SAE
- Нарезное
- Внутренние формы
- Круглые, квадратные, шестигранные отверстия
- Шпоночные пазы
- Внутренние зубцы
- Внутренние поверхности
- Наружные насечки
- Наружные плоские поверхности
Фото галерея
Нажмите для увеличения
Вертикальные протяжные станки Apex Broaching Systems выпускаются в нескольких формах, в том числе:
- Вертикальные настольные протяжные станки Apex работают с уровня пола, платформа или приямок не требуются, имеют автоматическое перемещение инструмента, могут выполнять винтовые операции и подходят для изготовления ячеек с высокой производительностью.
- Станки для протяжки поверхности Apex могут быть однопозиционными или многопозиционными. Наша последняя разработка включает линейную рельсовую систему для повышения производительности и качества деталей.
- Протяжные станки для апексных горшков предназначены для обработки деталей с внешними зазубринами и зубьями.
- Apex Вертикальные протяжные станки с внутренним вытягиванием идеальны для протяжки внутренних отверстий практически любого типа и позволяют сэкономить место на полу.
- Протяжные протяжные станки Apex Tripex обладают универсальностью, поскольку их можно переключать между протяжкой с вытяжкой, протяжкой поверхности или протяжкой в горшочках, и подходят для умеренных производственных показателей.
- Настольные протяжные станки Apex экономичны для обработки деталей с пазами и шпоночными пазами с более низкой производительностью.
Свяжитесь с нами для получения дополнительной информации.
Протяжные станки для глухих шлицев
Системы протяжки Apex Протяжные станки для глухих отверстий или глухих шлицев созданы для работы и идеально подходят для обработки деталей, когда для детали требуется внутренний или внешний шлиц, заканчивающийся на плече, а не проходящий через деталь.Инструмент с прогрессивной протяжкой монтируется на линейном или вращающемся столе, деталь или пара деталей автоматически загружаются на разжимные оправки под одним вертикальным плунжером. Детали быстро вставляются в инструмент, и стол перемещается для автоматического удаления деталей.
Фото галерея
Нажмите для увеличения
- Шлицы могут располагаться внутри или снаружи на детали
- Шлицевой протяжной станок с глухим шлицем особенно подходит для высоких производственных показателей и превосходит по характеристикам зубообрабатывающее или фрезерование.
- Протяжные станки для слепых шлицевых протяжек могут быть как станками с дисковым циферблатом, так и станками с линейным переносом, в зависимости от области применения вашей детали
- Внутренние и внешние шлицы можно обрабатывать одновременно, используя протяжку слепых шлицев
Для получения информации о размерах для вашего применения, пожалуйста, свяжитесь с нами.
Ремонт протяжных станков
Apex Broaching Systems может реконструировать / отремонтировать протяжные станки большинства производителей и моделей, а также переоборудовать протяжные станки для использования с новыми деталями.Следует провести оценку, чтобы убедиться, что существующая машина соответствует вашему прямому назначению.Базовый ремонт обычно состоит из следующего, но может быть адаптирован к вашим конкретным потребностям, подробности будут предоставлены в индивидуальном предложении:
- Обработка и аттестация поверхностей в соответствии с требованиями к исходным плоским и квадратным состояниям, включая установочные поверхности приспособлений, направляющие и направляющие поверхности
- Восстановить главный двигатель
- Отремонтировать или заменить гидроагрегат
- Установить существующий главный суппорт
- Восстановить или заменить и обработать пути
- Восстановить или заменить систему охлаждения
- Восстановить или заменить систему смазки
- Новая электрическая система с обновленным управлением
- Перекрашенная одноцветная промышленная эмаль
- Сухой ход и машинный сток
Фото галерея
Нажмите для увеличения
Новые зажимные приспособления, протяжные инструменты и средства автоматизации также могут быть предложены для завершения вашей протяжной системы.Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Вертикальная протяжка – Услуги по вертикальной протяжке
Что такое вертикальная протяжка?
Вертикальная протяжка относится к типу станка, который используется для протяжки детали. Вертикальная протяжка обычно используется для вырезания внешних пазов, форм и форм. Каждое применение вертикальной протяжки обычно состоит из набора инструментов, изготовленных на заказ, и приспособления для удержания и фиксации детали. Примером применения вертикальной протяжки может быть вырезание глубокого паза в большом стержне промышленного клапана.
V W Broaching Service предлагает широкий выбор вертикальных протяжных станков, каждый из которых отличается своим ходом, который определяет длину пропила , и его мощностью, которая определяет размер пропила, который может выполнить станок.
Вертикальные протяжки
- 5 протяжных станков вертикальных
- Максимальная длина реза 90 дюймов (за один проход)
- Максимальное усилие резания 10 тонн
- Два станка с двумя гидроцилиндрами, способные разрезать две детали одновременно или две операции на одной детали
- Возможность резки практически любого обрабатываемого материала, включая нержавеющую сталь, пластик, магний и металлический порошок
- Собственный инструментальный отдел, способный производить, затачивать и восстанавливать ваши инструменты для сохранения целостности и долговечности инструмента
Каковы преимущества вертикальной протяжки?
- Обычно быстрее, чем при традиционной методике горизонтальной протяжки, без ущерба для длины или размера пропила
- Оборудование может быть специально согласовано с обрабатываемой деталью для более эффективной операции резания
- Хорошо подходит для быстрой резки внешних профилей и форм с соблюдением жестких допусков.
- Чрезвычайно экономичный процесс резки, часто превосходит фрезерование
- Инструмент может иметь модульную конструкцию, что позволяет изменять одну и ту же базовую схему раскроя
- На одном станке с двумя цилиндрами можно оптимизировать различные операции резания
Вертикальные протяжные станки бывают разных видов и приспособлений, но в целом любой станок, в котором ползун установлен вертикально, а не горизонтально, классифицируется как вертикальный протяжной станок.В случае протяжки поверхности ползун, который несет свои протяжные инструменты, установленные в держателях, обычно проходит мимо детали. Деталь фиксируется в приспособлении с помощью гидравлических или механических зажимов. Некоторые традиционные вертикальные протяжные станки имеют два цилиндра, что означает, что на самом деле на одном станке установлено два цилиндра, использующих одни и те же гидравлические и механические системы. Во многих случаях деталь закрепляется на челночном столе или поворотном столе, так что оператор может загрузить одну деталь для обработки, в то время как другой плунжер одновременно режет другую деталь.Вертикальные протяжные станки с двумя ползунками также можно использовать для выполнения двух или более последовательных операций на одной и той же детали.
Вертикальные протяжные станки также могут использоваться для резки внутренних форм и форм и могут работать так же, как традиционные горизонтальные станки. В каждом случае либо деталь фиксируется, когда протяжной инструмент движется мимо нее, либо сам протяжка фиксируется, когда деталь перемещается по столу. Первый тип станка может быть с вертикальным вытягиванием или вытягиванием (относится к движению протяжного инструмента).Последний обычно называют настольным вертикальным протяжным станком.
