Как выбрать пятикоординатный фрезерный станок: экспресс-советы профессионала
Пятикоординатный фрезерный станок с ЧПУ отличается от 4 х осевых фрезерных станков с ЧПУ и трехкоординатных состоит в том, что в данном автомате конструкцией предусмотрена шпиндельная головка, имеющая возможность одновременно двигаться в 2 плоскостях, расположенных под углом 90 градусов по отношению к плоскости детали, над которой производится работа. Если сказать иначе, то 5-ти осевой станок имеет пять степеней свободы – это означает, что фреза может осуществлять движение вверх-вниз, становиться вдоль и поперек заготовки, и к тому же в конструкцию вносится возможность обрабатывать заготовку фрезой, расположенной под углом к обрабатываемому телу.
Воспользуйтесь нашими услугами
В остальном, их конструкция почти не отличается от традиционных фрезеров с ЧПУ. Она состоит из рабочего поля с системой фиксации материала и шаговых двигателей или сервоприводов. В основном на машины, оборудованные пятью координатами, устанавливаются сервоприводы по причине их высокой точности и обратной связи.
Преимущества обработки на 5-ти координатном автомате не заканчиваются на фрезерование деталей, имеющих сложную форму. Даже самые простые детали зачастую имеют в своем строении очень много элементов, которые затрудняют их изготовление на традиционном станке, например, это скругления, бобышки, ребра жесткости, галтели.
Обработка материалов и изготовление этих изделий представляют собой довольно сложную задачу для человека, который планирует процесс их производства. В таком случае, фрезерный станок с ЧПУ и с поворотной осью дает возможность без затруднений производить обработку самых различных элементов детали, не прибегая к остановке работы машины и не перезакрепляя заготовку на рабочем столе.
В этой статье мы поделимся советами о подходах к выбору наиболее универсальных и гибких станков для современных механообрабатывающих производств.
Пятиосевые фрезерные центры с дополнительной токарной функцией позволяют получать изделия практически любой формы с минимальными затратами на подготовку производства.
Чтобы наше исследование не было слишком большим по объему, мы ограничимся рассказом о том, на что нужно обратить внимание при выборе на примере станков с габаритами обрабатываемой заготовки в плане около 1000 мм.
Подробную информацию по каждому из этих станков можно найти в интернете или запросить у дилеров, мы же рассмотрим в общем все моменты, которые будут иметь значение при работе на подобном оборудовании.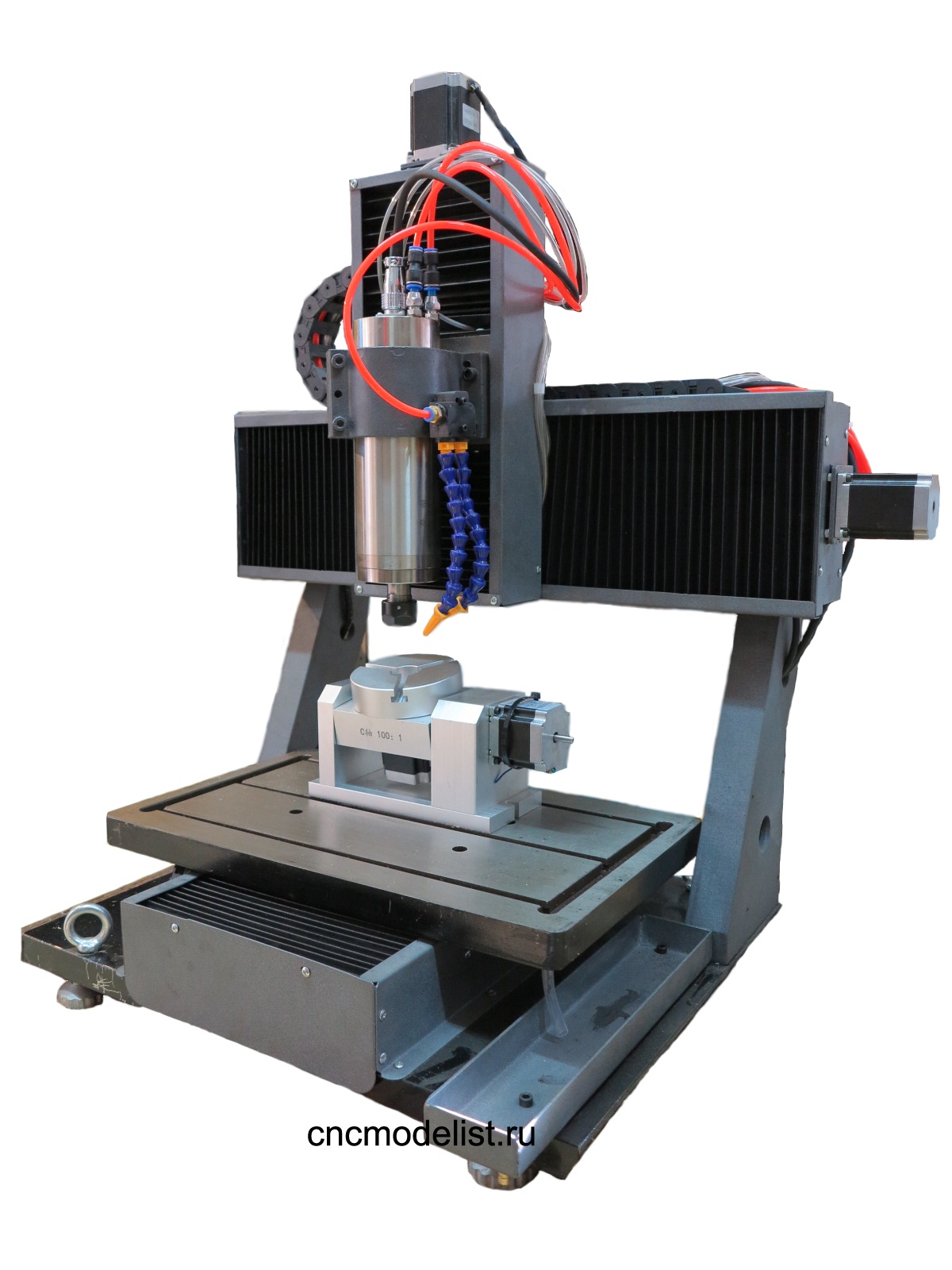
Станина
Стандартное решение – станина из литого серого чугуна, альтернативное – полимербетон различных видов. К преимуществам последнего можно отнести лучшую способность к гашению вибраций (скорость затухания колебаний в 5–10 раз выше, чем у чугуна). Преимущество чугунной станины – более высокая стабильность при изменении температуры окружающей среды.
Видимо, осознав тщетность попыток добиться от клиентов установки своих центров в термоконстантные помещения, некоторые производители разработали технологии уменьшения влияния температуры окружающей среды на станок. Наиболее дорогостоящие решения подразумевают жидкостное охлаждение станины для поддержания ее постоянной температуры. Еще вариант – покрыть поверхность станины теплоизоляционным материалом, исходя из понимания, что главное не температура, а скорость ее изменения. Такой способ повышения точностных характеристик станка стоит существенно дешевле.
Параметром, в целом характеризующим жесткость станка, является частота его собственных колебаний. Производители измеряют ее после разработки и производства новых моделей оборудования. Этот параметр можно запросить у нескольких потенциальных поставщиков и сравнить их предложения. Чем меньше частота собственных колебаний, тем лучше.
Производители измеряют ее после разработки и производства новых моделей оборудования. Этот параметр можно запросить у нескольких потенциальных поставщиков и сравнить их предложения. Чем меньше частота собственных колебаний, тем лучше.
Еще один момент, на который стоит обратить внимание, – это способ обработки посадочных мест под крепление узлов на станине. У высококлассного оборудования это шабрение – ручной трудоемкий и дорогостоящий метод, дающий наилучшую плотность и прилегание.
Шпиндельный узел
Для определения качества шпинделя станка важно рассмотреть не только его показатели: мощность, крутящий момент, частота вращения, но и моментную характеристику. С помощью нее необходимо установить, при какой максимальной частоте вращения сохраняется постоянный максимальный крутящий момент. Этот параметр во многом определяет производительность станка на черновых и получистовых операциях.
Есть два основных решения: электрошпиндель или шпиндель с механическим приводом. Электрошпиндель, так называемый прямой привод, совмещает в своей конструкции электрический двигатель и патрон для зажима инструмента. Преимущества этого решения состоят в отсутствии дополнительных механических (зубчатых или ременных) передач как источника вибраций. Это положительно сказывается на качестве обрабатываемой поверхности и стойкости инструмента по сравнению с традиционным механическим шпинделем. Кроме того, электрошпиндель – это необслуживаемый узел. К минусам этого узла можно отнести сложность ремонта и дороговизну его замены в случае удара и повреждения подшипников. Кстати, с учетом вышесказанного, для оценки стоимости владения оборудованием рекомендуем запросить у производителей стоимость запасного электрошпинделя.
Электрошпиндель, так называемый прямой привод, совмещает в своей конструкции электрический двигатель и патрон для зажима инструмента. Преимущества этого решения состоят в отсутствии дополнительных механических (зубчатых или ременных) передач как источника вибраций. Это положительно сказывается на качестве обрабатываемой поверхности и стойкости инструмента по сравнению с традиционным механическим шпинделем. Кроме того, электрошпиндель – это необслуживаемый узел. К минусам этого узла можно отнести сложность ремонта и дороговизну его замены в случае удара и повреждения подшипников. Кстати, с учетом вышесказанного, для оценки стоимости владения оборудованием рекомендуем запросить у производителей стоимость запасного электрошпинделя.
Также обратите внимание, что поставщики станков, как правило, не изготавливают шпиндели самостоятельно. Их производят несколько известных фирм, каждая с определенным качеством и ценовым диапазоном. Задавая вопрос, какие электрошпиндели идут на сборочную линию каждого производителя, полезно составить свой собственный рейтинг производителей.
Шпиндель с механическим приводом, как правило, имеет меньшее максимальное число оборотов. Зато при относительно небольшой потребляемой мощности он за счет передаточного отношения может развивать больший крутящий момент, что требуется при черновой обработке, в особенности труднообрабатываемых материалов. Также в случае столкновения инструмента с деталью он более ремонтопригоден. Система охлаждения такого станка будет проще ввиду отсутствия электродвигателя как источника тепла в непосредственной близости от зоны обработки.
Наклонно-поворотный стол
Те же слова, что про шпиндельный узел, можно сказать о наклонно-поворотных столах, так как их оси приводятся в движение либо прямыми приводами, либо электродвигателями через механическую передачу. Для непрерывной пятиосевой обработки, где, как правило, требуется высокая динамика, предпочтение целесообразнее отдавать столу с прямыми приводами. Следует обратить внимание, что для наклона стола может использоваться один или два двигателя с прямым приводом.
При обработке в режиме «три плюс два» – поворот стола в нужную позицию, обработка в трех осях – можно обойтись более экономичным решением с механической передачей. Также ему следует отдать предпочтение, если на станке будет в основном вестись пятиосевая черновая обработка с большим съемом, поскольку передаточное звено обеспечивает больший крутящий момент.
Токарная обработка
Приобретая такой дорогостоящий обрабатывающий центр, есть смысл расширить его возможности за счет добавления ему свойств токарно-карусельного станка. Основной момент, на который здесь стоит обратить внимание, – это способ установки токарного инструмента. Он бывает двух видов: токарный резец через базовый конус устанавливается во фрезерный шпиндель либо токарный инструмент крепится в отдельный неподвижный суппорт. Второе решение является более предпочтительным, если на станке предполагается значительный объем токарных операций, так как в такой компоновке при точении нагрузка, в том числе ударная, не передается на подшипники шпиндельного узла.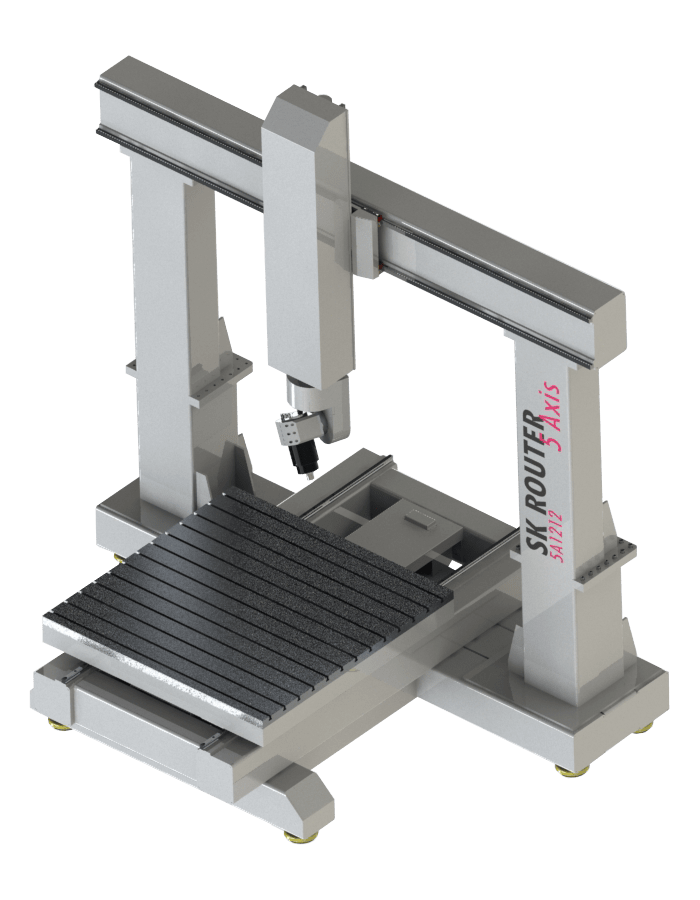
Приводы подач линейных осей
На оборудовании высокого класса приводы подач, как правило, реализованы посредством бесщеточных цифровых двигателей и беззазорных шариковинтовых пар (ШВП). Однако стоит обратить внимание на следующие моменты: двигатель может быть установлен соосно с ШВП или через ременную передачу. Диаметр, производитель и класс ШВП могут быть различными. Информацию об этом необходимо запросить у производителя.
Большинство таких станков имеют портальную компоновку, поэтому есть смысл обратить внимание на привод перемещения портала. Он бывает одиночный, когда одна ШВП по центру перемещает портал по стойкам, либо сдвоенный, когда на каждой стойке работает свой двигатель и ШВП, работа двигателей синхронизирована. Второй способ перемещения портала является предпочтительным, поскольку исключается его перекос при больших нагрузках.
Динамика станка
Динамические характеристики обрабатывающего центра определяются скоростью перемещений по линейным и поворотным осям, ускорениями, которые могут развивать эти оси, и параметром jerk (рывок) – второй производной от скорости перемещения, характеризующей темп изменения ускорения. Первый параметр, как правило, можно найти в рекламном буклете любого производителя, второй будет приведен в коммерческом предложении, а третий – в технической документации, поставляемой со станком. Однако если вы планируете осуществлять производительную пятиосевую чистовую обработку, для своей конкурентной таблицы вам лучше сразу запросить все три параметра у каждого производителя.
Скорость перемещения по осям на современном оборудовании почти всегда реализована с запасом, а вот второй и третий параметры определяют, в какой мере при пятиосевой обработке вы сможете этой скоростью воспользоваться. Иными словами, насколько будет падать скорость подачи по осям при изменении направления обработки, с сохранением заданной точности отслеживания траектории.
Расширение технологических возможностей
Оборудование окупает себя и приносит прибыль, когда оно загружено. Каким бы универсальным ни был пятиосевой обрабатывающий центр, его технологические возможности расширяются, когда на него устанавливается план-суппорт, угловая головка или дополнительный электрошпиндель на 200 000 об/мин, или шлифовальная/полировальная головка. Узнайте, можно ли установить на выбранный станок дополнительный магазин хранения таких аксессуаров с возможностью их автоматической установки в шпиндель. В будущем это сделает работу на станке более комфортной и эффективной.
Заключение
Мы рассмотрели несколько основных аспектов, которые нужно учитывать при выборе пятиосевого обрабатывающего центра. Если вы дочитали до этого места, значит, вам наверняка будет интересно посетить наш сайт www.5axes.ru, где мы приводим дополнительную информацию по этой теме. Вы узнаете об опциях, необходимых для обработки композитов на таких станках, в том числе взрыво-опасных, о пользе термосимметричных конструкций, которые используют некоторые производители, о способах компенсации геометрических погрешностей и многом другом.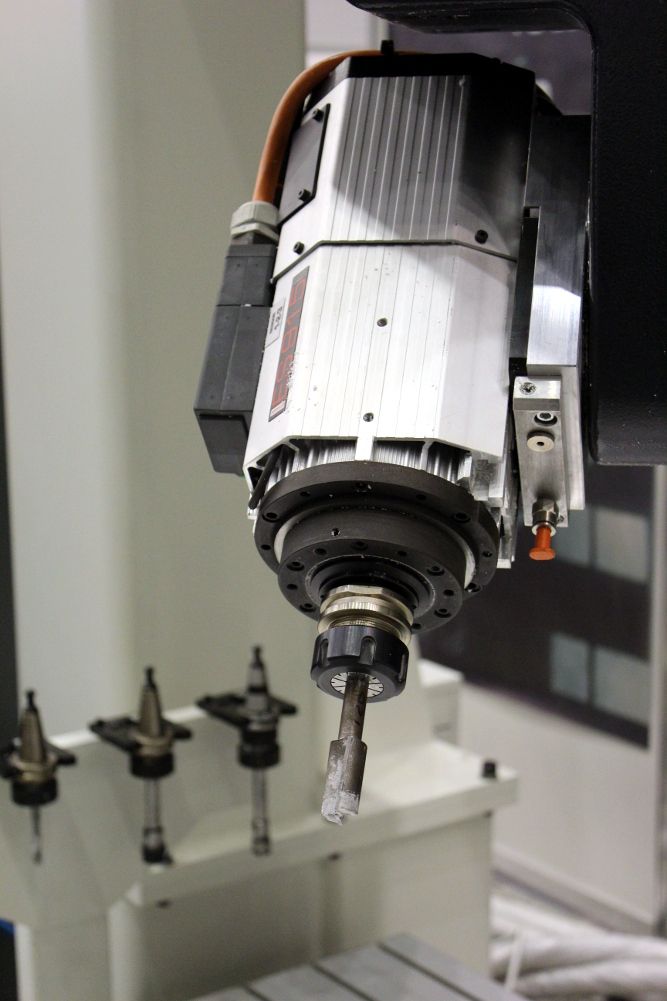
Автор: Андрей Бочаров
Источники: http://www.umpro.ru/, https://vseochpu.ru/
Воспользуйтесь нашими услугами
Понравилась статья? Тогда поддержите нас, поделитесь с друзьями и заглядывайте по рекламным ссылкам!
Пятикоординатный станок фрезерный
Как выбрать пятикоординатный фрезерный станок: экспресс-советы профессионала
Пятикоординатный фрезерный станок с ЧПУ отличается от 4 х осевых фрезерных станков с ЧПУ и трехкоординатных состоит в том, что в данном автомате конструкцией предусмотрена шпиндельная головка, имеющая возможность одновременно двигаться в 2 плоскостях, расположенных под углом 90 градусов по отношению к плоскости детали, над которой производится работа. Если сказать иначе, то 5-ти осевой станок имеет пять степеней свободы – это означает, что фреза может осуществлять движение вверх-вниз, становиться вдоль и поперек заготовки, и к тому же в конструкцию вносится возможность обрабатывать заготовку фрезой, расположенной под углом к обрабатываемому телу.
В остальном, их конструкция почти не отличается от традиционных фрезеров с ЧПУ. Она состоит из рабочего поля с системой фиксации материала и шаговых двигателей или сервоприводов. В основном на машины, оборудованные пятью координатами, устанавливаются сервоприводы по причине их высокой точности и обратной связи. Особым отличием является крепление к оси шпинделя, имеющее специальный поворотный механизм, позволяющий наклонять рабочий инструмент на любой угол, чего не может делать 4х осевой автомат. Также важно отметить, что на пятикоординатных машинах имеются специальные датчики, выполняющие контроль за производимой работой.
Преимущества обработки на 5-ти координатном автомате не заканчиваются на фрезерование деталей, имеющих сложную форму. Даже самые простые детали зачастую имеют в своем строении очень много элементов, которые затрудняют их изготовление на традиционном станке, например, это скругления, бобышки, ребра жесткости, галтели.
Обработка материалов и изготовление этих изделий представляют собой довольно сложную задачу для человека, который планирует процесс их производства. В таком случае, фрезерный станок с ЧПУ и с поворотной осью дает возможность без затруднений производить обработку самых различных элементов детали, не прибегая к остановке работы машины и не перезакрепляя заготовку на рабочем столе. Эта возможность не только значительно помогает сэкономить время, которое расходуется на производство детали, но и обеспечит высокое качество обработки, исключая из процесса человеческий фактор, потому что отсутствует необходимость вмешательства оператора при установке фрезы «в ноль» в начале каждого участка.
В таком случае, фрезерный станок с ЧПУ и с поворотной осью дает возможность без затруднений производить обработку самых различных элементов детали, не прибегая к остановке работы машины и не перезакрепляя заготовку на рабочем столе. Эта возможность не только значительно помогает сэкономить время, которое расходуется на производство детали, но и обеспечит высокое качество обработки, исключая из процесса человеческий фактор, потому что отсутствует необходимость вмешательства оператора при установке фрезы «в ноль» в начале каждого участка.
В этой статье мы поделимся советами о подходах к выбору наиболее универсальных и гибких станков для современных механообрабатывающих производств.
Пятиосевые фрезерные центры с дополнительной токарной функцией позволяют получать изделия практически любой формы с минимальными затратами на подготовку производства.
Чтобы наше исследование не было слишком большим по объему, мы ограничимся рассказом о том, на что нужно обратить внимание при выборе на примере станков с габаритами обрабатываемой заготовки в плане около 1000 мм.
Рассмотрим некоторых сильных игроков на этом рынке (список приведен на следующей странице в алфавитном порядке).
Подробную информацию по каждому из этих станков можно найти в интернете или запросить у дилеров, мы же рассмотрим в общем все моменты, которые будут иметь значение при работе на подобном оборудовании.
