Наборы сверл по металлу Р6М5, точность В
| Артикул | |||||
|---|---|---|---|---|---|
| Количество сверл в наборе, шт | 10 | 13 | 19 | 25 | 6 |
| Материал | Быстрорежущая сталь | Быстрорежущая сталь | Быстрорежущая сталь | Быстрорежущая сталь | |
| Тип спирали | прокатанная U-образная | прокатанная U-образная | прокатанная U-образная | прокатанная U-образная | прокатанная U-образная |
| Угол заточки, ° | 118 | 118 | 118 | 118 | 118 |
| Класс точности | В | В | В | В | В |
| Тип хвостовика | цилиндрический хвостовик | цилиндрический хвостовик | цилиндрический хвостовик | цилиндрический хвостовик | цилиндрический хвостовик |
| Комплектация | |||||
| Сверла | 1. 5, 2, 3, 4, 5, 6, 7, 8, 9, 10 мм 5, 2, 3, 4, 5, 6, 7, 8, 9, 10 мм | 1.5, 2, 2.5, 3, 3.2, 3.5, 4, 4.5, 4.8, 5, 5.5, 6, 6.5 мм | 1, 1.5, 2, 2.5, 3, 3.5, 4, 4.5, 5, 5.5, 6, 6.5, 7, 7.5, 8, 8.5, 9, 9.5, 10 мм | 1, 1.5, 2, 2.5, 3, 3.5, 4, 4.5, 5, 5.5, 6, 6.5, 7, 7.5, 8, 8.5, 9, 9.5, 10, 10.5, 11, 11.5, 12, 12.5, 13 | 2, 3, 4, 5, 6, 8 мм |
Сверло Р6М5-быстрорежущая сталь (быстрорез) 0,28 мм, 1 шт.
 Сверло Р6М5-быстрорежущая сталь (быстрорез) 0,28 мм, 1 шт.
Сверло Р6М5-быстрорежущая сталь (быстрорез) 0,28 мм, 1 шт.
- Инструмент
- Сверла, фрезы
Каталог
Информация
Доставка по России
Мы доставим ваш заказ курьером по Москве или службой экспресс-доставки по всей России.
Теги
- ftp
- utp
- витая пара
- диэлектрик
- изоляционный
- изоляционный материал
- изоляция проводов
- изоляция трансформаторов
- кабель контрольный
- кабель связи
- Описание
- Характеристики
- Отзывы
Р6М5-быстрорежущая сталь (быстрорез)
Р – от 5-6% W (Вольфрам)
М – 5% (Молибден)
Диметр: 0,28 мм
Диаметр хвостовика: 2 мм
Длина рабочей части: 3 мм
Сделано в СССР.
Рекомендуем посмотреть
Трубка силиконовая прозрачная 2 х 1 мм, 1 метр
100 ₽
Трубка силиконовая прозрачная 3 х 1 мм, 1 метр
100 ₽
Трубка силиконовая прозрачная 4 х 1 мм, 1 метр
100 ₽
Трубка силиконовая прозрачная 1 х 1 мм, 1 метр
100 ₽
Провод монтажный МГТФ 1,0 мм² (цена опт от 50 м)
100 ₽
Круг 110 мм марки стали Р6М5 в наличии в Челябинске
| Наименование | НТД | Наличие, тн | Цена, ₽ | Заказ |
|---|---|---|---|---|
| Круг Р6М5 110 мм | По запросу | По запросу | Заказать |
Другие марки стали круга по размеру 110 мм
| Марка стали | Наличие, тн | Цена, ₽ | Заказ |
|---|---|---|---|
| Х12Ф1 | По запросу | По запросу | Заказать |
| 40Х | По запросу | По запросу | Заказать |
| 09Г2С | По запросу | 90000 | Заказать |
| 38Х2МЮА | По запросу | По запросу | Заказать |
| 20 | По запросу | По запросу | Заказать |
| 10 | По запросу | По запросу | Заказать |
| 38ХА | По запросу | 108000 | Заказать |
| 07Х16Н6 | По запросу | По запросу | Заказать |
| 15Х5М |
2. 536 536 |
350000 | Заказать |
| 12Х18Н10Т | По запросу | По запросу | Заказать |
| 20Х13 | По запросу | По запросу | Заказать |
| 60С2А | По запросу | По запросу | Заказать |
| 20Х | По запросу | По запросу | Заказать |
| 5ХНМ | По запросу | По запросу | Заказать |
| 40Х13 | По запросу | По запросу | Заказать |
| 3 | По запросу | По запросу | Заказать |
| 20ХН3А | По запросу | По запросу | Заказать |
| 30Х13 | По запросу | По запросу | Заказать |
| 20ЮЧ |
3. 307 307 |
160000 | Заказать |
| 12Х13 | По запросу | По запросу | Заказать |
| Х12МФ | По запросу | По запросу | Заказать |
| 30ХГСА | По запросу | По запросу | Заказать |
| 18ХГТ | По запросу | По запросу | Заказать |
| 12ХН3А | По запросу | По запросу | Заказать |
| У8А | По запросу | По запросу | Заказать |
| ШХ15-В | По запросу | По запросу | Заказать |
| 12Х1МФ |
0. 479 479 |
200000 | Заказать |
| 35 | По запросу | По запросу | Заказать |
| 10Х17Н13М2Т | По запросу | По запросу | Заказать |
| 9ХС | По запросу | По запросу | Заказать |
| 14Х17Н2 | По запросу | По запросу | Заказать |
| 45Х14Н14В2М | По запросу | По запросу | Заказать |
| 40ХН2МА |
0. 31 31 |
170000 | Заказать |
| 30ХМА | 5.025 | 130000 | Заказать |
| 13ХФА |
8. 002 002 |
130000 | Заказать |
| 40ХН | По запросу | 66000 | Заказать |
| 10895 | По запросу | По запросу | Заказать |
| 4Х5МФС | По запросу | По запросу | Заказать |
| Р9К5-Ш | По запросу | По запросу | Заказать |
| 12Х2Н4А-Ш | По запросу | По запросу | Заказать |
| Р18 | По запросу | По запросу | Заказать |
Круг стальной диаметром 110 мм из стали Р6М5 – популярная разновидность металлопроката. Он прочный, износостойкий, универсален в применении.
Он прочный, износостойкий, универсален в применении.
Пруты используют в качестве самостоятельного строительного материала или как заготовки для создания элементов специализированного оборудования.
Особенности металлического круга 110 мм из стали Р6М5
В зависимости от технологии изготовления и сырьевой составляющей арматура имеет разные эксплуатационные характеристики.
Горячекатаный круг (ГОСТ 2590-2006) выпускается в расширенном сортаменте. Производители могут использовать разные марки стали (легированную, углеродистую, низкоуглеродистую и др.). Стоит дешевле, чем калиброванные или кованые аналоги.
