всё, что вам нужно знать
Для чего необходима маркировка? Что означает цифра или буква в маркировке электродов? Эти, и многие другие вопросы часто задают начинающие сварщики. В этой статье мы расскажем, как расшифровывать надписи на упаковке, научим разбираться в деталях маркировок и их особенностях.
Но сначала определение. Маркировка сварочных электродов — это набор цифр и букв, шифрующих информацию о различных характеристиках стержня. Каждой букве или цифре соответствует своя информация. Маркировка и зашифрованные в ней характеристики влияют на подбор комплектующих, будь то электроды для переменного тока или электроды для постоянного тока. Сами электроды делятся по многим признакам, о которых мы поговорим далее, и по ходу дела будем объяснять маркировку.
Содержание
Тип и маркировка
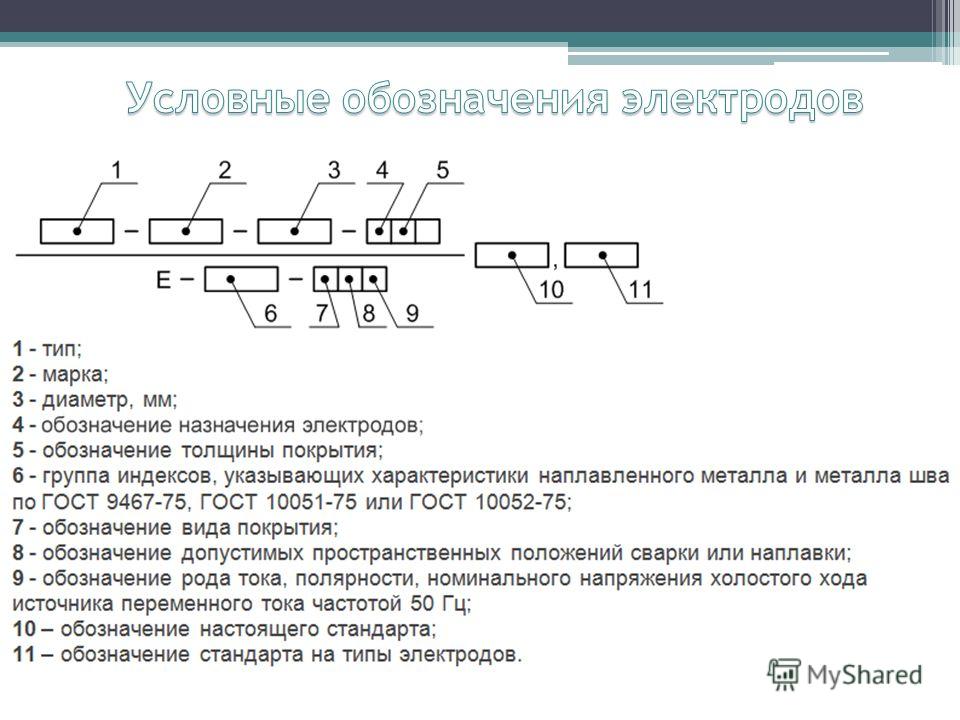
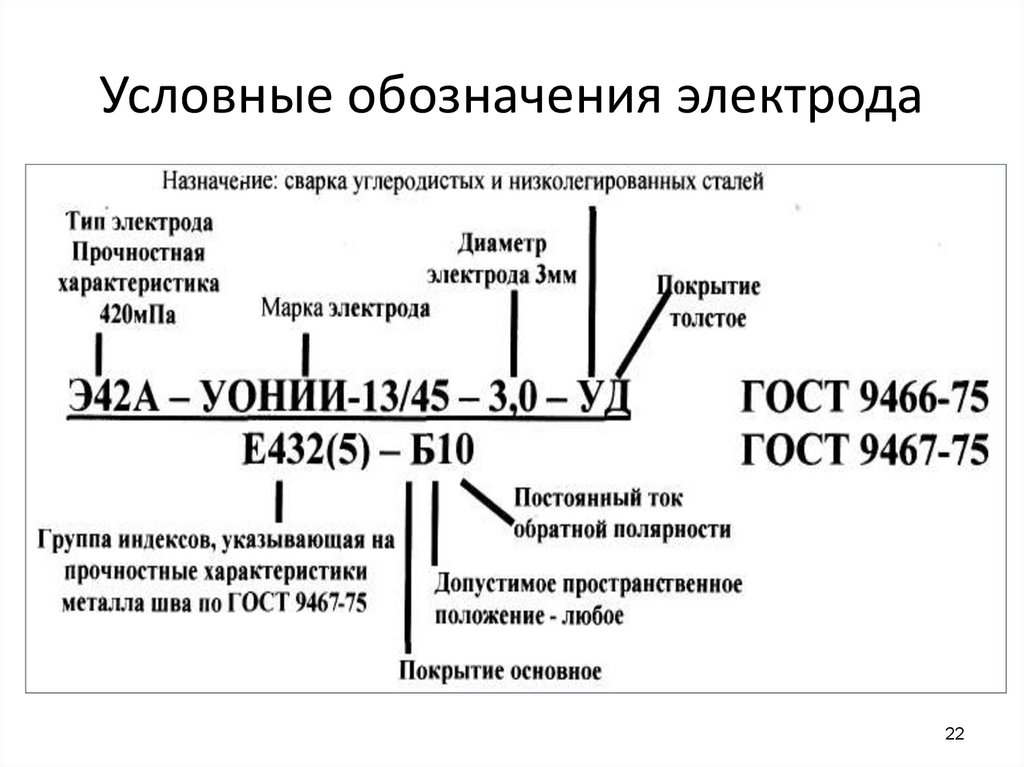
Первый набор букв и цифр, который вы видите на упаковке электродов, обозначается тип стержня. На примере выше указана маркировка Э50А. Такие стержни подходят для сварки низколегированной и легированной прочной стали. Сама маркировка электродов для сварки состоит из следующих символов:
Сама маркировка электродов для сварки состоит из следующих символов:
- Буква Э. Ею помечают электроды, предназначенные для ручной дуговой сварки.
- Цифра (в данном случае «50»). Это предел прочности, иногда пишется «50 кгс на квадратный миллиметр или /мм2».
- Буква А. Она обозначает, что шов пластичный и обладает повышенной ударной вязкостью.
Как видите, на данном этапе условное обозначение электродов для сварки очень простое, достаточно запомнить (или выписать на листок), что значит каждая буква и цифра.
Теперь поговорим о существующих типах электродов. Постарайтесь так же запомнить их или выписать, поскольку это облегчит вашу дальнейшую работу. Итак, для сварки низколегированной или углеродистой стали нам подойдут следующие типы стержней: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55, Э60, Э70, Э85, Э100, Э125, Э150. Не забывайте, что цифра после буквы «Э» обозначает предел прочности, чем сталь прочнее, тем выше должна быть цифра.
Если нужно сварить теплоустойчивую сталь, то подойдут следующие электроды: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для работы с высоколегированной сталью, обладающей особыми свойствами, производители предлагают более сорока типов электродов, но вот наиболее популярные из них: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ. Если нужно наплавить поверхностный слой, обладающий особыми свойствами, то используйте электроды Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ (также существует еще 38 типов).
Для работы с высоколегированной сталью, обладающей особыми свойствами, производители предлагают более сорока типов электродов, но вот наиболее популярные из них: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ. Если нужно наплавить поверхностный слой, обладающий особыми свойствами, то используйте электроды Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ (также существует еще 38 типов).
Что ж, типов много, но это только начало. Помимо всего прочего, электроды делятся по другим признакам. Каким?
По марке
Следующий набор букв и цифр — это марка электрода (не путайте с понятием маркировка). Марка может быть установлена ГОСТом или запатентована производителем (как в случае с электродами ESAB и их маркой «ОК»). При этом стержню могут соответствовать сразу несколько марок. Это обширная тема, поэтому мы посвятили ей отдельную статью.
По диаметру
Следующие цифры — это диаметр стержня, измеряемый в миллиметрах. Диаметр подбирается исходя из толщины свариваемого металла. Чем толще, тем диаметр больше. В нашем примере это 5 мм.
Чем толще, тем диаметр больше. В нашем примере это 5 мм.
По назначению
Также электроды могут быть предназначены для различных металлов. В нашем примере это буква «У», она означает, что можно варить низколегированную сталь с пределом прочности 60 кгс на миллиметр квадратный. Если у такой стали предел прочности выше, то используйте электроды с маркировкой буквой «Л». Электроды для сварки теплоустойчивой стали обозначаются «Т»; для сварки сталей, имеющих особые свойства установлена буква «В», а стержни для наплавки обозначаются буквой Н».
По коэффициенту толщины покрытия
Следующее обозначение — толщина покрытия или иначе обмазки. В нашем примере это «Д» (толстое покрытие). Но помимо этого, сварочные электроды так же маркируются буквой «М» (тонкое покрытие), буквой «С» (среднее) и буквой «Г» (очень толстое).
По группе индексов
Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — это максимальная рабочая температура, при которой указана жаропрочность шва. Цифра 4 — это рабочая температура шва. Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение. Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.
Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия.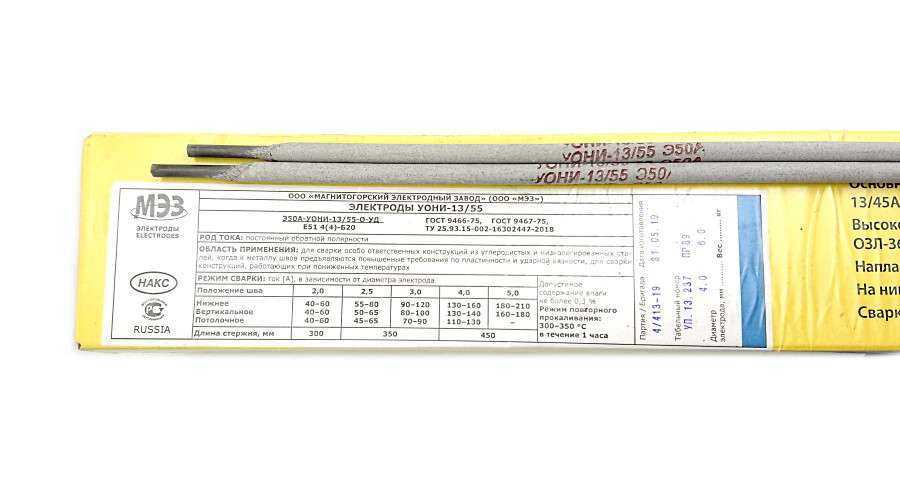 Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
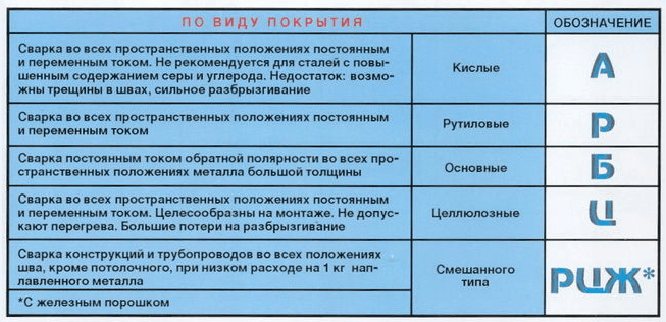
По типу покрытия
Это одно из последних значений в маркировке. Как многие другие характеристики электрода обозначается буквой. В нашем примере буква «Б» (основное покрытие), но бывает также «Ц» (целлюлозное), «А» (кислое), «Р» (рутиловое) и «П» (прочее). Буквы могут соединяться, обозначая электроды с особым покрытием (к примеру, «РЦ» обозначает рутилово-целлюлозное). Если в составе обмазки есть железный порошок, то дополнительно ставится буква «Ж» (к примеру, «БЖ» обозначает основное покрытие с железным порошком).