Стандартное решение – станина из литого серого чугуна, альтернативное – полимербетон различных видов. К преимуществам последнего можно отнести лучшую способность к гашению вибраций (скорость затухания колебаний в 5–10 раз выше, чем у чугуна). Преимущество чугунной станины – более высокая стабильность при изменении температуры окружающей среды.
Видимо, осознав тщетность попыток добиться от клиентов установки своих центров в термоконстантные помещения, некоторые производители разработали технологии уменьшения влияния температуры окружающей среды на станок. Наиболее дорогостоящие решения подразумевают жидкостное охлаждение станины для поддержания ее постоянной температуры. Еще вариант – покрыть поверхность станины теплоизоляционным материалом, исходя из понимания, что главное не температура, а скорость ее изменения. Такой способ повышения точностных характеристик станка стоит существенно дешевле.
Еще вариант – покрыть поверхность станины теплоизоляционным материалом, исходя из понимания, что главное не температура, а скорость ее изменения. Такой способ повышения точностных характеристик станка стоит существенно дешевле.
Параметром, в целом характеризующим жесткость станка, является частота его собственных колебаний. Производители измеряют ее после разработки и производства новых моделей оборудования. Этот параметр можно запросить у нескольких потенциальных поставщиков и сравнить их предложения. Чем меньше частота собственных колебаний, тем лучше.
Еще один момент, на который стоит обратить внимание, – это способ обработки посадочных мест под крепление узлов на станине. У высококлассного оборудования это шабрение – ручной трудоемкий и дорогостоящий метод, дающий наилучшую плотность и прилегание.
Для определения качества шпинделя станка важно рассмотреть не только его показатели: мощность, крутящий момент, частота вращения, но и моментную характеристику. С помощью нее необходимо установить, при какой максимальной частоте вращения сохраняется постоянный максимальный крутящий момент. Этот параметр во многом определяет производительность станка на черновых и получистовых операциях.
Этот параметр во многом определяет производительность станка на черновых и получистовых операциях.
Есть два основных решения: электрошпиндель или шпиндель с механическим приводом. Электрошпиндель, так называемый прямой привод, совмещает в своей конструкции электрический двигатель и патрон для зажима инструмента. Преимущества этого решения состоят в отсутствии дополнительных механических (зубчатых или ременных) передач как источника вибраций. Это положительно сказывается на качестве обрабатываемой поверхности и стойкости инструмента по сравнению с традиционным механическим шпинделем. Кроме того, электрошпиндель – это необслуживаемый узел. К минусам этого узла можно отнести сложность ремонта и дороговизну его замены в случае удара и повреждения подшипников. Кстати, с учетом вышесказанного, для оценки стоимости владения оборудованием рекомендуем запросить у производителей стоимость запасного электрошпинделя.
Также обратите внимание, что поставщики станков, как правило, не изготавливают шпиндели самостоятельно. Их производят несколько известных фирм, каждая с определенным качеством и ценовым диапазоном. Задавая вопрос, какие электрошпиндели идут на сборочную линию каждого производителя, полезно составить свой собственный рейтинг производителей.
Их производят несколько известных фирм, каждая с определенным качеством и ценовым диапазоном. Задавая вопрос, какие электрошпиндели идут на сборочную линию каждого производителя, полезно составить свой собственный рейтинг производителей.
Шпиндель с механическим приводом, как правило, имеет меньшее максимальное число оборотов. Зато при относительно небольшой потребляемой мощности он за счет передаточного отношения может развивать больший крутящий момент, что требуется при черновой обработке, в особенности труднообрабатываемых материалов. Также в случае столкновения инструмента с деталью он более ремонтопригоден. Система охлаждения такого станка будет проще ввиду отсутствия электродвигателя как источника тепла в непосредственной близости от зоны обработки.
Те же слова, что про шпиндельный узел, можно сказать о наклонно-поворотных столах, так как их оси приводятся в движение либо прямыми приводами, либо электродвигателями через механическую передачу. Для непрерывной пятиосевой обработки, где, как правило, требуется высокая динамика, предпочтение целесообразнее отдавать столу с прямыми приводами. Следует обратить внимание, что для наклона стола может использоваться один или два двигателя с прямым приводом. Решение с двойным приводом показывает лучшие динамические характеристики при увеличении грузоподъемности рабочего стола.
Следует обратить внимание, что для наклона стола может использоваться один или два двигателя с прямым приводом. Решение с двойным приводом показывает лучшие динамические характеристики при увеличении грузоподъемности рабочего стола.
При обработке в режиме «три плюс два» – поворот стола в нужную позицию, обработка в трех осях – можно обойтись более экономичным решением с механической передачей. Также ему следует отдать предпочтение, если на станке будет в основном вестись пятиосевая черновая обработка с большим съемом, поскольку передаточное звено обеспечивает больший крутящий момент.
Приобретая такой дорогостоящий обрабатывающий центр, есть смысл расширить его возможности за счет добавления ему свойств токарно-карусельного станка. Основной момент, на который здесь стоит обратить внимание, – это способ установки токарного инструмента. Он бывает двух видов: токарный резец через базовый конус устанавливается во фрезерный шпиндель либо токарный инструмент крепится в отдельный неподвижный суппорт. Второе решение является более предпочтительным, если на станке предполагается значительный объем токарных операций, так как в такой компоновке при точении нагрузка, в том числе ударная, не передается на подшипники шпиндельного узла. Если токарная функция приобретается на всякий случай, способ установки инструмента не имеет принципиального значения.
Второе решение является более предпочтительным, если на станке предполагается значительный объем токарных операций, так как в такой компоновке при точении нагрузка, в том числе ударная, не передается на подшипники шпиндельного узла. Если токарная функция приобретается на всякий случай, способ установки инструмента не имеет принципиального значения.
На оборудовании высокого класса приводы подач, как правило, реализованы посредством бесщеточных цифровых двигателей и беззазорных шариковинтовых пар (ШВП). Однако стоит обратить внимание на следующие моменты: двигатель может быть установлен соосно с ШВП или через ременную передачу. Диаметр, производитель и класс ШВП могут быть различными. Информацию об этом необходимо запросить у производителя.
Большинство таких станков имеют портальную компоновку, поэтому есть смысл обратить внимание на привод перемещения портала. Он бывает одиночный, когда одна ШВП по центру перемещает портал по стойкам, либо сдвоенный, когда на каждой стойке работает свой двигатель и ШВП, работа двигателей синхронизирована. Второй способ перемещения портала является предпочтительным, поскольку исключается его перекос при больших нагрузках.
Второй способ перемещения портала является предпочтительным, поскольку исключается его перекос при больших нагрузках.
Динамические характеристики обрабатывающего центра определяются скоростью перемещений по линейным и поворотным осям, ускорениями, которые могут развивать эти оси, и параметром jerk (рывок) – второй производной от скорости перемещения, характеризующей темп изменения ускорения. Первый параметр, как правило, можно найти в рекламном буклете любого производителя, второй будет приведен в коммерческом предложении, а третий – в технической документации, поставляемой со станком. Однако если вы планируете осуществлять производительную пятиосевую чистовую обработку, для своей конкурентной таблицы вам лучше сразу запросить все три параметра у каждого производителя.
Скорость перемещения по осям на современном оборудовании почти всегда реализована с запасом, а вот второй и третий параметры определяют, в какой мере при пятиосевой обработке вы сможете этой скоростью воспользоваться. Иными словами, насколько будет падать скорость подачи по осям при изменении направления обработки, с сохранением заданной точности отслеживания траектории.
Иными словами, насколько будет падать скорость подачи по осям при изменении направления обработки, с сохранением заданной точности отслеживания траектории.
Оборудование окупает себя и приносит прибыль, когда оно загружено. Каким бы универсальным ни был пятиосевой обрабатывающий центр, его технологические возможности расширяются, когда на него устанавливается план-суппорт, угловая головка или дополнительный электрошпиндель на 200 000 об/мин, или шлифовальная/полировальная головка. Узнайте, можно ли установить на выбранный станок дополнительный магазин хранения таких аксессуаров с возможностью их автоматической установки в шпиндель. В будущем это сделает работу на станке более комфортной и эффективной.
Мы рассмотрели несколько основных аспектов, которые нужно учитывать при выборе пятиосевого обрабатывающего центра. Если вы дочитали до этого места, значит, вам наверняка будет интересно посетить наш сайт www.5axes.ru, где мы приводим дополнительную информацию по этой теме. Вы узнаете об опциях, необходимых для обработки композитов на таких станках, в том числе взрыво-опасных, о пользе термосимметричных конструкций, которые используют некоторые производители, о способах компенсации геометрических погрешностей и многом другом.
Автор: Андрей Бочаров
Источники: http://www.umpro.ru/, https://vseochpu.ru/
Понравилась статья? Тогда поддержите нас, поделитесь с друзьями и заглядывайте по рекламным ссылкам!
Что, почему и как для 5-осевой обработки с ЧПУ> ENGINEERING.com «В каждом каменном блоке есть статуя, и задача скульптора – обнаружить ее». – Микеланджело (1475-1564)Представьте, что Микеланджело мог сделать с помощью 5-осевого фрезерного станка.
Это может показаться странным, но если бы художник эпохи Возрождения мог обменять свой молоток и зубило на компьютерное числовое управление (ЧПУ) и подходящие станки, мы могли бы вырезать тысячи статуй Давида из множества различных материалов.Если вы все еще сомневаетесь в том, чтобы описать 5-осевую обработку как искусство, нажмите здесь или здесь.
Независимо от того, лепите ли вы шедевр из мрамора или фрезеруете блиск из титана, основной принцип один и тот же: начните с блока материала и удаляйте ненужные биты до тех пор, пока целевой объект не станет всем, что осталось. Конечно, детали этого процесса намного сложнее, особенно для 5-осевой обработки.
Конечно, детали этого процесса намного сложнее, особенно для 5-осевой обработки.
Проще говоря, 5-осевая обработка включает использование ЧПУ для перемещения детали или режущего инструмента по пяти различным осям одновременно.Это позволяет обрабатывать очень сложные детали, поэтому 5-осевая ось особенно популярна для аэрокосмических применений.
Однако, несколько факторов способствовали более широкому принятию 5-осевой обработки. К ним относятся:
- Стремление к обработке с одной установкой (иногда называемой «выполнено в одном»), чтобы сократить время выполнения заказа и повысить эффективность
- Возможность избежать столкновения с держателем инструмента путем наклона режущего инструмента или стола, что также обеспечивает лучший доступ к геометрии детали
- Увеличенный срок службы инструмента и время цикла в результате наклона инструмента / стола для поддержания оптимального положения резки и постоянной нагрузки на стружку
Что такое оси в 5-ти осях?
Мы все знаем историю о Ньютоне и яблоке, но есть аналогичная апокрифическая история о математике и философе Рене Декарте.
Рене Декарт. (1569-1650)
Декарт лежал в постели (как обычно делают математики и философы), когда заметил, как вокруг его комнаты гудит муха. Он понял, что может описать положение мухи в трехмерном пространстве комнаты, используя только три числа, представленные переменными X, Y и Z.Это декартова система координат, и она продолжает использоваться более трех столетий после смерти Декарта. Так X, Y и Z покрывают три из пяти осей в 5-осевой обработке.
Как насчет двух других?
Представьте, что вы увеличиваете полет Декарта в середине полета. Вместо того, чтобы описывать только его положение как точку в трехмерном пространстве, мы можем описать его ориентацию. Как оказалось, представьте, как муха катится по тому же самому берегу, что и банки. Его крен описывается четвертой осью, A: ось вращения вокруг X.
Продолжая сравнение самолета, шаг мухи описывается пятой осью, B: ось вращения вокруг Y.
Проницательные читатели, без сомнения, сделают вывод о существовании шестой оси C, которая вращается вокруг оси Z. Это зевок мухи в нашем примере.
Это зевок мухи в нашем примере.
Если вам сложно визуализировать шесть осей, описанных выше, вот схема:
Оси A, B и C расположены в алфавитном порядке, чтобы соответствовать осям X, Y и Z. Хотя существуют 6-осевые станки с ЧПУ, такие как фрезерный станок Zimmermann FZ 100 Portal, конфигурации с 5 осями встречаются чаще, поскольку добавление шестой оси обычно дает несколько дополнительных преимуществ.
Последнее замечание об условных обозначениях оси: в вертикальном обрабатывающем центре оси X и Y находятся в горизонтальной плоскости, а ось Z – в вертикальной плоскости.В горизонтальном обрабатывающем центре оси Z и Y меняются местами. Смотрите схему ниже:
(Изображение предоставлено Cameron Anderson / Aerotech.)
5-осевые конфигурации
Конкретная конфигурация 5-осевого станка определяет, какие две из трех осей вращения он использует.
Например, машина в форме цапфы работает с осью A (вращается вокруг оси X) и с осью C (вращается вокруг оси Z), тогда как машина с вращающимся вращением работает с B- ось (вращающаяся вокруг оси Y) и ось C (вращающаяся вокруг оси Z).
Вид изнутри на цапфу вертикального 5-осевого обрабатывающего центра Okuma MU-4000V. (Изображение предоставлено Окумой.)
Вращающиеся оси в станках типа цапфы выражаются посредством движения стола, тогда как станки в стиле вращающегося вращения выражают свои вращательные оси, поворачивая шпиндель. Оба стиля имеют свои уникальные преимущества. Например, станки в форме цапфы предлагают большие объемы работы, поскольку нет необходимости компенсировать пространство, занимаемое вращающимся шпинделем.С другой стороны, машины типа поворотного вращения могут поддерживать более тяжелые детали, поскольку стол всегда горизонтален. Для получения дополнительной информации о преимуществах станков в стиле цапфы и поворотного типа, посмотрите эту пару видео от Hurco North America:
Преимущества поворотной головки на 5-осевом обрабатывающем центре
Сколько топоров вам нужно?
Возможно, вы видели ссылки на обрабатывающие центры, предлагающие семь, девять или даже одиннадцать осей.Хотя такое количество дополнительных осей может показаться трудным представить, объяснение такой ошеломляющей геометрии на самом деле довольно просто.
«Когда вы работаете с машинами, которые имеют, скажем, более одного токарного шпинделя, у вас уже есть больше осей», – объяснил Майк Финн, менеджер по разработке промышленных приложений в Mazak America.«Например, у нас есть станки со вторым шпинделем и нижними револьверными головками. На этих станках у вас будет несколько осей: верхняя револьверная головка будет иметь 4 оси, а нижняя револьверная головка имеет 2 оси, а затем у вас есть противоположные шпиндели, которые также имеют 2 оси.Таких машин может быть до 9, – продолжил Финн.
Mazak INTEGREX i-400ST. (Изображение предоставлено Mazak.)
«Детали, которые вы делаете, по-прежнему 5-осевые», – добавил Уэйд Андерсон, менеджер по продажам в Okuma America.«Такой компонент, как аэрокосмический клапан, может быть установлен на нашем вертикальном центре MU-5000, который представляет собой 5-осевую машину. Или мы могли бы выполнить эту часть на многоосном станке, который имеет вращающуюся ось B и два шпинделя для двух осей C, плюс X, Y и Z. Есть также более низкая револьверная головка, которая дает вам вторую X и Z.Так что это дает вам больше осей, но сама деталь имеет ту же геометрию », – пояснил Андерсон.
Так сколько осей вам нужно?
Как часто бывает в производстве, ответ на этот вопрос зависит от вашего конкретного применения. Финн привел следующий пример:
«Лопатка турбины представляет собой поверхность свободной формы и может быть довольно сложной. Наиболее эффективный способ закончить обработку лезвия, подобного этому, – это использовать 5-осевую ось, в которой инструмент по спирали перемещается вокруг профиля лопатки.Вы можете использовать 3-осевую обработку, если вы индексируете лезвие на определенную позицию, а затем используете три линейные оси для обработки поверхности, но обычно это не самый эффективный способ ».
Андерсон соглашается: «Геометрия детали скажет вам, нужна ли вам конфигурация с 3, 4 или 5 осями».
5-осевой вертикальный обрабатывающий центр Okuma MU-6300V. (Изображение предоставлено Окумой.)
Однако важно помнить, что количество нужных вам осей зависит не только от одной детали.«Это многое будет определять, но есть и то, чего хочет магазин», – сказал Андерсон.«Клиент может принести мне деталь, скажем, титановую аэрокосмическую скобу, и я могу сказать:« Это идеальная деталь для 5-осевого обрабатывающего центра », но они могут планировать сделать детали, которые будут работать лучше на одном из наши машины MULTUS U. Эта многофункциональная машина не может быть оптимизирована так же, как 5-осевой обрабатывающий центр, но она может дать заказчику возможность выполнять токарные, валовые или патронные работы, что является частью их долгосрочного плана.
«Еще одна вещь, которую нужно учитывать, – это рабочая зона», – добавил Финн. «Какой максимальный размер детали вы можете поместить в станок и при этом выполнять смену инструмента и передачу деталей? Он понимает возможности машины и то, что она может и не может делать ».
Попытка выбрать между 3-осевой обработкой и 5-осевой обработкой – это все равно, что попытаться сделать выбор между четвертьундером Макдональда или стейком на косточке; если цена – ваша единственная забота, тогда, очевидно, первое – это путь.
Тем не менее, дилемма становится гораздо более сложной при сравнении 5-осевой и 3 + 2-осевой.
5-осевой против 3 + 2 Оси
Важно различать 5-осевую обработку и 3 + 2-осевую обработку. Первая – также называемая непрерывной или одновременной 5-осевой обработкой – включает в себя непрерывную регулировку режущего инструмента по всем пяти осям, чтобы наконечник оптимально перпендикулярен детали.
Полная 5-осевая демонстрационная часть из алюминия 6010 на DMG MORI DMU50.Время цикла: 13 минут. (Изображение предоставлено автором.)Напротив, последняя, также называемая 5-сторонней или позиционной 5-осевой обработкой, – включает в себя выполнение 3-осевой программы с режущим инструментом, заблокированным под углом, определяемым двумя осями вращения. Механическая обработка, которая включает в себя переориентацию инструмента по осям вращения между вырезами, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
3 + 2-осевая демонстрационная часть из алюминия 6010 на DMG MORI DMU50. Время цикла: 7 минут.(Изображение предоставлено автором.) Основным преимуществом непрерывной 5-осевой обработки по сравнению с 5-осевой индексацией является скорость, поскольку последняя требует остановки и запуска между переориентациями инструмента, а первая – нет.Однако должна быть возможность получить одинаковые результаты, используя непрерывную или индексированную 5-осевую. (Читателям, которые не согласны, предлагается поделиться примерами деталей, которые могут быть обработаны только с непрерывной 5-осевой осью, в разделе комментариев ниже.)
Также стоит отметить, что преимущество в скорости дает больше движущихся частей, что приводит к повышенному износу, а также к большей потребности в обнаружении столкновения деталей.Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
5-осевая обработка против 3D-печати
3D-печать – или аддитивное производство – сейчас является горячей темой в мире производства, особенно в сравнении с вычитающими производственными процессами, такими как 5-осевая обработка.
Несмотря на то, что иногда предполагается, что эти два метода конкурируют друг с другом – поскольку твердолобые поклонники 3D-печати утверждают, что технология скоро разрушит всю обрабатывающую промышленность, – более умеренный взгляд принимает аддитивное и субтрактивное производство как взаимодополняющие процессы.
Mazak INTEGREX i-400AM сочетает в себе аддитивное производство и 5-осевую обработку. (Изображение предоставлено Mazak.)
«Я не думаю, что аддитивное производство полностью возьмет верх, но я думаю, что есть возможности для разработки деталей, которые не могли быть разработаны в прошлом», – сказал Финн. «Но есть еще детали, требующие вычитающей обработки. Например, детали с очень жестким допуском на круглость ».«Можно вырастить элемент до почти чистой формы, но для достижения необходимого допуска этот элемент все же может потребоваться обработать», – добавил Финн.
Означает ли это, что будущее производства будет за гибридным 3D-принтером / 5-осевым ЧПУ – возможно, с системой координат для измерения, добавленной для хорошей меры?
Андерсон не уверен в этом: «Реальное применение [3D-печати] вне лабораторной среды заключается не в том, чтобы использовать машину комбинированного стиля, а, например, в том, что лазерная машина осаждения делает то, что она делает лучше всего, имея токарный станок или фрезерный станок делает то, что умеет лучше всего, и объединяет их посредством автоматизации ».
Обоснование наличия двух отдельных машин сводится к управлению порошком и стружкой.
«Количество порошка, которое вы пропускаете при лазерном осаждении, например, для изготовления 30-фунтовой детали, может составлять 150-300 фунтов титана», – сказал Андерсон. «Если это входит в машину, где все объединено, то нет лучшего способа вернуть весь этот порошок».
Другими словами, вопросы, касающиеся взаимосвязи между 3D-печатью и 5-осевой обработкой, реже касаются конкуренции, чем сотрудничества. «Я думаю, что аддитивное производство может уменьшить количество черновой обработки, которая необходима», – заключил Финн.
Нередко 5-осевые возможности используются недостаточно.
«Некоторые могут иметь машину, но не понимают ее полную функциональность, или у них может не быть программного обеспечения, необходимого для создания программы резки, которая бы использовала все возможности машины», – заметил Финн.
Андерсон соглашается: «Это душераздирающие компании, подобные нашей; когда мы видим компанию, которая идет ва-банк, получает часть оборудования, они кладут ее на пол, а затем по разным причинам берут многофункциональную машину с 5 или более осями и используют ее как 3-осную. машина.Это происходит все время.”
Схема горизонтального обрабатывающего центра Okuma MU-10000H. (Изображение предоставлено Окумой.)
«Во многом это персонал», – добавил Андерсон. «Это обучение и понимание того, как использовать машину. Иногда им трудно думать об обработке этой детали с помощью верхнего, нижнего, основного шпинделя и вспомогательного шпинделя, и все это одновременно. Это потрясающе ».«Есть много компаний, разрабатывающих программное обеспечение, которые намного лучше справляются с этим, но это сложно», – заключил Андерсон.
Важность 5-осевого управления и программного обеспечения
Несмотря на то, что наличие машиниста с правильным набором навыков является основным фактором, позволяющим максимально использовать возможности 5-осевого станка, управление и программное обеспечение станка также важны.