Холоднокатаные (или калиброванные) прутки обладают идеально ровной поверхностью, высокой прочностью.
Кованые элементы рассчитаны на долгую эксплуатацию. Они надежны и устойчивы к механическим повреждениям.
Как купить кругляк
Заказать востребованный металлопрокат нужного размера, веса можно в каталоге компании «Сталь-Максимум». Оставляйте заявку (например, на круг 110 мм Р6М5) – менеджер обработает заказ за 15 минут. В течение суток вы получите предложение на интересующую позицию.
В течение суток вы получите предложение на интересующую позицию.
Сотрудничать с поставщиком «Сталь-Максимум» выгодно по следующим причинам:
- арматура хранится на крытом складе, не подвергаясь осадкам, ультрафиолету и другим внешним факторам;
- всегда в наличие круг 110 мм Р6М5 и другие детали востребованных размеров;
- вся металлопродукция сертифицирована;
- компания выполняет услугу резки изделий. Клиенты не переплачивают за лишнюю длину.
- оперативная доставка в любой регион России.
Гордимся сотрудничеством
В числе наших постоянных партнёров компании-гиганты
ПАО «Татнефть» Поставленная продукция: круги, квадраты, листы, поковки, из сталей: 15Х5М, 20ЮЧ, 13ХФА, 09Г2С, 30ХМА 40ХН2МА, 40ХН, 40Х, сталь 20, 12Х18Н10Т, 45Х14Н14В2М, 10Х17Н13М2Т, 30Х13, 95Х18
АО «Вертолёты России»
Поставленная продукция: горячекатаные и калиброванные круги, квадраты, шестигранники, горячекатаные и холоднокатаные листы, поковки из стали: 30ХГСА, х12ф1, 14х17н2, 18Х2Н4МА, 20Х13, 30Х13, 40х13, 40хн2ма, ХВГ, У8А и др.
ПАО «Туполев» Поставленная продукция: круги, квадраты, шестигранники, листы – сталь 3, сталь 20, сталь 45, 09Г2С, 20Х, 40Х, 30ХГСА
ПАО «НК «Роснефть» Поставленная продукция: круги, квадраты, шестигранники, поковки кольцевые заготовки из стали: 15Х5М, 20ЮЧ, 13ХФА, 09Г2С, 30ХМА, 30ХГСА, 40ХН2МА, 40ХН, 40Х, сталь 45, 14Х17Н2, 12Х18Н10Т, 95Х18
ПАО «Алроса» Поставленная продукция: полоса 36Г2СР, кр
«Роскосмос» Поставленная продукция: горячекатаные и калиброванные круги, квадраты, шестигранники, горячекатаные и холоднокатаные листы, поковки, кольцевые заготовки из стали: 60С2ВА, 09А, 10880, 25Х17Н2Б-Ш, 30ХГСА, х12ф1, 07х16н6-ш, 12х18н10т, 14х17н2, 40х13, 40хн2ма, ХВГ, У8А
ПАО «Лукойл» Поставленная продукция: круги, квадраты, листы, шестигранники, поковки, кольцевые заготовки из стали: 15Х5М, 20ЮЧ, 13ХФА, 09Г2С, 30ХМА, 40ХН2МА, 40ХН, 40Х, сталь 45, 14Х17Н2, 12Х18Н10Т, 20х1м1ф1тр (ЭП182) 95Х18
«Ростех» Поставленная продукция: горячекатаные и калиброванные круги, квадраты, шестигранники, горячекатаные и холоднокатаные листы, поковки, кольцевые заготовки из стали: 60С2ВА, 10880, 30ХГСА, 38ХА, 38ХС, 30ХГСН2А, 07х16н6-ш, 12х18н10т, 14х17н2, 40х13, 40хн2ма, У8А, ХН35ВТ-ВД
АО «ОДК» Поставленная продукция: горячекатаные и калиброванные круги, квадраты, шестигранники, поковки из стали: 60С2ВА, 65С2ВА, 38Х2МЮА, сталь электротехническая 10880, 25Х17Н2Б-Ш, 03Х18Н11, 06ХН28МДТ, 18Х2Н4МА, 30ХГСА, 38ХА, 07х16н6-ш, 14х17н2, 40х13, 40хн2ма, ХВГ, У8А
АО «Высокоточные
комплексы»
Поставленная продукция: горячекатаные и калиброванные круги, квадраты, поковки, листы из стали:30ХРА, ОХН1М, ОХН3МА, 60С2ВА, 10880, 11880, 25Х17Н2Б-Ш, 30ХГСА, 38ХА, 38Х2МЮА, 14х17н2, 40х13, 40хн2ма, ХВГ, У8А, сталь 20, сталь 45, 09Г2С, 40Х
АО «КТРВ» Поставленная продукция: горячекатаные и калиброванные круги, квадраты, горячекатаные и холоднокатаные листы, кольцевые заготовки из стали: 09А, 07Х3ГНМЮА, 30ХГСА, 18ХГТ, 60С2ВА, 10880, 10895, 10860, 20860, 25Х17Н2Б-Ш, 30ХГСА, 38ХА, 12х18н10т, 14х17н2, 40х13
ПАО «Газпром» Поставленная продукция: круги, квадраты, шестигранники, поковки кольцевые заготовки из стали: 20ЮЧ, 12Х1МФ, 25Х1МФ, 25Х2М1Ф, 15Х5М, 09Г2С, 30ХМА, 30ХГСА, 40ХН2МА, 40ХН, 40Х, 45, 14Х17Н2
АО «ОСК» Поставленная продукция: горячекатаные и калиброванные круги, квадраты, горячекатаные и холоднокатаные листы, блюмы, поковки, из стали: 38ХН3МФА, ОХН1М, ОХН3МА, 12Х2НВФА, 09А, 30ХГСА, 18ХГТ, 60С2ВА, 10880, 30ХГСА, 38ХА, 14х17н2, 40х13, 40хн2ма
АО «РОСАТОМ» Поставленная продукция: горячекатаные и калиброванные круги, квадраты, горячекатаные и холоднокатаные листы, поковки, из стали: сталь 20, сталь 45, 20Х, 40Х, ХН35ВТ-ВД, ХН78Т, 12х18н10т, 14х17н2, 40х13
Почему более 1 000 клиентов
выбирают работать с нами
10 000 позиций металлопроката
в наличии на складе 2000 м2
Есть редкие и собственные позиции
металлопроката, которых нет у других.
Сертификаты на всю
реализуемую продукцию
При гарантийном случае проверяем продукцию по
ГОСТу или при необходимости делаем замену.
Оказываем услуги резки
металлопроката
Резка на ленточнопильном станке гарантирует
высокую точность распила и сводит к минимуму излишки.
