Проволочно-вырезной электроэрозионный станок DK 7750 – цена, отзывы, характеристики с фото, инструкция, видео
Электроэрозионный проволочно-вырезной электроэрозионный станок DK 7750 предназначен для изготовления инструмента, деталей машин, ювелирных изделий, штампов и т.д. Позволяет обрабатывать детали из закаленной стали, высокопрочных композитных сплавов, титана, графита и т.д. Главное условие – материал должен быть электропроводным.
Электроэрозионные станки серии DK77 – это проволочно-вырезные станки с ЧПУ многопроходного типа. Отличительной особенностью данных станков от однопроходных проволочно-вырезных станков с ЧПУ является то, что генератор переключает режимы обработки автоматически, получая команды от ЧПУ, а не путем переключения механические переключателей.
Кроме того, в качестве направляющих рабочих столов на многопроходных эрозионных станках DK77 установлены линейные направляющие качения, в то время как на однопроходных проволочно-вырезных станках установлена комбинация направляющих скольжения типа «ласточкин хвост» с прямоугольными направляющими.
Благодаря возможности изменять параметры обработки путем передачи управляющих команд от системы ЧПУ на генератор, не прерывая процесс электроэрозионной обработки, на проволочно-вырезных станках с ЧПУ серии DK77 реализована функция многопроходного реза:
- На первом проходе электроэрозионного реза станок производит непосредственный рез с припуском на дальнейшую чистовую обработку (последующие проходы) для получения меньшей шероховатости поверхности. В случае реза детали типа пуансон оставляют перемычку, не завершая рез до конца прохода, чтобы пуансон не выпал.
- На втором проходе электроэрозионного реза происходит перемещение траектории контура реза на заданную эквидистанту (типовое значение 0,02 мм), система ЧПУ электроэрозионного станка изменяет режимы электроэрозионной обработки на более мягкие и происходит «подчистка» обрабатываемой поверхности после предыдущего прохода. Таким же образом, можно производить и ещё ряд проходов электроэрозионного реза, добиваясь лучшей чистоты обработки.

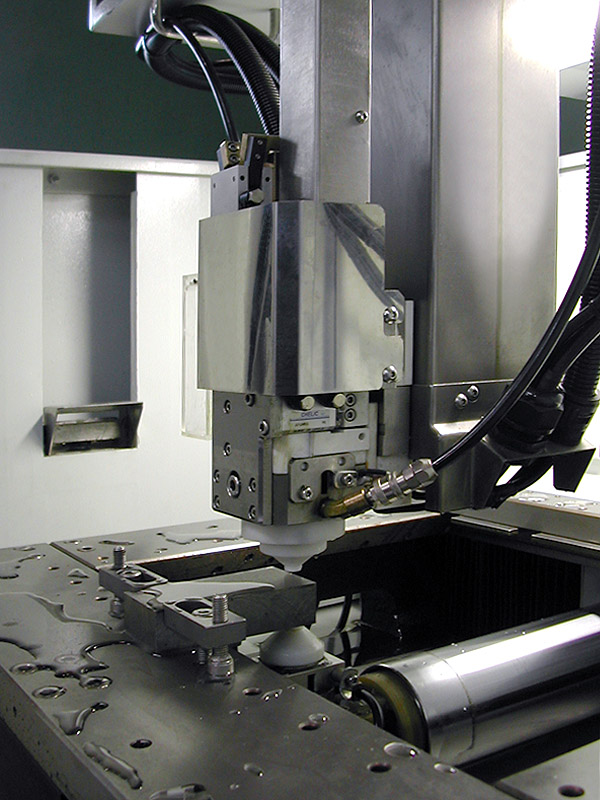
Схема обработки
Особенности
- Несущая нагрузка на стол выше в среднем на 23% по сравнению с другими производителями эрозионных станков с молибденовой проволокой
- Барабан перемотики проволоки, изготовленный из специальной нержавеющей стали, работающий вместе с инвертором «Shihlin» (Тайвань), позволяет увеличить стойкость молибденовой проволоки за счет плавной и равномерной намотки, оптимальной силы натяжения, мягкости разгона торможения
- Многопроходная обработка для достижения шероховатости поверхности Ra 1,2-1,5 мкм
- Возможность использования молибденовой и вольфрамовой проволоки
- Точность обработки ±0,007 мм
- Симметричная конструкция осей UV относительно XY в отличие от С-образной конструкции обеспечивает равномерное натяжение проволоки и минимальный путь её прохождения до барабана намотки, отсутствие рывков при проходе обеспечивают высокую точность обработки (±0,007 мм) и увеличения стойкости проволоки
- Максимальный угол обработки ±15° при высоте детали 100 мм (опция).