«Когда вы выполняете высокоскоростную 5-осевую обработку, сервоприводы на машине и время отклика очень важны, чтобы избежать короткого замыкания или превышения при обработке», – сказал Финн. «Контроллер в машине должен уметь обрабатывать данные достаточно быстро, чтобы траектория движения была приятным, плавным, равномерным движением.Вы не хотите резких движений, которые могут вызвать выдолбление ».
Mazak’s MAZATROL SmoothX CNC. (Изображение предоставлено Mazak.)
«Аналогично, программное обеспечение, которое создает 5-осевые программы, должно быть способно создавать хороший плавный код, чтобы машина могла двигаться в этом плавном движении», – заключил Финн.
Выбор правильного пакета CAD / CAM необходим для получения максимальной отдачи от вашей машины.
«Если вы, например, занимаетесь аэрокосмическими полетами, вам нужно поработать над пакетами высокого класса», – сказал Андерсон.«Если вы просто делаете небольшие алюминиевые виджеты для компонента для литья под давлением для автомобильной компании, и все, что вы делаете, это просверлите пару отверстий в корпусе двигателя, это совсем другая история».
«Если вы режете детали, которым для создания программ резки требуется система CAM, вам следует инвестировать в систему CAM, которая дополняет возможности станка», – добавил Финн.
Предотвращение столкновений в 5-осевой
Когда речь идет о создании 5-осевых траекторий, обычно существует компромисс между работой на более высоких скоростях и подачами и минимизацией риска аварий.К счастью, сегодня на рынке есть ряд программных инструментов, которые могут помочь устранить это.
«С нашим программным обеспечением по предотвращению столкновений вы можете загрузить трехмерную модель детали и инструментов, и программа смотрит вперед на каждое движение инструмента, чтобы увидеть, столкнется ли оно с чем-либо», – сказал Андерсон. «Если ваш прибор смоделирован правильно, он поймает столкновение до того, как это произойдет».
Система предотвращения столкновений Okuma, работающая в режиме реального времени. (Изображение предоставлено Окумой.)
«Существует программное обеспечение, которое будет выполнять моделирование машины», – прокомментировал Финн. «Так что это важно, особенно в части с высоким долларом. Вы не хотите никакого столкновения, которое может привести к тому, что вы сломаете деталь, кто-то получит травму или повредит машину ».
«Vericut предлагает программное обеспечение для виртуального трехмерного мониторинга, которое будет делать то же самое, только на автономном компьютере», – добавил Андерсон. «Таким образом, вместо того, чтобы работать в режиме реального времени на элементах управления, вы запускаете свою программу обработки деталей через Vericut, и она проверит все ваши траектории и убедится, что она будет делать то, что, как вы думаете, она собирается делать.
5-осевой инструмент Sensing
Высокая производительность – это преимущество 5-осевой обработки, но она также увеличивает риск ошибок, таких как использование сломанного инструмента или неправильного инструмента. Один из способов минимизировать эти ошибки – выбрать систему обнаружения инструмента, такую как лазер BLUM, на DMG MORI DMU 50:
.DMU 50 с системой обнаружения лазера BLUM.
5-осевой: сделано в одном?
Понятие «сделано в одном» – высокая цель в производстве: вы загружаете блок материала в станок, запускаете программу и удаляете полностью готовую деталь.Как и нулевое время установки, цель «сделано в одном» имеет смысл, даже если она в конечном итоге недостижима.
При этом 5-осевая обработка приближает нас к цели «сделано в одном», чем любой другой процесс; даже детали с 3D-печатью требуют отделки. В этом контексте основным ограничением 5-осевой обработки является обработка.
«Большая часть 5-осевой работы вращается вокруг рабочего места», – сказал Андерсон. «У меня может быть лучшая машина в мире, но если мое рабочее место паршиво, у меня никогда не будет той части, которую я хочу в конце дня.
По словам Финна, ключ к преодолению этого узкого места заключается в использовании машин с более чем пятью осями:
«Например, наш станок INTEGREX может быть оснащен противоположными поворотными шпинделями и нижней режущей револьверной головкой. Таким образом, детали можно разрезать на одном шпинделе, а затем перенести на противоположный шпиндель для обработки оставшейся части детали. Таким образом, по сути, вы можете загрузить кусок сырого материала, а затем выгрузить готовую часть ».Искусство 5-осевого фрезерования
5-осевые демонстрационные части.(Изображение предоставлено автором.)
5-осевая обработка обеспечивает значительные преимущества, в том числе сокращение времени выполнения заказа, повышение эффективности и увеличение срока службы инструмента. Тем не менее, важно признать, что для достижения этих преимуществ требуется нечто большее, чем просто покупка новейшего 5-осевого обрабатывающего центра.Овладение искусством 5-осевой обработки требует учета множества факторов. На эту тему Андерсон сказал это:
«Когда вы смотрите на проблемы, с которыми сталкиваются клиенты, очень редко это обрабатывает деталь.Как правило, проблема, которая их сдерживает, связана не с изготовлением чипа, а с чем-то другим. Это тренировка, наличие персонала, правильная связь с маршрутизацией к машине или знание до того, как они начнут работать, что у них будет достаточно инструментов в журнале, чтобы закончить часть, когда они начнут ее. Периферийные составляющие бизнеса сдерживают их больше, чем фактическое создание ».
В этой статье только царапины (или сколы) поверхности 5-осевой обработки.Следите за Manufacturing 101 для более глубокого взгляда на другие аспекты 5-осевой, в том числе:
- Выбор инструмента
- Охлаждение
- Держатель инструмента
- Погрузка поддонов
- Измерение в машине
Для получения дополнительной информации о 5-осевой, посетите веб-сайты DMG MORI, Hurco, Mazak и Okuma.
Следите за Ианом Райтом в Твиттере.
,
5-осевых фрез
×
Результаты поиска
Веб-страницы
изображений
- машины
-
Вертикальные мельницы- Вертикальные фрезы
- VF Series
- Универсальные машины
- VR Series
- Мини Миллс
- Формовочные машины Серия
- Drill / Tap / Mill
- Инструментальные фрезы
- Компактные мельницы Портал серии
- VC-400
- Настольная мельница
- Симулятор Управления
-
Ошибка 404 Не найдено
×
Результаты поиска
Веб-страницы
изображений
- машины
-
Вертикальные мельницы- Вертикальные фрезы
- VF Series
- Универсальные машины
- VR Series
- Мини Миллс
- Формовочные машины Серия
- Drill / Tap / Mill
- Инструментальные фрезы
- Компактные мельницы Портал серии
- VC-400
- Настольная мельница
- Симулятор Управления
- Mill Auto Parts Loader
-
5-осевые станки
в конце 1985 года компанией Deckel Maho впервые был представлен круглый наклонно-поворотный стол для пятиосевой обработки на фрезерных станках.
Вращение стола (четвертая ось) и поворотные движения двухопорного механизма (пятая ось) контролировались сервоприводами и “адаптированным управлением” так называлось УЧПУ в то время.
Но системы CAD не были готовы к тому времени полностью использовать все возможности 5-осевой технологии.
Спустя два года в конце 1987 года компания выпустила пятиосевой фрезерный центр MH 700 S, который сразу стал очень популярным. С магазином на 36 инструментов стало возможным обрабатывать сложные детали без обслуживающего персонала, без перерывов, в ночное время от начала и до конца.
Это существенно повысило производительность и рентабельность при производстве пресс-форм и инструмента.
С тех пор развитие в 5- осевой обработке шагнуло вперед и практически все станкостроительные фирмы мира производят такие станки.
Что умеет пятиосевой фрезерный станок
5-и осевой станок умеет все то же, что и обычный фрезерный 3-х осевой + имеет две дополнительные поворотные оси, которые позволяют вести обработку со всех сторон изделия, в том числе и под углом к поверхности.
Две дополнительные оси обеспечиваются, в основном, поворотом стола на 360° и его наклоном (наклонно-поворотный стол) или поворотной фрезерной головкой.
Основное требование к 5-и осевому станку – одновременное управление всеми 5-ю осями, т.е. станок должен иметь 5-и осевое ЧПУ.
Преимущества ипользования пятиосевого фрезерного станка
Обработка изделий сложной формы: в оборонной и авиакосмической отраслях, а, также, на промышленных предприятиях, где требуется обрабатывать с высокой точностью сложные по форме изделия, применение 5-и осевых обрабатывающих центров дает максимальный эффект. Дополнительные оси позволяют обрабатывать дуги, углы и сложные поверхности (такие как лопатки турбин, импеллеры и т.д.). При трехосевой обработке это требует переустановки изделия, что уменьшает точность обработки и требует дополнительного времени;
Увеличение срока службы инструмента: пятиосевая обработка позволяет ориентировать детали ближе к режущему инструменту: оптимальный наклон позволяет использовать более короткий режущий инструмент, который будет меньше вибрировать, что приведет к повышению ресурса инструмента и улучшению поверхности изделия;
Готовое изделие за одну установку: обработка изделия без переустановок существенно сокращает время цикла обработки и повышает эффективность;
Оси пятиосевого фрезерного станка
Оси станков с ЧПУ маркируются согласно ГОСТ 23597-79 (СТ СЭВ 3135-81) Обозначение осей координат и направлений движений.
Ось Z – (за исключением случая, указанного в п.2.5.) определяется по отношению к шпинделю главного движения, то есть шпинделя, вращающего инструмент в станках сверлильно-фрезерно-расточной группы или шпинделя, вращающего заготовку в станках токарной группы.
Пример 1-осевой машины – сверлильный станок. Инструмент в станке движется только по оси Z вверх и вниз.
Ось X – определяет продольное движение инструмента и должна быть расположена предпочтительно горизонтально и параллельно поверхности крепления заготовки в станках фрезерно-расточной группы. В станках токарной группы – по радиусу заготовки.
Пример 2-осевой машины – токарный станок. По оси X движется резец перпендикулярно оси вращения шпинделя. По оси Z резец движется параллельно оси вращения шпинделя.
Ось Y – образовывает вместе с осями X и Z правую прямоугольную систему координат. При использовании 3-осевого станка пользователи могут перемещать инструмент вдоль оси X и Y, используя ось Z для перемещения вверх и вниз.
Пример 3-осевой машины – подавляющее число станков фрезерно-расточной группы имеют по три оси, что позволяет обрабатывать концевым инструментам без переустановки только одну сторону изделия.
Оси A, B и C – буквами A, B и C обозначаются вращательные движения вокруг осей соответственно X, Y и Z.
5-и осевые станки дополнительно к трем осям X, Y, Z имеют две дополнительные оси вращения в зависимости от конфигурации станка.
Конфигурация 5-осевого станка определяет, какие две из трех осей вращения он использует:
- В вертикальном обрабатывающем станке оси X и Y находятся в горизонтальной плоскости, а ось Z – в вертикальной плоскости. Двухопорный наклонно-поворотный стол, расположенный вдоль оси X обеспечивает поворотные оси A, C. Ось С – вращение стола, ось А – вращение опоры стола.
- В вертикальном обрабатывающем станке оси X и Y находятся в горизонтальной плоскости, а ось Z – в вертикальной плоскости. Двухопорный наклонно-поворотный стол, расположенный вдоль оси Y обеспечивает поворотные оси B, C. Ось C – вращение стола, ось B – вращение опоры стола.
- В горизонтальном обрабатывающем станке оси Z и Y меняются местами. Двухопорный круглый стол обеспечивает поворотные оси A, B. Ось В – вращение стола, ось А – вращение опоры стола.
- В станках с поворотной шпиндельной головкой наклонные подачи шпинделя обеспечивает головка. Такие станки могут использовать любую комбинацию поворотных осей AB, AC или BC
- В станках с различными коминациями поворотной шпиндельной головки и поворотного стола также используется любые комбинации поворотных осей AC или BC
Все конфигурации станков имеют свои преимущества. Например, станки с поворотным столом вмещают больший объем обрабатываемой детали, поскольку нет необходимости компенсировать пространство, занимаемое вращающимся шпинделем. С другой стороны, машины с поворотным шпинделем могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.
5-осевой станок на базе вертикального обрабатывающего центра
5-осевой станок на базе горизонтального обрабатывающего центра
5-осевой станок с поворотной шпиндельной головкой
Отличия пятиосевого фрезерного станка от станка с конфигурацией 3 + 2
Важно различать 5-осевую обработку и 3 + 2 – осевую обработку.
5-осевая машина осуществляет непрерывную одновременную обработку по всем пяти осям, чтобы фреза оставалась оптимально перпендикулярной к поверхности детали. Система ЧПУ выполняет 5-осевую программу обработки.
Конфигурация станка 3 + 2 также называемая 5-сторонней или позиционной 5-осевой обработкой – представляет собой выполнение 3-осевой программы с режущим инструментом, зафиксированным под углом, определяемым двумя осями вращения. Переориентация инструмента по осям вращения между проходами резания, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
Основным преимуществом непрерывной 5-осевой обработки по сравнению с 5-осевой индексацией является скорость, так как последняя требует остановки и запуска между переориентацией инструмента, тогда как 5-осевая не делает этого.
Результаты при использовании непрерывной или индексированной 5-осевой оси вполне сопоставимы.
Стоит также отметить, что преимущество в скорости ведет к увеличению движущихся частей, что означает повышенный износ, а также к большей потребности в обнаружении возможности столкновения деталей. Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
5-осевой станок компании Haas
2х-опорный наклонно-поворотный стол для 5-осевой обработки
5-осевой станок компании Mazak
Как получить наибольшую эффективность при 5- осевой обработке
Чтобы эффективно использовать возможности 5-осевого станка (который часто используют как 3-осевой станок) необходомо следующее:
- Требуется обучение и тренировка персонала, чтобы он в полном объеме представлял все возможности станка
- Требуется программное обеспечение, необходимое для создания программы обработки, которое бы использовало все возможности машины. Выбор правильного пакета CAD/CAM необходим для получения максимальной отдачи от станка. Программное обеспечение, которое создает 5-осевые программы, должно быть способно создавать хороший плавный код, чтобы станок мог двигаться плавно, чтобы траектория движения была четкой, плавной, равномерной. Нужно избегать резких движений, которые могут вызвать повреждения заготовки. Чем сложнее обрабатываемая деталь тем выше класс программного обеспечения должен быть.
- Когда создается программа обработки с помощью 5-осевых траекторий, обычно существует дилемма между работой на более высоких скоростях и минимизацией риска столкновений. Существует программное обеспечение, которое выполняет моделирование работы станка. При условии, что ваше устройство смоделировано правильно, система уловит столкновение до того, как оно произойдет.
- Существенным ограничением 5-осевой обработки являются зажимные приспособления. Большая часть движений 5-осевой работы лежит вокруг зажимного механизма. Неподходящее зажимное приспособление может помешать обработке даже на самом совершенном станке.
Резюме
5-осевая обработка обеспечивает значительные преимущества, включая сокращение времени выполнения заказа, повышение эффективности и увеличение срока службы инструмента.
Однако важно понимать, что для достижения этих преимуществ требуется нечто большее, чем просто покупка новейшего 5-осевого обрабатывающего центра. Требуется учесть множество факторов прежде чем непосредственно начать обработку детали на станке.
CAD CAM системы
CAD (Computer-Aided Design) — программный пакет для автоматизированного проектирования (САПР), предназначенный для создания чертежей, конструкторской и/или технологической документации и/или 3D моделей. Современные системы автоматизированного проектирования (CAD) обычно используются совместно с системами CAM (Computer-aided design).
Первые системы были разработаны в 1970-х годах и умели чертить и создавать модели на плоскости. 40 лет спустя, усовершенствованные приложения могут даже создать полный пакет проектно-конструкторской документации.
CAM (Computer-aided manufacturing) — программный пакет для автоматизированного прописывания алгоритма действий станков с ЧПУ. CAM System помогают разрабатывать технологические этапы, быстро настраивают программы для станков с CNC, моделируют процессы обработки заготовок и многое другое.
CAM-системы выполняют задачи на основе трехмерного образца, который создается в CAD.
Российские производители 5- осевых станков
Ивановский завод тяжелого станкостроения, ИЗТС, г. Иваново
ИЗТС – Ивановский завод тяжелого станкостроения, основан в 1951 году. В 1976 году завод приступил к проектированию первого обрабатывающего центра ИР-500.
В настоящее время ИЗТС производит:
- ИС800-ГЛОБУС – Высокоскоростной 5-координатный обрабатывающий центр, который используется для обработки сверхсложных деталей типа лопаток, крыльчаток и других изделий для аэрокосмической и авиационной промышленности, а также для изготовления сложных пресс-форм на промышленных предприятиях, где требуется обрабатывать с высокой точностью изделий сложной формы, где применение 5-и осевых обрабатывающих центров дает максимальный эффект.
Станкостроительная группа СТАН, г. Москва
СТАН – Станкостроительная группа, г. Москва – частная компания основана в 2012 году.
Предприятия группы Стан производят 5- осевые обрабатывающие центры:
- СТЦ Ф250 (СNC) – Портальные фрезерные обрабатывающие центры
- СТЦ 40В (1000VBF) – Фрезерный обрабатывающий центр
- ФЦ-1, ФЦ-2, ФЦ-3 – Фрезерные обрабатывающие центры
- СТЦ 80 АТ (800VHT), СТЦ 160 АТ (2000VHT) – Фрезерные обрабатывающие центры
- СТЦ П63 (VMB 630), СТЦ П80 (VMB 800), СТЦ П125 (VMB 1250) – Вертикальные фрезерные обрабатывающие центры портальной конструкции
- СТЦ 63-90 А (650H5), СТЦ ГЛОБУС (Супер Центр ИС800-Глобус) – Горизонтальные фрезерные обрабатывающие центры
- СТЦ 50 (S500), СТЦ 50+ (S500U), СТЦ 50-55 (500VS) – Вертикальные фрезерные обрабатывающие центры
- СТЦ 25 (S250) Вертикальный фрезерный обрабатывающий центр
Проект «Станкостроение». Станки марки F.O.R.T.
F.O.R.T. – торговая марка станков, производимых в рамках проекта Станкостроение.
Проект реализуют партнеры проекта «Станкостроение», которые производят 5- осевые обрабатывающие центры:
- Серия ТМС – ОЦ с подвижной колонной
- Серия ФБ – ОЦ с подвижной траверсой
- Серия ФС – ОЦ с поворотной шпиндельной головкой, которые позволяют выполнять обработку с одновременным движением по всем 5-и осям
- В20-5 – Наиболее бюджетный вариант 5-ти осевого обрабатывающего центра
- МС-5Х – Поворотный стол имеет двухопорное жесткое крепление
- МС-5Х600 – Станок имеет жесткую конструкцию поворотного стола, типа «люлька»
- МС-5Х1200 – Станок имеет жесткую конструкцию поворотного стола, типа «люлька
- MC-5X800 – Станок имеет жесткую конструкцию поворотного стола, типа «люлька»
- СМ-5XA – Возможность выбора как горизонтального, так и вертикального расположения поворотного стола
- СМ-5XС – Возможность выбора как горизонтального, так и вертикального расположения поворотного стола
- МС-1000 – Управление всеми 5 осями происходит одновременно
- МС-1600 – Управление всеми 5 осями происходит одновременно
Ульяновский станкостроительный завод, ООО (DMG MORI)
Крупнейший в мире японско-немецкий станкостроительный концерн DMG MORI построил сборочный завод в Ульяновске. Завод был запущен (зарегистрирован) 04.06.2012
5-осевая фрезерная обработка:
Ковровский электромеханический завод ФГУП, КЭМЗ
Ковровский электромеханический завод, КЭМЗ основан в 1898 году в г. Трёхгорный Владимирской обл.
- КВС КТ5 – Вертикальный фрезерный обрабатывающий центр 5-и координатный
- КВС ПТ5 – Вертикальный фрезерный обрабатывающий центр 5-и координатный
СтанкоМашСтрой, ООО
Станкостроительное предприятие, основанное в 2006 году. Адрес предприятия: 440028, г. Пенза, ул. Германа Титова, 9А. Вебсайт: http://16k20.ru
На предприятии производятся универсальные токарно-винторезные станки, токарные станки с ЧПУ и обрабатывающие центры, втом числе 5- осевые:
- V125 – 5-ти осевые фрезерные обрабатывающие центры. Диаметр стола – Ø125 мм
- V210 – 5-ти осевые фрезерные обрабатывающие центры. Диаметр стола – Ø210 мм
- V255 – 5-ти осевые фрезерные обрабатывающие центры. Диаметр стола – Ø255 мм
- V320 – 5-ти осевые фрезерные обрабатывающие центры. Диаметр стола – Ø320 мм
- V300 – 5 осевой фрезерный центр. Диаметр стола – Ø300 мм
Московский станкостроительный завод «ДМТГ РУС»
DMTG Московский станкостроительный завод «ДМТГ РУС» основан в 2017 году.
На предприятии налажена крупноузловая сборка фрезерных, сверлильных, токарных станков. Они позволяют делать детали для автомобильной, авиационной промышленности, военной промышленности, а также медицинское оборудование. Это новое поколение технологий в станкостроении.
- VDWA50 – Пятикоординатный центр. ЧПУ HEIDENHAIN iTNC 530
- VDWB50 – Пятикоординатный центр. ЧПУ HEIDENHAIN iTNC 530
Зарубежные производители 5- осевых станков
Пятиосевые станки производят десятки иностранных фирм. Возросшие вычислительные мощности ЧПУ позволяли осуществлять одновременную интерполяцию с перемещением по 3-м, 4-м и 5-и осям.
Признанные мировые лидеры в производстве 5- осевых обрабатывающих центров:
- Mazak – японская станкостроительная корпорация
- DMG Mori – немецко-японский станкостроительный концерн
- DMTG – китайская станкостроительная компания Dalian Machine Tool Group
А также японские компании Okuma Corporation, Makino, германские фирмы Chiron и Hermle, итальянская фирма Breton и др.
Читайте также: Производство обрабатывающих центров в России
5-осевой станок. Видеоролик.
Преимущества цапфы на 5-осевом обрабатывающем центреПреимущества поворотной головки на 5-осевом обрабатывающем центре
Сколько топоров вам нужно?