Присылаем фотоотчет
продукции перед отправкой груза
Вы сможете заранее оценить качество продукции,
получив от нас подробные фотографии и видео.
Организуем доставку до
дверей вашего склада в срок
Всегда на связи и будем держать вас в
курсе, где сейчас находится груз
Поставляем продукцию всеми
видами транспортных средств
В том числе и сборными вагонами любой
сложности в день оплаты заказа.
Сертификаты и разрешения
Присылаем фото и видеотчет
продукции перед отправкой груза
Вы сможете заранее оценить качество продукции, получив от нас подробные фотографии.
Собственный логистический отдел
с возможностью отгрузки металлопродукции, как полногрузным автомобильным транспортом,
так и догрузом по всей территории России.
- Отгружаем ж/д вагонами и контейнерами
- Подбираем транспортную компанию
Самостоятельно подберем для вас транспортную компанию
с оптимальным соотношением сроков и стоимости поставки
Работаем с ведущими транспортными компаниями:
Всегда
на связи с вами Будем держать вас в курсе, где сейчас находится ваш груз
Организуем доставку
до дверей вашего склада в срок Вместе с продукцией вы получите полный комплект документов:
накладную, счет-фактуру и если необходимо, сертификаты качества от производителя
Быстрорежущая сталь марки Р6М5 расшифровка, характеристики и применение, химический состав, термобработка, механические свойства
Содержание
- 1 Аналоги и заменители
- 2 Расшифровка стали Р6М5
- 3 Применение стали Р6М5
- 4 Вид поставки
- 5 Химический состав, % (ГОСТ 19265—73)
- 6 Термообработка стали Р6М5
- 6.
 1 Закалка
1 Закалка - 6.2 Температура закалки стали Р6М5
- 6.3 Отпуск
- 6.
- 7 Критические точки, °С
- 8 Механические свойства (ГОСТ 19265-73)
- 9 Технологические свойства
- 10 Узнать еще
 1 Закалка
1 ЗакалкаАналоги и заменители
Иностранные аналоги — HS 6-5-2 (Германия, DIN), 1.3343 (Европа, En)
Расшифровка стали Р6М5
Буква «Р» означает, что сталь является быстрорежущей.
Цифра 6 после буквы «Р» указывает содержание вольфрама в процентах, т.е. для стали Р6М5 содержание вольфрама 6%.
Буква «М» означает, что сталь легирована молибденом, а цифра 5 указывает содержание молибдена в процентах, т.е. молибдена в стали 5%.
Во всех быстрорежущих сталях содержится около 4% Хрома (Cr), но в обозначении марки буквы «Х» не указывается.
По требованию потребителей могут изготавливаться стали марок Р6М5 с легированием азотом (массовая доля азота от 0,05% до 0,10%). В этом случае марка стали будет обозначаться Р6АМ5.
 youtube.com/embed/XMvjyAGD3cM” title=”YouTube video player” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/XMvjyAGD3cM” title=”YouTube video player” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Применение стали Р6М5
Сталь Р6М5 относится к вольфрамолибденовым сталям и применяется для изготовления — режущего инструмента всех видов для обработки при обычной скорости резания деталей из углеродистых и среднелегированных конструкционных сталей с пределами прочности до 90—100 МПа, а также зуборезных инструментов для обработки нержавеющих сталей.
Наиболее широко сталь Р6М5 применяется для изготовления сверл, метчиков, долбяков, протяжек и других инструментов. Прочность 315—325 кгс/мм2 и вязкость 4—5 кгс*м/см2 (для проката диаметром 25 мм). Теплостойкость немного ниже (в указанных пределах), чем вольфрамовых и Р8МЗ. Шлифуемость стали хорошая.
Недостатки:
а) повышенное обезуглероживание при нагреве выше 1000 С; ванны нагрева для закалки надо тщательно раскислять MgFa2
б) чувствительность отдельных плавок к перегреву и росту зерна при нагреве для закалки, что затрудняет установление одинаковых температур закалки
для инструментов разных плавок.
Вид поставки
Сортовой прокат, в том числе фасонный: ГОСТ 19265—73, ГОСТ 2590-88, ГОСТ 2591-88.
Калиброванный пруток ГОСТ 19265-73, ГОСТ 7417-75.
Шлифованный пруток и серебрянка ГОСТ 19265—73, ГОСТ 14955—77.
Поковки и кованые заготовки ГОСТ 19265—73, ГОСТ 1133—71.
Химический состав, % (ГОСТ 19265—73)
| C | Cr | W | V | Mo | Mn | Si | Ni | S | P |
| не более | |||||||||
| 0,80-0,88 | 3,8-4,4 | 5,5-6,5 | 1,7-2,1 | 5,0-5,5 | 0,4 | 0,5 | 0,4 | 0,03 | 0,03 |
Термообработка стали Р6М5
Закалка
Инструменты подогревают при 800-850°С 10-15 мин или при 1050-1100°С 3-5 мин, а крупные инструменты предварительно при 550-600°С 15-20 мин.
Нагрев выполняют в смеси ВаСl2 (78%) и NaCl (28%) при 800-850°С и в ВаСl2 при нагреве выше 1050°С. Соли каждые 8-12 ч раскисляют добавками 2—3% буры по массе или MgFa2 (4—5% по массе). Раскисление MgFa2 создает лучшую защиту и обязательно для сталей, легированных молибденом или кобальтом, как более чувствительных к обезуглероживанию.
Соли каждые 8-12 ч раскисляют добавками 2—3% буры по массе или MgFa2 (4—5% по массе). Раскисление MgFa2 создает лучшую защиту и обязательно для сталей, легированных молибденом или кобальтом, как более чувствительных к обезуглероживанию.
Выдержка при окончательном нагреве 10—12 с на 1 мм диаметра или наименьшей стороны (для стали В11М7К23 — 30—60 с).
Инструменты простой формы охлаждают в масле, а сложной — в горячих средах (KNO3) при 400—250°С.
Может быть и более высокая температура выдержки — 650°С.
Выдержка в горячих средах 3—5 мин при более высоких температурах и 8—15 мин при более низких.
Инструменты небольшой толщины (прорезные фрезы, пилы и др.) при 600—650°С помещают под пресс, а сверла диаметром 8—20 мм охлаждают под катком или между роликами правильной машины для уменьшения деформации.
Температуры закалки понижают на 10—15°С для инструментов небольшого сечения или сложной формы.
Температура закалки стали Р6М5
| Инструменты | Температура нагрева стали Р6М5, °С | Балл зерна | Твердость HRC после отпуска при 560°С и нагрева при 620°С (4 ч) |
| Крупные сверла и резцы | 1220-1240 | 10-8,5 | 60-61 |
| Остальные режущие инструменты | 1210-1230 | 10,5-9,5 | 59-60 |
| Остальные режущие инструменты | 1180-1200 | 12 | 56-57 |
Отпуск
После закалки выполняют многократный 2 раза для вольфрамомолибденовых.