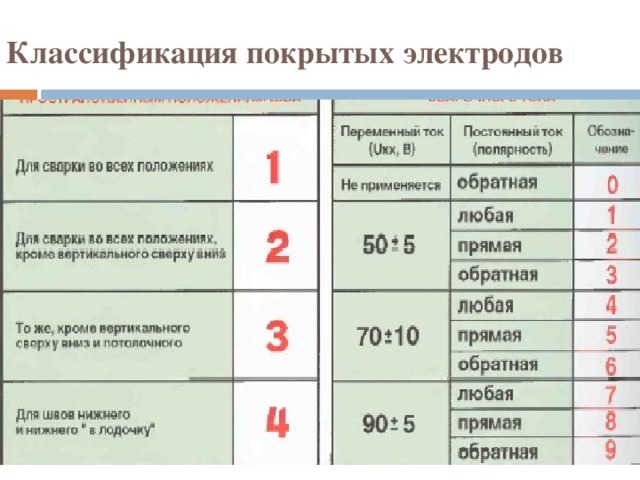
По пространственному положению
Каждый тип электрода предназначен для работы в определенном положении. В нашем примере это стержень для работы в любых положениях, кроме вертикального, обозначается цифрой «2». Также есть цифра «1» (полностью универсальный), «3» (для работы горизонтально на вертикальной плоскости) и «4» (для нижних угловых соединений). Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
По характеристикам сварочного тока
Иногда этой маркировки нет, но мы добавили ее в свой пример. Это цифра «0», она означает, что такими электродами можно работать только на постоянном токе, установив обратную полярность.
Особые маркировки
Вы могли заметить, что мы пропустили букву «Е», когда говорили про группу индексов. Это особая маркировка, она обозначает, что перед вами плавящийся электрод с покрытием. Это так же международное обозначение.
Пример расшифровки
Чтобы закрепить, рассмотрим расшифровку марки электродов на примере АНО-21.
1: Тип электрода (Э46, подходит для низколегированных сталей с низким пределом прочности).
2: Марка (АНО-21 соответственно).
3: Диаметр (в нашем случае 2,5 миллиметра).
4: Назначение (буква «У», значит для углеродистой или низколегированной стали) и т.д.
Мы намеренно не закончили расшифровку маркировки, чтобы вы сделали это самостоятельно.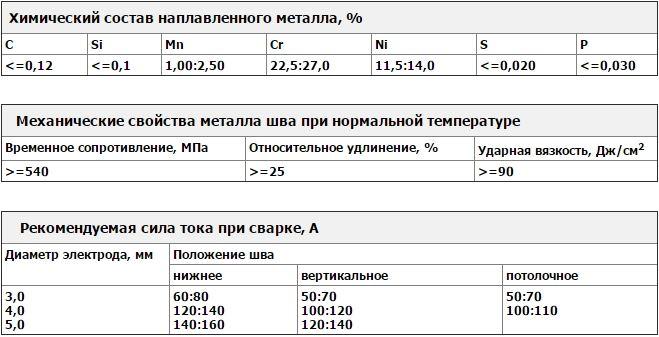 Выпишите на листке остальные цифры с фотографии и расшифруйте. Расшифровка маркировки электродов только на первый взгляд кажется такой сложной, на самом деле достаточно один раз сделать это самому, чтобы понять всю суть. Можете взять несколько разных упаковок из-под электродов и самостоятельно расписать всю расшифровку, чтобы потренироваться.
Выпишите на листке остальные цифры с фотографии и расшифруйте. Расшифровка маркировки электродов только на первый взгляд кажется такой сложной, на самом деле достаточно один раз сделать это самому, чтобы понять всю суть. Можете взять несколько разных упаковок из-под электродов и самостоятельно расписать всю расшифровку, чтобы потренироваться.
Вместо заключения
Как вам статья?
Электроды расшифровка маркировки таблица в России
Маркировка сварочных электродов (CЭ) содержит в себе такие сведения, как тип, марка, диаметр и другие технические характеристики.
ЛЭ3АНО-21
Пример маркировки и ее расшифровка: Э46-ЛЭЗАHO-21-⌀-УД Е4З 1(З)-РЦ1З, где
● Тип. Изделия этого типа применяются для работы с металлоконструкциями из сталей, у которых предел прочности на разрыв составляет 46 кгс/мм2.
● Марка. Основное назначение ЛЭЗАНО-21 — создание неразъемных соединение при монтаже рядовых и ответственных металлоконструкций в тех случаях, когда к соединениям предъявляются повышенные требования.
● Назначение СЭ. Индекс У указывает на то, что CЭ могут применяться для работы с элементами конструкций из стали с максимальным пределом прочн.на растяжение до 588 МПa (60 KГC/MM2).
● Коэффициент толщины покрытия. Буквой Д обозначается покрытие увеличенной толщины.
● Тип плавящегося покрытия. Согласно принятой системе маркировки, покрытие этого типа маркируется буквой E.
● Предел прочности при растяжении. Индекс 4З равен 4З0 МПa (4З KГC/MM2).
● Относит.удлинение. Цифра 1 указывает на величину 20%.
● Мин.t, при которой ударн.вязкость соединит.швов не ниже З4 ДЖ/CM2 (З,5 KГC M/CM2). Цифра З соотносится с t -20C.
● Вид покрытия. Покрытия на основе рутила и целлюлозы маркируются PЦ.
● Возможные положения при сварочных работах. Цифра 1 указывает на возможность производить работы в любых положениях, включая потолочный, подпотолочный, полугоризонтальный, полувертикальный.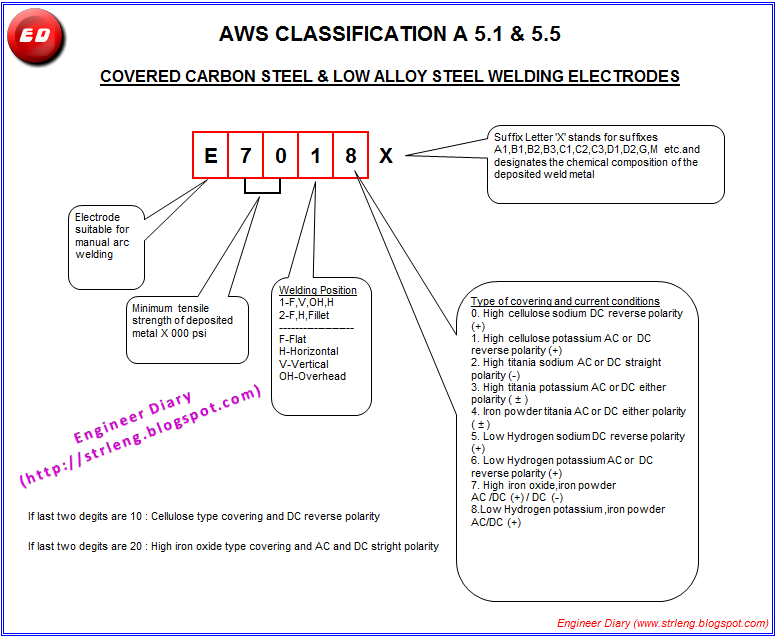
● Сварочн.ток. Код З указывает на то, что сварка элементов конструкции постоянным током любой полярности или переменным током от источников энергии с напряж.холостого хода 50±ЗB.
АНО-21
Расшифровка маркировки Э46-AHO-21-2,5-УД E 4З0(З)-P-11 выполняется в следующем порядке:
● Тип СЭ. Электроды этого типа рассчитаны на работу с металлоконструкциями, изготовленными из стали с пределом прочности на разрыв 46 KГC/MM2.
● Марка. АНO -21.
● Толщина стержня. В данном случае указан диаметр 2,5 мм.
● Назначение. Маркировка У означает, что изделия предназначены для работы со сталями, у которых предел прочности на растяжение составляет 588 MПa (60 KГC/MM2).
● Коэфф.толщины покрытия. Индекс Д означает, что электроды имеют толстое покрытие.
● Наличие плавящегося покрытия обозначают буквой E.
● Предел прочности к нагрузкам на растяжение. Код 4З соответствует 4З0 MПA (44 KГC/MM2).
● Относит.удлинение. Цифрой 0 обозначают относит.удлинение, равное 20%.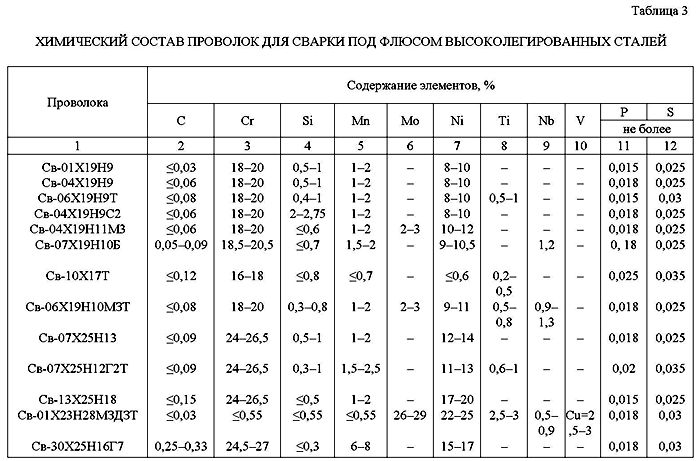
● Min температура, при которой ударн.вязкость шва не ниже З4 ДЖ/CM2 (З,5 KГC M/CM2). Код З указывает на t -20C.