Возможно, вы видели ссылки на обрабатывающие центры, предлагающие семь, девять или даже одиннадцать осей.Хотя такое количество дополнительных осей может показаться трудным представить, объяснение такой ошеломляющей геометрии на самом деле довольно просто.
«Когда вы работаете с машинами, которые имеют, скажем, более одного токарного шпинделя, у вас уже есть больше осей», – объяснил Майк Финн, менеджер по разработке промышленных приложений в Mazak America.«Например, у нас есть станки со вторым шпинделем и нижними револьверными головками. На этих станках у вас будет несколько осей: верхняя револьверная головка будет иметь 4 оси, а нижняя револьверная головка имеет 2 оси, а затем у вас есть противоположные шпиндели, которые также имеют 2 оси.Таких машин может быть до 9, – продолжил Финн.
Mazak INTEGREX i-400ST. (Изображение предоставлено Mazak.)
«Детали, которые вы делаете, по-прежнему 5-осевые», – добавил Уэйд Андерсон, менеджер по продажам в Okuma America.«Такой компонент, как аэрокосмический клапан, может быть установлен на нашем вертикальном центре MU-5000, который представляет собой 5-осевую машину. Или мы могли бы выполнить эту часть на многоосном станке, который имеет вращающуюся ось B и два шпинделя для двух осей C, плюс X, Y и Z. Есть также более низкая револьверная головка, которая дает вам вторую X и Z.Так что это дает вам больше осей, но сама деталь имеет ту же геометрию », – пояснил Андерсон.
Так сколько осей вам нужно?
Как часто бывает в производстве, ответ на этот вопрос зависит от вашего конкретного применения. Финн привел следующий пример:
«Лопатка турбины представляет собой поверхность свободной формы и может быть довольно сложной. Наиболее эффективный способ закончить обработку лезвия, подобного этому, – это использовать 5-осевую ось, в которой инструмент по спирали перемещается вокруг профиля лопатки.Вы можете использовать 3-осевую обработку, если вы индексируете лезвие на определенную позицию, а затем используете три линейные оси для обработки поверхности, но обычно это не самый эффективный способ ».
Андерсон соглашается: «Геометрия детали скажет вам, нужна ли вам конфигурация с 3, 4 или 5 осями».
5-осевой вертикальный обрабатывающий центр Okuma MU-6300V. (Изображение предоставлено Окумой.)
Однако важно помнить, что количество нужных вам осей зависит не только от одной детали.«Это многое будет определять, но есть и то, чего хочет магазин», – сказал Андерсон.«Клиент может принести мне деталь, скажем, титановую аэрокосмическую скобу, и я могу сказать:« Это идеальная деталь для 5-осевого обрабатывающего центра », но они могут планировать сделать детали, которые будут работать лучше на одном из наши машины MULTUS U. Эта многофункциональная машина не может быть оптимизирована так же, как 5-осевой обрабатывающий центр, но она может дать заказчику возможность выполнять токарные, валовые или патронные работы, что является частью их долгосрочного плана.
«Еще одна вещь, которую нужно учитывать, – это рабочая зона», – добавил Финн. «Какой максимальный размер детали вы можете поместить в станок и при этом выполнять смену инструмента и передачу деталей? Он понимает возможности машины и то, что она может и не может делать ».
Попытка выбрать между 3-осевой обработкой и 5-осевой обработкой – это все равно, что попытаться сделать выбор между четвертьундером Макдональда или стейком на косточке; если цена – ваша единственная забота, тогда, очевидно, первое – это путь.
Тем не менее, дилемма становится гораздо более сложной при сравнении 5-осевой и 3 + 2-осевой.
5-осевой против 3 + 2 Оси
Важно различать 5-осевую обработку и 3 + 2-осевую обработку. Первая – также называемая непрерывной или одновременной 5-осевой обработкой – включает в себя непрерывную регулировку режущего инструмента по всем пяти осям, чтобы наконечник оптимально перпендикулярен детали.
Полная 5-осевая демонстрационная часть из алюминия 6010 на DMG MORI DMU50.Время цикла: 13 минут. (Изображение предоставлено автором.)Напротив, последняя, также называемая 5-сторонней или позиционной 5-осевой обработкой, – включает в себя выполнение 3-осевой программы с режущим инструментом, заблокированным под углом, определяемым двумя осями вращения. Механическая обработка, которая включает в себя переориентацию инструмента по осям вращения между вырезами, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
3 + 2-осевая демонстрационная часть из алюминия 6010 на DMG MORI DMU50. Время цикла: 7 минут.(Изображение предоставлено автором.) Основным преимуществом непрерывной 5-осевой обработки по сравнению с 5-осевой индексацией является скорость, поскольку последняя требует остановки и запуска между переориентациями инструмента, а первая – нет.Однако должна быть возможность получить одинаковые результаты, используя непрерывную или индексированную 5-осевую. (Читателям, которые не согласны, предлагается поделиться примерами деталей, которые могут быть обработаны только с непрерывной 5-осевой осью, в разделе комментариев ниже.)
Также стоит отметить, что преимущество в скорости дает больше движущихся частей, что приводит к повышенному износу, а также к большей потребности в обнаружении столкновения деталей.Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
5-осевая обработка против 3D-печати
3D-печать – или аддитивное производство – сейчас является горячей темой в мире производства, особенно в сравнении с вычитающими производственными процессами, такими как 5-осевая обработка.
Несмотря на то, что иногда предполагается, что эти два метода конкурируют друг с другом – поскольку твердолобые поклонники 3D-печати утверждают, что технология скоро разрушит всю обрабатывающую промышленность, – более умеренный взгляд принимает аддитивное и субтрактивное производство как взаимодополняющие процессы.
Mazak INTEGREX i-400AM сочетает в себе аддитивное производство и 5-осевую обработку. (Изображение предоставлено Mazak.)
«Я не думаю, что аддитивное производство полностью возьмет верх, но я думаю, что есть возможности для разработки деталей, которые не могли быть разработаны в прошлом», – сказал Финн. «Но есть еще детали, требующие вычитающей обработки. Например, детали с очень жестким допуском на круглость ».«Можно вырастить элемент до почти чистой формы, но для достижения необходимого допуска этот элемент все же может потребоваться обработать», – добавил Финн.
Означает ли это, что будущее производства будет за гибридным 3D-принтером / 5-осевым ЧПУ – возможно, с системой координат для измерения, добавленной для хорошей меры?
Андерсон не уверен в этом: «Реальное применение [3D-печати] вне лабораторной среды заключается не в том, чтобы использовать машину комбинированного стиля, а, например, в том, что лазерная машина осаждения делает то, что она делает лучше всего, имея токарный станок или фрезерный станок делает то, что умеет лучше всего, и объединяет их посредством автоматизации ».
Обоснование наличия двух отдельных машин сводится к управлению порошком и стружкой.
«Количество порошка, которое вы пропускаете при лазерном осаждении, например, для изготовления 30-фунтовой детали, может составлять 150-300 фунтов титана», – сказал Андерсон. «Если это входит в машину, где все объединено, то нет лучшего способа вернуть весь этот порошок».
Другими словами, вопросы, касающиеся взаимосвязи между 3D-печатью и 5-осевой обработкой, реже касаются конкуренции, чем сотрудничества. «Я думаю, что аддитивное производство может уменьшить количество черновой обработки, которая необходима», – заключил Финн.
Нередко 5-осевые возможности используются недостаточно.
«Некоторые могут иметь машину, но не понимают ее полную функциональность, или у них может не быть программного обеспечения, необходимого для создания программы резки, которая бы использовала все возможности машины», – заметил Финн.
Андерсон соглашается: «Это душераздирающие компании, подобные нашей; когда мы видим компанию, которая идет ва-банк, получает часть оборудования, они кладут ее на пол, а затем по разным причинам берут многофункциональную машину с 5 или более осями и используют ее как 3-осную. машина.Это происходит все время.”
Схема горизонтального обрабатывающего центра Okuma MU-10000H. (Изображение предоставлено Окумой.)
«Во многом это персонал», – добавил Андерсон. «Это обучение и понимание того, как использовать машину. Иногда им трудно думать об обработке этой детали с помощью верхнего, нижнего, основного шпинделя и вспомогательного шпинделя, и все это одновременно. Это потрясающе ».«Есть много компаний, разрабатывающих программное обеспечение, которые намного лучше справляются с этим, но это сложно», – заключил Андерсон.
Важность 5-осевого управления и программного обеспечения
Несмотря на то, что наличие машиниста с правильным набором навыков является основным фактором, позволяющим максимально использовать возможности 5-осевого станка, управление и программное обеспечение станка также важны.
«Когда вы выполняете высокоскоростную 5-осевую обработку, сервоприводы на машине и время отклика очень важны, чтобы избежать короткого замыкания или превышения при обработке», – сказал Финн. «Контроллер в машине должен уметь обрабатывать данные достаточно быстро, чтобы траектория движения была приятным, плавным, равномерным движением.Вы не хотите резких движений, которые могут вызвать выдолбление ».
Mazak’s MAZATROL SmoothX CNC. (Изображение предоставлено Mazak.)
«Аналогично, программное обеспечение, которое создает 5-осевые программы, должно быть способно создавать хороший плавный код, чтобы машина могла двигаться в этом плавном движении», – заключил Финн.
Выбор правильного пакета CAD / CAM необходим для получения максимальной отдачи от вашей машины.
«Если вы, например, занимаетесь аэрокосмическими полетами, вам нужно поработать над пакетами высокого класса», – сказал Андерсон.«Если вы просто делаете небольшие алюминиевые виджеты для компонента для литья под давлением для автомобильной компании, и все, что вы делаете, это просверлите пару отверстий в корпусе двигателя, это совсем другая история».
«Если вы режете детали, которым для создания программ резки требуется система CAM, вам следует инвестировать в систему CAM, которая дополняет возможности станка», – добавил Финн.
Предотвращение столкновений в 5-осевой
Когда речь идет о создании 5-осевых траекторий, обычно существует компромисс между работой на более высоких скоростях и подачами и минимизацией риска аварий.К счастью, сегодня на рынке есть ряд программных инструментов, которые могут помочь устранить это.
«С нашим программным обеспечением по предотвращению столкновений вы можете загрузить трехмерную модель детали и инструментов, и программа смотрит вперед на каждое движение инструмента, чтобы увидеть, столкнется ли оно с чем-либо», – сказал Андерсон. «Если ваш прибор смоделирован правильно, он поймает столкновение до того, как это произойдет».
Система предотвращения столкновений Okuma, работающая в режиме реального времени. (Изображение предоставлено Окумой.)
«Существует программное обеспечение, которое будет выполнять моделирование машины», – прокомментировал Финн. «Так что это важно, особенно в части с высоким долларом. Вы не хотите никакого столкновения, которое может привести к тому, что вы сломаете деталь, кто-то получит травму или повредит машину ».
«Vericut предлагает программное обеспечение для виртуального трехмерного мониторинга, которое будет делать то же самое, только на автономном компьютере», – добавил Андерсон. «Таким образом, вместо того, чтобы работать в режиме реального времени на элементах управления, вы запускаете свою программу обработки деталей через Vericut, и она проверит все ваши траектории и убедится, что она будет делать то, что, как вы думаете, она собирается делать.
5-осевой инструмент Sensing
Высокая производительность – это преимущество 5-осевой обработки, но она также увеличивает риск ошибок, таких как использование сломанного инструмента или неправильного инструмента. Один из способов минимизировать эти ошибки – выбрать систему обнаружения инструмента, такую как лазер BLUM, на DMG MORI DMU 50:
.DMU 50 с системой обнаружения лазера BLUM.
5-осевой: сделано в одном?
Понятие «сделано в одном» – высокая цель в производстве: вы загружаете блок материала в станок, запускаете программу и удаляете полностью готовую деталь.Как и нулевое время установки, цель «сделано в одном» имеет смысл, даже если она в конечном итоге недостижима.
При этом 5-осевая обработка приближает нас к цели «сделано в одном», чем любой другой процесс; даже детали с 3D-печатью требуют отделки. В этом контексте основным ограничением 5-осевой обработки является обработка.
«Большая часть 5-осевой работы вращается вокруг рабочего места», – сказал Андерсон. «У меня может быть лучшая машина в мире, но если мое рабочее место паршиво, у меня никогда не будет той части, которую я хочу в конце дня.
По словам Финна, ключ к преодолению этого узкого места заключается в использовании машин с более чем пятью осями:
«Например, наш станок INTEGREX может быть оснащен противоположными поворотными шпинделями и нижней режущей револьверной головкой. Таким образом, детали можно разрезать на одном шпинделе, а затем перенести на противоположный шпиндель для обработки оставшейся части детали. Таким образом, по сути, вы можете загрузить кусок сырого материала, а затем выгрузить готовую часть ».Искусство 5-осевого фрезерования
5-осевые демонстрационные части.(Изображение предоставлено автором.)
5-осевая обработка обеспечивает значительные преимущества, в том числе сокращение времени выполнения заказа, повышение эффективности и увеличение срока службы инструмента. Тем не менее, важно признать, что для достижения этих преимуществ требуется нечто большее, чем просто покупка новейшего 5-осевого обрабатывающего центра.Овладение искусством 5-осевой обработки требует учета множества факторов. На эту тему Андерсон сказал это:
«Когда вы смотрите на проблемы, с которыми сталкиваются клиенты, очень редко это обрабатывает деталь.Как правило, проблема, которая их сдерживает, связана не с изготовлением чипа, а с чем-то другим. Это тренировка, наличие персонала, правильная связь с маршрутизацией к машине или знание до того, как они начнут работать, что у них будет достаточно инструментов в журнале, чтобы закончить часть, когда они начнут ее. Периферийные составляющие бизнеса сдерживают их больше, чем фактическое создание ».
В этой статье только царапины (или сколы) поверхности 5-осевой обработки.Следите за Manufacturing 101 для более глубокого взгляда на другие аспекты 5-осевой, в том числе:
- Выбор инструмента
- Охлаждение
- Держатель инструмента
- Погрузка поддонов
- Измерение в машине
Для получения дополнительной информации о 5-осевой, посетите веб-сайты DMG MORI, Hurco, Mazak и Okuma.
Следите за Ианом Райтом в Твиттере.
,
5-осевых фрез
×
Результаты поиска
Веб-страницы
изображений
- машины
-
Вертикальные мельницы- Вертикальные фрезы
- VF Series
- Универсальные машины
- VR Series
- Мини Миллс
- Формовочные машины Серия
- Drill / Tap / Mill
- Инструментальные фрезы
- Компактные мельницы Портал серии
- VC-400
- Настольная мельница
- Симулятор Управления
-
Ошибка 404 Не найдено
×
Результаты поиска
Веб-страницы
изображений
- машины
-
Вертикальные мельницы- Вертикальные фрезы
- VF Series
- Универсальные машины
- VR Series
- Мини Миллс
- Формовочные машины Серия
- Drill / Tap / Mill
- Инструментальные фрезы
- Компактные мельницы Портал серии
- VC-400
- Настольная мельница
- Симулятор Управления
- Mill Auto Parts Loader
-
5-осевые станки
в конце 1985 года компанией Deckel Maho впервые был представлен круглый наклонно-поворотный стол для пятиосевой обработки на фрезерных станках.
Вращение стола (четвертая ось) и поворотные движения двухопорного механизма (пятая ось) контролировались сервоприводами и “адаптированным управлением” так называлось УЧПУ в то время.
Но системы CAD не были готовы к тому времени полностью использовать все возможности 5-осевой технологии.
Спустя два года в конце 1987 года компания выпустила пятиосевой фрезерный центр MH 700 S, который сразу стал очень популярным. С магазином на 36 инструментов стало возможным обрабатывать сложные детали без обслуживающего персонала, без перерывов, в ночное время от начала и до конца.
Это существенно повысило производительность и рентабельность при производстве пресс-форм и инструмента.
С тех пор развитие в 5- осевой обработке шагнуло вперед и практически все станкостроительные фирмы мира производят такие станки.
Что умеет пятиосевой фрезерный станок
5-и осевой станок умеет все то же, что и обычный фрезерный 3-х осевой + имеет две дополнительные поворотные оси, которые позволяют вести обработку со всех сторон изделия, в том числе и под углом к поверхности.
Две дополнительные оси обеспечиваются, в основном, поворотом стола на 360° и его наклоном (наклонно-поворотный стол) или поворотной фрезерной головкой.
Основное требование к 5-и осевому станку – одновременное управление всеми 5-ю осями, т.е. станок должен иметь 5-и осевое ЧПУ.
Преимущества ипользования пятиосевого фрезерного станка
Обработка изделий сложной формы: в оборонной и авиакосмической отраслях, а, также, на промышленных предприятиях, где требуется обрабатывать с высокой точностью сложные по форме изделия, применение 5-и осевых обрабатывающих центров дает максимальный эффект. Дополнительные оси позволяют обрабатывать дуги, углы и сложные поверхности (такие как лопатки турбин, импеллеры и т.д.). При трехосевой обработке это требует переустановки изделия, что уменьшает точность обработки и требует дополнительного времени;
Увеличение срока службы инструмента: пятиосевая обработка позволяет ориентировать детали ближе к режущему инструменту: оптимальный наклон позволяет использовать более короткий режущий инструмент, который будет меньше вибрировать, что приведет к повышению ресурса инструмента и улучшению поверхности изделия;
Готовое изделие за одну установку: обработка изделия без переустановок существенно сокращает время цикла обработки и повышает эффективность;
Оси пятиосевого фрезерного станка
Оси станков с ЧПУ маркируются согласно ГОСТ 23597-79 (СТ СЭВ 3135-81) Обозначение осей координат и направлений движений.
Ось Z – (за исключением случая, указанного в п.2.5.) определяется по отношению к шпинделю главного движения, то есть шпинделя, вращающего инструмент в станках сверлильно-фрезерно-расточной группы или шпинделя, вращающего заготовку в станках токарной группы.
Пример 1-осевой машины – сверлильный станок. Инструмент в станке движется только по оси Z вверх и вниз.
Ось X – определяет продольное движение инструмента и должна быть расположена предпочтительно горизонтально и параллельно поверхности крепления заготовки в станках фрезерно-расточной группы. В станках токарной группы – по радиусу заготовки.
Пример 2-осевой машины – токарный станок. По оси X движется резец перпендикулярно оси вращения шпинделя. По оси Z резец движется параллельно оси вращения шпинделя.
Ось Y – образовывает вместе с осями X и Z правую прямоугольную систему координат. При использовании 3-осевого станка пользователи могут перемещать инструмент вдоль оси X и Y, используя ось Z для перемещения вверх и вниз.
Пример 3-осевой машины – подавляющее число станков фрезерно-расточной группы имеют по три оси, что позволяет обрабатывать концевым инструментам без переустановки только одну сторону изделия.
Оси A, B и C – буквами A, B и C обозначаются вращательные движения вокруг осей соответственно X, Y и Z.
5-и осевые станки дополнительно к трем осям X, Y, Z имеют две дополнительные оси вращения в зависимости от конфигурации станка.
Конфигурация 5-осевого станка определяет, какие две из трех осей вращения он использует:
- В вертикальном обрабатывающем станке оси X и Y находятся в горизонтальной плоскости, а ось Z – в вертикальной плоскости. Двухопорный наклонно-поворотный стол, расположенный вдоль оси X обеспечивает поворотные оси A, C. Ось С – вращение стола, ось А – вращение опоры стола.
- В вертикальном обрабатывающем станке оси X и Y находятся в горизонтальной плоскости, а ось Z – в вертикальной плоскости. Двухопорный наклонно-поворотный стол, расположенный вдоль оси Y обеспечивает поворотные оси B, C. Ось C – вращение стола, ось B – вращение опоры стола.
- В горизонтальном обрабатывающем станке оси Z и Y меняются местами. Двухопорный круглый стол обеспечивает поворотные оси A, B. Ось В – вращение стола, ось А – вращение опоры стола.
- В станках с поворотной шпиндельной головкой наклонные подачи шпинделя обеспечивает головка. Такие станки могут использовать любую комбинацию поворотных осей AB, AC или BC
- В станках с различными коминациями поворотной шпиндельной головки и поворотного стола также используется любые комбинации поворотных осей AC или BC
Все конфигурации станков имеют свои преимущества. Например, станки с поворотным столом вмещают больший объем обрабатываемой детали, поскольку нет необходимости компенсировать пространство, занимаемое вращающимся шпинделем. С другой стороны, машины с поворотным шпинделем могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.
5-осевой станок на базе вертикального обрабатывающего центра
5-осевой станок на базе горизонтального обрабатывающего центра
5-осевой станок с поворотной шпиндельной головкой
Отличия пятиосевого фрезерного станка от станка с конфигурацией 3 + 2
Важно различать 5-осевую обработку и 3 + 2 – осевую обработку.
5-осевая машина осуществляет непрерывную одновременную обработку по всем пяти осям, чтобы фреза оставалась оптимально перпендикулярной к поверхности детали. Система ЧПУ выполняет 5-осевую программу обработки.
Конфигурация станка 3 + 2 также называемая 5-сторонней или позиционной 5-осевой обработкой – представляет собой выполнение 3-осевой программы с режущим инструментом, зафиксированным под углом, определяемым двумя осями вращения. Переориентация инструмента по осям вращения между проходами резания, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
Основным преимуществом непрерывной 5-осевой обработки по сравнению с 5-осевой индексацией является скорость, так как последняя требует остановки и запуска между переориентацией инструмента, тогда как 5-осевая не делает этого.
Результаты при использовании непрерывной или индексированной 5-осевой оси вполне сопоставимы.