- Высота обработки до 500 мм (опция).
- Встроенная в ЧПУ CAM/CAD система на базе AUTOCAD 2002
- ЧПУ на базе надежной и эффективной Windows XP

| Характеристика | Значение |
|---|---|
| Перемещение рабочего стола X x Y, мм | 500 x 630 |
| Рабочий стол, мм | 600 x 900 |
| Максимальная толщина резания, мм | 300 (500 – опция) |
| Максимальный угол наклона проволоки | ±3° / 100 мм (±30° / 100 мм – опция) |
| Максимальная нагрузка на стол, кг | 800 |
| Максимальная производительность, мм²/мин | 160 |
| Наилучшая шероховатость поверхности, мкм | Ra 2,5 – при однопроходной обработке Ra 1,2 … 1,5 – при многопроходной обработке |
| Диаметр проволоки, мм | Ø 0,12-0,25 |
| Максимальный рабочий ток, А | 6 |
| Общая потребляемая мощность, кВт | 2 |
| Точность обработки, мм | не хуже ±0,007 |
| Габаритные размеры | |
| ДхШхВ, мм | 1800x1300x1700 |
| Масса DK 7750 , кг | 2300 |
Стандартная комплектация
- ЧПУ на базе Windows XP
- Встроенная CAD/CAM система на основе «AUTOCAD»
- Инвертор системы перемотки проволоки производства Shihlin (Тайвань)
- Высокоточные линейные направляющие HIWIN (Тайвань)
- Высокоточные ШВП
- LCD монитор
- Преобразователь Shihlin (Тайвань)
- Централизованная система смазки
- Бак для воды
- Насос с комплектом кабелей
- Сопла
- Силовой кабель
- Узел натяжения и перемотки проволоки
- Моторизированное перемещение по оси Z
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Электроэрозионные проволочно вырезные станки серии Dk77
Преимущества электроэрозионных станков струйного типа:
- Прецизионная обработка любых токопроводящих материалов
- Низкая себестоимость обработки
- Быстрая окупаемость оборудования
- Отсутствие потребности в дополнительных оснастках
- Обработка крупногабаритных заготовок
Для изготовления чего используется:
- Матриц
- Пуансонов
- Штампов
- Литьевых форм
- Шестерен
- Крыльчаток
- Шпоночных пазов
- Нарезания зуба
- Обрезки по контуру изделия
На что следует обращать внимание при выборе?
Особенности установок
Основным инструментом выступает натянутая проволока, выступающая в роли одного из электродов, вторым является сама заготовка. Подаваемые от специального генератора импульсы высокой частоты регулируются согласно условиям выполняемой задачи и установленным параметрам обработки. Проволочно вырезные станки DK77 способны работать с заготовками различной толщины. Перемещение детали, контролируемое автоматикой, происходит согласно заложенной оператором программе. Полярность позволяет обрабатывать детали с минимальным расходом. Представленное оборудование эффективно, надёжно и экономично.
Подаваемые от специального генератора импульсы высокой частоты регулируются согласно условиям выполняемой задачи и установленным параметрам обработки. Проволочно вырезные станки DK77 способны работать с заготовками различной толщины. Перемещение детали, контролируемое автоматикой, происходит согласно заложенной оператором программе. Полярность позволяет обрабатывать детали с минимальным расходом. Представленное оборудование эффективно, надёжно и экономично.
Все наши станки многопроходные.
Демонстрация работы проволочного станка
Обработка металла на наших станках
Хотя в настоящее время появилось множество методик и принципов обработки металла, далеко не все они
отличаются универсальностью. Ещё меньше методов доступны для широкого пользования из-за высокой
стоимости специализированных агрегатов и инструментов.