● Материал покрытия. В качестве покрытия типа P для CЭ используется рутил.
● Допустимые пространств.положения. Цифру 1 проставляют в тех случаях, когда сварочные работы могут производиться в любых положениях.
● Сварочн.ток и напряж.холостого хода. Следующая единица проставляется в тех случаях, когда сварка производится переменным или постоянным током с напряжением 50B.
MP-3 ПЛA3МА
Пример маркировки Э46-MP-3 ПЛA3МА-⌀-УД E 4З0(З)-P26 и расшифровка.
● Тип и марка. Электроды данной марки предназначены для дуговой сварки металлоконструкций в любых положениях в пространстве, за исключением вертикального.
● Область применения. Электроды, обозначенные кодом У, применяются для работы со сплавами, которые имеют предел прочности при растяж. до 588 MПA (60 KГC/МM).
● Толщина покрытия. Толстое покрытие маркируется кодом Д.
● Тип покрытия. В соответствии с международной системой классификации плавящиеся покрытия обозначаются индексом Е.
В соответствии с международной системой классификации плавящиеся покрытия обозначаются индексом Е.
● Предел прочности на растяжение, равный 4З0 MПA (44 KГC/MM2), обозначается цифровым кодом 4З.
● Относит.удлинение, равное 20%, маркируется цифрой 0.
● Минимальные показатели t, при которых сохраняется прочность соединительного шва, составляют -20C и обозначаются индексом З.
● Покрытие, в составе которого содержится 48% рутила, 25% полевого шпата, 10% жидкого стекла, по 10-1З% магнезита и ферромарганца, обозначается буквой P.
● Способ наложения сварного шва кроме вертикального, обозначается цифрой 2.
● Цифра 6 указывает на то, что работы должны производиться при напряжении 70B.
УOHИ-13/55
Маркировка Э50A-УОHИ-1З/55-З,0-УД E514(4)-Б20 расшифровывается следующим образом:
● Тип и марка. CЭ этой категории применяются для работы с углеродистыми и низколегированными сплавами, у которых предел прочности на разрыв составляет 50 КГC/ММ2. Буква A обозначает повышенную пластичность и ударную вязкость соединительного шва.
● Диаметр. Толщина стержня составляет З,0 мм.
● Область применения. Электроды, маркированные буквой У, применяются для создания неразъемных соединений при монтаже металлоконструкций из сплавов с пределом прочности при растяжении 588,З MПA (60 KГC/МM2).
● Толщина и характеристики покрытия. Толстое неплавящееся покрытие обозначается индексами Д и E.
● Механические свойства. Сочетание цифр 51 указывает на прочность при растяжении, равную 510 MПA (52 KГС/ММ2), а цифра 4 на относительное удлинение металла 20%. Мин.температура, при которой металл соединит.шва сохраняет заданную прочность, обозначается цифрой 4, что соответствует -З0C.
● Вид покрытия. Основной тип покрытия маркируют буквой Б.
● Положение в пространстве. Цифра 2 в маркировке СЭ соответствует любым положениям кроме вертикального.
● Сварочн.ток. Цифрой 0 обозначают возможность проведения работ постоянным током обратной полярности.
ЦЛ-11
Расшифровка маркировочного кода Э-08X20H9Г2Б-ЦЛ-⌀-BД E-2005-Б20:
● Тип и марка. Этот тип электродов предназначен для работы с деталями и конструкциями из высоколегированными сталями.
Этот тип электродов предназначен для работы с деталями и конструкциями из высоколегированными сталями.
● Область применения. Индексом B обозначают CЭ, применяемые для соединения элементов металлокострукций из сплавов со специальными свойствами.
● Характеристики покрытия. Толстое покрытие плавящегося типа маркируют ДE.
● Способы испытания устойчивости металла соединительного шва к межкристаллической коррозии. Методы AM и AMУ обозначаются цифрой 2.
● Количество мелкодисперсного дельта феррита в металле шва. Цифра 5 соответствует содержанию ферритн.фазы от 2% до 10%.
● Вид покрытия. Маркировка Б указывает на то, что используется основное покрытие.
● Сварочный ток. Цифрой 0 обозначают то, что сварочные работы производятся постоянным током обратн.полярности.
Тип
Для работы со сталями высокой и повышенной прочности маркировка составляется следующим образом:
● название изделия;
● последующие цифры указывают на предел прочности;
● код A означает, что сплав соединительного шва обладает улучшенными механическими характеристиками.
У изделий, применяемых для работы с жаропрочными и высоколегированными сплавами, маркировочный код выглядит следующим образом:
● название изделия;
● содержание С в сотых долях процента;
● содержание хим.компонентов в процентах.
Если содержание вещества не превышает 1,5%, то его не указывают
Таблица. Обозначение металлов.
| Азот | A |
| Кобальт | K |
| Кремний | C |
| Ниобий | Б |
| Молибден | M |
| Титан | T |
| Вольфрам | B |
| Никель | H |
| Ванадий | Ф |
| Марганец | Г |
| Фосфор | П |
| Хром | X |
| Медь | Д |
| Бор | P |
| Цирконий | Ц |
Популярные марки
По ряду причин некоторые электроды стали популярны среди профессионалов и любителей.
Причины:
- Особое качество материалов.
- Малая стоимость за килограмм.
- Доступность в большинстве регионов.
Мнение эксперта
Левин Дмитрий Константинович
Но для получения качественных швов рекомендуется выбирать такие электроды, с помощью которых можно обеспечить надёжное соединение исходных материалов.
Уони-13/55
Электроды производятся рядом заводов России и стран СНГ. Предназначены для работы с малоуглеродистыми, низколегированными сталями, некоторыми марками чугуна.
В результате должен получиться шов с характеристиками:
- Предел прочности при растяжении — до 530 МПа.
- Относительное удлинение — до 24%.
- Предел текучести — 420 МПа.
Рекомендуемый ток для сварки:
| Диаметр, мм | 2 | 3 | 4 | 5 |
| Величина тока, А | 35-55 | 90-130 | 130-190 | 190-210 |
Мнение эксперта
Левин Дмитрий Константинович
Допускается сварка на постоянном токе обратной полярности.
МР-3С
Универсальные рутиловые электроды отличаются тем, что хорошо переносят металл даже на ржавые, сырые и грязные поверхности. Часто используются для работы с трубопроводами, ответственными строительными конструкциями.
Регламентирующий стандарт — ГОСТ-9466. Особенности готового шва:
- Очень вязок.
- Устойчив к образованию трещин.
- Толстый слой шлака надёжно прикрывает зону сварки.
Расчётные параметры швов после сварки:
- Предел прочности при растяжении — до 480 МПа.
- Относительное удлинение — до 25%.
- Предел текучести — 410 МПа.
Рекомендуемый ток для сварки разными диаметрами:
| Диаметр, мм | 2 | 2,5 | 3 | 4 | 5 |
| Величина тока, А | 30-70 | 50-90 | 70-130 | 140-200 | 160-260 |
Мнение эксперта
Левин Дмитрий Константинович
Работать МР-3С можно и на переменном, и на постоянном токе.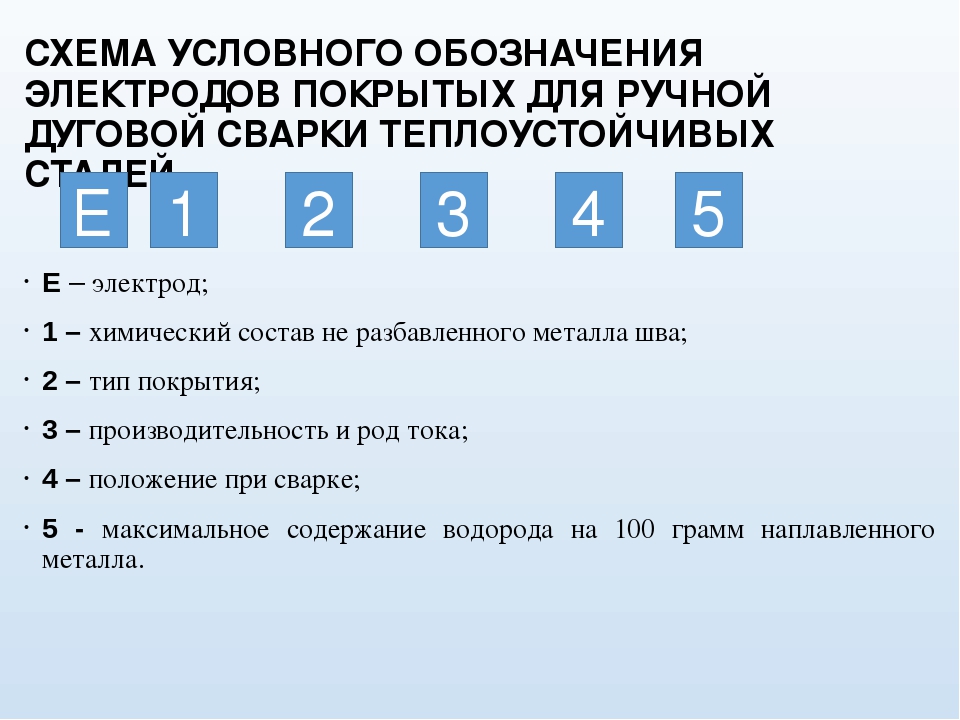
Lb-52U
Универсальные электроды японского производства компании Kobelco. Отличаются тем, что прошли международную сертификацию и аттестацию НАКС. Соответствуют ГОСТ 9467-75.
Потребительские особенности:
- Шлак надёжно защищает зону сварки, легко отбивается.
- Дуга хорошо горит даже при перепадах напряжения в сети.
- Вероятность образования трещин внутри швов — минимальна.
- Во время сварки наблюдается минимальное разбрызгивание металла.
Шов получается вязким и пластичным.
Характеристики:
- Предел прочности при растяжении — 530-546 МПа.
- Относительное удлинение — до 31-35%.
- Предел текучести — 441-455 МПа.