Стоит также отметить, что преимущество в скорости ведет к увеличению движущихся частей, что означает повышенный износ, а также к большей потребности в обнаружении возможности столкновения деталей. Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
5-осевой станок компании Haas
2х-опорный наклонно-поворотный стол для 5-осевой обработки
5-осевой станок компании Mazak
Как получить наибольшую эффективность при 5- осевой обработке
Чтобы эффективно использовать возможности 5-осевого станка (который часто используют как 3-осевой станок) необходомо следующее:
- Требуется обучение и тренировка персонала, чтобы он в полном объеме представлял все возможности станка
- Требуется программное обеспечение, необходимое для создания программы обработки, которое бы использовало все возможности машины. Выбор правильного пакета CAD/CAM необходим для получения максимальной отдачи от станка. Программное обеспечение, которое создает 5-осевые программы, должно быть способно создавать хороший плавный код, чтобы станок мог двигаться плавно, чтобы траектория движения была четкой, плавной, равномерной. Нужно избегать резких движений, которые могут вызвать повреждения заготовки. Чем сложнее обрабатываемая деталь тем выше класс программного обеспечения должен быть.
- Когда создается программа обработки с помощью 5-осевых траекторий, обычно существует дилемма между работой на более высоких скоростях и минимизацией риска столкновений. Существует программное обеспечение, которое выполняет моделирование работы станка. При условии, что ваше устройство смоделировано правильно, система уловит столкновение до того, как оно произойдет.
- Существенным ограничением 5-осевой обработки являются зажимные приспособления. Большая часть движений 5-осевой работы лежит вокруг зажимного механизма. Неподходящее зажимное приспособление может помешать обработке даже на самом совершенном станке.
Резюме
5-осевая обработка обеспечивает значительные преимущества, включая сокращение времени выполнения заказа, повышение эффективности и увеличение срока службы инструмента.
Однако важно понимать, что для достижения этих преимуществ требуется нечто большее, чем просто покупка новейшего 5-осевого обрабатывающего центра. Требуется учесть множество факторов прежде чем непосредственно начать обработку детали на станке.
CAD CAM системы
CAD (Computer-Aided Design) — программный пакет для автоматизированного проектирования (САПР), предназначенный для создания чертежей, конструкторской и/или технологической документации и/или 3D моделей. Современные системы автоматизированного проектирования (CAD) обычно используются совместно с системами CAM (Computer-aided design).
Первые системы были разработаны в 1970-х годах и умели чертить и создавать модели на плоскости. 40 лет спустя, усовершенствованные приложения могут даже создать полный пакет проектно-конструкторской документации.
CAM (Computer-aided manufacturing) — программный пакет для автоматизированного прописывания алгоритма действий станков с ЧПУ. CAM System помогают разрабатывать технологические этапы, быстро настраивают программы для станков с CNC, моделируют процессы обработки заготовок и многое другое.
CAM-системы выполняют задачи на основе трехмерного образца, который создается в CAD.
Российские производители 5- осевых станков
Ивановский завод тяжелого станкостроения, ИЗТС, г. Иваново
ИЗТС – Ивановский завод тяжелого станкостроения, основан в 1951 году. В 1976 году завод приступил к проектированию первого обрабатывающего центра ИР-500.
В настоящее время ИЗТС производит:
- ИС800-ГЛОБУС – Высокоскоростной 5-координатный обрабатывающий центр, который используется для обработки сверхсложных деталей типа лопаток, крыльчаток и других изделий для аэрокосмической и авиационной промышленности, а также для изготовления сложных пресс-форм на промышленных предприятиях, где требуется обрабатывать с высокой точностью изделий сложной формы, где применение 5-и осевых обрабатывающих центров дает максимальный эффект.
Станкостроительная группа СТАН, г. Москва
СТАН – Станкостроительная группа, г. Москва – частная компания основана в 2012 году.
Предприятия группы Стан производят 5- осевые обрабатывающие центры:
- СТЦ Ф250 (СNC) – Портальные фрезерные обрабатывающие центры
- СТЦ 40В (1000VBF) – Фрезерный обрабатывающий центр
- ФЦ-1, ФЦ-2, ФЦ-3 – Фрезерные обрабатывающие центры
- СТЦ 80 АТ (800VHT), СТЦ 160 АТ (2000VHT) – Фрезерные обрабатывающие центры
- СТЦ П63 (VMB 630), СТЦ П80 (VMB 800), СТЦ П125 (VMB 1250) – Вертикальные фрезерные обрабатывающие центры портальной конструкции
- СТЦ 63-90 А (650H5), СТЦ ГЛОБУС (Супер Центр ИС800-Глобус) – Горизонтальные фрезерные обрабатывающие центры
- СТЦ 50 (S500), СТЦ 50+ (S500U), СТЦ 50-55 (500VS) – Вертикальные фрезерные обрабатывающие центры
- СТЦ 25 (S250) Вертикальный фрезерный обрабатывающий центр
Проект «Станкостроение». Станки марки F.O.R.T.
F.O.R.T. – торговая марка станков, производимых в рамках проекта Станкостроение.
Проект реализуют партнеры проекта «Станкостроение», которые производят 5- осевые обрабатывающие центры:
- Серия ТМС – ОЦ с подвижной колонной
- Серия ФБ – ОЦ с подвижной траверсой
- Серия ФС – ОЦ с поворотной шпиндельной головкой, которые позволяют выполнять обработку с одновременным движением по всем 5-и осям
- В20-5 – Наиболее бюджетный вариант 5-ти осевого обрабатывающего центра
- МС-5Х – Поворотный стол имеет двухопорное жесткое крепление
- МС-5Х600 – Станок имеет жесткую конструкцию поворотного стола, типа «люлька»
- МС-5Х1200 – Станок имеет жесткую конструкцию поворотного стола, типа «люлька
- MC-5X800 – Станок имеет жесткую конструкцию поворотного стола, типа «люлька»
- СМ-5XA – Возможность выбора как горизонтального, так и вертикального расположения поворотного стола
- СМ-5XС – Возможность выбора как горизонтального, так и вертикального расположения поворотного стола
- МС-1000 – Управление всеми 5 осями происходит одновременно
- МС-1600 – Управление всеми 5 осями происходит одновременно
Ульяновский станкостроительный завод, ООО (DMG MORI)
Крупнейший в мире японско-немецкий станкостроительный концерн DMG MORI построил сборочный завод в Ульяновске. Завод был запущен (зарегистрирован) 04.06.2012
5-осевая фрезерная обработка:
Ковровский электромеханический завод ФГУП, КЭМЗ
Ковровский электромеханический завод, КЭМЗ основан в 1898 году в г. Трёхгорный Владимирской обл.
- КВС КТ5 – Вертикальный фрезерный обрабатывающий центр 5-и координатный
- КВС ПТ5 – Вертикальный фрезерный обрабатывающий центр 5-и координатный
СтанкоМашСтрой, ООО
Станкостроительное предприятие, основанное в 2006 году. Адрес предприятия: 440028, г. Пенза, ул. Германа Титова, 9А. Вебсайт: http://16k20.ru
На предприятии производятся универсальные токарно-винторезные станки, токарные станки с ЧПУ и обрабатывающие центры, втом числе 5- осевые:
- V125 – 5-ти осевые фрезерные обрабатывающие центры. Диаметр стола – Ø125 мм
- V210 – 5-ти осевые фрезерные обрабатывающие центры. Диаметр стола – Ø210 мм
- V255 – 5-ти осевые фрезерные обрабатывающие центры. Диаметр стола – Ø255 мм
- V320 – 5-ти осевые фрезерные обрабатывающие центры. Диаметр стола – Ø320 мм
- V300 – 5 осевой фрезерный центр. Диаметр стола – Ø300 мм
Московский станкостроительный завод «ДМТГ РУС»
DMTG Московский станкостроительный завод «ДМТГ РУС» основан в 2017 году.
На предприятии налажена крупноузловая сборка фрезерных, сверлильных, токарных станков. Они позволяют делать детали для автомобильной, авиационной промышленности, военной промышленности, а также медицинское оборудование. Это новое поколение технологий в станкостроении.
- VDWA50 – Пятикоординатный центр. ЧПУ HEIDENHAIN iTNC 530
- VDWB50 – Пятикоординатный центр. ЧПУ HEIDENHAIN iTNC 530
Зарубежные производители 5- осевых станков
Пятиосевые станки производят десятки иностранных фирм. Возросшие вычислительные мощности ЧПУ позволяли осуществлять одновременную интерполяцию с перемещением по 3-м, 4-м и 5-и осям.
Признанные мировые лидеры в производстве 5- осевых обрабатывающих центров:
- Mazak – японская станкостроительная корпорация
- DMG Mori – немецко-японский станкостроительный концерн
- DMTG – китайская станкостроительная компания Dalian Machine Tool Group
А также японские компании Okuma Corporation, Makino, германские фирмы Chiron и Hermle, итальянская фирма Breton и др.
Читайте также: Производство обрабатывающих центров в России
5-осевой станок. Видеоролик.
Полезные ссылки по теме
Станок фрезерный пятикоординатный с ЧПУ РФП-6РС
Если Вам необходимо купить Станок фрезерный пятикоординатный с ЧПУ РФП-6РС звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок фрезерный пятикоординатный с ЧПУ РФП-6РС звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
5 ти координатный фрезерный центр. Фрезеровка и механообработка на
Увеличение числа рабочих плоскостей для фрезерного оборудования означает дополнительные возможности и значительное увеличение функциональности. Все это можно полностью отнести к 5-тиосевым фрезерным станкам по металлу с ЧПУ, пользующихся сегодня повышенным спросом. Их область применения достаточно широка, а качество обработки металлических заготовок остается на высоте, даже когда речь идет о сложных конструктивных элементах.
Технические параметры и назначение 5-тиосевых фрезерных станков с ЧПУ
Главная отличительная особенность 5-тикоординатного станка с ЧПУ – подвижная шпиндельная головка, способная двигаться одновременно в двух плоскостях перпендикулярно обрабатываемой поверхности. Таким образом, рабочий инструмент может перемещаться в направлении вверх и вниз, располагаться вдоль или поперек направления оси заготовки или размещаться под углом согласно предустановкам программного обеспечения.
Конструкция 5-тикоординатного фрезерного станка по металлу аналогична прочим образцам оборудования данной категории. Заготовка располагается и фиксируется на рабочем поле, а запуск оборудования осуществляется благодаря сервоприводам. Выбор в их пользу обусловлен высокой точностью их работы и возможностью обратной связи, упрощающей управление и контроль оборудования. Одним из типов исполнения пятиосевых центров является вариант со шпинделем, имеющим возможность поворачиваться одновременно в пяти плоскостях, закрепленного на специальном поворотном механизме. Это – главное отличие станка от 4-хосевых фрезерных моделей. Важным преимуществом является также наличие специальных датчиков, в задачи которых входит контроль качества и точности выполняемых операций.
В числе преимуществ 5-тикоординатных фрезерных станков по металлу с ЧПУ стоит отметить:
- Легкость обработки деталей со сложной конструкцией поверхности, где имеются ребра жесткости, скругления, галтели и прочие выступы и выемки. Кроме того, оборудование эффективно при работе с деталями, имеющими сложную форму;
- Возможность сверления отверстий в разных плоскостях, что требует особой точности станка;
- Наличие блока ЧПУ упрощает переустановку станка и позволяет работать без длительных простоев, связанных с перемещением заготовки и переналадкой оборудования;
- Пятикоординатный фрезерный станок может выполнить полный комплекс рабочих операций без необходимости привлечения дополнительного оборудования. Это сокращает вероятность появления брака и гарантирует высокую точность готовой продукции;
- 5-тикоординатные фрезерные станки по металлу могут быть задействованы в обработке больших по размеру деталей для нужд архитектуры, автомобилестроения и ремонта машин, кораблестроения, литейной промышленности, производства бытовой техники и прочих областей.
Где купить 5-тиосевой фрезерный станок с ЧПУ?
В каталоге компании Ассоциация КАМИ представлен широкий выбор 5-тикоординатных фрезерных станков с ЧПУ от ведущих производителей. На все оборудование предоставляется длительная гарантия качества. Для получения дополнительных консультаций по установке, подключению, эксплуатации и обслуживанию техники звоните по указанным телефонам.
Имеет возможность обрабатывать заготовки по трем независимым координатным осям. В 3-х координатных установках фреза производит продольное и поперечное движение в горизонтальной плоскости, параллельно рабочему столу и закрепленной на нем заготовке. Это соответствует осям X и Y. В 3-х координатном станке эти движения производятся перемещением стола с заготовкой.
Вертикальное движение по оси Z в 3-х координатных станках может осуществляться как путем перемещения стола, так и шпиндельного узла. В случае перемещения стола с заготовкой оно производится при помощи гидравлической консоли. Этот способ имеет существенные недостатки, поскольку требует движения массивных деталей. Поэтому этот способ используется только в легких и средних горизонтальных и широкоуниверсальных фрезерных станках. Из-за низкой точности данный способ ограниченно используется в координатно-фрезерных станках. В 3-х координатных станках вертикальное перемещение преимущественно выполняет шпиндель с инструментом.
4-х координатный фрезерный станок оснащается поворотным устройством, которое позволяет выполнять поворот фрезы относительно одной из осей . Чаще всего обеспечивается поворот относительно оси Y. Это расширяет технологические возможности фрезерного станка по сравнению с 3-х координатными установками. На 4-х координатном станке можно одновременно производить обработку ряда поверхностей заготовки без смены ее положения.
При увеличении степеней свободы перемещения инструмента до 5, возможности станка также возрастают. Дополнительная рабочая ось у 5-ти координатного фрезерного станка появляется либо за счет поворота рабочего стола, либо шпинделя. Это приводит к усложнению конструкции фрезерного станка и повышению его цены, однако компенсируется значительным расширением технологических возможностей . Также существуют фрезерные станки по металлу, которые имеют возможность поворота рабочего стола по двум осям. Это значительно ограничивает размеры и массу доступной заготовки, но и в то же время позволяет производить крайне сложные детали. У 5-ти координатных фрезерных станков один из наиболее широких функционалов среди всего оборудования для обработки металла, ради чего его и стоит купить.
Особенности многокоординатных фрезерных станков
Преимущества координатно-фрезерных станков:
- Возможность производства наиболее сложных деталей. К таким относятся изделия с криволинейной и фасонной поверхностью. В современной технике данные детали используются достаточно часто, ими являются многие зубчатые колеса, крыльчатки, роторы и т. д. В некоторых случаях деталь может быть произведена только на 4-х координатном или даже на 5-ти координатном фрезерном станке.
- Возможность изготовления деталей за небольшое количество операций. Даже детали обычной сложности, особенно корпусные, содержат большое количество конструктивных элементов. К ним относятся ребра жесткости, скругления, бобышки, отверстия и т. д. Выполнение таких элементов на 5-ти координатном фрезерном станке с ЧПУ довольно простое.
- Широкие возможности. Удобство 3-х координатного фрезерного станка и станков с большим количеством рабочих осей в том, что они позволяют выполнять множество операций, не переставляя заготовку. Используя эти станки с ЧПУ, можно произвести значительную часть обработки в автоматическом режиме.
Многокоординатные фрезерные станки по металлу с ЧПУ получили значительное распространение благодаря своей эффективности .
Координатно-фрезерный станок обладает значительно большей жесткостью, но сложные требования к конструкции приводят к появлению ограничений по массе и размеров заготовки. Поэтому их сфера использования ограничена, они применяются для небольших и средних деталей сложной формы. В ряде случаев для производства простых деталей более выгодно купить простые станки – с меньшим функционалом, но и меньшей ценой. Поэтому перед тем, как купить станок, следует тщательно проанализировать варианты технологического процесса и выбрать оптимальное решение по цене.
Высокотехнологичный 5-координатный фрезерный станок с ЧПУ от производителя «Cutmaster» относится к категории техники с обширным функционалом. Главное его отличие от агрегата с тремя координатами заключается в наличии поворотной фрезерной головки. За счет данного элемента осуществляется контроль сразу двух перпендикулярных плоскостей. Таким образом, у мастера появляется возможность использования свободного шпинделя во время вертикальной обработки изделия.
Особенности 5-координатного фрезерного станка с ЧПУ
Помимо совершения стандартных движений, фрезерная головка может поворачиваться под углом. Таким образом, не меняя изначального положения детали, можно выполнять целый ряд операций, включая сверление, обточку, фрезерование и обработку фасок. Благодаря этому достигается оптимизация производственного цикла и увеличение выработки.
Учитывая точность и скорость выполнения технических задач, 5-координатным фрезерным станком с ЧПУ можно заменить несколько единиц обычного оборудования. «Cutmaster» предлагает широкий модельный ряд агрегатов, поэтому для правильного выбора нужно определиться с перечнем эксплуатационных параметров. При использовании наших станков на производстве:
Достигается безупречная финишная обработка поверхностей.
Сокращается время, необходимое на выпуск 1 единицы продукции.
Появляется возможность работать на 5-координатном фрезерном станке с ЧПУ с труднообрабатываемыми металлами.
Увеличивается качество и точность изготовления деталей любого веса и объема.
Консультанты компании всегда рады предоставить исчерпывающую информацию по каждой модели. Оборудование поставляется с длительной гарантией от производителя. При необходимости у нас можно приобрести надежные комплектующие для этого оборудования. Оформить покупку 5-координатных станков с ЧПУ можно по телефону или онлайн.
Для ускорения производительности современных заводов был разработан 5 координатный станок с , эта установка функционирует на основе шпиндельной головки, уникальной по своей конструкции.
Обработка заготовок может производиться в 5 различных плоскостях, что устраняет необходимость присутствия отдельного оборудования для осуществления таких задач.
Общая информация
Главной характеристикой функциональности координатной установки мастера называют увеличенное число степеней свободы до пяти.
Допускается обработка деталей в следующих плоскостях:
- движение фрезы способно осуществляться по вертикальной оси;
- допускается передвижение в горизонтальной плоскости;
- движение фрезы под установленным углом к заготовке – 5-я плоскость.
Координатно-фрезерный станок с ЧПУ по особенностям конструкции практически похож со своими прошлыми версиями (четырех плоскостные и трехкоординатные), но по функционалу добавление пятой плоскости позволило существенно опередить их. Нововведением для инновационного станка выделяют оснащение его сервоприводом, который обеспечивает максимальную точность работы.
Основное отличие – закрепление рабочего инструмента осуществляется посредством уникального поворотного механизма. Эта особенность отвечает за наклон рабочего резца во время фрезерования.
Достоинства 5 координатной установки
Для многих устаревших моделей требовалось подбирать заготовки, которые соответствовали бы определенной шаблонной формы, работа со сложными деталями требовала значительной предварительной подготовки.
Координатно фрезерный станок способен работать с самыми сложными болванками, что делает его универсальной машиной.
Кроме расширенной универсальности, станок с программными алгоритмами работы характеризуется следующими достоинствами:
- Допускается обработка изделий с несъемными сложными элементами: скруглениями, встроенными ребрами жесткости, различными бобышками.
- Станок позволяет высверливать любое количество отверстий, которые расположены в разных плоскостях.
- Существенно сокращается время работы на станке за счет отсутствия остановок, изменений положения заготовки, дополнительных фиксаций.
- Работа по числовым алгоритмам позволяет устранить человеческий фактор вмешательства.
- Дополнительно отпадает необходимость собственноручного размещения фрезы в «нулевое» положение после окончания работы.
Эта разновидность станков активно используется при обработке даже больших деталей сложной формы. Модель обязательно присутствует в штате рекламных организаций, ремонтных автомобильных мастерских, используется в архитектурном направлении, при изготовлении бытовых приборов и в других сферах.
Особенности 5 координатной технологии
Проведение работы на установке 5 координатного фрезерования начинается с создания основного управляющего алгоритма. Благодаря наличию ЧПУ этот процесс осуществляется в автоматическом режиме. Программное обеспечение для сложных деталей создается с обязательным присутствием специалиста.
После создания программного обеспечения наступает основной этап – воплощение механических работ непосредственно на станке. Цикл программирования пяти координатной установки выглядит следующим образом:
- Создается 3D-модель обрабатываемой детали.
- Часто используется заранее разработанный шаблон либо программирование установки осуществляется с нуля.
- Для каждого этапа процесса обработки выстраивается траектория фрезы, причем проектируется сразу и черновой вариант и конечный чистовой.
- Загрузка разработанного алгоритма в конкретный фрезерный станок.
К технологическим особенностям процесса обработки заготовок относится фрезерование контура детали. Эта функция для сохранения эффективности должна производиться как при стандартных шаблонных заготовках, так при работе со сложными деталями.
Максимальная точность обеспечивается благодаря предварительно просчитанным траекториям перемещения рабочей фрезы, а также абсолютной фиксации заготовки.
Тонкости технологического фрезерования
Благодаря единичному закреплению заготовки не требуется останавливать машину, под управлением чипа контролируется положение рабочего инструмента в каждой точке траектории. Таким точным расчетом характеризуются только 5-х и 4-х координатные станки. В процессе осуществления фрезерования эти машины самостоятельно снимают излишки стружки и устраняют ее из рабочего пространства.
Контроль угла наклона фрезы, текущее положение шпинделя – эти параметры ежесекундно контролируются ЧПУ, что лежит в основе максимально точной обработки деталей.
На станке несложно выполнить фрезерование детали относительно горизонтальной плоскости, вырезать отверстия по вертикали, осуществить резку под любым углом фрезы. Кроме того, допускается внутренняя обработка любых элементов и частей заготовки.
Расширенная функциональность этой инновационной модели сегодня используется везде. В любой сфере эта установка позволяет существенно экономить временные затраты на работу, денежные ресурсы при этом качество конечного результата только возрастает.
Производим и продаем фрезерные пяти координатные станки с ЧПУ по дереву, металлу, пластику, камню и другим материалам.
У нас можно купить 5 координатный станок по доступной цене для предприятий деревообработки, металлообработки и других производственных компаний.
5d станки СК «Роутер»
Наши пятикоординатные станки представляют собой фрезерно-гравировальное оборудование с числовым программным управлением.
В качестве системы ЧПУ используется пульт собственной разработки под управлением LinuxCNC в защитном исполнении и стойки Heidenhain, Delta или российские Балт-Систем, Титан в зависимости от решаемой задачи или предпочтений заказчика.
Обрабатываемые материалы
В каталоге СК «Роутер» представлены модели портальной конструкции и с подвижным столом, на который устанавливается глобусный стол для обработки по 5-ти координатам. Также есть в наличии усиленные станки повышенной жесткости. Поэтому спектр обрабатываемых материалов очень широк: от мягких металлов и пород дерева до твердых сплавов.