Особенности воздействия позволяют варьировать скорость и точность, определяя тем самым производительность и качество обработки. Широчайшие возможности настройки в совокупности с тщательно отлаженной и прекрасно зарекомендовавшей себя схемой воздействия уже сделали соответствующие установки чрезвычайно востребованными в сегменте изготовления сложных объёмных компонентов с криволинейными поверхностями. Товар не только доступен по цене, но и недорог в эксплуатации. Что существенно повышает рентабельность его использования. Системы электронного контроля позволяют последовательно изготавливать самые мелкие и сложные детали.
Наши сертификаты
Наши преимущества
На рынке с 2006 года
Работаем по всей Росии
Собственное производство
Сервисное обслуживание
Гибкая ценовая политика
Прямые поставки из Китая и Тайваня
Сотрудничаем с ведущими компаниями
в Росии и зарубежом
Занимаемся разработкой
высокотехнологичного оборудования
Всегда вниличии расходные материалы
и запасные части
Устройство проволочно-вырезного станка
Гибкость применения оборудования основана на современных системах позиционирования токопроводящей проволоки. Рабочий инструмент натягивается между базовой нижней и верхней направляющими. Равномерная перемотка обеспечивается приводным валом с подключённым электромотором. Направляющие изготавливаются из материалов с повышенной износоустойчивостью, в частности, из алмаза или сапфира. Рабочий инструмент многократного использования закольцован и меняется только в случае разрыва или перед большим объёмом работ. Элементы тракта изолированы и защищены от пробоя на корпус. Промывочная циркуляционная система направляет специализированный электролит с заданными характеристиками электропроводности в зазор между проволокой и обрабатываемой деталью. Продукты горения и плавления заготовки отделяются фильтрами СОЖ, после чего состав снова направляется в работу перекачивающими компонентами. Ключевым элементом является генератор технологического тока, обеспечивающий формирование напряжения с заданными характеристиками мощности и частоты. Современные станки управляются электронными компонентами под программным числовым управлением, а информативные экраны составляют основу системы индикации.
Рабочий инструмент натягивается между базовой нижней и верхней направляющими. Равномерная перемотка обеспечивается приводным валом с подключённым электромотором. Направляющие изготавливаются из материалов с повышенной износоустойчивостью, в частности, из алмаза или сапфира. Рабочий инструмент многократного использования закольцован и меняется только в случае разрыва или перед большим объёмом работ. Элементы тракта изолированы и защищены от пробоя на корпус. Промывочная циркуляционная система направляет специализированный электролит с заданными характеристиками электропроводности в зазор между проволокой и обрабатываемой деталью. Продукты горения и плавления заготовки отделяются фильтрами СОЖ, после чего состав снова направляется в работу перекачивающими компонентами. Ключевым элементом является генератор технологического тока, обеспечивающий формирование напряжения с заданными характеристиками мощности и частоты. Современные станки управляются электронными компонентами под программным числовым управлением, а информативные экраны составляют основу системы индикации.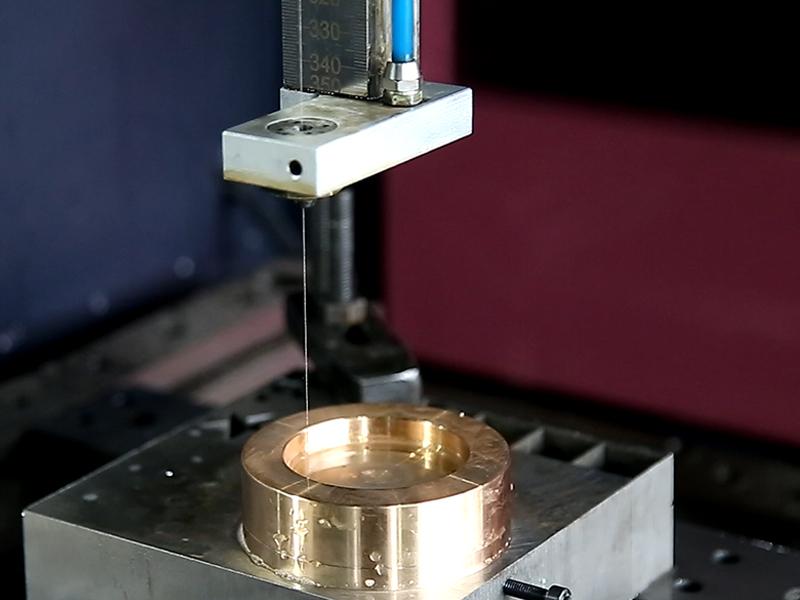
Вы связываетесь с нами удобным способом
Мы подбираем для Вас оборудование
Заключаем с Вами договор
Вы оплачиваете товар
Доставка, монтаж,пуско-наладочные работы
Постгарантийное обслуживание
Нaши клиенты
ОАО «ВАТИ»
ОАО «ФРИТЕКС»
ООО «Европрофиль»
ООО «ИМЗ»
ООО «ЭФТ»
Уралати
Вам также может быть интересно
Проволочная электроэрозионная резка: как это работает и области применения
Проволочная электроэрозионная обработка — это электротермический производственный процесс, в котором для удаления материала с заготовки используются электрические разряды. Это усовершенствование традиционного метода электроэрозионной обработки, совместимое практически со всеми проводящими материалами и позволяющее создавать сложные конструкции и формы.