Рекомендуемый сварочный ток:
| Диаметр, мм | 2,6 | 3,2 | 4 |
| Величина тока, А | 60-90 | 90-130 | 130-180 |
Допускается работа на постоянном и переменном токе всеми способами, кроме сварки в вертикальном положении сверху вниз.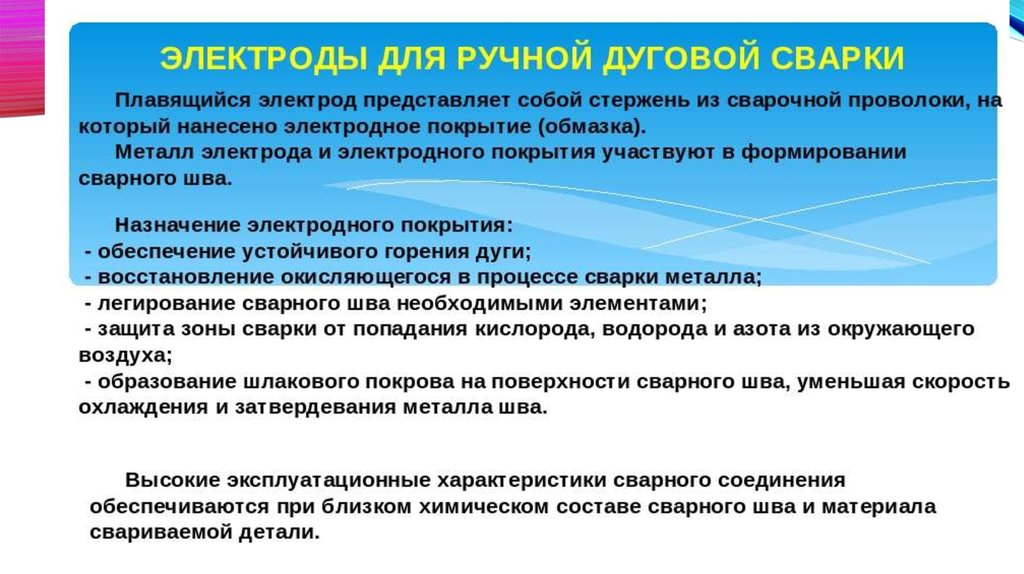
Требуется прокалить электроды до сварки — 140 градусов — в течение 60 минут.
АНО-4
Универсальные электроды с рутиловым покрытием для работы от источников переменного или постоянного тока. ГОСТы: 9466-75, 9467-75.
Можно сваривать между собой стали, при условии, что содержание углерода в них — не более 0,25%. Также допускается производить наплавки. Положения для сварки — любые, кроме сверху вниз.
Характеристики полученных швов:
- Предел прочности при растяжении — до 430 МПа.
- Относительное удлинение — до 20%.
- Предел текучести — 390 МПа.
Рекомендуемый ток:
| Диаметр, мм | 3 | 4 | 5 |
| Величина тока, А | 80-150 | 120-180 | 150-230 |
Электроды упаковываются либо в небольшие тубусы весом до 1,5 кг, либо в пачки 5 кг.
ESAB ОК 94.25
Электроды годятся для работы с рядом материалов:
- Пережжённый чугун.

- Оловянная бронза.

- Латунь.
- Медь.
Допускается использовать для наплавки на стальные поверхности с целью получения коррозионностойких слоёв.
Характеристики полученных швов:
- Предел прочности при растяжении — до 330-390 МПа.
- Относительное удлинение — до 25%.
- Предел текучести — 235 МПа.
Рекомендуемый ток:
| Диаметр, мм | 2,5 | 3,2 | 4 |
| Величина тока, А | 60-90 | 90-125 | 125-170 |
Технологи рекомендуют нагревать детали перед сваркой до 300 градусов. Для контроля над температурным режимом можно использовать переносной пирометр или термокарандаши.
ESAB ОК AlMn1 (ОК 96.20)
Электроды для сварки алюминиевых сплавов без применения инертных газов. Состав стержня особый: Mn (марганец) — 1,00%, Si (кремний) — до 0,5%, Fe (железо) — до 0,7%, Al (алюминиевая основа) — всё остальное.
Сведения о качества получаемого соединения: при соблюдении технологии можно получить шов, не уступающий по прочности основному металлу.
Рекомендуемые параметры тока:
| Диаметр, мм | 2,5 | 3,2 | 4 |
| Величина тока, А | 50-90 | 70-110 | 90-130 |
Мнение эксперта
Левин Дмитрий Константинович
Поскольку алюминий мягкий, во время сварки нужно слегка вдавливать в сварочную ванну.
Распространённый диаметр электрода — 2,4 мм. Длина — 350 мм. Упакованы в герметичные пачки по 1-2 кг. Часто продаются поштучно.
Перед сваркой рекомендуется прокаливать электроды при температуре 110-140 градусов около 60 минут. А сами заготовки — до 150-300 градусов. Можно работать только на постоянном токе обратной полярности.
ESAB ОК 61.30
Электроды для работы с нержавеющими сталями, включая те, которые работают под температурными нагрузками.
Особенности материалов:
- Дуга легко зажигается. Малое количество брызг при работе.
- Варить можно в любом положении. Исключение: сверху вниз.
 Малое количество брызг при работе.
Малое количество брызг при работе.- Шлаковая корка легко отделяется.
Использовать электроды можно и на переменном токе, и на постоянном.
Характеристики шва:
- Предел прочности при растяжении — до 560 МПа.
- Относительное удлинение — до 43%.
- Предел текучести — 430 МПа.
Рекомендуется выставлять сварочный ток:
| Диаметр, мм | 1,6 | 2 | 2,5 | 3,2 | 4 | 5 |
| Величина тока, А | 35-50 | 45-65 | 60-90 | 80-120 | 120-170 | 150-240 |
Предварительная прокалка не нужна.
Аналоги ESAB ОК 61.30: KISWEL KST-308L (KISWEL, Южная Корея), AG E308L-16 (SUPERON, Индия), ОЗЛ-8 (Россия).
Сварочная проволока
Сварочную проволоку сплошного сечения применяют в качестве присадка при ручной аргонодуговой сварке W-электродом, газовой ацетилено-кислородной сварке.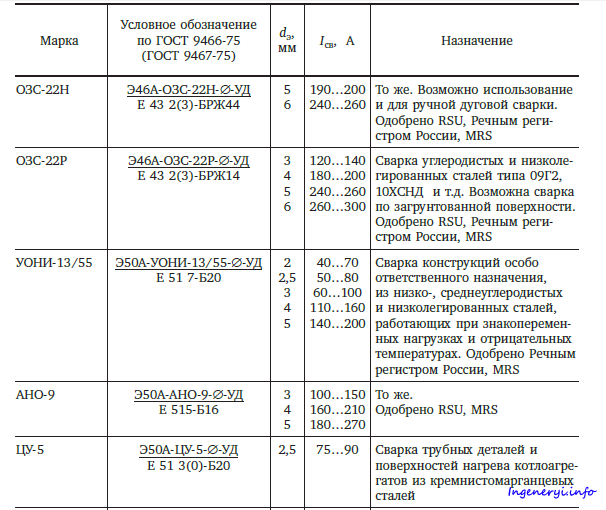 Поверхность проволоки должна быть чистой, без окалины, ржавчины, масла и грязи.
Поверхность проволоки должна быть чистой, без окалины, ржавчины, масла и грязи.
Проволоки Св-08МХ, Св-08ХМ и Св-09ХМФА применяют для аргонодуговой сварки только легированных сталей с содержанием кремния не более 0,25%.
Проволоки Св-08МХ, Св-08ХМ и Св-09ХМФА применяют для сварки трубопроводов с температурой среды до 510°С включительно, а также для сварки корневого шва независимо от параметров рабочей среды.
При ручной аргонодуговой сварке корневого шва трубопроводов с толщиной стенки более 10 мм из хромомолибденовых и хромомолибденованадиевых сталей используют проволоку Св-08Г2С или Св-08ГС.
Область применения
| Тип и марка стали | Марка проволоки | ||
| Ручная аргонодуговая сварка W-электродом | Ручная газовая сварка ацетиленокислородным пламенем | ||
| Углеродистая Ст2; Ст3; Ст4; Ст3Г; 08; 10; 20; 15Л; 20Л; 25Л | Св-08ГА-2; Св-08Г2С; Св-08ГС | Св-08; Св-08А; Св-08ГА; Св-08ГС; Св-08Г2С; Св-08МХ | |
| Низколегированная конструкционная 15ГС; 16ГС; 17ГС; 14ГН; 16ГН; 09Г2С; 10Г2С1; 14ХГС; 20ГСЛ; 17Г1С; 17Г1СУ | Св-08ГС; Св-08Г2С | Св-08ГС; Св-08Г2С | |
| Легированная теплоустойчивая | 12МХ; 15ХМ; 20ХМЛ; 12Х2М1 | Св-08МХ; Св-08ХМА-2; Св-08ХМ; Св-08ХГСМА | Св-08МХ; Св-08ХМ; Св-08ХМФА |
| 12Х1МФ | Св-08ХГСМФА; Св-08ХМ; Св-08ХМФА; Св-08МХ; Св-08ХМА-2 | Св-08МХ; Св-08ХМ; Св-08ХМФА | |
| 15Х1М1Ф; 20ХМФЛ; 15Х1М1ФЛ; 12Х2МФСР; 15Х1М1Ф-ЦЛ; 12Х2МФБ | Св-08ХМФА; Св-08ХГСМФА; Св-08ХГСМФА2; Св-08ХМФА2 | — | |
| Высоколегированная коррозионностойкая, жаростойкая и жаропрочная | 08X18h20T; 12X18h22T; 12X18h20T; | Св-04Х19Н11МЗ; Св-08Х19Н10Г2Б; Св-04Х20Н10Г2Б; Св-01Х19Н9; Св-04Х19Н9; Св-06Х19Н9Т | — |
| 12Х11В2МФ | Св-10Х11НВМФ; Св-12Х11НМФ | ||
Газы
В качестве защитного газа при ручной аргонодуговой сварке W-электродом используют аргон высшего и первого сортов по ГОСТ 10157-79.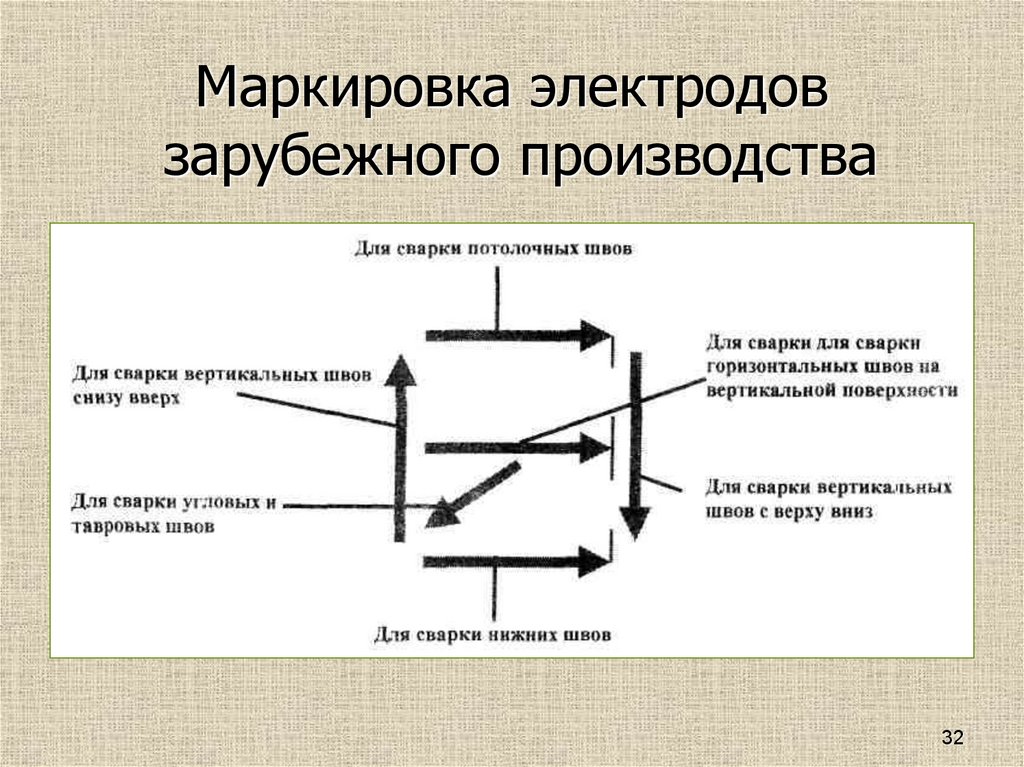 Допускается газообразный или жидкий аргон.