Ручной надрез по Шарпи / Изоду
CNB-35 Ручная протяжная протяжка по Шарпи с выемкой Машина предназначена для испытательных домов и лабораторий, производящих небольшие партии образцов из углеродистой стали, легко обрабатываемой, низколегированной сталь, цветные и пластмассовые материалы.
См. Раздел протяжка страница и обрабатываемость.
Машина имеет прочную конструкцию, предназначенную для установки на нашем скамейка специальной конструкции или на скамейке у заказчика.
Эта ручная машина Шарпи будет резать V-образные и U-образные пазы Шарпи и Изода в предварительно обработанном стандартном квадрате 10 мм, образцы малого размера и диаметром 0,45 дюйма.
Ручное управление делает его идеальным для небольших партий количества.
ПРОТИВКИ
Протяжки заказываются отдельно.
Подробнее здесь
Принцип работы :
Протяжка устанавливается в стойку квадратного сечения и закреплен сверху и снизу зажимами. Регулировочные винты встроены в корпус машины настроен на получение правильной глубины надреза и его положения по образцу.
После установки регулировочные винты обеспечивают повторяемость следующий экземпляр. Протяжка легко снимается, для переточки или заменен на вырез другого типа.
Образец закреплен в машине двумя зажимными винтами.
На протяжку нанесен тонкий слой смазочно-охлаждающей жидкости (рекомендуется RTD). а затем приводится в действие маховик, который протягивает протяжку через образец для получения точного профиля надреза.
После того, как надрез будет вырезан, образец удаляется, протяжка поднимается и протяжные зубы очищены, готовы к следующей пробе.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАШИНЫ
Габаритный размер : | Высота 65 см |
| Ширина 18 см | |
| Глубина 50 см | |
Вес : | 16 кг |
ПРИНАДЛЕЖНОСТИ
Скамья СМОТРЕТЬ ДЕТАЛИ
Standard протяжки
многопазовые насадка
Sub-size проставки
Маленький образец, миниатюрная выемка
Закаленный картридж CNB37-XXXA3 и протяжка CNB30-0028A2 «M», для V-образных пазов глубиной до 1 мм.
Посмотреть руководство
Глубина выемки измерители хода / непроходимости суппорта
в комплекте с сертификатом UKAS
СУППОРТЫ
ЗАПЧАСТИ
Запасные части и расходные материалы для всех машин в наличии.
Свяжитесь с нами , сообщив подробности требуемых деталей.
СКАЧАТЬ
Руководства пользователя доступны для загрузки на 5 различных языках.
СКАЧАТЬ страница.
Проблемы просмотр видео ?
Если у вас возникли проблемы с просмотром видеороликов, размещенных на YouTube, попробуйте смотрите нашу коллекцию видео в альтернативном формате: Видео Шарпи Нотч
Маленький образец с миниатюрной выемкой :
Перейдите на страницу загрузок , чтобы узнать, как использовать эту опцию.
Когда машина настроена, вы можете переключаться между протяжками типа «C» и «M» и протянуть надрез на нужную глубину для используемого картриджа с малым образцом или стандартный образец размером 10 х 10 мм.
CNB36-001A3 Стенд с ручным управлением для станка с надрезом по Шарпи
Это скамейка, специально сделанная для наших ручных станков.
Полная информация о наших СТРАНИЦА СКАМЬЯ
ПРОТИВКИ
Протяжки могут поставляться по стандартам BS, ISO, EN, ASTM и др. Пазовые профили по международному стандарту.Благодаря разнообразию протяжек и конфигурации насечки, протяжки заказываются отдельно.
Дополнительная информация о нашем БРОШЮРНАЯ СТРАНИЦА
Объем рынка протяжных станков | Отраслевой анализ и прогноз
ГЛАВА 1: ВВЕДЕНИЕ
1.1. Описание отчета
1.2. Ключевые преимущества для заинтересованных сторон
1.3. Ключевые сегменты рынка
1.4. Методология исследования
1.4.1. Первичное исследование
1.4.2. Вторичные исследования
1.4.3. Инструменты и модели аналитика
ГЛАВА 2: КРАТКОЕ ОПИСАНИЕ
2.1. Основные выводы
2.1.1. Основные факторы воздействия
2.1.2. Верхние карманы для вложений
2.2. Перспектива CXO
ГЛАВА 3: ОБЗОР РЫНКА
3.1. Определение и объем рынка
3.2. Обзор материнского / пирингового рынка
3.3. Рынок протяжных станков, формирующих ключевые силы
3.3.1. Умеренная или высокая рыночная сила поставщиков
3.3.2. Угроза новых участников от низкой до средней
3.3.3. Угроза замены от умеренной до высокой
3.3.4. Интенсивность соперничества от умеренного до высокого
3.3.5. Высокая переговорная способность покупателей
3.4. Ценовой анализ
3.4.1. Анализ цен на продукт А по регионам, 2018 и 2026 гг.