В результате многие производители деталей в различных отраслях промышленности используют его, поскольку он настоятельно рекомендуется во многих станочных цехах с ЧПУ. В этой статье мы обсудим проволочную электроэрозионную резку, совместимые материалы и ее применение во многих отраслях.
В этой статье мы обсудим проволочную электроэрозионную резку, совместимые материалы и ее применение во многих отраслях.
Что такое Wire EDM?
Электроэрозионная обработка проволоки — это бесконтактный субтрактивный производственный процесс, в котором электрически заряженная тонкая проволока с диэлектрической жидкостью используется для резки металлической детали в различные формы.
Этот процесс позволяет получить мелкие стружки и точные линии разреза путем плавления или испарения материала, а не его резки. В результате он может легко обрабатывать детали, не подходящие для традиционных методов обработки. Однако детали должны быть электропроводными.
Как работает проволочный электроэрозионный станок?
Процесс проволочной электроэрозионной резки имеет простой механизм.
Механическая обработка детали с использованием этого процесса включает погружение заготовки в диэлектрическую жидкость, закрепление ее машинными тисками и пропускание через нее проволоки для получения искр при пропускании через нее электрического тока.
Другими словами, провод несет одну сторону заряда, а заготовка, которая должна быть проводящим материалом, несет другую сторону заряда. Когда они сближаются, горячий электрический разряд прорывается сквозь щель и расплавляет крошечные кусочки металла.
Электрическая искра — это режущий инструмент для резки материала желаемой формы. Кроме того, в процессе проволочной электроэрозионной обработки используется деионизированная вода для управления процессом и смывания удаленных мельчайших частиц.
Компоненты электроэрозионного станка
Станок состоит из нескольких частей, которые работают вместе, чтобы придать материалу желаемую форму. Ниже представлены компоненты машины.
1. Инструменты ЧПУ
Инструменты ЧПУ контролируют всю операцию процесса электроэрозионной обработки. Управление всеми операциями включает контроль последовательности прохождения проволоки и возможность автоматического управления процессом резки.
Примечание. Сложность инструмента ЧПУ определяет уровень ошибок и время обработки.
2. Блок питания
Блок питания — это компонент, который подает импульсы (от 100 В до 300 В) на проволочный электрод и заготовку. Кроме того, он контролирует частоту и силу электрических зарядов, которые проходят через проволочный электрод для взаимодействия с заготовкой.
Необходимо использовать высокотехнологичный блок питания для обеспечения необходимого качества и типа зарядов при проволочной электроэрозионной обработке.
3. Проволока
Проволока служит электродом для создания электрического разряда. Форма и толщина заготовки напрямую влияют на диаметр проволоки. Как правило, можно использовать провода диаметром от 0,05 до 0,25 мм. Основные типы используемых проводов включают
-Латунные провода
Латунь является наиболее распространенным материалом для электроэрозионных электромонтажных работ из-за его превосходных проводящих свойств. Это сплав меди и цинка, и чем выше содержание цинка, тем быстрее режет проволока. Однако должен быть баланс, потому что, когда содержание цинка превышает 40%, это снижает скорость коррозии латунной проволоки.