Допускается газообразный или жидкий аргон.
Перед использованием защитный газ необходимо проверить. На пластину или трубу наплавляют контрольный валик длиной 100-150 мм и по внешнему виду поверхности наплавки определяют качество защиты. Если в наплавленном металле шва обнаружат поры, газ бракуется.
Для газовой сварки используют технический ацетилен по ГОСТ 5457-75, поставляемый в баллонах или получаемый в газогенераторах из карбида кальция по ГОСТ 1460-81.
Карбид кальция СаС2 — твердое вещество темно-серого или коричневого цвета, при взаимодействии которого с водой образуется ацетилен С2Н2. В зависимости от грануляции карбида кальция различен выход ацетилена.
Допускается использовать газообразный кислород только первого или второго сорта по ГОСТ 5583-78.
| Ориентировочные размеры кусков карбида кальция, мм × мм | Выход ацетилена, л/мин | |
| I сорта | II сорта | |
| 2 × 8 | 255 | 235 |
| 8 × 15 | 265 | 245 |
| 15 × 25 | 275 | 255 |
| 25 × 80 | 285 | 265 |
Применение электродов
Сварочные электроды для ручной электродуговой сварки имеют достаточно большое количество особенностей в применении. Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
- Электроды, применяемые в дуговой сварке, должны обеспечить стабильное горение образующейся дуги. Только при этом условии можно обеспечить условия для формирования качественного шва.
- Стальные металлические покрытые должны иметь шов с определенным химическим составом. Только в этом случае получаемое изделие будет служить долго и надежно.
- При работе электродный стержень должен равномерно расплавляться по поверхности.
- Расходный материал должен обеспечивать все условия для высокой производительной сварки.
- Минимальная степень разбрызгивания расплавленного материала. При работе слишком сильное разбрызгивание может привести к повреждению хорошего покрытия.
- Высокая прочность получаемого соединения. Легкая отделимость шлаков – еще одна положительнаяхарактеристика применяемых электродов для ручной дуговой сварки.
- Не стоит забывать о том, что электроды должны храниться и сохранять свои качества на протяжении длительного периода. Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
- Минимальная степень токсичности при проведении работ. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
 Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.Проводя подключение, следует уделить внимание нижеприведенным моментам:
- При прямой полярности электрод соединяется с зажимом отрицательной клеммой, деталь с положительной.
- Для работы с деталями, изготавливаемыми из тонкого листа, применяется метод подключения обратной полярности. В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
При проведении работы следует соблюдать технику безопасности. При выполнении работ следует использовать:
- специальные перчатки;
- защитную робу;
- ботинки;
- наиболее подходящий защитный шлем.
Во многом качество получаемого шва зависит от умений сварщика и правильности выбора электрода по основным критериям.
Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки. Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».

 В маркировке указывается буква «А».
В маркировке указывается буква «А».Виды электродов для сварки
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.
Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Расшифровка разговорного английского языка с помощью внутрикортикальных электродов в дорсальной прецентральной извилине
. 2020 25 ноября; 17 (6): 066007.
doi: 10.1088/1741-2552/abbfef.
Гай Х Уилсон 1 , Сергей Д Ставиский 2 3 4 , Фрэнсис Р. Уиллетт 2 4 5 , Дональд Т. Авансино 2 , Джессика Н Келемен 6 , Ли Р. Хохберг 6 7 8 9 , Джейми М. Хендерсон 2 3 , Шауль Дракманн 3 10
Принадлежности
- 1 Программа для выпускников нейробиологии, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 2 Отделение нейрохирургии, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 3 Институт неврологии Ву Цай и Институт Bio-X, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 4 Факультет электротехники, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 5 Медицинский институт Говарда Хьюза при Стэнфордском университете, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 6 Кафедра неврологии, Гарвардская медицинская школа, Бостон, Массачусетс, Соединенные Штаты Америки.
- 7 Центр нейротехнологий и нейровосстановления, отделение неврологии Массачусетской больницы общего профиля, Бостон, Массачусетс, Соединенные Штаты Америки.
- 9 Институт наук о мозге Карни и Инженерная школа Брауновского университета, Провиденс, Род-Айленд, Соединенные Штаты Америки.
- 10 Кафедра нейробиологии, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 11 Факультет биоинженерии, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.

- PMID: 33236720
- PMCID: PMC8293867
- DOI:
10. 1088/1741-2552/аббфеф
 1088/1741-2552/аббфеф
1088/1741-2552/аббфефБесплатная статья ЧВК
Гай Х. Уилсон и соавт. Дж. Нейронная инженерия. .
Бесплатная статья ЧВК
. 2020 25 ноября; 17 (6): 066007.
doi: 10.1088/1741-2552/abbfef.
Авторы
Гай Х Уилсон  Авансино 2 , Джессика Н Келемен 6 , Ли Р. Хохберг 6
7
8
9 , Джейми М. Хендерсон 2
3 , Шауль Дракманн 3
10 , Кришна В Шеной 3
4
5
10
11
Авансино 2 , Джессика Н Келемен 6 , Ли Р. Хохберг 6
7
8
9 , Джейми М. Хендерсон 2
3 , Шауль Дракманн 3
10 , Кришна В Шеной 3
4
5
10
11
Принадлежности
- 1 Программа для выпускников нейробиологии, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 2 Отделение нейрохирургии, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 3 Институт неврологии Ву Цай и Институт Bio-X, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 4 Факультет электротехники, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 5 Медицинский институт Говарда Хьюза при Стэнфордском университете, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 6 Кафедра неврологии, Гарвардская медицинская школа, Бостон, Массачусетс, Соединенные Штаты Америки.
- 7 Центр нейротехнологий и нейровосстановления, отделение неврологии Массачусетской больницы общего профиля, Бостон, Массачусетс, Соединенные Штаты Америки.
- 8 VA Центр нейрореставрации и нейротехнологий, Служба исследований и разработок в области реабилитации, Медицинский центр штата Вирджиния, Провиденс, Род-Айленд, Соединенные Штаты Америки.
- 9 Институт наук о мозге Карни и Инженерная школа Брауновского университета, Провиденс, Род-Айленд, Соединенные Штаты Америки.
- 10 Кафедра нейробиологии, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 11 Факультет биоинженерии, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.

- PMID: 33236720
- PMCID: PMC8293867
- DOI:
10.
Абстрактный
Цель: Чтобы оценить потенциал сигналов внутрикортикальной электродной матрицы для интерфейсов мозг-компьютер (BCI) для восстановления утраченной речи, мы измерили производительность декодеров, обученных различать полный базисный набор из 39 английских фонем и синтезировать звуки речи с помощью метода сопоставления нейронных паттернов. . Мы расшифровали нейронные корреляты произнесенных вслух слов в области «ручки» прецентральной извилины, что является шагом к конечной цели — декодированию попытки речи из вентральных речевых областей у пациентов, которые не могут говорить.
Подход: Нейронные и звуковые данные были записаны в то время, как два участника пилотного клинического испытания BrainGate2, каждый из которых имел два постоянно имплантированных массива из 96 электродов, произносили 420 различных слов, в которых широко использовались английские фонемы.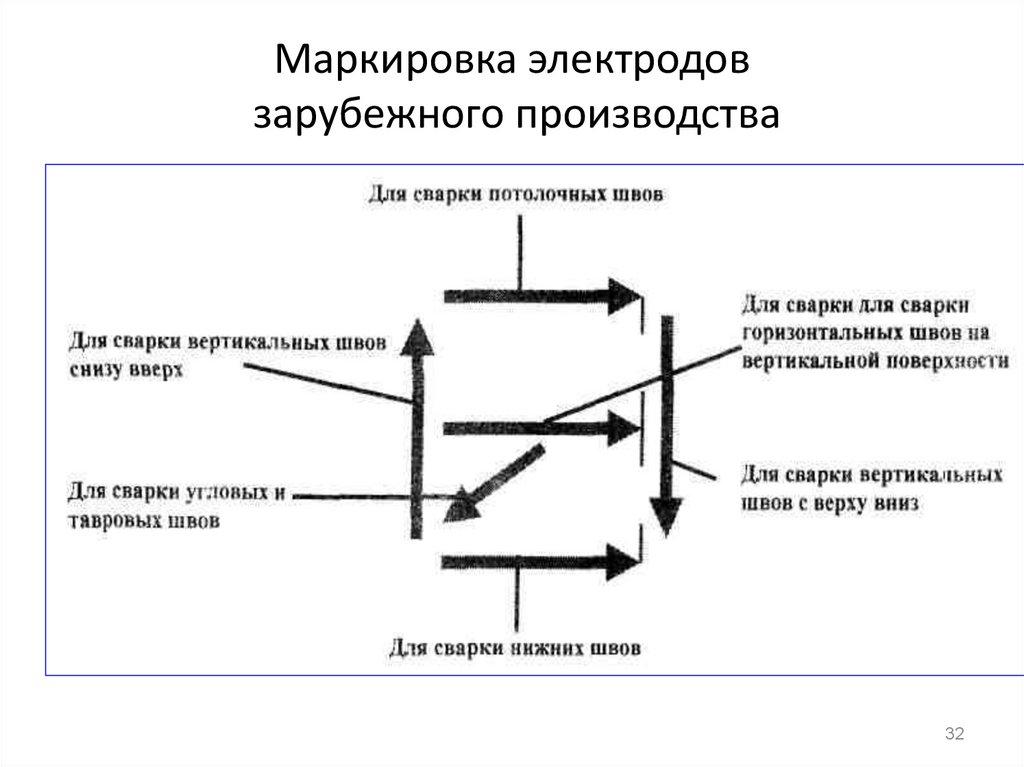
 Микрофонное загрязнение и различия в начале фонемы незначительно повысили точность декодирования, но их можно было уменьшить путем вычитания акустических артефактов и использования нейронного маркера начала речи соответственно. Синтез речи достиг корреляции r = 0,523 между истинным и реконструированным звуком.