3.5. Развитие рынка
3.6. Анализ цепочки создания стоимости
3.7. Анализ «болевых точек» отрасли
3.8. Динамика рынка
3.8.1. Драйверы
3.8.1.1. Увеличение производства автомобилей из стран с развивающейся экономикой в остальной мир
3.8.1.2. Рост спроса на производственное оборудование в отраслях
3.8.1.3. Рост расходов на оборону и рост производства оборонной техники в частном секторе
3.8.2. Ограничители
3.8.2.1. Подержанная техника – большая проблема
3.8.3. Возможности
3.8.3.1. Поддерживающие государственные постановления и инициативы в области станкостроения
3.8.3.2. Технический прогресс
ГЛАВА 4: РЫНОК ПРОМЫШЛЕННЫХ МАШИН, ПО ВИДАМ ПРОДУКЦИИ
4.1. Обзор
4.2. Объем и прогноз рынка по видам
4.3. Горизонтальный протяжной станок
4.3.1. Ключевые рыночные тенденции, факторы роста и возможности
4.3.2. Объем и прогноз рынка по регионам
4.3.3. Анализ рынка по странам
4.4. Вертикальный протяжной станок
4.4.1. Основные рыночные тенденции, факторы роста и возможности
4.4.2. Объем и прогноз рынка по регионам
4.4.3. Анализ рынка по странам
ГЛАВА 5: РЫНОК ПРОМЫШЛЕННЫХ МАШИН, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ
5.1. Обзор
5.2. Автомобильная промышленность
5.2.1. Ключевые рыночные тенденции, факторы роста и возможности
5.2.2. Объем и прогноз рынка по регионам
5.2.3. Анализ рынка по странам
5.3. Промышленное оборудование
5.3.1. Основные рыночные тенденции, факторы роста и возможности
5.3.2. Объем и прогноз рынка по регионам
5.3.3. Анализ рынка по странам
5.4. Точный машиностроительный станок
5.4.1. Основные рыночные тенденции, факторы роста и возможности
5.4.2. Объем и прогноз рынка по регионам
5.4.3. Анализ рынка по странам
5.5. Прочие
5.5.1. Основные рыночные тенденции, факторы роста и возможности
5.5.2. Объем и прогноз рынка по регионам
5.5.3. Анализ рынка по странам
ГЛАВА 6: РЫНОК ПРОШИВКИ ПО РЕГИОНАМ
6.1. Обзор
6.2. Северная Америка
6.2.1. Основные рыночные тенденции, факторы роста и возможности
6.2.2. Объем и прогноз рынка по видам продукции
6.2.3. Объем и прогноз рынка по конечным потребителям
6.2.4. Анализ рынка по странам
6.2.4.1. США
6.2.4.1.1. Социально-экономические и микромакро индикаторы
6.2.4.1.2. Объем и прогноз рынка по видам продукции
6.2.4.1.3. Объем и прогноз рынка по конечным потребителям
6.2.4.2. Канада
6.2.4.2.1. Социально-экономические и микромакро индикаторы
6.2.4.2.2. Объем и прогноз рынка по видам продукции
6.2.4.2.3. Объем и прогноз рынка по конечным потребителям
6.2.4.3. Мексика
6.2.4.3.1. Социально-экономические и микромакро индикаторы
6.2.4.3.2. Объем и прогноз рынка по видам продукции
6.2.4.3.3. Объем и прогноз рынка по конечным потребителям
6.3. Европа
6.3.1. Основные рыночные тенденции, факторы роста и возможности
6.3.2. Объем и прогноз рынка по видам продукции
6.3.3. Объем и прогноз рынка по конечным потребителям
6.3.4. Анализ рынка по странам
6.3.4.2. Германия
6.3.4.2.1. Объем и прогноз рынка по видам продукции
6.3.4.2.2. Объем и прогноз рынка по конечным потребителям
6.3.4.3. РОССИЯ
6.3.4.3.1. Социально-экономические и микромакро индикаторы
6.3.4.3.2. Объем и прогноз рынка по видам продукции
6.3.4.3.3. Объем и прогноз рынка по конечным потребителям
6.3.4.4. Франция
6.3.4.4.1. Социально-экономические и микромакро индикаторы
6.3.4.4.2. Объем и прогноз рынка по видам продукции
6.3.4.4.3. Объем и прогноз рынка по конечным пользователям
6.3.4.5. Италия
6.3.4.5.1. Социально-экономические и микромакро индикаторы
6.3.4.5.2. Объем и прогноз рынка по видам продукции
6.3.4.5.3. Объем и прогноз рынка по конечным потребителям
6.3.4.6. Польша
6.3.4.6.1. Социально-экономические и микромакро индикаторы
6.3.4.6.2. Объем и прогноз рынка по видам продукции
6.3.4.6.3. Объем и прогноз рынка по конечным потребителям
6.3.4.7. Остальная Европа
6.3.4.7.1. Социально-экономические и микромакро индикаторы
6.3.4.7.2. Объем и прогноз рынка по видам продукции
6.3.4.7.3. Объем и прогноз рынка по конечным потребителям
6.4. Азиатско-Тихоокеанский регион
6.4.1. Основные рыночные тенденции, факторы роста и возможности
6.4.2. Объем и прогноз рынка по видам продукции
6.4.3. Объем и прогноз рынка по конечным потребителям
6.4.4. Анализ рынка по странам
6.4.4.1. Китай
6.4.4.1.1. Социально-экономические и микромакро индикаторы
6.4.4.1.2. Объем и прогноз рынка по видам продукции
6.4.4.1.3. Объем и прогноз рынка по конечным потребителям
6.4.4.2. Южная Корея
6.4.4.2.1. Социально-экономические и микромакро индикаторы
6.4.4.2.2. Объем и прогноз рынка по видам продукции
6.4.4.2.3. Объем и прогноз рынка по конечным потребителям
6.4.4.3. Индия
6.4.4.3.1. Социально-экономические и микромакро индикаторы
6.4.4.3.2. Объем и прогноз рынка по видам продукции
6.4.4.3.3. Объем и прогноз рынка по конечным пользователям
6.4.4.4. Турция
6.4.4.4.1. Социально-экономические и микромакро-показатели
6.4.4.4.2. Объем и прогноз рынка по видам продукции
6.4.4.4.3. Объем и прогноз рынка по конечным потребителям
6.4.4.5. Остальные страны Азиатско-Тихоокеанского региона
6.4.4.5.1. Социально-экономические и микромакро индикаторы
6.4.4.5.2. Объем и прогноз рынка по видам продукции
6.4.4.5.3. Объем и прогноз рынка по конечным потребителям
6.5. LAMEA
6.5.1. Основные рыночные тенденции, факторы роста и возможности
6.5.2. Объем и прогноз рынка по видам продукции
6.5.3. Объем и прогноз рынка по конечным потребителям
6.5.4. Анализ рынка по странам
6.5.4.1. Латинская Америка
6.5.4.1.1. Социально-экономические и микромакро индикаторы
6.5.4.1.2. Объем и прогноз рынка по видам продукции
6.5.4.1.3. Объем и прогноз рынка по конечным потребителям
6.5.4.2. Ближний Восток
6.5.4.2.1. Социально-экономические и микромакро индикаторы
6.5.4.2.2. Объем и прогноз рынка по видам продукции
6.5.4.2.3. Объем и прогноз рынка по конечным потребителям
6.5.4.3. Африка
6.5.4.3.1. Объем и прогноз рынка по видам продукции
6.5.4.3.2. Объем и прогноз рынка, по конечным потребителям
ГЛАВА 7: КОНКУРЕНТНЫЙ ЛАНДШАФТ
7.1. ВВЕДЕНИЕ
7.1.1. ПОЛОЖЕНИЕ ИГРОКА НА РЫНКЕ, 2018
7.2. ВЫИГРЫШНЫЕ СТРАТЕГИИ
7.2.1. Лучшие выигрышные стратегии по развитию
7.2.2. Лучшие выигрышные стратегии по компаниям
7.3. КОНКУРЕНТНАЯ ПАНЕЛЬ
7.4. КОНКУРСНАЯ HEATMAP
7.5. ОСНОВНЫЕ СОБЫТИЯ
7.5.1. Запуск нового продукта
7.5.2. Слияния
ГЛАВА 8: ПРОФИЛИ КОМПАНИИ: РЫНОК ПРОМЫШЛЕННЫХ МАШИН
8.1. ACCU-CUT Diamond Tool Co.
8.1.1. Обзор компании
8.1.2. Ключевые руководители
8.1.3. Снимок компании
8.1.4. Операционные бизнес-сегменты
8.1.5. Продуктовый портфель
8.2. АМЕРИКАНСКАЯ ПРОБЛЕМА И МАШИНА
8.2.1. Обзор компании
8.2.2. Ключевые руководители
8.2.3. Снимок компании
8.2.4. Операционные бизнес-сегменты
8.2.5. Продуктовый портфель
8.3. ARTHUR KLINK GmbH
8.3.1. Обзор компании
8.3.2. Ключевые руководители
8.3.3. Снимок компании
8.3.4. Операционные бизнес-сегменты
8.3.5. Продуктовый портфель
8.4. AXISCO PRECISION MACHINERY CO., LTD.
8.4.1. Обзор компании
8.4.2. Ключевые руководители
8.4.3. Снимок компании
8.4.4. Операционные бизнес-сегменты
8.4.5. Продуктовый портфель
8.5. СПЕЦИАЛЬНОСТИ ПРОШИВКИ СТАНКОВ CO.