Однако должен быть баланс, потому что, когда содержание цинка превышает 40%, это снижает скорость коррозии латунной проволоки.
– Проволока с цинковым покрытием
Как следует из названия, ее можно получить путем нанесения покрытия из чистого цинка или оксида цинка на поверхность проволоки. Производители используют оцинкованную проволоку, потому что это повышает скорость обработки.
– Проволока, подвергнутая диффузионному отжигу
Процесс диффузионного отжига позволяет получить проволоку с более высоким содержанием цинка (более 40 %). Он включает в себя покрытие проводов слоями чистого цинка. Эти проволоки идеально подходят для массового производства и могут обрабатывать многие материалы.
– Как правильно выбрать провод
- Чтобы выбрать правильный материал провода электроэрозионной обработки для вашего проекта, рассмотрите следующее
- Прочность на растяжение
- Сопротивление разрушению
- Проводимость
- Температура испарения
- Твердость
4.
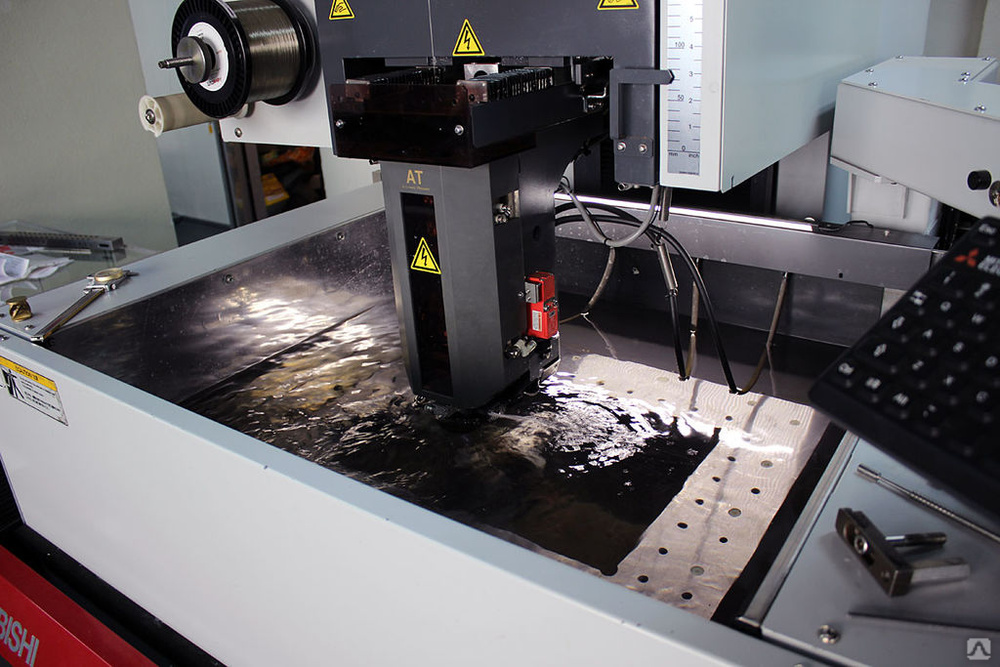
 Диэлектрическая среда
Диэлектрическая средаПроцесс проволочной электроэрозионной резки должен выполняться в резервуаре, заполненном диэлектрической жидкостью. Эта жидкость предотвращает прилипание мельчайших частиц заготовки к проволочному электроду. Наиболее распространенной средой является деионизированная вода, которая охлаждает процесс и придает заготовке хорошее качество поверхности.
5. Электроды
Электродами в станке являются проволока (катод) и заготовка (анод). Серводвигатель управляет проволочным электродом, гарантируя, что он не соприкасается с заготовкой в любой момент процесса электроэрозионной резки.
Материалы Проволочный электроэрозионный станок может резать
Проволочные электроэрозионные станки могут создавать сложные формы и узоры на заготовке. Кроме того, они могут обрабатывать большинство материалов, проводящих электричество, даже самых прочных и деликатных.
Стандартные формы и материалы, которые можно резать на станке, включают:
Алюминий
Алюминий обладает превосходными свойствами тепло- и электропроводности. Тем не менее, алюминий по своей природе мягкий, и его может быть сложно резать в процессе обработки, так как это может привести к образованию липких отложений после обработки.