Температуры первого отпуска 350—375°С, а второго 550—560°С для вольфрамомолибденовых сталей. Назначают также температуры первого отпуска 550—560°С, но твердость и теплостойкость в этом случае немного меньше.
Для инструментов небольшого сечения (сверл), нагреваемых в автоматизированных агрегатах с точной регулировкой температур, применяют краткосрочный отпуск в течение 20 мин при 580—590°С для вольфрамомолибденовых сталей.
Отпуск после шлифования выполняют при 400—450°С в течение 30—40 мин для снятия напряжений и повышения стойкости инструментов.
Критические точки, °С
| Аc3 | Аc3 | Аr2 | Аrm |
| 800 | 860 | 720 | 780 |
Механические свойства (ГОСТ 19265-73)
| Режим термообработки | HRCz после отпуска | σизг, МПа | Красностойкость (HRC58), °С |
Закалка с 1200-1230 °С, охл. на воздухе, в масле, на воздухе, в масле, в расплаве солей; отпуск при 540- 560 °С, охл. в соляных ваннах | 63-65 | 320-360 | 620 |
Технологические свойства
Температура ковки, °С: начала — 1160, конца — 850.
Обрабатываемость резанием:
В отожженном состоянии при 255 HB
Kv = 0.8 (твердый сплав).
Kv = 0.6 (быстрорежущая сталь).
Для повышения твердости, износостойкости, коррозионной стойкости поверхностного слоя используют цианирование, азотирование, сульфидирование, обработку паром.
Флекеночувствительность — не чувствительна.
Склоность к отпускной хрупкости.
Не применяется для сварных конструкций.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Применяется для всех видов режущего инструмента при обработке углеродистых легированных конструкционных сталей; предпочтительно для изготовления резьбонарезного инструмента, а также инструмента, работающего с ударными нагрузками.
Температура критических точек материала Р6М5: Ac 1 = 815 , Ar 1 = 730 Твердость материала Р6М5 после отжига: HB = 255 Заменитель – сталь Р18. Применяется для изготовления инструментов простой формы, не требующих большого объема шлифовки, для обработки обычных конструкционных материалов.
Технологические свойства Температура ковки: Начала 1200°, конца 900°. Охлаждение в колодцах при 750-800°С. Свариваемость: при стыковой электросварке со сталью 45 и 40Х хорошая. Обрабатываемость резанием: при НВ 205-255 K u тв.спл. = 0.8, K u б.ст. = 0.6. Шлифуемость: пониженная (ГОСТ 19265-73) Применяется для всех видов режущего инструмента при обработке углеродистых легированных конструкционных сталей.
Температура критических точек материала: Ac 1 = 820 , Ac 3 (Ac m ) = 850 , Ar 1 = 720 Твердость материала после отжига: HB = 255 Заменитель – сталь Р12. Применяется для обработки конструкционных сталей с прочностью до 1000 МПа, от которых требуется сохранение режущих свойств при нагревании во время работы до 600 °С.
Технологические свойства Температура ковки: Начала 1200°, конца 900°. Охлаждение в колодцах при 750-800°С. Свариваемость: при стыковой электросварке со сталью 45 и 40Х хорошая. Обрабатываемость резанием: при НВ 205-255 K u тв.спл. = 0.8, K u б.ст. = 0.6. Шлифуемость: повышенная (ГОСТ 19265-73) Применяется для обработки высокопрочных, нержавеющих и жаропрочных сталей и сплавов.
Температура критических точек материала: Ac 1 = 815 , Ar 1 = 725 Твердость материала после отжига: HB = 269 Применяется для обработки высокопрочных нержавеющих и жаропрочных сталей и сплавов в условиях повышенного разогрева режущей кромки.
Технологические свойства Температура ковки: Начала 1160°, конца 850°. Шлифуемость: хорошая (ГОСТ 19265-73) Применяется для инструмента простой формы при обработке углеродистых и малолегированных сталей.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 21
21 8 – 5.3
8 – 5.3 Отпуск трехкратный по 1 ч.
Отпуск трехкратный по 1 ч. электросопротивление (p, НОм · м)
электросопротивление (p, НОм · м) 8 – 0.9
8 – 0.9 5
5 электросопротивление (p, НОм · м)
электросопротивление (p, НОм · м) 8 – 1
8 – 1 50
50 электросопротивление (p, НОм · м)
электросопротивление (p, НОм · м) 02 – 1.12
02 – 1.12Изменение структуры и механических свойств поверхностного слоя стали Р6М5 при электролитно-плазменном азотировании
Главная Advanced Materials Research Advanced Materials Research Vol. 1040 Изменение структуры и механических свойств…
1040 Изменение структуры и механических свойств…
Предварительный просмотр статьи
Реферат:
В статье показаны изменения структуры и механических свойств поверхностного слоя стали Р6М5 после электролитно-плазменного азотирования. Предложен оптимальный режим электролитно-плазменного азотирования быстрорежущей стали Р6М5 в электролите на основе карбамида, позволяющий насытить поверхность азотом из низкотемпературной плазмы и получить модифицированный слой повышенной твердости и износостойкости. Установлено, что после электролитно-плазменного азотирования снижается скорость изнашивания стали Р6М5 и повышается ее стойкость к абразивному износу. Показана перспективность использования метода электролитно-плазменного азотирования для повышения производительности режущих инструментов из стали Р6М5.
Доступ через ваше учреждение
Вас также могут заинтересовать эти электронные книги
Предварительный просмотр
* – Автор, ответственный за переписку
Рекомендации
[1]
Верещака А. С. Износостойкое покрытие режущего инструмента Performance. М.: Машиностроение, 1993, 336 с.
С. Износостойкое покрытие режущего инструмента Performance. М.: Машиностроение, 1993, 336 с.
Академия Google
[2] Григорьев С.Н., Табаков В.П., Волосова М.А. Технологические приемы повышения износостойкости контактных площадок режущего инструмента, Монография, Старый Оскол: ТНТ, 2011, 379п.
Академия Google
[3]
А. да Силва Роча, Т. Строхакер и Т. Хирш: Влияние различных состояний поверхности перед плазменным азотированием на свойства и поведение при обработке быстрорежущей стали М2, Технология поверхности и покрытий, 165 (2003), стр. 176-185.
176-185.
DOI: 10.1016/s0257-8972(02)00768-5
Академия Google
[4] Дураджи В.Н. Химико-технологическая обработка металлов с плазменным нагревом в электролите, Актуальная конференция. Технология обработки поверхностей, 6 (69), 2010, 45-50.