8.5.1. Обзор компании
8.5.2 Ключевые руководители
8.5.3. Снимок компании
8.5.4. Операционные бизнес-сегменты
8.5.5. Продуктовый портфель
8.5.6. Ключевые стратегические шаги и разработки
8.6. ГЕНЕРАЛЬНАЯ КОМПАНИЯ
8.6.1. Обзор компании
8.6.2. Ключевые руководители
8.6.3. Снимок компании
8.6.4. Операционные бизнес-сегменты
8.6.5. Продуктовый портфель
8.7. МИЦУБИСИ ТЯЖЕЛЫЕ ИНДУСТРИИ, ООО. (Federal Broach & Machine Company)
8.7.1. Обзор компании
8.7.2. Ключевые руководители
8.7.3. Снимок компании
8.7.4. Операционные бизнес-сегменты
8.7.5. Продуктовый портфель
8.7.6. Затраты на НИОКР
8.7.7. Эффективность бизнеса
8.8. НАЧИ-ФУДЗИКОСИ КОРП.
8.8.1. Обзор компании
8.8.2. Ключевые руководители
8.8.3. Снимок компании
8.8.4. Операционные бизнес-сегменты
8.8.5. Продуктовый портфель
8.8.6. Результаты деятельности
8.9. КОМПАНИЯ PIONEER BROACH
8.9.1. Обзор компании
8.9.2. Ключевые руководители
8.9.3. Снимок компании
8.9.4. Операционные бизнес-сегменты
8.9.5. Продуктовый портфель
8.9.6. Ключевые стратегические шаги и разработки
1.10 В.В. BROACHING SERVICE INC.
8.9.7. Обзор компании
8.9.8. Ключевые руководители
8.9.9. Снимок компании
8.9.10. Операционные бизнес-сегменты
8.9.11. Продуктовый портфель
8.10. Профиль другого ключевого игрока
8.10.1. Снимок ключевого игрока
СПИСОК ТАБЛИЦ
ТАБЛИЦА 01. МИРОВОЙ РЫНОК ПРОМЫШЛЕННЫХ МАШИН, ПО ВИДАМ ПРОДУКЦИИ, 2019-2026 (МЛН. Долл. США)
ТАБЛИЦА 02. МИРОВОЙ РЫНОК ПРОМЫШЛЕННЫХ МАШИН, ПО ВИДАМ ПРОДУКЦИИ, 2019-2026 гг. (ТЫС. 272 ЕДИНИЦ) 90 ТАБЛИЦА 03.РЫНОК ПРОБИВНОЙ МАШИНЫ ПО РЕГИОНАМ НА 2019–2026 ГОДЫ (МЛН. ДОЛЛ. ПОЛЬЗОВАТЕЛЬ, 2019-2026 (МЛН. ДОЛЛАРОВ)
ТАБЛИЦА 06. ОБОРОТ РЫНКА ПРОМЫШЛЕННЫХ МАШИН ДЛЯ АВТОМОБИЛЬНОЙ ПРОМЫШЛЕННОСТИ, ПО РЕГИОНАМ 2019–2026 (МЛН. Долл. США)
ТАБЛИЦА 08.ДОХОДЫ НА РЫНКЕ ПРОМЫШЛЕННЫХ МАШИН ДЛЯ ПРЕЦИЗИОННЫХ ИНЖЕНЕРНЫХ МАШИН, ПО РЕГИОНАМ 2019–2026 (МЛН. ДОЛЛ. ТИП ПРОДУКТА 2019–2026 (МЛН. ДОЛЛАРОВ)
ТАБЛИЦА 11. РЫНОК ПРОМЫВОЧНЫХ МАШИН СЕВЕРНОЙ АМЕРИКИ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2026 (МЛН. ДОЛЛАРОВ)
ТАБЛИЦА 13.РЫНОК ПРОБИЛЬНЫХ МАШИН В США, ПО ВИДАМ ПРОДУКЦИИ, 2019–2026 гг. (МЛН. Долл. США)
ТАБЛИЦА 14. РЫНОК ПРОМЫШЛЕННЫХ МАШИН В США, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2026 гг. (МЛН. Долл. США) (МЛН. Долл. США)
ТАБЛИЦА 16. РЫНОК ПРОМЫШЛЕННОЙ МАШИНЫ В КАНАДЕ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2026 гг. (МЛН долл. США)
ТАБЛИЦА 17. РЫНОК ПРОИЗВОДСТВЕННЫХ МАШИН В МЕКСИКЕ, ПО ВИДУ ПРОДУКЦИИ 2019–2026 гг. (МЛН. Долл. США) РЫНОЧНАЯ ВЫБОРКА, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2026 гг. (МЛН. Долл. США)
ТАБЛИЦА 19.РЫНОК ПРОБИВНЫХ МАШИН В ЕВРОПЕ, ПО ВИДУ ПРОДУКЦИИ, 2019–2026 гг. (МЛН. Долл. США)
ТАБЛИЦА 20. РЫНОК ПРОБИВНЫХ МАШИНОСТЕЙ В ЕВРОПЕ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2026 гг. (МЛН. Долл. США)
ТАБЛИЦА 21. Выручка рынка ПРОМЫШЛЕННЫХ МАШИН В ЕВРОПЕ, 2018–2020 гг. (МЛН. Долл. США)
ТАБЛИЦА 22. РЫНОК ПРОМЫШЛЕННЫХ МАШИНОСТЕЙ В ГЕРМАНИИ, ПО ВИДАМ ПРОДУКЦИИ, 2019–2026 гг. (МЛН долл. США)
ТАБЛИЦА 23. РЫНОЧНЫЙ РЫНОК ГЕРМАНИИ, ПОКАЗАТЕЛИ КОНЕЧНЫХ ПОЛЬЗОВАТЕЛЕЙ, 2019–2026 гг. (МЛН долл. США)
ТАБЛИЦА 24. РОССИЙСКИЕ МАШИНЫ РЫНОК ПО ВИДУ ПРОДУКЦИИ 2019–2026 гг. (МЛН. Долл. США)
ТАБЛИЦА 25.РОССИЙСКИЙ РЫНОК ПРОИЗВОДСТВЕННЫХ МАШИН, ПОКАЗАТЕЛИ КОНЕЧНЫХ ПОЛЬЗОВАТЕЛЕЙ, 2019–2026 гг. (МЛН. Долл. США)
ТАБЛИЦА 26. ОБЪЕМ РЫНКА ФРАНЦИИ, ПО ВИДУ ПРОДУКЦИИ, 2019–2026 гг. (МЛН. Долл. США) 2026 (МЛН. ДОЛЛАРОВ)
ТАБЛИЦА 28. ОБОРОТ РЫНКА ПРОБИЛЬНЫХ МАШИН ИТАЛИИ, ПО ВИДАМ ПРОДУКЦИИ 2019–2026 (МЛН. ДОЛЛ. РЫНОК ОБОРУДОВАНИЯ ПО ВИДАМ ПРОДУКЦИИ 2019–2026 гг. (МЛН. Долл. США)
ТАБЛИЦА 31.РЫНОК ПРОМЫШЛЕННЫХ МАШИН В ПОЛЬШЕ, ПОЛЬЗОВАТЕЛИ, 2019–2026 (МЛН. ДОЛЛ. -ПОЛЬЗОВАТЕЛЬ 2019–2026 (МЛН. ДОЛЛАРОВ)
ТАБЛИЦА 36. ОБОРОТ РЫНКА АЗИАТСКО-ТИХООКЕАНСКИХ ПРОДУКТОВ, ПО ВИДАМ ПРОДУКТА 2019–2026 (МЛН. Долл. США) МЛН.)