В зависимости от задач заказчика наши инженеры помогут не только подобрать оборудование, но и проконсультируют по технологии обработки, выбору инструмента и режима резания.
Применение 5-ти координатных станков
Наши 5-ти координатные станки используются на предприятиях различных сфер: от зуботехнических лабораторий , где с их помощью изготавливают зубные протезы и коронки, до предприятий авиастроения, где наши 5d станки используют для обработки крупногабаритных изделий с особо сложной геометрией.
Благодаря универсальности наших фрезерных станков, они станут полезным и надежным «работником» на любом производственном предприятии: от деревообработки до авиа- и судостроения.
Комплектация станков
В зависимости от стоящих задач 5-ти координатные станки могут быть доукомплектованы измерительными щупами, автоматической сменой инструмента , системой СОЖ, защитным кабинетом, вакуумным столом и другой полезной оснасткой, которую мы производим также сами на своем заводе.
Если требуется консультация инженера
Звоните по указанному вверху сайта телефону или приезжайте в гости. Двери нашего завода открыты для посещения по предварительной записи. В ходе визита вы сможете познакомиться с руководством, получить консультации инженеров и технологов по своей задаче, осмотреть завод и убедиться, что СК «Роутер» – действующее производственное предприятие.
С любовью к профессии — как Политех вербует абитуриентов
Как спроектировать деталь, произвести прочностные расчеты, написать программу для станка с числовым программным управлением, сегодня узнали учащиеся Севастопольского судостроительного колледжа. В гостях у Политехнического института — будущие токари и потенциальные студенты института.
«Мы часто приглашаем школьников и учащихся колледжей в гости, для того чтобы показать возможности Политеха и специальностей, на которые набираем. Показываем ребятам учебные лаборатории, классы по программированию станков с числовым программным управлением, компьютерные лаборатории, научно-образовательный центр „Инжиниринг и промдизайн“, демонстрируем работу суперсовременного оборудования», — рассказал доцент кафедры «Технология машиностроения» Станислав Рощупкин.
Ребята побывали в компьютерной лаборатории, познакомились с софтом — CAD/CAM/CAE-системами для проектирования деталей. В учебном классе по программированию станков ЧПУ ребятам показали тренажеры, имитирующие стойку станка, учебные токарный и фрезерный станки, на которых студенты отрабатывают навыки программирования.
В научно-образовательном центре «Инжиниринг и промдизайн» студенты колледжа впервые столкнулись с пятикоординатным фрезерным станком и токарным обрабатывающим центром.
«Их уникальность в том, что пятикоординатный фрезерный станок может осуществлять обработку детали по пяти координатам. Стандартные универсальные станки, на которых нас учат работать в колледже, — трехкоординатные. Пятикоординатная обработка позволяет изделию в процессе поворачиваться. Его можно обработать различными инструментами за один цикл. В станок загружается более тридцати инструментов. Для Севастополя это оборудование уникально», — поделился после экскурсии, студент третьего курса Севастопольского судостроительного колледжа Данил Левенков.
На днях в научно-образовательный центр поступило новое оборудование. С ним тоже познакомили гостей.
«Это профессиональный 3d-принтер для печати макетов сложной геометрии или функциональных деталей из пластика или материалов, напоминающих резину, которые могут работать в узлах. Например, для того чтобы представить модель инвестору или заказчику, сначала изготавливается его модель», — рассказал Рощупкин.
Научно-образовательный центр «Инжиниринг и промдизайн» — отдельное структурное подразделение для обеспечения нужд научных коллективов Севастопольского госуниверситета. Студенты или ученые, работающие над научным проектом, могут сделать здесь «живые» продукты. Опытные образцы, макеты, мелкую серию изделий.
По словам сотрудника центра, он открыт и ждет студентов и учеников колледжа. Здесь они решают свои задачи или занимаются заказами внешних клиентов: разрабатывают проектную документацию, чертежи, 3D-модели, пишут программы, то есть проходят полный цикл от идеи до готового продукта. Таким образом для выпускников Политеха решена проблема первого рабочего места. Здесь они могут наработать портфолио, получить опыт и углубить интерес к своей специальности.
| Руководство по эксплуатации станка СФ35; СФ15 | |
| Руководство по эксплуатации станка СФ35. Документация на станок вся… | |
|
|
| Обновлен: 30 Mar 2012 | |
| МС 032.12 – фрезерный 5-ти координатный станок. Болг… | |
| МС 032.12 – пятикоординатный фрезерный обрабатывающий центр (НРБ)… | |
|
|
| Обновлен: 30 Mar 2012 | |
| МС 032.12 – фрезерный 5-ти координатный станок. Болг… | |
| Документация на 5ти координатный фрезерный обрабатывающий центр мод… | |
|
|
| Обновлен: 02 Apr 2012 | |
| Станки вертикально-фрезерные СФ35; СФ15 и 6С12 | |
| Чищенные сканы электросхем в высоком качестве на станки вертикально… | |
|
|
| Обновлен: 25 Mar 2012 | |
| 680 – универсально-фрезерный станок и 680-М – горизо… (djvu) | |
| Инструкция по уходу и обслуживанию универсально-фрезерного станка т… | |
|
|
| Обновлен: 09 Mar 2012 | |
| 6720ВФ2 – станок фрезерный широкоуниверсальный инстр… | |
| Одесский завод фрезерных станков им. С.М. Кирова 1987 год Паспорт,… | |
|
|
| Обновлен: 09 Mar 2012 | |
| 6720ВФ2 станок фрезерный широкоуниверсальный инструм… | |
| 6720ВФ2 Одесский з-д. Руководство. Альбом 1. Чертежи. Листы А3. | |
|
|
| Обновлен: 28 Feb 2012 | |
| Карусельно-фрезерный станок ЛГ-22. Руководство по эк… djvu | |
| Руководство по эксплуатации, найденное и отсканированное пользовате… | |
|
|
| Обновлен: 27 Feb 2012 | |
| НГФ-110Ш3 – станок настольный школьный фрезерный. Па… djvu | |
| НГФ-110Ш3 – станок настольный школьный фрезерный. Паспорт Издательс… | |
|
|
| Добавлен 26 Feb 2012 | |
| Схема электрическая принципиальная 6Т13, 6Р13 | |
| Схема электрическая принципиальная 6Т13, 6Р13 с “Кемрон” | |
|
|
| Обновлен: 22 Feb 2012 | |
| ГФ2171С5 станок фрезерный консольный вертикальный 19… jpg | |
| Электросхемы | |
|
|
| Обновлен: 07 Nov 2012 | |
| TOS FN40 Паспорт, электросхемы (pdf) | |
| TOS FN-40 Паспорт, электросхемы и некоторая другая информация. Язык… | |
|
|
| Добавлен 14 Feb 2012 | |
| TOS KURIM FNK 25A 2.0 | |
| Файл получен от http://www.tos-kurim.cz . Содержит листы которые н… | |
|
|
| Добавлен 03 Feb 2012 | |
| Фрезер 6А73П | |
| Фрезер 6А73П | |
|
|
| Обновлен: 05 Feb 2012 | |
| SCHAUBLIN 53 rus,suisse | |
| ШАУБЛИН 53 Универсальный фрезерный станок (инструкция на русском… | |
|
|
| Добавлен 30 Jan 2012 | |
| Альбом сменных деталей фрезерных станков 6Н80Г, 6Н8… | |
| Альбом сменных деталей фрезерных станков 6Н80Г, 6Н80, 6Н10, 6Н80Ш | |
|
|
| Добавлен 23 Jan 2012 | |
| Станок вертикально-фрезерный ВМ127М | |
| Электрическая схема на вертикально-фрезерный станок ВМ127М. Схема в… | |
|
|
| Добавлен 23 Jan 2012 | |
| Станок фрезерный 6Т83Ш (6Т83Ш-1, 6Т82Ш-1) | |
| Электрическая схема на станок 6Т83Ш, 6Т83Ш-1, 6Т82Ш-1. Схема на пят… | |
|
|
| Обновлен: 16 Nov 2012 | |
| Головка вертикально-фрезерная ВФГ-07-00 | |
| Техническое описание и методика проверки головки вертикально-фрезер… | |
|
|
| Обновлен: 15 Nov 2011 | |
| 6М76П – станок фрезерный Электросхема и запчасти | |
| электросхема и список подшипников ,чертежи быстроизнашиваемых деталей |
– Что такое 5-осевая обработка и программирование с ЧПУ
Если вы потратили какое-то время на производство, вы
знаете, что эффективность имеет значение. Сокращение времени цикла
на пару секунд может значительно повысить эффективность в производственной среде
с высокой производительностью, где для одной работы производятся тысячи деталей, минимизация времени на установку
является ключом к повышению эффективности в мастерских, которые производят небольшое количество
деталей. запчасти для нескольких работ каждый день.
Майк Коуп, автор этой книги, до прихода в Hurco был совладельцем мастерской по трудоустройству. Как машинист и инженер по приложениям, он всегда оценивает наиболее эффективный способ подхода к детали, чтобы минимизировать время наладки и сократить время цикла. Это просто часть его ДНК. Именно поэтому он является сторонником 5-осевой оси. Это наиболее эффективный способ мгновенно увеличить вашу прибыль от существующих работ, которые вы выполняете на обычном 3-осевом станке. Один из наших клиентов сравнил внедрение 5-осевых процессов с переходом от ручной обработки к ЧПУ.Он прямо сказал: «Если вы не будете делать это [5-сторонняя обработка на 5-осевом ЧПУ], вы останетесь позади».
Увлечение Майка 5-осевой обработкой и приверженность Hurco
5-осевой обработке объединились 10 лет назад. Hurco хотела сосредоточить исследования и разработки
(инженерные ресурсы) на технологиях, которые сделают основного клиента компании
(рабочие места) более успешными. Из-за реального опыта Майка
в качестве владельца магазина, машиниста и инженера по прикладным программам, его вклад в
, функции, которые мы разрабатываем, и способность объяснять преимущества
машинистам являются незаменимыми.
Помимо помощи клиентам Hurco и продавцам-дистрибьюторам на местах, Майк поделился своим 5-осевым опытом на многочисленных производственных мероприятиях по всему миру. Фактически, толчком к написанию этой книги стало еще одно мероприятие, на котором он согласился поговорить о 5-осевой технологии. Просматривая прошлые презентации и проводя некоторые исследования в Интернете, чтобы убедиться, что его информация актуальна, он понял, что не существует ни одной книги, которая бы давала полное представление о 5-осевой проекции с точки зрения машиниста.Существуют книги, предназначенные для инженеров, или книги, в которых обсуждаются траектории инструмента и системы CAD / CAM, но они были либо высокотехнологичными, либо немного устаревшими. Кроме того, мы заметили, что его сообщение «5 осей… это не так уж и страшно» в блоге станков с ЧПУ (blog.hurco.com) было самым популярным.
Пока эта книга была поддержана Hurco, наша компания поддержала Майка и его команду в написании книги, которая была бы актуальной и полезной для всех машинистов. Мы надеемся, что эта 5-осевая книга предоставит вам полезную информацию независимо от вашего уровня опыта, и вы увидите, что нет причин бояться 5-осевой … это просто не так страшно!
Что такое 5-осевая обработка с ЧПУ?
Обработка с ЧПУ (числовым программным управлением) относится к процессу удаления материала с помощью высокоскоростных прецизионных станков, которые используют широкий спектр режущих инструментов.
5-осевая обработка – это способность станка перемещать инструмент или деталь одновременно по пяти разным осям. Базовая обработка выполняется по трем основным осям: X, Y и Z; однако 5-осевой обрабатывающий инструмент с ЧПУ может вращать две дополнительные оси, A и B, что дает режущему инструменту разнонаправленный подход.
5-осевая обработка по сравнению с 3 + 2-осевой обработкой5-осевая обработка предлагает три линейных оси и две оси вращения, которые работают одновременно, для достижения сложной обработки поверхности.3 + 2-осевая обработка предлагает 3-осевой процесс фрезерования с двумя дополнительными осями для вращения фиксирующего инструмента в фиксированном положении, в отличие от повторяющихся манипуляций с ним в процессе обработки.
5-осевой станок помогает работать с более жесткими допусками для достижения сложной геометрии, в то время как система 3 + 2 позволяет удерживать менее сложные детали в положениях, обеспечивающих лучший доступ к функциям.
Преимущества 5-осевой обработки5-осевая обработка помогает в экономичном производстве сложной конструкции.К преимуществам перехода на 5-осевую обработку можно отнести:
Минимальная настройка5-осевой станок позволяет обрабатывать любую поверхность, кроме зоны зажима и дна. При работе с фасонными деталями или деталями, требующими обработки на нескольких гранях, вам потребуется несколько настроек 3-осевого станка для достижения сложной геометрии посредством ручного вращения; 5-осевая технология выполняет работу за одну настройку, сокращая количество настроек и помогая вам сэкономить время.
Комплексные проектыДополнительное перемещение, доступное при 5-осевой обработке, позволяет получать сложные формы и конструкции. С 5-осевым станком у вас есть доступ к углам и дугам обработки, которые ранее были доступны только с помощью нескольких настроек и множества специальных приспособлений. В конечном итоге 5-осевая обработка устраняет необходимость в создании сложных приспособлений, поскольку вы можете удерживать деталь один раз и вращать за один процесс для достижения желаемой геометрии.
Точность вращенияКаждый раз, когда вы снимаете деталь со станка, вы теряете точное выравнивание, которое позволяет достичь превосходного качества. В отличие от 3-осевой обработки, 5-осевая обработка повышает точность, позволяя выполнять задачу за одну установку и создавать несколько сложных форм без потери точности, необходимой для поддержания качества.
Более быстрое удаление материалаПри 5-осевой обработке режущий инструмент остается по касательной к режущей поверхности, что позволяет сократить время цикла, что помогает снизить затраты, поскольку вы удаляете больше материала каждый раз, когда инструмент проходит.
Лучшая обработка поверхностиЧетвертая и пятая оси помогают сориентировать деталь и подвести ее ближе к режущему инструменту, что позволяет использовать более короткий режущий инструмент, который менее подвержен вибрации при чрезвычайно высоких скоростях резания, помогая добиться лучшего качества поверхности. Это также экономит ваше время; При использовании 3-х осевого станка вы должны делать очень маленькие пропилы для достижения хорошего качества поверхности, что приводит к увеличению времени выполнения заказа.
Стратегии получения максимальной отдачи от 5-осевой обработкиСобрать информацию
Получите как можно больше информации, прежде чем принимать решение о применении 3-осевой или 5-осевой обработки.Проверьте правильность и точность данных, которые вы собираете от своего клиента. Внимательно посмотрите на деталь и решите, нужно ли вам предварительное испытание для обеспечения точности. Кроме того, проведите анализ затрат, чтобы определить лучшую обработку для работы.
Программное обеспечение для моделирования
В полной мере используйте программное обеспечение для моделирования, чтобы проверить любой процесс перед его отправкой из системы CAD на станок, чтобы избежать столкновений. При работе на 5-осевом станке трудно визуализировать точки столкновения; с помощью программного обеспечения вы можете внимательно следить за длиной инструмента, взаимодействием инструмента и размером детали.
Творческое объединение
Переосмыслите свою рабочую нагрузку, используя подход, исключающий установку и сокращающий объем обработки; уникальные варианты загрузки обеспечивают лучший доступ ко всем сторонам детали. Креативный подход улучшает производственный процесс и помогает повысить точность и общую отделку ваших продуктов.
Инструмент
Работа с инструментами, предназначенными для 5-осевой обработки, особенно в высокоскоростных приложениях. В конце процесса последняя деталь должна оторваться от станка без применения силы вручную.
Кинетика бега
При работе над конкретными деталями для каждой детали запустите кинетику, чтобы повысить точность. Запустите кинетику, прежде чем переходить к точному применению, чтобы понять расположение концов режущего инструмента относительно точки поворота осей.
По мере изменения технологии применение 5-осевой обработки растет. В конечном итоге ваша рабочая нагрузка и производственные цели определяют, какое обрабатывающее оборудование вы выберете.Работайте в тесном сотрудничестве со своими клиентами, чтобы понять их ожидания и выбрать машину, которая соответствует их ожиданиям.
Для получения более подробной информации о том, как мы можем удовлетворить потребности вашего бизнеса в США, свяжитесь с нами в Swanton Welding Company Inc. Вы можете посетить нас на сайте SwantonWeld.com или связаться с нами напрямую по телефону 419.826.4816.
Преимущества 5-осевой обработки с ЧПУ | Точный инструмент и производство
Во времена Микеланджело лучшими инструментами были долото и молоток.Хотя Микеланджело, возможно, смог создать свою великолепную статую Давида с помощью молотка и долота, это не практично и недостаточно эффективно для сегодняшних производственных нужд. Но независимо от того, в какой период времени вы находитесь, вам нужны лучшие инструменты, чтобы воплотить вашу идею в жизнь. Если вы хотите создать шедевр из мрамора или титана, 5-осевая обработка, скорее всего, принесет вам наилучшие и самые быстрые результаты. Подумайте только – если бы у Микеланджело были эти машины и инструменты, он мог бы в кратчайшие сроки создать тысячи шедевров эпохи Возрождения!
Основы 5-осевой обработки с ЧПУ
5-осевая обработка означает использование числового программного управления (ЧПУ) для одновременного перемещения режущих инструментов или деталей по пяти осям.Режущий инструмент непрерывно перемещается по каждой оси, так что острие всегда перпендикулярно детали. Этот процесс позволяет обрабатывать множество сложных деталей.
Преимущества 5-осевой обработки с ЧПУ
Наиболее благоприятными факторами 5-осевой обработки с ЧПУ являются:
- Single Setup: 3-осевые станки требуют нескольких настроек, что может привести к неправильной центровке, увеличению затрат и другим ошибкам. Благодаря 5-осевой обработке у вас есть возможность обрабатывать сложные формы за одну установку, что повышает эффективность, экономит время, снижает затраты и предотвращает ошибки оператора.
- Короткие режущие инструменты : 5-осевая обработка позволяет использовать более короткие режущие инструменты, поскольку вы можете опустить головку и соответствующим образом ориентировать фрезу. Это помогает достичь более высоких скоростей резания без чрезмерного давления на резак. Более короткие режущие инструменты также уменьшают вибрацию инструмента, которая может вызвать образование полостей и стержней. Поскольку 5-осевые станки имеют меньшую вибрацию, вы увидите лучшую поверхность.
- Сложные детали: Этот процесс позволяет обрабатывать сложные детали, которые в противном случае потребовали бы литья.Если у вас есть небольшие партии или прототипы, вы сможете обработать детали за несколько недель, а не ждать несколько месяцев, пока будет закончено литье.
- Увеличенный срок службы инструмента: Вы можете поддерживать постоянную стружку и оптимальное положение резания, что увеличивает время цикла и срок службы инструмента.
- Сверление отверстий: 5-осевая обработка обеспечивает возможность своевременного сверления серии отверстий с различными сложными углами. Это экономит много времени – если вы использовали 3-осевой станок, вам нужно было бы использовать разные настройки для каждого отверстия.
- Предотвращение столкновений: Возможность наклона стола или режущего инструмента для предотвращения столкновений с держателем инструмента.
Хотя этот производственный процесс наиболее популярен в аэрокосмической отрасли, эти полезные свойства побудили большее количество отраслей принять его. Отрасли, которые извлекают выгоду из этого процесса, включают нефтегазовую, медицинскую, альтернативную энергетику и компрессоры.
Объяснение 5 осей
Возможно, вы уже знакомы с 3-осевой обработкой.Если нет, то все довольно просто – это машина, которая движется вбок по оси X, вертикально по оси Y и вперед и назад по оси Z. При 5-осевой обработке вы получаете еще две оси: наклонный стол (ось A) и вращение стола (ось C).
Конфигурации 5-осевой обработки
Есть две основные конфигурации 5-осевых станков:
- Поворот-Поворот-Стиль: Эти станки используют оси вращения, вращая шпиндель. Этот стиль лучше всего подходит для обработки более тяжелых деталей, потому что стол постоянно находится в горизонтальном положении.
- Тип цапфы: Станки с цапфой имеют подвижные столы, что удобно для обработки больших объемов, поскольку шпиндель не занимает места.
Конкретный тип используемой машины зависит от различных факторов вашей работы, включая вес деталей и количество готовой продукции.
Почему следует выбрать 5-осевую обработку с ЧПУ
Если вы пытаетесь выбрать между 3D-печатью, 3 + 2-осевой обработкой или 5-осевой обработкой, без сомнения, вы выберете 5-осевую обработку, если для вас важны качество и эффективность .Сравнивать этот процесс с двумя другими – все равно что сравнивать обед из замороженной индейки с застольем в День Благодарения. Вот почему 5-осевая обработка занимает первое место:
- Сравнение 5-осевой печати с 3D-печатью: Основное различие между этими двумя вариантами заключается в том, что 5-осевая печать является вычитающим процессом, а 3D-печать – аддитивным процессом. Эти два подхода к производству являются лучшими, когда они работают в гармонии и дополняют друг друга. Вы не можете использовать один процесс вместо другого.Если у вас сложные детали, различные материалы и большие рабочие нагрузки, вам лучше всего подойдет 5-осевой. Однако вы можете использовать 3D-печать для проектирования определенных деталей.
- 5-осевая и 3 + 2-осевая: Может показаться трудным отличить 3 + 2-осевую обработку от 5-осевой. 3 + 2-осевая обработка, часто называемая 5-осевой индексированной обработкой, требует остановки и запуска, в то время как 5-осевая обработка является непрерывной. 5-осевая обработка – это более простой и быстрый способ добиться таких же или лучших результатов.
Хотя каждый производственный процесс имеет свое время и место, 5-осевая обработка является предпочтительным методом для обеспечения высочайшего качества и максимальной эффективности.
Овладение искусством фрезерования
Хотя 5-осевая обработка дает множество преимуществ, таких как повышенная эффективность, повышенный срок службы инструмента и сокращение времени выполнения заказа, эти преимущества не возникают сами по себе. Чтобы получить эти преимущества, вам нужны подходящие люди для настройки инструмента и наблюдения за процессом. Для получения желаемых результатов требуется гораздо больше, чем просто обработка детали.Это требует соответствующей подготовки, персонала и общения.