Академия Google
[5]
Гупта П., Тенхундфельд Г., Дайгле Э.О., Рябков Д. Электролитическая плазменная технология: Наука и техника – обзор, Surf. &Пальто. Технол. 25 (2007) 87-96.
&Пальто. Технол. 25 (2007) 87-96.
Академия Google
[6] Суминов И.В., Белкин П.Н. и другие. Мир материалов и технологий. Часть 1, М. изд. Техносфера, 2011. 464 с.
Академия Google
[7] Гольдштейн М.И., Грачев С.В., ВекслерЮ.Г. Особыестали, М.: Металлургия, 1985, 408 с.
Академия Google
[8]
Скаков М. К., Рахадилов Б.К., Рахадилов М.К. Способ упрочнения рабочей поверхности режущего инструмента электролитно-плазменным нагревом, Станочный парк, 6, 105 (2013) 30 -33.
К., Рахадилов Б.К., Рахадилов М.К. Способ упрочнения рабочей поверхности режущего инструмента электролитно-плазменным нагревом, Станочный парк, 6, 105 (2013) 30 -33.
Академия Google
[9] Особенности микроструктуры и фазового состава быстрорежущей стали Р6М5 // Прикладная механика и материалы. 404 (2013) 20-24.
DOI: 10.4028/www.scientific.net/amm.404.20
Академия Google
[10]
Герасимов С. А., Жихарев А.В., Березина Е.В., Зубарев Г.И. Новые представления о механизме формирования структуры азотированных сталей, МиТОМ, 1 (2004) 13-17.
А., Жихарев А.В., Березина Е.В., Зубарев Г.И. Новые представления о механизме формирования структуры азотированных сталей, МиТОМ, 1 (2004) 13-17.
Академия Google
[11] Лейкин А.Е. Материаловедение, 1971, 416 с.
Академия Google
[12] Бадиш Э., Миттерер К. Tribology International. 36, 10 (2003) 765-770.
Академия Google
[13]
Гнюсов С. Ф., Хазанов И.О., Советченко Б.Ф. и другие. Применение эффекта сверхпластичности в инструментальных сталях. Томск: НТЛ, 2008. 240 с.
Ф., Хазанов И.О., Советченко Б.Ф. и другие. Применение эффекта сверхпластичности в инструментальных сталях. Томск: НТЛ, 2008. 240 с.
Академия Google
[14] Чаус А.С., Худакова М., Уир. 267 (2009) 1051-1055.
Академия Google
Цитируется
Закалка быстрорежущей стали Р6М5
Журналы → Черные Металлы → 2022 → №11 → Назад
| Металловедение и металлография | |
| Название статьи | Закалка быстрорежущей стали Р6М5 |
| ДОИ | 10. 17580/чм.2022.11.07 17580/чм.2022.11.07 |
| СтатьяАвтор | Богодухов С.И., Козик Е.С., Свиденко Е.В. |
| Данные об авторе статьи | Оренбургский государственный университет, Оренбург, Россия: Богодухов С.И. , д.т.н., проф., каф. материаловедения и технологии, e-mail: [email protected] |
| Аннотация | Представлены результаты исследования влияния термической обработки в соляных ваннах серебряных стержней Ø10 мм из быстрорежущей стали Р6М5 на микроструктуру, размер карбида, механические и прочностные свойства, фрактографию разрушения и массовый анализ элементов . |
| ключевые слова | Быстрорежущая сталь, микроструктура, излом, сопротивление, мартенсит отпуска, первичные и вторичные карбиды и остаточный аустенит |
| Ссылки | 1. Григорьев С.Н. Методы повышения стойкости режущих инструментов. Москва: Машиностроение, 2011. 368 с. |
| Язык полнотекстового | русский |
| Полное содержание | Купить |
 Проведена термическая обработка инструмента из быстрорежущей стали, включающая первую закалку от температуры от 1000 °С до 1100 °С, вторую стандартную закалку и отпуск по режиму: нагрев (100 % BaCl 2 ) 1100 °С – 2,5 мин; воздушно-водяное охлаждение; предварительный нагрев 1050 °С (100 % BaCl 2 ) – 1,5 мин; окончательный нагрев 1220 °С–1240 °С (100 % BaCl 2 ) / 1,5 мин, затем отпуск 580 °С (Н-495) / 10 мин с последующим охлаждением на воздухе; охлаждение воздух+вода; отпуск 580 °С (Н-495) – 10 мин с последующим охлаждением на воздухе и воздушно-водяном потоке, промывкой. Для быстрорежущей стали определена твердость по Виккерсу, исследованы микроструктура и тонкая структура. Анализ данных индивидуальных измерений твердости (НV) показал, что минимальный размер карбида после термообработки уменьшился на 21 %, а максимальный на 12 %. Минимальный размер объектов после термической обработки уменьшился в 50 раз, а максимальный увеличился в 8 раз, что свидетельствует о процессе измельчения карбидных частиц.
Проведена термическая обработка инструмента из быстрорежущей стали, включающая первую закалку от температуры от 1000 °С до 1100 °С, вторую стандартную закалку и отпуск по режиму: нагрев (100 % BaCl 2 ) 1100 °С – 2,5 мин; воздушно-водяное охлаждение; предварительный нагрев 1050 °С (100 % BaCl 2 ) – 1,5 мин; окончательный нагрев 1220 °С–1240 °С (100 % BaCl 2 ) / 1,5 мин, затем отпуск 580 °С (Н-495) / 10 мин с последующим охлаждением на воздухе; охлаждение воздух+вода; отпуск 580 °С (Н-495) – 10 мин с последующим охлаждением на воздухе и воздушно-водяном потоке, промывкой. Для быстрорежущей стали определена твердость по Виккерсу, исследованы микроструктура и тонкая структура. Анализ данных индивидуальных измерений твердости (НV) показал, что минимальный размер карбида после термообработки уменьшился на 21 %, а максимальный на 12 %. Минимальный размер объектов после термической обработки уменьшился в 50 раз, а максимальный увеличился в 8 раз, что свидетельствует о процессе измельчения карбидных частиц. Анализ микроструктуры быстрорежущей стали Р6М5 после различных термических режимов показал наличие 2-х фаз: карбидных зерен и мартенсита. После термической обработки и законченного процесса сверла подвергаются испытаниям на стойкость. Проведенная термическая закалка быстрорежущей стали Р6М5 показала увеличение эксплуатационных характеристик в 4 раза, что свидетельствует об эффективности термической обработки в солях.