ТАБЛИЦА 38. ДОХОД НА РЫНКЕ АЗИАТСКО-ТИХООКЕАНСКИХ ПРОМЫШЛЕННЫХ МАШИН, ПО СТРАНАМ, 2018–2026 гг. (МЛН. Долл. США)
ТАБЛИЦА 39.РЫНОК ПРОБИВНЫХ МАШИН В КИТАЕ, ПО ВИДУ ПРОДУКЦИИ, 2019–2026 гг. (МЛН. Долл. США)
ТАБЛИЦА 40. РЫНОК ПРОБИВНЫХ МАШИН В КИТАЕ, ПОКАЗАТЕЛИ КОНЕЧНЫХ ПОЛЬЗОВАТЕЛЕЙ, 2019–2026 гг. (МЛН. Долл. США) 2026 г. (МЛН. Долл. США)
ТАБЛИЦА 42. ОБОРОТ РЫНКА ПРОБИЛЬНЫХ МАШИН В ЮЖНОЙ КОРЕЕ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2026 гг. (МЛН. Долл. США)
ТАБЛИЦА 43. РЫНОК ПРОМЫШЛЕННЫХ МАШИН В ИНДИИ, ПО ВИДУ ПРОДУКЦИИ 2019–2026 гг. (МЛН. Долл. США)
ТАБЛИЦА 44. ИНДИЯ РЫНОК ПРОМЫШЛЕННЫХ МАШИН, ПОКАЗАТЕЛИ КОНЕЧНЫХ ПОЛЬЗОВАТЕЛЕЙ, 2019–2026 гг. (МЛН. Долл. США)
ТАБЛИЦА 45.РЫНОК ПРОМЫШЛЕННЫХ МАШИН В ТУРЦИИ, ПО ВИДАМ ПРОДУКЦИИ, 2019–2026 гг. (МЛН. Долл. США)
ТАБЛИЦА 46. РЫНОК ПРОМЫШЛЕННЫХ МАШИН В ТУРЦИИ, ПОКАЗАТЕЛИ КОНЕЧНЫХ ПОЛЬЗОВАТЕЛЕЙ, 2019–2026 гг. (МЛН. Долл. США) ТИП 2019–2026 (МЛН. ДОЛЛАРОВ)
ТАБЛИЦА 48. ОСТАВЛЕНИЕ РЫНКА ПРОМЫШЛЕННЫХ МАШИНОСТЕЙ В АЗИАТСКО-Тихоокеанском регионе ОБОРОТ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2026 гг. (МЛН. Долл. США) )
ТАБЛИЦА 50. ОБРАБОТКА РЫНКА ПРОМЫШЛЕННОЙ МАШИНЫ LAMEA, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2026 гг. (МЛН. Долл. США)
ТАБЛИЦА 51.ДОХОД НА РЫНКЕ ПРОМЫШЛЕННЫХ МАШИН LAMEA, ПО СТРАНАМ 2018–2026 (МЛН. ДОЛЛ. –2026 (МЛН. Долл. США)
ТАБЛИЦА 54. ОБОРОТ РЫНКА ПРОБИЛЬНЫХ МАШИН ДЛЯ БЛИЖНЕГО ВОСТОКА, ПО ВИДАМ ПРОДУКЦИИ 2019–2026 (МЛН. Долл. США)
ТАБЛИЦА 55. ОБОБЩЕННОСТЬ РЫНКА ПРОБИВНЫХ МАШИН ДЛЯ БЛИЖНЕГО ВОСТОКА, К КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2026 гг. (МЛН. Долл.)