Микрофонное загрязнение и различия в начале фонемы незначительно повысили точность декодирования, но их можно было уменьшить путем вычитания акустических артефактов и использования нейронного маркера начала речи соответственно. Синтез речи достиг корреляции r = 0,523 между истинным и реконструированным звуком.
Значение: Возможность декодировать речь с использованием внутрикортикальных сигналов массива электродов из нетрадиционной речевой области предполагает, что размещение массивов электродов в вентральных речевых областях является многообещающим направлением для речевых ИМК.
Заявление о конфликте интересов
Цифры
Рис. 1.
Нейронные данные, записанные во время…
Рисунок 1.
Нейронные данные, записанные во время задания на произнесение слов. ( A ) Размещение массивов…
Рисунок 1.Нейронные данные, записанные во время задания на произнесение слов. ( A ) Размещение массива на трехмерных реконструкциях мозга каждого участника. На рисунке слева показано, что мы зарегистрировали нейронные корреляты явной речи в дорсальной области коры, которая отличается от вентральных областей, где обычно декодируется речевое производство. ( B ) Иллюстрация задания на произношение слов с визуальной подсказкой. ( C ) Пример сегментации фонемы слова из записанного аудио. Ниже мы показываем пики пересечения порога и высокочастотный LFP (HLFP) для скоростей окна 500 мс, сосредоточенных на начале голоса для этого произнесения /w/.
Рисунок 2. Отдельные электроды показывают широкую настройку…
Рисунок 2. Отдельные электроды показывают широкую настройку по фонемам.
Отдельные электроды показывают широкую настройку по фонемам.
( A ) Растровые шипы для…
Рисунок 2. Отдельные электроды показывают широкую настройку по фонемам. ( A ) Пиковые растры для одного электрода T5 во всех экземплярах / d / в полном наборе данных произносимых слов. Черные прямоугольники показывают окно анализа периода задержки 500 мс перед началом сигнала и окно анализа 100 мс, сосредоточенное вокруг начала голоса). ( B ) График рассеяния скоростей возгорания в период задержки и начала для электрода, показанного на A; каждая точка – это одно испытание. Частота возбуждения значительно выше в начале голоса (тест на двусторонний знак перестановки; p<0,001). ( C ) Три примера электродов T5 (вверху) и электродов T11 (внизу) выбраны для демонстрации высокой, низкой и незначительной избирательности между разговорами по разным телефонам (по Краскелу-Уоллису при частоте однократных пробных срабатываний от 350 до 500 мс после стартового сигнала). , отмечены вертикальными линиями). Фонемы были отсортированы по частоте возбуждения для электрода примера высокой настройки каждого участника, а затем сохранены в том же порядке для двух других электродов. ( D ) Распределение количества фонем, на которые настроены электроды T5 (верхний) и T11 (нижний) (т. е. имеющие значительную разницу в скорости срабатывания между эпохами задержки и начала), отсортированное от самой широкой настройки к самой узкой настройке. В целом, электроды имеют широкий профиль настройки. Вертикальные цветные линии обозначают электрод соответствующего цвета на панели C.
, отмечены вертикальными линиями). Фонемы были отсортированы по частоте возбуждения для электрода примера высокой настройки каждого участника, а затем сохранены в том же порядке для двух других электродов. ( D ) Распределение количества фонем, на которые настроены электроды T5 (верхний) и T11 (нижний) (т. е. имеющие значительную разницу в скорости срабатывания между эпохами задержки и начала), отсортированное от самой широкой настройки к самой узкой настройке. В целом, электроды имеют широкий профиль настройки. Вертикальные цветные линии обозначают электрод соответствующего цвета на панели C.
Рисунок 3.
Расшифровка 39 английских фонем и…
Рисунок 3.
Декодирование 39 английских фонем и связанных с ними разверток гиперпараметров. ( A ) Фонема T5…
Рисунок 3.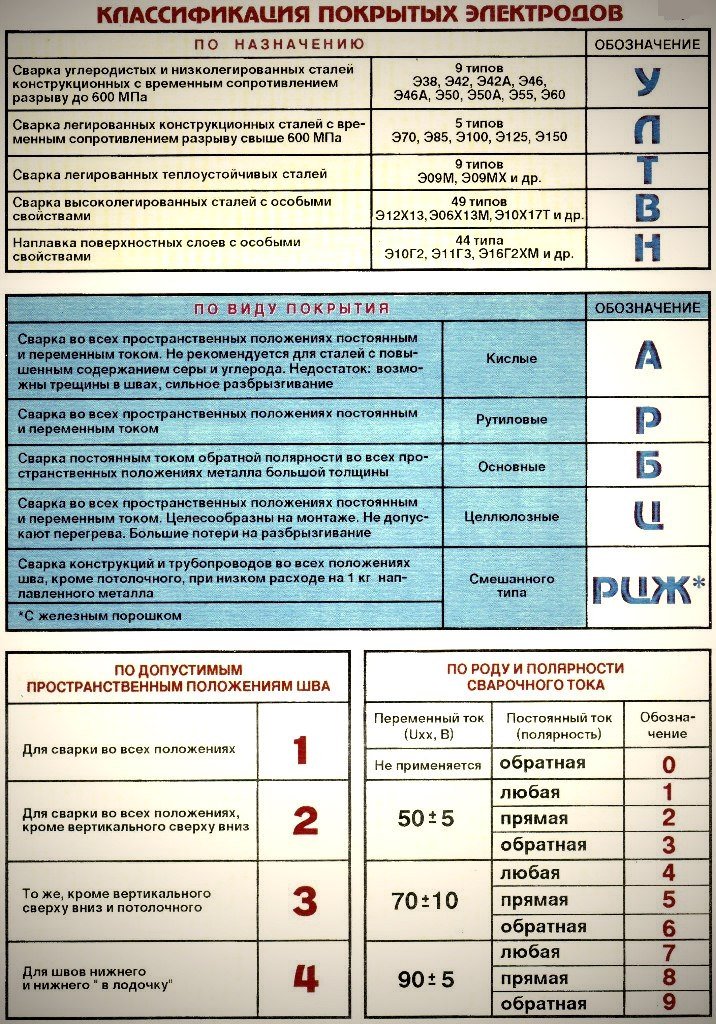
Декодирование 39 английских фонем и связанных с ними разверток гиперпараметров. ( A ) Матрица путаницы при декодировании фонем T5, отсортированная по иерархической кластерной дендрограмме. Значения нормализованы таким образом, что сумма каждой строки равна 1. Общая точность составила 29.0,3% с использованием перекрестной проверки с исключением одного. Обратите внимание, что цветовая полоса насыщена на уровне 0,7 (чтобы лучше показать структуру ошибок), а не 1. Метки фонем окрашены в зависимости от их места в группе артикуляции, что более подробно рассматривается на дополнительном рисунке 2. ( BC ) Развертки параметров для обучения установите размер (B) и количество электродов (C). Затенение обозначает стандартное отклонение для 10 повторений 10-кратной перекрестной проверки. (D) Создание более мелких интервалов времени из общего 500-миллисекундного окна повышает производительность. Например, двадцать временных бинов (крайняя правая точка на этом графике) означают, что каждый электрод вносит двадцать бинов, каждый из которых усредняет HLFP за 25 мс в общий вектор нейронных признаков. (E) Использование окна большего размера (с неперекрывающимися бинами по 50 мс) повышает производительность до насыщения около 600 мс. ( F-J ) То же, что и выше для данных T11.
(E) Использование окна большего размера (с неперекрывающимися бинами по 50 мс) повышает производительность до насыщения около 600 мс. ( F-J ) То же, что и выше для данных T11.
Рисунок 4:
Выравнивание начала звуковой фонемы вызывает…
Рисунок 4:
Выравнивание начала фонем на основе звука вызывает ложную нейронную дисперсию между фонемами. ( А )…
Рисунок 4: Выравнивание начала фонем на основе звука вызывает ложную нейронную дисперсию между фонемами. ( A ) Частота возбуждения (бины 20 мс) примерного электрода по 18 классам фонем нанесена на график для различных стратегий выравнивания (слева направо: выравнивание данных одних и тех же высказываний с сигналом перехода, началом голоса и «нейронным началом»). подход, который мы вводим). Каждый след представляет собой одну фонему, а штриховка обозначает стандартные ошибки. Взрывные звуки затенены теплыми цветами, чтобы проиллюстрировать, как выравнивание начала голоса систематически искажает выравнивание определенных фонем. ( BC ) dPC для зависимой от фонемы и независимой от фонемы факторизации частоты срабатывания нейронного ансамбля в окне 1500 мс. Проекции пяти верхних компонентов dPC (отсортированные по объясненной дисперсии) отображаются для каждой маргинализации для подходов аудио и нейронного выравнивания. ( B ) Проекции dPC совмещены с началом голоса (вертикальные пунктирные линии). Взрывные звуки (теплые цвета) имеют временной профиль, аналогичный другим фонемам (холодные цвета), за исключением временного смещения. Это служит предупреждением о том, что выравнивание начала голоса может искусственно вводить различия между пробными усредненными действиями разных фонем. Чтобы компенсировать это, мы повторно выровняли данные по нейронной (а не аудио) привязке: для определения «нейронного начала» для нейронной связи использовалось усредненное по пробам пиковое время каждой фонемы с наибольшим инвариантным условием компонентом, обведенным черным цветом.