Анализ микроструктуры быстрорежущей стали Р6М5 после различных термических режимов показал наличие 2-х фаз: карбидных зерен и мартенсита. После термической обработки и законченного процесса сверла подвергаются испытаниям на стойкость. Проведенная термическая закалка быстрорежущей стали Р6М5 показала увеличение эксплуатационных характеристик в 4 раза, что свидетельствует об эффективности термической обработки в солях. В. М. Современные инструментальные материалы. СПб: Лан, 2014. 304 с.
В. М. Современные инструментальные материалы. СПб: Лан, 2014. 304 с. 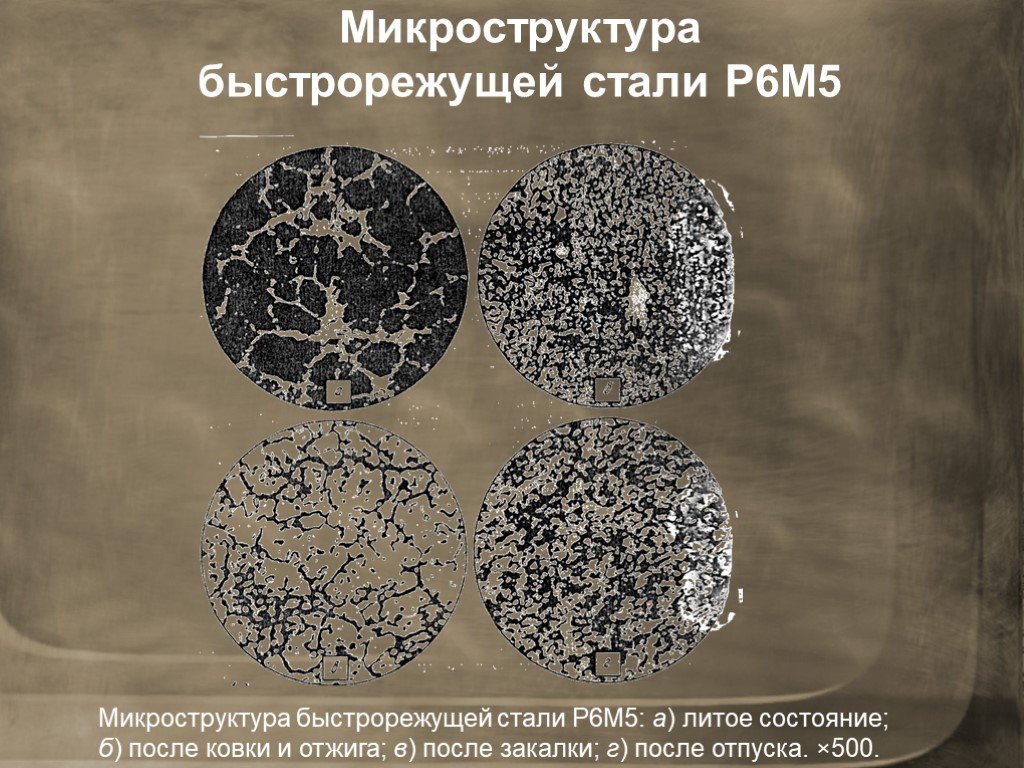 П., Видин Д. В., Лашинина С. В. Методический подход к разработке режимов упрочняющей термической обработки порошковых быстрорежущих сталей. Вестник Кузбасского государственного технического университета . 2020. № 5 (141). стр. 11–19.
П., Видин Д. В., Лашинина С. В. Методический подход к разработке режимов упрочняющей термической обработки порошковых быстрорежущих сталей. Вестник Кузбасского государственного технического университета . 2020. № 5 (141). стр. 11–19.  В коллекции. Современные инновации в науке и технике. Сборник научных трудов 11 -й -й Всероссийской научно-технической конференции с международным участием . Курск, 2021. С. 187–192.
В коллекции. Современные инновации в науке и технике. Сборник научных трудов 11 -й -й Всероссийской научно-технической конференции с международным участием . Курск, 2021. С. 187–192. Назад
1.3343, HS6-5-2, AISI M2, S6-5-2
Быстрорежущая вольфрамомолибденовая сталь HS6-5-2C, S6-5-2, 1.3343, AISI M2 по ISO 4957, DIN 17350.
| Standard | Steel Grade | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Chemical Composition % | |||||||||||||||||
| C: | Mn: | Si: | P: | S: | Cr : | Mo: | Ni: | V: | W: | Co: | |||||||
| PN | SW7M | ||||||||||||||||
0. 82 – 0.92 82 – 0.92 | <0.4 | <0.5 | <0.03 | <0.03 | 3.5 – 4.5 | 4.5 – 5.5 | <0.4 | 1.7 – 2.1 | 6.0 – 7.0 | <0.5 | |||||||
| ISO | HS6-5-2C | ||||||||||||||||
| 0,86-0,94 | <0,4 | <0,45 | <0,4 | <0,45 | <0,4 | <0,45 | 999 | <0,4 | .6 | 3.8 – 4.5 | 4.7 – 5.2 | – | 1.7 – 2.1 | 5.9 – 6.7 | – | ||
| ISO | HS6-5-2 – 1.3339 | ||||||||||||||||
| 0.80 – 0.88 | <0.4 | <0.45 | <0.03 | <0.03 | 3.8 – 4.5 | 4.7 – 5.2 | – | 1. 7 – 2.1 7 – 2.1 | 5.9 – 6.7 | – | |||||||
| DIN | S6-5-2 – 1.3343 | ||||||||||||||||
| 0.86 – 0.94 | <0.4 | <0.45 | <0.03 | <0.03 | 3.8 – 4.5 | 4.7 – 5.2 | – | 1.7 – 2.0 | 6.0 – 6.7 | – | |||||||
| NF | Z85WDCV06-05-04-02 | ||||||||||||||||
| 0.80 – 0.87 | <0.4 | <0.5 | <0.03 | <0.03 | 3.5 – 4.5 | 4.6 – 5.3 | – | 1.7 – 2.2 | 5.7 – 6.7 | – | |||||||
| ASTM | UNS T11302 – AISI M2 | ||||||||||||||||
0. 78 – 0.88 78 – 0.88 | 0.15 – 0.40 | 0.20 – 0.45 | <0.03 | <0.03 | 3.75 – 4.50 | 4.5 – 5.5 | – | 1.75 – 2.20 | 5.50 – 6.75 | – | |||||||
| GOST | R6M5 – Р6М5 | ||||||||||||||||
| 0.82 – 0.90 | < 0.5 | <0.5 | <0.03 | <0.25 | 3.80 – 4.40 | 4.8 – 5.3 | <0.4 | 1.7 – 2.1 | 5.5 – 6.5 | <0,5 | |||||||
S6-5-2, HS6-5-2, 1.3343 – спецификация и применение прочность, используемая для работы с изделиями прочностью более 830 МПа. Он используется в производстве сверл, лезвий, ножей, спиральных сверл, инструментов для нарезания резьбы, протяжных инструментов, зубчатых инструментов, фрез, разверток оправки, концевых фрез и сегментов дисковых пил.