ТАБЛИЦА . РЫНОК ПРОМЫШЛЕННЫХ МАШИН В АФРИКЕ, ПО ВИДАМ ПРОДУКЦИИ, 2019–2026 гг. (МЛН. Долл. США)
ТАБЛИЦА 57.РЫНОК ПРОИЗВОДСТВЕННЫХ МАШИН В АФРИКЕ, ПОКАЗАТЕЛИ КОНЕЧНЫХ ПОЛЬЗОВАТЕЛЕЙ, 2019–2026 гг. (МЛН. Долл. США)
ТАБЛИЦА 58. КОНКУРЕНТОСПОСОБНАЯ ИНФОРМАЦИЯ
ТАБЛИЦА 59. ЗАПУСК КЛЮЧЕВЫХ НОВЫХ ПРОДУКТОВ (2015-2018)
ТАБЛИЦА 60. КЛЮЧЕВЫЕ СЛИЯНИЯ И ПРИОБРЕТЕНИЕ (2015-2018)
ТАБЛИЦА 61. ОСНОВНЫЕ ИСПОЛНИТЕЛИ
ТАБЛИЦА 62. ОБЗОР КОМПАНИИ
ТАБЛИЦА 63. ОПЕРАЦИОННЫЕ СЕГМЕНТЫ
ТАБЛИЦА 63. ОПЕРАЦИОННЫЕ СЕГМЕНТЫ
ТАБЛИЦА 64. И МАШИНОСТРОЕНИЕ: ОБЗОР КОМПАНИИ
ТАБЛИЦА 67.АМЕРИКАНСКАЯ КОМПАНИЯ BROACH & MACHINE: ОПЕРАЦИОННЫЕ СЕГМЕНТЫ
ТАБЛИЦА 68. АМЕРИКАНСКАЯ КОМПАНИЯ BROACH & MACHINE: ПОРТФЕЛЬ ПРОДУКТОВ
ТАБЛИЦА 69. КЛЮЧЕВЫЕ ИСПОЛНИТЕЛИ
ТАБЛИЦА 70. АРТУР КЛИНК ГМБХ: ОБЗОР КОМПАНИИ
ТАБЛИЦА 71. АРТУР КЛИНК. ARTHUR KLINK GMBH: ПОРТФЕЛЬ ПРОДУКЦИИ
ТАБЛИЦА 73. ОСНОВНЫЕ ИСПОЛНИТЕЛИ
ТАБЛИЦА 74. AXISCO PRECISION MACHINERY CO., LTD .: КОМПАНИЯ SNAPSHOT
ТАБЛИЦА 75. AXISCO PRECISION MACHINERY CO., LTD.: ОПЕРАЦИОННЫЕ СЕГМЕНТЫ
ТАБЛИЦА 76. AXISCO PRECISION MACHINERY CO., LTD .: ПОРТФЕЛЬ ПРОДУКЦИИ
ТАБЛИЦА 77. ОСНОВНЫЕ ИСПОЛНИТЕЛИ
ТАБЛИЦА 78. СПЕЦИАЛЬНОСТИ: ПОРТФЕЛЬ ПРОДУКЦИИ
ТАБЛИЦА 81. КЛЮЧЕВЫЕ ИСПОЛНИТЕЛИ
ТАБЛИЦА 82. ОБЩАЯ КОМПАНИЯ-ПОДРОБНЕЕ: ОБЗОР КОМПАНИИ
ТАБЛИЦА 83. ОБЩАЯ КОМПАНИЯ-ПОДБОРКА: ОПЕРАЦИОННЫЕ СЕГМЕНТЫ
ТАБЛИЦА 84.GENERAL BROACH COMPANY: ПОРТФЕЛЬ ПРОДУКТОВ
ТАБЛИЦА 85. КЛЮЧЕВЫЕ ИСПОЛНИТЕЛИ
ТАБЛИЦА 86. MITSUBISHI HEAVY INDUSTRIES, LTD .: КОМПАНИЯ SNAPSHOT
ТАБЛИЦА 87. MITSUBISHI HEAVY INDUSTRIES, LTD .: ОПЕРАЦИОННЫЕ СЕГМЕНТЫ: HEAVY INDUSTRIES, LTD .: РАБОЧИЕ СЕГМЕНТЫ
ТАБЛИЦА 88. MITSUBISHI HEAVY INDUSTRIES, LTD. ПОРТФЕЛЬ
ТАБЛИЦА 89. ОСНОВНЫЕ ИСПОЛНИТЕЛИ
ТАБЛИЦА 90. NACHI-FUJIKOSHI CORP .: КОМПАНИЯ SNAPSHOT
ТАБЛИЦА 91. NACHI-FUJIKOSHI CORP .: ОПЕРАЦИОННЫЕ СЕГМЕНТЫ
ТАБЛИЦА 92. NACHI-FUJIKOSHI CORP.КЛЮЧЕВЫЕ ИСПОЛНИТЕЛИ
ТАБЛИЦА 94. КОМПАНИЯ PIONEER BROACH: КОМПАНИЯ SNAPSHOT
ТАБЛИЦА 95. КОМПАНИЯ PIONEER BROACH: ОПЕРАЦИОННЫЕ СЕГМЕНТЫ
ТАБЛИЦА 96. КОМПАНИЯ PIONEER BROACH: ПОРТФЕЛЬ ПРОДУКТОВ
ТАБЛИЦА 97. КЛЮЧЕВЫЕ ИСПОЛНИТЕЛИ V.
. ТАБЛИЦА 98. BROACHING SERVICE INC .: ОБЗОР КОМПАНИИ
ТАБЛИЦА 99. V.W. BROACHING SERVICE INC .: ОПЕРАЦИОННЫЕ СЕГМЕНТЫ
ТАБЛИЦА 100. V.W. BROACHING SERVICE INC .: ПОРТФЕЛЬ ПРОДУКЦИИ
СПИСОК ЦИФР
РИСУНОК 01. КЛЮЧЕВЫЕ СЕГМЕНТЫ РЫНКА
РИСУНОК 02.КРАТКОЕ ИЗЛОЖЕНИЕ
РИСУНОК 03. ОСНОВНЫЕ ВЛИЯЮЩИЕ ФАКТОРЫ
РИСУНОК 04. ЛУЧШИЕ ИНВЕСТИЦИОННЫЕ КАРМАНЫ
РИСУНОК 05. ДОРОЖНАЯ КАРТА РАЗВИТИЯ РЫНКА / ПРОМЫШЛЕННОСТИ
РИСУНОК 06. АНАЛИЗ ЦЕПИ СТОИМОСТИ, АНАЛИЗ ЦЕПИ СТОИМОСТИ
РИС. ПО ВИДАМ ПРОДУКТОВ, 2018-2026 гг.
РИСУНОК 09. СРАВНИТЕЛЬНЫЙ АНАЛИЗ ДОЛИ РЫНКА ПРОКАТНЫХ МАШИН ГОРИЗОНТАЛЬНЫХ ПРОКЛАДОК, ПО СТРАНАМ, 2018 и 2026 гг. (%) & 2026 (%)
РИСУНОК 11.ГЛОБАЛЬНЫЙ РЫНОК ПРОМЫШЛЕННЫХ МАШИН, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2018-2026 гг.
РИСУНОК 12. СРАВНИТЕЛЬНЫЙ АНАЛИЗ ДОЛИ АВТОМОБИЛЬНОЙ ПРОМЫШЛЕННОСТИ, ПО СТРАНАМ, 2018 и 2026 гг. (%)
РИСУНОК 13. СРАВНИТЕЛЬНЫЙ АНАЛИЗ РЫНКА ПРОМЫШЛЕННЫХ МАШИНОСТЕЙ ПО СТРАНАМ, 2018 и 2026 гг. (%)
РИСУНОК 14. СРАВНИТЕЛЬНЫЙ АНАЛИЗ ДОЛИ РЫНКА ПРОИЗВОДСТВЕННЫХ МАШИН, ПО СТРАНАМ, 2018 и 2026 гг. (%) & 2026 (%)
РИСУНОК 16.ОБОРОТ РЫНКА ПРОМЫШЛЕННЫХ МАШИН в США, 2019-2026 гг. (МЛН. Долл. США)
РИСУНОК 17. РЫНОК ПРОМЫШЛЕННЫХ МАШИНОСТЕЙ В КАНАДЕ, 2019-2026 гг. (МИЛЛИОН долл. США) ОБОРОТ МАШИНОСТРОЕНИЯ, 2019-2026 (МЛН. ДОЛЛАРОВ)
РИСУНОК 20. РОССИЙСКИЙ РЫНОК ПРОМЫШЛЕННЫХ МАШИН, 2019-2026 гг. (МЛН. $)
, 2019-2026 (МЛН. $)
РИСУНОК 23.РЫНОК ПРОБИВНЫХ МАШИН ПОЛЬША, 2019-2026 гг. (МЛН. Долл. США)
РИСУНОК 24. ОБОРОТ РЫНКА ПРОБИВНЫХ МАШИНОСТЕЙ В ЕВРОПЕ, 2019-2026 гг. (МИЛЛИОН долл. США) РЫНОК ПРОМЫВОЧНЫХ МАШИН, ЮЖНАЯ КОРЕЯ, 2019-2026 гг. (МЛН. Долл. США)
РИСУНОК 27. РЫНОК ПРОМЫВОЧНЫХ МАШИН В ИНДИИ, 2019-2026 гг. (МЛН. Долл. США) ОБОРОТ РЫНКА АЗИАТСКО-ТИХООКЕАНСКИХ МАШИНОСТЕЙ, 2019-2026 (МЛН. ДОЛЛАРОВ)
РИСУНОК 30.РЫНОК ПРОМЫВОЧНЫХ МАШИН В ЛАТИНСКОЙ АМЕРИКЕ, 2019-2026 гг. (МЛН ДОЛЛ. ПОЛОЖЕНИЕ ИГРОКОВ НА РЫНКЕ, 2018 г.