подход, который мы вводим). Каждый след представляет собой одну фонему, а штриховка обозначает стандартные ошибки. Взрывные звуки затенены теплыми цветами, чтобы проиллюстрировать, как выравнивание начала голоса систематически искажает выравнивание определенных фонем. ( BC ) dPC для зависимой от фонемы и независимой от фонемы факторизации частоты срабатывания нейронного ансамбля в окне 1500 мс. Проекции пяти верхних компонентов dPC (отсортированные по объясненной дисперсии) отображаются для каждой маргинализации для подходов аудио и нейронного выравнивания. ( B ) Проекции dPC совмещены с началом голоса (вертикальные пунктирные линии). Взрывные звуки (теплые цвета) имеют временной профиль, аналогичный другим фонемам (холодные цвета), за исключением временного смещения. Это служит предупреждением о том, что выравнивание начала голоса может искусственно вводить различия между пробными усредненными действиями разных фонем. Чтобы компенсировать это, мы повторно выровняли данные по нейронной (а не аудио) привязке: для определения «нейронного начала» для нейронной связи использовалось усредненное по пробам пиковое время каждой фонемы с наибольшим инвариантным условием компонентом, обведенным черным цветом.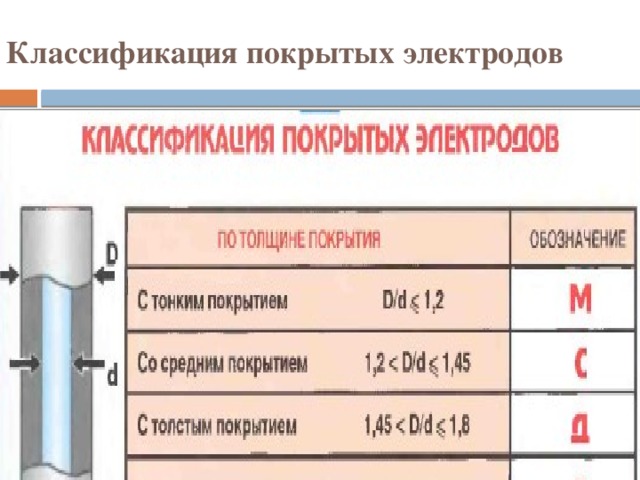 перестройка. ( C ) Пересчитаны проекции dPC с использованием этого CIS 1 – перестроенные нейронные данные. Вертикальные пунктирные линии показывают оценочные пики CIS 1 . ( D ) Матрица путаницы декодера на основе предсказания первой фонемы в каждом слове с использованием окна 500 мс с центром в начале голоса. ( E ) Матрица путаницы при классификации одних и тех же фонемных высказываний, но теперь с использованием нейронно перестроенных данных.
перестройка. ( C ) Пересчитаны проекции dPC с использованием этого CIS 1 – перестроенные нейронные данные. Вертикальные пунктирные линии показывают оценочные пики CIS 1 . ( D ) Матрица путаницы декодера на основе предсказания первой фонемы в каждом слове с использованием окна 500 мс с центром в начале голоса. ( E ) Матрица путаницы при классификации одних и тех же фонемных высказываний, но теперь с использованием нейронно перестроенных данных.
Рис. 5:
Количественная оценка и уменьшение акустического загрязнения…
Рис. 5:
Количественная оценка и смягчение акустического загрязнения нейронных сигналов. ( A ) Спектрограммы для…
Рис. 5: Количественная оценка и смягчение акустического загрязнения нейронных сигналов. ( A ) Спектрограммы аудио- и нейронных данных в электроде и блоке, демонстрирующие самые сильные аудио-нейронные корреляции. Диапазон частот от 5 до 1000 Гц. На нижнем графике показан тот же электрод после «дезактивации» LRR. ( B ) График среднего аудио PSD (красный) и корреляции Пирсона всех электродов (синий) из того же блока примера. На вставке показаны коэффициенты корреляции отдельных электродов (строки) по частотам (столбцы). Черные горизонтальные галочки обозначают электроды, исключенные из нейронного анализа. Розовая стрелка показывает образец электрода из панели A. ( C ) Изменение аудио-нейронных корреляций после LRR, объединенное по всем блокам, электродам и частотам (ограничено электродами с r 2 > 0,1 исходно). Значения справа от пунктирной линии «0» указывают на снижение силы корреляции. Среднее снижение аудионейронной корреляции составило 0,26. ( D ) Полная матрица путаницы классификатора после LRR (общая точность 25,8% по 39 классам).
( A ) Спектрограммы аудио- и нейронных данных в электроде и блоке, демонстрирующие самые сильные аудио-нейронные корреляции. Диапазон частот от 5 до 1000 Гц. На нижнем графике показан тот же электрод после «дезактивации» LRR. ( B ) График среднего аудио PSD (красный) и корреляции Пирсона всех электродов (синий) из того же блока примера. На вставке показаны коэффициенты корреляции отдельных электродов (строки) по частотам (столбцы). Черные горизонтальные галочки обозначают электроды, исключенные из нейронного анализа. Розовая стрелка показывает образец электрода из панели A. ( C ) Изменение аудио-нейронных корреляций после LRR, объединенное по всем блокам, электродам и частотам (ограничено электродами с r 2 > 0,1 исходно). Значения справа от пунктирной линии «0» указывают на снижение силы корреляции. Среднее снижение аудионейронной корреляции составило 0,26. ( D ) Полная матрица путаницы классификатора после LRR (общая точность 25,8% по 39 классам).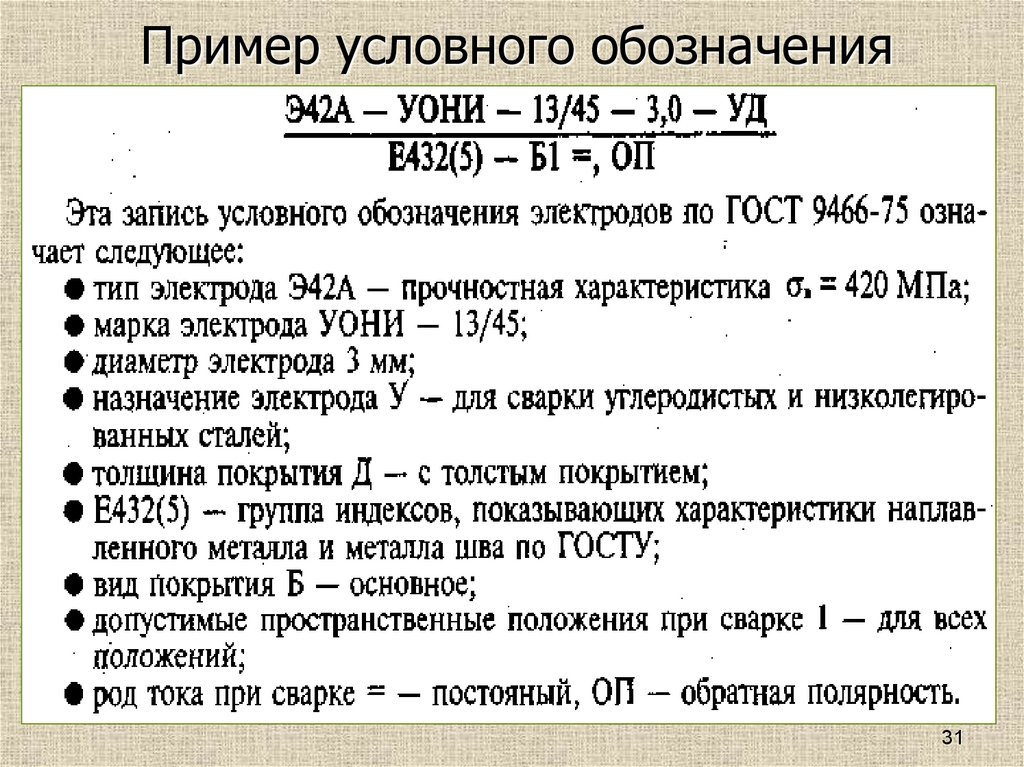 ( E ) Матрица путаницы для декодирования первой фонемы после применения LRR. Как и в D, классификатор использовал окно в 500 мс, центрированное по началу голоса. ( F ) Матрица путаницы, показывающая декодирование первой фонемы каждого слова с использованием 500 мс, ведущих к началу голоса, чтобы избежать возможного звукового загрязнения или нейронной активности, связанной со слуховой обратной связью.
( E ) Матрица путаницы для декодирования первой фонемы после применения LRR. Как и в D, классификатор использовал окно в 500 мс, центрированное по началу голоса. ( F ) Матрица путаницы, показывающая декодирование первой фонемы каждого слова с использованием 500 мс, ведущих к началу голоса, чтобы избежать возможного звукового загрязнения или нейронной активности, связанной со слуховой обратной связью.
Рис. 6:
Синтез речи с помощью устройства «мозг в речь»…
Рис. 6:
Синтез речи с использованием выбора единиц «мозг в речь». (A) Звуковые волны для реальных слов…
Рис. 6: Синтез речи с использованием выбора единиц измерения «мозг в речь». (A) Аудиосигналы для реальных слов, произнесенных участником T5 (вверху), и синтезированный звук, реконструированный на основе нейронных данных (внизу). (B) Соответствующие акустические спектрограммы. Коэффициент корреляции между истинным и синтезированным звуком (усредненный по всем 40 частотным интервалам Mel) для этих 9 хороших примеров составил 0,696.
(B) Соответствующие акустические спектрограммы. Коэффициент корреляции между истинным и синтезированным звуком (усредненный по всем 40 частотным интервалам Mel) для этих 9 хороших примеров составил 0,696.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Интерфейс мозг-компьютер: приложения для декодирования и синтеза речи для улучшения коммуникации.
Луо С., Раббани К., Кроун Н.Е. Луо С. и др. Нейротерапия. 2022 Январь; 19 (1): 263-273. doi: 10.1007/s13311-022-01190-2. Epub 2022 31 января. Нейротерапия. 2022. PMID: 35099768 Бесплатная статья ЧВК. Обзор.
Декодирование речи с помощью внутрикортикальных мультиэлектродных массивов в дорсальных «областях рук / кистей» моторной коры человека.
Ставиский С.Д., Резаи П., Уиллетт Ф.Р., Хохберг Л.Р., Шеной К.В., Хендерсон Дж.М. Ставиский С.Д. и соавт. Annu Int Conf IEEE Eng Med Biol Soc. 2018 июль; 2018: 93-97. doi: 10.1109/EMBC.2018.8512199. Annu Int Conf IEEE Eng Med Biol Soc. 2018. PMID: 30440349
Обобщение нейрокомпьютерных интерфейсов преобразования сигнала в текст.