Достичь невозможного
При 5-осевой обработке можно изготавливать детали, которые в противном случае казались бы невозможными. Этот процесс позволяет фрезеровать, растачивать и штамповать несколько сложных форм всего за одну установку. Всего за одну установку можно создать любую комбинацию сложных форм.
Если вы хотите создать прототип или выполнить крупный заказ, вы можете быть уверены в том, что Precise Tool удовлетворит ваши потребности благодаря нашим услугам по 5-осевой обработке.Мы поможем вам сэкономить время, деньги и добиться большей точности. Свяжитесь с нами, чтобы узнать больше о нашей 5-осевой обработке.
3 + 2 Вс. 5 осей: в чем разница?
Добавление двух осей к обычным трем осям технически создает станок с пятью осями, но этот механизм 3 + 2 не совсем соответствует 5-осевому станку.
3 + 2 Вс.5 осей: в чем разница?
Автор | Окума
На протяжении более столетия при традиционной обработке используются три измерения: ось X, ось Y и ось Z. Использование этого типа движения для удаления материала, возможно, по-прежнему является самым популярным способом производства продуктов в области фрезерования. Однако в последние несколько десятилетий машинисты разработали более совершенные и производительные способы производства деталей, включая обработку 3 + 2 и одновременную 5-осевую обработку.Ниже приведено все, что вам нужно, чтобы освоиться с разницей между 3 + 2 и одновременной 5-осью, чтобы вы могли решить, что наиболее выгодно для вашей работы.
Добавление двух осей к обычным трем осям технически создает машину с пятью осями, но этот механизм 3 + 2 не совсем соответствует 5-осевому станку. Хотя поначалу это может показаться нелогичным, не волнуйтесь – в этом сообщении блога есть все, что вам нужно, чтобы освоиться с разницей между 3 + 2 и 5-осями, чтобы вы могли решить, что наиболее выгодно для вашей работы.
3 + 2 ОБРАБОТКА
Вертикальные станки обычно используются для достижения трех традиционных осей, но с годами были добавлены такие продукты, как поворотные столы и наклонно-поворотные цапфы для создания движения на дополнительных двух поворотных осях (выбранных из осей A, B и C) в результате получается операция по 3 + 2 осям. Этот процесс также называется позиционной пятиосевой обработкой, потому что четвертая и пятая оси вращения удерживают деталь в фиксированной ориентации, тогда может выполняться типичная трехосная обработка вместо непрерывного перемещения в процессе обработки (как в одновременный 5-осевой процесс – см. ниже).
Основным преимуществом добавления установки 3 + 2 к существующему вертикальному станку является то, что она позволяет обрабатывать заготовку со всех сторон. Это снижает потребность в дополнительных настройках, тем самым сокращая время цикла и снижая затраты. 3 + 2 также может использовать более короткий и более жесткий режущий инструмент, чем при обычной трехосной обработке, что приводит к большей стабильности размеров.
Okuma GENOS M460V-5AX Лев
ОДНОВРЕМЕННАЯ 5-ОСЕВАЯ ОБРАБОТКА
5-осевые станки, также известные как одновременные 5-осевые станки, перемещают режущий инструмент по осям X, Y и Z и вращают оси A, B и C, чтобы поддерживать непрерывный контакт между инструментом и заготовкой, в отличие от 3 + 2 операции, когда деталь находится в фиксированной ориентации.
Зачем менять поворотный стол на интегрированный 5-осевой станок?
Подумайте об этом так: по мере развития технологий наша жизнь становится проще. Например, по мере развития приложений для смартфонов они улучшали наши повседневные процессы. Они сделали такие вещи, как маршруты, высококачественные фотографии и Интернет, удобными и простыми. Последние 5-осевые синхронные машины не сильно отличаются. Поскольку 5-осевая технология продолжает расти и развиваться, она упрощает навигацию по 5-осевому процессу.Специальная 5-осевая машина создана не только для обработки, но и для постоянного совершенствования 5-осевого процесса. Они также менее сложны в эксплуатации, поскольку встроены в систему «навороты».
На 5-осевых станках вы можете использовать инструменты стандартной длины, что увеличивает жесткость инструмента, приводит к более высоким скоростям подачи и увеличению срока службы инструмента, помогая вам сократить расходы на оборачиваемость инструмента и замену пластин. Точность вашей машины значительно повышается за счет 5-осевой автонастройки Okuma, что дает вам возможность «сделать за один» процесс настройки.Точность также означает меньше брака, поэтому ваш магазин производит меньше отходов. Эта минимизированная настройка также увеличивает скорость и гораздо меньше полагается на вмешательство человека, устраняя острую потребность в квалифицированных специалистах. Главный плюс: 5-осевые станки дают вашему магазину конкурентное преимущество и показывают потребителю, что вы можете делать больше, точнее и быстрее.
У одновременного использования пяти осей не так много недостатков, особенно с учетом тех достижений, которые эти машины сделали за последнее десятилетие.Цена – одна из основных проблем, которые мы получаем, но, в конце концов, прибыль намного перевешивает преимущества.
Содержание и мнения в этой статье принадлежат автору и не обязательно отражают точку зрения ManufacturingTomorrow
Комментарии (0)
Эта запись не имеет комментариев.Будьте первым, кто оставит комментарий ниже.
Опубликовать комментарий
Вы должны войти в систему, прежде чем сможете оставлять комментарии. Авторизуйтесь сейчас.
Сколько топоров вам действительно нужно?
Решение о переходе с трехкоординатной на более легкую не следует воспринимать легкомысленно
Пятиосевые обрабатывающие центры, такие как пятиосевой VMC Okuma MU-5000V-L, позволяют цехам обрабатывать очень сложные детали за одну операцию, сокращая незавершенное производство, одновременно повышая качество деталей и рентабельность.Трехосевой вертикальный обрабатывающий центр (VMC) долгое время использовался во многих небольших и средних мастерских. Их использование хорошо изучено. По сравнению с более сложным оборудованием легче найти операторов для трехосных станков. Также проще программировать, настраивать и обслуживать. Возможно, лучше всего для магазинов с ограниченными денежными средствами тот факт, что качественные и относительно доступные трехосевые фрезы VMC имеются в изобилии, гораздо больше, чем их горизонтальные и пятиосевые собратья.
И все же, учитывая растущую популярность пятикоординатных обрабатывающих центров, кажется, что они скоро станут новой рабочей лошадкой во многих мастерских.В конце концов, кто хочет довольствоваться фрезерованием и сверлением верхней части заготовки, когда пять осей позволяют производителям обрабатывать все, кроме нижней установочной поверхности? Почему бы по возможности не избегать многократных операций и связанных с этим вложений в удержание рабочей силы? И почему бы не сократить время выполнения заказа и незавершенное производство (WIP), одновременно увеличивая прибыльность?
Это все отличные вопросы. Посчитайте, а затем добавьте более удобство использования и снижение стоимости пятиосевых станков, и производители останутся с еще одним вопросом: пойдет ли трехосный VMC по пути механических винтовых станков и ручных шлифовальных коронок? Это маловероятно.
Сила пяти
Даже самый ярый поклонник пятиосевых станков признает, что трехосевые фрезерные станки с ЧПУ имеют свое место, и хотя им, возможно, придется разделить один трон, ни один из них не будет свергнут в ближайшее время. Одним из таких фанатов является Майкл Коуп, технический специалист по продукции в Hurco Companies Inc., штат Индианаполис, штат Индианаполис, у которого даже хватило смелости написать книгу на эту тему. «Плюсы пятикоординатных обрабатывающих центров очевидны, и добавление одного в любой цех было бы отличным решением, но у трехосных станков есть и плюсы, – сказал он.
Коуп отметил, что многие конфигурации пятиосевых станков имеют столы меньшего размера, обычно круглые «пластины», которые ограничивают размер заготовки, а также количество, которое может быть произведено в цикле обработки. Это также делает изюминку большинства фрезерных отделений – 6-дюймовые тиски машиниста – нежелательными, не говоря уже о двух или более из них, которые можно найти на типичном VMC размером 20 x 40 дюймов (508 x 1016 мм). Обратной стороной этого является то, что теперь легко доступны пятиосевые зажимы для обработки деталей, и отход от тисков станка заставляет цеха оценивать новые способы удержания деталей, вдохновляя творческие подходы к креплению деталей.
Пятиосевая обработка также вдохновляет на более творческие и продуктивные способы обработки этих деталей. По словам Коупа, это особенно верно для изготовления форм, где возможность наклонять шпиндель при фрезеровании глубоких полостей позволяет использовать более короткие инструменты и фрезы с круговыми сегментами, также известные как цилиндрические фрезы. Это, в свою очередь, обеспечивает более жесткую настройку с более высокими скоростями подачи, более глубоким резанием, большей стойкостью инструмента, меньшим количеством вибраций и меньшим количеством проблем с обработкой поверхности и точностью деталей, которые возникают из-за длинного и тонкого инструмента, необходимого на трехосевых фрезерных станках с ЧПУ.
При разработке консоли управления Hurco MAX5 были проведены испытания с участием заказчиков с разным уровнем квалификации, что привело к сочетанию эргономичности и удобства использования.Помимо пресс-форм
Аналогичные льготы распространяются на тех, кто выполняет работы, не связанные с изготовлением пресс-форм. «Традиционные мастерские начинают отходить от трехосных станков не столько из-за сложности деталей, сколько из-за того, что им необходимо повысить эффективность и пропускную способность цеха», – сказал Коуп. «Они начали понимать, что пятикоординатный станок позволяет им уменьшить количество настроек и потенциально повысить точность детали, поскольку за одну операцию можно обработать несколько сторон.Они могут быстрее реагировать на меняющиеся потребности своих клиентов, а поскольку наличие пятиосевого станка позволяет им искать и цитировать работы, которые они иначе не могут выполнить, это увеличивает потенциал роста их магазина ».
ОднакоCope утверждает, что первоначальная более высокая стоимость пятиосевого VMC является показателем для многих небольших магазинов или тех, кто только начинает работать. Добавьте к этому тот факт, что некоторые детали просто не поместятся на меньшем столе пятикоординатного станка или что нет смысла использовать его для простых работ «просверлить пару отверстий» и дополнительных операций, и это приводит к одному неизбежному выводу: традиционные трехкоординатные VMC в ближайшее время никуда не денутся.
Майк Кершер, специалист по техническим и прикладным вопросам Mazak Corp., Флоренция, штат Кентукки, согласился. «Трехосные вертикальные станки остаются хлебом с маслом для большинства производителей, особенно для мастерских и тех, которые обрабатывают самые разные детали», – сказал он. «И даже для приложений большого объема часто имеет смысл включить один в сотовую или автоматизированную конфигурацию. Вот почему пятикоординатные станки, хотя их популярность растет, по-прежнему составляют меньшинство среди продаваемых станков ».
Это вещь визуализации
Во многом это связано с тем, что промышленность больше знакома с трехосными фрезами, добавил Кершер.Для тех из нас, кто начал свою карьеру в области механической обработки, проворачивая ручки на ручной коленной фрезы, легко перейти к аналогу с ЧПУ. «Их легче программировать и управлять, что очень важно, учитывая нынешнюю нехватку квалифицированной рабочей силы», – сказал он. «Вы можете посмотреть на чертеж и представить себе, как деталь будет располагаться на столе, при этом ось Z будет двигаться вверх и вниз, а резак будет двигаться вокруг заготовки и над ним. Уже один этот фактор облегчает работу на [трехосевом станке].”
Сравните этот сценарий с пятиосевой обработкой, когда оператор сталкивается с двумя круговыми осями и тремя линейными. Здесь несоответствие между двумя пересекающимися отверстиями, истинным положением, которое немного не в порядке, и двумя перпендикулярными поверхностями, которые не совсем квадратными, могут быть головокружительными событиями, которые может устранить только опытный машинист, программист или техник по обслуживанию.
Недавно представленный Mazak трехосевой VMC VC-Ez 20 оснащен новым ЧПУ MAZATROL SmoothEz, обеспечивающим высокую производительность и простоту эксплуатации по доступной цене.«Кто-то, устанавливающий трехосную вертикаль, может использовать вигглер или кромкоискатель для определения местоположения заготовки», – сказал Кершер. «На пятиосевом станке им, скорее всего, понадобится измерительный щуп и, вполне возможно, одно из этих сферических шаровых устройств от Renishaw или другого поставщика для определения осей вращения. Нельзя сказать, что это ужасно сложно, но это определенно развитие навыков, которые следует учитывать при инвестировании в новую машину или найме оператора ».
В поисках центра
Хорошая новость заключается в том, что работа на пятиосевом обрабатывающем центре постоянно упрощается.Это по словам Эррола Баррелла, специалиста по станочным центрам Okuma America Corp., Шарлотта, Северная Каролина, который может претендовать на 25-летний опыт работы с пятью осями. По его словам, не только CAM-системы становятся более «удобными для пяти», чем когда-то, но и производители станков внедрили системы автоматической калибровки, которые устраняют большую часть предположений, описанных ранее.
«Когда я впервые познакомился с пятикоординатными станками, для их настройки практически требовалась степень Массачусетского технологического института», – сказал он.«Вы должны были знать расположение точек поворота и постоянную поверхность, которая является вашим столом, и линию калибра шпинделя, длину инструмента, и все эти значения должны были быть учтены при создании программы. С изобретением того, что Окума называет контролем центральной точки инструмента, или TCPC, дело обстоит иначе ».
Баррелл объяснил, что у каждого производителя оборудования есть своя собственная версия TCPC, но все они делают одно и то же – упрощают определение центра вращения детали. Большинство из них также предлагают функции, аналогичные динамическому смещению приспособлений Okuma, автонастройке по пяти осям, управлению осанкой и многим другим, которые упрощают работу с пятью осями.«Мы больше не заботимся обо всем, с чем нам приходилось иметь дело, потому что все это вычисляется автоматически в фоновом режиме, либо в системе управления машиной, либо в системе CAM. Это намного проще, чем было раньше ».
Многие клиенты компании Methods Machine Tools вкладывают средства в трехосевой станок RoboDrill в течение одного года и добавляют четырех- или пятиосевой стол на следующий год.Блюз на болтах
Инвестиции в новый станок не являются обязательным условием для пятикоординатной обработки. Баррелл и несколько других, опрошенных для этой статьи, отметили, что многие магазины сначала покупают поворотный стол для четырехосевой обработки или поворотно-поворотный стол цапфового типа для 3 + 2 и пятиосевой одновременной обработки.И хотя это хорошее решение для некоторых приложений, оно содержит некоторые оговорки.
Во-первых, все упомянутые выше особенности пяти осей отсутствуют в трехосном VMC. И хотя их отсутствие может не потребовать от оператора образования в Массачусетском технологическом институте, полученного в первые дни Баррелла, их отсутствие сделает настройку и устранение неисправностей более сложными, настолько, что конкуренция с настоящим пятиосевым цехом маловероятна.
Второй – длина инструмента. Учитывая, что размер типичного стола с цапфой может составлять 14 дюймов (35.56 см) или более в высоту, 20 дюймов (50,8 см) или около того хода по оси Z, обычное для многих вертикальных мельниц, быстро съедается. Проще говоря, установка наклонно-поворотного стола на большинстве VMC – это как установка эхолота. и троллинг мотора на старом Crestliner – вы можете поймать несколько дрянных, но это никогда не будет Bass Cat, на которого вы надеялись. «Поворотные столы и цапфы ограничены, но если у вас нет денег или потребности минимальны, это по-прежнему хороший способ упростить четырех- и пятиосевую обработку ».
Автонастройка – это лишь одна из возможностей станка, которая отделяет специализированные пятикоординатные обрабатывающие центры от их трехосных аналогов.Сверление справа
Томас Заур, вице-президент по продуктам FANUC America в компании Methods Machine Tools Inc., Садбери, штат Массачусетс, предположил, что переход от трех- к четырех- или пятиосевой обработке подобен приливу, набегающему на берег, добавив, что многие из его клиенты инвестируют в один из трехосевых обрабатывающих центров FANUC RoboDrill в течение одного года и добавляют четырех- или пятиосевой стол на следующий год. А поскольку машины предназначены для такого перехода, только что упомянутые ограничения не применяются.Более того, эти клиенты часто одновременно добавляют одно из решений компании по автоматизации.
Однако, независимо от марки или модели станка, Саур согласен с тем, что пятикоординатная обработка требует больших инвестиций как в технологии, так и в людей. «Вам абсолютно необходимы квалифицированные люди», – сказал он. «Вам нужна правильная система программирования, правильная оснастка и принадлежности для станка, и вам, вероятно, следует иметь какое-то программное обеспечение для моделирования траектории инструмента из-за большей вероятности поломки пяти осей.Но если вы все сделаете правильно, это отличный способ сократить незавершенную работу, улучшить качество деталей и открыть дверь для новых возможностей ».
Саур рассказал историю Command Technology, магазина в Мэриленде, который сделал такое вложение. Установив робота, способного заменять поддоны и держатели инструментов, теперь в магазине можно без присмотра обрабатывать до 60 уникальных номеров деталей, даже тех, которые являются новыми для компании. «Эти ребята – одни из лучших в отрасли, но это показывает, что возможно», – сказал он. «Они доверяют машине, доверяют системе программирования и доверяют людям.Это позволяет им загружать заготовки в пятницу днем и возвращаться к готовым деталям в понедельник. Это пример, которому должны следовать многие магазины ».
Почему пять топоров?
Тони Пекальски, президент компании YCM Technology (USA) Inc., г. Карсон, Калифорния, сказал, что успех любого пятиосевого VMC зависит от нескольких факторов, многие из которых уже перечислены. К ним относятся уровень квалификации оператора, объем и тип работы, доступной для машины, требования к точности и многое другое. Однако где-то в верхней части этого списка находится количество материала, которое необходимо удалить с заготовки.
«Для съема тяжелого материала трехосная вертикальная установка часто является лучшим выбором из-за того, что вы, как правило, не можете работать с одной и той же скоростью подачи и глубиной резания на цапфе», – сказал он. «С другой стороны, с точки зрения точности вам всегда будет лучше, если вы сможете обработать как можно больше за одну операцию, что, очевидно, лучше справляется с пятикоординатным оборудованием. Эти переменные являются причиной того, почему для любого магазина важно сотрудничать с кем-то, кто знаком со всеми типами станков, прежде чем вкладывать средства в один.”
Трех- и пятиосевые обрабатывающие центры YCM серии DCV имеют двухколонную конструкцию, которая подходит для очень больших заготовок.Пекальски подробно остановился на этом заявлении, предположив, что хороший поставщик должен не только разбираться в различных областях применения трех-, четырех- или пятиосевых станков, но и понимать различные конструкции, доступные в каждом из них. Например, YCM предлагает пять различных стилей пятиосевых станков. К ним относятся мельницы с C-образной рамой, мостовые, гидроцилиндры и портальные мельницы, каждая из которых оснащена цапфой, а также двухколонные и портальные мельницы с двухосными головками.На горизонте появится горизонтальный обрабатывающий центр с цапфой.
Это имеет значение? Да сказал Пекальский. «Аэрокосмическая промышленность, автомобилестроение, медицина, энергетика, тяжелое оборудование – существует так много различных рыночных сегментов, каждый с большим разнообразием деталей и материалов, что невозможно создать машину одного типа, которая хорошо работает с каждым из них. Вот почему у нас такое разнообразное предложение, чтобы мы могли конкурировать на каждом из этих рынков ».
Что теперь?
Важно отметить, что другие производители могут похвастаться аналогичным разнообразием станков по аналогичным причинам.Покупатели такого оборудования должны изучить бесконечные спецификации, исследования времени, демонстрации резки и мудрые советы продавцов, чтобы решить, какая машина лучше всего соответствует их потребностям. Пекальски и его коллеги согласны в одном: большинству магазинов нужны станки разных стилей и даже марки, чтобы оставаться конкурентоспособными.
«Не существует универсального решения, независимо от того, кто вы», – сказал он. «По причинам, о которых я говорил ранее, некоторые мастерские будут черновать на большом, мощном, пятиосевом станке и закончить на меньшем.Очень многие из них используют пять осей для работы 3 + 2, что означает, что они могут выполнить ту же работу на трехосном фрезере, если это необходимо. Других вполне устраивает целый ряд трехосных станков, в то время как большинство из них, вероятно, могут использовать оба, хотя они еще не приняли такого решения. Наша задача как машиностроителей – обучать наших клиентов, предоставлять им высококачественное оборудование и средства автоматизации, а затем поддерживать их, пока они в нас нуждаются ».
Все, что вам нужно знать о 5-осевой обработке
Вот что мы расскажем на этой странице:
Отрасль 5-осевой обработки продолжает расти год за годом, при этом совокупный годовой темп роста превышает 6 процентов.Это заставляет все больше и больше людей задавать вопрос: «Что такое 5-осевая обработка?» Самый простой ответ на этот вопрос: «Станок, способный перемещать инструмент или деталь одновременно по пяти осям».
Для справки, примером 1-осевого станка может быть сверлильный станок, так как он может двигаться только вверх и вниз. Следуя той же логике, 3-осевой станок может двигаться справа налево, вперед и назад, вверх и вниз. При использовании 3-осевого станка пользователи могут перемещать инструмент по осям X и Y, используя ось Z для перемещения вверх и вниз.
При пятиосевой обработке пользователи получают две дополнительные оси вращения и открывают дверь к бесконечному количеству новых возможностей обработки. Эти оси вращения определяются A, который вращается вокруг оси X, B, который вращается вокруг оси Y, и C, который вращается вокруг оси Z. Комбинация дополнительных осей зависит от станка и может иметь любую вариацию AB, AC или BC.
Благодаря дополнительным осям ваш режущий инструмент может приближаться к детали со всех сторон, обеспечивая подрезку, которая была бы возможна только на станках с нижней осью, если бы деталь была перемещена.Это не только требует времени, но и открывает дверь для ошибок, которые устраняются при использовании 5-осевого станка с ЧПУ.
История 5-осевых станков
Чтобы по-настоящему понять пятиосевую обработку, важно знать ее историю. В 1995 году Голден Э. Херрин написал подробную статью об истории 5-осевой обработки. Хотя с тех пор многое произошло, он дает всесторонний взгляд на первые дни создания 5-осевых станков.