РИСУНОК 34. ОСНОВНЫЕ СТРАТЕГИИ ВЫИГРЫША, ПО РАЗВИТИЮ, 2016–2019 гг. (%)
РИСУНОК 35. СТРАТЕГИИ ВЫИГРЫША, ПО КОМПАНИЯМ, 2016–2019 гг.
РИСУНОК 36. КОНКУРЕНТНАЯ КАРТА КЛЮЧЕВЫХ ИГРОКОВ
РАСХОДЫ, 2016–2018 гг. (МЛН. Долл. США)
РИСУНОК 38.MITSUBISHI HEAVY INDUSTRIES, LTD .: ВЫРУЧКА, 2016–2018 гг. (МЛН. $)
РИСУНОК 39. MITSUBISHI HEAVY INDUSTRIES, LTD .: ДОЛЯ ВЫРУЧКИ ПО СЕГМЕНТАМ, 2018 (%)
РИСУНОК 40. ВЫРУЧКА MITSUBISHI HEAVY INDUSTRIES, LTD. РЕГИОН, 2018 г. (%)
РИСУНОК 41. NACHI-FUJIKOSHI CORP .: ВЫРУЧКА, 2016–2018 гг. (МЛН. $)
РИСУНОК 42. NACHI-FUJIKOSHI CORP .: ДОЛЯ ВЫРУЧКИ ПО СЕГМЕНТАМ, 2018 г. (%)
РИСУНОК 43. NACHI- FUJIKOSHI CORP .: ДОЛЯ ВЫРУЧКИ ПО РЕГИОНАМ, 2018 (%)
Рынок протяжных станков | 2021 – 26 | Доля отрасли, размер, рост
Обзор рынка
| Период обучения: | 2016 – 2026 гг. |
| Базовый год: | 2020 г. |
| CAGR: | |
Нужен отчет, отражающий влияние COVID-19 на этот рынок и его рост?
Скачать бесплатно ОбразецОбзор рынка
Ожидается, что рынок протяжных станков в течение прогнозного периода (2019-24) будет умеренно расти.Рост рынка в основном обусловлен растущим спросом со стороны нескольких отраслей конечных пользователей, таких как автомобилестроение, авиакосмическая промышленность и другие, по всему миру. Протяжка остается одним из самых быстрых методов резки производственных деталей, который в первую очередь предназначен для крупносерийного производства. Растущий спрос на высокоскоростной и точный процесс чистовой обработки в секторе конечного использования оказывает давление на производителей протяжных станков. Чтобы удовлетворить этот спрос, производители все чаще применяют передовые технологии и автоматизацию.Автоматизация производства и связанного с ним процесса изготовления помогает компаниям получить конкурентное преимущество на рынке и снизить свои эксплуатационные расходы. Технологии ЧПУ, сервоприводов и программного обеспечения продолжают совершенствоваться и обеспечивают дополнительное влияние на энергосбережение, высокую эффективность и высокоточные механические системы. Протяжные станки с ЧПУ предлагают такие преимущества, как экономия энергии и высокая точность при резке металла, формировании ключей и изготовлении зубчатых колес. Произошло улучшение производства протяжных инструментов, которые играют ключевую роль в качестве готовой продукции.
Согласно промышленным источникам, с точки зрения общей эффективности оборудования, особенно с учетом достижимых качеств и областей профиля энергоэффективности, электромеханические приводы все чаще заменяют гидравлические приводы. В последнее время системы ЧПУ проложили путь к отказу от гидравлики и замене ее сервоприводами и шариковинтовой парой для многих приложений. Около половины клиентов рассматривают электромеханические машины для малых и средних предприятий.Кроме того, рынок также определяется растущим спросом на готовые металлические изделия, развитием тяжелого промышленного оборудования и развитием производственных процессов. Рынок металлообработки может быть менее подвержен резким колебаниям, чем другие отрасли, что позволит этим традиционным процессам механической обработки умеренно расти. Например, в Индии годовые темпы роста производства готовых металлических изделий в период с 2013 по 2015 год следовали отрицательной тенденции. Тогда как после 2015 года в темпах добычи наблюдалась положительная динамика с меньшими темпами роста.Во всем мире сектор станков и резки составляет основную долю с точки зрения объема производства по сравнению с технологиями штамповки. Сектор обработки станков включает токарные, сверлильные, протяжные, расточные, фрезерные станки и т. Д.
Объем отчета
Полный базовый анализ рынка протяжных станков, который включает оценку сектора и вклада сектора в экономику, обзор рынка, оценку размера рынка для ключевых сегментов, ключевых регионов и новых тенденций в сегментах рынка, динамику рынка и в отчете представлены основные статистические данные о производстве и потреблении.
| По типу Prodcut | |
| Вертикальный протяжной станок | |
| Горизонтальный протяжной станок | |
| Прочие |
| 000 9106 9106 9000 | ||
| Промышленное производство и производство промышленного оборудования | ||
| Аэрокосмическая промышленность и оборона | ||
| Нефть и газ и энергетика | ||
| Прочие |
| 95 9000 9000 | |
| 95 9000 Тихоокеанский регион | |
| Северная Америка | |
| Европа | |
| Латинская Америка | |
| Ближний Восток и Африка |
Отчет может быть настроены в соответствии с вашими требованиями.Кликните сюда.
Ключевые тенденции рынка
Растущий спрос со стороны автомобильной промышленности
Основным фактором роста производства протяжных станков является растущий спрос со стороны автомобильной промышленности. Протяжные станки занимают значительную долю в автомобильной промышленности и используются для нескольких операций по производству шестерен, трансмиссионных валов, ступиц рулевого колеса, вилок рулевого управления и т. Д. Производители автомобильных зубчатых колес значительно усовершенствовали производство внешних планетарных передач.По мере развития и вывода на рынок гибридных и электромобилей спрос на более тихие передачи продолжает расти. Протяжка – широко используемый метод нарезания шестерен с внутренним зацеплением. Внутренняя винтовая протяжка считается экономичным выбором для массового производства с максимальным объемом и минимальным ассортиментом продукции. Появление электромеханических протяжных станков позволяет протягивать по спирали без использования специальных механических направляющих.