 SW7M/1.3343 склонен к обезуглероживанию и перегреву при термообработке. После закалки и отпуска достигает твердости выше 63 HRC.
SW7M/1.3343 склонен к обезуглероживанию и перегреву при термообработке. После закалки и отпуска достигает твердости выше 63 HRC.Механические свойства SW7M, S6-5-2, HS6-5-2C, 1.3343
- Твердость в состоянии поставки +A: <269 HB
- Твердость в состоянии поставки +A+C: <319 HB
- Твердость в состоянии поставки +A+CR: <339 HB
- Твердость после закалки и отпуска:
- при 300 ℃ = 61,5 HRC
- при 350 ℃ = 62 HRC
- при 400 ℃ = 62 HRC
- 0 ℃ = 63 HRC
- при 500 ℃ = 65 HRC
- при 550 ℃ = 65 HRC
- при 600 ℃ = 60 HRC
- AT 650 ℃ = 52 HRC
Процессы тепла и пластика SW7M, S6-5-2, HS6-5-2C, 1.3343 Steel:
В указанных выше марках
2- Прутки тянутые, горячекатаные, кованые быстрорежущие 1. 3343, HS6-5-2, S6-5-2, HS6-5-2C
- Листы из быстрорежущей стали 1.3343, HS6-5-2, S6-5-2, HS6-5-2C
 3343, HS6-5-2, S6-5-2, HS6-5-2C
3343, HS6-5-2, S6-5-2, HS6-5-2C
Другие заменители и аналоги марки:
SW7M, 1.3343, HS6-5-2C, HS6-5-2, S6-5-2, 1.3339, X82WMoCrV6-5-4, X80WMoCrV6-5-4, X 82 WMoCrV 6-5-4, X 80 WMoCrV 6-5-4, R6M5, AISI M2, SKH51, SS 2722, R6, W6Mo5Cr4V2, CSN 19830, 1.3553, SC6-5-2, SC 6-5-2, 1.3341, БС БМ2, X82WMo0605KU, X 80 WMo 06 05 КУ, RP5, EM2, F-550.A, UNS T11302, AISI M-2, HS 6-5-2 C, S 6-5-2, Р6М5, R6M5.
Сталь R6M5: Feartan, iarrtas
Сплав eileamaid и t-ochdamh buidheann de na Eileamaidean Mendeleyev System de àireamh atamach 26 (iarann) le cuid de charbon agus eileamaidean eile ris an canar stàilinn. Кроме того, они отличаются повышенной пластичностью и прочностью благодаря углероду. Сплавление eileamaidean a ‘meudachadh deagh fartan сплав. Ach stàilinn air mheas a bhith na stuth мясной хвост anns a bheil co-dhiù 45% iarainn.
Beachdaich air сплав mar stàilinn R6M5, agus ag ionnsachadh dè tha fightan agus sgìrean anns a bheil a chleachdadh.
Mangaineis mar сплавляющий eileamaid
Suas gu linn XIX airson leigheas neo-iarannach metailtean agus fiodh a chleachdadh углеродистая сталь. Ее буайн айрсон фэртан а тха сео математик гу леор. Ach, nuair a ‘feuchainn ri a làimhseachadh an t-inneal stàilinn pàirtean a theasachadh suas gu math luath aodach a-mach agus fiù’s ciorramach.
English Eòlaiche-meatailt Robert Myushett tro dheuchainnean gun robh ann òrdugh gus an сплав tuilleadh maireannach, tha e riatanach a chur ris oxidant, a bhios an-asgaidh ris bho ocsaidean còrr. Tha an leagh- stàilinn Steel Cuir iarainn sgàthan, anns mangaineis. Bhon tha e eileamaid сплавление, an àireamh sa cheud nach bu chòir nas motha на 0,8%. Mar sin, R6M5 stailinn air a dhèanamh suas bho 0,2% gu 0,5% марганца.
tungsten iarainn
Mar-thà ann 1858 air an ullachadh le сплавы вольфрама dh’obraich iomadh sayheans agus metallurgists. Bha fhios aca gur e seo aon de na огнеупорное мясо. Добавление e gus an stàilinn mar сплавление eileamaid Tha cead fhaighinn сплав a dh’fhaodadh a bhith a ‘seasamh an ard-teòthachd agus chan eil an t-aodach a-mach.
Сталь Р6М5 с содержанием вольфрама 5,5-6,5 %. Сплавы le a th ‘ann gutric a’ tòiseachadh leis an litir “P” agus tha an t-ainm àrd-astar. Steel a ‘chiad ullachadh ann 1858 года Мюшеттом anns a bheil 9% вольфрама, 2,5% агуса 1,85 марганца углерода. Ас дейд син, а’кур а бхаррахд эйр 0,3% С, 0,4% Кр агус а’ тоирт аир фалбх% МН 1,62, В 3,56%, Элайше-мясаит фхуаир сплав гайрм Самокаев (Р6М5). A rèir боязнь, tha e cuideachd coltach ris a ‘d18 stàilinn.
дефицит вольфрама
Гу деарбх, эннс на 1860ан, nuair a bha mòran de na h-eileamaidean a bha ann làn phailteas, вольфрам stàilinn leis a ‘bharrachd Chaidh beachdachadh air a’ chuid as motha maireannach. Thar ùine, tha eileamaid seo ann nàdar a ‘fas nas lugha, agus a’ phris airson a tha e a ‘fàs.
Bho eaconamach sealladh Cuir air tuaiream mòr den W ann an stàilinn bha e practaigeach. Air adhbhar сео, stàilinn R6M5 còrdadh mòran nas motha fèill на d18. An dèidh a ‘faicinn an cuid ceimigeach buill, chì sinn gu bheil na tungsten susbaint ann d18 – 17-18,5%, fhad’ sa, mar ann вольфрам-молибденовый сплав – suas gu de 6,5%. A bharrachd, tha ‘taisbeanadh samokale suas ri 0,25% copair agus suas gu 5,3% молибдена.
A bharrachd, tha ‘taisbeanadh samokale suas ri 0,25% copair agus suas gu 5,3% молибдена.
Легирующий этиленгликоль
A bharrachd воздух и углерод, марганец, вольфрам и молибден, сталь R6M5 cuideachd tha mar rinneadh и кобальт (0,5%), хром (4,4%), копар (0,25%), ванадий (2,1 %), фосфор (0,03 %), проннасг (0,025 %), никель (0,6 %), силеакон (0,5 %). Карсон а та иад а дхит?