Тем не менее, алюминий по своей природе мягкий, и его может быть сложно резать в процессе обработки, так как это может привести к образованию липких отложений после обработки.
Титан
Электроэрозионная резка проволокой идеально подходит для обработки титана, поскольку этот процесс позволяет выдерживать липкость этого сплава и дробить длинные стружки. Однако вам нужна деионизированная вода в качестве диэлектрической среды, чтобы помочь контролировать выделение тепла во время обработки.
Сталь
Сталь — очень прочный металл. В результате многие производители предпочитают использовать проволочный электроэрозионный станок, а не станок с ЧПУ. Однако материал выделяет много тепла, поэтому необходимо принять необходимые меры предосторожности.
Латунь
Латунь легко режется на станке, так как она обладает высокой прочностью на растяжение. Однако скорость резки должна быть медленной, потому что это мягкий металл.
Графит
Разрезать графит обычными режущими инструментами может быть сложно. Но процесс проволочной электроэрозионной обработки подходит, потому что проволока острая, что предотвращает вытягивание частиц.
Но процесс проволочной электроэрозионной обработки подходит, потому что проволока острая, что предотвращает вытягивание частиц.
Различия между электроэрозионной резкой и обычной электроэрозионной обработкой
Процесс электроэрозионной резки с проволочной резкой является усовершенствованием обычного электроэрозионного станка. Принцип их действия аналогичен. Однако они имеют существенные отличия. Ниже приведены некоторые различия между обоими процессами обработки.
Электрод
Как указано выше, электрод, используемый при электроэрозионной резке, представляет собой тонкую нагретую проволоку. Напротив, в обычном электроэрозионном станке для создания электрических зарядов используются металлы с высокой проводимостью, такие как графитовые или медные электроды. Электроды бывают разных форм и размеров, что влияет на их гладкость. Например, круглый электрод дает самую гладкую поверхность. Затем квадрат, треугольник и ромб. Когда электрод вставляется в заготовку, он образует форму, оставляя «негативное» впечатление о своей форме.
Скорость обработки
Электроды обычного электроэрозионного станка должны быть разной формы. В результате производители должны создавать и формировать их до процесса обработки, а это требует времени. Напротив, проволочный электроэрозионный станок готов к использованию, как только проволока находится на своем месте. Это делает его подходящим для приложений, которые должны быть выполнены быстро.
Точность
Проволока Электроэрозионная обработка использует проволоку в качестве электрода. В результате они имеют лучшую точность, чем обычные электроэрозионные станки. Например, проволочный электрод позволяет выполнять резку толщиной около 0,004 дюйма. Благодаря своей точности они лучше подходят для обработки деталей сложной формы и конструкции, в отличие от обычной электроэрозионной обработки, которая больше подходит для более жестких резов.
Области применения
Проволочная электроэрозионная обработка универсальна и может резать черные и цветные металлы, поэтому ее используют во многих отраслях промышленности. Кроме того, размер и форма не ограничивают его использование, поскольку он может обрабатывать как длинные детали, так и очень маленькие. Однако обычная электроэрозионная обработка может работать с более твердыми и толстыми материалами, поскольку толщина проволочного электрода в станке для электроэрозионной обработки влияет на его использование.
Кроме того, размер и форма не ограничивают его использование, поскольку он может обрабатывать как длинные детали, так и очень маленькие. Однако обычная электроэрозионная обработка может работать с более твердыми и толстыми материалами, поскольку толщина проволочного электрода в станке для электроэрозионной обработки влияет на его использование.
Плюсы и минусы проволочной электроэрозионной обработки
Плюсы проволочной электроэрозионной обработки
- Делает точные и аккуратные разрезы, исключая необходимость дальнейшей обработки и отделки заготовки.
- Этот процесс подходит для создания сложных конструкций и форм, которые сложно изготовить с помощью традиционной обработки с ЧПУ.
- Применяется при обработке мелких деталей и для резки деталей с высокой детализацией, которые в противном случае были бы слишком тонкими для других вариантов обработки.
- Проволочная электроэрозионная обработка идеально подходит для хрупких материалов и не выдерживает механических нагрузок.