Шет Дж., Танкус А., Тран М., Пуратиан Н., Фрид И., Шпейер В. Шет Дж. и др. Биомед Физ Инж Экспресс. 2021 30 апреля; 7 (3). дои: 10.1088/2057-1976/абф6аб. Биомед Физ Инж Экспресс. 2021. PMID: 33836507
Корковое кодирование фонематического контекста во время словообразования.
Мюглер Э.М., Голдрик М., Слуцкий М.В. Мюглер Э.М. и др. Annu Int Conf IEEE Eng Med Biol Soc.
2014;2014:6790-3. doi: 10.1109/EMBC.2014.6945187.
Annu Int Conf IEEE Eng Med Biol Soc. 2014.
PMID: 25571555Декодирование разговорных фонем из сенсомоторной коры с помощью сетки ЭКоГ высокой плотности.
Рэмси Н.Ф., Салари Э., Арноутсе Э.Дж., Ванстенсел М.Дж., Блейхнер М.Г., Фройденбург З.В. Рэмси Н.Ф. и соавт. Нейроизображение. 2018 15 октября; 180 (часть A): 301-311. doi: 10.1016/j.neuroimage.2017.10.011. Epub 2017 7 октября. Нейроизображение. 2018. PMID: 28993231 Бесплатная статья ЧВК.

 2014;2014:6790-3. doi: 10.1109/EMBC.2014.6945187.
Annu Int Conf IEEE Eng Med Biol Soc. 2014.
PMID: 25571555
2014;2014:6790-3. doi: 10.1109/EMBC.2014.6945187.
Annu Int Conf IEEE Eng Med Biol Soc. 2014.
PMID: 25571555Посмотреть все похожие статьи
Цитируется
На пути к клиническому применению имплантируемых интерфейсов мозг-компьютер для людей с поздней стадией БАС: медицинские и этические соображения.
Vansteensel MJ, Klein E, van Thiel G, Gaytant M, Simmons Z, Wolpaw JR, Vaughan TM. Vansteensel MJ и соавт. Дж Нейрол. 2022 г., 30 ноября. doi: 10.1007/s00415-022-11464-6. Онлайн перед печатью. Дж Нейрол. 2022. PMID: 36450968 Обзор.
Обобщенная орфография с использованием речевого нейропротеза у человека с тяжелым параличом конечностей и голосовых связок.
Мецгер С.Л., Лю Дж.Р., Мозес Д.А., Догерти М.Э., Ситон М.П., Литтлджон К.Т., Чартье Дж., Ануманчипалли Г.К., Ту-Чан А., Гангули К., Чанг Э.Ф. Мецгер С.Л. и соавт. Нац коммун. 2022 8 ноября; 13 (1): 6510. doi: 10.1038/s41467-022-33611-3. Нац коммун. 2022. PMID: 36347863 Бесплатная статья ЧВК.
Набор данных о речевом производстве в интракраниальной области.
Электроэнцефалография.Verwoert M, Ottenhoff MC, Goulis S, Colon AJ, Wagner L, Tousseyn S, van Dijk JP, Kubben PL, Herff C. Верворт М. и соавт. Научные данные. 2022 22 июля; 9 (1): 434. doi: 10.1038/s41597-022-01542-9. Научные данные. 2022. PMID: 35869138 Бесплатная статья ЧВК.
Расшифровка хватательных и речевых сигналов от кортикальной цепи хватания у человека с тетраплегией.
Wandelt SK, Kellis S, Bjånes DA, Pejsa K, Lee B, Liu C, Andersen RA. Вандельт С.К. и соавт. Нейрон. 2022 1 июня; 110(11):1777-1787.e3. doi: 10.1016/j.neuron.2022.03.009. Epub 2022 31 марта. Нейрон. 2022. PMID: 35364014
Интерфейс мозг-компьютер: приложения для декодирования и синтеза речи для улучшения коммуникации.
Луо С., Раббани К., Кроун Н.Е. Луо С. и др. Нейротерапия. 2022 янв;19(1): 263-273. doi: 10.1007/s13311-022-01190-2. Epub 2022 31 января. Нейротерапия. 2022. PMID: 35099768 Бесплатная статья ЧВК. Обзор.

 Электроэнцефалография.
Электроэнцефалография.
Просмотреть все статьи “Цитируется по”
Типы публикаций
термины MeSH
Грантовая поддержка
- N01HD53403/HD/NICHD NIH HHS/США
- I50 RX002864/RX/RRD VA/США
- R01 DC009899/DC/NICDD NIH HHS/США
- R01 EB028171/EB/NIBIB NIH HHS/США
- R01 DC014034/DC/NICDD NIH HHS/США
- I01 RX002295/RX/RRD VA/США
- U01 NS098968/NS/NINDS NIH HHS/США
- U01 DC017844/DC/NICDD NIH HHS/США
- Uh3 NS095548/NS/NINDS NIH HHS/США
- R01 NS066311/NS/NINDS NIH HHS/США
Мета может (вроде как) угадать, что вы услышали, с помощью мозговых волн
Существует множество плохих вещей, которые могут лишить человека способности говорить, но для некоторых интерфейсы мозг-компьютер могут стать ключом к восстановлению связи , — сказал TIME Жан-Реми Кинг, научный сотрудник Meta.
«Поместив электрод на двигательные области мозга пациента, мы можем расшифровать активность и помочь пациенту общаться с остальным миром», — сказал Кинг.
Мозговой имплант уже восстановил способность общаться у парализованного пациента. Вместо того, чтобы указывать на отдельные буквы или слова, нейроимплантат переводит его мысли прямо в слова.
Фиип О’Киф, австралиец с БАС, имеет чип интерфейса мозг-компьютер, который позволяет ему переводить свои мысли в тексты, открывая целый мир электронного общения, включая Twitter. Возможно, наиболее впечатляюще то, что пациент, чей БАС прогрессировал до синдрома запертого человека, также получил имплантат, который позволял общаться.
Исследователи из Meta создают модели ИИ для декодирования речи в мозгу.
«Очевидно, что вводить электрод в чей-то мозг крайне агрессивно», — сказал Кинг.
(В случае с О’Кифом стоит отметить, что имплантат вошел через его яремную вену, поэтому ему не понадобилась открытая операция на головном мозге, хотя, тем не менее, серьезная операция. )
)
«Итак, мы хотели попробовать использовать неинвазивные записи активности мозга. . И цель состояла в том, чтобы создать систему искусственного интеллекта, которая может расшифровывать реакцию мозга на рассказанные истории».
Кинг и его коллеги из Лаборатории исследований искусственного интеллекта Facebook (FAIR) начали делать именно это, создавая искусственный интеллект с глубоким обучением, способный декодировать речь из мозговых волн — в некоторой степени.
Прослушивание: В своем исследовании, которое в настоящее время находится в сети в виде препринта, команда использовала алгоритм с открытым исходным кодом, ранее созданный в FAIR, для анализа уже существующих наборов данных, написал Кинг в блоге Meta AI.
Эти наборы данных содержат записи мозга 169 здоровых добровольцев, сделанные во время прослушивания аудиокниг на голландском и английском языках продолжительностью более 150 часов.
Поскольку целью является неинвазивное декодирование речи, команда использовала данные, полученные путем измерения электрической активности мозга — электроэнцефалографии или ЭЭГ — и магнитной активности, известной как магнитоэнцефалография или МЭГ.
Оба записываются с помощью датчиков на внешней стороне черепа, что составляло одну из главных задач исследователя, сказал Кинг TIME: «зашумленные» данные, ограниченные расстоянием датчиков от мозга, и ударами кожи, черепа, воды и т.д., по сигналам.
Весь этот шум становится еще труднее прорезать, потому что мы не уверены на 100%, что ищем.
«Другая большая проблема носит более концептуальный характер, поскольку мы на самом деле не знаем, как мозг в значительной степени представляет язык», — сказал Кинг.
Используя как аудиокниги, так и записи мозга, ИИ проанализировал их, чтобы выявить закономерности между услышанными словами и мозговыми волнами.
Это проблема с декодированием речи, которую команда хочет передать ИИ, так как он стимулирует мозговую активность действием — в данном случае тем, что слышит субъект.
Без ИИ «было бы очень трудно сказать: «Хорошо, эта активность мозга означает это слово, или эту фонему, или намерение действовать, или что-то еще», — сказал Кинг.
Декодирование речи : После того, как эти часы были разделены на три секунды, они передали аудиокнигу и записи мозга ИИ, который проанализировал их, чтобы выявить закономерности.
Команда сохранила 10% данных для проверки своей модели, сообщает New Scientist: используя шаблоны, полученные из других 90%, чтобы попытаться идентифицировать слова, услышанные в записях мозга, которые он никогда не видел.
«После обучения наша система выполняет так называемую нулевую классификацию: по фрагменту активности мозга она может определить из большого пула новых аудиоклипов, какой из них человек действительно слышал», — написал Кинг в блоге Meta. «Отсюда алгоритм делает вывод о словах, которые человек, скорее всего, слышал».
В частности, ИИ опирался на свой словарный запас из 793 слов, чтобы составить десять списков слов из своих лучших предположений, сообщает New Scientist, приблизительно расшифровывая речь.
Согласно их препринту, ИИ был способен получить правильное слово в первой десятке в 72,5% случаев при использовании трехсекундных данных МЭГ — попадание с первого раза в 44% случаев — и 19,1% для данных ЭЭГ.
ИИ смог включить правильное слово в предлагаемый список ответов в 72,5% случаев.
Что дальше: Имперский колледж Лондона Профессор Томас Кнопфель сказал New Scientist, что система потребует дополнительной доработки, прежде чем она сможет быть практически полезной для декодирования речи, и скептически относится к тому, что ЭЭГ и МЭГ — будучи неинвазивными — когда-либо смогут обеспечить детализированную детали, необходимые для большей точности.
«Речь идет о потоке информации, — сказал Кнопфель журналу New Scientist. «Это все равно, что пытаться транслировать HD-фильм по старомодным аналоговым телефонным модемам. Даже в идеальных условиях, когда кто-то сидит в темной комнате в наушниках и просто слушает, в мозгу происходят другие вещи. В реальном мире это становится совершенно невозможным».
Однако возможно, что технический прогресс может это изменить: новая форма MEG, называемая OPM, расширяет границы того, что можно узнать извне.