Несмотря на некоторые встречные ветры, автомобильная промышленность во всем мире выглядит хорошо.Пик продаж легковых автомобилей в США пришелся на 2016 год – 17,46 миллиона, а 2018 год стал четвертым годом подряд, когда было продано более 17 миллионов единиц. Согласно отраслевым источникам, мировые подразделения по производству легковых автомобилей были замечательными и продолжают расти. Ожидается, что в Азиатско-Тихоокеанском регионе будут наблюдаться самые высокие темпы роста объемов производства, за которым следует Северная Америка. Ожидается, что этот сценарий создаст спрос на протяжные станки и другое оборудование, связанное с производственным процессом.
Чтобы понять основные тенденции, загрузите образец Отчет
В центре внимания Азиатско-Тихоокеанский рынок
Согласно анализу, в Азиатско-Тихоокеанском регионе (APAC) ожидается значительный рост на текущем изученном рынке. В регионе наибольшее количество заводов-производителей, где широко используются протяжные станки. Ожидается, что Китай станет главной страной в регионе из-за его обширного производственного сектора. Кроме того, автомобилестроение является одной из опорных отраслей Китая и продолжает оставаться крупнейшим автомобильным рынком в мире.Общее производство автомобилей в стране достигло 27,8 миллиона единиц в 2018 году, что значительно опережает такие крупные рынки, как США (11,3 миллиона единиц), Япония (9,7 миллиона единиц) и Германия (5,1 миллиона единиц).
Что касается АСЕАН, то производственный сектор был одним из ключевых драйверов экономического роста АСЕАН. Страны этого региона имеют низкие эксплуатационные расходы, что привлекает многие предприятия с более крупными производственными базами. В последнее время в Китае наблюдается рост заработной платы и ужесточение нормативных требований, что привело к увеличению операционных расходов по мере перехода к производству с более высокой добавленной стоимостью.Чтобы заменить ту роль, которую когда-то играла КНР, компании обращаются к региону АСЕАН для создания сетей производства с более низкой стоимостью, которые также в значительной степени интегрированы в глобальные производственно-сбытовые цепочки. Согласно анализу, производители протяжных станков должны выстроить свои каналы сбыта, чтобы сосредоточиться на растущих рынках, обслуживая развивающиеся производственные секторы для увеличения своих продаж.
Чтобы понять тенденции в географии, загрузите образец Отчет
Конкурентная среда
Рынок протяжных станков по своей природе довольно фрагментирован с присутствием крупных глобальных игроков и мелких и средних местных игроков с довольно большим количеством игроков, которые занимают долю рынка.При анализе производственных предприятий крупных стран выясняется, что многие глобальные компании имеют присутствие в крупных странах. В отчете содержится подробный анализ крупных компаний, который включает обзор компании, финансовые показатели, предлагаемые продукты, последние разработки и т. Д. Большое количество компаний работают над изменением восприятия протяжки. За последние 10 лет производители внесли значительные технологические изменения, чтобы сделать процесс более гибким, продуктивным и точным.
Содержание
1. ВВЕДЕНИЕ
1.1 Результаты исследования
1.2 Допущения исследования
1.3 Объем исследования
2. МЕТОДИКА ИССЛЕДОВАНИЯ
- Методология анализа
- 2.2 Этапы исследования
3. КРАТКИЙ ОБЗОР
4. ОБЗОР РЫНКА
4.1 Текущий рыночный сценарий
4.2 Динамика рынка
4.2.1 Драйверы
4.2.2 Ограничения
4.3 Анализ пяти сил Портера
4.4 Анализ цепочки создания стоимости в отрасли
4.5 Глобальный производственный сектор (обзор, тенденции, НИОКР, ключевая статистика и т. Д.)
4.6 Ключевые государственные постановления и инициативы для производственного сектора
4.7 Обзор отрасли металлообработки (обзор, ключевые показатели, разработки и т. Д.)
4.8 Обзор технологий
4.9 Анализ электромеханических протяжных станков и последних разработок
4.10 Обзор протяжных инструментов (Обзор , Различные типы, усовершенствования и т. Д.) *
4.11 * Список не исчерпывающий
5. СЕГМЕНТАЦИЯ РЫНКА
5.1 По типу Prodcut
5.1.1 Вертикальный протяжной станок
5.1.2 Горизонтальный протяжной станок
5.1.3 Прочие
5.2 Конечным пользователем
5.2.1 Автомобилестроение
5.2.2 Изготовление и Производство промышленного оборудования
5.2.3 Аэрокосмическая промышленность и оборона
5.2.4 Нефть и газ и энергетика
5.2.5 Прочие
5.3 География
5.3.1 Азиатско-Тихоокеанский регион
5.3.2 Северная Америка
5.3.3 Европа
5.3.4 Латинская Америка
5.3.5 Ближний Восток и Африка
6. КОНКУРЕНТНЫЙ ЛАНДШАФТ
6.1 Обзор (концентрация рынка, основные игроки)
6.2 Профиль компании
6.2.1 American Broach & Machine Co
6.2.2 Axisco Precision Machinery Co., Ltd
6.2.3 Forst Technologie GmbH & Co. KG
6.2.4 Nachi-Fujikoshi Corp
6.2.5 Протяжные системы Apex
6.2.6 Steelmans Broaches Pvt Ltd
6.2.7 Colonial Tool Group Inc.
6.2.8 Pioneer Broach
6.2.9 Mitsubishi Heavy Industries, Ltd
6.2.10 Arthur Klink GmbH
6.2.11 The Ohio Broach & Machine Co
6.2.12 Hoffmann Rumtechnik GmbH *
6.2.13 * Список не исчерпывающий
7. РЫНОЧНЫЕ ВОЗМОЖНОСТИ И БУДУЩИЕ ТЕНДЕНЦИИ
. ПРИЛОЖЕНИЕ
8.1 Распределение ВВП по ключевым странам
8.2 Анализ потоков капитала в ключевых странах
8.3 Экономическая статистика – производственный сектор, вклад в экономику (ключевые страны)
8.4 Глобальная статистика обрабатывающей промышленности *
8,5 * Список не исчерпывающий
9. ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ
** При наличии
Вы также можете приобрести части этого отчета. Вы хотите проверить раздел мудро прайс-лист?
Получить разбивку цен ТеперьЧасто задаваемые вопросы
Каков период изучения этого рынка?
Рынок рынка протяжных станков изучается с 2016 по 2026 год.
Каков объем рынка протяжных станков в 2016 году?
Рынок протяжных станков в 2016 году оценивается в> 4%.
Кто основные игроки на рынке протяжных станков?
American Broach & Machine Co, Axisco Precision Machinery Co.
- Методология анализа