Gach aon de na сплавляя eileamaid fhèin aig ghnìomh. Mar eisimpleir, Chromium и dhìth airson tearmach склеивание, agus Nickel ‘meudachadh na вязкость. Molybdenum agus vanadium cha mhòr an dèidh cur às do tempearadh хрупкости. Nithean leithid de сплавляя eileamaidean leasachadh a thoirt air fightan de stàilinn cho deepg cruas agus teth cruas.
Сталь R6M5, на боязнь а тха sinn a ‘dèanamh, а также cruadhachadh staid tha cruas HRC 66 aig deuchainn teòthachd 600 °C. рядом с агус, мар син, чан эйл и т-аодач а-мах агус чан эйл деформировать.
sònrachadh R6M5
Mìneachadh stailinn an crochadh air mar a tha e a ‘dèanamh, a tha a’ gabhail a-steach eileamaidean сплавляющий агус та торр гуален. Airson seòrsaichean eadar-dhealaichte aca fhèin shònrachaidhean. Ma tha, mar eisimpleir, «сплав и сплав eileamaidean, tha e air a sgrìobhadh «cm» agus an ath àireamh a ‘sealltainn cuibheasachd углерод susbaint и stàilinn (ST20, ST45).
Airson seòrsaichean eadar-dhealaichte aca fhèin shònrachaidhean. Ma tha, mar eisimpleir, «сплав и сплав eileamaidean, tha e air a sgrìobhadh «cm» agus an ath àireamh a ‘sealltainn cuibheasachd углерод susbaint и stàilinn (ST20, ST45).
Tha a ‘chiad ìosal легированные сплавы tha an àireamh sa cheud de charbon, agus an uair sin a th litir sin a’ comharrachadh na eileamaidean ceimigeach (10HSND, 20HN4FA). Ma ath riu, mar ann an, mar eisimpleir, tha àireamh de figearan – a ‘ciallachadh na tha gach aon dhiubh chan eil nas motha na 1%. Tha litir “R” и марка сплава sealltainn gu bheil e HSS (luath).
Позади tha àireamh – tha an àireamh sa cheud de tungsten (P9, d18), agus barrachd, litrichean agus figearan – a tha ‘легирующий eileamaidean agus an àireamh sa cheud. Bho seo tha ea ‘leantainn a Astar Àrd a stàilinn R6M5 Tha suas ri 6% вольфрама и 5% молибдена.
отжиг
Mar riaghailt, toradh a leithid de Clasaigeach Agus a chur an gnìomh gu h-uile àrd-astar thàinig na Steels. Ach, bu chòir cuimhneachadh gu bheil an òrdugh a-вольфрамовый молибденовый сплав Bha fìor maireannach, cruaidh, agus maireannach, feumaidh e bhith отожженный.
Ach, bu chòir cuimhneachadh gu bheil an òrdugh a-вольфрамовый молибденовый сплав Bha fìor maireannach, cruaidh, agus maireannach, feumaidh e bhith отожженный.
Ma eile dibhe, mar eisimpleir, ST45, call a close tron annealing, ard-astar, air an aghaidh, a ‘leasachadh agus a bhith nas làidire agus nas cruaidhe. S e sin carson R6M5 отожженный mus cruadhachadh. Ciamar a tha seo a ‘tachairt?
Màl (me, web “stàilinn R6M5”) de mu 22 mm shònraichte san àmhuinn e air a theasachadh gu Teòthachd de 870 ° C agus an uair sin air fuarachadh gu 800 ° C, agus an uair sin a ‘teasachadh a-rithist . A leithid de chuairtean a dh’fhaodas a bhith mu 10.
A bharrachd, dèidh a ‘chòigeamh riatanach gus lùghdachadh a’ Teòthachd означает воздух mhean. Mar eisimpleir, ach a-rithist teasachadh gu 850°C fuarachadh gu 780°C. Agus mar sin air adhart gus an ruig i an ìre de 600°C. а также легированный сплав, а тха воздух летит mì-chailear. Teasachaidh agus fuarachaidh sàr sgaoil, легирующий eileamaidean, ach an austenite nach fhàs.
Mur eil seasamh an teòthachd agus a ‘seinn annealing aig teòthachd nas motha na 900 ° C, томхас нас мота де аустенит и чрутачадх агус круас и сплав лугдачадх. Fuarachadh thathar a ‘moladh a’ cleachdadh na h-ola amar, bidh e a shabhaladh bho вольфрамово-молибденовый сплав bristidhean agus nadkoly.
Tha saothrachadh dòigh R6M5
Гу деарбх, мар сам битх эйл сплав, R6M5 дхеанамх и диофар мхеудан. Mar sin, ann cuid de bhuithtean teth-astar a tha stàilinn thilgeadh слитки. Aig an taobh eile a tha a ‘dèanamh a-teth a roiligeadh air màl. Gus seo a dhèanamh, ‘teasachadh bàraichean гофрированный eadar an rolla na Rolling mhuileann. Tha an fhoirm a gheibhear and crochadh air an cumadh an валы fhèin.
Brand stailinn R6M5 gan cleachdadh airson pàirtean ag obair aig àrd teòthachd. Airson an adhbhar сео, anns на bliadhnachan daoine glè dhèidheil air dòigh a ‘dèanamh stailinn’ Se e pùdar.
Nuair a dòrtadh de stàilinn слитки teth, tha e glè luath tron de carbides bho leaghadh. Ann an cuid de sgìrean, tha iad neo-ideadh sgìre a ‘bhagaide, a san am ri преподал th’ ann a rugadh sgoltaidhean.
Ann an cuid de sgìrean, tha iad neo-ideadh sgìre a ‘bhagaide, a san am ri преподал th’ ann a rugadh sgoltaidhean.
Nuair a dhèanamh de na phùdar, sònraichte fùdair, riatanach uile nan co-phàirtean a tha an lathair и композиция. Tha sònraichte спеченный и вакуумный контейнер le àrd Teòthachd uairean. Tha seo a ‘cur ris an fhirinn gu bheil an stuth a’ tionndadh однородный.
iarrtas
Сталь R6M5 gan cleachdadh и diofar ghnìomhachasan. As tric a tha e air a chleachdadh airson an dèanamh innealan airson gearradh a ‘tionndadh, bleith agus drileadh innealan ann an gnìomhachas. Tha seo air sgàth a fheartan de closet, teas aghaidh, cruas.
Mar riaghailt, tha e air a dhèanamh de na claisean, togail, a ‘basachadh, bhuain. Inneal gearraidh stailinn R6M5 mòr airson gearradh aig àrd astar, a thuilleadh, chan eil feum reòthadairean Gomel. R6M5 стальной sgian – та и cuideachd cumanta.
Bho вольфрамово-молибденовый сплав Tha ard cruas Agus àrd вязкость, tha e gutric air a chleachdadh airson an dèanamh le lannan làidir armachd agus pàtranan brèagha.