Удивительно, но 5-осевую обработку можно отследить до числового управления.Херрин ссылается на свой первый опыт пятиосевого производства в 1958 году. Военно-воздушные силы США заключили с Cincinnati Milacron контракт на создание и испытание электрообогрева 5-осевой вертикальной мельницы, чтобы определить его осуществимость.
Многие считали, что эта машина находится за пределами реальности, за что получила прозвище «Опиумная мельница». Однако 5-осевая обработка сегодня на самом деле очень реальна и очень эффективна. Это благодаря достижениям в области компьютерного оборудования и программного обеспечения. Эти улучшения позволили разработчикам ЧПУ удовлетворить потребности в пяти осях по разумной цене.
По мере развития CAM-систем 5-осевая обработка становится проще и эффективнее. С помощью системы CAM мастерские могут изготавливать проверенные детали на станке с ЧПУ, используя менее опытного машиниста / оператора, в то время как более высококвалифицированный машинист программирует следующую работу на компьютере. При использовании CAM-систем общий объем производства увеличится, а количество поломок станка уменьшится, что приведет к гораздо более высокой вероятности производства качественных деталей.
Развитие постпроцессора сделало возможным дальнейшее развитие 5-осевой обработки.Постпроцессор можно рассматривать как особый «драйвер», уникальный для станка с ЧПУ. Постпроцессор или «Пост» устраняет разрыв между вашей системой CAM и вашим пятиосевым станком с ЧПУ, переводя на точный диалект g-кода.
Интересным фактом из истории 5-осевых станков является то, что министерство обороны США включило 5-осевые станки в свой контрольный список товаров. Министерство обороны рассматривало 5-осевые станки с ЧПУ как передовую технологию, важную для национальной безопасности. Фактически только в 2009 году Бюро промышленности и безопасности рекомендовало правительству Соединенных Штатов внести поправки в EAR, чтобы упростить экспорт пятиосевых фрезерных станков с одновременным управлением, токарно-фрезерных станков и обрабатывающих центров с определенной точностью.
Однако они поощряли как дистрибьюторов, так и производителей разрабатывать в своих машинах функции защиты от несанкционированного доступа. Наш партнер по машинам Matsuura является примером компании, которая следовала этим рекомендациям, разрабатывая устройства обнаружения движения, которые срабатывают, если машина перемещается с места установки.
Преимущества 5-осевой обработки
Список преимуществ 5-осевой обработки обширен. То, что приносит наибольшую пользу, варьируется от магазина к магазину и от человека к человеку.В соответствии с полнотой этой страницы мы предоставим максимально полный список преимуществ.
Экономьте время с 5-осевой обработкой
Распространенное заблуждение относительно 5-осевой обработки состоит в том, что ее эффективно использовать только со сложными деталями, требующими специальной обработки. Хотя это преимущество дополнительных осей, оно не единственное.
Более 60 процентов деталей, изготовленных в цехах с ЧПУ, требуют 5-сторонней обработки. Хотя 3-осевая обработка может сделать эту работу, 5-осевая обработка сделает это быстрее и эффективнее.
В отличие от 3-осевой обработки, режущий инструмент остается по касательной к обрабатываемой поверхности. С каждым проходом инструмента удаляется больше материала, а потребность в меньшем количестве настроек приводит к экономии времени и затрат.
Улучшенная чистота поверхности
5-осевая обработка контурной геометрии приводит к улучшенной чистоте поверхности. Пятиосевая обработка позволяет ориентировать детали ближе к режущему инструменту. Четвертая и пятая оси позволяют станочнику с ЧПУ использовать короткий режущий инструмент, который будет меньше вибрировать, что приведет к улучшенному качеству поверхности.
Дополнительное преимущество, связанное с улучшенной обработкой поверхности, связано с ранее перечисленным преимуществом, заключающимся в том, что дополнительные оси экономят ваше время. При обработке на 3-осевом станке требуется более длительное время выполнения заказа, так как для получения такой же чистоты поверхности, которая может быть предложена на 5-осевом станке, требуются очень маленькие разрезы.
Вырезание сложных форм
Возможно, вы самый компетентный и опытный специалист по 3-осевым станкам с ЧПУ в мире, но для некоторых деталей требуются все пять осей. Это одно из наиболее признанных преимуществ 5-осевых станков.Обработка канавок упрощается, поскольку дополнительные движения позволяют обрабатывать дуги и углы, которые раньше можно было делать только с помощью дополнительных настроек и специальных приспособлений.
Меньше конкуренции
Хотя это краткий и довольно простой, важно включить его в список. Не в каждом магазине есть 5-осевой станок. Имея такой, у вас есть возможность предоставить своим покупателям то, что не могут сделать ваши конкуренты, а в конце концов, это то, чего хотят все.
Повышенная точность и срок службы инструмента
5-осевая обработка повышает точность за счет меньшего количества переналадок. Больше настроек означает больше места для потенциальной ошибки. Некоторые работы можно выполнить даже за одну настройку, что резко снижает риск ошибки.
Чем короче режущий инструмент, тем больше срок его службы. Пятиосевые станки позволяют головке станка быть ближе к поверхности фрезы. Это позволяет использовать более высокую скорость резания, что в конечном итоге приводит к увеличению срока службы инструмента, поскольку уменьшается вибрация.
Экономия денег с 5-осевой обработкой
В завершение списка преимуществ мы включили то, что наиболее важно для владельцев механических цехов, а именно экономию денег. Все перечисленные выше преимущества относятся к экономии денег пользователей. Трудно дать точную денежную оценку всех этих факторов, но любой опытный оператор с ЧПУ или машинист сможет увидеть преимущества, как немедленные, так и долгосрочные.
Таким образом, за счет экономии времени пользователей 5-осевые станки также напрямую экономят деньги.Повышенная стойкость инструмента означает, что требуется меньше инструментов, а повышенная точность означает снижение риска дорогостоящих ошибок. Есть также много других способов экономии ваших денег на 5-осевых станках, в том числе уменьшение занимаемой площади, повышение гибкости и использования шпинделя, уменьшение потребности в дорогостоящих приспособлениях и снижение общих затрат на складские запасы.
Хотя пятиосевой станок, безусловно, является вложением, общее снижение затрат в сочетании с другими перечисленными преимуществами делает его разумным выбором для механических цехов.
Типы 5-осевых станков
Есть несколько приложений, в которых 5-осевые станки могут сэкономить ваше время и улучшить текущий процесс, но когда дело доходит до 5-осевой обработки, не существует универсального решения. Чтобы удовлетворить потребности обрабатывающей промышленности, 5-осевые станки выпускаются в нескольких вариантах. Наиболее отличительной особенностью 5-осевых станков является конфигурация поворотных осей. Для простоты мы разделим 5-осевые конфигурации на три категории: голова / голова, стол / голова и стол / стол.
Головка / головка 5-осевого станка
Как следует из названия, обе оси вращения на головке / головном станке расположены в головке. Эти станки разработаны с 5-осевой головкой на портале, который перемещается над неподвижным столом, на котором закреплена заготовка. Это позволяет головке перемещаться по детали, что делает эти машины идеальными для изготовления крупных деталей. Из-за своей конструкции эти машины обычно имеют ограниченный ход как по оси наклона, так и по оси вращения.
5-осевые станки со столом / головкой
В этой конфигурации одна ось вращения расположена в столе, а другая – в головке.Ось наклона расположена в головке и имеет ограниченный диапазон, в то время как ось вращения расположена в столе и обычно имеет неограниченный диапазон. Поскольку деталь находится на оси вращения, эта конфигурация ограничена размером компонентов, которые она может производить. Однако преимуществом этой конфигурации по сравнению с конфигурацией головка / головка является возможность непрерывно вращать деталь, не заботясь о достижении предела.
Примером настольной / головной машины с поддержкой CAMplete является GFMS Mikron HPM1350U.
Настольные / настольные 5-осевые станки
Настольные / настольные станки имеют обе оси вращения в столе, и, как и станки со столом / головкой, они обычно имеют ограниченный диапазон по оси наклона и неограниченный диапазон по оси вращения. Из трех конфигураций в этом документе эта конфигурация обычно имеет наименьший рабочий диапазон. При этом некоторые настольные машины оснащены линейными двигателями, что делает их чрезвычайно быстрыми.
Примером настольной / настольной машины с поддержкой CAMplete является Matsuura MX-520.
Одновременная 5-осевая обработка по сравнению с 3 + 2-осевой обработкой
3 + 2 равно 5, но 3 + 2-осевая обработка не равна 5-осевой обработке. Между ними есть различия, на которые стоит обратить внимание. При одновременной пятиосевой обработке все 5 осей работают одновременно. С другой стороны, при обработке по 3 + 2 осям выполняется программа фрезерования по 3 осям, в то время как режущий инструмент остается неподвижным по 4-й и 5-й осям. По этой причине обработку 3 + 2 осей иногда называют позиционной пятиосевой обработкой.
Полная 5-осевая обработка дает преимущества, которых нет у 3 + 2. Они были представлены более подробно выше, но более короткое время выполнения заказа и повышенная точность – лишь несколько примеров. Пятиосевая обработка открывает большие возможности, открывая двери в передовые отрасли, такие как аэрокосмическая и оборонная. Аргументом в пользу станков 3 + 2 является то, что некоторые детали на самом деле выполняются более эффективно, чем на 5-осевом станке. Какой метод лучше всего подходит для вас, во многом зависит от обрабатываемой детали.3 + 2-осевая обработка не дает всех преимуществ, присущих полной 5-осевой обработке.
Первоначально и самым большим преимуществом обработки 3 + 2 осей было то, что она не требовала таких больших предварительных вложений, как 5-осевые станки, поэтому мастерские использовали ее как переход от 3-осевой обработки к 5-осевой обработке. По мере того как 5-осевые станки становятся меньше и доступнее, эта практика сокращается.
Программное обеспечение для 5-осевой постобработки и 5-осевой проверки
До сих пор мы рассмотрели историю 5-осевой обработки, ответили, что такое 5-осевая обработка, рассмотрели преимущества 5-осевой обработки и рассмотрели различные типы 5-осевых станков.
Мы коснулись ценности CAM-систем и того, как без них 5-осевая обработка, скорее всего, не была бы такой, какой она есть сегодня. Теперь важно упомянуть связь между вашей CAM-системой и вашим станком с ЧПУ.
A Постпроцессор с ЧПУ устраняет разрыв между вашей CAM-системой и станком с ЧПУ. Постпроцессор берет данные о местоположении резака (данные CL) из системы CAM и преобразует их в g-код. Постпроцессор также сообщает постпроцессору, на какой диалект G-кода нужно ориентироваться.
CAMplete TruePath – универсальный постпроцессор. TruePath позволяет легко переключаться между различными CAM-системами. Неограниченные пользовательские форматы G-кода могут быть созданы и применены к любому проекту. Truepath также помогает с 5-осевым моделированием, 5-осевой проверкой и редактированием траектории инструмента.
Примеры деталей 5-осевого станка
Картинка стоит тысячи слов. Фотографии необходимы, чтобы показать истинные возможности пятиосевого станка с ЧПУ. Вот несколько наших любимых примеров.
Пятиосевой станок с ЧПУ | MachineMfg
Пятиосевой станок с ЧПУ – это высокотехнологичный и высокоточный станок для обработки сложных криволинейных поверхностей.
Эта система станков оказывает значительное влияние на авиационную, аэрокосмическую, военную промышленность, научные исследования, прецизионное оборудование, высокоточное медицинское оборудование страны.
В настоящее время пятиосевая система станков с ЧПУ является единственным средством для обработки рабочих колес, лопастей, морских гребных винтов, роторов тяжелых генераторов, роторов турбин, коленчатых валов больших дизельных двигателей и т. Д.
ВведениеПроизводство оборудования – краеугольный камень промышленности страны.
Он обеспечивает важные средства для разработки новых технологий, новых продуктов и современного промышленного производства и является незаменимой стратегической отраслью.
Даже развитые промышленно развитые страны высоко ценятся.
В связи с быстрым развитием национальной экономики Китая и необходимостью строительства национальной обороны существует острая потребность в высокотехнологичных станках с ЧПУ.
Станки – символ производственного уровня государства.
Пятиосевая система станков с ЧПУ представляет собой пятиосевую станочную систему с ЧПУ самого высокого уровня.
В некотором смысле он отражает состояние промышленного развития страны.
В течение долгого времени западные промышленно развитые страны во главе с США всегда использовали пятиосевые станки с ЧПУ в качестве важного стратегического материала для внедрения системы экспортного лицензирования.
В частности, во время холодной войны эмбарго было наложено на социалистические лагеря, такие как Китай и бывший Советский Союз.
Друг, который любит военное дело, может знать знаменитый «инцидент с Toshiba»: в конце прошлого века японская корпорация Toshiba продала бывшему Советскому Союзу несколько пятиосевых фрезерных станков с ЧПУ. В результате винты, которые использовались для постройки подводных лодок в бывшем Советском Союзе, были модернизированы до более высокого уровня. Гидролокатор американского корабля-разведчика не мог отслеживать звук субмарины.Таким образом, компания Toshiba в США нарушила политику эмбарго в отношении стратегических материалов и в то время была наказана.
C классификацияЕсть тип рамы, вертикальный тип, горизонтальный тип, стол с ЧПУ + делительная головка с ЧПУ, стол с ЧПУ + ось В 90 °, стол с ЧПУ + ось В 45 °, стол с ЧПУ + ось А, двухосевой шпиндель с ЧПУ и т. Д.
(1) Форма двойной качающейся головки (+ A, + C)
(2) Тип наклоняющейся поворотной головки (фрезы + B, + C)
(3) Форма сдвоенного поворотного стола (верстак с ЧПУ)
(4) Тип рабочего стола для опускания (+ B, + верстак с ЧПУ)
(5) Одна поворотная и одна поворотная форма (+ A, верстак с ЧПУ)
Обрабатывающий центрПятиосевой обрабатывающий центр обладает характеристиками высокой эффективности и высокой точности, а деталь может быть обработана за один раз с помощью пятигранника.
Оснащенный пятиосевой высококлассной системой ЧПУ, он также может обрабатывать высокоточные космические поверхности с высокой точностью и может адаптироваться к обработке современных форм, таких как автозапчасти и детали конструкции самолетов.
Есть два пути для вращения вала вертикального пятиосевого обрабатывающего центра, один – это ось вращения стола.
Стол, установленный на станине, можно вращать вокруг оси X, определяемой как ось A.
Ось A имеет общий рабочий диапазон от +30 градусов до -120 градусов.
Также посередине верстака находится поворотный стол.
Поверните вокруг оси Z в показанном положении, определенном как ось C, и ось C составляет 360 градусов.
Таким образом, благодаря комбинации оси A и оси C, заготовки, закрепленные на столе, могут обрабатываться вертикальным шпинделем, за исключением нижней поверхности.
Минимальное значение разделения оси A и оси C обычно составляет 0,001 градуса, так что заготовку можно разделить на произвольные углы, а наклонную поверхность и наклонное отверстие можно обработать.
Ось A и ось C могут быть объединены с тремя линейными осями XYZ для обработки сложных пространственных поверхностей.
Конечно, для этого требуются высокопроизводительные системы ЧПУ, сервосистемы и поддержка программного обеспечения.
Преимущество этой конструкции состоит в том, что конструкция шпинделя относительно проста, жесткость шпинделя очень хорошая, а стоимость изготовления относительно невысока.
Однако обычный верстак не может быть сконструирован слишком большим, а нагрузка – небольшой.
В частности, когда вращение оси A больше или равно 90 градусам, заготовка будет передавать большой несущий момент на стол при резке.
Другой – вращение вертикальной шпиндельной головки.
Передний конец шпинделя представляет собой револьверную головку, которая может поворачиваться на 360 градусов вокруг оси Z и становиться осью C.
На револьверной головке также имеется ось A с вращением вокруг оси X, обычно до ± 90 градусов, для достижения той же функции, описанной выше.
Преимущество этого типа настройки заключается в том, что обработка шпинделя очень гибкая, а рабочий стол может быть спроектирован очень большим.
На таких обрабатывающих центрах можно обрабатывать огромный фюзеляж и огромный кожух двигателя пассажирского самолета.
Эта конструкция также имеет большое преимущество: когда мы используем сферическую фрезу для обработки поверхности и центральная линия инструмента перпендикулярна рабочей поверхности, качество поверхности обрабатываемой детали, разрезанной вершиной, будет очень плохим, потому что линия вершины скорость сферической фрезы равна нулю.
Конструкция вращения шпинделя заставляет шпиндель вращаться на угол по отношению к заготовке, так что сферическая фреза избегает резания вершины, обеспечивая определенную линейную скорость и улучшая качество обработки поверхности.
Эта конструкция очень популярна при высокоточной обработке поверхности пресс-формы, чего трудно добиться на вращающемся обрабатывающем центре стола.
Для достижения высокой точности вращения высокопроизводительный вращающийся вал также оснащен обратной связью кругового энкодера, а точность индексации составляет несколько секунд.
Конечно, поворотная конструкция такого шпинделя относительно сложна, а стоимость изготовления также высока.
Развитие S tatusПоявились зарубежные пятиосевые станки с ЧПУ, приспособленные для обработки многогранных и изогнутых деталей.
С новым развитием технологии компаундирования станков на базе токарных станков с ЧПУ быстро создается токарно-фрезерный центр с возможностью фрезерования.
Эффективность обработки пятиосевого станка с ЧПУ эквивалентна двум трехосным станкам, а иногда он может даже полностью исключить инвестиции в некоторые крупномасштабные автоматизированные производственные линии, что значительно экономит пространство и рабочее время, а также стоимость работы между разными производственными единицами.
Спрос на рынке способствовал развитию в Китае пятиосевых станков с ЧПУ. На выставке CIMT99 отечественные пятиосевые станки с ЧПУ впервые вышли на сцену рынка станков.
В настоящее время отечественные пятикоординатные станки с ЧПУ уже имеют различные вертикальные, горизонтальные, портальные и напольные обрабатывающие центры для обработки различных деталей различных размеров.
Развитие пятикоординатных фрезерных станков и больших расточных и фрезерных станков, а также токарных и фрезерных центров в основном покрывает потребности внутреннего рынка.
Обрабатывающий центр, разработанный Пекинским научно-исследовательским институтом станков, горизонтальный обрабатывающий центр NJ25HMC40, разработанный Ningjiang Machinery Group Co., Ltd. и горизонтально-расточно-фрезерный обрабатывающий центр TH61160, разработанный Jiaoda Kunji Technology Co., Ltd., обладают высокой точностью. Это сопоставимо с продукцией из развитых стран.
На товарном рынке продукция многих станкостроительных компаний получила признание на внутреннем рынке.
Утром 31 июля 2013 года высокоточный пятикоординатный вертикальный станок производства Далянь Кеде был отправлен в Германию на экспорт.
Ван Веймин, заместитель директора Департамента оборудования Министерства промышленности и информационных технологий, сказал: «Этот высокопроизводительный станок с ЧПУ продается в развитые страны и является важной вехой в китайской станкостроительной промышленности.”
ПреимуществоОбычно считается, что пятиосевая система станков с ЧПУ является единственным средством для обработки рабочих колес, лопастей, морских гребных винтов, роторов тяжелых генераторов, роторов турбин, коленчатых валов больших дизельных двигателей и т. Д.
Это высокотехнологичный и высокоточный станок для обработки сложных поверхностей.
Система станков оказывает значительное влияние на авиационную, аэрокосмическую, военную промышленность, научные исследования, производство точных инструментов и высокоточного медицинского оборудования в стране.
Использование пятикоординатного станка позволяет легко зажимать заготовку.
Никаких специальных приспособлений во время обработки не требуется, что снижает стоимость приспособления, позволяет избежать многократного зажима и повышает точность обработки пресс-формы.
Обработка пресс-форм с использованием пятиосевой технологии позволяет сократить количество используемых приспособлений.
Кроме того, поскольку пятиосевой станок экономит много специальных инструментов во время обработки, стоимость инструмента снижается.
Пятиосевой станок может увеличить эффективную длину режущей кромки инструмента во время обработки, уменьшить силу резания, увеличить срок службы инструмента и снизить стоимость.
Использование пятиосевого станка позволяет быстро завершить обработку пресс-формы, быструю доставку, лучше гарантировать качество обработки пресс-формы, упростить обработку пресс-формы и упростить модификацию пресс-формы.
При традиционной обработке пресс-форм вертикальный обрабатывающий центр обычно используется для завершения фрезерования заготовки.
С постоянным развитием технологии производства пресс-форм, некоторые недостатки самого вертикального обрабатывающего центра становятся все более очевидными.
При обработке современных форм обычно используются шаровые концевые фрезы.
Фрезы со сферическим концом обеспечивают значительные преимущества при обработке пресс-форм.
Однако, если используется вертикальный обрабатывающий центр, линейная скорость нижней поверхности равна нулю, так что нижняя поверхность имеет плохую чистоту.
Если для обработки пресс-формы использовать четырех- или пятиосевую технологию обработки, указанные выше недостатки можно преодолеть.
D разработка T rend- Первый – использовать технологию привода с линейным двигателем
После более чем десяти лет разработки технология линейных двигателей стала очень зрелой.
Проблема, заключающаяся в том, что линейный двигатель только что был разработан, чтобы быть чувствительным к помехам и большому тепловыделению, решена.
Технология позиционирования линейного двигателя не только быстро останавливается во время высокоскоростного движения, но также некоторые производители станков используют технологию демпфирования для решения этой проблемы.
Преимуществами линейных двигателей являются линейный привод, отсутствие трансмиссии, отсутствие износа и люфта, поэтому вы можете достичь наилучшей точности позиционирования.
Линейные двигатели обладают высокой динамикой, а ускорение может превышать 2g.
Линейный моторный привод также отличается высокой надежностью и не требует обслуживания.
- Далее следует технология двойного привода
Для более широкого верстака или портального типа, если используется промежуточный привод, центрирование движущей силы не гарантируется, что приводит к наклону, что приводит к ухудшению динамических характеристик.