- Всего за одну стадию обработки станок режет материалы, не оставляя заусенцев и искажений.
- Процесс обработки выполняется непрерывно без перерывов. Даже если проволока оборвется при резке, процесс сразу же продолжится.

Минусы проволочной электроэрозионной обработки
- Совместим только с материалами, проводящими электричество.
- На поверхности среза некоторых материалов, таких как алюминий, может образоваться оксидный слой. Следовательно, это может потребовать дополнительной отделки, что повышает стоимость.
- Высокие первоначальные инвестиции и затраты на техническое обслуживание.
Применение проволочной электроэрозионной обработки
Во многих отраслях промышленности используются проволочные электроэрозионные станки от прототипирования до полного производственного цикла. Ниже приведены некоторые отрасли.
Автомобильная промышленность
Детали в автомобильной промышленности бывают сложных форм и размеров и в основном твердые. В результате промышленность отдает предпочтение проволочным электроэрозионным станкам, потому что процесс не зависит от механических сил, а проволочный электрод не должен быть прочнее заготовки. Этот процесс применяется для изготовления отверстий и полостей для изготовления автомобильных деталей, таких как бамперы, приборные панели, автомобильные двери и многое другое.
В результате промышленность отдает предпочтение проволочным электроэрозионным станкам, потому что процесс не зависит от механических сил, а проволочный электрод не должен быть прочнее заготовки. Этот процесс применяется для изготовления отверстий и полостей для изготовления автомобильных деталей, таких как бамперы, приборные панели, автомобильные двери и многое другое.
Медицинская промышленность
Проволочные электроэрозионные станки производят сложные детали с высоким уровнем точности для использования во всех областях медицины, включая оптометрию и стоматологию. Кроме того, металлы, которые хорошо работают с услугами электроэрозионной обработки, часто используются для производства медицинского оборудования.
Поскольку диаметр проволоки определяет размер разреза, электроэрозионный станок добавляет крошечные детали к таким деталям, как зубные имплантаты и компоненты шприцев, не подвергая опасности их структурную целостность.
Аэрокосмическая промышленность
Проволочная электроэрозионная резка позволяет производить детали с жесткими допусками и является основным процессом обработки для производителей деталей для аэрокосмической отрасли. Этот процесс, наряду с процессом гидроабразивной резки, особенно используется для деталей, которые не могут выдерживать высокие температуры и нагрузки, связанные с традиционными режущими инструментами.
Этот процесс, наряду с процессом гидроабразивной резки, особенно используется для деталей, которые не могут выдерживать высокие температуры и нагрузки, связанные с традиционными режущими инструментами.
Детали в аэрокосмической промышленности должны иметь превосходную чистоту поверхности и быть точными и точными. Производители используют процесс электроэрозионной обработки в течение многих лет для изготовления двигателей, лопаток турбин, деталей шасси и многого другого.
Заключение
Проволочная электроэрозионная обработка — это универсальный и точный процесс обработки, который можно использовать для создания сложных форм и геометрий. Он часто используется в аэрокосмической и медицинской промышленности, где детали должны соответствовать жестким допускам. Wire EDM также можно использовать для создания прототипов или одноразовых деталей. В этой статье мы надеемся, что теперь вы лучше понимаете проволочный электроэрозионный станок.
Ищете профессионального производителя для реализации вашего проекта резки электроэрозионной проволокой?WayKen – компания, предоставляющая производственные услуги, с глубоким знанием всех процессов с ЧПУ, включая электроэрозионную обработку проволоки. Наш процесс позволяет нам создавать высокоточные разрезы для любого проводящего материала. Таким образом, независимо от ваших требований к деталям и области применения, наши специалисты по производству электроэрозионных станков помогут вам изготовить вашу продукцию
Наш процесс позволяет нам создавать высокоточные разрезы для любого проводящего материала. Таким образом, независимо от ваших требований к деталям и области применения, наши специалисты по производству электроэрозионных станков помогут вам изготовить вашу продукцию
Просто загрузите файл САПР сегодня, чтобы мгновенно получить расчет стоимости. Мы рады работать с вами, чтобы найти правильное решение.
Часто задаваемые вопросы
Какие другие типы EDM доступны?
Помимо проволочной электроэрозионной обработки, существует электроэрозионная обработка отверстий и электроэрозионная обработка грузил. Отличие заключается в используемом электроде. Электроды в отверстиях EDM имеют трубчатую форму и создают более мелкие и глубокие отверстия. С другой стороны, электроэрозионная обработка грузил использует электропроводящий металл для формирования «позитивов» желаемой формы.
В чем разница между проволочной электроэрозионной обработкой и лазерной резкой?
Лазерная резка использует мощный тепловой луч для резки материалов, в то время как проволочная электроэрозионная обработка использует электрическую эрозию проволоки.
Почему деионизированная вода используется для электроэрозионной резки?
Из-за низкого содержания углерода деионизированная вода является диэлектрической средой, используемой в проволочной электроэрозионной обработке. Он служит охлаждающей жидкостью для регулирования температуры диэлектрика.
Основы проволочной эрозии
Электроэрозионная обработка (электроразрядная обработка) Проволочная эрозия — это точный технологический процесс, при котором заготовка прорезается жгутом проволоки, при этом между проволокой и заготовкой возникают электрические искры, и эти электрические искры разрезают заготовку. Это экономичный метод, обеспечивающий невероятную точность на более толстых компонентах. Станки для резки проволоки могут вырезать сложные формы даже из прочных материалов.
Искры тщательно контролируются, и в последние годы для обеспечения точности резки используется диэлектрическая деионизированная вода. Вода выступает в качестве хладагента, предотвращая перегрев металлических компонентов и смывая любые частицы, которые могут помешать. Процесс проволочной эрозии начинается с края заготовки или с просверливания отверстия, где процесс начнется.
Процесс проволочной эрозии начинается с края заготовки или с просверливания отверстия, где процесс начнется.
Процесс эрозионной электроэрозионной обработки восходит к 1770 году, когда английский ученый Джозеф Пристли обнаружил, что электрический разряд может разрушать металл.
Преимущества:
- С помощью этого механизма можно получить очень сложные детали.
- Твердые материалы не влияют на процесс.
- Он может работать даже с самыми маленькими заготовками по сравнению с более традиционными режущими инструментами, которые вызывают повреждения.
- Нет прямого контакта между инструментами и заготовкой, что означает возможность обработки более слабых материалов без их поломки.
- Возможна любая отделка поверхности.
- Можно легко просверлить мелкие отверстия.
- Возможна сложная резка.
- Wire Erosion не оставляет заусенцев.
Недостатки:
- Используемые материалы должны быть проводящими.
- Это может быть более дорогой вариант по сравнению с фрезерованием с ЧПУ.
Существует множество различных типов металлов, которые можно использовать в процессе проволочной эрозии. Типичные варианты металлических электродов:
Латунь:
Обладает высокой степенью износа, однако в настоящее время в основном используется для электроэрозионного сверления отверстий.
Теллур Медь:
Скорость удаления металла и износ приемлемы.
Медь Вольфрам:
Используется, когда требуется безопасность меди, однако этот материал имеет гораздо лучшую износостойкость благодаря высокой температуре плавления.
Серебро Вольфрам:
Если вам нужен высокий уровень проводимости, который предлагает серебро, но с дополнительным сопротивлением вольфрама. Это более дорогой вариант по сравнению с медным вольфрамом и используется только для определенных приложений.
Вольфрам:
Это не самый распространенный выбор; он используется, когда скорость не считается необходимостью для работы. Вольфрам будет работать медленнее, чем другие металлы. Использование вольфрама дороже.
В целом, процесс проволочной эрозии позволит легко создать изделие из заготовки, не касаясь ее, поэтому независимо от того, насколько тонкая или хрупкая заготовка, она не будет повреждена. Если вам нужна дополнительная информация о наших услугах по эрозии проволоки здесь, в MNB Precision, свяжитесь с нашей полезной командой сегодня.
Почему выбирают нас? Высококвалифицированные специалисты – проволочная эрозия – это процесс, требующий большого мастерства и точности. У нас есть команда экспертов, которые обладают высокой квалификацией и опытом и могут гарантировать вам наилучшие результаты, независимо от того, насколько сложными могут быть ваши требования.